B 1584-2:2014
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 記号及び単位 ··················································································································· 2
5 図示例···························································································································· 2
6 外径寸法及び内径寸法の測定方法 ························································································ 4
6.1 外径寸法の測定方法A····································································································· 4
6.2 外径寸法の測定方法B ····································································································· 4
6.3 内径寸法の測定方法C····································································································· 4
6.4 外径寸法の測定方法D····································································································· 4
6.5 その他の測定方法 ·········································································································· 4
7 測定方法A ······················································································································ 4
7.1 一般 ···························································································································· 4
7.2 基本計算 ······················································································································ 4
7.3 データ取得の例 ············································································································· 6
7.4 図面表記の例 ················································································································ 6
8 測定方法B ······················································································································ 7
8.1 一般 ···························································································································· 7
8.2 データ取得の例 ············································································································· 7
8.3 図面表記の例 ················································································································ 7
9 測定方法C ······················································································································ 7
9.1 一般 ···························································································································· 7
9.2 データ取得の例 ············································································································· 8
9.3 図面表記の例 ················································································································ 8
10 測定方法D ···················································································································· 9
10.1 一般 ··························································································································· 9
10.2 データ取得の例 ············································································································ 9
10.3 図面表記の例 ··············································································································· 9
11 規格番号(JIS B 1584-2)による図面表記方法 ······································································ 9
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 10
B 1584-2:2014
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般社団法人日本機械学会(JSME)及び一
般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,
日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 1584の規格群には,次に示す部編成がある。
JIS B 1584-1 第1部:寸法
JIS B 1584-2 第2部:外径・内径寸法の算出に必要なデータ及び図示方法
JIS B 1584-3 第3部:油穴,油溝及び油だまり
JIS B 1584-4 第4部:材料
JIS B 1584-5 第5部:外径寸法の測定方法
JIS B 1584-6 第6部:内径寸法の測定方法
JIS B 1584-7 第7部:薄肉ブシュの肉厚の測定方法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1584-2:2014
滑り軸受−巻きブシュ−第2部:外径・内径寸法の
算出に必要なデータ及び図示方法
Plain bearings-Wrapped bushes-
Part 2: Test data for outside and inside diameters
序文
この規格は,2006年に第2版として発行されたISO 3547-2を基とし,技術的内容を変更して作成した
日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,円筒及びつば(鍔)付きの巻きブシュの外径寸法及び内径寸法の算出に必要なデータ及び
図示方法について規定する。
巻きブシュは,自由状態において変形を伴うため,その外径寸法及び内径寸法は拘束状態で測定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 3547-2:2006,Plain bearings−Wrapped bushes−Part 2: Test data for outside and inside diameters
(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0162-1 滑り軸受−用語,定義及び分類−第1部:設計,軸受材料及びその特性
注記 対応国際規格:ISO 4378-1,Plain bearings−Terms, definitions and classification−Part 1: Design,
bearing materials and their properties(MOD)
JIS B 0163-2 滑り軸受−記号−第2部:応用記号
JIS B 1584-1 滑り軸受−巻きブシュ−第1部:寸法
注記 対応国際規格:ISO 3547-1,Plain bearings−Wrapped bushes−Part 1: Dimensions(MOD)
JIS B 1584-4 滑り軸受−巻きブシュ−第4部:材料
注記 対応国際規格:ISO 3547-4,Plain bearings−Wrapped bushes−Part 4: Materials(MOD)
