2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1213-1995
冷間成形リベット
Cold headed rivets
1. 適用範囲 この規格は,一般に用いる冷間で成形(1)した鋼製のリベット(以下,鋼リベットという。),
黄銅製のリベット(以下,黄銅リベットという。),銅製のリベット(以下,銅リベットという。)及びアル
ミニウム製のリベット(以下,アルミニウムリベットという。)について規定する。
注(1) 冷間で,塑性加工によって頭部を成形することをいい,冷間で,かしめ成形することを意味す
るものではない。
備考1. この規格で鋼リベット,黄銅リベット,銅リベット及びアルミニウムリベットを総称する場
合は,単にリベットという。
2. この規格の引用規格を,次に示す。
JIS G 3505 軟鋼線材
JIS G 3539 冷間圧造用炭素鋼線
JIS H 3260 銅及び銅合金線
JIS H 4040 アルミニウム及びアルミニウム合金の棒及び線
JIS Z 2201 金属材料引張試験片
JIS Z 2241 金属材料引張試験方法
2. 種類 リベットの種類は,頭部の形状によって,丸リベット,小形丸リベット,皿リベット,薄平リ
ベット及びなべリベットの5種類とする。
3. 機械的性質
3.1
頭部のじん性 リベットを7.(1)(a)の規定によって試験したとき,頭部と軸部との付け根で切損した
り,首下丸み部に割れが生じてはならない。
3.2
軸部のじん性 リベットを7.(1)(b)の規定によって試験したとき,偏平にした試験片の周辺に割れが
生じてはならない。
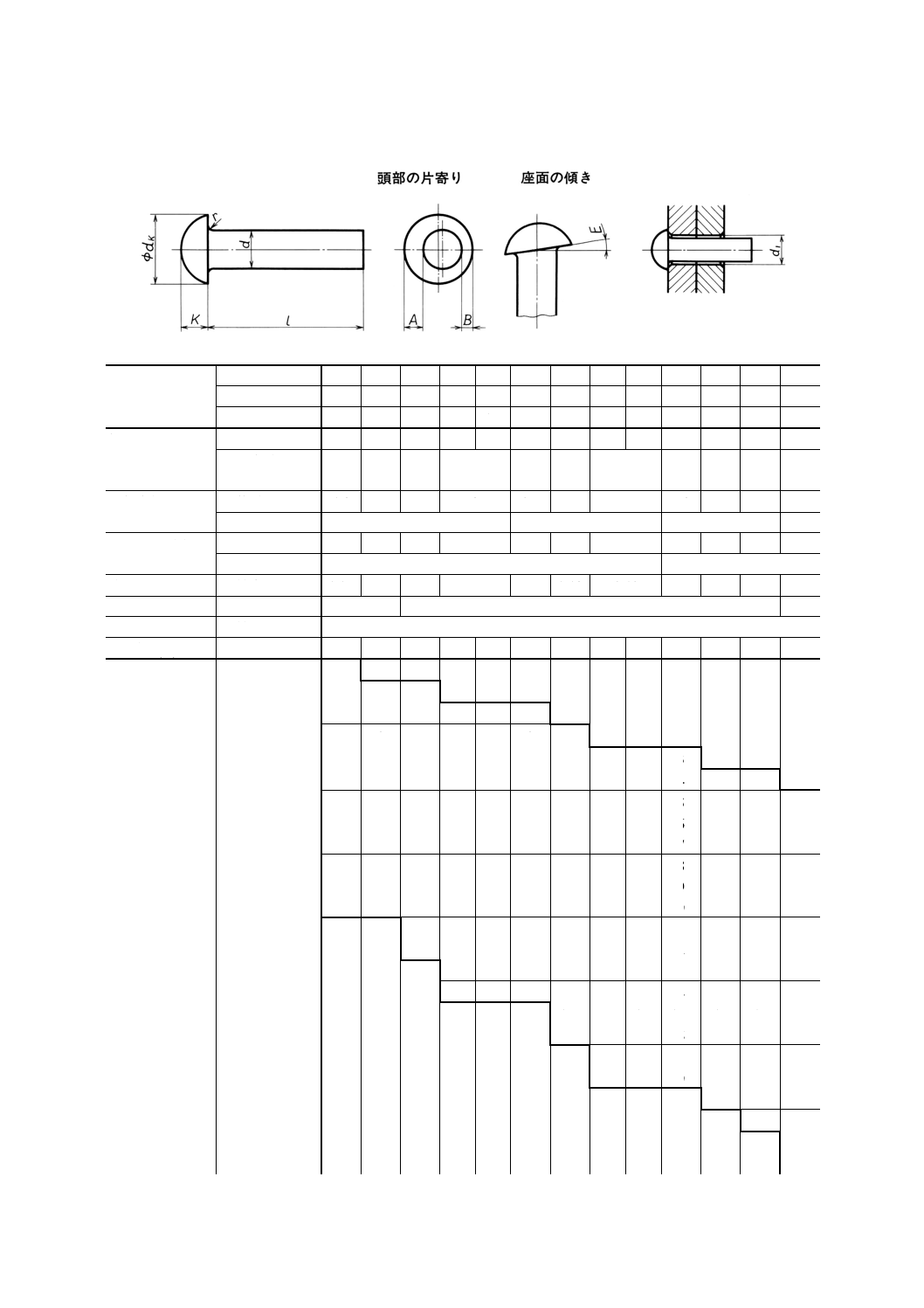
4. 形状・寸法 リベットの形状及び寸法は,表1による。
表1 形状・寸法
種類
形状・寸法
丸リベット
付表1
小形丸リベット
付表2
皿リベット
付表3
薄平リベット
付表4
なべリベット
付表5
2
B 1213-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 外観 リベットの表面は,滑らかで,割れ及び使用上有害なきず,かえり,ばり,はく離などの欠陥
があってはならない。
6. 材料 リベットの材料は,表2による。ただし,この表以外の材料を使用する場合は,受渡当事者間
の協定による。
表2 材料
区分
材料
材料の引張強さ
N/mm2
鋼リベット
JIS G 3505又はJIS G 3539の
SWCH6R〜SWCH17R
343以上
黄銅リベット
JIS H 3260のC2600W,C2700W又は
C2800W
275以上
銅リベット
JIS H 3260のC1100W
198以上
アルミニウムリベット
JIS H 4040
78以上
7. 検査 リベットの検査は,次による。
なお,ロット検査における抜取検査方式は,受渡当事者間の協定による。
(1) 機械的性質検査 機械的性質検査は,次による。
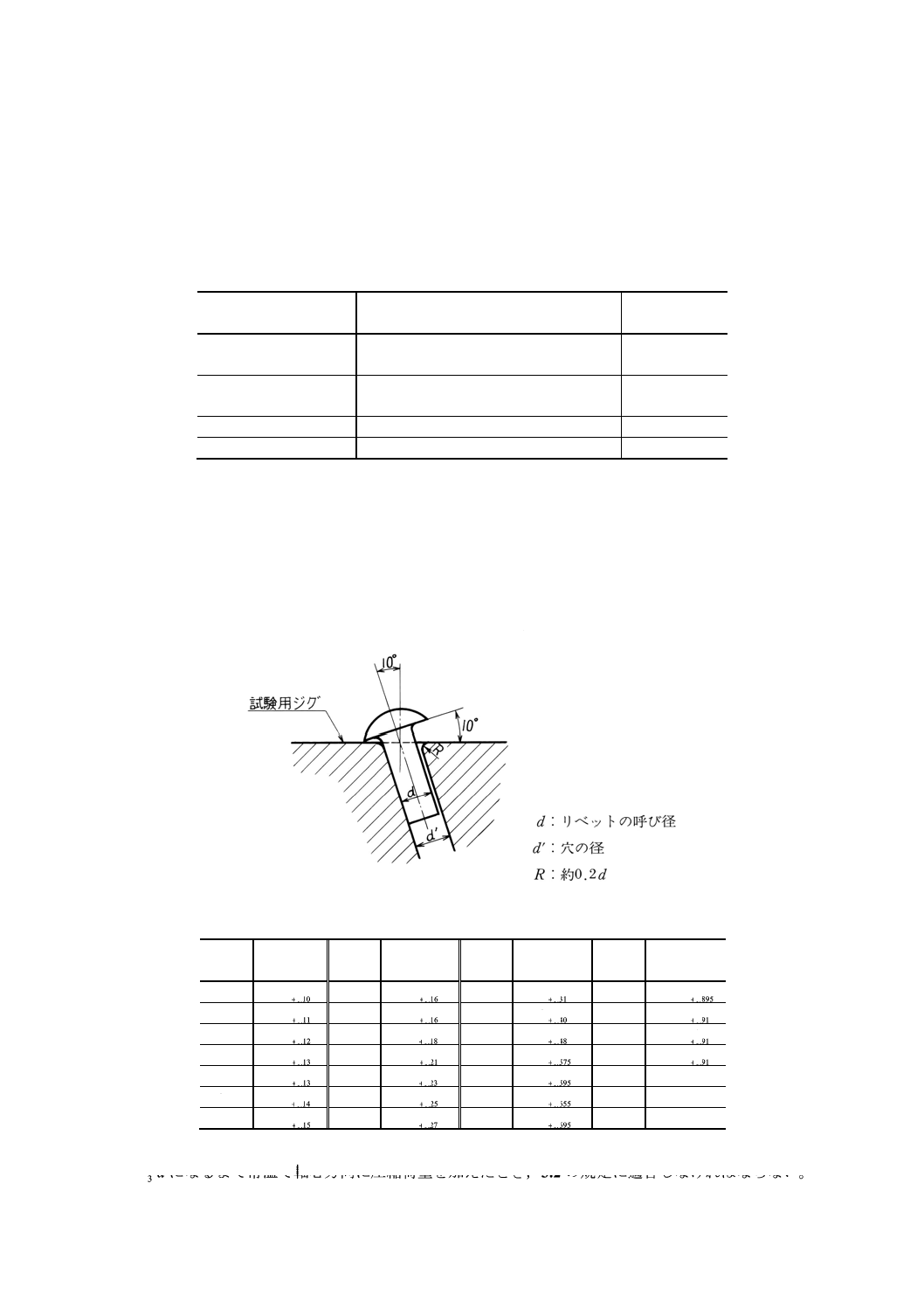
(a) 頭部のじん性 リベットを,図1のように垂直線に対して10度傾斜した試験用ジグの穴に差し込み,
その座面が平面に密着するまで頭部を常温で打撃したとき,3.1の規定に適合しなければならない。
