2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1456-1989
ローラチェーン軸継手
Roller Chain Shaft Couplings
1. 適用範囲 この規格は,一般の機械に用いるローラチェーン軸継手(以下,継手という。)について規
定する。
引用規格:
JIS B 0401 寸法公差及びはめあい
JIS B 0405 削り加工寸法の普通許容差
JIS B 0903 円筒軸端
JIS B 1301 沈みキー及びキーみぞ
JIS B 1801 伝動用ローラチェーン及びブシュチェーン
JIS B 1802 ローラチェーン用スプロケット歯形
JIS B 7502 外側マイクロメータ
JIS B 7503 0.01mm目盛ダイヤルゲージ
JIS B 7507 ノギス
JIS B 7508 棒形内側マイクロメータ(単体形)
JIS G 4051 機械構造用炭素鋼鋼材
2. 種類 継手の種類は付表の15種類とし,呼びの構成は使用ローラチェーンの呼び番号(上2けた又は
上3けた)とスプロケットの歯数(下2けた)との組合せによる。
3. 品質
3.1
スプロケット,ローラチェーン及び継手ピンには,有害なきず,き裂などの欠陥があってはならな
い。
3.2
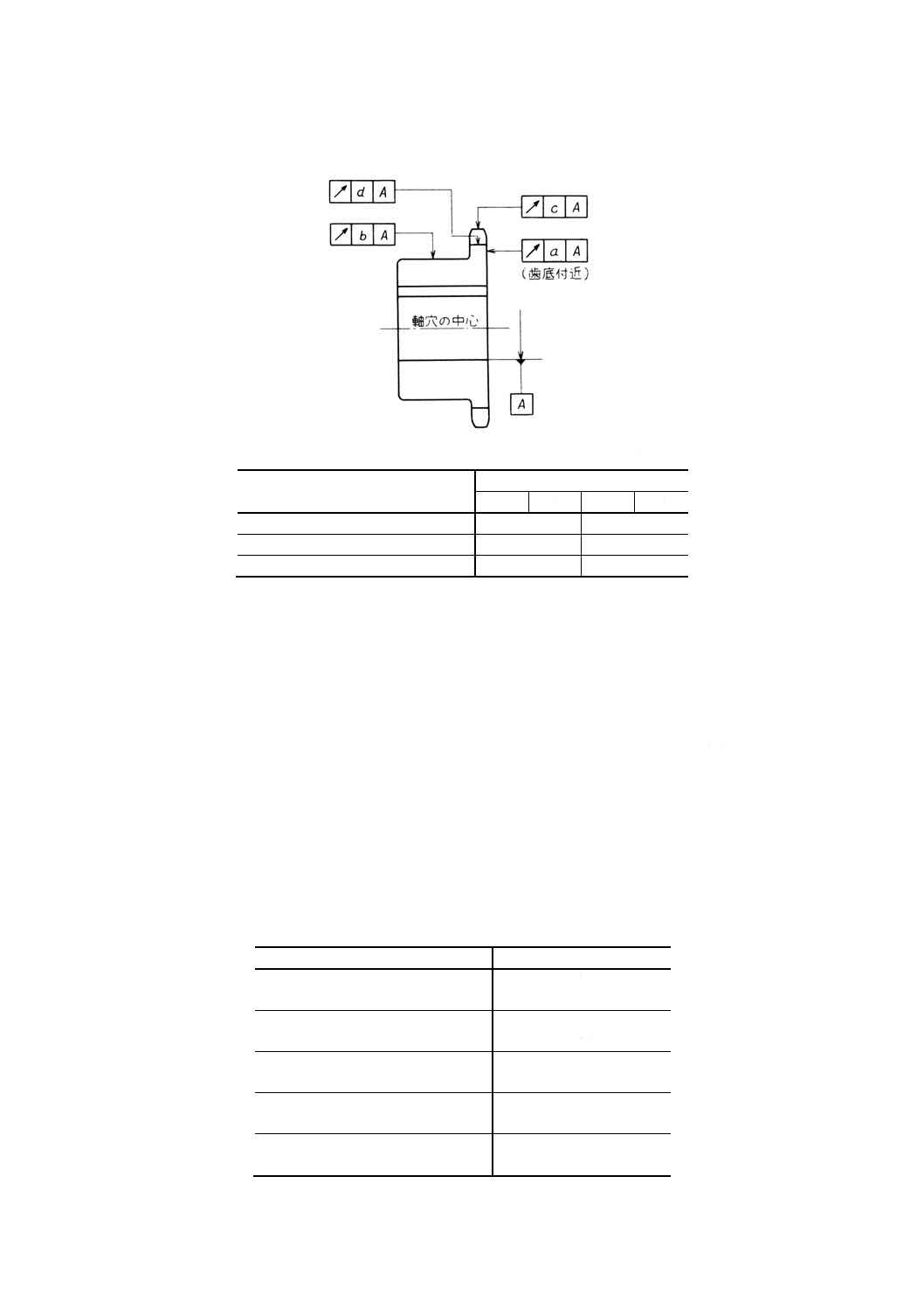
軸穴の中心に対するスプロケット各部の振れの許容値は,表1による。
2
B 1456-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 各部の振れの許容差
単位mm
呼び
各部の振れの許容値
a
b
c
d
4012, 4014, 4016, 5014, 5016, 5018
0.05
0.10
6018, 6022, 8018, 8022
0.06
0.12
10020, 12018, 12022, 16018, 16022
0.08
0.15
3.3
継手の釣合いは良好であって,振動の原因とならない程度とする。
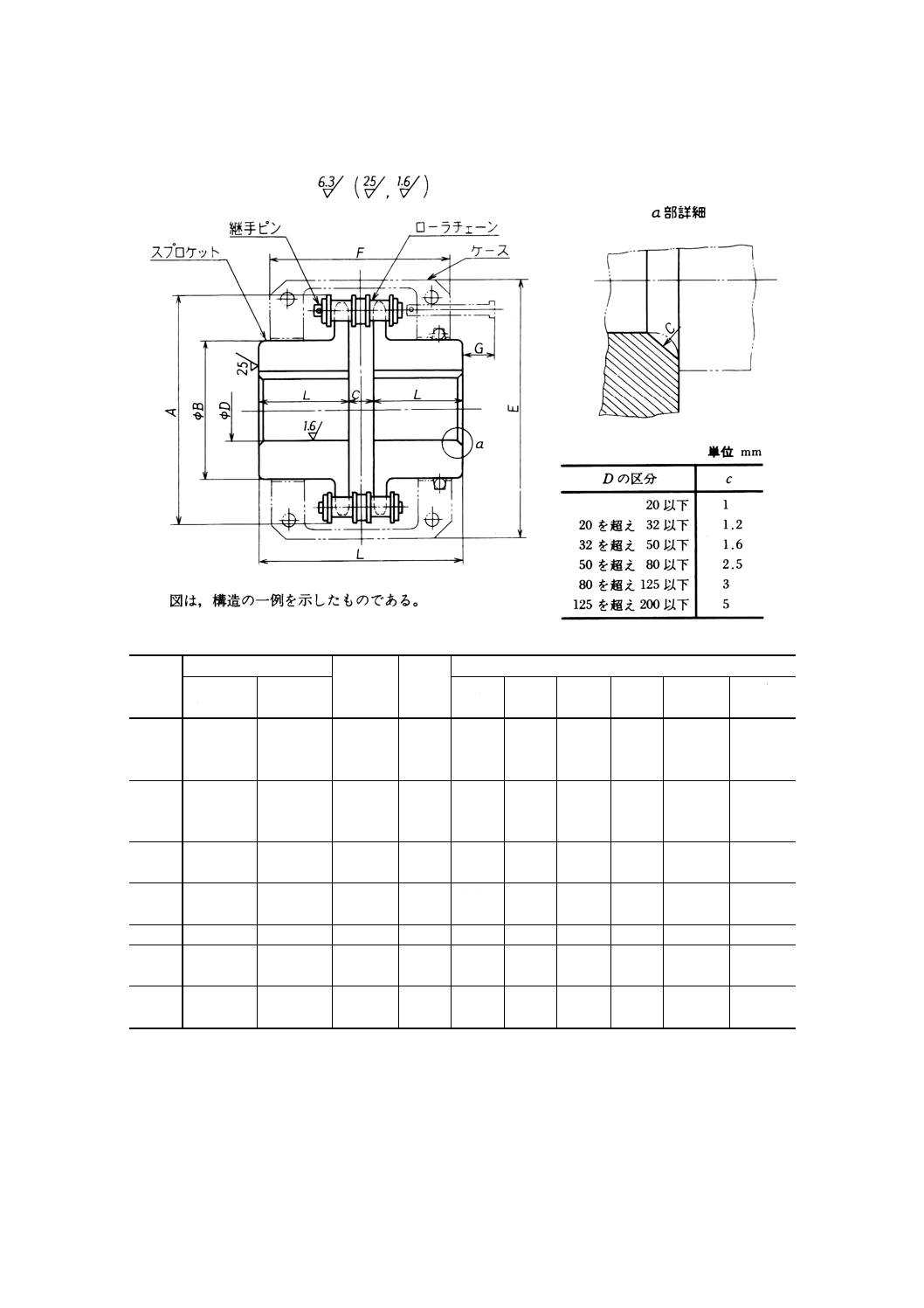
