B 1196:2010
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 種類······························································································································· 1
5 形状・寸法 ······················································································································ 2
6 ねじ······························································································································· 2
7 機械的性質 ······················································································································ 2
8 材料······························································································································· 3
9 表面状態························································································································· 3
10 表面処理 ······················································································································· 3
11 試験・検査 ···················································································································· 3
11.1 形状・寸法検査 ············································································································ 3
11.2 ねじ検査 ····················································································································· 3
11.3 機械的性質検査 ············································································································ 3
11.4 表面状態検査 ··············································································································· 4
12 製品の呼び方 ················································································································· 4
13 表示 ····························································································································· 4
13.1 製品の表示 ·················································································································· 4
13.2 包装の表示 ·················································································································· 4
附属書A(参考)押込みはく離強さ及びその試験方法 ································································ 10
附属書B(参考)トルクはく離強さ及びその試験方法 ································································· 12
B 1196:2010
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本ねじ研究協会
(JFRI)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの
申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 1196:2001は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1196:2010
溶接ナット
Weld nuts
1
適用範囲
この規格は,一般に用いる鋼製の溶接ナット(以下,ナットという。)について規定する。
なお,このナットは,プロジェクション溶接又はスポット溶接して用いる。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0101 ねじ用語
JIS B 0205-3 一般用メートルねじ−第3部:ねじ部品用に選択したサイズ
JIS B 0209-3 一般用メートルねじ−公差−第3部:構造体用ねじの寸法許容差
JIS B 1010 締結用部品の呼び方
JIS B 1052-2 締結用部品の機械的性質−第2部:保証荷重値規定ナット−並目ねじ
JIS B 1071 締結用部品−精度測定方法
JIS B 1082 ねじの有効断面積及び座面の負荷面積
JIS Z 2243 ブリネル硬さ試験−試験方法
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2245 ロックウェル硬さ試験−試験方法
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0101による。
4
種類
ナットの種類は,表1の形状と形式とを組み合わせたものとする。
なお,形式は,溶接方法,パイロットの有無及び溶接部の張出しの有無によって区分する。
2
B 1196:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−種類
種類
摘要
形状
形式
溶接方法の別
パイロットの有無
張出しの有無
六角溶接ナット
1A形
プロジェクション
溶接
あり
−
1B形
なし
−
1F形
四角溶接ナット
1C形
プロジェクション
溶接
−
なし
1D形
−
あり
T形溶接ナット
1A形
プロジェクション
溶接
あり
−
1B形
なし
−
2A形
スポット溶接
あり
−
2B形
なし
−
注記1 形式中の1及び2は,プロジェクション溶接及びスポット溶接の別を,A及びBはパイロ
ットの有無を,C及びDは溶接部の張出しの有無を示す。
注記2 1F形は,1B形で上面・下面の逃げがないものであり,強度区分5T用のナット高さは四角
溶接ナットに準じている。
5
形状・寸法
ナットは,11.1によって測定し,その形状・寸法は,表2による。
表2−形状・寸法
種類
形状・寸法
六角溶接ナット
1A形及び1B形
表4
1F形
表5
四角溶接ナット
1C形及び1D形
表6
T形溶接ナット
1A形及び1B形
表7
2A形及び2B形
表8
6
ねじ
ナットは,JIS B 0205-3のメートル並目ねじ及び細目ねじとし,ねじの公差域クラスは,JIS B 0209-3
に規定する6Hとする。
なお,電気めっきを施したねじもJIS B 0209-3に規定する公差域クラス6Hの許容差内になければなら
ない。
7
機械的性質
ナットは,11.3によって試験を行い,その機械的性質は,表3による。ただし,耐食性,300 ℃以上の
耐熱性及び−50 ℃以下の耐寒性が要求されるものには適用しない。
表3−機械的性質
強度区分
5T
8T
適用するナットの種類
六角,四角,T形
六角,四角
保証荷重応力 N/mm2
490
785
硬さ
(最大値)
ブリネル硬さ HB
302
ロックウェル硬さ HRC
30
ビッカース硬さ HV
302
3
B 1196:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
材料
