2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1353-1990
先割りテーパピン
Taper Pins with Split
1. 適用範囲 この規格は,一般に用いるテーパ501の鋼製先割りテーパピン(以下,鋼ピンという。)及び
ステンレス鋼製先割りテーパピン(以下,ステンレスピンという。)について規定する。
なお,この規格で鋼ピン及びステンレスピンを総称する場合は,単にピンという。
備考1. この規格の本体で規定するピンは,JIS B 1352(テーパピン)の本体に規定するテーパピンB
種に準拠している。
2. ピンの形状・寸法,テーパ精度及び表面粗さが本体によらないものは,“旧形先割りテーパピ
ン”として附属書に規定する。
引用規格:
JIS B 0031 面の肌の図示方法
JIS B 0401 寸法公差及びはめあい
JIS B 0601 表面粗さの定義と表示
JIS B 1071 ねじ部品の精度測定方法
JIS B 1352 テーパピン
JIS G 3123 みがき棒鋼
JIS G 4051 機械構造用炭素鋼鋼材
JIS G 4303 ステンレス鋼棒
JIS G 4804 硫黄及び硫黄複合快削鋼鋼材
JIS Z 2244 ビッカース硬さ試験方法
JIS Z 2245 ロックウェル硬さ試験方法
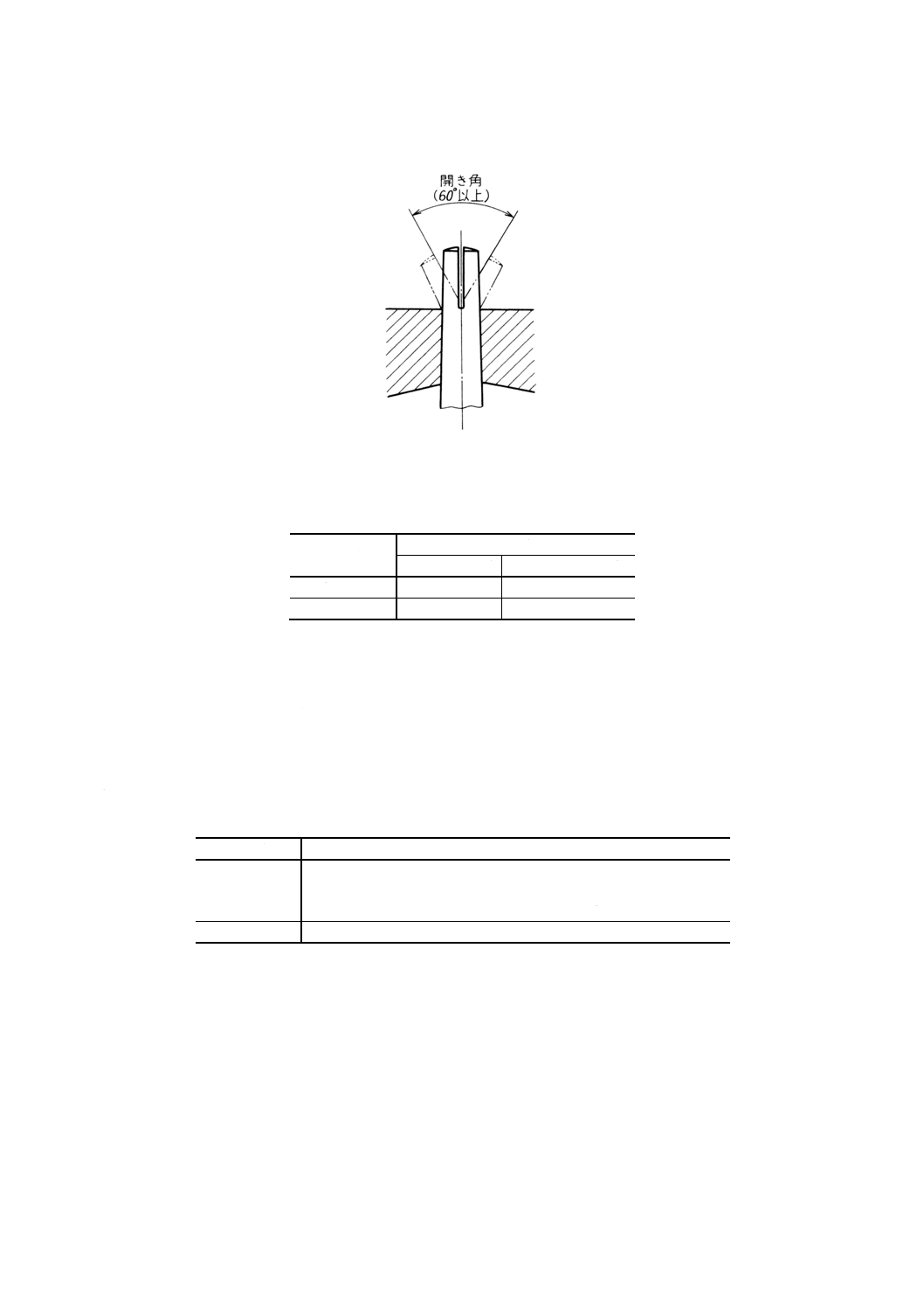
2. 割込み部のじん性 ピンを図1のように,割込みの底と同一断面で固定し,割込みの先端をたたいて
対称的に拡げたとき,開き角が60度以内で折損したり,割れなどが生じてはならない。
2
B 1353-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1
3. 硬さ ピンの硬さは,表1による。
表1
区 分
硬 さ
ビッカース硬さ ロックウェル硬さ
鋼ピン
HV 125〜245
HRB 70〜HRC 21
ステンレスピン HV 208〜280
HRB 93〜HRC 27