4. 形状,寸法及び構造
4.1
継手の形状,寸法及び構造は,付表による。ただし,ローラチェーンはJIS B 1801(伝動用ローラ
チェーン及びブシュチェーン)によって,スプロケットの基準歯形はJIS B 1802(ローラチェーン用スプ
ロケット歯形)による。
4.2
軸穴直径は,付表の最大直径以下,最小直径以上とし,原則としてJIS B 0903(円筒軸端)による。
ただし,軸穴は当事者間の協定によって,粗仕上げ加工のままとすることができる。
なお,キー溝の寸法及び許容差は,JIS B 1301(沈みキー及びキーみぞ)による。
4.3
軸穴直径の寸法許容差は,原則としてH7とする。スプロケットの外径の寸法許容差はh10とする。
備考 H7及びh10はJIS B 0401(寸法公差及びはめあい)による。
4.4
スプロケットの歯底円直径の寸法許容差は,表2による。
表2 歯底円直径の寸法許容差
単位mm
呼び
歯底円直径の寸法許容差
4012, 4014, 4016, 5014, 5016, 5018
0
−0.12
6018, 6022
0
−0.15
8018, 8022, 10020
0
−0.20
12018, 12022
0
−0.25
16018, 16022
0
−0.30
3
B 1456-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.5
スプロケットの軸穴,外径及び歯底円直径以外の削り加工箇所の寸法許容差は,JIS B 0405(削り加
工寸法の普通許容差)の中級による。
4.6
継手ピンは容易に取付け,取外しすることができる構造でなければならない。
なお,継手ピンには抜止めを施す。
5. 材料 継手各部に使用する材料は,表3に示すもの又は品質がこれと同等以上のものとする。
表3 材料
主要部品*
材料
スプロケット
JIS G 4051のS 35 C
ローラチェーン JIS B 1801の規定を満足するもの
継手ピン
ケース
−
注*
付表の図に示す。
6. 検査
6.1
外観の検査は,目視によって行い,3.1の規定を満足しなければならない。
