2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1548-1995
転がり軸受の騒音レベル測定方法
Rolling bearings−Measuring methods of
A-weighted sound pressure levels
1. 適用範囲 この規格は,転がり軸受(1)(以下,軸受という。)を回転させたときに発生する音の騒音レ
ベルの測定方法について規定する。
注(1) 対象とする軸受は,深溝玉軸受,アンギュラ玉軸受及び円すいころ軸受とする。
備考 この規格の引用規格を,次に示す。
JIS B 1566 転がり軸受の取付関係寸法及びはめあい
JIS C 1505 精密騒音計
JIS Z 8106 音響用語(一般)
2. 用語の定義 この規格に用いる主な用語の定義は,次によるほか,JIS Z 8106による。
(1) 騒音レベル 騒音レベルLPAは,次の式で表す。
LPa=10 log10
2
0
2
P
PA (dB)
ここで, PA: JIS C 1505に規定されるA特性で重み付けされた音圧の実効値
P0: 基準の音圧 (20μPa)
(2) 暗騒音 軸受の騒音レベルを測定する場合と同じ状態で,回転軸(3.参照)だけを回したときの音。
(3) 反射音 軸受を回転させたとき発生する音がマイクロホンに直接入射しないで,測定室内にある物体
及び壁面などに反射して入る音。
3. 測定室及び回転装置
3.1
測定室 測定室は,暗騒音及び反射音が測定値に影響しないように,吸音及び遮音について十分に
対策された部屋でなければならない。