4. 形状・寸法 ピンの形状・寸法は,付表による。
5. 外観 ピンには,使用上有害な割れ,きず,かえり,さびなどの欠陥がなく,テーパ部の表面粗さは,
JIS B 0601(表面粗さの定義と表示)の3.2aとする。
6. 材料 ピンの材料は,原則として表2による。
表2
区 分
材 料
鋼ピン
JIS G 4804(硫黄及び硫黄複合快削鋼鋼材)のSUM 22〜SUM 24L,
JIS G 3123(みがき棒鋼)のSGD 41−D又は
JIS G 4051(機械構造用炭素鋼鋼材)のS 43C(1)〜S 45C(1)
ステンレスピン JIS G 4303(ステンレス鋼棒)のSUS 303
注(1) この材料は,焼ならしを施したものとする。
7. 表面処理 ピンの表面処理は,一般に施さない。ただし,鋼ピンの場合は,供給時にさび止め油を塗
布する。ピンにめっきその他の表面処理を必要とする場合は,注文者が指定する。
なお,ピンに電気めっきを施した場合は,必要に応じてもろさ除去の処理を行う。
8. 検査
8.1
割込み部のじん性検査 ピンの割込み部のじん性検査は,2.の規定に適合しなければならない。
3
B 1353-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.2
硬さ検査 ピンの硬さ検査は,JIS Z 2244(ビッカース硬さ試験方法)又はJIS Z 2245(ロックウェ
ル硬さ試験方法)に規定する試験方法によって行い,ピンの端部又はテーパ部の硬さが3.の規定に適合し
なければならない。
なお,ピンの硬さは,ビッカース硬さ又はロックウェル硬さのいずれによってもよいが,硬さの測定値
に疑義が生じた場合は,ビッカース硬さによって良・不良を決める。
8.3
形状及び寸法検査 ピンの形状及び寸法検査は,直接測定,限界ゲージその他の方法によって行い,
4.の規定に適合しなければならない。
8.4
外観検査 ピンの外観検査は,目視によって行い,5.の規定に適合しなければならない。ただし,テ