ナットの材料は,製品が表3の機械的性質を満足する炭素含有量0.2 %以下の炭素鋼とし,圧延鋼板へ
の溶着性が良好なものでなければならない。
なお,ナットの溶着性を確認する場合は,附属書Aの押込みはく離強さ又は附属書Bのトルクはく離強
さを参考にするのがよい。
9
表面状態
ナットの表面状態は,使用上有害な割れ,きず,かえりなどの表面欠陥があってはならない。
10 表面処理
ナットには,一般に表面処理を施さない。特に,めっき又はその他の表面処理を必要とする場合には,
受渡当事者間の協定による。
11 試験・検査
11.1 形状・寸法検査
形状・寸法検査は,JIS B 1071又はこれに代わる方法で測定し,箇条5に適合しなければならない。
11.2 ねじ検査
ねじ検査は,JIS B 1071又はこれに代わる方法で測定し,箇条6の規定に適合しなければならない。
11.3 機械的性質検査
ナットの機械的性質検査は,次によって行い,箇条7の規定に適合しなければならない。
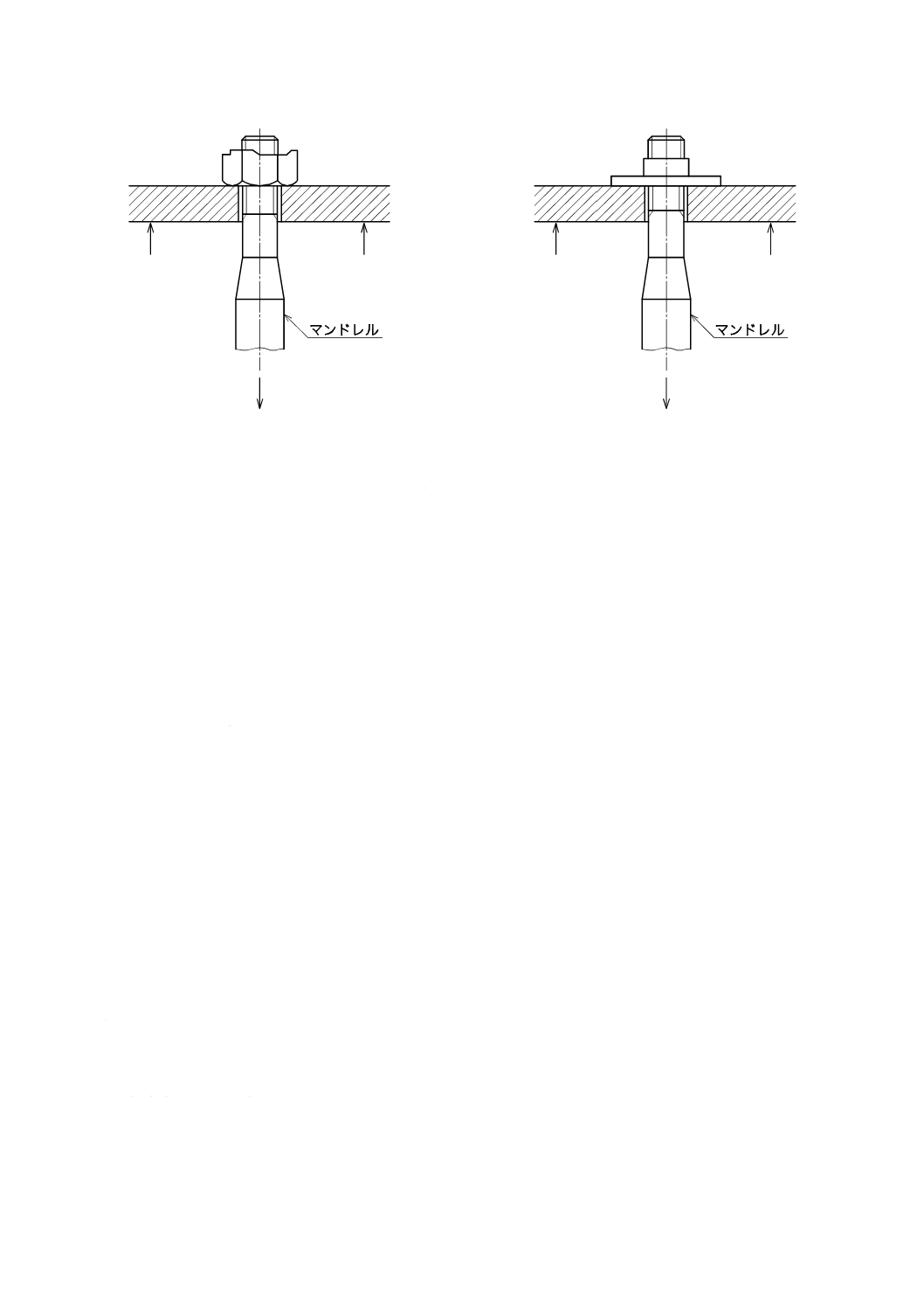
a) 保証荷重応力は,JIS B 1052-2の8.1(保証荷重試験)による。
なお,保証荷重応力試験の試験荷重は,JIS B 1082のねじの有効断面積に表3の保証荷重応力を乗
じた値とし,保証荷重の加え方は,図1による。
b) 硬さは,ナットの座面における120度ずつ離れた3か所の硬さを測定し,その平均値をナットの硬さ
とする。疑義が生じた場合は,ナットの軸心を含む縦断面におけるねじの谷底にできるだけ近い箇所
の硬さを測定する。ただし,測定箇所は,受渡当事者間の協定によって上面又は側面としてもよい。
なお,供試品の硬さが表3の値に適合しているかどうか疑義が生じた場合には,HV0.3ビッカース
硬さで判定する。
ブリネル硬さ試験は,JIS Z 2243による。
ビッカース硬さ試験は,JIS Z 2244による。
ロックウェル硬さ試験は,JIS Z 2245による。
4
B 1196:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 六角溶接ナット及び四角溶接ナットの場合
b) T形溶接ナットの場合a)
注a) プロジェクション溶接のものは,溶接突起部を削り取って試験する。
図1−保証荷重の加え方
11.4 表面状態検査
表面状態は,目視によって行い,箇条9の規定に適合しなければならない。
12 製品の呼び方
ナットの呼び方は,JIS B 1010による。
なお,表面処理の種類などの指定事項は,必要に応じて付け加える。
例1 ねじの呼びがM6,形式が1A形,強度区分が5T,電気亜鉛めっきの六角溶接ナット(並目ね
じ)の場合
六角溶接ナット JIS B 1196−M6−1A−5T−電気亜鉛めっき
例2 ねじの呼びがM8,ねじのピッチP=1,形式が1C形,強度区分が8T,四角溶接ナット(細目
ねじ)の場合
四角溶接ナット JIS B 1196−M8×1−1C−8T
13 表示
13.1 製品の表示
製品の表示については,特に規定しない。
13.2 包装の表示
包装には,外面に次の事項を表示しなければならない。