JIS B 1584-6 滑り軸受−巻きブシュ−第6部:内径寸法の測定方法
ISO 12301,Plain bearings−Quality control techniques and inspection of geometrical and material quality
2
B 1584-2:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
characteristics
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0162-1及びJIS B 0163-2による。
4
記号及び単位
この規格で用いる記号及び単位は,表1による。
表1−記号及び単位
記号
内容
単位
Acal
ブシュの有効断面積(計算値)
mm2
B
ブシュの幅
mm
Ci
内径面取り幅
mm
Co
外径面取り幅
mm
Dfl
フランジ径
mm
DH
ハウジング穴径
mm
Di
ブシュの内径
mm
Di,ch
リングゲージ圧入時のブシュの内径
mm
Do
ブシュの外径
mm
Fch
測定力
N
dch,1
測定ブロックの内径又はリングゲージの内径
mm
dch,2
プラグの外径又はプラグゲージ外径
mm
r b)
つば部の半径
mm
s1
裏金厚さa)
mm
s2
ライニング厚さa)
mm
s3
肉厚a)
mm
sfl
つば厚
mm
∆Do
ブシュの外径の公差
mm
v
測定力の負荷時の外径の弾性変形量
mm
z
測定ブロック間の隙間
mm
∆z
測定値
mm
∆zD
測定方法Dによる円周の許容値
mm
注a) ブッシュの材料が単層材料の場合は,s1=s3又はs2=s3となる。
b) 最大値は,s3と同じ寸法とする。
5
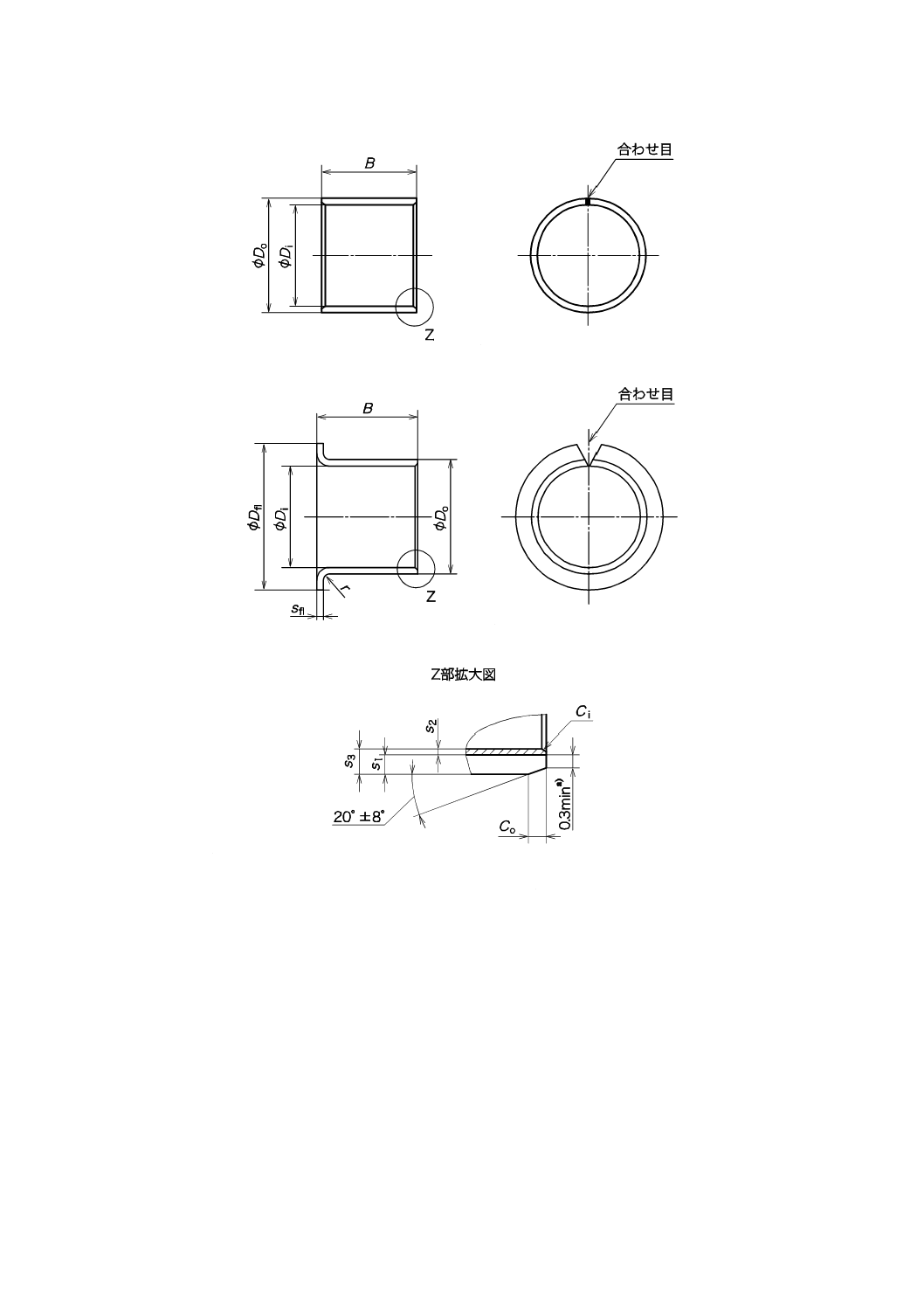
図示例
図面には,外径Do及び肉厚s3,又は外径Do及び内径Diのいずれかを示さなければならない。ただし,
肉厚s3及び内径Diは,同一図上に記載しないほうがよい。
円筒及びつば付きブシュの図示例は,図1による。
3
B 1584-2:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 円筒ブシュ
b) つば付きブシュ
注a) s3=0.5 mmの場合,0.2 mm以上。
図1−円筒及びつば付きブシュ
4
B 1584-2:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6
外径寸法及び内径寸法の測定方法
6.1
外径寸法の測定方法A
外径Doは,箇条7に従い測定ジグとして測定ブロック及び基準プラグを用いて確認する。
6.2
外径寸法の測定方法B
外径Doは,箇条8に従い二つのリングゲージを用いて確認する。
6.3
内径寸法の測定方法C
内径Diは,箇条9に従いリングゲージにブシュを圧入し,確認する。
6.4
外径寸法の測定方法D
外径Doは,箇条10に従い高精度の測定テープを用いて確認する。
6.5
その他の測定方法
外径寸法及び内径寸法のその他の測定方法について,それぞれJIS B 1584-5及びJIS B 1584-6の附属書
JAに参考として記載する。
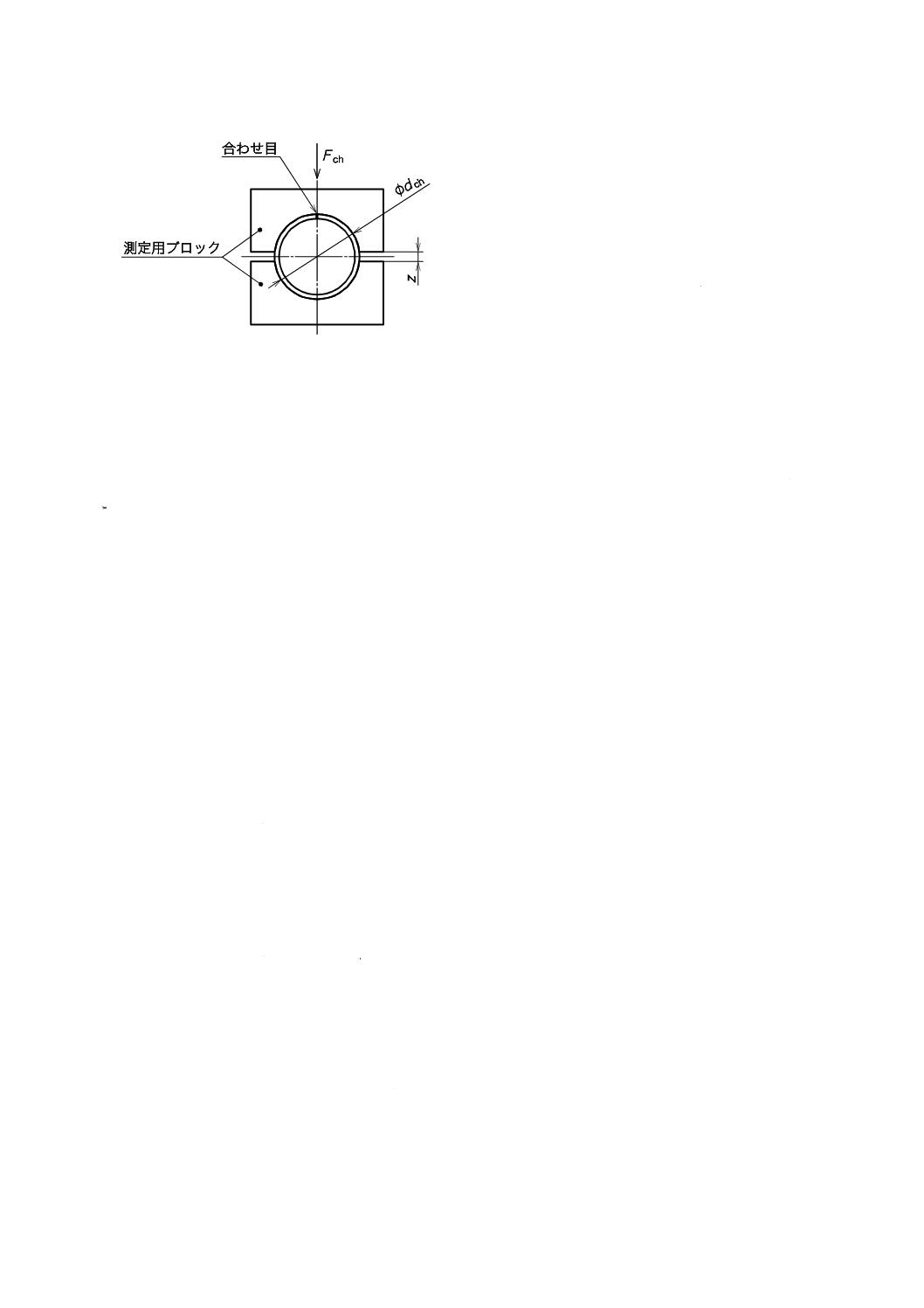
7
測定方法A
7.1
一般
この測定方法は,外径180 mmまでのブシュに適用できる。
測定ジグは,据え付けられた二つの測定ブロックを基本構成とする(JIS B 1584-5参照)。
測定ブロックに基準プラグを挿入し,分割された片側の測定ブロックから測定力Fchを付与し,指示計
