2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1453-1988
歯車形軸継手
Geared Type Shaft Couplings
1. 適用範囲 この規格は,一般の機械に用いる歯車形軸継手(以下,継手という。)で次の範囲のものに
ついて規定する。
(1) 継手外径の円周速度40m/s以下。
(2) 継手の回転速度66.67s−1 {4 000rpm} 以下。
備考 この規格の中で{ }を付けて示してある単位及び数値は,従来単位によるものであって,参
考として併記したものである。
引用規格:
JIS B 0205 メートル並目ねじ
JIS B 0209 メートル並目ねじの許容限界寸法及び公差
JIS B 0401 寸法公差及びはめあい
JIS B 0405 削り加工寸法の普通許容差
JIS B 0903 円筒軸端
JIS B 0904 101円すい軸端
JIS B 1052 鋼製ナットの機械的性質
JIS B 1181 六角ナット
JIS B 1251 ばね座金
JIS B 1702 平歯車及びはすば歯車の精度
JIS B 1752 平歯車及びはすば歯車の測定方法
JIS B 7502 外側マイクロメータ
JIS B 7503 0.01mm目盛ダイヤルゲージ
JIS B 7508 棒形内側マイクロメータ(単体形)
JIS G 3101 一般構造用圧延鋼材
JIS G 3201 炭素鋼鍛鋼品
JIS G 3506 硬鋼線材
JIS G 4051 機械構造用炭素鋼鋼材
JIS G 4105 クロムモリブデン鋼鋼材
JIS K 2219 ギヤー油
JIS K 2220 グリース
2
B 1453-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2. 種類 継手の種類は,構造によって表1のように区分する。
表1 種類
単位 mm
種類
種類の記号
継手呼び外径
の範囲
最大軸穴直径
の範囲
備考
両並形
SS
100〜 400
25〜180
付表1の図参照
並・ミルモータ形
SM
並・延長軸形
SE
両サイドカバー形
CC
450〜1250
200〜560
付表2の図参照
サイドカバー・延長軸形
CE