図1 頭部のじん性検査
試験用ジグの穴径
単位mm
呼び径
穴径
d'
呼び径
穴径
d'
呼び径
穴径
d'
呼び径
穴径
d'
1
1
20
.010
.0
++
2.5
2.5
26
.016
.0
++
6
6
43
.031
.0
++
18
18
075
.1895
.0
++
1.2
1.2
21
.011
.0
++
2.6
2.6
26
.016
.0
++
8
8
55
.040
.0
++
19
19
12
.191
.0
++
1.4
1.4
22
.012
.0
++
3
3
28
.018
.0
++
10
10
63
.048
.0
++
20
20
12
.191
.0
++
1.6
1.6
23
.013
.0
++
3.5
3.5
33
.021
.0
++
12
12
755
.0575
.0
++
22
22
12
.191
.0
++
1.7
1.7
23
.013
.0
++
4
4
35
.023
.0
++
13
13
775
.0595
.0
++
2
2
24
.014
.0
++
4.5
4.5
37
.025
.0
++
14
14
835
.0655
.0
++
2.3
2.3
25
.015
.0
++
5
5
39
.027
.0
++
16
16
875
.0695
.0
++
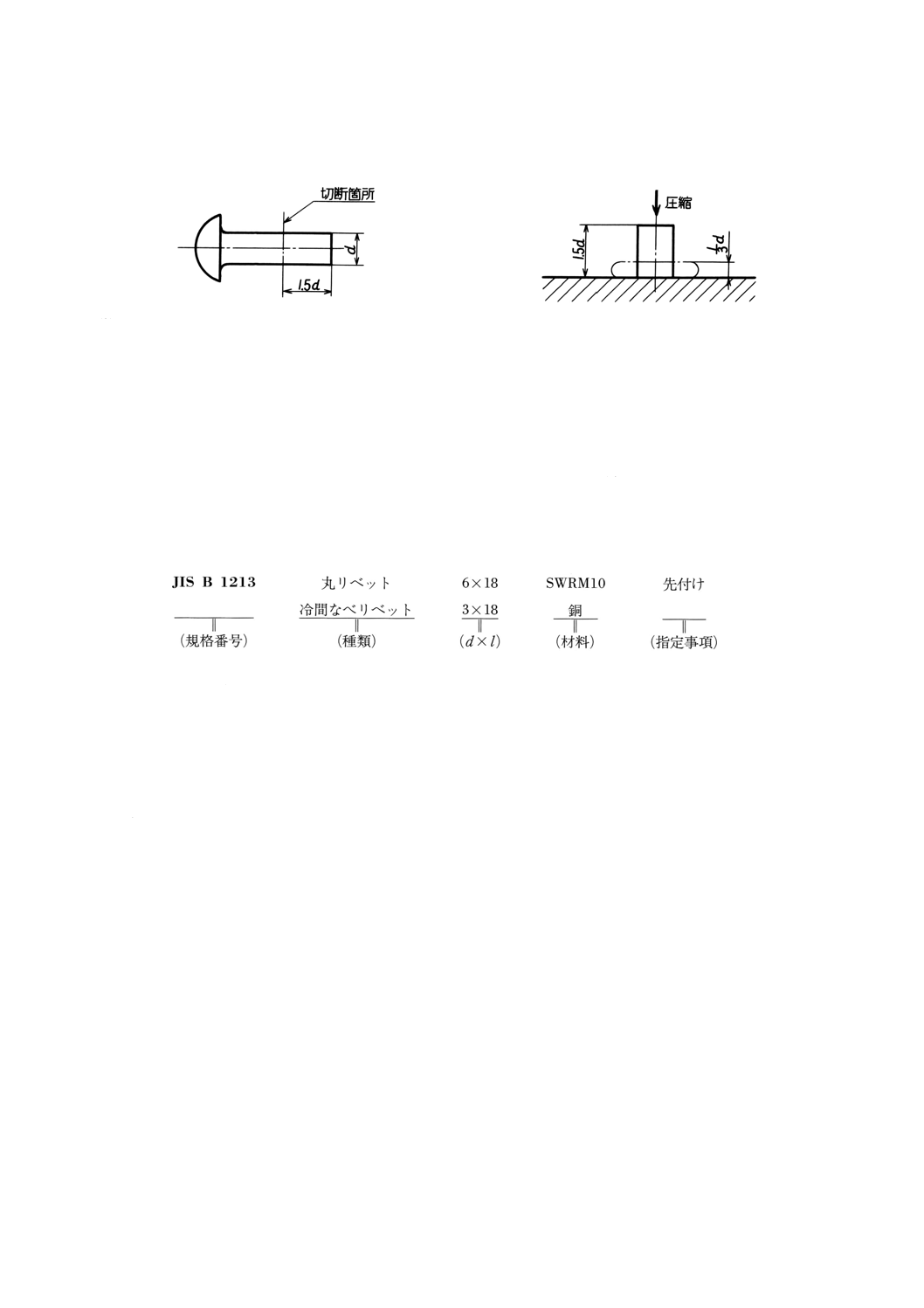
(b) 軸部のじん性 リベットの軸部から図2のように長さ1.5dの試験片を採取し,図3のように高さが
31dになるまで常温で軸心方向に圧縮荷重を加えたとき,3.2の規定に適合しなければならない。
3
B 1213-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なお,dはリベットの呼び径とする。
図2 試験片
図3 圧縮荷重
(2) 形状・寸法検査 形状及び寸法検査は,直接測定,限界ゲージその他の方法によって行い,4.の規定
に適合しなければならない。
(3) 外観検査 外観検査は,目視によって行い,5.の規定に適合しなければならない。
(4) 材料検査 伸線したリベットの材料検査は,JIS Z 2201に規定する9号試験片を用い,JIS Z 2241に
規定する方法で行い,6.の規定に適合しなければならない。
8. 製品の呼び方 リベットの呼び方は,規格番号(2),種類(3),呼び径 (d) ×長さ (l) 及び材料による。
ただし,特に指定事項のある場合は,その後に付け加える。
注(2) 規格番号は,特に必要がなければ省略してもよい。
(3) 呼び方に規格番号を用いない場合は,種類の名称に“冷間”と冠する。
例
9. 包装の表示 包装には,外面に次の事項を表示しなければならない。
(1) 種類
(2) d×l
(3) 材料(4)
(4) 数量・指定事項
(5) 製造業者名又はその略号
注(4) 材料の表示は,材料の一般名称によるものであってもよい。
4
B 1213-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
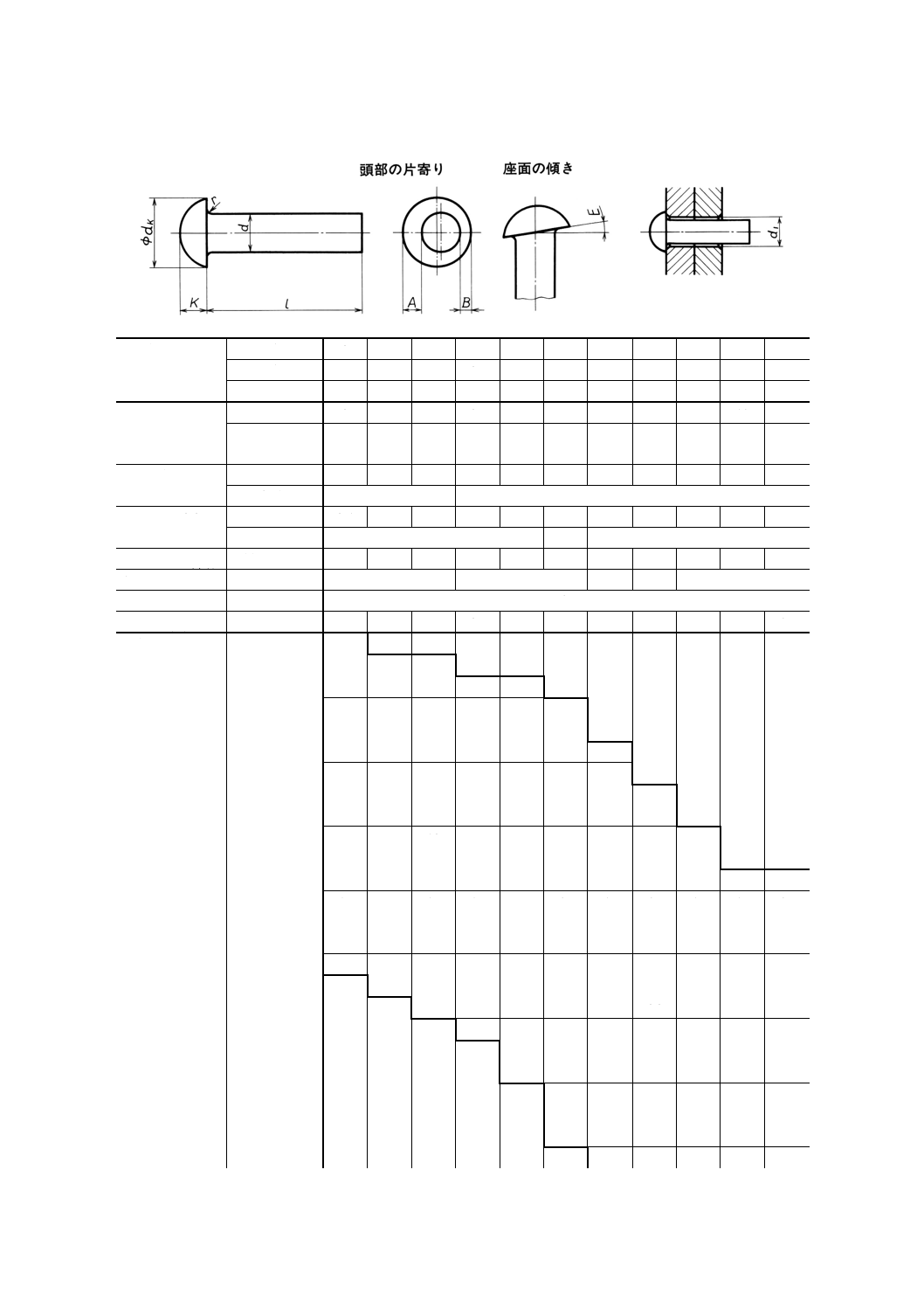
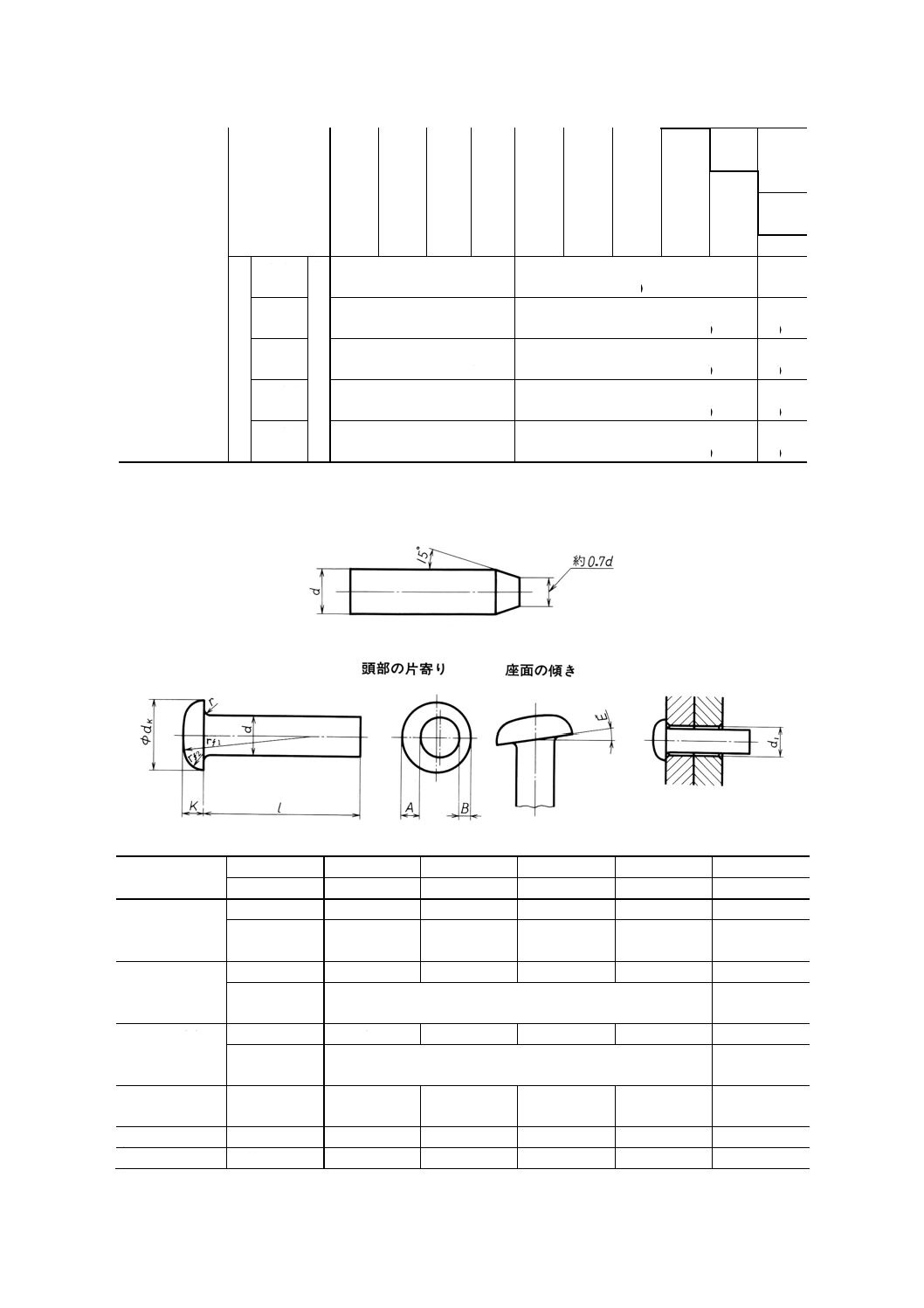
付表1 丸リベット