3.2
回転装置 測定室内に軸受を回転させるための回転装置を設ける。その駆動部分は,室外に設け,
回転軸を室内に差し込む構造とする。
3.3
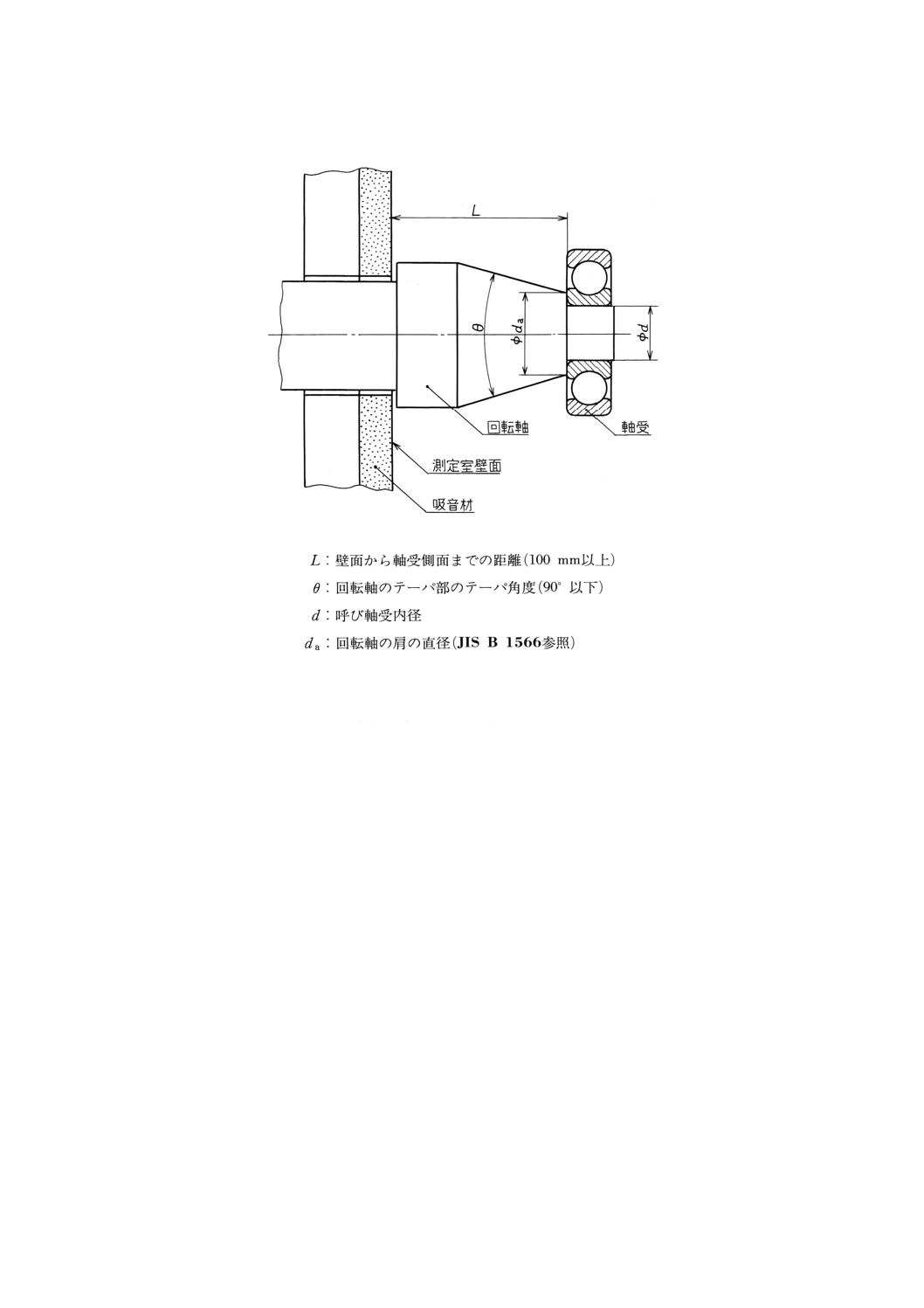
回転軸の軸端形状 測定室内の回転軸の軸端形状は,図1による。
2
B 1548-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 回転軸の軸端形状
3.4
回転軸の軸端の振れ 軸受の内輪とはめあう軸端の振れは,測定値に影響しないように小さくなけ
ればならない。
3.5
回転軸と軸受とのはめあい 回転軸の軸端の公差域クラスは,g6又はf6とする。
4. 測定器 軸受の騒音レベルの測定には,JIS C 1505に定める精密騒音計を用いる。マイクロホンは,
外径25mm以下の円筒形で,その端面に平行な振動板があるものとし,床上又は卓上スタンドに取り付け
られる構造とする。
なお,精密騒音計の周波数補正回路は,A特性とする。
5. 測定方法
5.1
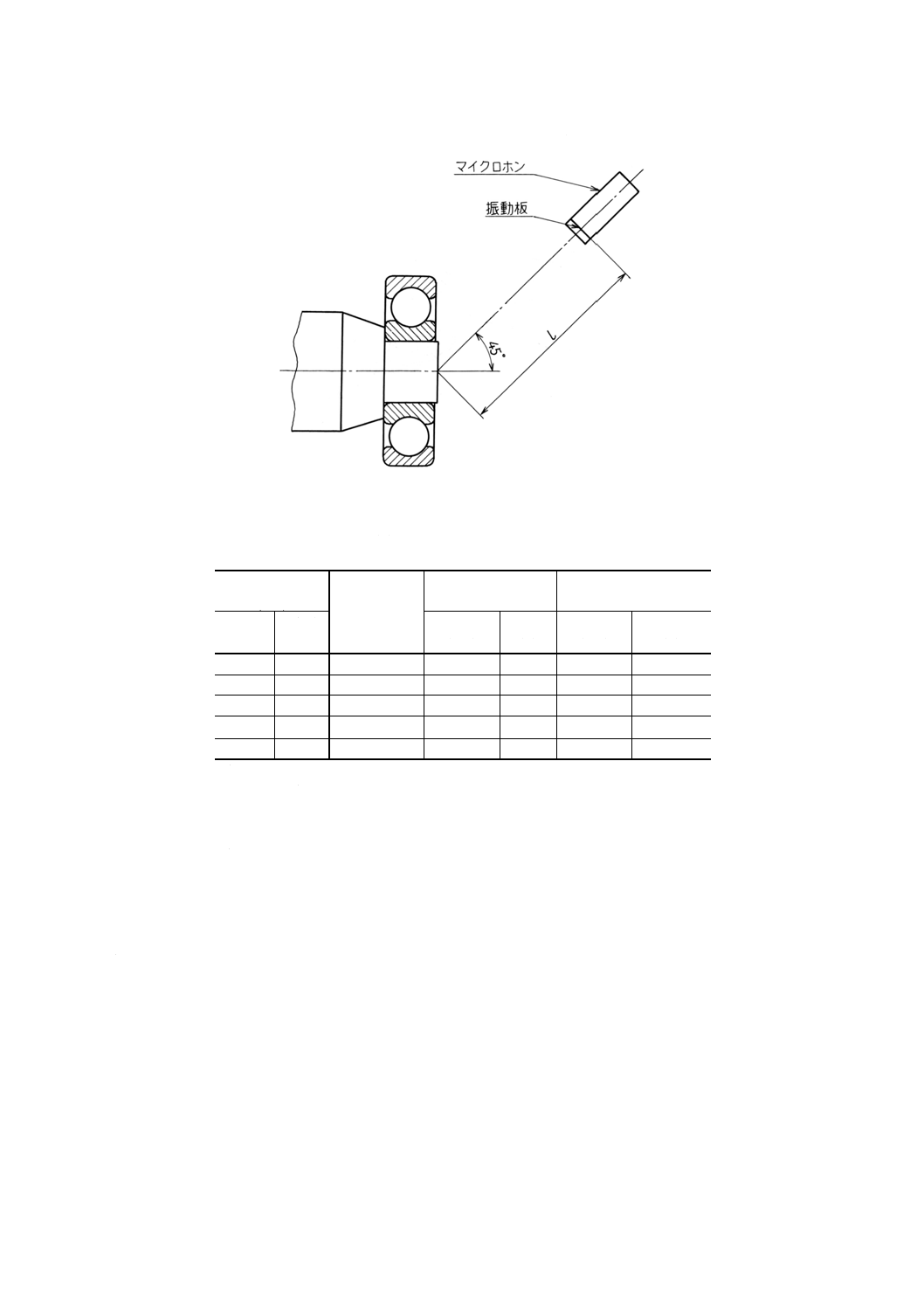
マイクロホンの位置 マイクロホンの位置は,回転軸の中心を通る水平面より上方で,軸受前面中
心から回転軸に対し45°方向にマイクロホンの中心軸を合わせ,軸受前面中心からマイクロホンの振動板
までの距離は,表1による。
3
B 1548-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 マイクロホン位置,回転速度及び測定荷重