3. 主要部品の名称 継手の主要部品の名称は,表5及び付表の図による。
4. 品質
4.1
継手本体及び継手ボルトには,有害なきず及びき裂があってはならない。
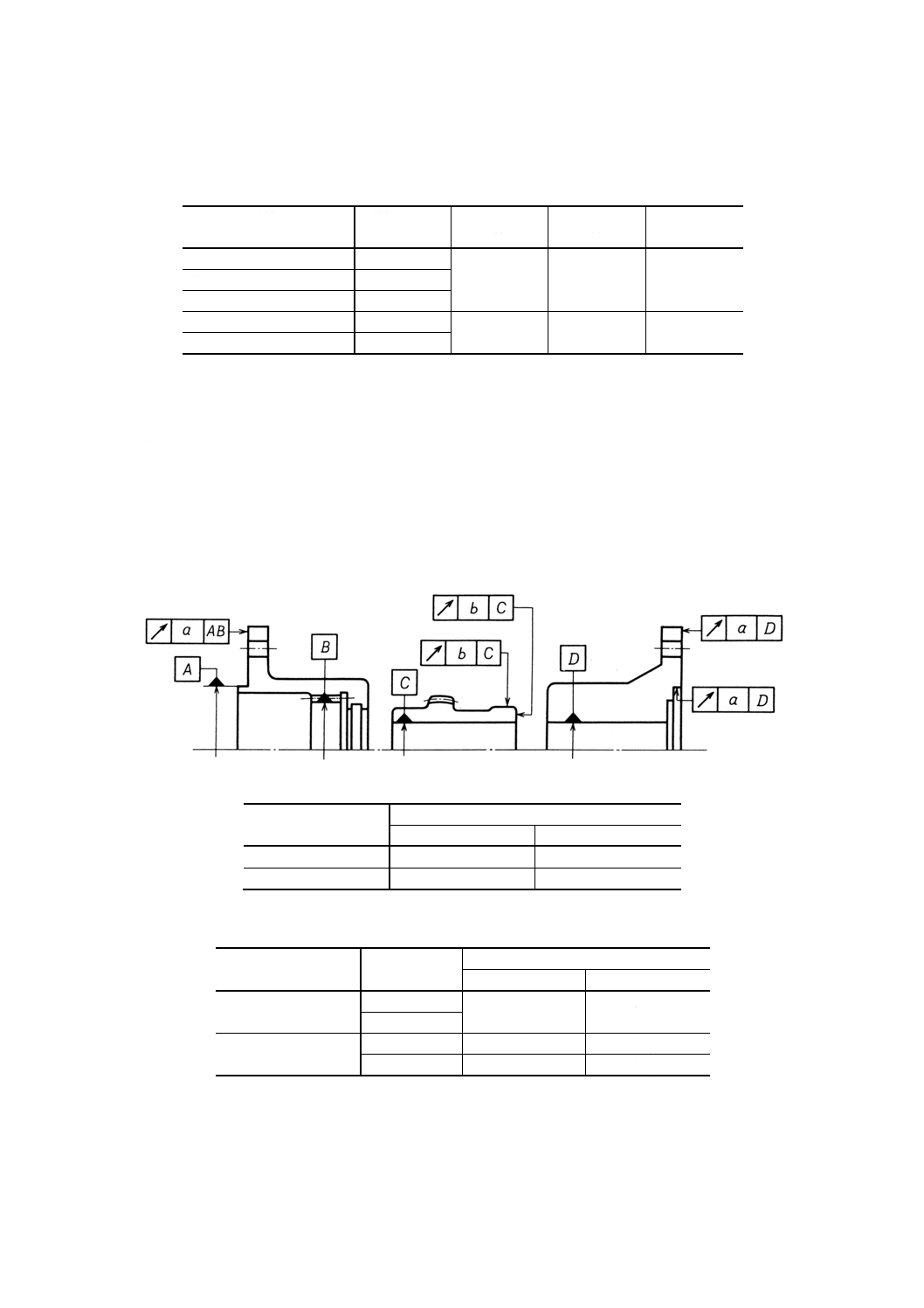
4.2
外筒は,はめ込み部及び歯先円筒を基準とし,内筒及び固定フランジは,軸穴中心を基準として各
部の振れを測定し,その許容値は,原則として表2による。
表2 各部の振れ
単位 mm
種類
許容値
a
b
SS, SM, SE
0.05以下
0.03以下
CC, CE
0.08以下
0.05以下
4.3
外筒及び内筒の歯の精度は,表3による。
表3 歯の精度
種類
歯
精度等級(1)
隣接ピッチ誤差
歯溝の振れ
SS, SM, SE
外歯
−
4級
内歯
CC, CE
外歯
5級
5級(2)
内歯
6級
5級(2)
注(1) 外歯はJIS B 1702(平歯車及びはすば歯車の精度)によって,内歯も
これに準ずる。
(2) 全周をほぼ4等分した箇所の歯における値。
3
B 1453-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 形状,寸法及び構造
5.1
継手本体の形状,寸法及び構造は,付表1及び付表2による。
5.2
継手の軸穴直径(D及びDE)は,付表1及び付表2の最大軸穴直径以下とし,原則としてJIS B 0903
(円筒軸端)又はJIS B 0904(101円すい軸端)による。
備考 軸穴直径は,受渡し当事者間の協定によって,粗仕上げ加工のままとすることができる。
5.3
継手各部の寸法許容差及びはめあいは,原則として表4による。
表4 各部の寸法許容差及びはめあい
名称
寸法許容差及びはめあい
継手軸穴
H7
継手ボルト穴とボルト
H8/h7
内筒ボス径(心合せ部)
h7
内筒ボス径(シール部)
h8
はめ込み部
H8/g8
備考 寸法許容差及びはめあいは,JIS B 0401(寸法公
差及びはめあい)による。
5.4
ボルトは,ばね座金などの緩み止めを行う。
5.5
外筒及び固定フランジには,原則として心合せのためのはめ込み部を設ける。
5.6
運転中両軸端部の距離(3)が±25%変動しても,異常なく回転を伝えることができる構造とする。