単位mm
呼び径(5)
1欄
3
4
5
6
8
10
12
2欄
3.5
4.5
14
3欄
13
軸径 (d)
基準寸法
3
3.5
4
4.5
5
6
8
10
12
13
14
許容差
+0.12
−0.03
+0.14
−0.04
+0.16
−0.04
+0.18
−0.05
+0.2
−0.05
+0.24
−0.06
+0.32
−0.08
+0.4
−0.08
+0.48
−0.08
+0.5
−0.08
+0.56
−0.1
頭部直径 (dk)
基準寸法
5.7
6.7
7.2
8.1
9
10
13.3
16
19
21
22
許容差
±0.2
±0.3
頭部高さ (K)
基準寸法
2.1
2.5
2.8
3.2
3.5
4.2
5.6
7
8
9
10
許容差
±0.15
±0.2
±0.25
首下の丸み(r)(6)
最大
0.15
0.18
0.2
0.23
0.25
0.3
0.4
0.5
0.6
0.65
0.7
A−B
最大
0.2
0.3
0.4
0.5
0.7
E
最大
2°
穴の径 (d1)
(参考)
3.2
3.7
4.2
4.7
5.3
6.3
8.4
10.6
12.8
13.8
15
長さ (l)
基準寸法
3
4
4
4
5
5
5
5
5
6
6
6
6
6
6
7
7
7
7
7
7
8
8
8
8
8
8
8
9
9
9
9
9
9
9
10
10
10
10
10
10
10
10
11
11
11
11
11
11
11
11
12
12
12
12
12
12
12
12
12
13
13
13
13
13
13
13
13
13
14
14
14
14
14
14
14
14
14
14
14
15
15
15
15
15
15
15
15
15
15
15
16
16
16
16
16
16
16
16
16
16
16
18
18
18
18
18
18
18
18
18
18
18
20
20
20
20
20
20
20
20
20
20
20
22
22
22
22
22
22
22
22
22
22
24
24
24
24
24
24
24
24
24
26
26
26
26
26
26
26
26
28
28
28
28
28
28
28
30
30
30
30
30
30
30
32
32
32
32
32
32
34
34
34
34
34
34
36
36
36
36
36
36
38
38
38
38
38
5
B 1213-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
長さ (l)
基準寸法
40
40
40
40
40
42
42
42
42
45
45
45
45
48
48
48
48
50
50
50
50
52
52
52
55
55
55
58
58
58
60
60
60
62
62
65
65
70
l
の
区
分
4以下
許
容
差
+0.4
0
−
4を超え
10以下
+0.5
0
+0.7
0
10を超え
20以下
+0.6
0
+0.8
0
20を超え
40以下
+0.8
0
+1.0
0
40を超え
るもの
+1.0
0
+1.0
0
6
B 1213-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位mm