D:呼び軸受外径 (mm)
n:回転速度 (min−1)
l:軸端中心からマイクロホンの振動板までの距離 (mm)
F:測定荷重 (N)
D
(mm)
n(3)
(min−1)
深溝玉軸受
アンギュラ玉軸受
円すいころ軸受
を超え
以下
l(4)
(mm)
F
(N)
l(4)
(mm)
F
(N)
−
30(2)
3 600
50
10
−
−
30
50
1 800
70
20
100
40
50
80
1 800
100
40
100
40
80
120
1 800
100
40
100
80
120
180
1 200
150
80
150
80
注(2) 外径30mmの軸受は,呼び軸受外径の30を超え,50以下の区分の測定条
件を適用する。
(3) 許容差は,±3%とする。
(4) 許容差は,±5%とする。
5.2
回転速度及び測定荷重 回転速度及び測定荷重は,表1による。
なお,軸受の形式,大きさ,潤滑剤などの影響で,安定した測定結果が得られない場合には,他の回転
速度又は測定荷重を用いてもよい。
5.3
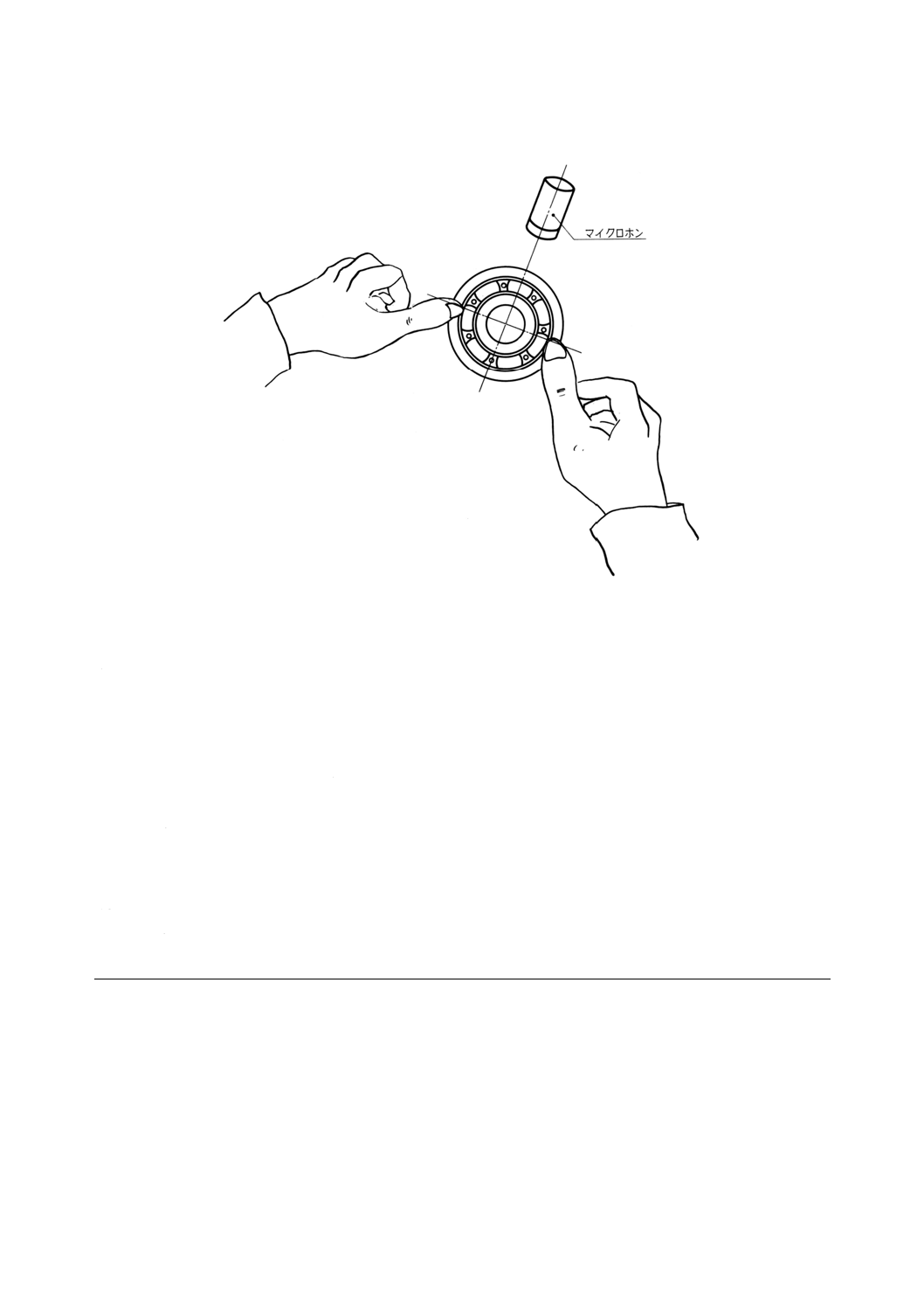
軸受の支持方法 軸受を回転軸の軸端にはめ込み,通常,両手親指で外輪をアキシアル方向に均等
に押し付けて回転させる。マイクロホンと両手親指との相対位置は,図2による。
なお,機械的な負荷装置を用いてもよい。
4
B 1548-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 軸受の支持方法
5.4