注(3) 付表1及び付表2の寸法Cで示す。
5.7
外筒の中心線に対して内筒の中心線が1.5°まで傾くことができる構造とする。ただし,この継手は,
外筒の中心線と内筒の中心線をほぼ一致させて使用する。
5.8
はめあい部分以外の削り加工部分の寸法許容差は,JIS B 0405(削り加工寸法の普通許容差)の中級
による。
5.9
継手ボルトは,原則として次による。
(1) ボルトのねじ部の基準山形及び基準寸法はJIS B 0205(メートル並目ねじ)によって,ボルトのねじ
部の精度は,JIS B 0209(メートル並目ねじの許容限界寸法及び公差)の6g又は2級とする。
(2) 六角ナットは,JIS B 1181(六角ナット)のスタイル1(部品等級A)のもので,ねじ精度は6Hとす
る。
(3) ばね座金を用いる場合は,JIS B 1251(ばね座金)の2号とする。
5.10 潤滑方式は潤滑剤封入式とし,潤滑剤を容易に注入及び排出できる構造とする。漏れ止めには,O
リング,オイルシールなど適当な方法を用いる。潤滑剤は,潤滑油又はグリース(4)を用いる。
注(4) 原則として,JIS K 2219(ギヤー油)又はJIS K 2220(グリース)による。
5.11 継手の外周に,外筒と外筒又は外筒と固定フランジとの組合せ位置を示す合いマークを,必要に応
じて鮮明に刻印する。
4
B 1453-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6. 材料 継手各部に使用する材料は,表5に示すもの又はこれと同等以上のものとする。
表5 各部の材料
部品(5)
材料
継
手
本
体
外筒
JIS G 4051のS 45 C(6)又は
JIS G 3201のSF 55A, SF 55 B
内筒
固定フランジ
サイドカバー
JIS G 3101のSS 41
継
手
ボ
ル
ト
ボルト
JIS G 4105のSCM435
ナット
JIS B 1052の強度区分4又は4Tのもの
ばね座金
JIS G 3506のSWRH 62 A又はSWRH 62 B
注(5) 付表1及び付表2の図に示す。
(6) 焼ならし又は焼入れ焼戻しを施したもの。
7. 検査
7.1