ーパ部の表面粗さは,JIS B 1071(ねじ部品の精度測定方法)に規定する表面粗さの測定方法又はこれに
代わる方法によって行う。
8.5
受渡検査 受渡し時のロットに対する抜取検査方式は,受渡当事者間の協定による。
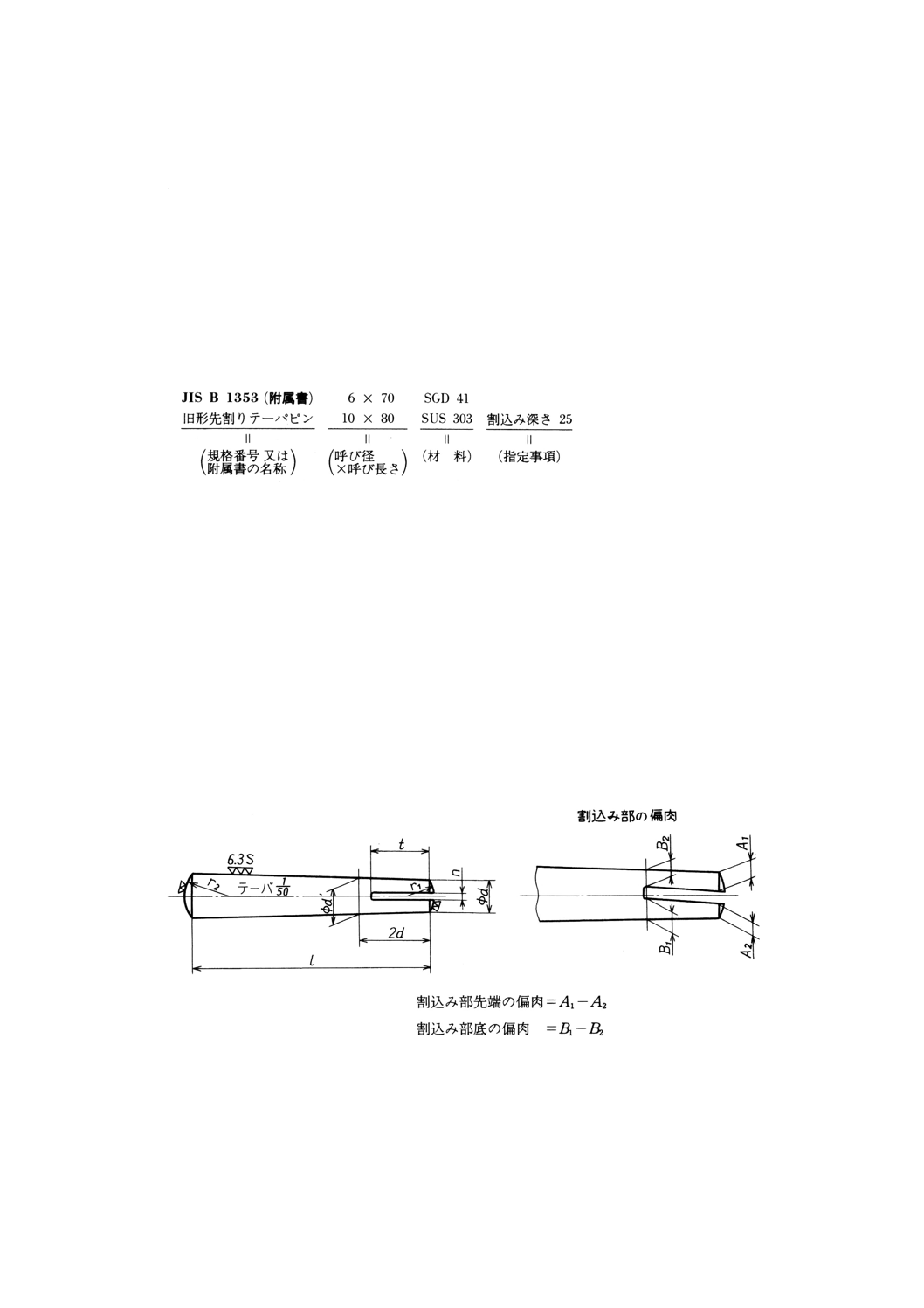
9. 製品の呼び方 ピンの呼び方は,規格番号又は規格の名称,呼び径×呼び長さ,材料(2)及び指定事項
(3)による。
注(2) 材料は,日本工業規格で規定する材料記号による。ただし,鋼ピンの材料は,Stの記号で表し
てもよい。
(3) 指定事項としては,表面処理の種類,割込み深さ,呼び円すい直径 (d) の許容値を表す記号な
どを必要に応じて示す。
例:
10. 放送の表示 ピンの包装には,次の事項を表示する。
(1) 規格の名称
(2) 呼び径×呼び長さ
(3) 材料(4)
(4) 数量
(5) 指定事項
(6) 製造業者名又はその略号(5)
注(4) 材料の表示は,注(2)のように扱う。
(5) 略号には,なるべく登録商標を用いる。
11. 使用上の注意 ピンの使用に際しては,次の点に注意しなければならない。
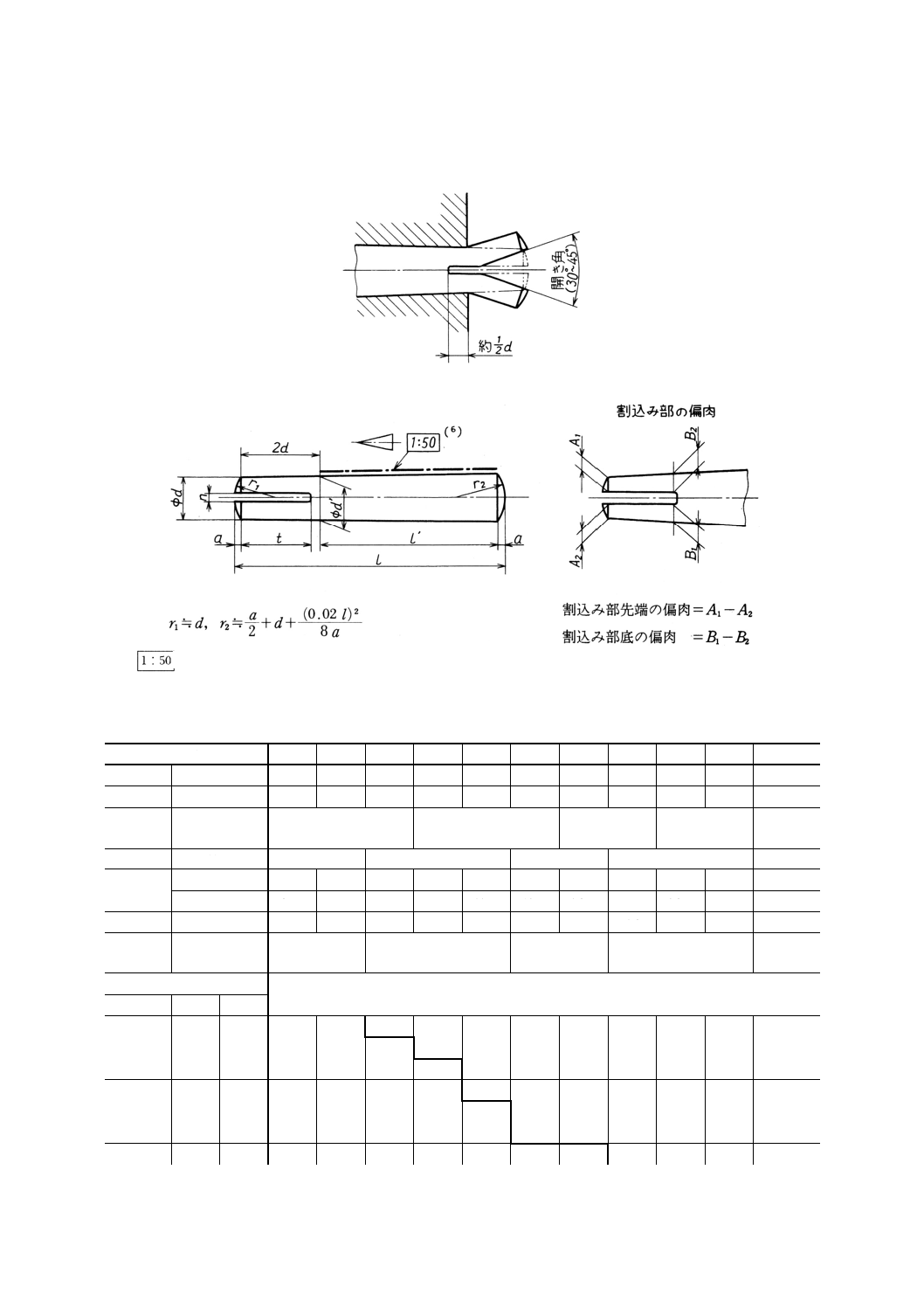
(1) 割込みの位置 ピンを穴にセットする場合は,図2のように割込みの底が穴から出ないようにしなけ
れば、ならない。
なお,穴に残る割込み部の長さは,小端部直径 (d) の約21とするのがよい。
(2) 割込みの開き 割込みの開き角は,一般に30〜45度とする。ただし,呼び径6mm以下のものは,45
度程度にするのがよい。
なお,割込み部を開く場合は,ピンが移動しないように大端側を支え,開き角が対称的になるように
4
B 1353-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
する。
図2
付表 先割りテーパピンの形状・寸法
注(6)
は,基準円すいのテーパ比が501であることを示し,太い一点鎖線は,円すい公差の適用範囲を,l'はその