a) 規格番号又は規格名称
b) 種類
c) ねじの呼び
d) 機械的性質の強度区分
e) 指定事項(例えば,表面処理など)
f)
数量
g) 製造業者名又はその略号
5
B 1196:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
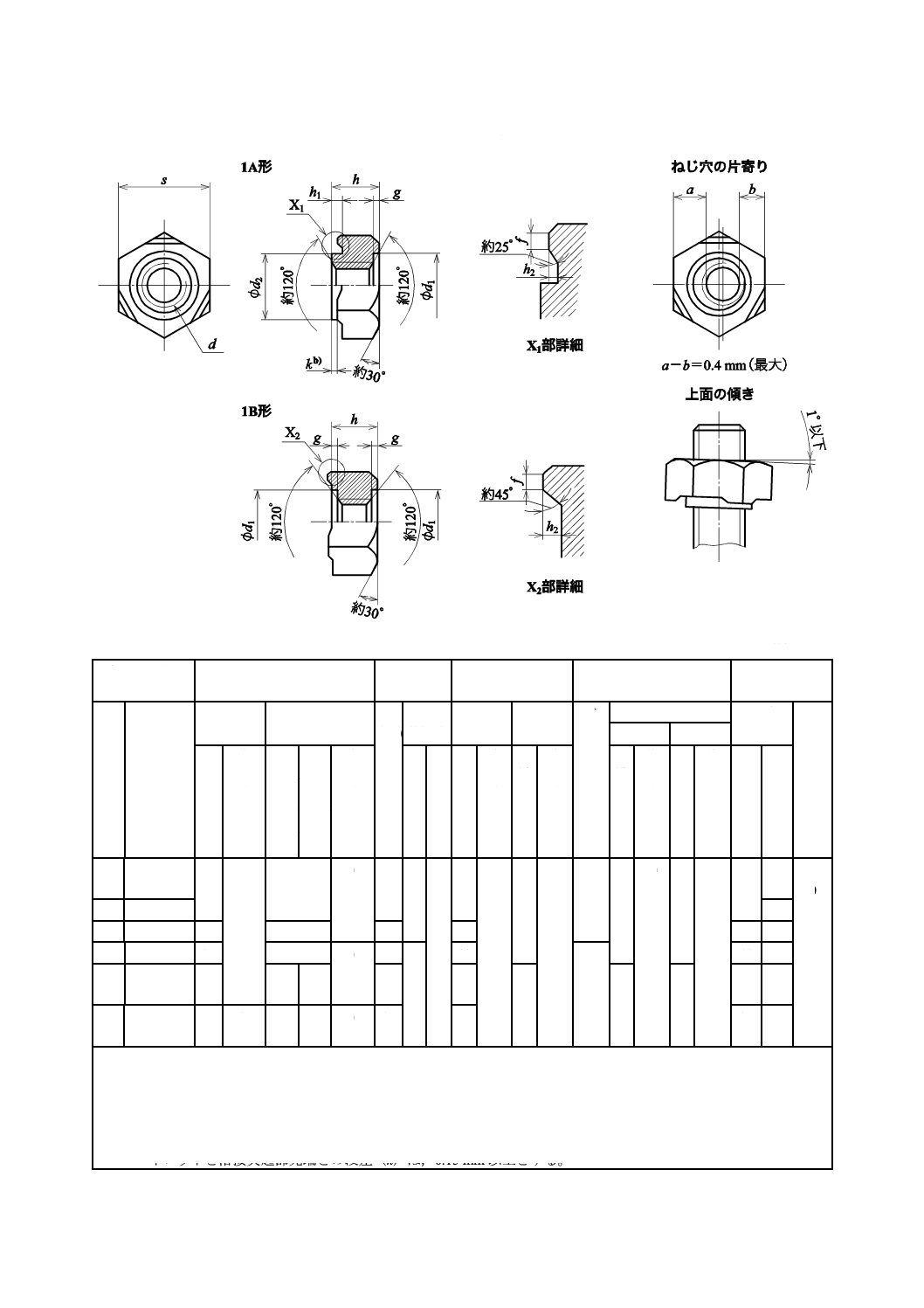
表4−六角溶接ナット(1A形及び1B形)の形状・寸法
単位 mm
ねじの呼び
d
外形
逃げ
パイロット
溶接突起部a)
(参考)
相手板穴直径
並
目
細
目
s
h
d1
(約)
g
(最大)
d2
h1
f
h2
寸
法
基
準
許
容
差
1A形
1B形
基
準
寸
法
許
容
差
(h14)
の
基
準
寸
法
強
度
区
分
5
用
の
基
準
寸
法
強
度
区
分
8
用
許
容
差
(h14)
1A
形
1B
形
基
準
寸
法
許
容
差
基
準
寸
法
許
容
差
基
準
寸
法
許
容
差
基
準
寸
法
許
容
差
1A
形
1B
形
M4
−
11 0
−0.43
5
0
−0.30
7 0.5 0.5 7 −0.1
−0.3
0.8 0
−0.2
0.2〜
1
0.5 0
−0.2
0.8 0
−0.2
7
5 +0.3
0
M5
−
6
M6
−
13
6
9
9
9 7
M8 M8×1
15
7.5
0
−0.36
11 0.8
11
0.2〜
1.2
11 9
M10 M10×1
M10×1.25
17
9
10
13
13
1.2
0.7
1
13 11
M12 M12×1.25
M12×1.5
19 0
−0.52
11
12 0
−0.43
15
15
15 13
注記 ナット1A形の下面のねじ部面取りは,その直径が(ねじの呼び径+0.5 mm)以上となるようにし,パイロット
の下面には必ず平面があるようにするのがよい。また,ナット1A形の上面及び1B形の上面・下面のねじ部面
取りは,その直径がねじの谷の径よりわずかに大きい程度がよい。
注a) 1個のナットにおいて,溶接突起部を含む高さ(1A形=h−h1+h2,1B形=h+h2)の最大値と最小値の差は,0.15
mm以下とし,溶接突起部の幅(f)の最大値と最小値の差は,0.7 mm以下とする。
b) パイロットと溶接突起部先端との段差(k)は,0.15 mm以上とする。
6
B 1196:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
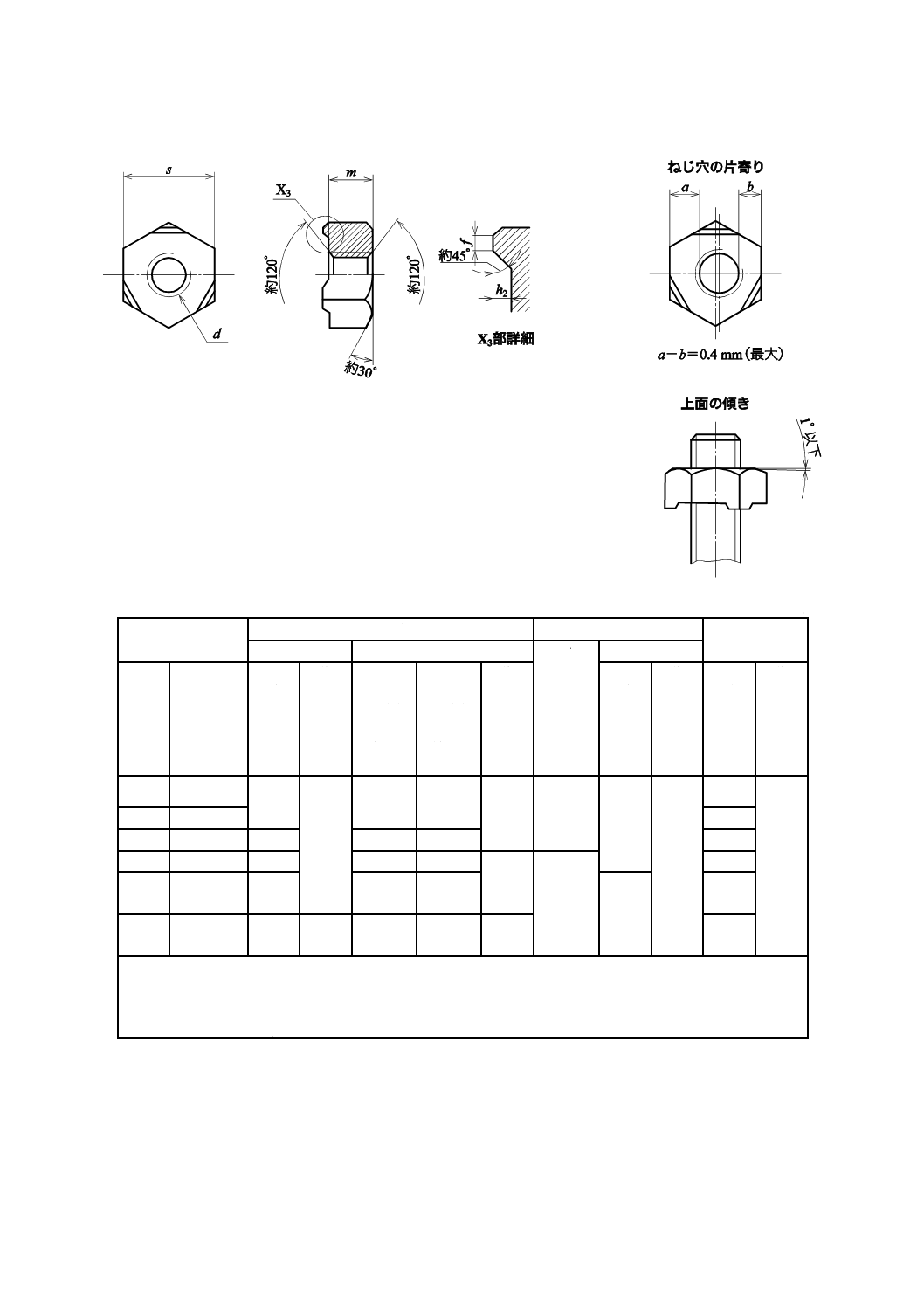
表5−六角溶接ナット(1F形)の形状・寸法
単位 mm
ねじの呼び
d
外形
溶接突起部a)
(参考)
相手板穴直径
s
m
f
h2
並
目
細
目
基
準
寸
法
許
容
差
(h14)
の
基
準
寸
法
強
度
区
分
5
用
の
基
準
寸
法
強
度
区
分
8
用
許
容
差
(h14)
基
準
寸
法
許
容
差
基
準
寸
法
許
容
差
M4
−
11
0
−0.43
4
5
0
−0.30
0.2〜1
0.8
0
−0.2
5
+0.3
0
M5
−
6