6.2
形状及び寸法は,4.の規定を満足しなければならない。測定器は,原則としてJIS B 7507(ノギス)
によるノギス又はJIS B 7502(外側マイクロメータ)若しくはJIS B 7508[棒形内側マイクロメータ(単
体形)]によるマイクロメータを用いる。
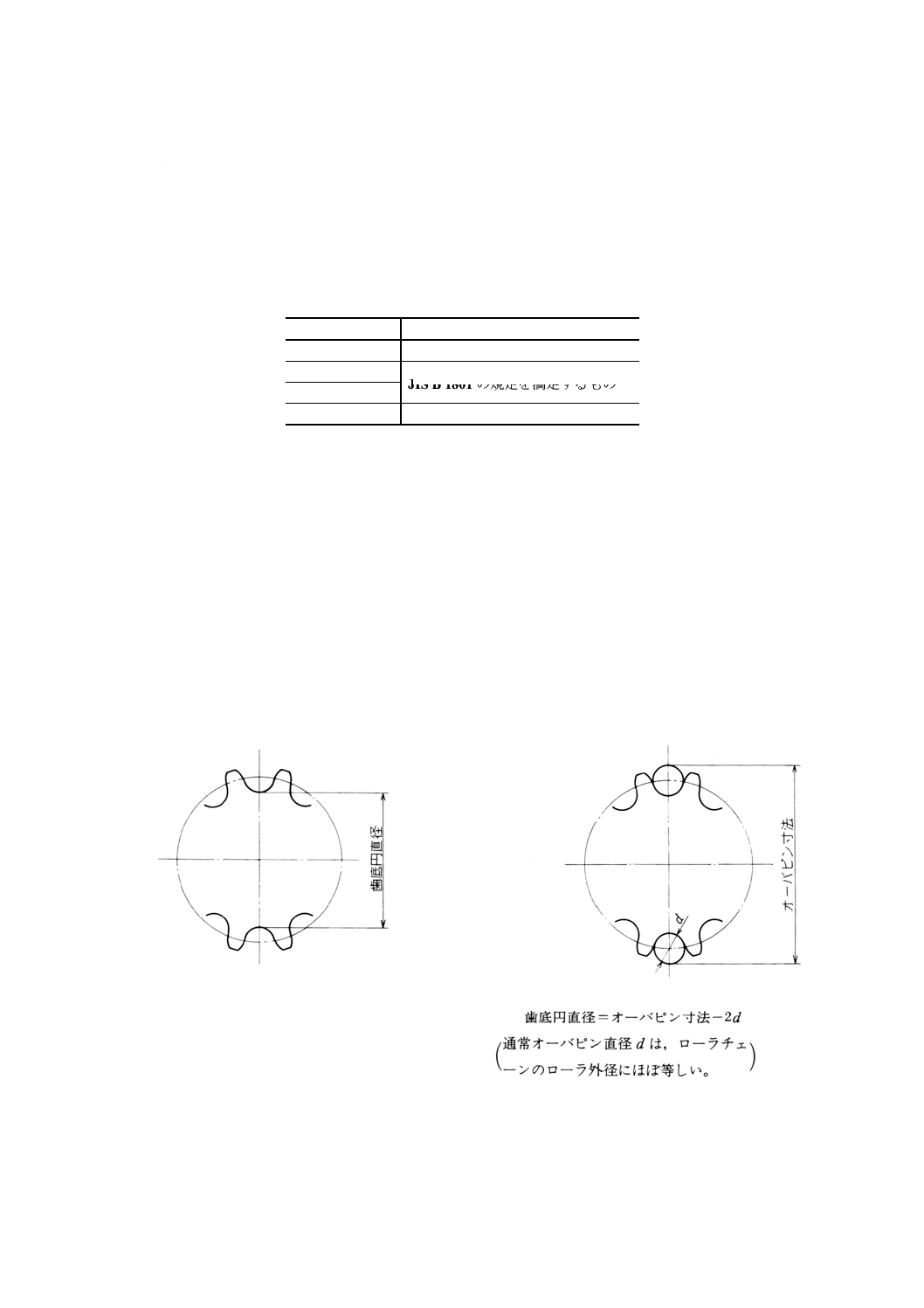
なお,歯底円直径の測定方法は次のいずれかによる。
(1) 直接測定法 相対する歯底面に直接測定子を当てて測定する(図1)。
(2) オーバピン法 相対する歯底に二つのピンを挿入し,ピンの外側寸法(オーバピン寸法)を測定する
(図2)。
図1
図2
6.3
スプロケット各部の振れは,3.2の規定を満足しなければならない。測定器は,原則としてJIS B 7503
(0.01mm目盛ダイヤルゲージ)によるダイヤルゲージを用いる。

4
B 1456-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7. さび止め処理 さびやすいところには,石油系溶剤で容易に除けるさび止め剤又はこれに代わる方法
によって,さび止め処理を施す。
8. 製品の呼び方 継手の呼び方は,規格番号又は規格名称,呼び及び軸穴直径による。
なお,軸穴が粗仕上げ加工の場合は,軸穴直径は付記しない。
例1:
例2:
9. 表示 スプロケットの適当な箇所に,次の事項を刻印する。
(1) 呼び
(2) 製造業者名又はその略号
5
B 1456-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 ローラチェーン軸継手
単位mm
呼び
D
B
(最小)
l
参考
最大軸穴
直径
最小軸穴
直径
A
C
L
G
E
(最大)
F
(最小)
4012
22
−
34
36
61.2
7.4
79.4
10
75
75
4014
28
−
42
36
69.2
79.4
10
85
75
4016
32
16
48
40
77.2
87.4
6
95
85
5014
35
16
53
45
86.5
9.7
99.7