(ダイヤルゲージ)をセットする。
基準プラグを抜いた後ブシュをセットし,再度,測定力を付与する。
ブシュを挿入し,所定の測定力Fchを付与した状態で分割された測定ブロック間の隙間zをダイヤルゲ
ージで読み取り,∆zとして記録する。
この数値を用いて外径Doが計算可能となる。
つば付きブシュの場合,製造業者の都合によって,つば部加工前後のいずれかで測定してもよい。
条件設定については,受渡当事者間の協定による。
7.2
基本計算
7.2.1
外径寸法Doの弾性変形による減少量v
外径寸法Doの弾性変形量vは,力を加えないときと測定力Fchを加えたときとの差として生じる。
Fchは,ブシュと測定ブロックとの表面を密着させたとき,表2に示す変形を生じるのに要する外力であ
る。
表2−ブシュ外径Doの弾性変形による減少量
単位 mm
外径Doの範囲
弾性変形による減少量v
Do ≦ 6
0.003
6< Do ≦ 12
0.006
12< Do ≦ 80
0.013
80< Do ≦180
0.025
7.2.2
測定ブロックの内径の計算dch,1
測定ブロックの内径寸法dch,1は,ブシュ外径寸法上限値Do,maxを用いて,次の式によって求める。
5
B 1584-2:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
v
D
d
−
=
max
o,
1
ch,
7.2.3
ブシュの有効断面積Acal
測定力Fchを計算するために,ブシュの有効断面積Acalを最初に確定しておく必要がある。有効断面積
Acalは,材料,ブシュの幅B,裏金厚さs1及びライニング厚さs2に依存する。有効断面積Acalは,ブシュの
幅B及び表3に示す裏金厚さs1,ライニング厚さs2を用いて,表4に示す式によって求める。
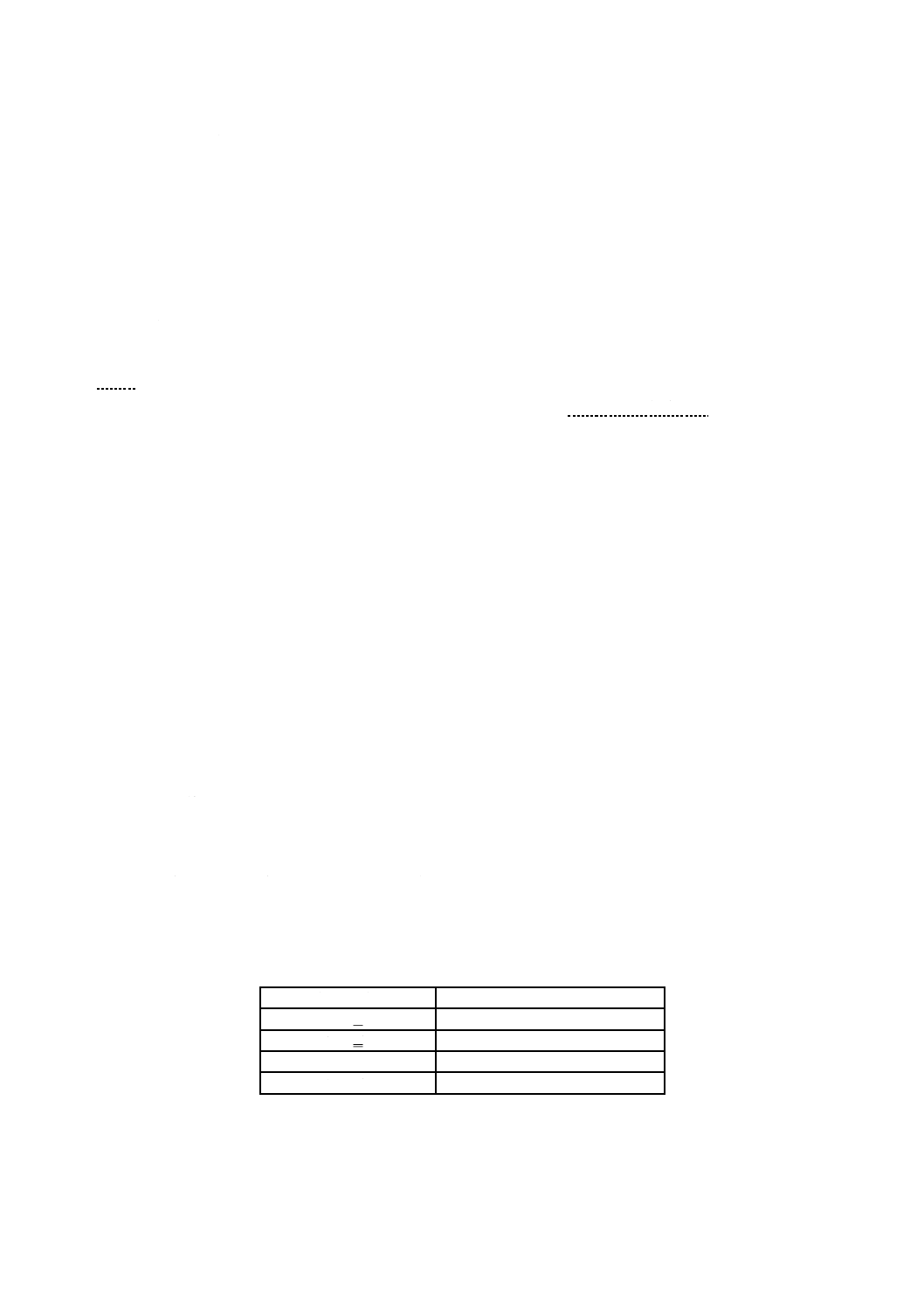
表3−各層の厚さの呼び寸法
単位 mm
呼び厚さ
肉厚(JIS B 1584-1)
s3
裏金厚さ
s1
ライニング厚さ
s2
0.5
0.3
0.2
0.75
0.53
0.22
1.0
0.68
0.32
1.5
1.1
0.4
2.0
1.55
0.45
2.5
2.05
0.45
表4−ブシュ有効断面積Acalの計算
材料名称(JIS B 1584-4による。)
ブシュの有効断面積Acal
D1,D2,P1,P2,T2,Z1
Acal=B×s1
B1,B2,D3,W1,W2,Y1,Y2
2
1
cal
s
B
A
×
=
D4
3
1
cal
s
B
A
×
=
R1,R2,R3,R4
+
×
=
3
2
1
cal
s
s
B
A
S1,S2,S3,S4,S5,S6,S7
+
×
=
2
2
1
cal
s
s
B
A
7.2.4
測定力の計算Fch
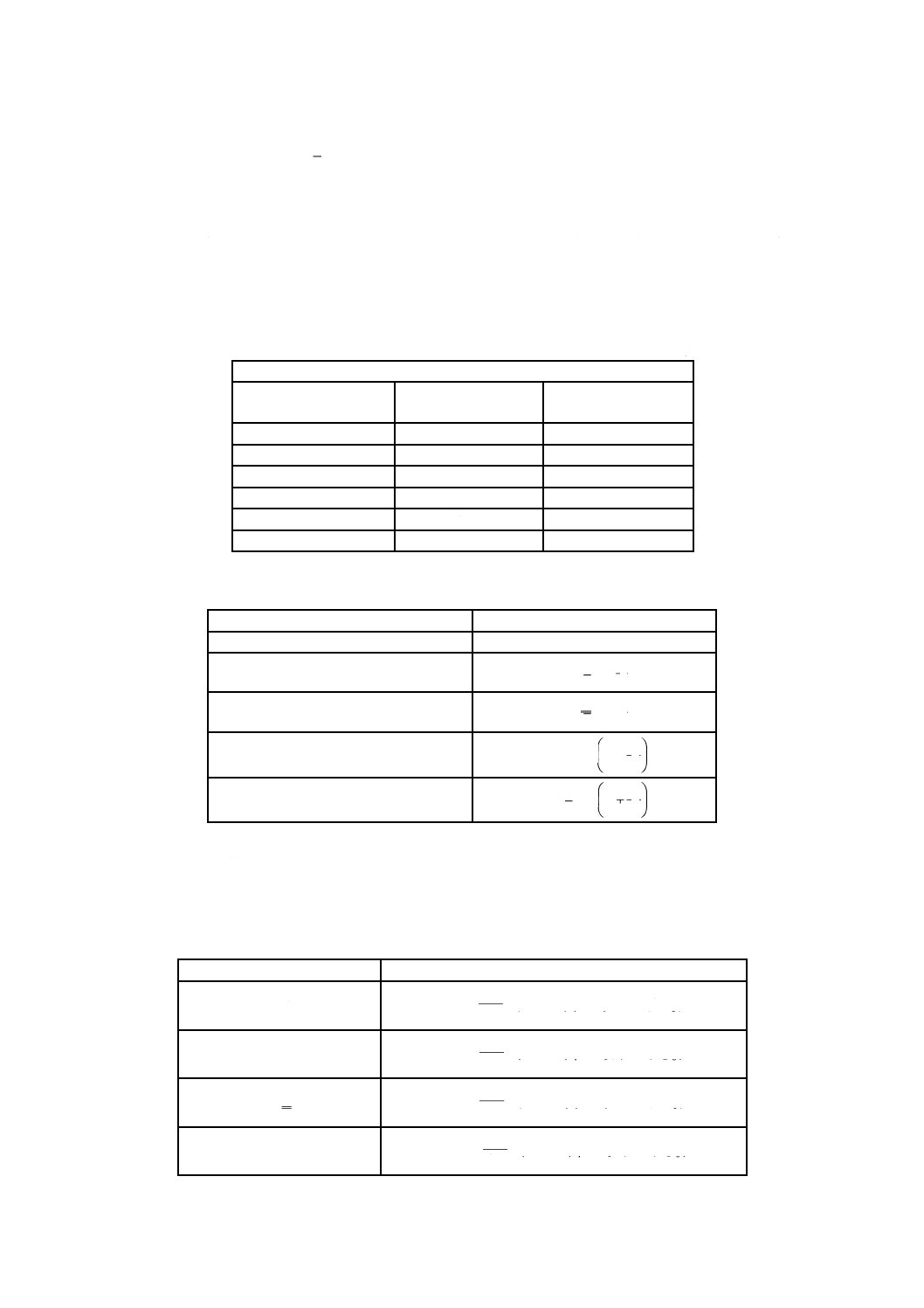
測定力Fchは,表5に示す式によって求める。
表5−測定力Fchの計算式
外径Do(mm)の範囲
加圧測定力Fch(N)
Do≦ 6
ch,1
cal
500
1
d
A
×
(100 N単位で切り上げる。)
6<Do≦ 12
ch,1
cal
000
3
d
A
×
(250 N単位で切り上げる。)
12<Do ≦ 80
ch,1
cal
000
6
d
A
×
(500 N単位で切り上げる。)
80<Do ≦120
ch,1
cal
000
12
d
A
×
(500 N単位で切り上げる。)
6
B 1584-2:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なお,有効断面積Acalは,潤滑溝によって低減される。そのため,潤滑溝が有効断面積の10 %を超える