M6
−
13
5
6
7
M8
M8×1
15
6.5
7.5
0
−0.36
0.2〜1.2
9
M10
M10×1
M10×1.25
17
8
10
1
11
M12
M12×1.25
M12×1.5
19
0
−0.52
10
12
0
−0.43
13
注記 ナット下面のねじ部面取りは,その直径が約(ねじの呼び径+1 mm)となるようにし,上面のねじ部
面取りは,その直径がねじの谷の径よりわずかに大きい程度がよい。
注a) 1個のナットにおいて,溶接突起部を含む高さ(m+h2)の最大値と最小値の差は,0.15 mm以下とし,
溶接突起部の幅(f)の最大値と最小値の差は,0.7 mm以下とする。
7
B 1196:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
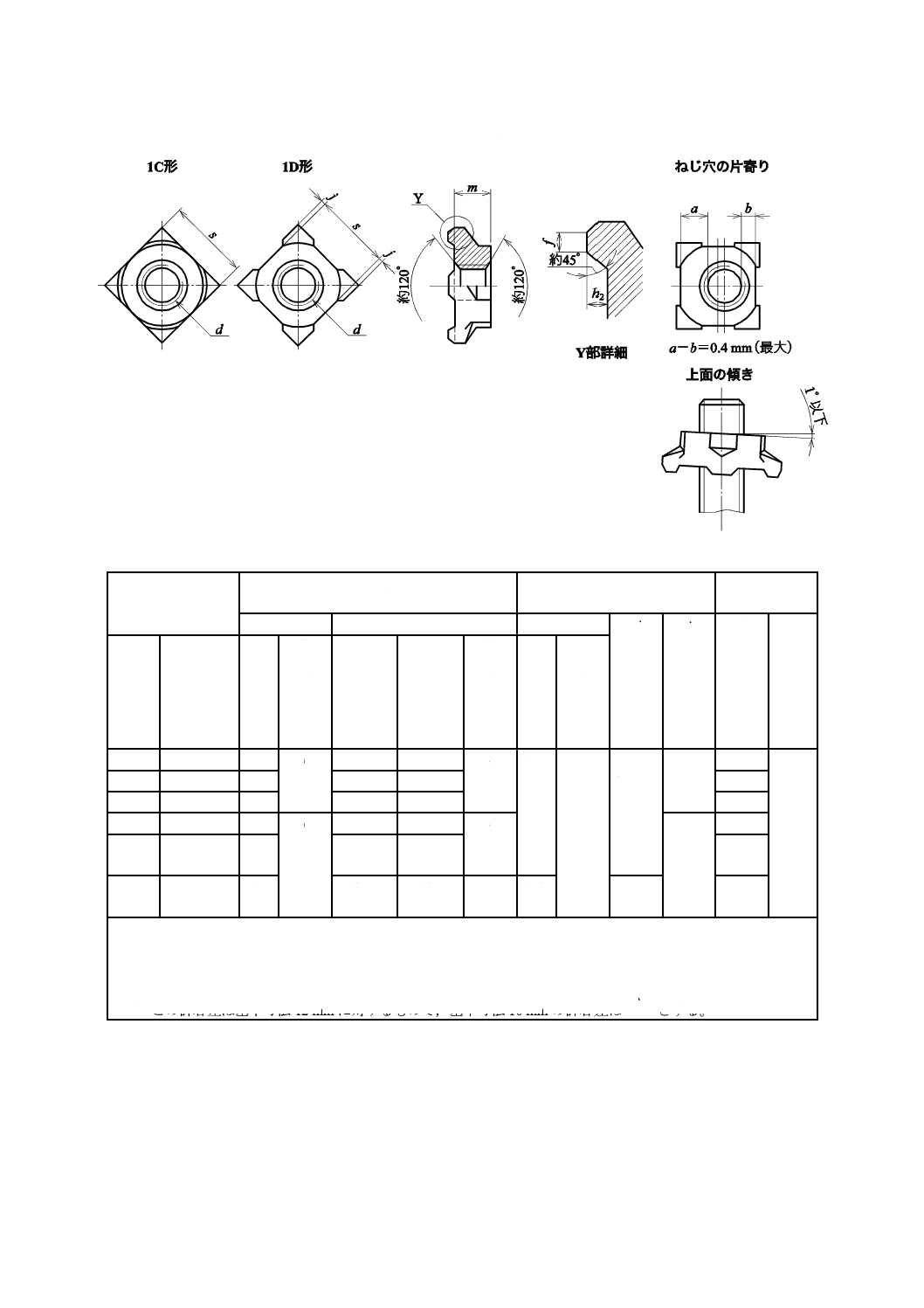
表6−四角溶接ナット(1C形及び1D形)の形状・寸法
単位 mm
ねじの呼び
d
外形
溶接突起部a)
(参考)
相手板穴直径
s
m
h2
f
j
基
準
寸
法
許
容
差
並
目
細
目
基
準
寸
法
許
容
差
(h14)
の
基
準
寸
法
強
度
区
分
5
用
の
基
準
寸
法
強
度
区
分
8
用
許
容
差
(h14)
基
準
寸
法
許
容
差
M4
−
8
0
−0.36
3.2
4
0
−0.30
1
0
−0.2
0.3〜
1.5
0.3〜
0.5
5
+0.3
0
M5
−
9
4
5
6
M6
−
10
5
6
7
M8
M8×1
12
0
−0.43
6.5
7.5
0
−0.36
0.5〜1
9
M10
M10×1
M10×1.25
14
8
10
11
M12
M12×1.25
M12×1.5
17
10
12
0b)
−0.43
1.2
0.5〜2
13
注記 ナット下面のねじ部面取りは,その直径が約(ねじの呼び径+1 mm)となるようにし,上面のねじ部面取
りは,その直径がねじの谷の径よりわずかに大きい程度がよい。
注a) 1個のナットにおいて,溶接突起部を含む高さ(m+h2)の最大値と最小値の差は,0.15 mm以下とし,溶
接突起部の幅(f)の最大値と最小値の差は,0.7 mm以下とする。
b) この許容差は基準寸法12 mmに対するもので,基準寸法10 mmの許容差は とする。
0
−0.36
8
B 1196:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
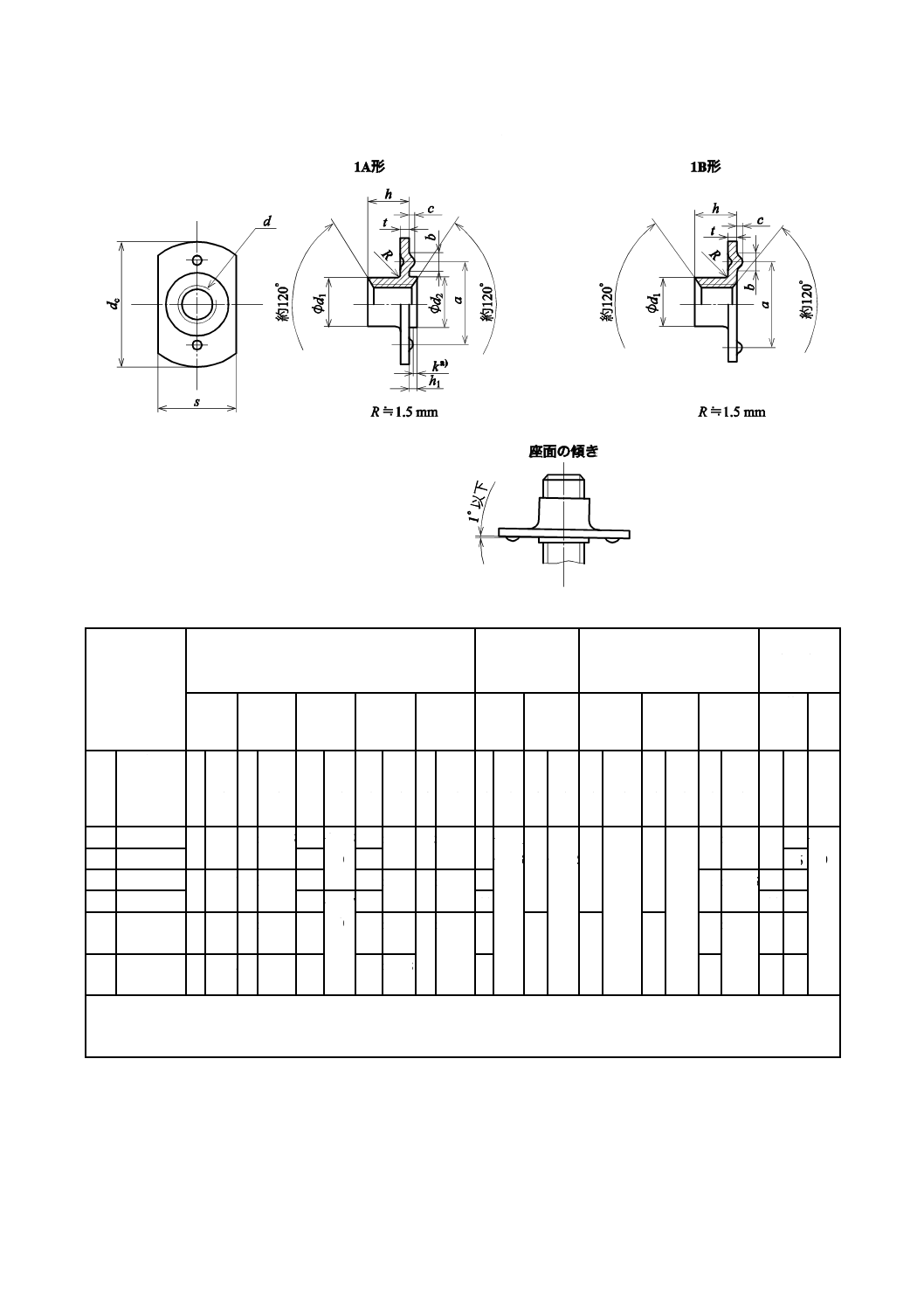
表7−T形溶接ナット(1A形及び1B形)の形状・寸法
単位 mm
ねじの呼び
d
外形
パイロット
溶接突起部
(参考)
相手板
穴直径
dc
s
d1
h
t
d2
h1
b
c
a
寸
法
基
準
許
容
差
並
目
細
目
基
準
寸
法
許
容
差
基
準
寸
法
許
容
差
基
準
寸
法
許
容
差
基
準
寸
法
許
容
差
基
準
寸
法
許
容
差
基
準
寸
法
許
容
差
基
準
寸
法
許
容
差
基
準
寸
法
許
容
差