外観検査は,目視によって継手本体及び継手ボルトについて行い,4.1の規定に適合しなければなら
ない。
7.2
形状及び寸法は,5.の規定に適合しなければならない。測定器は,原則としてJIS B 7502(外側マイ
クロメータ)及びJIS B 7508[棒形内側マイクロメータ(単体形)]による。
7.3
継手本体各部の振れは,4.2の規定に適合しなければならない。測定器は,原則としてJIS B 7503
(0.01mm目盛ダイヤルゲージ)による。
7.4
外筒及び内筒の歯の精度は,4.3の規定に適合しなければならない。測定方法は,JIS B 1752(平歯
車及びはすば歯車の測定方法)による。
8. さび止め 外筒の継手面,内面及び歯面並びに内筒の全面には,石油系溶剤で容易に取り除くことが
できるさび止め剤を塗布し,その他の箇所には適当なさび止めを施す。
9. 製品の呼び方 継手の呼び方は,規格番号(又は規格名称),種類の記号及び継手呼び外径による。
例:JIS B 1453 SS 200
歯車形軸継手 CE 1000
10. 表示 外筒の適当な箇所に,製造業者名又はその略号を表示する。固定フランジの表示は外筒に準じ
る。
5
B
1
4
5
3
-1
9
8
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
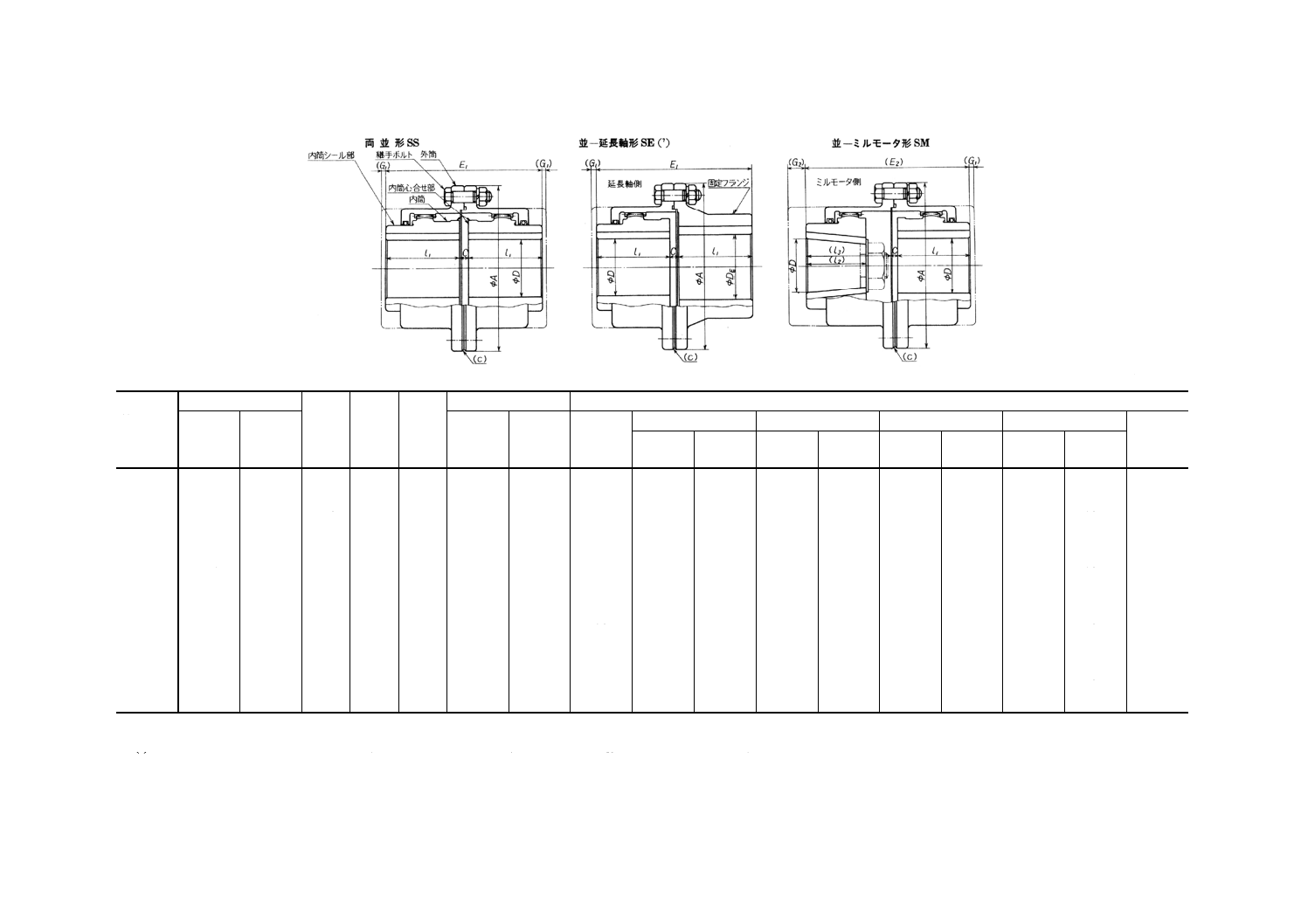
付表1 SS, SE及びSMの歯車形軸継手
単位 mm
継手呼び
外 径
A
D
l1
C
E1
DE
参考
最大軸
穴直径
(参考)
最小軸
穴直径
最大軸
穴直径
(参考)
最小軸
穴直径
G1
l2(8)
l3(8)
E2(8)
G2(8)
c
(約)
短軸端
長軸端
短軸端
長軸端
短軸端
長軸端
短軸端
長軸端
100
25
16
40
8
88
28
16
18
28
46
42
60
90
108
28
12.5
1
112
32
20
45
8
98
35
20
18
40
62
58
80
111
133
28
10
1
125
40
25
50
8
108
45
25
18
58
86
82
110
140
168
28
10
1
140
50
32
63
8
134
56
