B 1251:2018
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 記号······························································································································· 2
4.1 座金の寸法に関する量記号 ······························································································ 2
4.2 座金の材料の記号 ·········································································································· 3
4.3 座金の種類,用途又は形状の記号······················································································ 3
5 座金の形状・寸法 ············································································································· 3
6 材料······························································································································ 14
7 硬さ······························································································································ 14
8 ばね作用························································································································ 15
9 粘り強さ························································································································ 16
10 外観 ···························································································································· 16
11 表面処理 ······················································································································ 16
12 試験 ···························································································································· 17
12.1 試験機器 ···················································································································· 17
12.2 測定手順 ···················································································································· 17
13 検査 ···························································································································· 25
14 座金の呼び方 ················································································································ 25
15 表示 ···························································································································· 26
附属書A(参考)ボルト又は小ねじに組み込むばね座金 ····························································· 27
B 1251:2018
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
ばね工業会(JSMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を
改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格で
ある。
これによって,JIS B 1251:2001は改正され,この規格に置き換えられた。
なお,平成31年7月19日までの間は,工業標準化法第19条第1項等の関係条項の規定に基づくJISマ
ーク表示認証において,JIS B 1251:2001によることができる。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
B 1251:2018
ばね座金
Spring lock washers
1
適用範囲
この規格は,一般用のボルト,小ねじ,ナットなど(JIS B 1101,JIS B 1111,JIS B 1176,JIS B 1180,
JIS B 1181など)に使用するばね座金,皿ばね座金,歯付き座金及び波形ばね座金について規定する。こ
の規格で規定する4種類の座金を総称する場合は,単に“座金”という。
注記 座金組込みボルト又は座金組込み小ねじに組み込むばね座金の種類,形状及び寸法を,附属書
Aに示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0103 ばね用語
JIS B 0156 ばね記号
JIS B 1001 ボルト穴径及びざぐり径
JIS B 1091 締結用部品−受入検査
JIS B 1101 すりわり付き小ねじ
JIS B 1111 十字穴付き小ねじ
JIS B 1176 六角穴付きボルト
JIS B 1180 六角ボルト
JIS B 1181 六角ナット
JIS B 4620 横万力(角胴形)
JIS B 4621 横万力(丸胴形)
JIS B 7184 測定投影機
JIS B 7502 マイクロメータ
JIS B 7503 ダイヤルゲージ
JIS B 7507 ノギス
JIS B 7513 精密定盤
JIS B 7533 てこ式ダイヤルゲージ
JIS B 7738 コイルばね−圧縮・引張試験機の検証
JIS G 0201 鉄鋼用語(熱処理)