呼び径 (5)
1欄
16
20
2欄
18
22
3欄
19
軸径 (d)
基準寸法
16
18
19
20
22
許容差
+0.6
−0.15
+0.8
−0.2
頭部直径 (dK)
基準寸法
26
29
30
32
35
許容差
±0.4
頭部高さ (K)
基準寸法
11
12.5
13.5
14
15.5
許容差
±0.3
首下の丸み(r)(6)
最大
0.8
0.9
0.95
1.0
1.1
A−B
最大
0.8
0.9
0.9
1.0
1.1
E
最大
2°
穴の径 (d1)
(参考)
17
19.5
20.5
21.5
23.5
長さ (l)
基準寸法
18
20
20
22
22
22
24
24
24
24
26
26
26
26
28
28
28
28
28
30
30
30
30
30
32
32
32
32
32
34
34
34
34
34
36
36
36
36
36
38
38
38
38
38
長さ (l )
基準寸法
40
40
40
40
40
42
42
42
42
42
45
45
45
45
45
48
48
48
48
48
50
50
50
50
50
52
52
52
52
52
55
55
55
55
55
58
58
58
58
58
60
60
60
60
60
62
62
62
62
62
65
65
65
65
65
68
68
68
68
68
70
70
70
70
70
72
72
72
72
72
75
75
75
75
75
80
80
80
80
80
85
85
85
85
90
90
90
90
95
95
95
100
100
100
105
105
110
110
7
B 1213-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
115
120
l
の
区
分
20以下
許
容
差
+0.8
0
−
20を超え
40以下
+1.0
0
40を超え
るもの
+1.0
0
注(5) 1欄を優先的に,必要に応じて2欄,3欄の順に選ぶ。
(6) rの数値は,首下丸みの最大であって,首下には必ず丸みを付ける。
備考1. 頭部の形状は,球の一部からなっている。
2. 長さ (l) は,特に必要がある場合には,指定によって上表以外のものを使用
することができる。
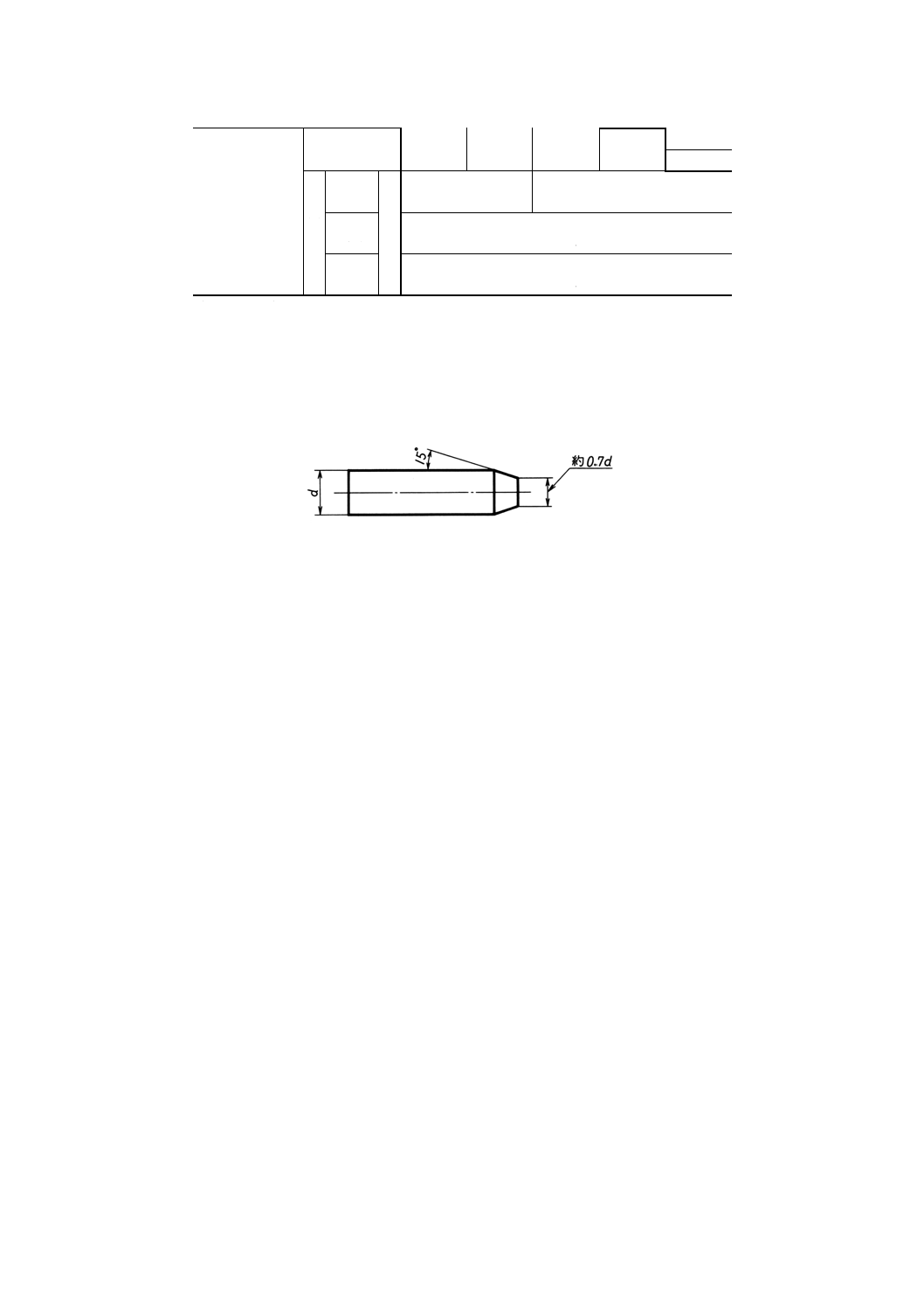
3. 呼び径6mm以上のリベットには,指定によって,次の図のような先付けを施
すことができる。
8
B 1213-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表2 小形丸リベット
単位mm
呼び径(5)
1欄
1
1.2
1.6
2
2.5
3
4
5
2欄
1.4
3.5
3欄
1.7
2.3
2.6
軸径 (d)
基準寸法
1
1.2
1.4
1.6
1.7
2
2.3
2.5 2.6
3
3.5
4
5
許容差
+0.04
−0.02
+0.05
−0.02
+0.06
−0.02
+0.07
−0.02
+0.08
−0.02
+0.09
−0.02
+0.1
−0.03
+0.12
−0.03
+0.14
−0.04
+0.16
−0.04
+0.2
−0.05
頭部直径 (dK)