長さを示す。
付表(続き)
単位 mm
呼び径
2
2.5
3
4
5
6
8
10
12
16
20
d
呼び円すい直径
2.0
2.5
3.0
4.0
5.0
6.0
8.0
10
12
16
20
d'
基準寸法(7)
2.08
2.60
3.12
4.16
5.20
6.24
8.32
10.40
12.48
16.64
20.80
許容差(8)
0
−0.040
0
−0.048
−
0
0.058
−
0
0.070
−
0
0.084
n
最小
0.4
0.6
0.8
1.0
1.6
t
最小
3
3.5
4.5
6
7.5
9
12
15
18
24
30
最大
4
5
6
8
10
12
16
20
24
32
40
a
約
0.25
0.3
0.4
0.5
0.63
0.8
1.0
1.2
1.6
2.0
2.5
A1−A2
B1−B2
最大
0.2
0.3
0.4
0.5
0.8
l
呼び長さ
最小
最大
10
9.75
10.25
12
11.5
12.5
14
13.5
14.5
16
15.5
16.5
18
17.5
18.5
20
19.5
20.5
22
21.5
22.5
5
B 1353-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
呼び径
2
2.5
3
4
5
6
8
10
12
16
20
24
23.5
24.5
26
25.5
26.5
28
27.5
28.5
30
29.5
30.5
32
31.5
32.5
35
34.5
35.5
40
39.5
40.5
45
44.5
45.5
50
49.5
50.5
55
54.25
55.75
60
59.25
60.75
65
64.25
65.75
70
69.25
70.75
75
74.25
75.75
80
79.25
80.75
85
84.25
85.75
90
89.25.
90.75
95
94.25
95.75
100
99.25
100.75