JIS G 0558 鋼の脱炭層深さ測定方法
JIS G 3311 みがき特殊帯鋼
2
B 1251:2018
JIS G 3506 硬鋼線材
JIS G 3521 硬鋼線
JIS G 4308 ステンレス鋼線材
JIS G 4802 ばね用冷間圧延鋼帯
JIS H 3110 りん青銅及び洋白の板並びに条
JIS H 3270 ベリリウム銅,りん青銅及び洋白の棒並びに線
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2245 ロックウェル硬さ試験−試験方法
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0103及びJIS G 0201によるほか,次による。
3.1
軽負荷用(軽荷重用)
ボルト又は小ねじの強度区分4.8相当及びナットの強度区分5相当に使用される座金の用途をいう。
3.2
重負荷用(重荷重用)
ボルト又は小ねじの強度区分8.8相当及びナットの強度区分8相当に使用される座金の用途をいう。
4
記号
4.1
座金の寸法に関する量記号
座金の寸法に関する量記号は,表1による。
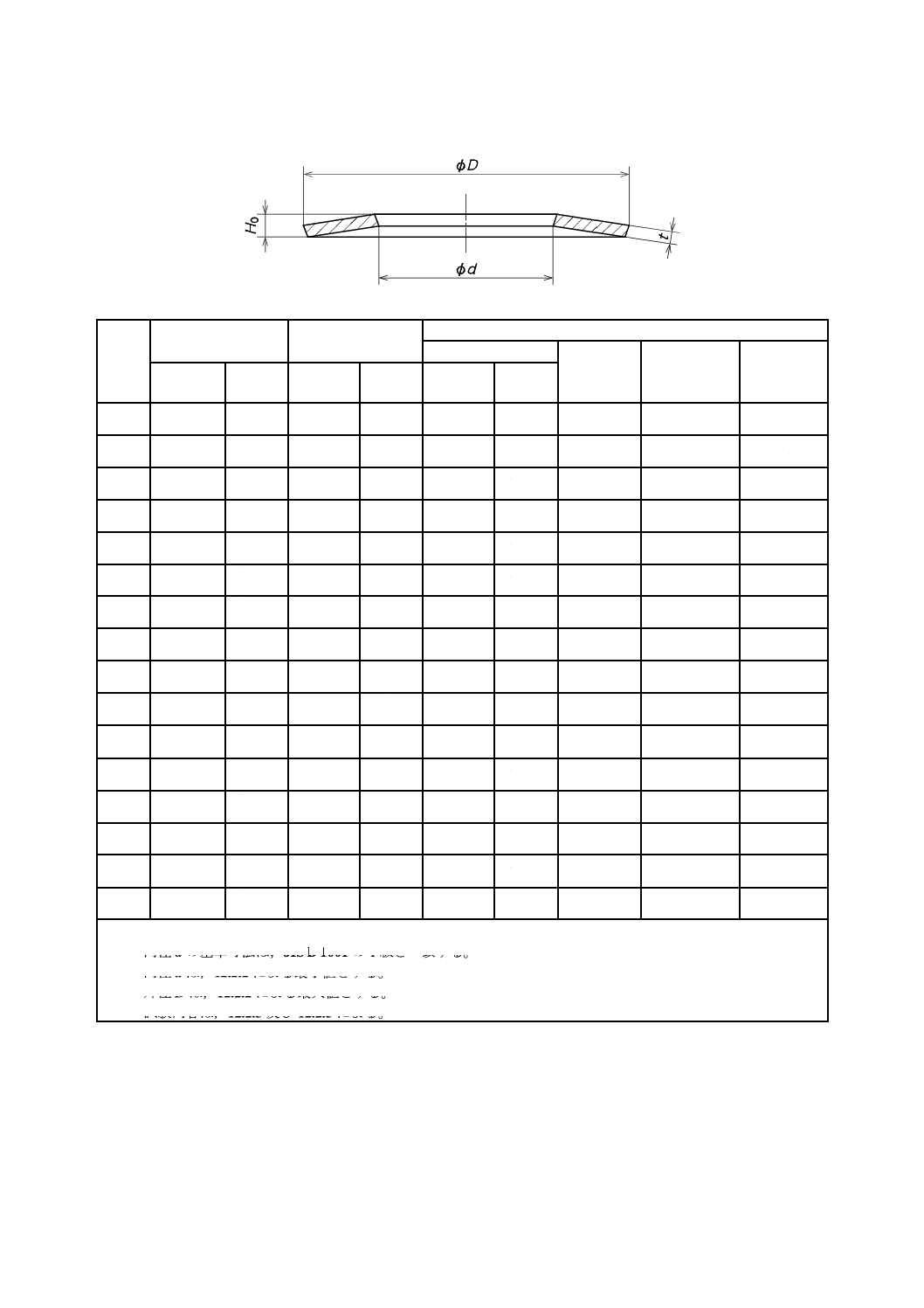
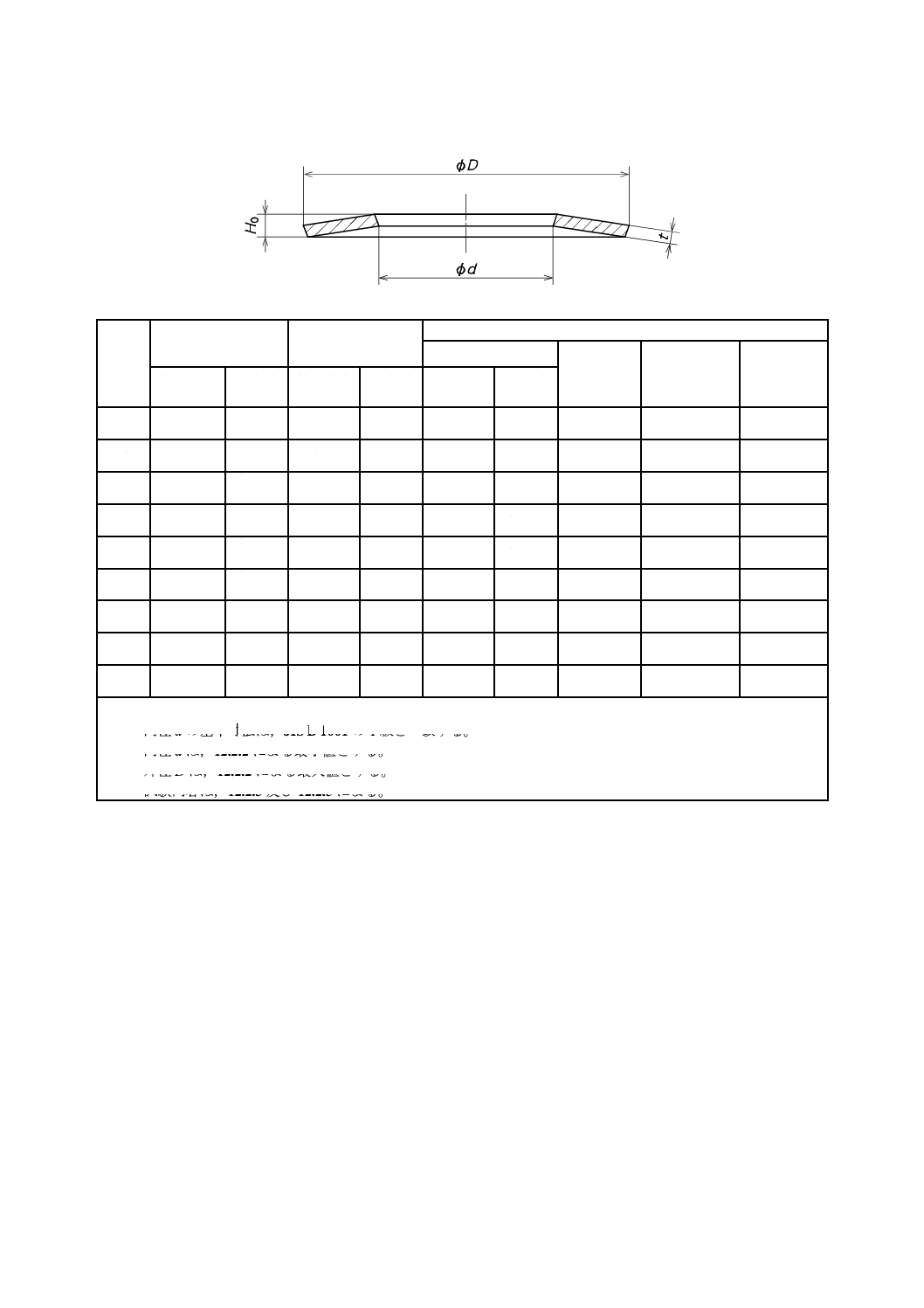
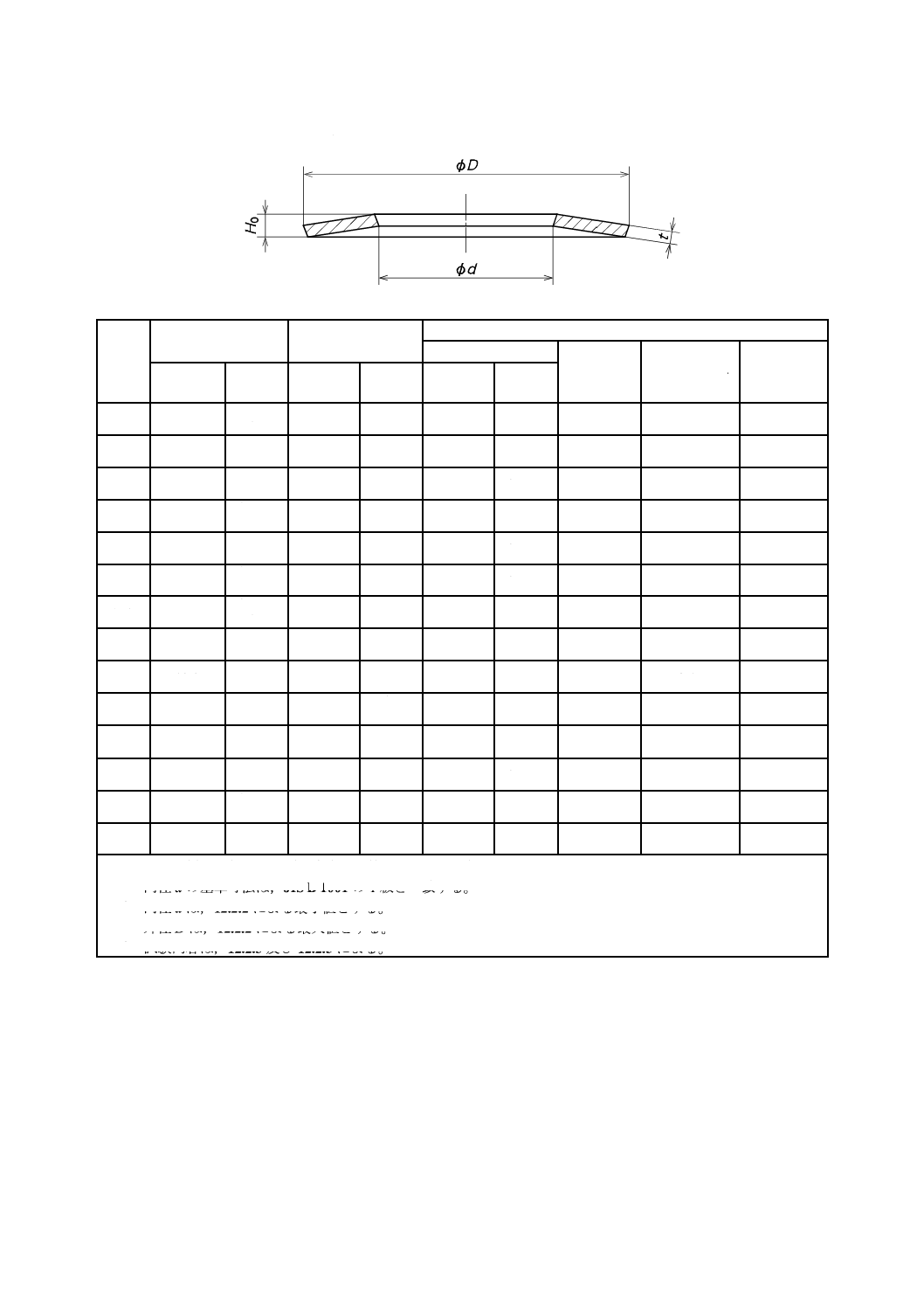
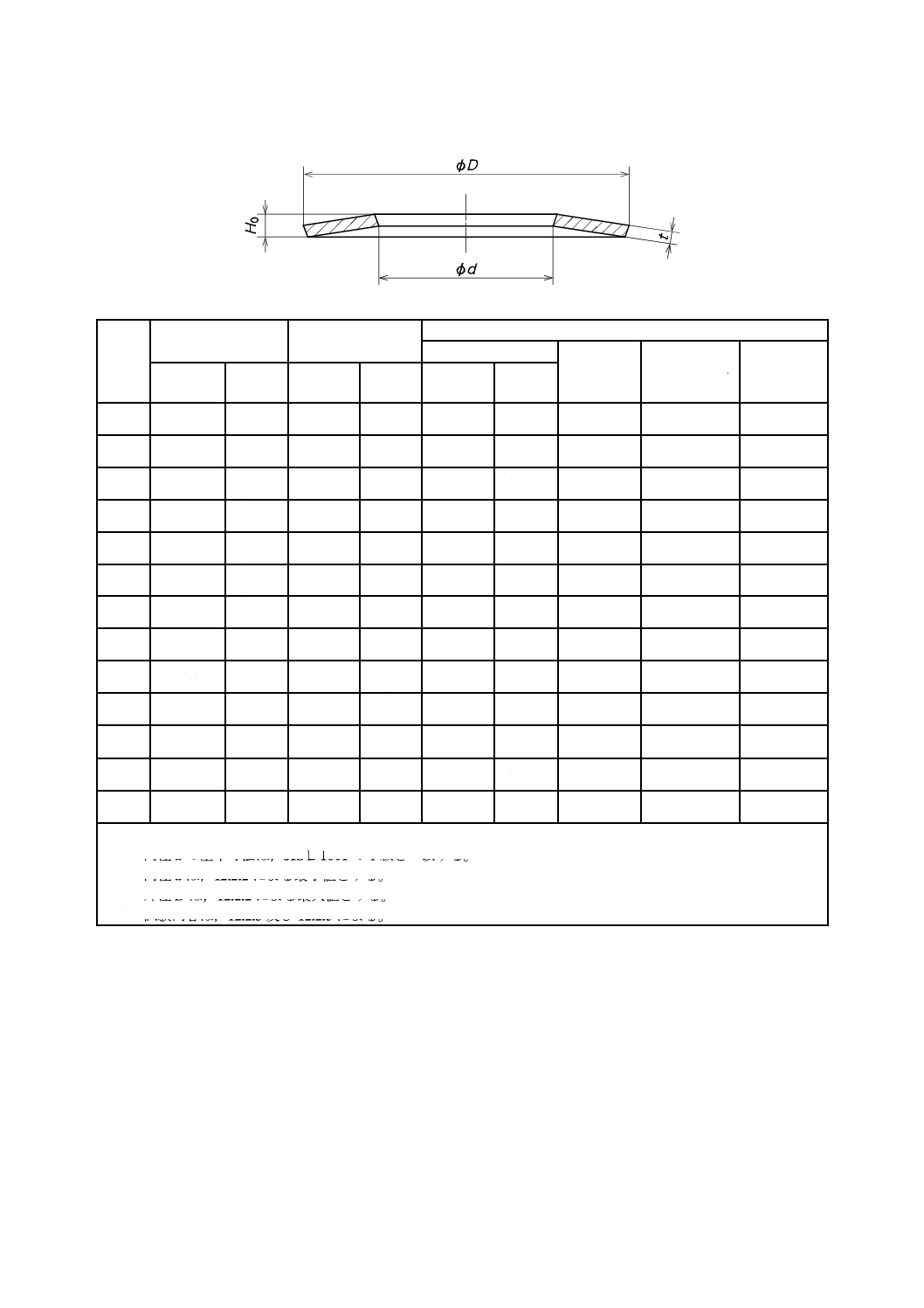
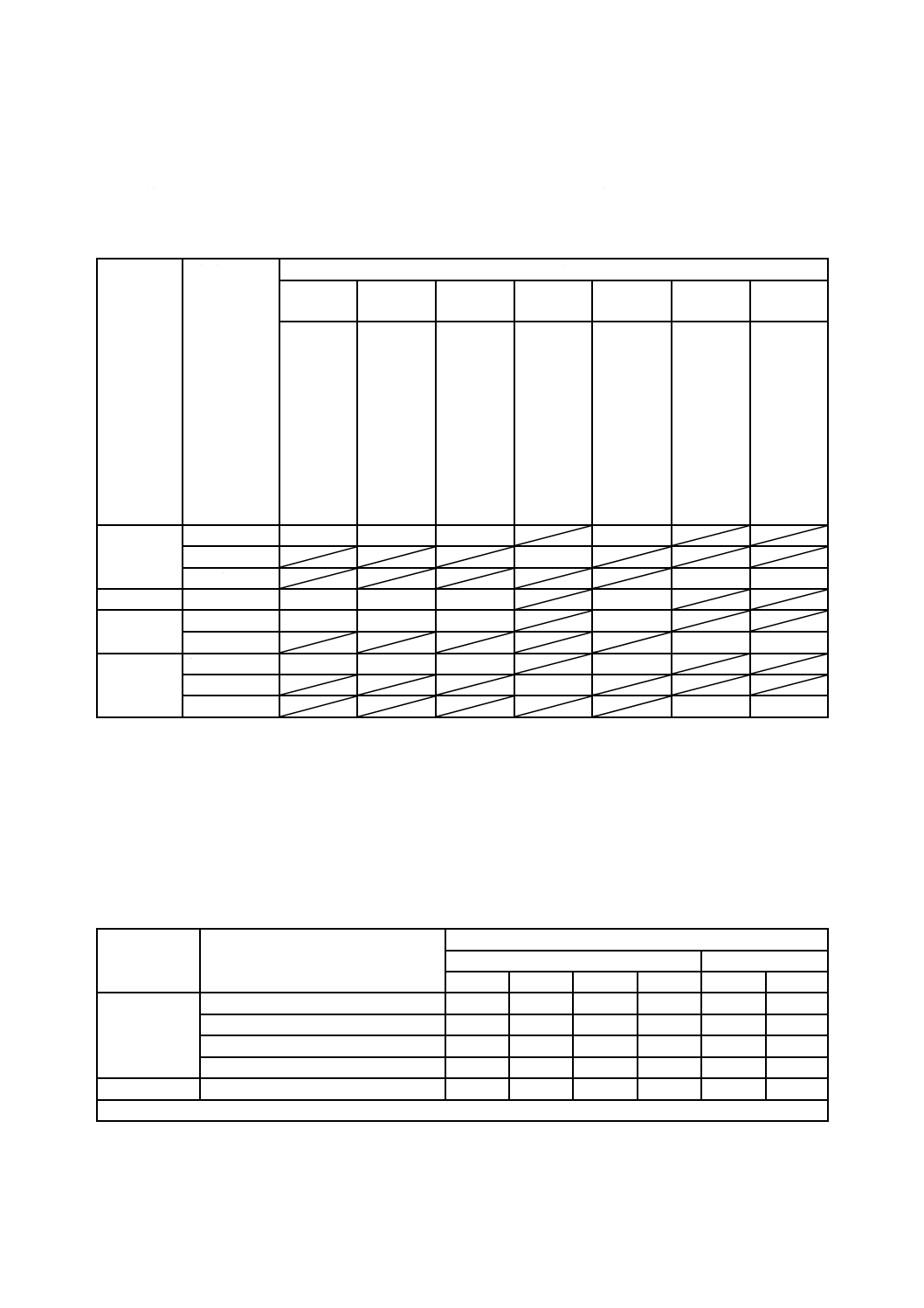
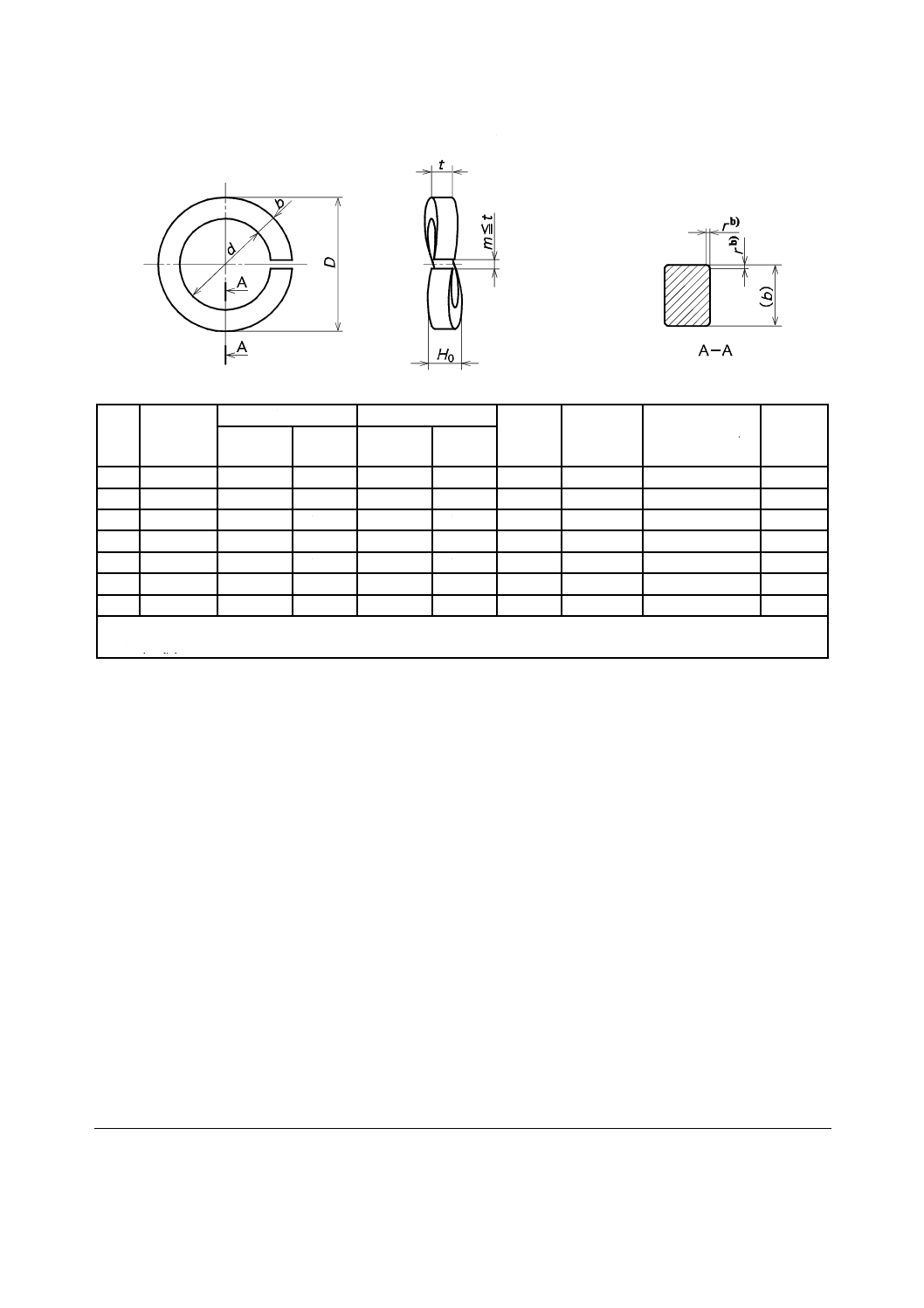
表1−座金の寸法に関する量記号
単位 mm
量記号
量記号の意味
参考図
b
ばね座金及び波形ばね座金の幅
表4,表5,表13
D
座金の外径
表4〜表13
d
座金の内径
表4〜表13
e
歯付き座金(皿形)の歯を含むリムの幅
表11
H0
座金の自由高さ
表4〜表10,表12,表13
Hf
圧縮試験後のばね座金,皿ばね座金及び波形ばね座金の自由高さ 表4〜表9,表13
I
万力とレンチの挟み部との距離
図26
m
波形ばね座金の切り口の隙間
表13
r
ばね座金及び波形ばね座金の製品加工後内径側の面取り量又は
丸み量
表4,表5,表13
t
皿ばね座金,歯付き座金及び波形ばね座金の厚さ
表6〜表13
te
ばね座金の外径側面の厚さ
表4,表5
ti
ばね座金の内径側面の厚さ
表4,表5
3
B 1251:2018
4.2
座金の材料の記号
座金の材料の記号は,表2による。
表2−座金の材料の記号
座金の材料
記号
鋼
S
ステンレス鋼
SUS
りん青銅
PB
4.3
座金の種類,用途又は形状の記号
座金の種類,用途又は形状の記号は,表3によるほか,JIS B 0156による。
表3−座金の種類,用途又は形状の記号
座金の種類
用途又は形状
適用するねじ部品
寸法表
名称
記号
用途/形状
記号
ばね座金
SW
一般用
2号 一般に用いるボルト,ナット及び小ねじ
表4
重負荷用(重荷重用)
3号 一般に用いるボルト,ナット及び小ねじ
表5
皿ばね座金
CW
1種軽負荷用(軽荷重用)
1L
一般に用いるボルト,ナット及び小ねじ
表6
1種重負荷用(重荷重用)
1H
表7
2種軽負荷用(軽荷重用)
2L
六角穴付きボルト,ナット,小ねじ,ヘ
クサロビュラ穴付きボルトなど,ざぐり
穴を用いて締結するねじ部品
表8
2種重負荷用(重荷重用)
2H
表9
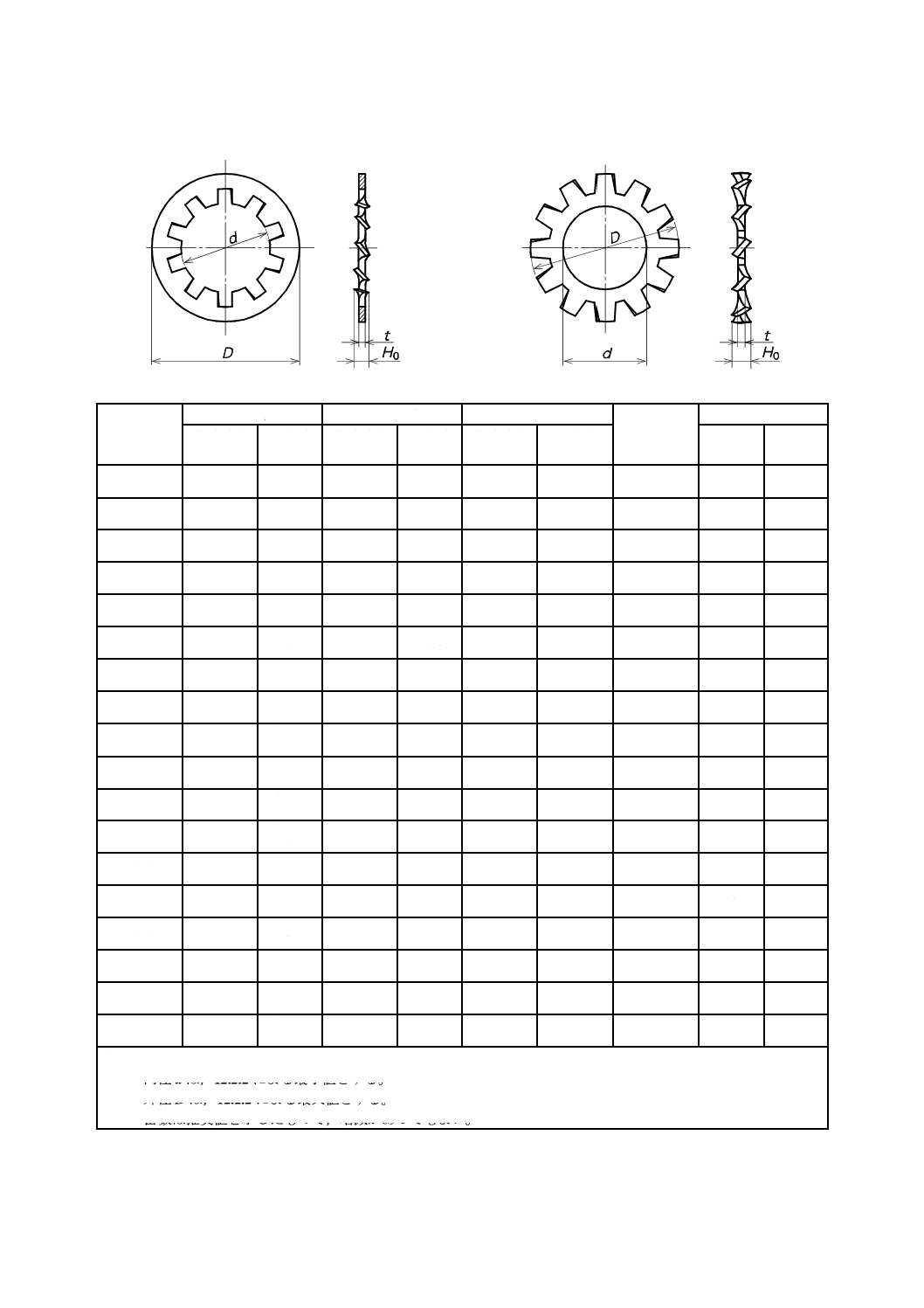
歯付き座金
TW
内歯形
A
一般に用いるボルト,ナット及び小ねじ
表10
外歯形
B
表10
皿形
C
皿小ねじ
表11
内外歯形
AB
一般に用いるボルト,ナット及び小ねじ
表12
波形ばね座金
WW 重負荷用(重荷重用)a)
3号 一般に用いるボルト,ナット及び小ねじ
表13
注a) 波形ばね座金3号の使用限度は,ボルトの強度区分8.8の鋼製ボルトまでとする。
5
座金の形状・寸法
座金の形状・寸法は,表4〜表13による。
4
B 1251:2018
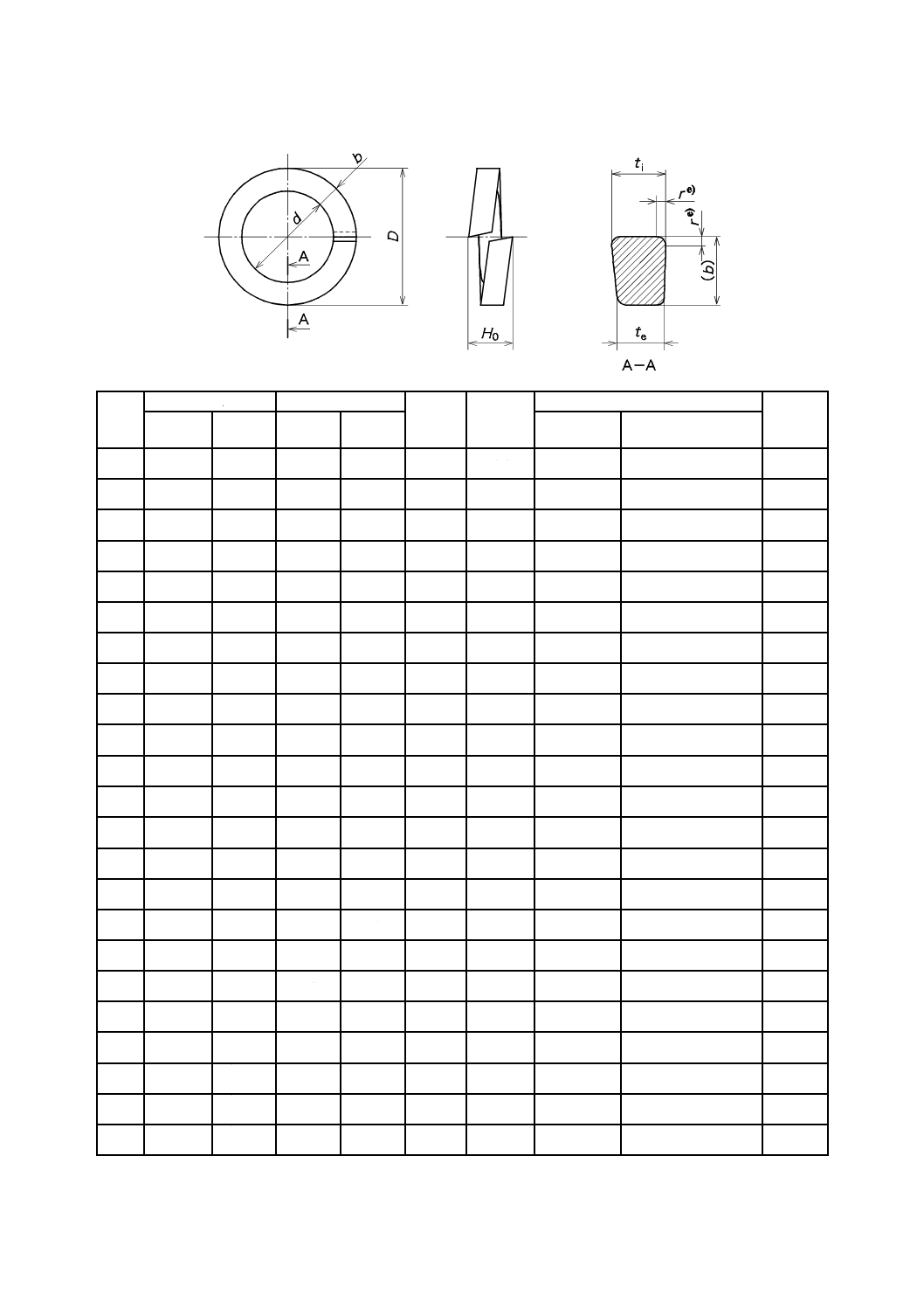
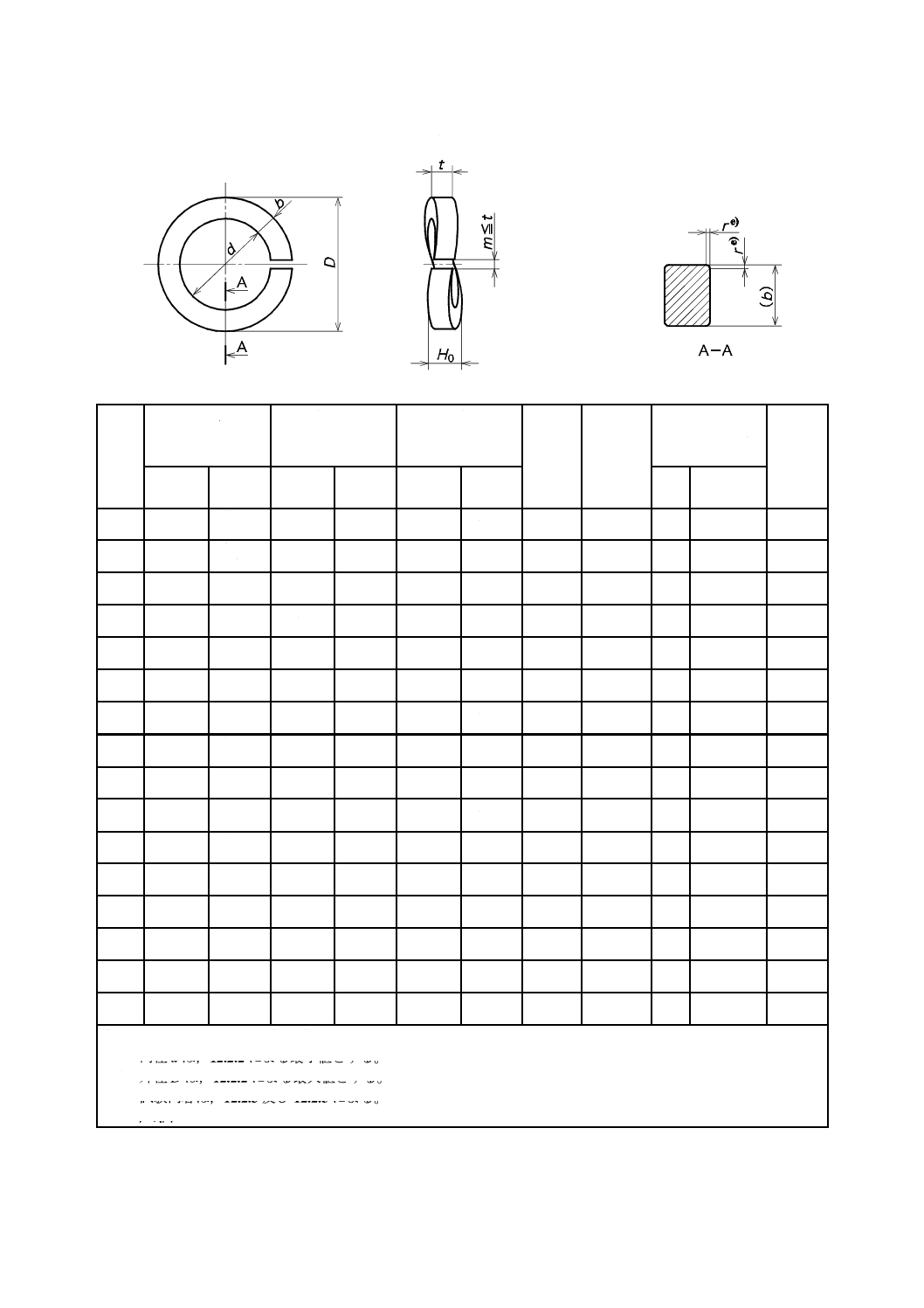
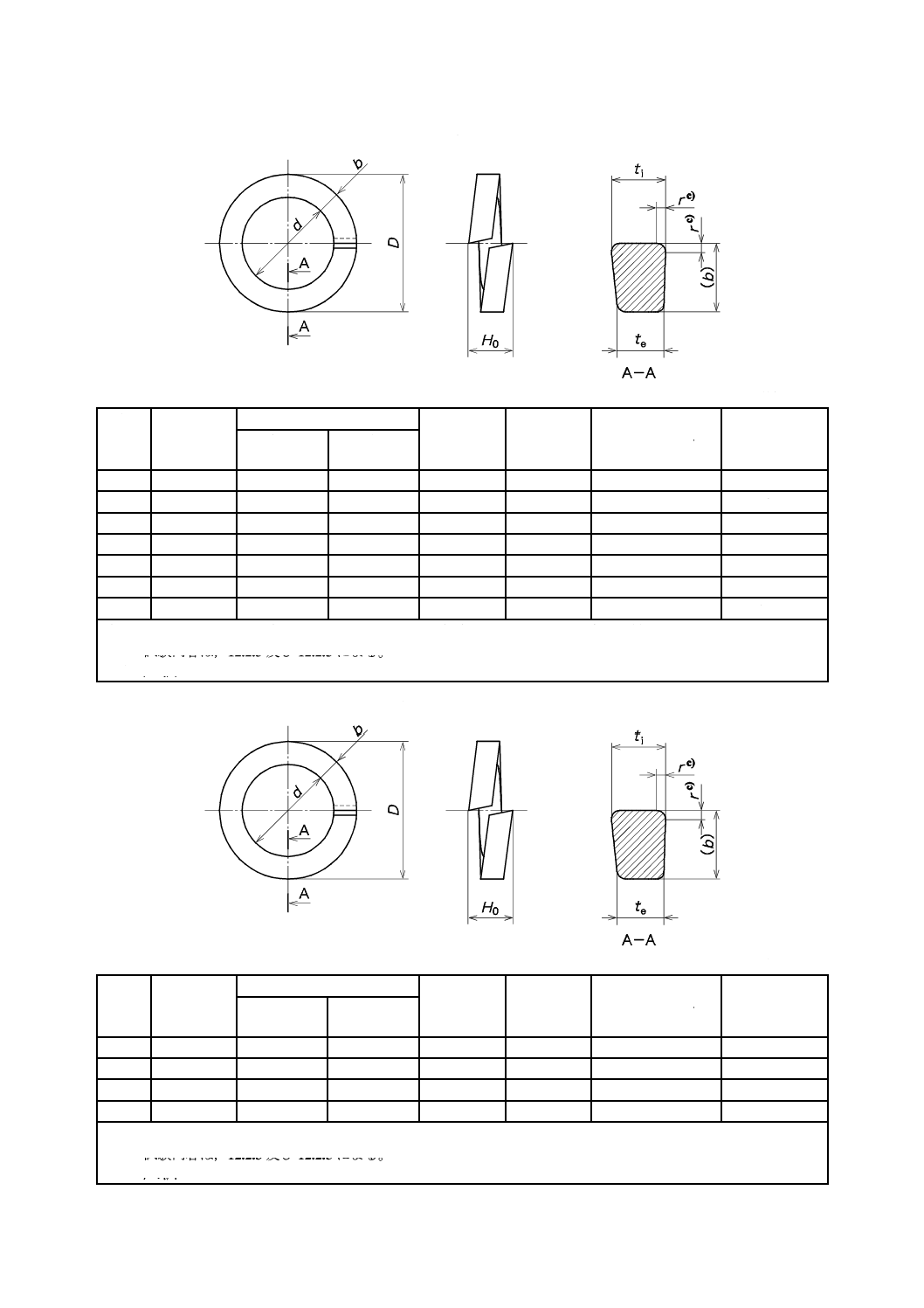
表4−ばね座金一般用の形状・寸法
単位 mm
呼びa)
内径d b)
断面寸法(最小)
外径D
(最大)
自由高さ
H0
(約2t)
圧縮試験後の自由高さHf(最小)d) 試験力
(荷重)
(kN)
基準寸法 許容差
幅b
厚さt c)
鋼製
ステンレス鋼製
2
2.1
+0.25
0
0.9
0.5
4.4
1.0
0.85
0.75
0.42
2.5
2.6
+0.3
0
1.0
0.6
5.2
1.2
1.00
0.90
0.69
3
3.1
+0.3
0
1.1
0.7
5.9
1.4
1.20
1.05
1.03
(3.5)
3.6
+0.3
0
1.2
0.8
6.6
1.6
1.35
1.20
1.37
4
4.1
+0.4
0
1.4
1.0
7.6
2.0
1.70
1.50
1.77
(4.5)
4.6
+0.4
0
1.5
1.2
8.3
2.4
2.00
1.80
2.26
5
5.1
+0.4
0
1.7
1.3
9.2
2.6
2.20
1.95
2.94
6
6.1
+0.4
0
2.7
1.5
12.2
3.0
2.50
2.25
4.12
(7)
7.1
+0.4
0
2.8
1.6
13.4
3.2
2.70
2.40
5.88
8
8.2
+0.5
0
3.2
2.0
15.4
4.0
3.35
3.00
7.45
10
10.2
+0.5
0
3.7
2.5
18.4
5.0
4.20
3.75
11.8
12
12.2
+0.6
0
4.2
3.0
21.5
6.0
5.00
4.50
17.7
(14)
14.2
+0.6
0
4.7
3.5
24.5
7.0
5.85
5.25
23.5
16
16.2
+0.8
0
5.2
4.0
28.0
8.0
6.70
6.00
32.4
(18)
18.2
+0.8
0
5.7
4.6
31.0
9.2
7.70
6.90
39.2
20
20.2
+0.8
0
6.1
5.1
33.8
10.2
8.50
7.65
49.0
(22)
22.5
+1.0
0
6.8
5.6
37.7
11.2
9.35
8.40
61.8
24
24.5
+1.0
0
7.1
5.9
40.3
11.8
9.85
8.85
71.6
(27)
27.5
+1.2
0
7.9
6.8
45.3
13.6
11.3
10.20
93.2
30
30.5
+1.2
0
8.7
7.5
49.9
15.0
12.5
11.25
118
(33)
33.5
+1.4
0
9.5
8.2
54.7
16.4
13.7
12.30
147
36
36.5
+1.4
0
10.2
9.0
59.1
18.0
15.0
13.50
167
(39)
39.5
+1.4
0
10.7
9.5
63.1
19.0
15.8
14.25
197
5
B 1251:2018
表4−ばね座金一般用の形状・寸法(続き)
注a) 呼びに括弧を付けたばね座金は,使用しないのが望ましい。
b) 内径dは,12.2.2による最小値とする。
c) t=(te+ti)/2 この場合,ti−teは,0.064b以下とし,bはこの表で規定する最小値とする。
d) 試験内容は,12.2.3及び12.2.5による。
e) r≒t/4
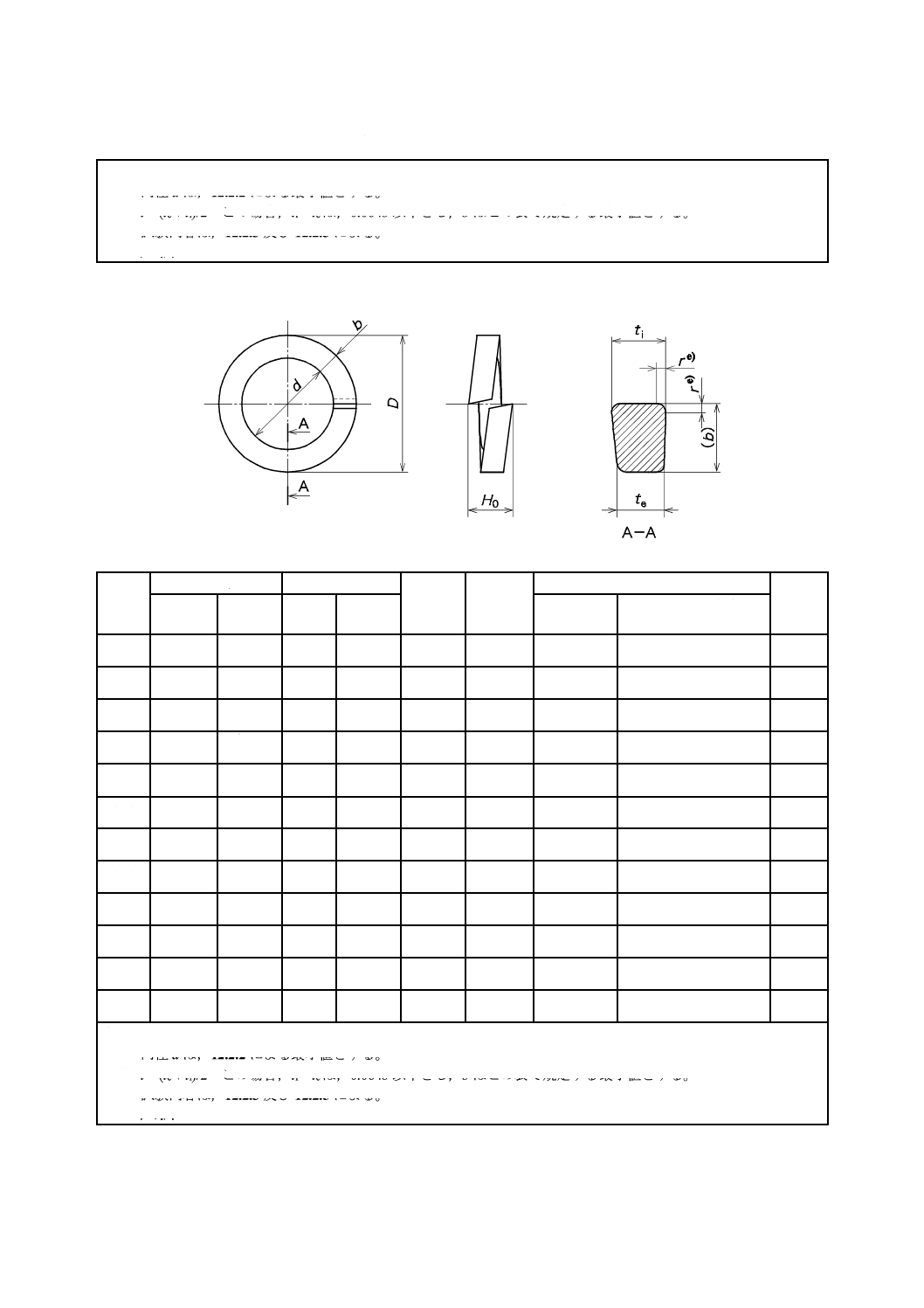