基準寸法
1.8
2.2
2.5
3
3.5
4
4.5
5.2
6.2
7
8.8
許容差
±0.1
±0.15
±0.2
±0.3
頭部高さ (K)
基準寸法
0.6
0.7
0.8
1
1.2
1.4
1.6
1.8
2.1
2.4
3
許容差
±0.1
±0.15
首下の丸み(r) (6)
最大
0.05 0.06 0.07
0.09
0.1
0.12
0.13
0.15 0.18
0.2
0.25
A−B
最大
0.1
0.2
0.3
E
最大
2°
穴の径 (d1)
(参考)
1.1
1.3
1.5
1.7
1.8
2.1
2.4
2.7 2.8
3.2
3.7
4.2
5.3
長さ (l)
基準寸法
1
1.5 1.5 1.5
2
2
2
2
2
2
2.5 2.5 2.5 2.5 2.5 2.5 2.5
3
3
3
3
3
3
3
3 3 3
4
4
4
4
4
4
4
4 4 4
4
4
5
5
5
5
5
5
5
5 5 5
5
5
5
6
6
6
6
6
6
6
6 6 6
6
6
6
7
7
7
7
7
7
7
7 7 7
7
7
7
8
8
8
8
8
8
8
8 8 8
8
8
8
9
9
9
9
9
9
9
9 9 9
9
9
9
10
10
10
10
10
10
10
10 10 10
10
10
10
11
11
11
11
11
11 11 11
11
11
11
12
12
12
12
12
12 12 12
12
12
12
13
13
13
13
13 13 13
13
13
13
14
14
14
14
14 14 14
14
14
14
15
15 15 15
15
15
15
16
16 16 16
16
16
16
18 18 18
18
18
18
20 20 20
20
20
20
22
22
22
24
24
26
28
9
B 1213-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
長さ (l)
基準寸法
30
l
の
区
分
2.5以下
許
容
差
+0.2
0
−
2.5を超え
4以下
+0.3
0
+0.4
0
4を超え
10以下
+0.4
0
+0.5
0
10を超え
20以下
+0.6
0
+0.6
0
20を超え
40以下
+0.8
0
+0.8
0
40を超え
るもの
−
+1.0
0
注(5) 1欄を優先的に,必要に応じて2欄,3欄の順に選ぶ。
(6) rの数値は,首下丸みの最大であって,首下には必ず丸みを付ける。
備考1. 頭部の形状は,球の一部からなっている。
2. 長さ (l) は,特に必要がある場合には,指定によって上表以外のものを使用することができる。
10
B 1213-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
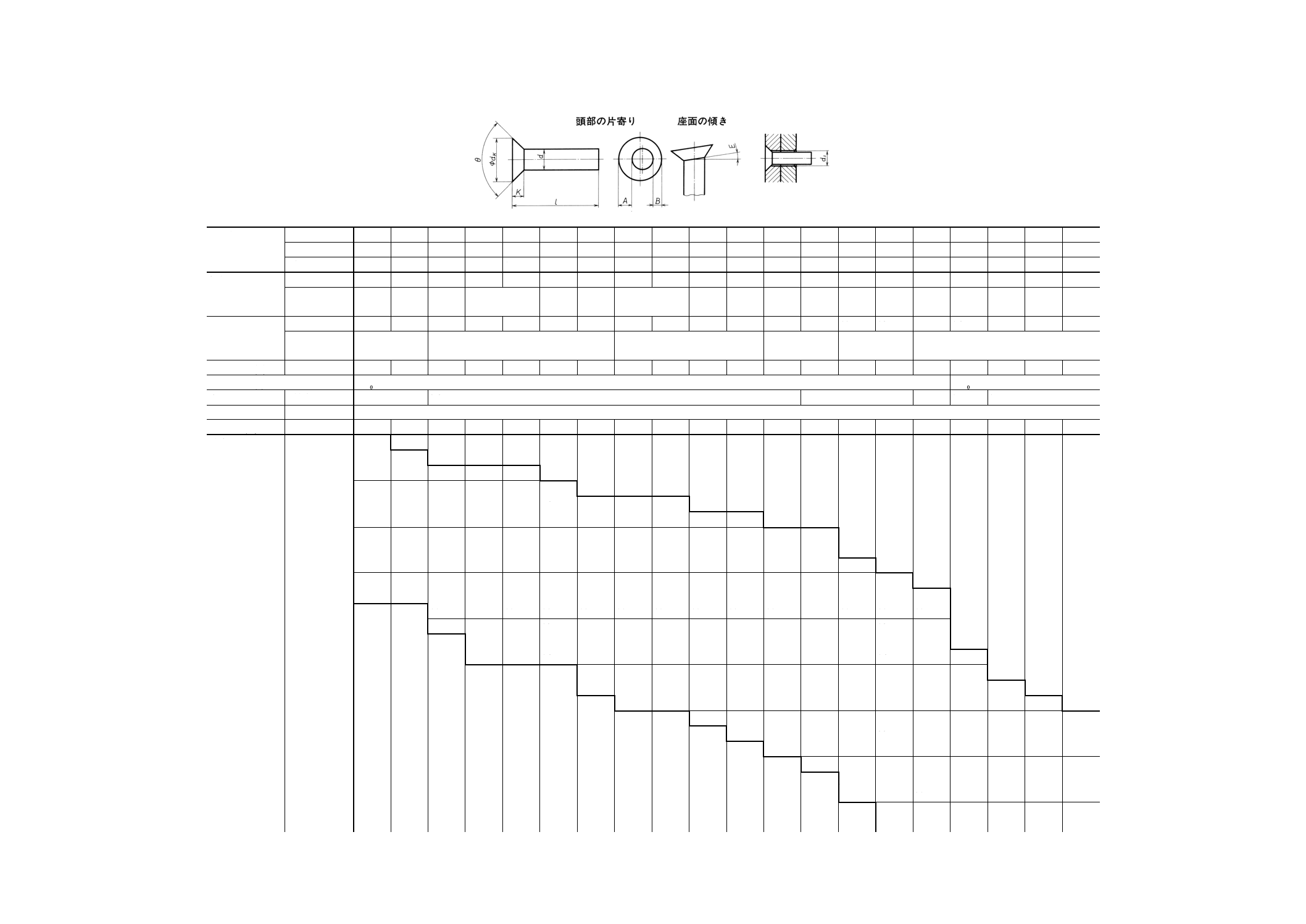
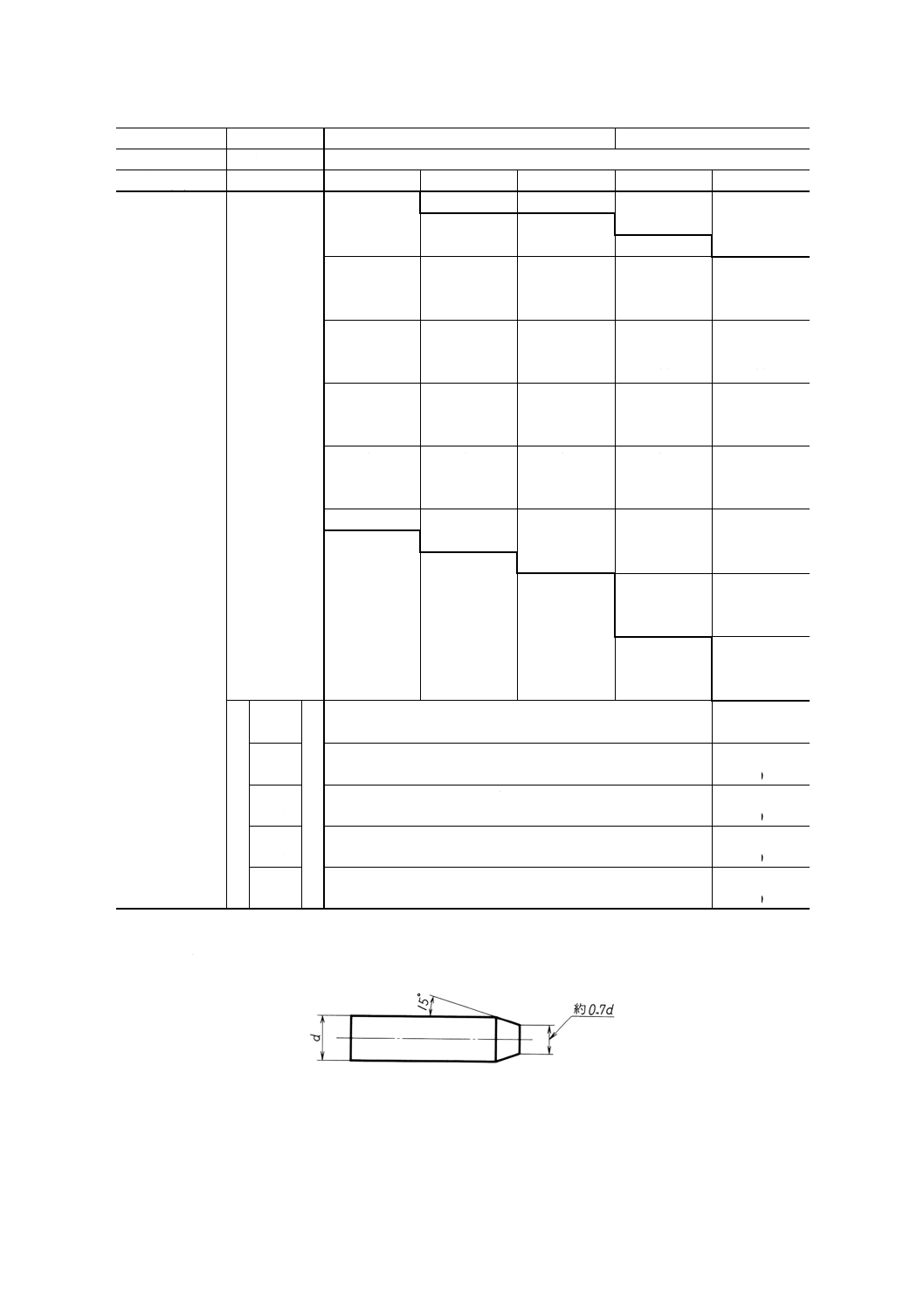
付表3 皿リベット
単位mm
呼び径(5)
1欄
1
1.2
1.6
2
2.5
3
4
5
6
8
10
12
2欄
1.4
3.5
4.5
14
3欄
1.7
2.3
2.6
13
軸径 (d)
基準寸法
1
1.2
1.4
1.6
1.7