場合は,その分差し引くことを考慮しなければならない。
JIS B 1584-1に規定されていないブシュの場合,B,s1及びs2は,上下限方法の算術平均を0.1 mm単位
で切り上げて用いる。測定力Fchの計算式のうち,表5以外に規定されている式は,SAE J835を参照する。
7.2.5
測定値∆zの限度
上限:0
下限:−π/2×ΔDo(0.005 mm単位で切り上げる。)
7.3
データ取得の例
ISO 3547−30A 34 × 30−S3[JIS B 1584-1のA.7(製品の呼び方)による。]の場合
外径:
Do=34+0.085/+0.045 mm(JIS B 1584-1の表11による。)
肉厚:
s3=2 mm
裏金厚さ:
s1=1.55 mm(表3参照)
ライニング厚さ: s2=s3−s1=2 mm−1.55 mm=0.45 mm
ブシュの幅:
B=30 mm
構成材料:
鋼/銅合金S3(JIS B 1584-4による。)
7.2.2から
測定用ブロックの内径:
v
D
d
−
=
max
o,
1
ch,
mm
072
.
34
mm
013
.0
mm
085
.
34
=
−
=
7.2.3から
有効断面積:
+
×
=
2
2
1
cal
s
s
B
A
(
)
2
mm
25
.
53
2/
mm
45
.0
mm
55
.1
mm
30
=
+
×
=
7.2.4から
測定力:
1
ch,
cal
ch
000
6
d
A
F
×
=
(
)
)
単位で切り上げる。
(
N
500
N
500
9
N
377
9
072
.
34
/
25
.
53
000
6
ch=
=
×
=
F
7.2.5から
測定値∆zの上限:0 mm
測定値∆zの下限:−π/2×ΔDo=−π/2×0.040 mm=−0.062 8 mm
=−0.065 mm(0.005 mm単位で切り上げる。)
7.4
図面表記の例
7.3で取得したデータの図面への表記例を,図2に示す。
7
B 1584-2:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 1584-2の測定方法A
測定ブロックの内径及びプラグの外径:
dch,1=dch,2=34.072 mm
測定力:Fch=9 500 N
上下限値:∆z=0及び−0.065 mm
ブシュの外径:Do=34.045〜34.085 mm
図2−図面表記例
8
測定方法B
8.1
一般
この測定方法は,外径寸法120 mmまでのブシュに適用することができる。
通りゲージ(GOゲージ)及び止まりゲージ(NO-GOゲージ)の二つのリングゲージを用いて測定を行
う。
リングゲージの内径寸法は,測定対象となるブシュの外径寸法最大値及び最小値(JIS B 1584-1の表11)
に基づき経験的に求められ,受渡当事者間の協定によって決定する。
ブシュは手で(最大250 Nの力)容易に通りリングゲージに通り,同じ力で止まりリングゲージに通っ
てはならない(JIS B 1584-5参照)。
注記 ブシュの真円度,合わせ目の開きなどによって,測定の精度が影響を受ける場合がある。した
がって,ブシュの外径寸法の測定には,測定方法Aを用いるのが望ましい。
8.2
データ取得の例
ISO 3547−30A 34 × 30−S3 の場合
外径:
Do=34+0.085/+0.045 mm(JIS B 1584-1の表11による。)
材質:
鋼/銅合金S3(JIS B 1584-4による。)
通りゲージ内径: =34.095 mm(経験値)
止まりゲージ内径: =34.045 mm(経験値)
8.3