表5−ばね座金重負荷用(重荷重用)の形状・寸法
単位 mm
呼びa)
内径d b)
断面寸法(最小) 外径D
(最大)
自由高さ
H0
(約2t)
圧縮試験後の自由高さHf(最小)d) 試験力
(荷重)
(kN)
基準寸法 許容差
幅b
厚さt c)
鋼製
ステンレス鋼製
6
6.1
+0.4
0
2.7
1.9
12.2
3.8
3.2
2.85
4.12
(7)
7.1
+0.4
0
2.8
2.0
13.4
4.0
3.4
3.00
5.88
8
8.2
+0.5
0
3.3
2.5
15.6
5.0
4.2
3.75
7.45
10
10.2
+0.5
0
3.9
3.0
18.8
6.0
5.0
4.50
11.8
12
12.2
+0.6
0
4.4
3.6
21.9
7.2
6.0
5.40
17.7
(14)
14.2
+0.6
0
4.8
4.2
24.7
8.4
7.0
6.30
23.5
16
16.2
+0.8
0
5.3
4.8
28.2
9.6
8.0
7.20
32.4
(18)
18.2
+0.8
0
5.9
5.4
31.4
10.8
9.0
8.10
39.2
20
20.2
+0.8
0
6.4
6.0
34.4
12.0
10.0
9.00
49.0
(22)
22.5
+1.0
0
7.1
6.8
38.3
13.6
11.3
10.20
61.8
24
24.5
+1.0
0
7.6
7.2
41.3
14.4
12.0
10.80
71.6
(27)
27.5
+1.2
0
8.6
8.3
46.7
16.6
13.8
12.50
93.2
注a) 呼びに括弧を付けたばね座金は,使用しないのが望ましい。
b) 内径dは,12.2.2による最小値とする。
c) t=(te+ti)/2 この場合,ti−teは,0.064b以下とし,bはこの表で規定する最小値とする。
d) 試験内容は,12.2.3及び12.2.5による。
e) r≒t/4
6
B 1251:2018
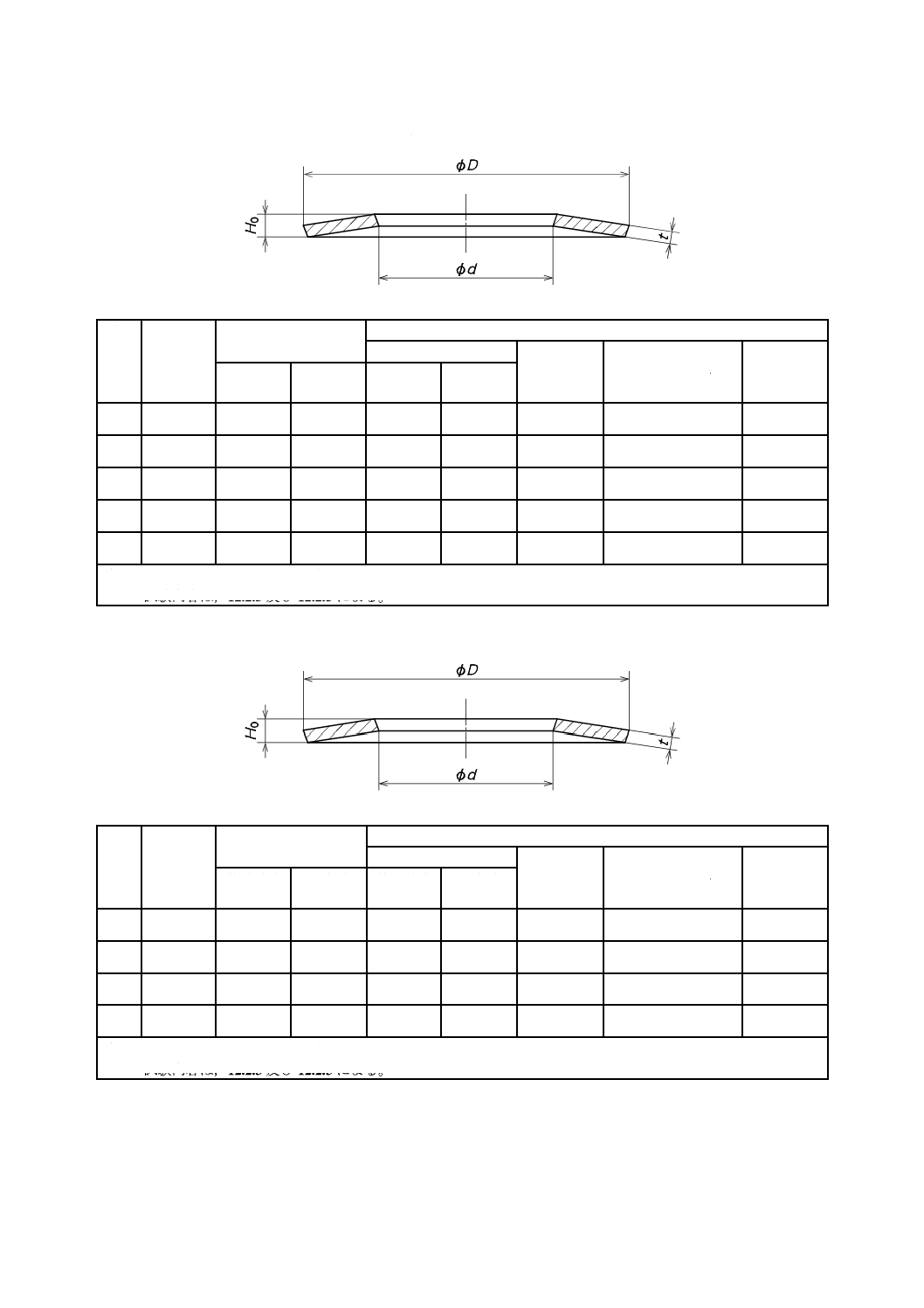
表6−皿ばね座金1種軽負荷用(軽荷重用)の形状・寸法
単位 mm
呼びa)
内径d b),c)
外径D d)
軽荷重用(軽負荷用)(1L)
厚さt
自由高さ
(参考)H0
圧縮試験後の
自由高さ
Hf(最小)e)
試験力
(荷重)
(kN)
基準寸法
許容差
基準寸法
許容差
基準寸法
許容差
3
3.2
+0.20
0
7.0
0
−0.25
0.5
±0.035
0.75
0.60
1.03
4
4.3
+0.20
0
9.0
0
−0.25
0.7
±0.045
0.95
0.80
1.77
(4.5)
4.8
+0.20
0
10.0
0
−0.25
0.8
±0.050
1.05
0.90
2.26
5
5.3
+0.20
0
10.0
0
−0.25
0.8
±0.050
1.10
0.90
2.94
6
6.4
+0.25
0
12.5
0
−0.30
1.0
±0.055
1.35
1.15
4.12
8
8.4
+0.25
0
17.0
0
−0.30
1.4
±0.070
1.85
1.60
7.45
10
10.5
+0.30
0
21.0
0
−0.40
1.8
±0.085
2.30
2.00
11.8
12
13.0
+0.30
0
24.0
0
−0.40
2.2
±0.100
2.70
2.45
17.7
(14)
15.0
+0.30
0
28.0
0
−0.40
2.5
±0.100
3.15
2.80
23.5
16
17.0
+0.30
0
30.0
0
−0.40
2.8
±0.100
3.50
3.10
32.4
(18)
19.0
+0.35
0
34.0
0
−0.50
3.0
±0.110
3.90
3.35
39.2
20
21.0
+0.35
0
37.0
0
−0.50
3.5
±0.110
4.40
3.85
49.0
(22)
23.0
+0.35
0
39.0
0
−0.50
3.5
±0.110
4.70
3.90
61.8
24
25.0
+0.35
0
44.0
0
−0.50
4.0
±0.110
5.20
4.45
71.6
(27)
28.0
+0.35
0
50.0
0
−0.50
4.5
±0.140
5.90
5.00
93.2
30
31.0
+0.40
0
56.0
0
−0.70
5.0
±0.140
6.60
5.60
118
注a) 呼びに括弧を付けた皿ばね座金は,使用しないのが望ましい。
b) 内径dの基準寸法は,JIS B 1001の1級と一致する。
c) 内径dは,12.2.2による最小値とする。
d) 外径Dは,12.2.2による最大値とする。
e) 試験内容は,12.2.3及び12.2.5による。
7
B 1251:2018
表7−皿ばね座金1種重負荷用(重荷重用)の形状・寸法
単位 mm
呼びa)
内径d b),c)
外径D d)
重荷重用(重負荷用)(1H)
厚さt
自由高さ
(参考)H0
圧縮試験後の
自由高さ
Hf(最小)e)
試験力
(荷重)
(kN)
基準寸法
許容差
基準寸法
許容差
基準寸法
許容差
6
6.4
+0.25
0
12.5
0
−0.30
1.2
±0.065
1.55
1.30
8.24
8
8.4
+0.25
0
17.0
0
−0.30
1.8
±0.085
2.15
1.95
14.7
10
10.5
+0.30
0
21.0
0
−0.40
2.2
±0.100
2.65
2.40
23.5
12
13.0
+0.30
0
24.0
0
−0.40
2.5
±0.100
3.05
2.70
34.3
(14)
15.0
+0.30
0
28.0
0
−0.40
3.0
±0.110
3.65
3.25
47.1
16
17.0
+0.30
0
30.0
0
−0.40
3.5
±0.110
4.10
3.70
63.7
(18)
19.0
+0.35
0
34.0
0
−0.50
4.0
±0.110
4.64
4.25
78.5
20
21.0
+0.35
0
37.0
0
−0.50
4.5
±0.140
5.20
4.75
98.1
(22)
23.0
+0.35
0
39.0
0
−0.50
5.0
±0.140
5.65
5.25
123
注a) 呼びに括弧を付けた皿ばね座金は,使用しないのが望ましい。
b) 内径dの基準寸法は,JIS B 1001の1級と一致する。
c) 内径dは,12.2.2による最小値とする。
d) 外径Dは,12.2.2による最大値とする。
e) 試験内容は,12.2.3及び12.2.5による。
8
B 1251:2018
表8−皿ばね座金2種軽負荷用(軽荷重用)の形状・寸法
単位 mm
呼びa)
内径d b),c)
外径D d)
軽荷重用(軽負荷用)(2L)
厚さt
自由高さ
(参考)H0
圧縮試験後の
自由高さHf
(最小)e)
試験力
(荷重)
(kN)
基準寸法
許容差
基準寸法
許容差
基準寸法
許容差
4
4.3
+0.20
0
7.5
0
−0.25
0.7
±0.035
0.70
0.60
1.77
5
5.3
+0.20
0
9.0
0
−0.25
0.85
±0.040
0.85
0.70
2.94
6
6.4
+0.25
0
10.5
0
−0.30
0.95
±0.040
0.95
0.80
4.12
8
8.4
+0.25
0
13.5
0
−0.30
1.30
±0.050
1.30
1.10
7.45
10
10.5
+0.30
0
16.5
0
−0.30
1.60
±0.060
1.60
1.35
11.8
12
13.0
+0.30
0
19.0
0
−0.40
1.75
±0.065
1.75
1.45