2
2.3
2.5
2.6
3
3.5
4
4.5
5
6
8
10
12
13
14
許容差
+0.04
−0.02
+0.05
−0.02
+0.06
−0.02
+0.07
−0.02
+0.08
−0.02
+0.09
−0.02
+0.1
−0.03
+0.12
−0.03
+0.14
−0.04
+0.16
−0.04
+0.18
−0.05
+0.2
−0.05
+0.24
−0.06
+0.32
−0.08
+0.4
−0.08
+0.48
−0.08
+0.5
−0.08
+0.56
−0.1
頭部直径 (dK)
基準寸法
2
2.4
2.8
3.2
3.4
4
4.6
5.0
5.2
6
7
8
9
10
12
16
16
19
21
22
許容差
+0.3
0
+0.4
0
+0.5
0
+0.6
0
+0.7
0
+0.8
0
頭部高さ (K)
約
0.5
0.6
0.7
0.8
0.9
1
1.2
1.3
1.3
1.5
1.8
2
2.3
2.5
3
4
4
5
5
6
皿の角度 (θ)
90
°
+20
75
°
+20
A−B
最大
0.1
0.2
0.3
0.4
0.5
0.7
E
最大
2°
穴の径 (d1)
(参考)
1.1
1.3
1.5
1.7
1.8
2.1
2.4
2.7
2.8
3.2
3.7
4.2
4.7
5.3
6.3
8.4
10.6
12.8
13.8
15
長さ (l)
基準寸法
1.5
2
2
2.5
2.5
2.5
2.5
2.5
3
3
3
3
3
3
4
4
4
4
4
4
4
4
4
5
5
5
5
5
5
5
5
5
5
5
6
6
6
6
6
6
6
6
6
6
6
6
6
7
7
7
7
7
7
7
7
7
7
7
7
7
8
8
8
8
8
8
8
8
8
8
8
8
8
8
9
9
9
9
9
9
9
9
9
9
9
9
9
9
9
10
10
10
10
10
10
10
10
10
10
10
10
10
10
10
10
11
11
11
11
11
11
11
11
11
11
11
11
11
11
12
12
12
12
12
12
12
12
12
12
12
12
12
12
13
13
13
13
13
13
13
13
13
13
13
13
13
14
14
14
14
14
14
14
14
14
14
14
14
14
14
15
15
15
15
15
15
15
15
15
15
15
16
16
16
16
16
16
16
16
16
16
16
16
18
18
18
18
18
18
18
18
18
18
18
18
20
20
20
20
20
20
20
20
20
20
20
22
22
22
22
22
22
22
22
22
22
24
24
24
24
24
24
24
24
24
26
26
26
26
26
26
26
26
28
28
28
28
28
28
28
30
30
30
30
30
30
30
32
32
32
32
32
32
34
34
34
34
34
34
11
B 1213-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
長さ (l)
基準寸法
36
36
36
36
36
36
38
38
38
38
38