基
準
寸
法
許
容
差
基
準
寸
法
許
容
差
1A
形
1B
形
M4
−
20 ±0.5 12 ±0.255.4 +0.5
0
5.5 ±0.4 1.2 ±0.2
7 −0.1
−0.3
0.8 0
−0.2
3 ±0.25 0.6 0
−0.2
15 ±0.2
7 5 +0.3
0
M5
−
6.2
6.5
6
M6
−
23 ±0.7 14 ±0.3 7.8
7 ±0.5 1.6 ±0.25 9
17 ±0.259 7
M8 M8×1
9.5 +0.7
0
8.5
11
11 9
M10 M10×1
M10×1.25
30 ±1 19 ±0.4 12.5
10 ±0.6 2 ±0.3 13
1.2
3.8
0.7
22 ±0.3 13 11
M12 M12×1.25
M12×1.5
32 ±1.2 21 ±0.5 14.5
11 ±0.8
15
24
15 13
注記1 ナット上・下面のねじ部面取りは,その直径がねじの谷の径よりわずかに大きい程度がよい。
注記2 フランジの外周部は,半径が約dc/2の円弧がよい。
注a) パイロットと溶接突起部先端との段差(k)は,0.15 mm以上とする。
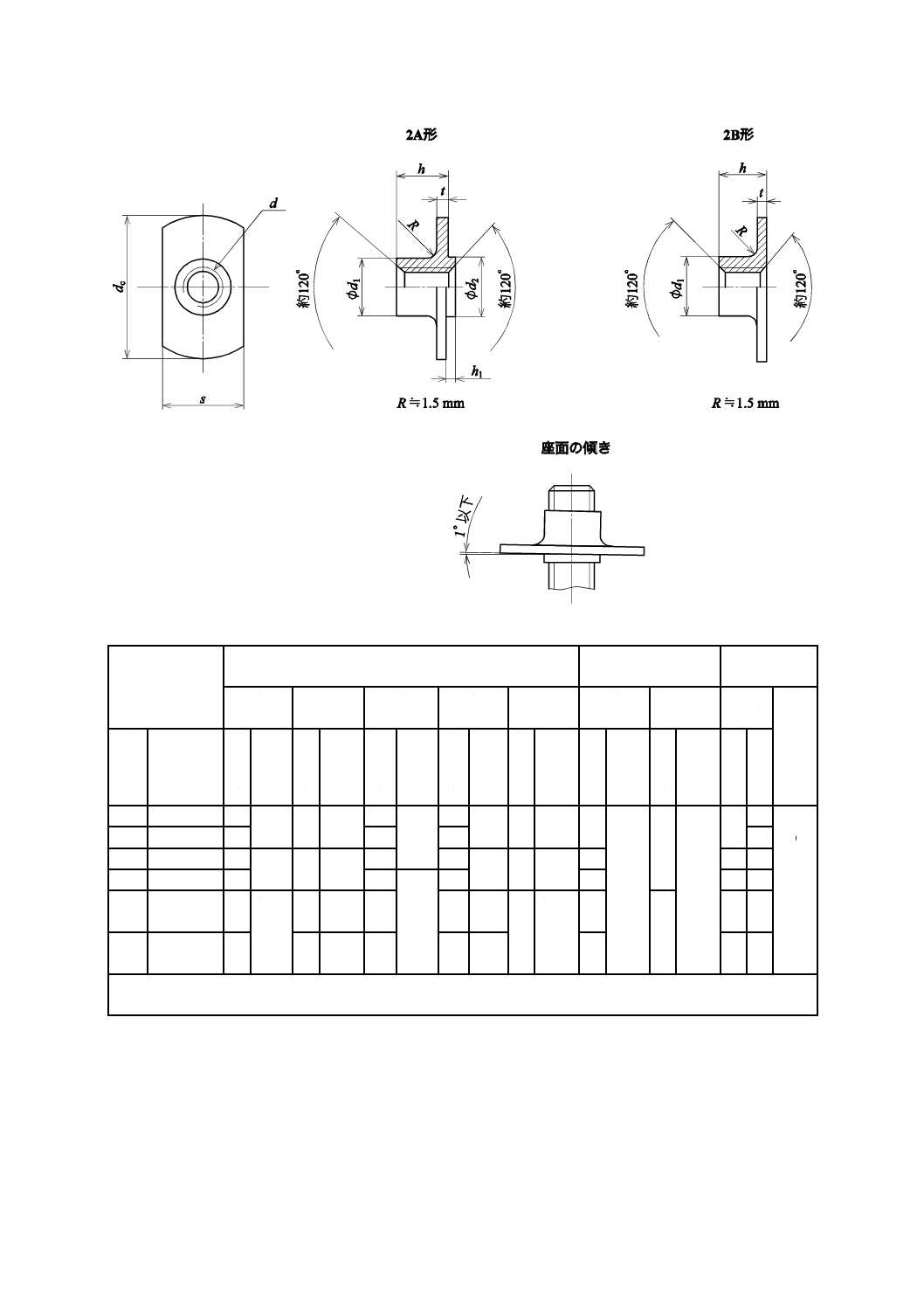
表8−T形溶接ナット(2A形及び2B形)の形状・寸法
9
B 1196:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
ねじの呼び
d
外形
パイロット
(参考)
相手板穴直径
dc
s
d1
h
t
d2
h1
寸
法
基
準
許
容
差
並
目
細
目
基
準
寸
法
許
容
差
基
準
寸
法
許
容
差
基
準
寸
法
許
容
差
基
準
寸
法
許
容
差
基
準
寸
法
許
容
差
基
準
寸
法
許
容
差
基
準
寸
法
許
容
差
2A
形
2B
形
M4
−
23 ±0.7 12 ±0.25 5.4 +0.5
0
5.5 ±0.4 1.2 ±0.2
7 −0.1
−0.3
0.8 0
−0.2
7
5 +0.3
0
M5
−
24
6.2
6.5
6
M6
−
26 ±1
14 ±0.3
7.8
7 ±0.5 1.6 ±0.25 9
9
7
M8
M8×1
28
9.5 +0.7
0
8.5
11
11
9
M10 M10×1
M10×1.25
32 ±1.2 19 ±0.4 12.5
10 ±0.6 2
±0.3 13
1.2
13 11
M12 M12×1.25
M12×1.5
36
21 ±0.5 14.5
11 ±0.8
15
15 13
注記1 ナット上・下面のねじ部面取りは,その直径がねじの谷の径よりわずかに大きい程度がよい。
注記2 フランジの外周部は,半径が約dc/2の円弧がよい。
10
B 1196:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
押込みはく離強さ及びその試験方法
A.1 押込みはく離強さ
ナットをA.2の方法によって試験したときの押込みはく離強さを,参考として表A.1に示す。
なお,押込みはく離試験において溶接部が変形しても,そのときの荷重が表A.1の値以上であればよい。