17.7
(14)
15.0
+0.30
0
22.0
0
−0.40
2.00
±0.070
2.00
1.70
23.5
16
17.0
+0.30
0
25.0
0
−0.40
2.30
±0.080
2.30
1.90
32.4
(18)
19.0
+0.35
0
28.0
0
−0.40
2.60
±0.090
2.60
2.15
39.2
20
21.0
+0.35
0
31.0
0
−0.50
2.80
±0.100
2.80
2.40
49.0
(22)
23.0
+0.35
0
34.0
0
−0.50
3.20
±0.100
3.20
2.65
61.8
24
25.0
+0.35
0
37.0
0
−0.50
3.50
±0.100
3.50
3.00
71.6
(27)
28.0
+0.35
0
41.0
0
−0.50
3.80
±0.100
3.80
3.30
93.2
30
31.0
+0.40
0
46.0
0
−0.50
4.30
±0.110
4.30
3.60
118
注a) 呼びに括弧を付けた皿ばね座金は,使用しないのが望ましい。
b) 内径dの基準寸法は,JIS B 1001の1級と一致する。
c) 内径dは,12.2.2による最小値とする。
d) 外径Dは,12.2.2による最大値とする。
e) 試験内容は,12.2.3及び12.2.5による。
9
B 1251:2018
表9−皿ばね座金2種重負荷用(重荷重用)の形状・寸法
単位 mm
呼びa)
内径d b),c)
外径D d)
重荷重用(重負荷用)(2H)
厚さt
自由高さ
(参考)H0
圧縮試験後の
自由高さHf
(最小)e)
試験力
(荷重)
(kN)
基準寸法
許容差
基準寸法
許容差
基準寸法
許容差
4
4.3
+0.20
0
7.5
0
−0.25
0.8
±0.050
0.95
0.90
3.53
5
5.3
+0.20
0
9.0
0
−0.25
1.0
±0.055
1.20
1.10
5.88
6
6.4
+0.25
0
10.5
0
−0.30
1.2
±0.065
1.40
1.30
8.24
8
8.4
+0.25
0
13.5
0
−0.30
1.4
±0.070
1.75
1.50
14.7
10
10.5
+0.30
0
16.5
0
−0.30
1.8
±0.085
2.20
1.95
23.5
12
13.0
+0.30
0
19.0
0
−0.40
2.0
±0.090
2.50
2.15
34.3
(14)
15.0
+0.30
0
22.0
0
−0.40
2.2
±0.100
2.80
2.40
47.1
16
17.0
+0.30
0
25.0
0
−0.40
2.5
±0.100
3.30
2.70
63.7
(18)
19.0
+0.35
0
28.0
0
−0.40
3.0
±0.110
3.75
3.20
78.5
20
21.0
+0.35
0
31.0
0
−0.50
3.5
±0.110
4.25
3.70
98.1
(22)
23.0
+0.35
0
34.0
0
−0.50
4.0
±0.140
4.80
4.20
123
24
25.0
+0.35
0
37.0
0
−0.50
4.5
±0.140
5.30
4.70
142
(27)
28.0
+0.35
0
41.0
0
−0.50
5.0
±0.140
5.90
5.25
186
注a) 呼びに括弧を付けた皿ばね座金は,使用しないのが望ましい。
b) 内径dの基準寸法は,JIS B 1001の1級と一致する。
c) 内径dは,12.2.2による最小値とする。
d) 外径Dは,12.2.2による最大値とする。
e) 試験内容は,12.2.3及び12.2.5による。
10
B 1251:2018
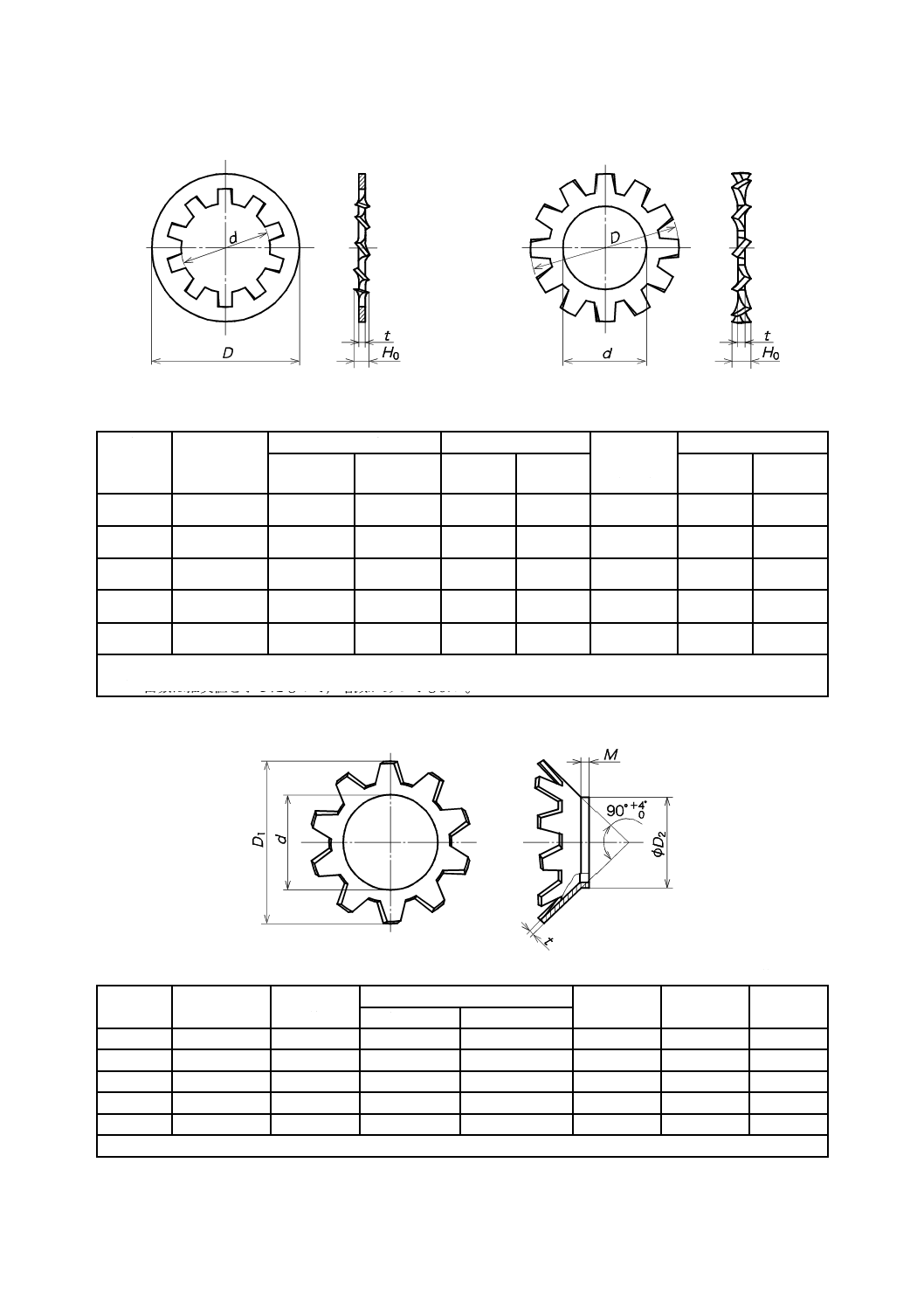
表10−歯付き座金(内歯形,外歯形)の形状・寸法
単位 mm
呼びa)
内径d b)
外径D c)
厚さt
自由高さ
H0
(約2t)
歯数d)
基準寸法
許容差
基準寸法
許容差
基準寸法
許容差
内歯形
外歯形
2
2.2
+0.2
0
4.8
0
−0.3
0.30
±0.025
0.6
7
−
2.5
2.7
+0.2
0
5.7
0
−0.3
0.30
±0.025
0.6
7
−
3
3.2
+0.2
0
6.5
0
−0.4
0.45
±0.035
0.9
8
8
(3.5)
3.7
+0.2
0
7.5
0
−0.4
0.45
±0.035
0.9
8
8
4
4.3
+0.2
0
8.5
0
−0.4
0.45
±0.035
0.9
8
9
(4.5)
4.8
+0.2
0
9.5
0
−0.4
0.50
±0.035
1.0
8
9
5
5.3
+0.2
0
10
0
−0.4
0.60
±0.040
1.2
8
10
6
6.4
+0.3
0
11
0
−0.5
0.60
±0.040
1.2
9
12
(7)
7.4
+0.3
0
13
0
−0.5
0.80
±0.050
1.6
9
12
8
8.4
+0.3
0
15
0
−0.5
0.80
±0.050
1.6
9
12
10
10.5
+0.4
0
18
0
−0.5
0.90
±0.050
1.8
9
12
12
12.5
+0.4
0
21
0
−0.6
1.00
±0.055
2.0
10
12
(14)
14.5
+0.4
0
23
0
−0.6
1.00
±0.055
2.0
10
12
16
16.5
+0.4
0
26
0
−0.6
1.20
±0.065
2.4
12
14
(18)
19.0
+0.5
0
29
0
−0.6
1.20
±0.065
2.4
12
14
20
21.0
+0.5
0
32
0
−0.8
1.40
±0.070
2.8
12
14
(22)
23.0
+0.5
0
35
0
−0.8
1.40
±0.070
2.8
14
16
24
25.0
+0.5
0
38
0
−0.8
1.60
±0.080
3.2
14
16
注a) 呼びに括弧を付けた歯付き座金は,使用しないのが望ましい。
b) 内径dは,12.2.2による最小値とする。
c) 外径Dは,12.2.2による最大値とする。
d) 歯数は推奨値を示したもので,増減があってもよい。
11
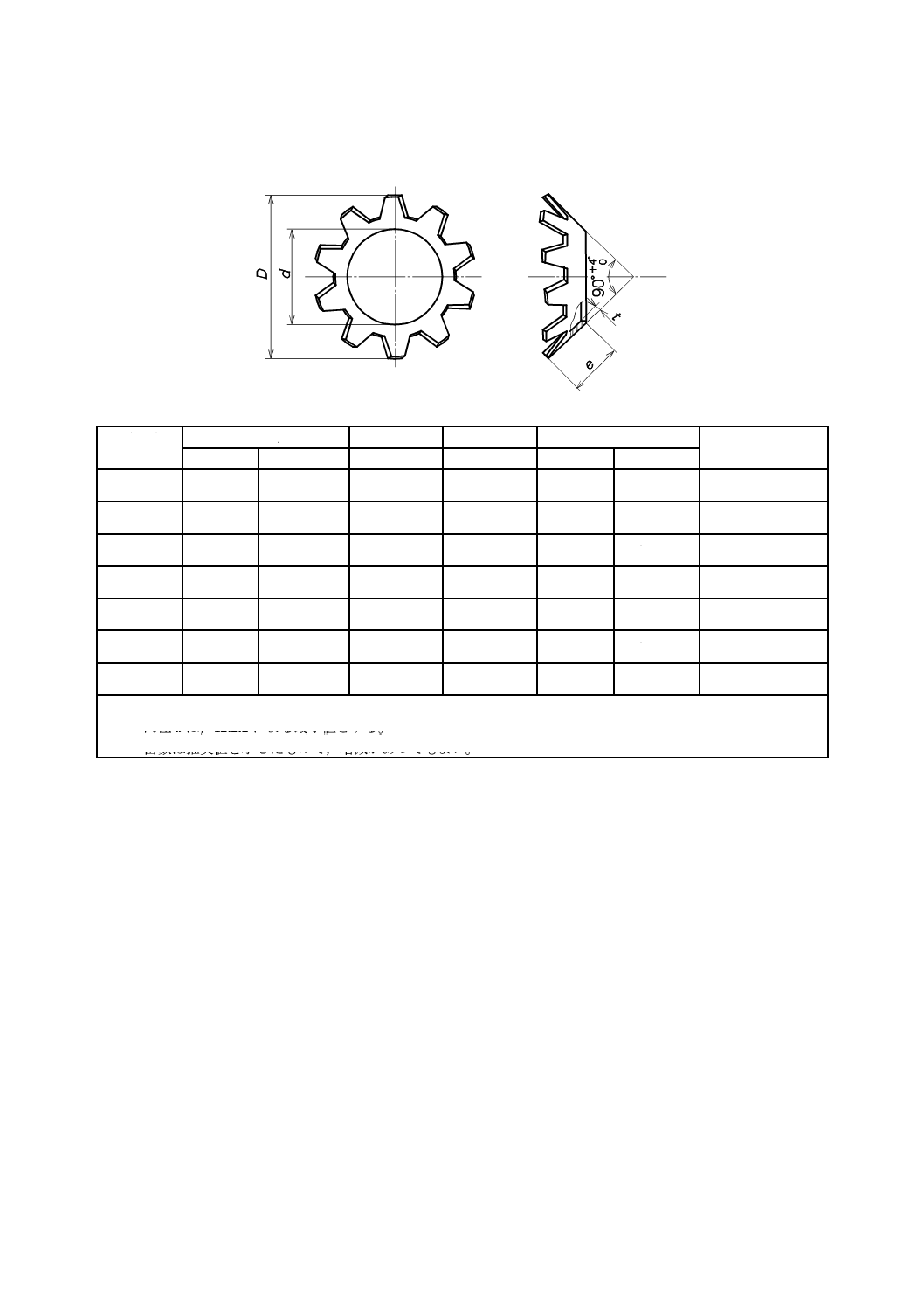
B 1251:2018
表11−歯付き座金(皿形)の形状・寸法
皿形(C)
単位 mm
呼びa)
内径d b)
外径D
幅e
厚さt
歯数c)
基準寸法
許容差
約
最大
基準寸法
許容差
3
3.2
+0.2
0
6
1.8
0.4
±0.030
8
(3.5)
3.7
+0.2
0
7
2.1
0.4
±0.030
8
4
4.3
+0.2
0
8
2.5
0.4
±0.030
8
(4.5)
4.8
+0.2
0
9
2.7
0.5
±0.035
9
5
5.3
+0.2
0
10
3.1
0.5
±0.035
9
6
6.4
+0.3
0
12
3.8
0.5
±0.035
10
8
8.4
+0.3
0
16
5.1
0.6
±0.040
12
注a) 呼びに括弧を付けた歯付き座金は,使用しないのが望ましい。
b) 内径dは,12.2.2による最小値とする。
c) 歯数は推奨値を示したもので,増減があってもよい。
12
B 1251:2018
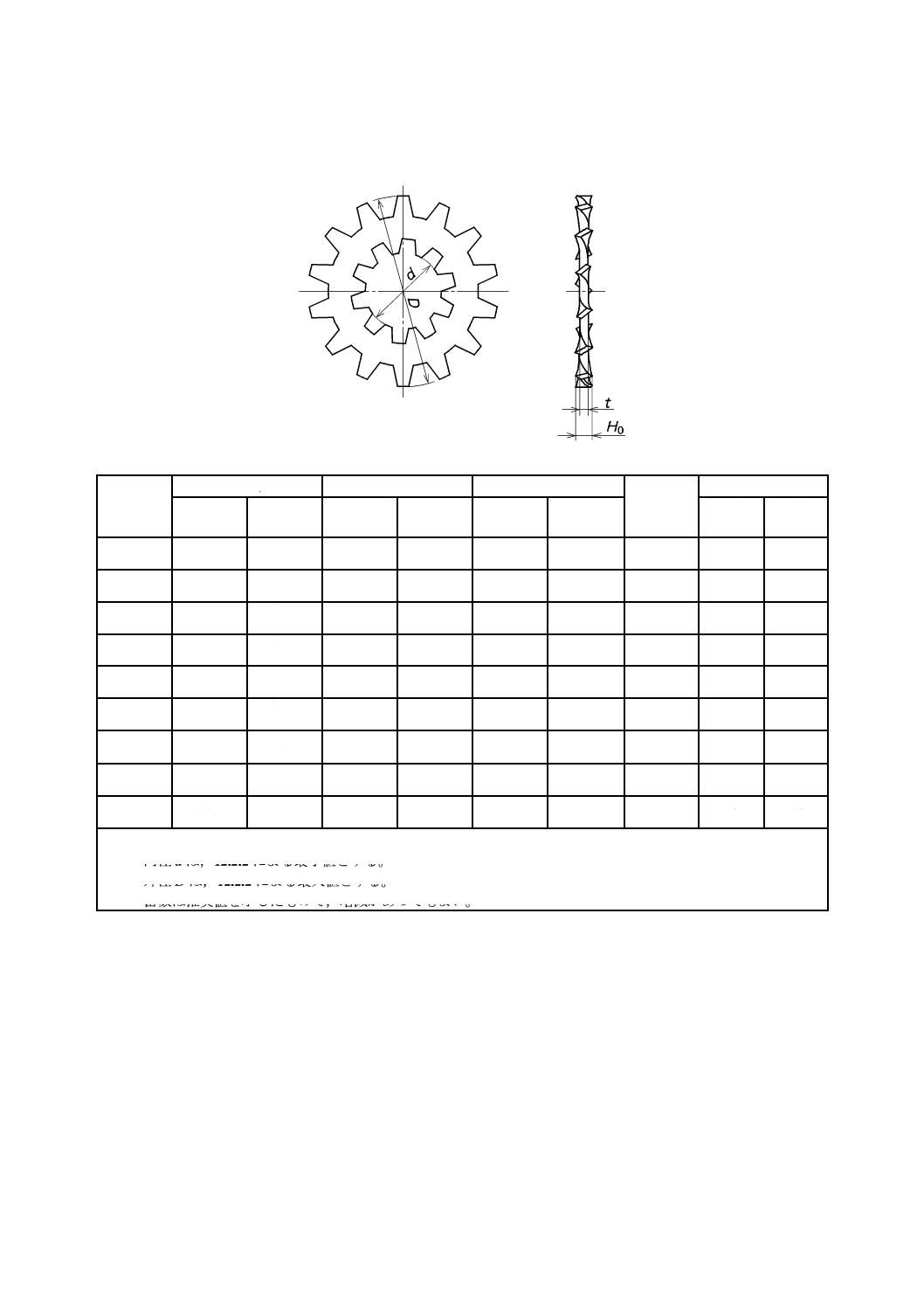
表12−歯付き座金(内外歯形)の形状・寸法
内外歯形(AB)
単位 mm
呼びa)
内径d b)
外径D c)
厚さt
自由高さ
H0
(約2t)
歯数d)
基準寸法
許容差
基準寸法
許容差
基準寸法
許容差
内歯
外歯
4
4.3
+0.2
0
15.0