32
22
58
86
82
110
153
181
35.5
10
1
160
63
40
80
10
170
71
40
22
75
110
105
140
195
230
35.5
10
1
180
71
45
90
10
190
80
45
28
75
110
105
140
205
240
45
10
1
200
80
50
100
10
210
90
50
28
95
135
130
170
240
280
45
0
1
224
90
56
112
12
236
100
56
28
95
135
130
170
254
294
45
0
1
250
100
63
125
12
262
110
63
32
125
170
165
210
302
347
45
0
1
280
125
80
140
14
294
140
80
32
125
170
165
210
319
364
45
0
1
315
140
90
160
14
334
160
90
32
155
205
200
250
374
424
45
0
1
355
160
110
180
16
376
180
110
40
185
245
240
300
436
496
45
0
1
400
180
125
200
16
416
200
125
40
185
245
240
300
456
516
56
0
1
注(7) 並−延長軸形SEは,延長軸の両端にそれぞれ1組ずつ内筒を組み付けて,1対で使用する。
(8) 最大軸穴直径における寸法を示す。短軸端及び長軸端は,JIS B 0904(101円すい軸端)による。
備考1. 継手を軸から抜きやすくするためのねじ穴は,適宜設けて差し支えない。
2. 図は構造の一例を示す。
3. G及びG2は,心合せのため,外筒をずらせるのに必要な最小寸法を示す。
6
B 1453-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
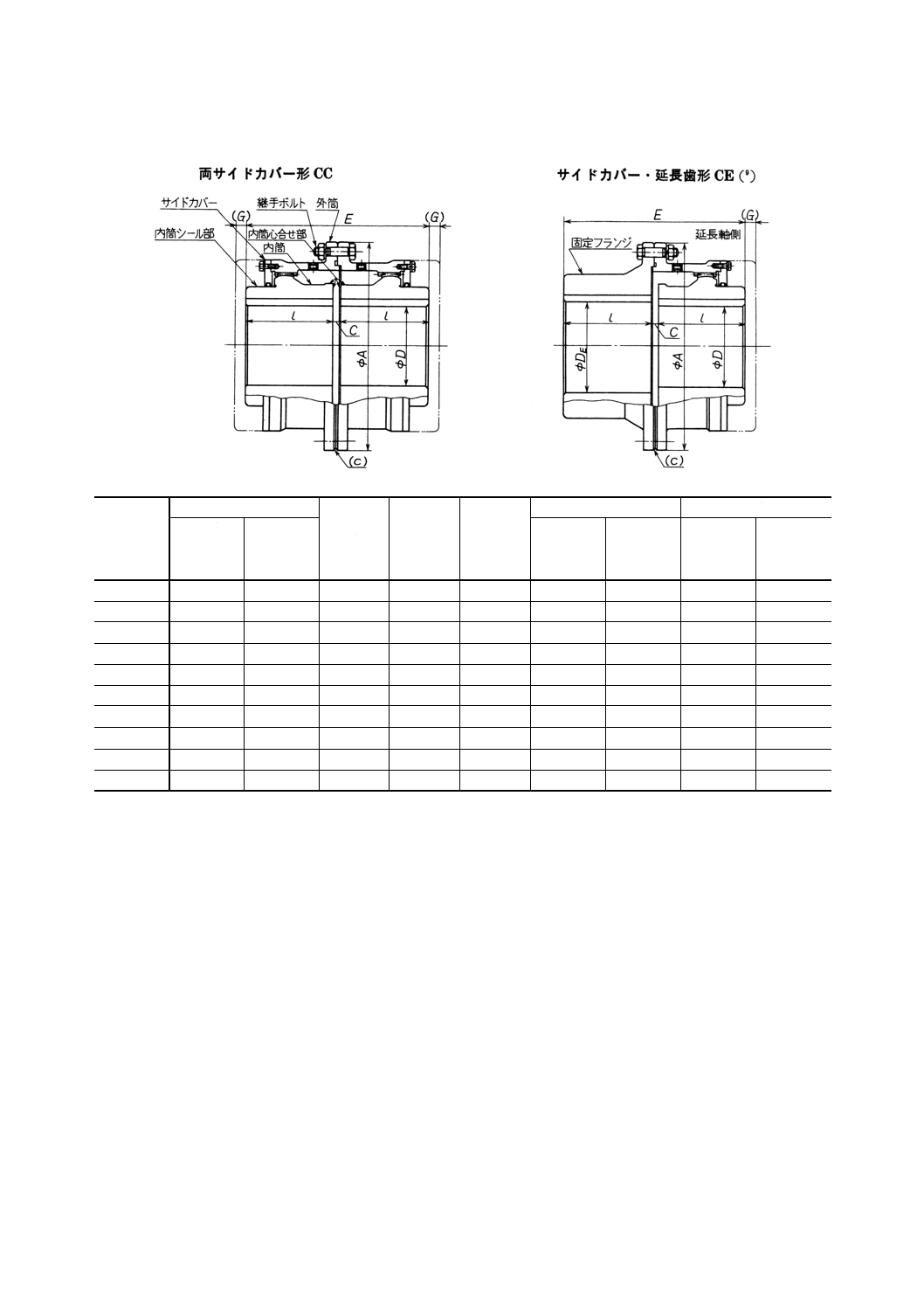
付表2 CC及びCEの歯車形軸継手
単位 mm
継手呼び
外 径
A
D
l
C
E
DE
参考
最大軸
穴直径
(参考)
最小軸
穴直径
最大軸
穴直径