図面表記の例
8.2で取得したデータの図面への表記例を,次に示す。
JIS B 1584-2測定方法B
通りゲージ内径:=34.095 mm
止まりゲージ内径:=34.045 mm
9
測定方法C
9.1
一般
ブシュを表6に規定した内径寸法のリングゲージに圧入して,ブシュ内径寸法Diを測定する。
リングゲージの詳細は,JIS B 1584-6による。
この測定方法は,外径寸法120 mmまでのブシュに適用することができる。
ブシュ内径寸法Diは,ISO 12301に基づく3点式内径測定機器,又は通り及び止まりプラグゲージを用
いて測定する。
8
B 1584-2:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
リングゲージの内径寸法dch,1及び次の計算によってプラグゲージの外径寸法を求める。
通りプラグゲージ外径寸法:dch,1−2×s3,max
止まりプラグゲージ外径寸法:dch,1−2×s3,min
通りプラグゲージは最小の力でブシュ内径に挿入し,止まりプラグゲージはゲージ自重又は手動(最大
250 Nの力)で挿入できないことを確認する。
ブシュをリングゲージに圧入することで,ブシュ外径寸法に永久変形を及ぼす場合がある。
供給業者と使用者との間で測定結果を比較可能にするため,測定方法は受渡当事者間の協定による。
表6−ブシュ内径寸法Di,ch測定用のリングゲージ内径寸法dch,1
単位 mm
Do
呼び寸法
dch,1 a)
≦10
Do+0.008
10<
≦18
Do+0.009
18<
≦30
Do+0.011
30<
≦50
Do+0.013
50<
≦80
Do+0.015
80<
≦120
Do+0.018
120<
≦180
Do+0.020
注a) dch,1は,DoとH7級公差の中央値とから求めたものである。
9.2
データ取得の例
ISO 3547−30B 34 × 30(JIS B 1584-1のA.7による。)の場合
材質:
複層材料P1(JIS B 1584-4による。)
リングゲージ内径: dch,1=34.013 mm(表6による。)
肉厚:
s3=2+0.005/−0.030 mm
通りプラグ外径: dch,2,min=dch,1−2×s3,max
=34.013 mm−2×2.005 mm=30.003 mm
止まりプラグ外径:dch,2,max=dch,1−2×s3,min
=34.013 mm−2×1.970 mm=30.073 mm
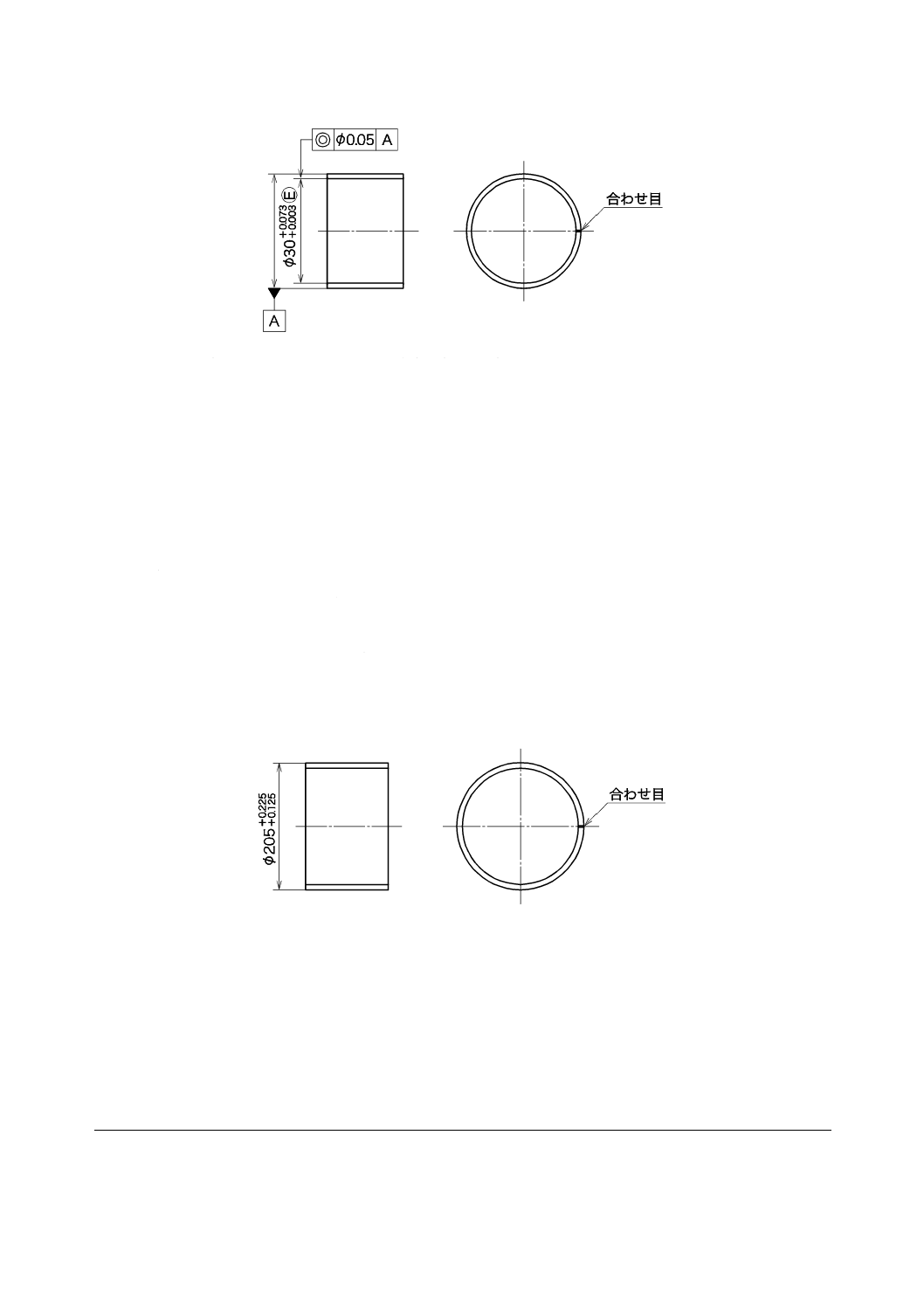
9.3
図面表記の例
9.2で取得したデータの図面への表記例を,図3に示す。
9
B 1584-2:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 1584-2測定方法C
注記 dch,1=34.013 mmのリングゲージに圧入時の寸法
図3−図面表記例
10
測定方法D
10.1
一般
この測定方法は,外径寸法が120 mmを超えるブシュに適用できる。
精密測定テープを用いてブシュの円周長を測定する。
詳細は,受渡当事者間の協定による。
10.2
データ取得の例
ISO 3547−200A 205 × 100−S3(JIS B 1584-1のA.7による。)の場合
外径: Do=205+0.225/+0.125 mm
材質: 鋼/銅合金S3(JIS B 1584-4による。)
10.3
図面表記の例
10.2で取得したデータの図面への表記例を,図4に示す。
JIS B 1584-2測定方法D
図4−図面表記例
11
規格番号(JIS B 1584-2)による図面表記方法