潤滑剤 潤滑剤は,清浄な白灯油を用いる。潤滑剤を封入した軸受は,封入された潤滑剤をそのま
ま用いる。
なお,軸受の形式,大きさ,測定荷重などの影響で安定した測定結果が得られない場合には,他の潤滑
剤を用いてもよい。
5.5
読取り 軸受の回転開始後,騒音計の指示の安定したときに,指示値の平均値を読み取る。
6. 測定結果に付記する事項 測定結果には,必要に応じて次の事項を付記する。
(1) 日本工業規格の規格番号 (JIS B 1548)
(2) 測定日
(3) 測定者名
(4) 測定器[名称(精密騒音計),形式,製造業者名又はその略号]
(5) 回転速度
(6) 測定荷重
(7) 潤滑剤
関連規格 JIS B 1521 深溝玉軸受
JIS B 1522 アンギュラ玉軸受
JIS B 1534 円すいころ軸受
5
B 1548-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考 暗騒音の影響
この参考は,暗騒音の影響について記述するものであり,規定の一部ではない。
回転軸に軸受が取り付けられて回転しているときの測定器の指示値と暗騒音の指示値との差が10dB未
満のときは,参考表1の値を指示値に加えて補正する。指示値の差が10dB以上あるときは,補正しなく
てよい。
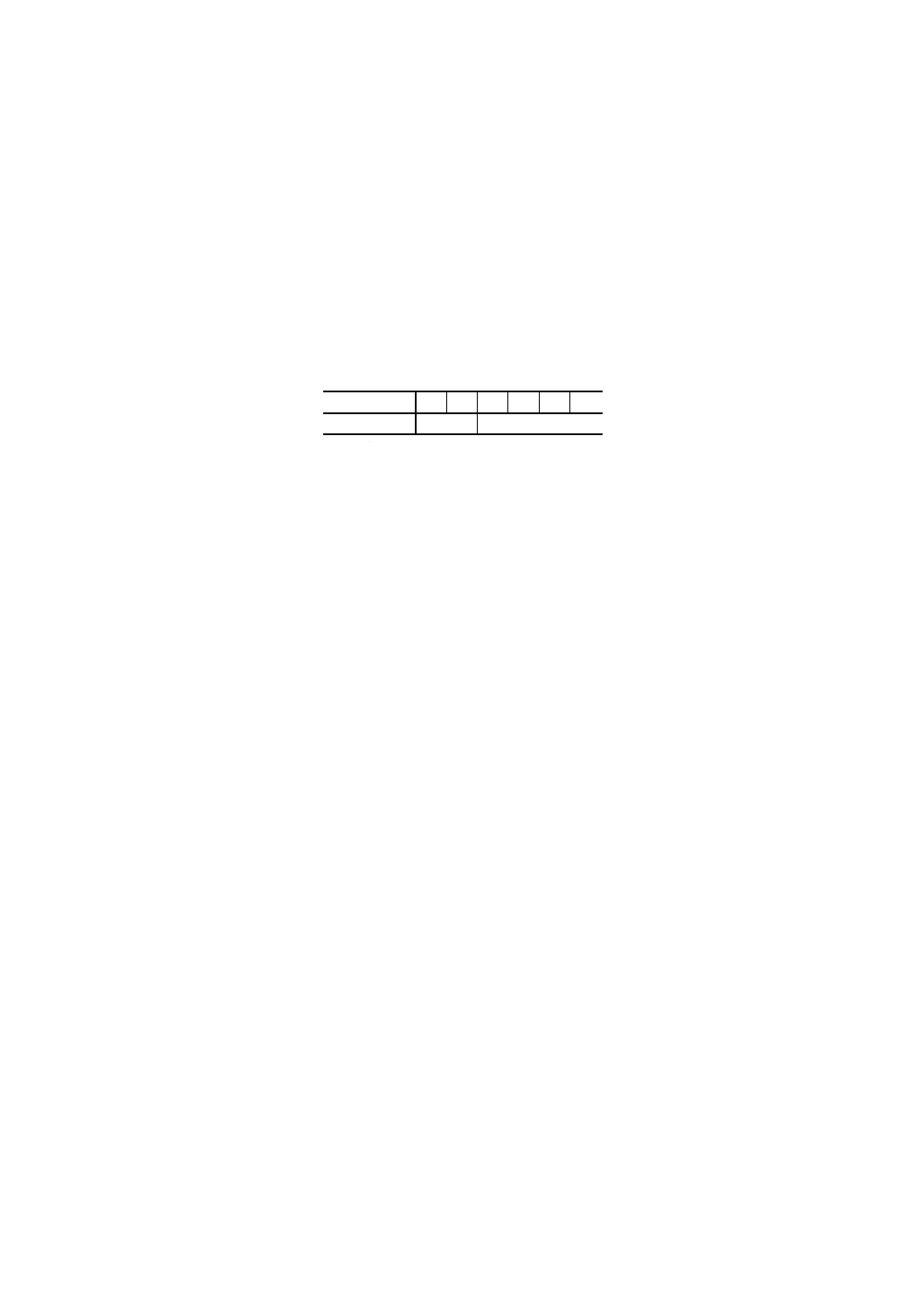
参考表1 暗騒音の影響に対する指示値の補正
単位dB
指示値の差
4
5
6
7
8
9
補正値
−2
−1
[JIS Z 8731(騒音レベル測定方法)参照]
6