120
119.25 120.75
140
139.25 140.75
160
159.25 160.75
180
179.25 180.75
200
199.25 200.75
注(7) d'の基準寸法は,
25
d
d+
として求めたものである。
(8) d'の許容差は,呼び円すい直径 (d) にJIS B 0401(寸法公差及びはめあい)のh10を与えたものによってい
る。
備考1. ピンの呼び径に対して推奨する長さ (l) は,太線の枠内とする。ただし,この表以外のlを必要とする場
合は,注文者が指定する。
なお,200mmを超える呼び長さは,20mmとびとするのがよい。
2. ピンの直径に対する許容差は,呼び円すい直径 (d) に与えたものを延長してd'に適用する。
なお,dに対してh10以外の許容差を必要とする場合は,注文者が指定する。ただし,その許容差は,
JIS B 0401によるものとする。
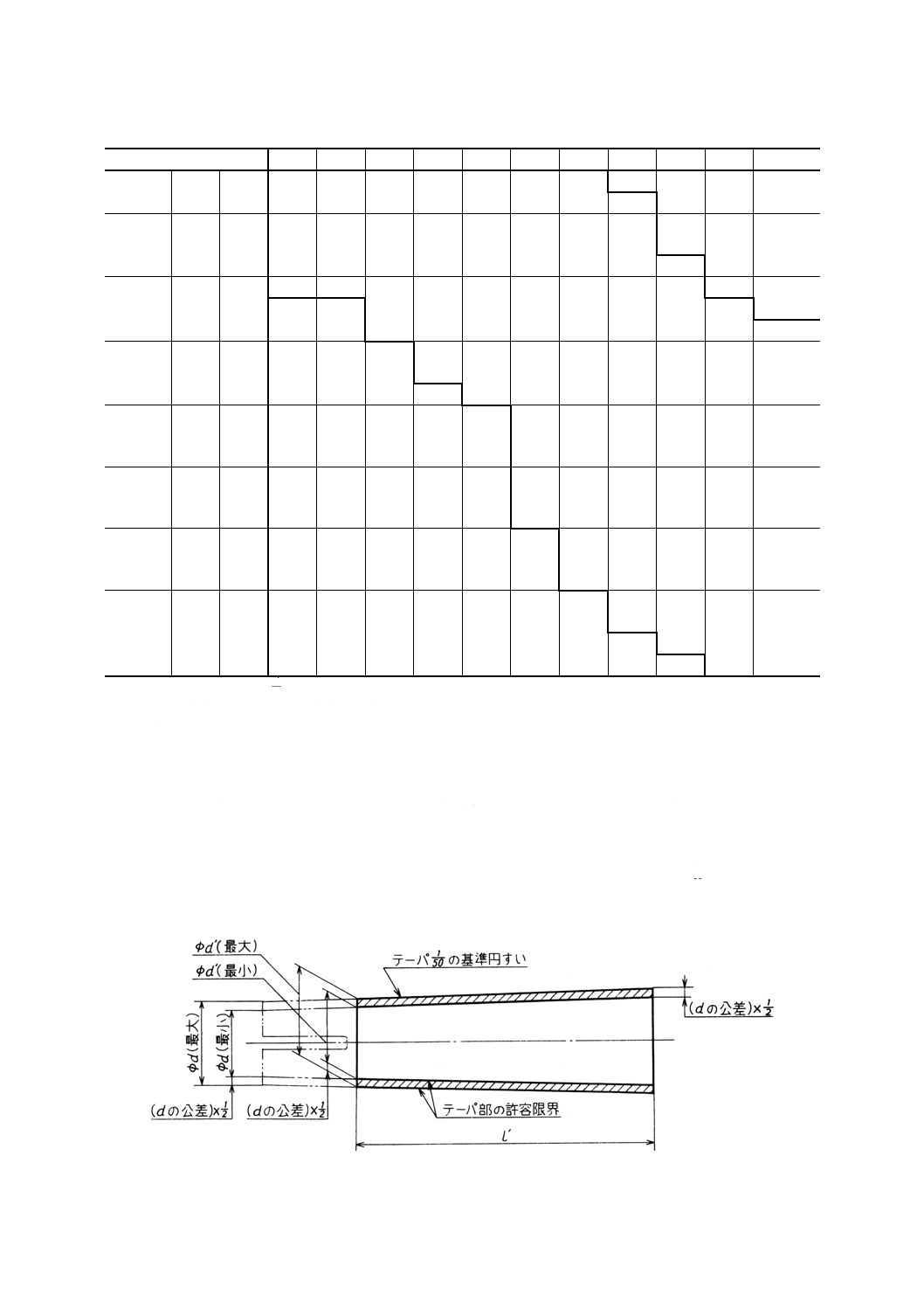
3. テーパ部(太い一点鎖線で図示した部分)の許容限界は,d'に与えた許容差とテーパ501の基準円すい及び
太い一点鎖線で示した部分の長さ (l') によって決まる幾何学的に正しい二つの円すいによる(下図参照)。
図 (dの公差位置がhの場合)
6
B 1353-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 割込み深さ (t) について,この表以外のものを必要とする場合は,注文者が指定する。ただし,その場合
におけるd'の位置,基準寸法及び許容差は,受渡当事者間の協定による。
5. この表の許容差は,表面処理を施す前のものに適用する。
7
B 1353-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書 旧形先割りテーパピン
1. 適用範囲 この附属書は,一般に用いる鋼製先割りテーパピン(以下,鋼ピンという。)及びステンレ