測定方法Aは,“JIS B 1584-2測定方法A”と表記する。
測定方法Bは,“JIS B 1584-2測定方法B”と表記する。
測定方法Cは,“JIS B 1584-2測定方法C”と表記する。
測定方法Dは,“JIS B 1584-2測定方法D”と表記する。
参考文献 SAE J835,Split Type Bushings−Design and Application
10
B 1584-2:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS B 1584-2:2014 滑り軸受−巻きブシュ−第2部:外径・内径寸法の算出に必要
なデータ及び図示方法
ISO 3547-2:2006,Plain bearings−Wrapped bushes−Part 2: Test data for outside and
inside diameters
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
巻きブシュの一般
的な状態を記載。
1
肉厚測定は直接測定可能
であるため,算出方法は
規定しないことを記載。
変更
外径寸法及び内径寸法に関す
る規定のため,巻きブシュの一
般的な状態を記載した。
JISでは規格使用者の理解を助け
るために変更したもので,技術的
な差異はない。
3 用語及
び定義
JIS B 0162-1及び
JIS B 0163-2で規
定。
3
引用規格ISO 4378-1だけ
で規定。
追加
JISでは,引用規格としてJIS B
0163-2での規定を追加した。
ISO規格の見直しの際に提案を検
討する。
5 図示例
円筒及びつば付き
ブシュの図示例を
記載。
5
JISとほぼ同じ。
変更
JISの内径面取りCiの表記は,
ISO規格と異なる。
既に適用されているJIS B 1584-1
との整合を取るため,この規格で
ISO規格に準拠することを見送っ
た。JISの見直しの際にISO規格
の規定内容への一致を検討する。
6 外径寸
法及び内
径寸法の
測定方法
6.5その他の測定方
法
−
−
追加
その他の測定方法を記載した。 製造業者で使用している測定方
法を追加した。
7 測定方
法A
外径Doを測定ジグ
として測定ブロッ
ク及び基準プラグ
を用いて確認する。
7
JISとほぼ同じ。
追加
JISでは外径寸法測定の条件設
定を受渡当事者間の協定で決
めることを許容することを規
定(7.1)した。
製造業者では,外径寸法測定の条
件設定を全てISO規格の規定ど
おりに実施していない場合があ
ることから,規格使用者の利便性
を考えて追加した。製造業者にお
ける条件設定の妥当性を確認し
た上で適用する必要がある。
2
B
1
5
8
4
-2
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11
B 1584-2:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
7 測定方
法A
(続き)
表4
Table 4
JISとほぼ同じ。
追加
JIS B 1584-4でJIS独自の材料
として規定されたS7を追加し
た。
ISO規格の見直しの際に提案を検
討する。
JISと国際規格との対応の程度の全体評価:ISO 3547-2:2006,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
2
B
1
5
8
4
-2
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。