0
−0.5
0.6
±0.040
1.2
8
12
(4.5)
4.8
+0.2
0
15.0
0
−0.5
0.6
±0.040
1.2
8
12
5
5.3
+0.2
0
15.0
0
−0.5
0.6
±0.040
1.2
8
12
6
6.4
+0.3
0
17.5
0
−0.5
0.8
±0.050
1.6
9
12
8
8.4
+0.3
0
22.5
0
−0.6
0.9
±0.050
1.8
9
12
10
10.5
+0.4
0
26.0
0
−0.6
1.0
±0.055
2.0
9
14
12
12.5
+0.4
0
29.0
0
−0.6
1.0
±0.055
2.0
10
14
(14)
14.5
+0.4
0
32.0
0
−0.8
1.2
±0.065
2.4
10
14
16
16.5
+0.4
0
35.0
0
−0.8
1.4
±0.070
2.8
12
16
注a) 呼びに括弧を付けた歯付き座金は,使用しないのが望ましい。
b) 内径dは,12.2.2による最小値とする。
c) 外径Dは,12.2.2による最大値とする。
d) 歯数は推奨値を示したもので,増減があってもよい。
13
B 1251:2018
表13−波形ばね座金の形状・寸法
単位 mm
呼びa)
内径d b)
幅b c)
厚さt
外径
D
(最大)
自由高さ
H0
(約1.5 t)
圧縮試験後の
自由高さHf
(最小)d)
試験力
(荷重)
(kN)
基準寸法 許容差 基準寸法 許容差 基準寸法 許容差
鋼製 ステンレス
鋼製
2.5
2.6
+0.3
0
1.0
±0.10
0.6
±0.10
5.2
0.90
0.72
0.66
1.37
3
3.1
+0.3
0
1.3
±0.10
0.7
±0.10
6.3
1.05
0.84
0.77
2.06
(3.5)
3.6
+0.3
0
1.3
±0.10
0.7
±0.10
6.8
1.05
0.84
0.77
2.74
4
4.1
+0.3
0
1.5
±0.10
0.8
±0.10
7.7
1.20
0.96
0.88
3.53
5
5.1
+0.3
0
1.8
±0.10
1.0
±0.10
9.4
1.50
1.20
1.10
5.88
6
6.1
+0.4
0
2.5
±0.15
1.2
±0.10
11.9
1.80
1.44
1.32
8.24
8
8.2
+0.4
0
3.0
±0.15
1.6
±0.10
15.0
2.40
1.92
1.76
14.7
10
10.2
+0.6
0
3.5
±0.20
1.8
±0.15
18.4
2.70
2.16
1.98
23.5
12
12.2
+0.8
0
4.0
±0.20
2.1
±0.15
21.6
3.15
2.52
2.31
34.3
(14)
14.2
+0.8
0
4.5
±0.20
2.4
±0.15
24.6
3.60
2.88
2.64
47.1
16
16.2
+1.0
0
5.0
±0.20
2.8
±0.20
27.8
4.20
3.36
3.08
63.7
(18)
18.2
+1.0
0
5.5
±0.20
3.0
±0.20
30.6
4.50
3.60
3.30
78.5
20
20.2
+1.2
0
6.0
±0.20
3.2
±0.20
33.8
4.80
3.84
3.52
98.1
(22)
22.5
+1.2
0
6.5
±0.20
3.5
±0.20
37.1
5.30
4.20
3.85
122
24
24.5
+1.2
0
7.0
±0.25
3.8
±0.25
40.2
5.70
4.56
4.18
142
27
27.5
+1.2
0
7.0
±0.25
4
±0.25
43.0
6.00
4.80
4.40
186
注a) 呼びに括弧を付けた波形ばね座金は,使用しないのが望ましい。
b) 内径dは,12.2.2による最小値とする。
c) 外径Dは,12.2.2による最大値とする。
d) 試験内容は,12.2.3及び12.2.5による。
e) r≒t/4
14
B 1251:2018
6
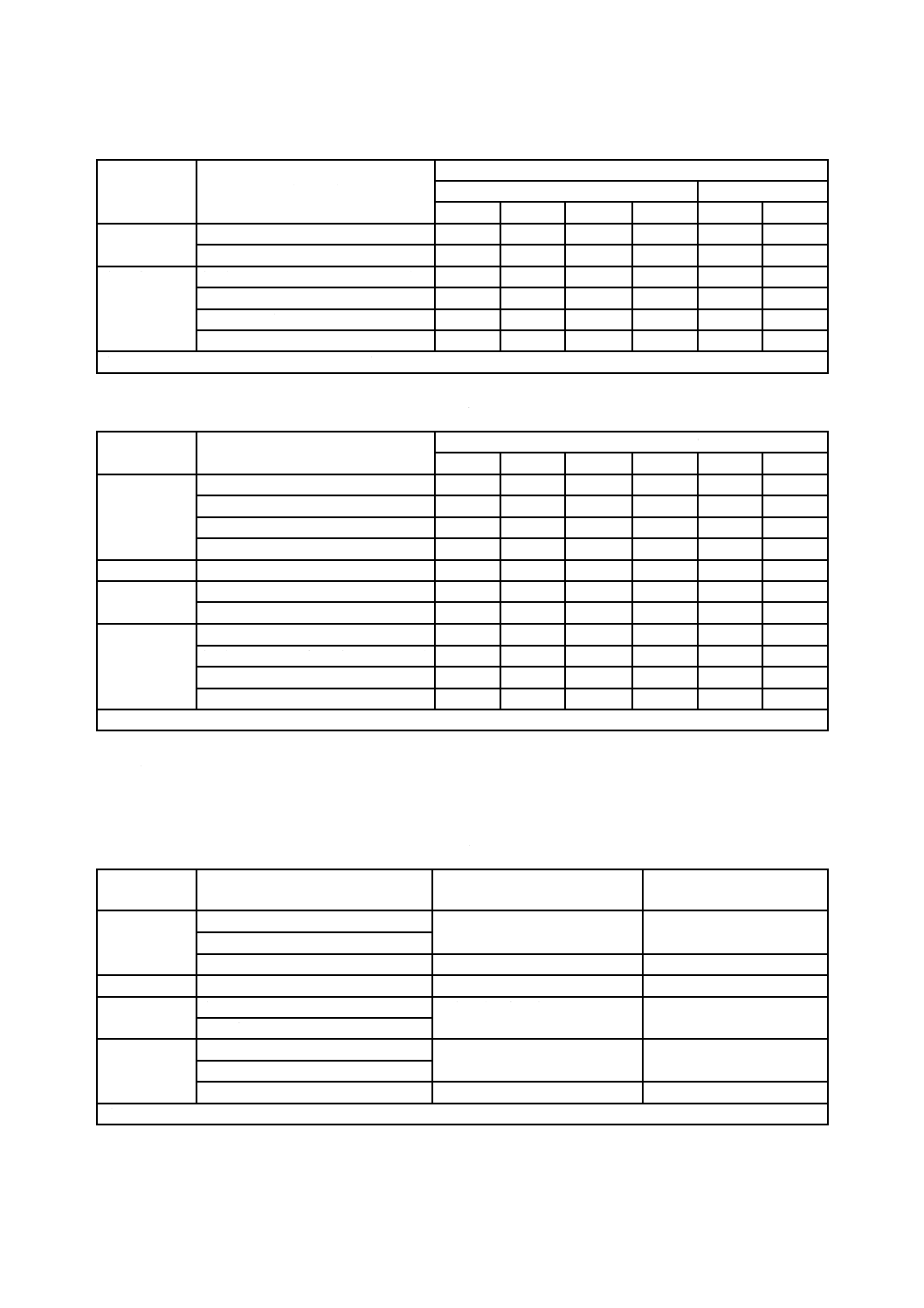
材料
座金の材料は,表14による。表14に示す○印は,種類ごとの推奨材料を示し,あり得ない組合せの材
料は斜線で示す。この表以外の材料を使用する場合は,受渡当事者間の協定による。
表14−座金の材料
座金の種類
座金の材料
材料の規格番号
JIS
G 3311
JIS
G 3506
JIS
G 3521
JIS
G 4308
JIS
G 4802
JIS
H 3110
JIS
H 3270
S50CM
S55CM
S60CM
S65CM
S70CM
SK85M
SWRH57A
SWRH57B
SWRH62A
SWRH62B
SWRH67A
SWRH67B
SWRH72A
SWRH72B
SWRH77A
SWRH77B
SW-A
SW-B
SW-C
SUS304
SUS305
SUS316
S50C-CSP
S55C-CSP
S60C-CSP
S65C-CSP
S70C-CSP
SK85-CSP
C5191P-H
C5191W
ばね座金
鋼
○
○
ステンレス鋼
○
りん青銅
○
皿ばね座金 鋼
○
○
歯付き座金 鋼
○
○
りん青銅
○
波形ばね
座金
鋼
○
○
ステンレス鋼
○
りん青銅
○
7
硬さ
座金の硬さは,表15及び表16による。試験方法は,12.2.4による。表15及び表16の○印は,座金の
種類ごとの硬さを示す。この表以外の硬さを使用する場合は,受渡当事者間の協定による。座金が鋼製の
場合は,実用脱炭層深さは,厚さtの10 %以下(最小0.1 mm以下)とする。脱炭層の深さを管理する方
法については,受渡当事者間の協定による。
表15−座金の硬さ:ロックウェル硬さの場合
座金の種類
座金の材料
(熱処理)
ロックウェル硬さ
HRC
HRB
34以上
40〜48
40〜50
42〜50
85以上
90以上
ばね座金
鋼(焼入焼戻し又はオーステンパ)a)
○
鋼(パテンチング材+低温焼なまし)
○
ステンレス鋼
○
りん青銅
○
皿ばね座金
鋼
○
注a) 素材にパテンチング材を使用する場合がある。
15
B 1251:2018
表15−座金の硬さ:ロックウェル硬さの場合(続き)
座金の種類
座金の材料
(熱処理)
ロックウェル硬さ
HRC
HRB
34以上
40〜48
40〜50
42〜50
85以上
90以上
歯付き座金
鋼
○
りん青銅
○
波形ばね座金 鋼(焼入焼戻し又はオーステンパ)a)
○
鋼(パテンチング材+低温焼なまし)
○
ステンレス鋼
○
りん青銅
○
注a) 素材にパテンチング材を使用する場合がある。
表16−座金の硬さ:ビッカース硬さの場合
座金の種類
座金の材料
(熱処理)
ビッカース硬さ HV
164以上 192以上 336以上 392〜484 392〜513 412〜513
ばね座金
鋼(焼入焼戻し又はオーステンパ)a)
○
鋼(パテンチング材+低温焼なまし)
○
ステンレス鋼
○
りん青銅
○
皿ばね座金
鋼
○
歯付き座金
鋼
○
りん青銅
○
波形ばね座金 鋼(焼入焼戻し又はオーステンパ)a)
○
鋼(パテンチング材+低温焼なまし)
○
ステンレス鋼
○
りん青銅
○
注a) 素材にパテンチング材を使用する場合がある。
8
ばね作用
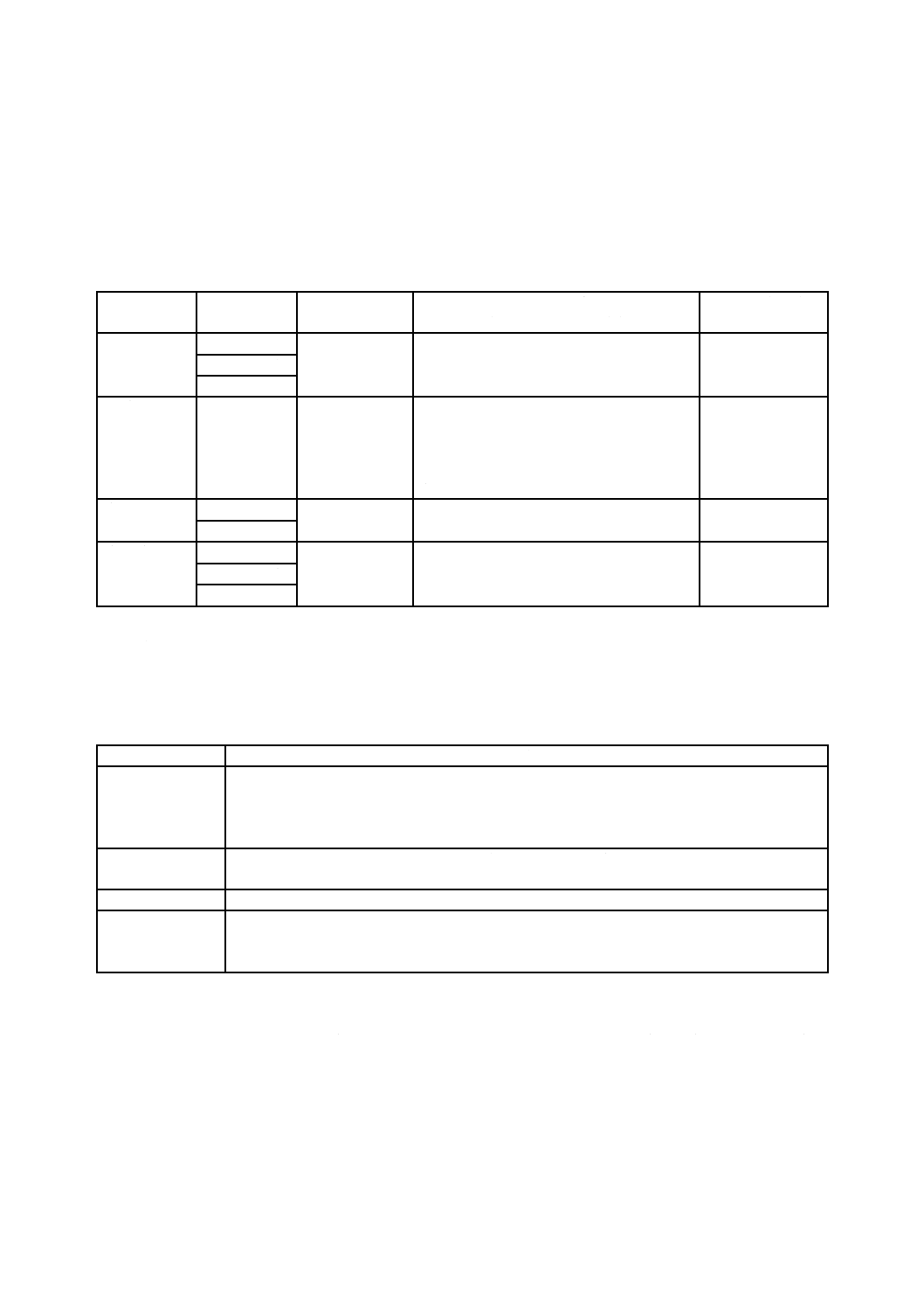
座金のばね作用は,12.2.5の試験後の自由高さで判定し,その基準は,表17による。
表17−ばね作用
座金の種類
座金の材料
(熱処理)
ばね作用の判定基準
(試験後の自由高さ)
試験力(荷重)
ばね座金
鋼
表4又は表5による。
表4又は表5による。
ステンレス鋼
りん青銅a)
−
−
皿ばね座金
鋼
表6〜表9による。