40
40
40
40
40
42
42
42
42
45
45
45
45
48
48
48
48
50
50
50
50
52
52
52
55
55
55
58
58
58
60
60
60
62
62
65
65
68
70
l
の
区
分
4以下
許
容
差
+0.3
0
+0.4
0
−
4を超え
10以下
+0.4
0
+0.5
0
+0.7
0
+0.8
0
+1.0
0
+1.0
0
10を超え
20以下
+0.6
0
+0.6
0
20を超え
40以下
+0.8
0
+0.8
0
40を超え
るもの
−
+1.0
0
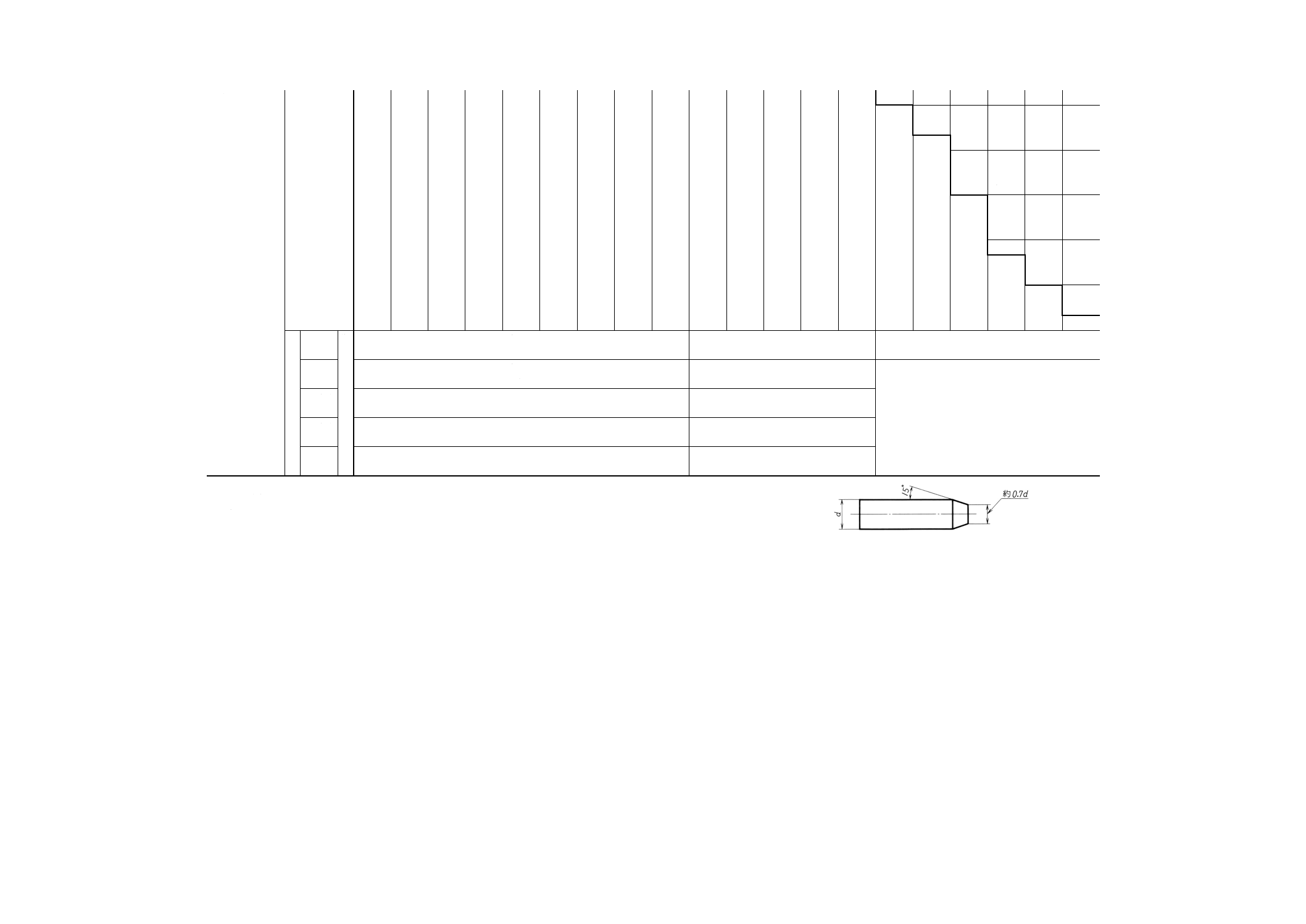
注(5) 1欄を優先的に,必要に応じて2欄,3欄の順に選ぶ。
備考1. 長さ (l) は,特に必要がある場合には,指定によって上表以外のものを使用することができる。
2. 呼び径6mm以上のリベットには,指定によって,右図のような先付けを施すことができる。
12
B 1213-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表4 薄平リベット
単位mm
呼び径(5)
1欄
2
2.5
3
4
5
6
2欄
3.5
4.5
3欄
2.3
2.6
軸径 (d)
基準寸法
2
2.3
2.5
2.6
3
3.5
4
4.5
5
6
許容差
+0.08
−0.02
+0.09
−0.02
+0.1
−0.03
+0.12
−0.03
+0.14
−0.04
+0.16
−0.04
+0.18
−0.05
+0.2
−0.05
+0.24
−0.06
頭部直径 (dK)
基準寸法
4
4.6
5.0
5.2
6
7
8
9
10
12
許容差
0
−0.3
0
−0.4
0
−0.5
頭部高さ (K)
基準寸法
0.7
0.8
0.9
1
1.1
1.3
1.5
1.6
2
許容差
+0.2
0
+0.3
0
+0.4
0
首下の丸み (r)
(6)
最大
0.1
0.12
0.13
0.15
0.18
0.2
0.23
0.25
0.3
A-B
最大
0.2
0.3
E
最大
2°
穴の径 (d1)
(参考)
2.1
2.4
2.7
2.8
3.2
3.7
4.2
4.7
5.3
6.3
長さ (l)
基準寸法
2
2.5 2.5
3
3
3
3
3
4
4
4
4
4
4
4
5
5
5
5
5
5
5
5
5
6
6
6
6
6
6
6
6
6
6
7
7
7
7
7
7
7
7
7
7
8
8
8
8
8
8
8
8
8
8
9
9
9
9
9
9
9
9
9
9
10
10
10
10
10
10
10
10
10
10
11
11
11
11
11
11
11
11
11
11
12
12
12
12
12
12
12
12
12
12
13
13
13
13
13
13
13
13
13
13
14
14
14
14
14
14
14
14
14
14
15
15
15
15
15
15
15
15
15
16
16
16
16
16
16
16
16
16
18
18
18
18
18
18
18
18
20
20
20
20
20
20
22
22
22
22
22
24
24
24
24
26
26
26
13