(参考)
最小軸
穴直径
G
c(約)
450
200
140
200
18
418
220
140
40
1
500
220
160
224
22
470
250
160
40
1
560
250
180
250
22
522
280
180
50
1
630
280
200
280
28
588
320
200
50
1
710
320
220
315
28
658
360
220
50
1
800
360
250
355
28
738
400
250
63
1
900
400
280
400
32
832
450
280
63
1
1000
450
320
450
32
932
500
320
63
1
1120
500
360
500
40
1040
560
360
80
1
1250
560
400
560
40
1160
630
380
80
1
注(9) サイドカバー−延長軸形CEは,延長軸の両端にそれぞれ1組ずつ内筒を組み付けて,1対で使用する。
備考1. 継手の内筒及び固定フランジを軸から抜きやすくするためのねじ穴は,適宜設けて差し支えない。
2. 図は,構造の一例を示す。
3. Gは,心合せのため,外筒をずらせるのに必要な最小寸法を示す。
7
B 1453-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
機械要素部会 軸継手専門委員会 構成表
氏名
所属
(委員会長)
和 田 稲 苗
早稲田大学
藤 原 孝 誌
工業技術院機械技術研究所
桑 原 茂 樹
通商産業省機械情報産業局
鈴 木 茂 光
工業技術院標準部
大 滝 光
大泉工業株式会杜
金 田 光 夫
鍋屋工業株式会杜
浜 田 義 友
全国伝動機工業協同組合
平 井 英 雄
三ツ星ベルト株式会社
増 田 進 彦
金光産業株式会社
宮 里 幸 雄
伊藤鋳工株式会杜
渡 辺 春 義
石川島播磨重工業株式会社
通 地 登
社団法人日本電機工業会
谷 脇 政 一
久保田鉄工株式会社枚方製造所
蛭 川 康 男
株式会社川本製作所
前 原 利 昭
三菱電機株式会社名古屋製作所
丸 山 勝
株式会社荏原製作所
(事務局)
松 本 大 治
工業技術院標準部機械規格課
江 頭 豊
工業技術院標準部機械規格課