表6〜表9による。
歯付き座金
鋼
試験前の自由高さの5/6以上
表21による。
りん青銅
波形ばね座金 鋼
表13による。
表13による。
ステンレス鋼
りん青銅a)
−
−
注a) りん青銅製のばね座金及び波形ばね座金のばね作用は受渡当事者間の協定による。
16
B 1251:2018
9
粘り強さ
ばね座金,歯付き座金及び波形ばね座金の粘り強さは,12.2.6の試験後の製品の状態で判定し,その基
準は,表18による。また,皿ばね座金の粘り強さは,12.2.7の試験後の製品の外観状態で判断し,その基
準は,表18による。
表18−粘り強さ
座金の種類
座金の材料
ねじり試験方法
粘り強さの判定基準
(試験後の座金の状態)
試験力(荷重)
ばね座金
鋼
表22及び表23
による。
12.2.6によって試験したとき,ねじり角度が
90°未満で破損してはならない。
−
ステンレス鋼
りん青銅
皿ばね座金
鋼
−
12.2.7によって試験したとき,割れ及び亀裂
を生じてはならない。
なお,電気めっきを施さない座金は,受
渡当事者間の協定によって試験を省略して
もよい。
表6〜表9による。
歯付き座金
鋼
表22による。
12.2.6によって試験したとき,破損してはな
らない。
−
りん青銅
波形ばね座金 鋼
表22及び表24
による。
12.2.6によって試験したとき,ねじり角度が
90°未満で破損してはならない。
−
ステンレス鋼
りん青銅
10 外観
座金の外観は,表19による。
表19−座金の外観
座金の種類
外観
ばね座金
座金の表面は,滑らかで,割れ,使用上有害なきず,はだ荒れ,さびなどがなく,外周には鋭
い角があってはならない。また,座金の切口には著しいかえりがなく,切口の隙間及び角度は,
座金を全圧縮したとき重なることがなく2個以上の座金が鎖状につながらない程度でなければ
ならない。
皿ばね座金
座金の表面は,滑らかで,割れ,使用上有害なきず,はだ荒れ,さびなどがなく,内外周には
鋭い角があってはならない。
歯付き座金
座金の表面は,滑らかで,割れ,使用上有害なきず,はだ荒れ,さびなどがあってはならない。
波形ばね座金
座金の表面は,滑らかで,割れ,使用上有害なきず,はだ荒れ,さびなどがなく,外周には鋭
い角があってはならない。また,座金の切口には著しいかえり,食い違いがあってはならない。
なお,座金の切口の位置は,ねじ締付け方向に対して波形の上り側になければならない。
11 表面処理
座金には,一般に,表面処理は施さないが,電気めっきその他の表面処理を施す場合は,受渡当事者間
の協定による。
なお,電気めっきを施した鋼製の座金は,もろさ除去の処理を行わなければならない。ただし,パテン
チング処理材を用い,焼入焼戻し又はオーステンパ処理を行わず,冷間線引き加工及び低温焼なましによ
って強度を付与している場合は,もろさ除去の処理を省略してもよい。
17
B 1251:2018
12 試験
12.1 試験機器
試験機器は,次による。
a) JIS B 7184に規定する測定投影機
b) JIS B 7502に規定するマイクロメータ
c) JIS B 7503に規定するダイヤルゲージ
d) JIS B 7507に規定するノギス
e) JIS B 7513に規定する精密定盤
f)
JIS B 7533に規定するてこ式ダイヤルゲージ
g) JIS B 7738に適合する試験機
h) 画像測定機
i)
テーパーゲージ
12.2 測定手順
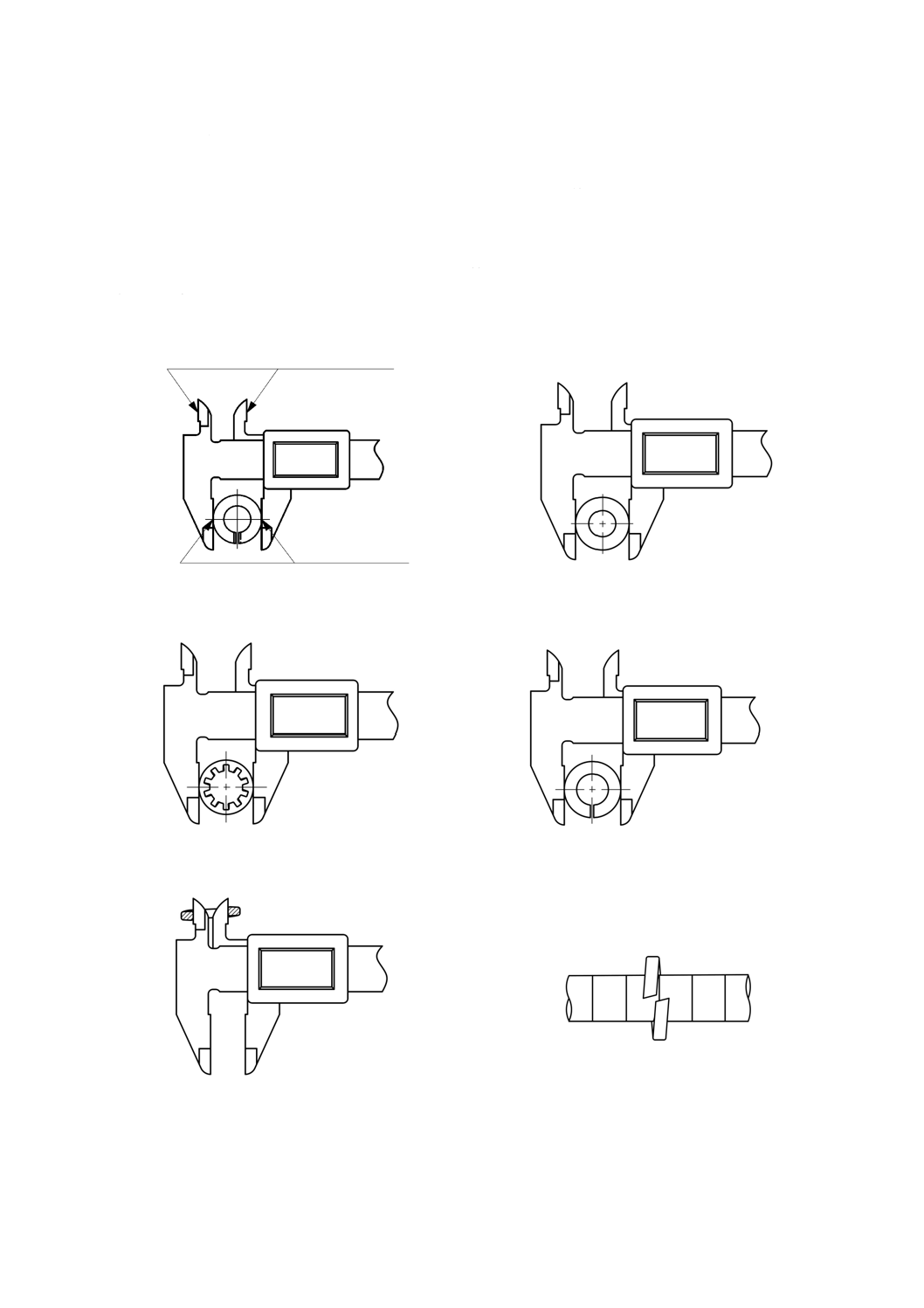
12.2.1 厚さ
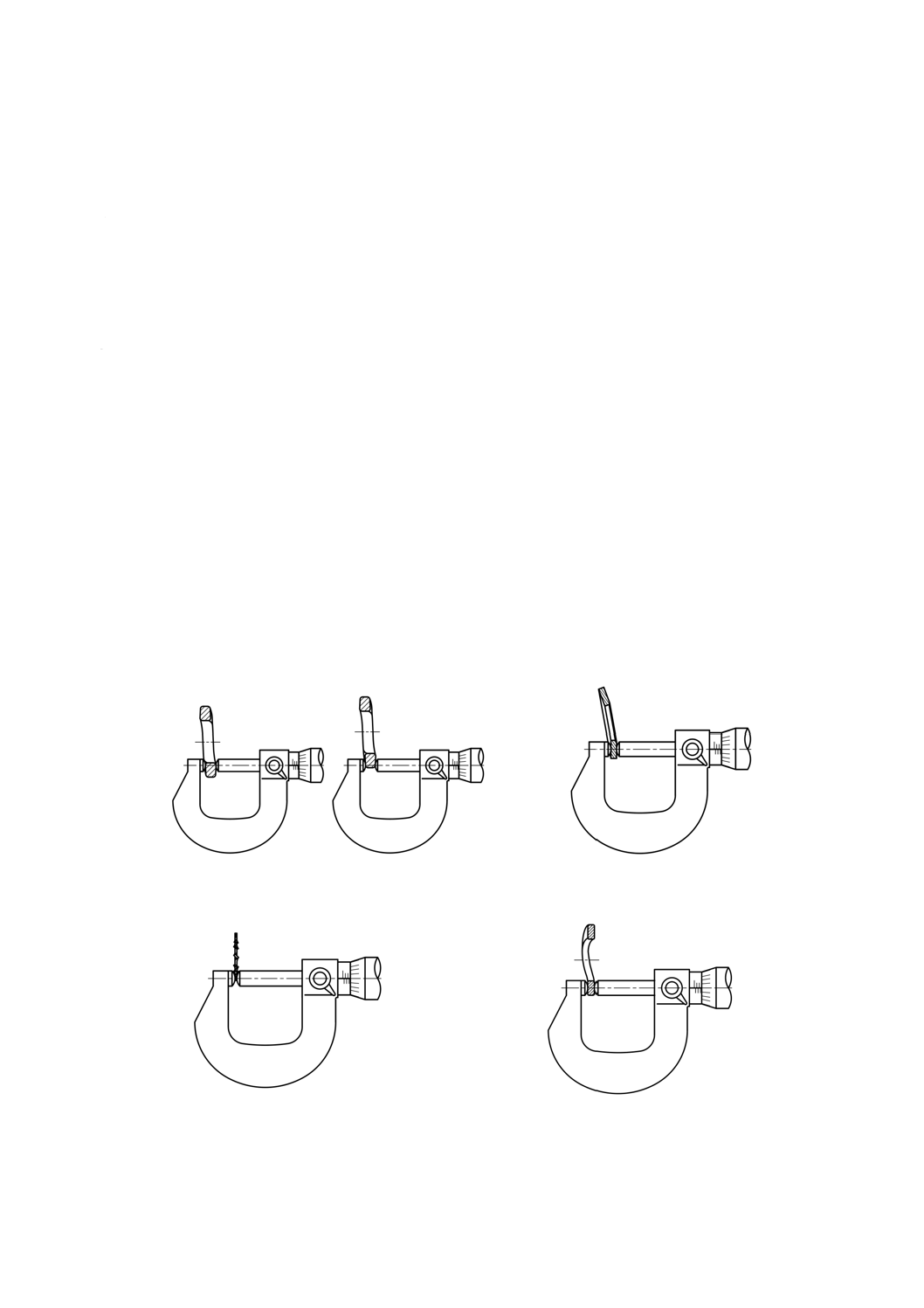
ばね座金の厚さの測定は,図1左図及び右図のように内径側及び外径側の厚さを外側マイクロメータに
よって測定し,その平均値を厚さとする。皿ばね座金,歯付き座金及び波形ばね座金の厚さの測定は,図
2〜図4のように内径及び外径のほぼ中央の厚さを外側マイクロメータによって測定する。1個当たりの測
定箇所は,任意の1か所とし,2か所以上の測定を行う場合は,受渡当事者間の協定による。厚さの測定
に用いる外側マイクロメータのアンビル及びスピンドルは,図1〜図4のように球面のものが望ましい。
特に,測定部位の曲率が大きい座金を測定する場合には,測定誤差が大きくなるため注意が必要である。
図1−ばね座金の厚さ測定方法例
図2−皿ばね座金の厚さ測定方法例
図3−歯付き座金の厚さ測定方法例
図4−波形ばね座金の厚さ測定方法例
18
B 1251:2018
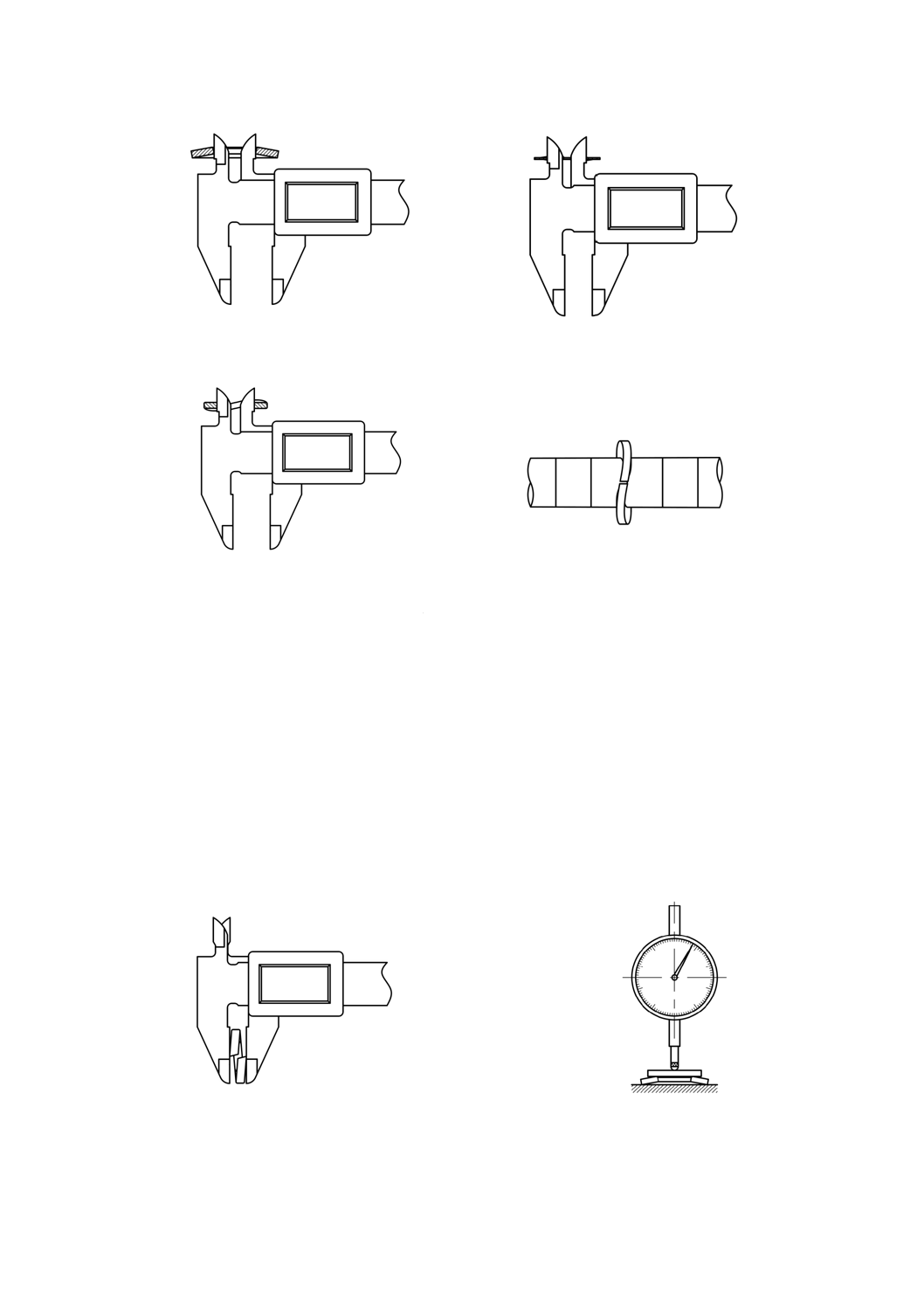
12.2.2 外径及び内径
外径は,図5〜図8のようにノギスの外側用ジョウを座金の軸線と平行に接触させて測定する。内径は,
図9 a)及び図10〜図12 a)のようにノギスの内側用ジョウを座金の軸線と平行に接触させて測定する。いず
れも全周の3か所以上測定し,外径はその最大値を,内径はその最小値を測定値とする。投影機又は画像
測定機によって,外径又は内径の測定を行う場合,内径は内接円径を,外径は外接円径を測定値とする。
また,内径については,図9 b)及び図12 b)のように円筒テーパーゲージ又は円すいテーパーゲージを用い
て合否を判定してもよい。
図5−ばね座金の外径測定方法例
図6−皿ばね座金の外径測定方法例
図7−歯付き座金の外径測定方法例
図8−波形ばね座金の外径測定方法例
a) ノギスによる測定例
b) 円筒テーパーゲージ又は
円すいテーパーゲージによる測定例
図9−ばね座金の内径測定方法例
外側用ジョウ
内側用ジョウ
19
B 1251:2018
図10−皿ばね座金の内径測定方法例
図11−歯付き座金の内径測定方法例
a) ノギスによる測定例
b) 円筒テーパーゲージ又は
円すいテーパーゲージによる測定例
図12−波形ばね座金の内径測定方法例
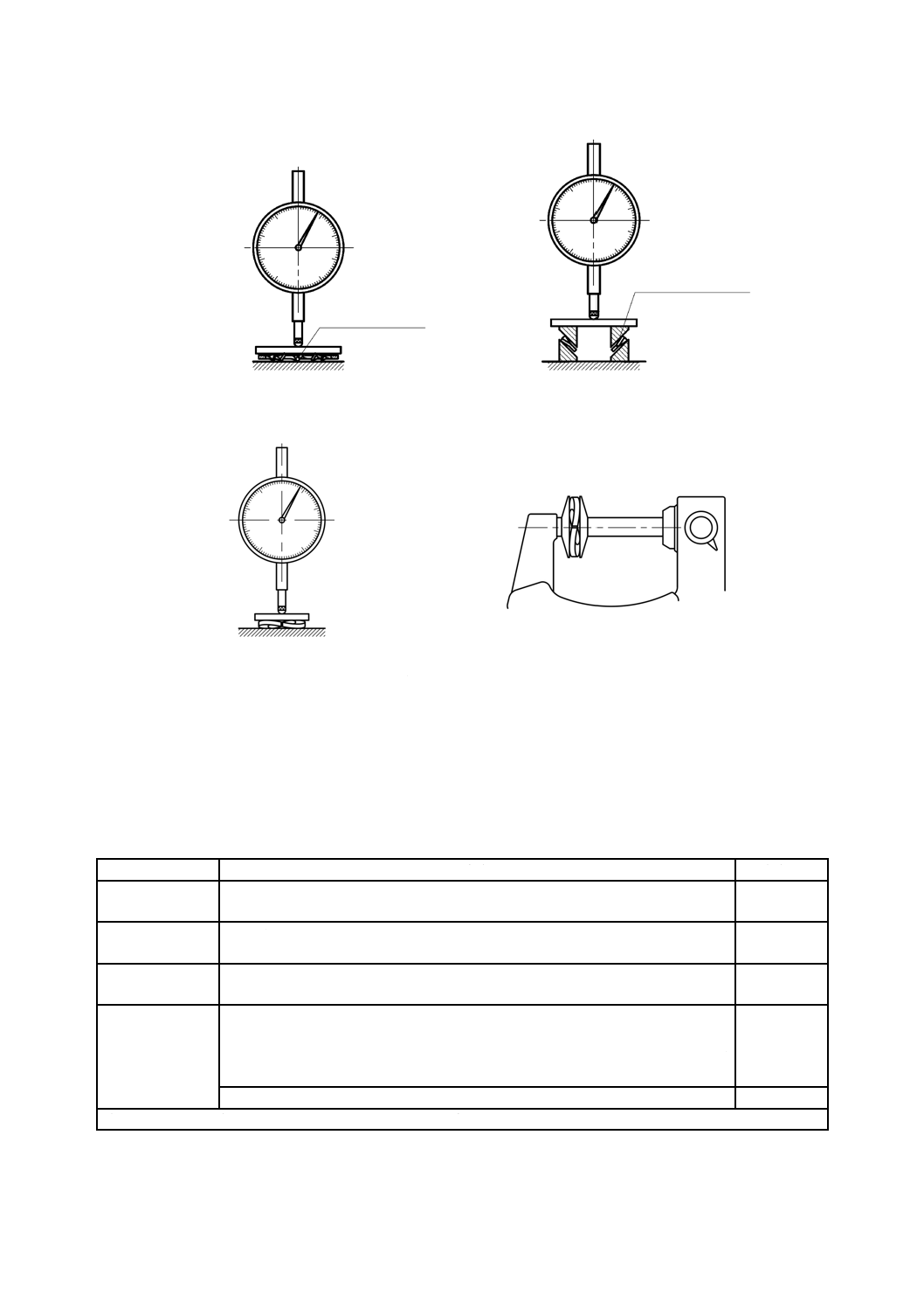
12.2.3 自由高さ
ばね座金の自由高さは,図13のようにノギスの外側用ジョウを座金の軸線と直角に接触させて測定する。
また,皿ばね座金,歯付き座金(皿形を除く。)及び波形ばね座金の自由高さは,それぞれ,図14〜図16
のように定盤上に置き,座金の上に板を載せ,ダイヤルゲージ又はてこ式ダイヤルゲージを用いて座金の
中心の自由高さを測定する。皿形歯付き座金の自由高さは,90°の円すい形状の凸部又は凹部をもつ二つ
のジグに座金を挟み,他の座金と同様に座金の中心の自由高さを測定する。板は,適切な熱処理を施し,
両面研磨仕上げをした平滑なものを用いる。板の重さによって座金にたわみなどが生じる場合は,補正方
法などについて受渡当事者間の協定による。
図13−ばね座金の自由高さ測定方法例
図14−皿ばね座金の自由高さ測定方法例
20
B 1251:2018
図15−歯付き座金の自由高さ測定方法例
a) ダイヤルゲージによる測定例
b) 歯厚マイクロメータによる測定例
図16−波形ばね座金の自由高さ測定方法例
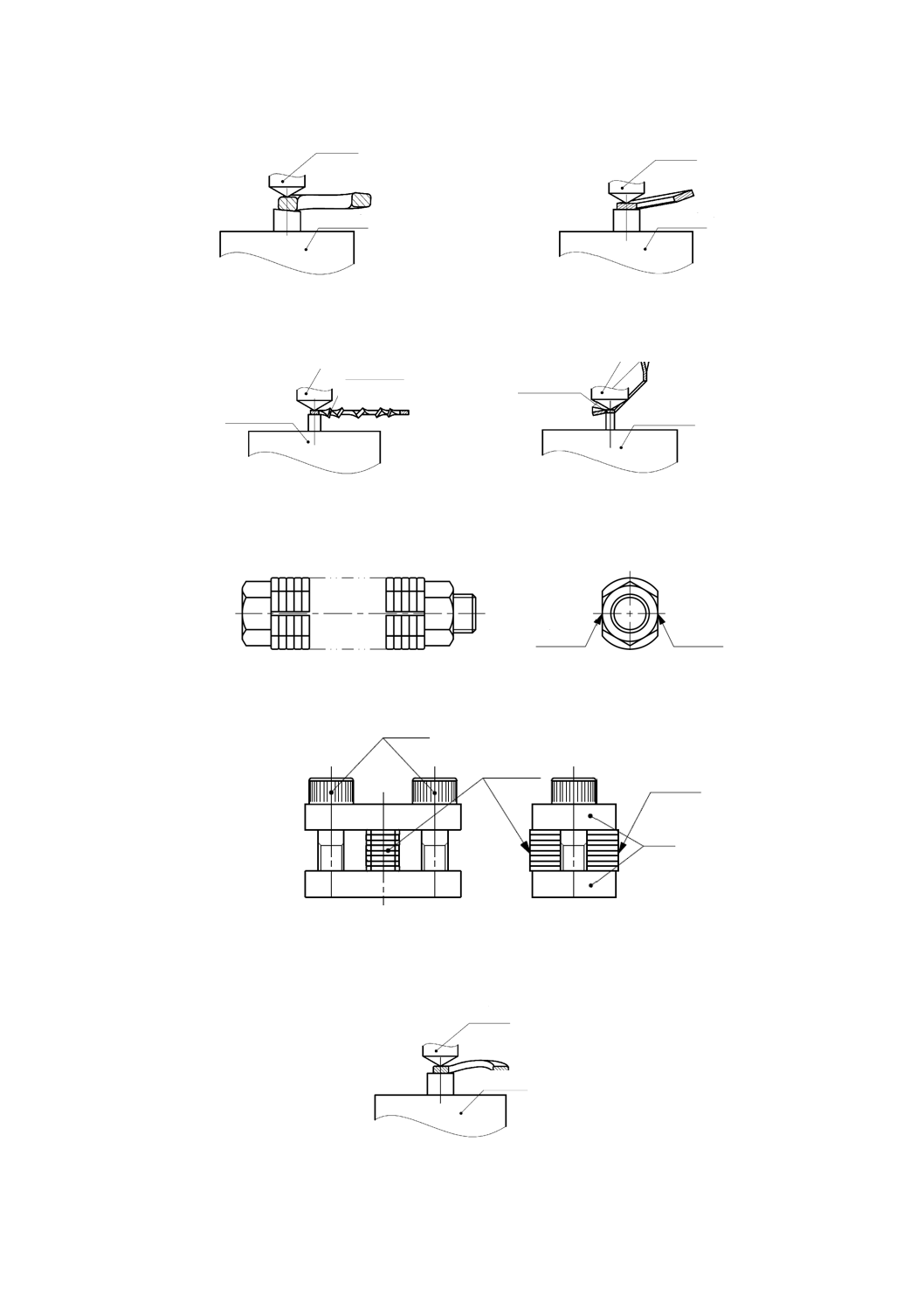
12.2.4 硬さ試験
硬さ試験は,表20による。また,著しい脱炭の傾向が見られる場合は,JIS G 0558によって測定する。
なお,座金の種類ごとの硬さ試験例を図17〜図21に示す。
表20−座金の硬さ試験
座金の種類
測定方法
測定方法例
ばね座金
JIS Z 2244又はJIS Z 2245によって行う。
なお,鋼製の座金硬さは,表面を軽く研削及び/又は研磨してから測定する。
図17
皿ばね座金
JIS Z 2244又はJIS Z 2245によって行う。
なお,鋼製の座金硬さは,表面を軽く研削及び/又は研磨してから測定する。
図18
歯付き座金
JIS Z 2244又はJIS Z 2245によって行う。