B 1548-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
社団法人日本ベアリング工業会 技術部会 JIS改正案作成分科会 構成表
氏名
所属
(主査)
平 田 幸 建
日本精工株式会社
(委員)
浅 野 光 一
NTN株式会社
小 津 秀 夫
光洋精工株式会社
清 水 信 一
株式会社不二越
鳥 山 直
ミネベア株式会社
原 健 彦
日本トムソン株式会社
(関係者)
栗 田 昌 弘
NTN株式会社
野 田 万 朶
日本精工株式会社
(事務局)
喜 井 武 司
社団法人日本ベアリング工業会
機械要素部会 転がり軸受専門委員会 構成表
氏名
所属
(委員会長)
岡 本 純 三
千葉大学工学部
青 木 保 雄
東京大学名誉教授
吉 田 岑 男
財団法人日本軸受検査協会
石 神 民 雄
工業技術院計量研究所
吉 岡 武 雄
工業技術院機械技術研究所
竹田原 昇 司
工業技術院標準部
伊 藤 勝 利
社団法人日本自動車工業会
田 仁 哲
社団法人日本工作機械工業会
赤 嶺 淳 一
社団法人日本電機工業会
丸 山 勝
株式会社荏原製作所
北 尾 吉 延
社団法人日本航空宇宙工業会
喜 井 武 司
社団法人日本ベアリング工業会
桑 田 浩 志
トヨタ自動車株式会社
平 田 幸 雄
日本精工株式会社
日紫喜 基 久
株式会社天辻鋼球製作所
原 健 彦
日本トムソン株式会社
清 水 信 一
株式会社不二越
小 津 秀 夫
光洋精工株式会社
浅 野 光 一
NTN株式会社
石 神 博
株式会社大泉工場
亀 井 一 雄
日本ピローブロック製造株式会社
(事務局)
藤 田 富 男
工業技術院標準部