B 1213-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
長さ (l)
基準寸法
28
28
30
30
32
34
36
l
の
区
分
4以下
許
容
差
+0.3
0
+0.4
0
−
4を超え
10以下
+0.4
0
+0.5
0
+0.7
0
10を超え
20以下
+0.6
0
+0.6
0
+0.8
0
20を超え
40以下
+0.8
0
+0.8
0
+1.0
0
40を超え
るもの
−
+1.0
0
+1.0
0
注(5) 1欄を優先的に,必要に応じて2欄,3欄の順に選ぶ。
(6) rの数値は,首下丸みの最大であって,首下には必ず丸みを付ける。
備考1. 長さ (l) は,特に必要がある場合には,指定によって上表以外のものを使用することができる。
2. 呼び径6mmのリベットには,指定によって,次の図のような先付けを施すことができる。
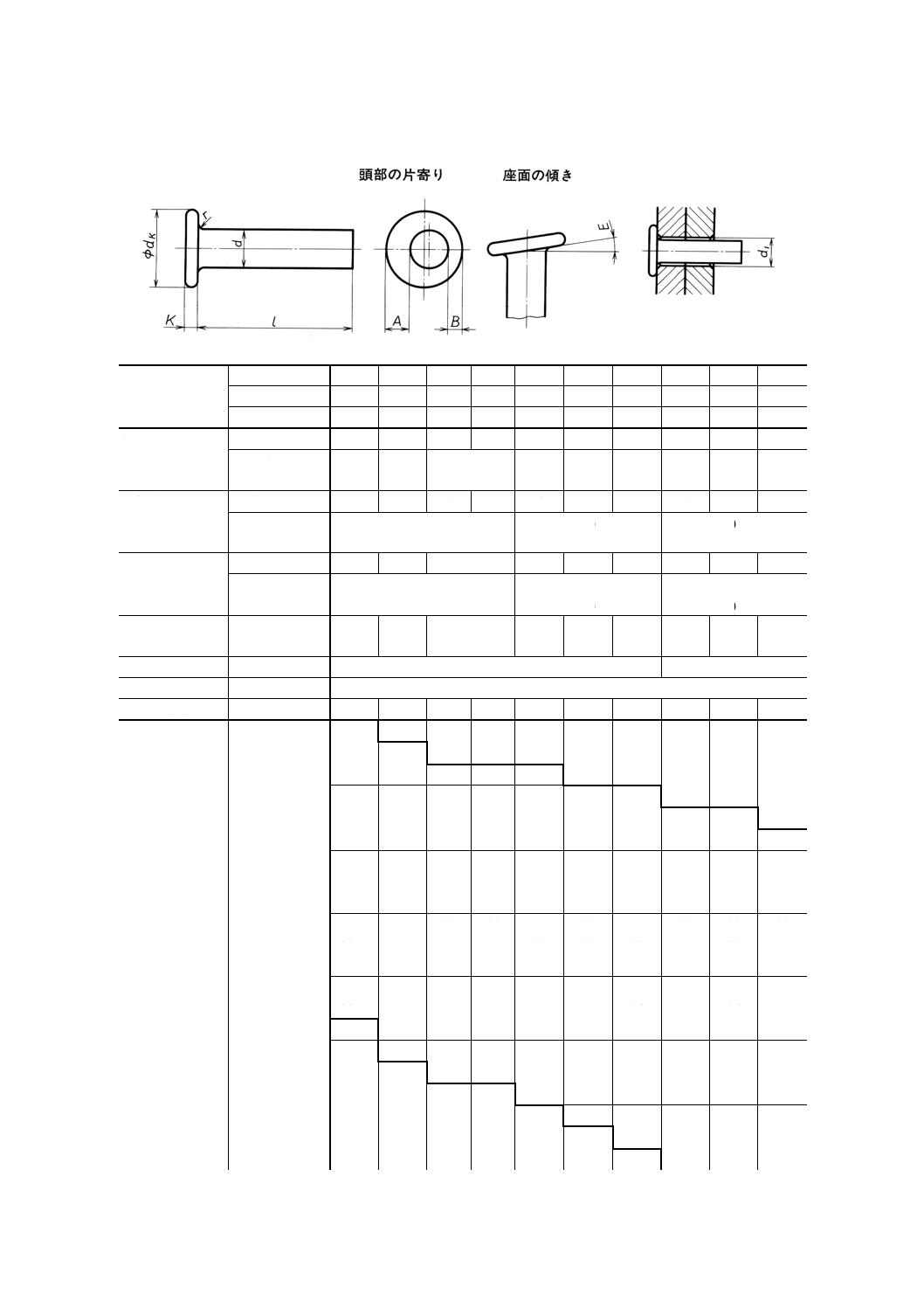
付表5 なべリベット
単位mm
呼び径(5)
1欄
3
4
5
6
2欄
3.5
軸径 (d)
基準寸法
3
3.5
4
5
6
許容差
+0.12
−0.03
+0.14
−0.04
+0.16
−0.04
+0.2
−0.05
+0.24
−0.06
頭部直径 (dK)
基準寸法
6
7
8
9.5
10.8
許容差
+0.3
−0.2
+0.4
−0.3
頭部高さ (K)
基準寸法
1.7
1.9
2.2
2.8
3.3
許容差
+0.2
−0.1
+0.3
−0.2
首下の丸み (r)
(6)
最大
0.15
0.18
0.2
0.25
0.3
rf1
約
10.5
12.3
14
17.5
21
rf2
約
1.5
1.8
2
2.7
3.2
14
B 1213-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A−B
最大
0.2
0.3
E
最大
2°
穴の径 (d1)
(参考)
3.2
3.7
4.2
5.3
6.3
長さ (l)
基準寸法
3
4
4
4
5
5
5
5
6
6
6
6
6
7
7
7
7
7
8
8
8
8
8
9
9
9
9
9
10
10
10
10
10
11
11
11
11
11
12
12
12
12
12
13
13
13
13
13
14
14
14
14
14
15
15
15
15
15
16
16
16
16
16
18
18
18
18
18
20
20
20
20
20
22
22
22
22
24
24
24
26
26
28
28
30
30
長さ (l)
基準寸法
32
34
36
l
の
区
分
4以下
許
容
差
+0.4
0
−
4を超え
10以下
+0.5
0
+0.7
0
10を超え
20以下
+0.6
0
+0.8
0
20を超え
40以下
+0.8
0
+1.0
0
40を超え
るもの
+1.0
0
+1.0
0
注(5) 1欄を優先的に,必要に応じて2欄,3欄の順に選ぶ。
(6) rの数値は,首下丸みの最大であって,首下には必ず丸みを付ける。
備考1. 長さ (l) は,特に必要がある場合には,指定によって上表以外のものを使用することができる。
2. 呼び径6mm以上のリベットには,指定によって,次の図のような先付けを施すことができる。