ス鋼製先割りテーパピン(以下,ステンレスピンという。)で,形状・寸法,テーパ精度及び表面粗さが,
この規格の本体によらないものについて規定する。
なお,この附属書で規定する鋼ピン及びステンレスピンを総称する場合は,単にピンという。
備考 この附属書で規定するピンは,JIS B 1352の附属書に規定するテーパピン2級に準拠している
が,JIS B 1352の附属書は将来廃止することになっているので,なるべく用いないのがよい。
なお,この附属書は,JIS B 1352の附属書に同調して廃止する。
2. 割込み部のじん性 ピンの割込み部のじん性は,本体の2.による。
3. 硬さ ピンの硬さは,本体3.による。
4. 形状・寸法 ピンの形状・寸法は,附属書付表による。ただし,テーパ精度(割込み部を除く。)は,
次の附属書表による。
附属書表
長さ (l) の区分
(mm)
テーパの許容差
12以下
000
10
14
±
12を超え25以下
000
10
9
±
25を超え50以下
000
10
6
±
50を超えるもの
000
10
5
±
5. 外観 ピンは,使用上有害な割れ,きず,かえり,さびなどの欠陥がなく,テーパ部の表面粗さは,
JIS B 0601の6.3Sとする。
6. 材料 ピンの材料は,本体の6.による。
7. 表面処理 ピンの表面処理は,本体の7.による。
8. 検査 ピンの検査は,次による。ただし,ロット検査における抜取検査方式は,受渡当事者間の協定
による。
(1) 割込み部のじん性検査 ピンの割込み部のじん性検査は,2.の規定に適合しなければならない。
(2) 硬さ検査 ピンの硬さ検査は,本体の8.2に規定する方法によって行い,ピンの端部又はテーパ部の
硬さが,3.の規定に適合しなければならない。
8
B 1353-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(3) 形状・寸法及びテーパ検査 ピンの形状・寸法及びテーパ検査は,本体の8.3に規定する方法によっ
て行い,4.の規定に適合しなければならない。