12
106
95
5016
40
18
56
96.5
112
5018
45
18
63
106.6
125
6018
56
22
80
56
127.9
11.5
123.5
15
150
118
6022
71
28
100
152.0
180
8018
80
32
112
63
170.5
15.2
141.2
30
200
132
8022
100
40
140
71
202.7
157.2
22
236
150
10020
110
45
160
80
233.2
18.8
178.8
30
280
170
12018
125
50
170
90
255.7
22.7
202.7
50
315
190
12022
140
56
200
100
304.0
222.7
40
375
212
16018
160
63
224
112
340.9
30.1
254.1
68
425
250
16022
200
80
280
140
405.3
310.1
40
475
300
6
B 1456-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
機械要素部会 チェーン専門委員会 構成表
氏名
所属
(委員会長)
寺 田 利 邦
早稲田大学専門学校
中 込 昌 孝
慶應義塾大学
桑 原 茂 樹
通商産業省機械情報産業局
吉 田 藤 夫
工業技術院標準部
古 山 勝
山久チェイン株式会社
古 川 正 博
大同工業株式会社
井ノ口 康 夫
高砂チェン株式会社
前 田 康 宏
報國チェン株式会社
前 田 繁 利
株式会社椿本チェイン
井 上 洋 一
プルトンチェン株式会社
春 日 芳 明
日本チェーン工業会
河 野 明 夫
株式会社本田技術研究所
梅 津 紘
三菱重工業株式会社
志 賀 聰
日産自動車株式会社
宗 像 保
株式会社オシキリ
金 丸 吉 夫
東洋製罐株式会社
吉 橋 晃
株式会社小松製作所
中 根 登史夫
株式会社神戸製鋼所
宍 戸 恒 雄
株式会社ダイフク大阪工場
(専門委員)
畠 山 孝
工業技術院標準部
(事務局)
江 頭 豊
工業技術院標準部機械規格課