なお,鋼製の座金硬さは,表面を軽く研削及び/又は研磨してから測定する。
図19
波形ばね座金a)
座金の内径に適合するボルト及びナット又はこれらに準じるジグで測定しよう
とする座金の外径及び波形とを正しく合わせて締め付ける(20〜30個)。外周の
二面を平行に研削及び/又は研磨し面の硬さをJIS Z 2244,又はJIS Z 2245の硬
さ記号HR15Nによって測定する。
図20
座金をアンビルの上に固定し,直接硬さを測定する。
図21
注a) 座金の硬さ試験は,図20又は図21のいずれかの方法で行う。
皿形を除く
歯付き座金
歯付き座金(皿形)
21
B 1251:2018
図17−ばね座金の硬さ測定方法例
図18−皿ばね座金の硬さ測定方法例
a) 内歯形
b) 皿形
図19−歯付き座金の硬さ測定方法例
a) 大きい波形ばね座金の場合
b) 小さい波形ばね座金の場合
図20−波形ばね座金の硬さ測定方法例I
図21−波形ばね座金の硬さ測定方法例II
圧子
アンビル
座板
ボルト
座板
研削面又は
研磨面
研削面又は
研磨面
研削面又は
研磨面
研削面又は
研磨面
圧子
アンビル
歯付き座金
(内歯形)
圧子
アンビル
歯付き座金
(皿形)
圧子
アンビル
圧子
アンビル
22
B 1251:2018
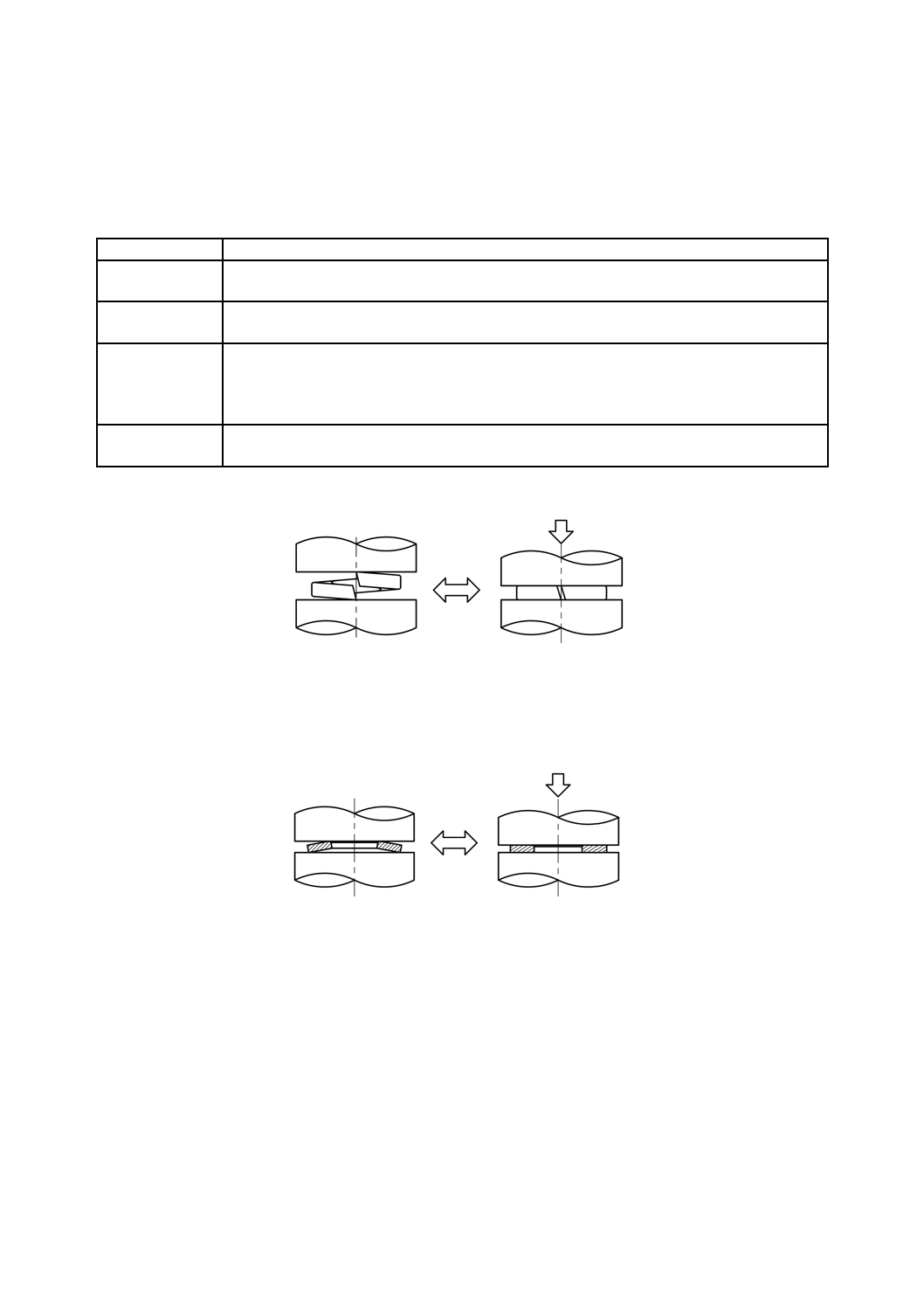
12.2.5 圧縮試験
座金の圧縮試験は,表21による。
表21−座金の圧縮試験方法
座金
圧縮試験の方法
ばね座金
図22に示すように荷重試験機にセットし,表4又は表5に規定する試験力(荷重)を約1秒負
荷する操作を連続3回繰り返した後,自由高さを測定する。
皿ばね座金
図23に示すように荷重試験機にセットし,表6〜表9に規定する試験力(荷重)を約1秒負荷
する操作を連続3回繰り返した後,自由高さを測定する。
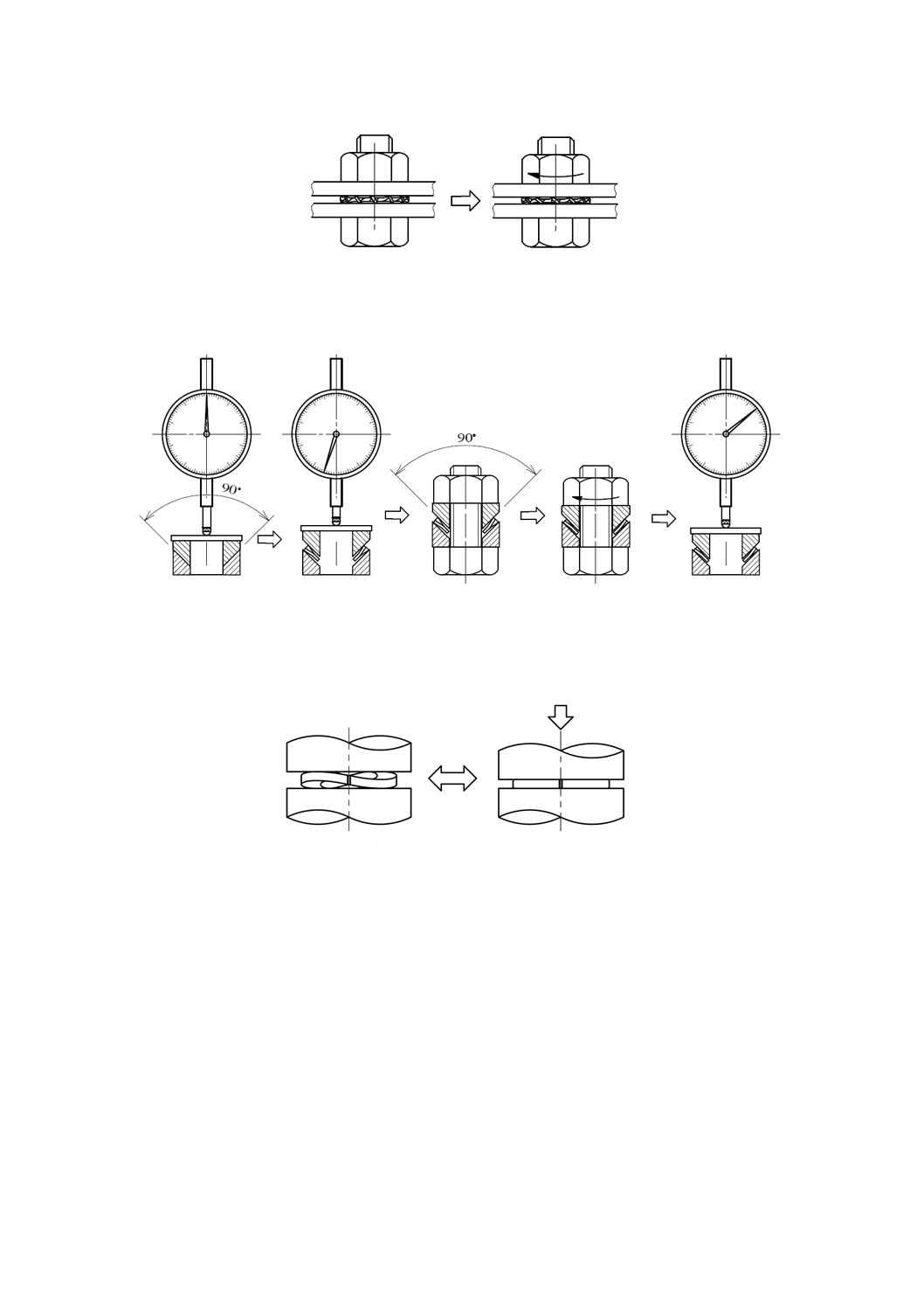
歯付き座金
試験前に座金の自由高さを測定し,次に,図24に示すように,鋼製座金は鋼板の間に,りん青
銅製座金は黄銅板の間に挟む。座金の呼びに相当するメートル並目ねじのボルト又は小ねじ及
びナットを用いて1/3回転圧縮した後,圧力を取り除いて座金の自由高さを測定して,この値
と試験前の自由高さとの比を調べる。
波形ばね座金
図25に示すように荷重試験機にセットし,表13に規定する試験力(荷重)を約1秒負荷する
操作を連続3回繰り返した後,自由高さを測定する。
図22−ばね座金の圧縮試験方法例
図23−皿ばね座金の圧縮試験方法例
セット状態
圧縮状態
試験力(荷重)
試験力(荷重)
セット状態
圧縮状態
23
B 1251:2018
a) 内歯形,外歯形及び内外歯形
b) 皿形
図24−歯付き座金の圧縮試験方法例
図25−波形ばね座金の圧縮試験方法例
12.2.6 ねじり試験
皿ばね座金を除く座金のねじり試験は,表22による。
セット状態
圧縮状態
試験力(荷重)
セット状態
圧縮状態
24
B 1251:2018
表22−座金のねじり試験方法
座金
ねじり試験の方法
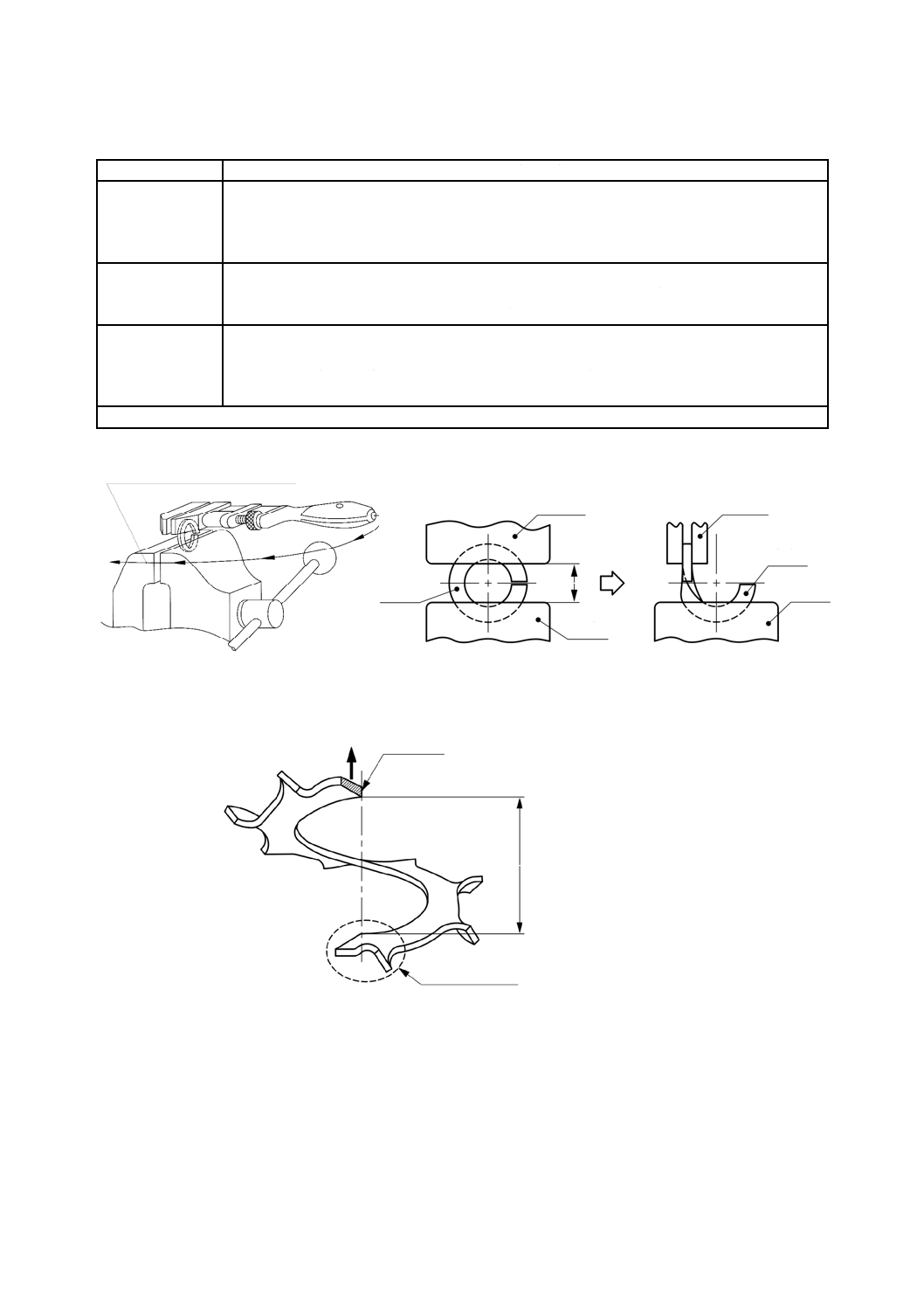
ばね座金
図26に示すように座金の切り口を真横にし,切り口を残してJIS B 4620又はJIS B 4621で規
定している万力に固定する。座金の上部をレンチで挟み,切り口と反対側の胴を軸として自由
高さが増す方向に回転させながら90°ねじる。この場合,万力及びレンチの角は,丸くなって
いてはならない。万力とレンチ挟み部との距離は,表23による。
歯付き座金
図27のように座金のリムを1か所切断し,一端を固定して,他端を引っ張る。切断面と切断面
との距離が,座金の内径dに等しい距離a)になるまでコイル状に広げる。
なお,リムを固定する場合,円周の1/4以上押さえ付けてはならない。
波形ばね座金
図26に示すように座金の切り口を真横にし,切り口を残してJIS B 4620又はJIS B 4621で規
定されている万力に固定する。座金の上部をレンチで挟み,切り口と反対側の胴を軸として自
由高さが増す方向に回転させながら90°ねじる。この場合,万力及びレンチの角は,丸くなっ
ていてはならない。万力とレンチ挟み部との距離は,表24による。
注a) 図27参照。
図26−ばね座金及び波形ばね座金のねじり試験方法例
注a) 表22参照。
図27−歯付き座金のねじり試験方法例
引っ張る
切断面
固定する
内径dに等しい距離a)
セット状態
90°ねじった状態
レンチ
万力
座金
座金
万力
レンチ
I
自由高さが増す方向
25
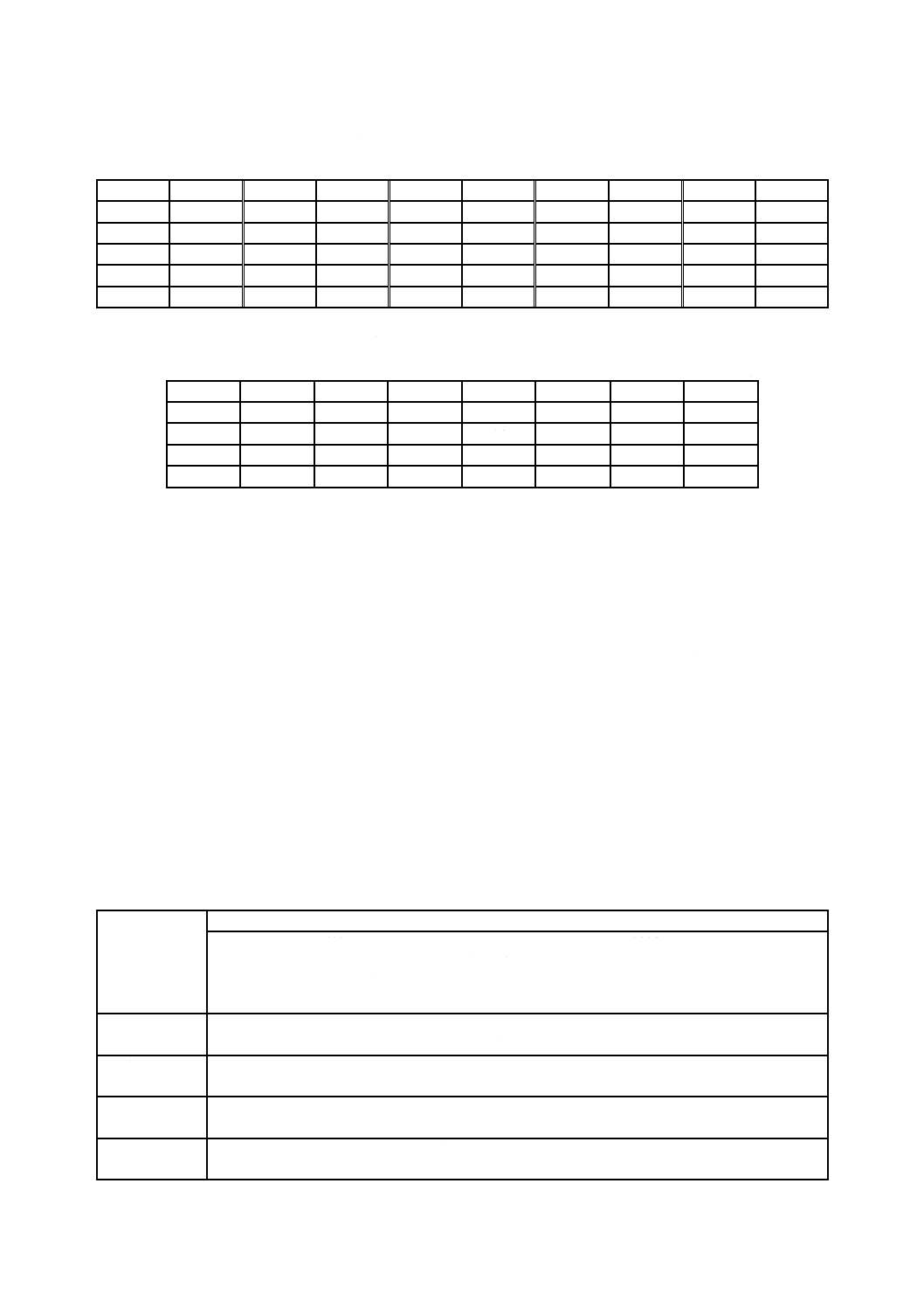
B 1251:2018
表23−ばね座金の万力とレンチ挟み部との距離
単位 mm
呼び
I
呼び
I
呼び
I
呼び
I
呼び
I
2
1.5
4.5
2.5
10
5.0
20
10.0
33
17.0
2.5
1.5
5
2.5
12
6.0
22
11.0
36
18.0
3
1.5
6
3.5
14
7.0
24
12.0
39
19.0
3.5
2.0
7
3.5
16
8.0
27
14.0
−
−
4
2.0
8
4.0
18
9.0
30
15.0
−
−
表24−波形ばね座金の万力とレンチ挟み部との距離
単位 mm
呼び
I
呼び
I
呼び
I
呼び
I
2.5
3.0
5
4.5
12
10.5
20
16.0
3
3.0
6
6.0
14
11.5
22
17.0
3.5
3.5
8
7.0
16
13.0
24
19.0
4
3.5
10
8.5
18
14.0
27
20.0
12.2.7 皿ばね座金の締付け試験
皿ばね座金に電気めっきを施した鋼製座金の締付試験は,表6〜表9に示す試験力(荷重)を連続24時
間負荷した後,皿ばね座金の全表面に割れ及び亀裂がないことを調べる。
13 検査
座金の検査は,硬さ,ばね作用,粘り強さ,形状,寸法及び外観について行い,箇条12の試験を行い,
箇条6〜箇条10に適合しなければならない。ロット検査を行う場合の抜取検査方式は,JIS B 1091又は受
渡当事者間の協定による。
14 座金の呼び方
座金の呼び方は,規格番号,種類の記号又はその名称,用途若しくは形状の名称又はそれらの記号,呼
び,材料の記号,及び指定事項による。
座金ごとの呼び方の例を表25に示す。
表25−座金の呼び方の例
座金の種類
製品の呼び方
規格番号
種類の記号
又は
種類の名称
用途若しくは
形状の名称
又は
それらの記号
呼び 材料の記号
指定事項
ばね座金
JIS B 1251
SW
ばね座金
一般用
2号
8
12
S
SUS
Ep-Fe/Zn 5/CM2
皿ばね座金
JIS B 1251
CW
皿ばね座金
1種軽負荷用(軽荷重用)
2H
10
20
Ep-Fe/Zn 5/CM2
歯付き座金
JIS B 1251
TW
歯付き座金
内歯形
B
8
12
S
PB
Ep-Fe/Zn 5/CM2
波形ばね座金
JIS B 1251
WW
波形ばね座金
重負荷用(重荷重用)
3号
8
12
S
SUS
Ep-Fe/Zn 5/CM2
26
B 1251:2018
15 表示
この規格の全ての要求事項に適合した製品の包装には,荷札その他適切な方法によって,次の事項を明
瞭に表示しなければならない。
a) 規格番号
b) 種類の名称又は種類の記号
c) 用途若しくは形状の名称又はそれらの記号
d) 呼び
e) 材料の記号(記号の有無については,受渡当事者間の協定による。)
f)
数量
g) 指定事項
h) 製造番号
i)
製造業者名又はその登録商標
27
B 1251:2018
附属書A
(参考)
ボルト又は小ねじに組み込むばね座金
A.1 一般