(4) 外観検査 ピンの外観検査は,本体の8.4に規定する方法によって行い,5.の規定に適合しなければな
らない。
9. 製品の呼び方 ピンの呼び方は,規格番号(1)又は附属書の名称,呼び径×呼び長さ,材料(2)及び指定
事項(3)による。
注(1) 規格番号には,“附属書”を付記する。
(2) 材料は,日本工業規格で規定する材料記号による。
(3) 指定事項としては,表面処理の種類,割込みの深さなどを必要に応じて示す。
例:
10. 包装の表示 包装には,次の事項を表示する。
(1) 附属書の名称
(2) 呼び径×呼び長さ
(3) 材料(4)
(4) 数量・指定事項
(5) 製造業者名又はその略号(5)
注(4) 材料の表示は,注(2)のように扱う。
(5) 略号には,なるべく登録商標を用いる。
11. 使用上の注意 ピンを使用する際の注意は,本体の11.による。
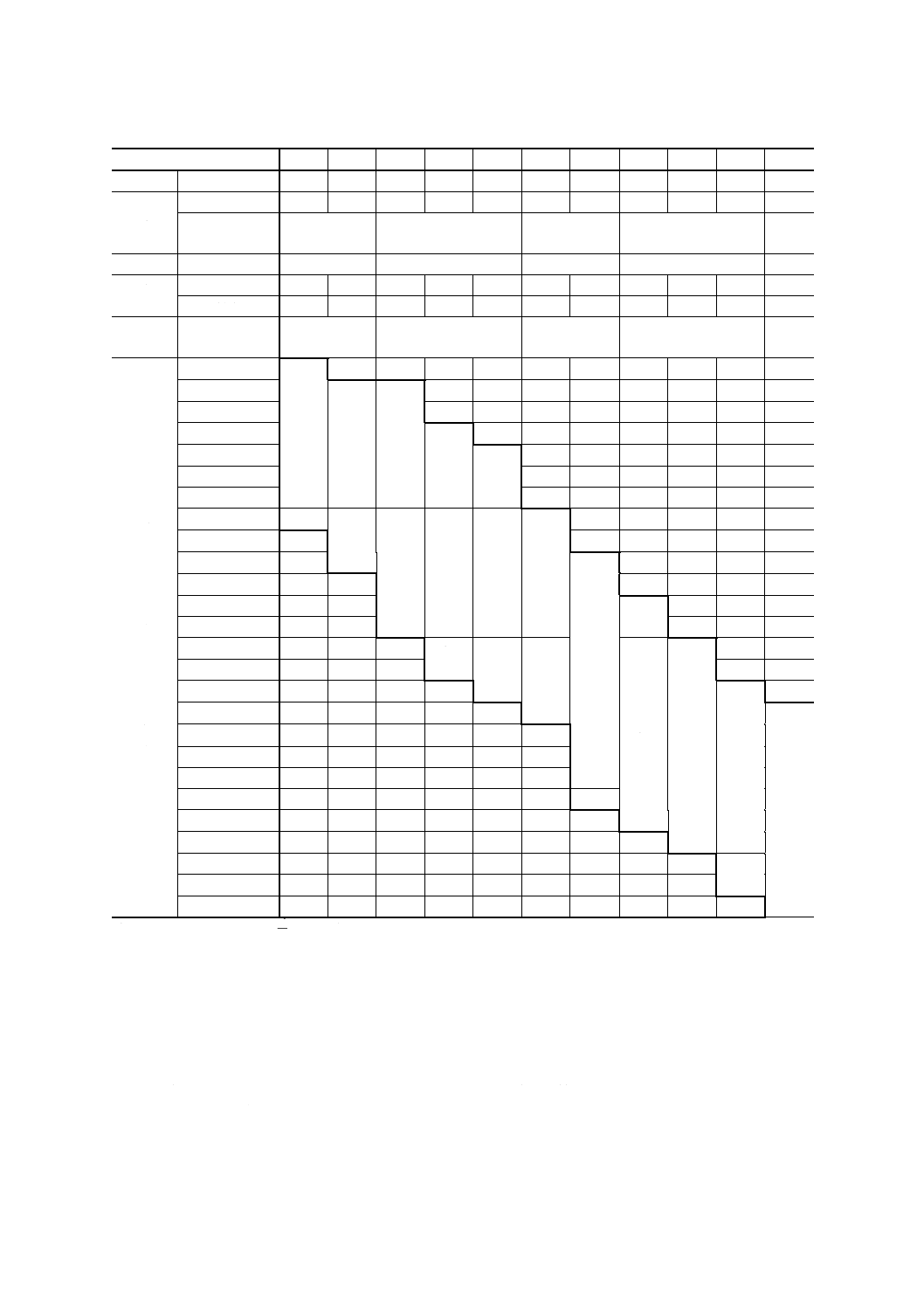
附属書付表 旧形先割りテーパピンの形状・寸法
9
B 1353-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
呼び径
2
2.5
3
4
5
6
8
10
13
16
20
d
呼び円すい直径
2
2.5
3
4
5
6
8
10
13
16
20
d'
基準寸法(6)
2.08
2.60
3.12
4.16
5.20
6.24
8.32
10.40
13.52
16.64
20.80
許容差
+0.025
0
+0.030
0
+0.036
0
+0.043
0
+0.052
0
n
最小
0.4
0.6
0.8
1
1.6
t
最小
3
3.5
4.5
6
7.5
9
12
15
20
24
30
最大
4
5
6
8
10
12
16
20
26
32
40
A1−A2
B1−B2
最大
0.2
0.3
0.4
0.5
0.8
呼
び
長
さ
(l)
及
び
そ
の
許
容
差
12
±0.25
14
±0.25 ±0.25
16
18
±0.25
20
±0.25
22
25
28
±0.5
32
±0.5
36
±0.5
±0.5
±0.5
±0.5
±0.5
40
45
±0.5
50
56
±1
±1
±1
63
±1
±1
70
80
±1
90
±1
100
110
±1
125
140
160
180
200
225
注(6) d'の基準寸法は,
25
d
d+
として求めたものである。
備考1. dは,ピンの呼び円すい直径で,小端部の径はd'について測定し,テーパの精度はl−2dの部分について
測定する。
なお,テーパの許容差は,附属書表による。
2. ピンの呼び径に対して推奨する長さ (l) は,太線の枠内とし,枠内の数値は,その許容差を示す。ただ
し,この表以外のlを特に必要とする場合は,注文者が指定する。
3. 端部の丸み(r1及びr2)は,ほぼ両端の径に等しくする。
4. 割込み深さ (t) について,この表以外のものを必要とする場合は,注文者が指定する。ただし,その場
合におけるd'の位置,基準寸法及び許容差は,受渡当事者間の協定による。
5. 図中の仕上げ記号は,JIS B 0031(面の肌の図示方法)の附属書によっている。
6. この表の許容差は,表面処理を施す前のものに適用する。
10
B 1353-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS改正原案作成委員会 構成表
氏名
所属
(委員長)
益 田 亮
相模工業大学名誉教授
桑 原 茂 樹
通商産業省機械情報産業局
吉 田 藤 夫
工業技術院標準部
池 田 順 一
財団法人日本規格協会
宇田川 鉦 作
日本ねじ研究協会
小 原 健 一
三菱電機株式会社技術管理部
小 林 正 彦
社団法人日本工作機械工業会
辻 健 次
ダイキン工業株式会社
大 槻 俊 彦
株式会社大塚工場
岡 田 弘 之
日東精工株式会社
敦 賀 敏 夫
株式会社姫野精工所
佐 藤 敬 一
ボルト・サトウナベ株式会社
(事務局)
中 村 智 男
日本ねじ研究協会