この附属書は,ボルト又は小ねじに組み込む鋼製のばね座金(以下,組込み用座金という。)について記
載する。ばね座金,皿ばね座金及び歯付き座金は,JIS B 1187又はJIS B 1188の中から,また,波形ばね
座金は,国内団体規格の中から一般に使用されている呼びを引用した。
A.2 量記号
量記号は,表1及び表A.1による。
表A.1−座金の寸法の量記号
単位 mm
量記号
量記号の意味
参考図(代表)
D1
組込み用座金の歯付き座金(皿形)の歯側の外径
表A.8
D2
組込み用座金の歯付き座金(皿形)の底側の外径
表A.8
M
組込み用座金の歯付き座金(皿形)の底側の高さ
表A.8
A.3 種類
組込み用座金の種類は,表A.2による。
表A.2−組込み用座金の種類
座金
種類
寸法表
ばね座金
一般用
表A.3
重負荷用(重荷重用)
表A.4
皿ばね座金
軽負荷用(軽荷重用)
表A.5
重負荷用(重荷重用)
表A.6
歯付き座金
内歯形
表A.7
外歯形
表A.7
皿形
表A.8
波形ばね座金
−
表A.9
A.4 組込み用座金の形状・寸法
組込み用座金の形状及び寸法は,表A.3〜表A.9による。
28
B 1251:2018
表A.3−組込み用座金のばね座金一般用の形状・寸法
単位 mm
呼び
内径d
(最小)
断面寸法(最小)
外径D
(最大)
自由高さ
H0
(約2t)
圧縮試験後の
自由高さHf
(最小)b)
試験力(荷重)
(kN)
幅b
厚さt a)
3
2.68
1.1
0.7
5.5
1.4
1.20
1.03
4
3.56
1.4
1.0
7.0
2.0
1.70
1.77
5
4.50
1.7
1.3
8.5
2.6
2.20
2.94
6
5.40
2.7
1.5
11.5
3.0
2.50
4.12
8
7.35
3.2
2.0
14.5
4.0
3.35
7.45
10
9.35
3.7
2.5
17.5
5.0
4.20
11.8
12
11.35
4.2
3.0
20.5
6.0
5.00
17.7
注a) t=(te+ti)/2 この場合,ti−teは,0.064b以下を推奨し,bはこの表で規定する最小値とする。
b) 試験内容は,12.2.3及び12.2.5による。
c) r≒t/4
表A.4−組込み用座金のばね座金重負荷用(重荷重用)の形状・寸法
単位 mm
呼び
内径d
(最小)
断面寸法(最小)
外径D
(最大)
自由高さ
H0
(約2t)
圧縮試験後の
自由高さHf
(最小)b)
試験力(荷重)
(kN)
幅b
厚さt a)
6
5.40
2.7
1.9
11.5
3.8
2.85
4.12
8
7.35
3.3
2.5
15.0
5.0
3.75
7.45
10
9.35
3.9
3.0
18.0
6.0
4.50
11.8
12
11.35
4.4
3.6
21.0
7.2
5.40
17.7
注a) t=(te+ti)/2 この場合,ti−teは,0.064b以下を推奨し,bはこの表で規定する最小値とする。
b) 試験内容は,12.2.3及び12.2.5による。
c) r≒t/4
29
B 1251:2018
表A.5−組込み用座金の皿ばね座金軽負荷用(軽荷重用)の形状・寸法
単位 mm
呼び
内径d
(最小)
外径D a)
軽負荷用(軽荷重用)
厚さt
自由高さ
(参考)H0
圧縮試験後の
自由高さHf
(最小)b)
試験力
(荷重)
(kN)
基準寸法
許容差
基準寸法
許容差
5
4.50
10.0
0
−0.25
0.8
±0.050
1.10
0.90
2.94
6
5.40
12.5
0
−0.30
1.0
±0.055
1.35
1.15
4.12
8
7.35
17.0
0
−0.30
1.4
±0.070
1.85
1.60
7.45
10
9.35
21.0
0
−0.40
1.8
±0.085
2.30
2.00
11.8
12
11.35
24.0
0
−0.40
2.2
±0.100
2.70
2.45
17.7
注a) 外径Dは,12.2.2による最大値とする。
b) 試験内容は,12.2.3及び12.2.5による。
表A.6−組込み用座金の皿ばね座金重負荷用(重荷重用)の形状・寸法
単位 mm
呼び
内径d
(最小)
外径D a)
重負荷用(重荷重用)
厚さt
自由高さ
(参考)H0
圧縮試験後の
自由高さHf
(最小)b)
試験力
(荷重)
(kN)
基準寸法
許容差
基準寸法
許容差
6
5.40
12.5
0
−0.30
1.2
±0.065
1.55
1.30
8.24
8
7.35
17.0
0
−0.30
1.8
±0.085
2.15
1.95
14.7
10
9.35
21.0
0
−0.40
2.2
±0.100
2.65
2.40
23.5
12
11.35
24.0
0
−0.40
2.5
±0.100
3.05
2.70
34.3
注a) 外径Dは,12.2.2による最大値とする。
b) 試験内容は,12.2.3及び12.2.5による。
30
B 1251:2018
表A.7−組込み用座金の歯付き座金(内歯形,外歯形)の形状・寸法
内歯形
外歯形
単位 mm
呼び
内径d(最小)
参考
外径D a)
厚さt
自由高さ
(参考)H0
(約2t)
歯数b)
基準寸法
許容差
基準寸法
許容差
内歯形
外歯形
3
2.68
6.5
0
−0.4
0.45
±0.035
0.9
8
8
4
3.56
8.5
0
−0.4
0.45
±0.035
0.9
8
9
5
4.50
10
0
−0.4
0.60
±0.040
1.2
8
10
6
5.40
11
0
−0.5
0.60
±0.040
1.2
9
12
8
7.35
15
0
−0.5
0.80
±0.050
1.6
9
12
注a) 外径Dは,12.2.2による最大値とする。
b) 歯数は推奨値を示したもので,増減があってもよい。
表A.8−組込み用座金の歯付き座金(皿形)の形状・寸法
単位 mm
呼び
内径d
(最小)
D1
約
厚さt
M
(最大)
D2
(最大)
歯数a)
基準寸法
許容差
3
2.68
6
0.4
±0.030
0.70
3.4
8
4
3.56
8
0.4
±0.030
0.90
4.5
8
5
4.50
10
0.5
±0.035
1.00
5.5
12
6
5.40
12
0.5
±0.035
1.20
6.5
12
8
7.35
16
0.6
±0.040
1.45
8.8
12
注a) 歯数は推奨値を示したもので,増減があってもよい。
31
B 1251:2018
表A.9−組込み用座金の波形ばね座金の形状・寸法
単位 mm
呼び
内径d
(最小)
幅b
厚さt
外径
D
(最大)
自由高さ
(参考)H0
(約1.5 t)
圧縮試験後の
自由高さHf
(最小)a)
試験力
(荷重)
(kN)
基準寸法
許容差
基準寸法
許容差
3
2.68
1.3
±0.10
0.7
±0.10
5.70
1.05
0.84
2.06
4
3.56
1.5
±0.10
0.8
±0.10
7.06
1.20
0.96
3.53
5
4.5
1.8
±0.10
1.0
±0.10
8.76
1.50
1.20
5.88
6
5.4
2.5
±0.15
1.2
±0.10
11.15
1.80
1.44
8.24
8
7.35
3.0
±0.15
1.6
±0.10
14.05
2.40
1.92
14.7
10
9.35
3.5
±0.20
1.8
±0.15
17.20
2.70
2.16
23.5
12
11.35
4.0
±0.20
2.1
±0.15
20.30
3.15
2.52
34.3
注a) 試験内容は,12.2.3及び12.2.5による。
b) r≒t/4
参考文献 JIS B 1187 座金組込み六角ボルト
JIS B 1188 座金組込み十字穴付き小ねじ