表A.1−押込みはく離強さ
単位 kN
ねじの呼び径 (mm)
4
5
6
8
10
12
押込みはく離強さ
3.24
3.24
3.24
3.73
6.03
6.03
押込みはく離強さ(F)は,次の計算式によって求めたものである。
F=S×n×σ
ここに, S:溶接点1個の根元の断面積
n:1個のナットにおける溶接点の数
σ:溶接部の引張強さ(σ=294 N/mm2)
S及びnは表4の六角溶接ナット1A形の規格値の中央値で計算を行って求めた。
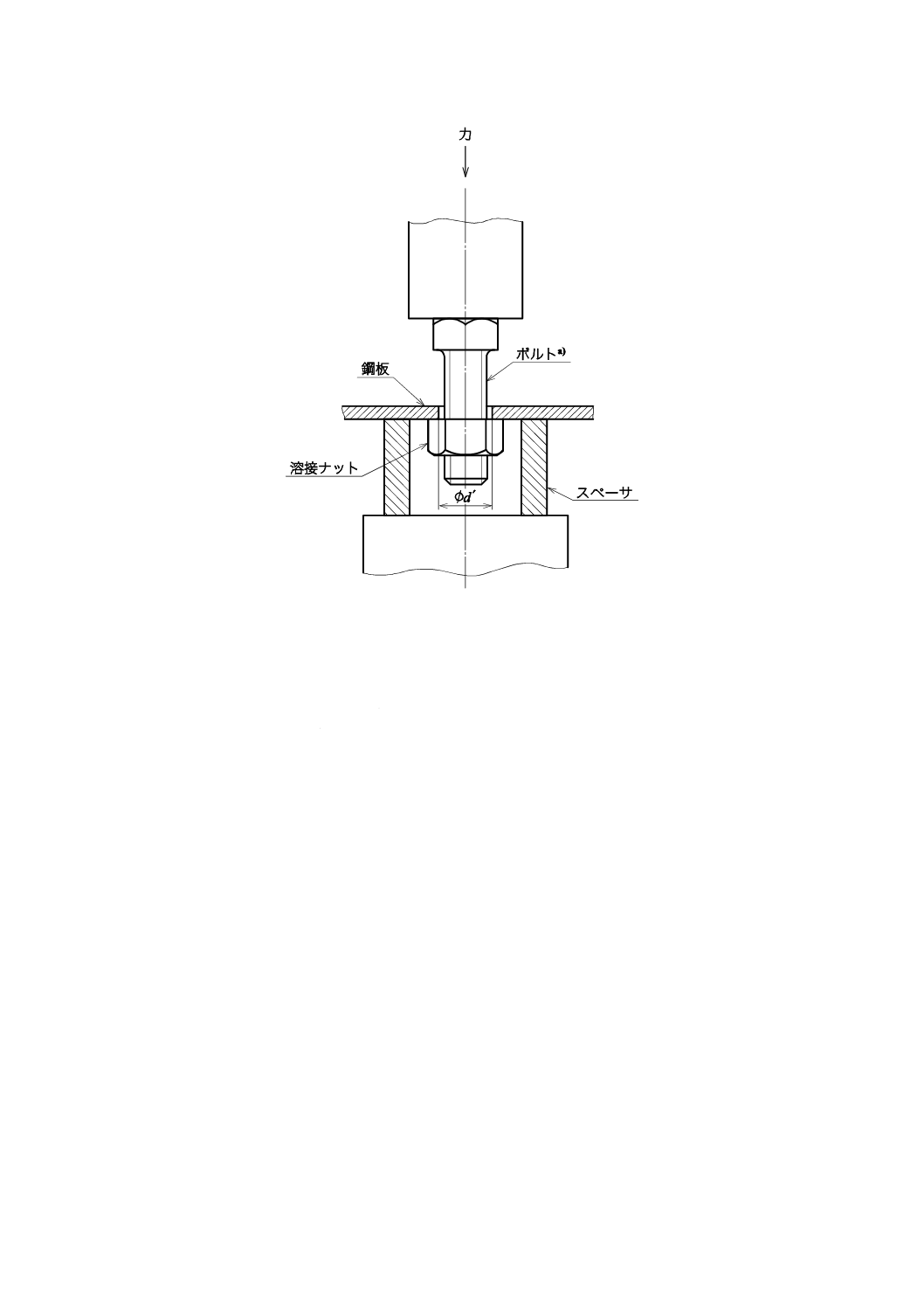
A.2 押込みはく離試験方法
ナットを表A.2の鋼板に溶接し,それを図A.1のようにスペーサの上にのせ,溶接したナットにボルト
をねじ込み,荷重中心ができるだけねじの中心と一致するようにボルトの頭部に圧縮荷重を徐々に加え,
ナットがはく離するときの荷重を測定する。
なお,表A.1の荷重以下で鋼板が著しくわん曲した場合は,表A.2の呼び厚さ内で厚めのものを用いる
か,鋼板の調質区分を高めるか,又はスペーサの内径とナットとのすき間をできるだけ狭めて再試験する。
表A.2−ナットを溶接する鋼板
ねじの呼び径
ナットを溶接する鋼板
適用規格
呼び厚さ mm
4
JIS G 3141のSPCCとする。ただし,
調質区分は特に規定しない。
0.8〜1.0
5
1.0〜1.2
6
1.2〜1.6
8
1.6〜2.0
10
2.0〜2.3
12
2.3〜3.2
11
B 1196:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
鋼板の穴径(d')は,表4〜表8に参考として規定する相手板穴直径による。
ナットの溶接条件は,受渡当事者間の協定による。
表A.2に規定した呼び厚さ以外の鋼板を使用する場合は,受渡当事者間の協定による。
注a) 試験に用いるボルトは,次の条件を備えたものとする。
a) 仕上げ程度:JIS B 1180 附属書1表6の上
b) ねじの公差域クラス:6g
c) 強度区分:8.8以上
図A.1−押込みはく離試験方法
12
B 1196:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
トルクはく離強さ及びその試験方法
B.1
トルクはく離強さ
ナットをB.2の方法によって試験したときのトルクはく離強さを参考として表B.1に示す。
なお,トルクはく離試験において,溶接部が変形してもそのときのトルクが表B.1の値以上ならばよい。
表B.1−トルクはく離強さ
単位 N・m
ねじの呼び径 (mm)
4
5
6
8
10
12
トルクはく離強さ
12.7
12.7
15.5
20.5
37.3
42.2
トルクはく離強さ(T)は,次の計算式によって求めたものである。
T=S×n×τ×L
ここに, S:溶接点1個の根元の断面積
n:1個のナットにおける溶接点の数
L:ねじの中心から溶接点までの距離
τ:溶接部のせん断強さ(τ=σ×0.7=206 N/mm2)
S,n及びLは表4の六角溶接ナット1A形の規格値の中央値で計算を行って求めた。
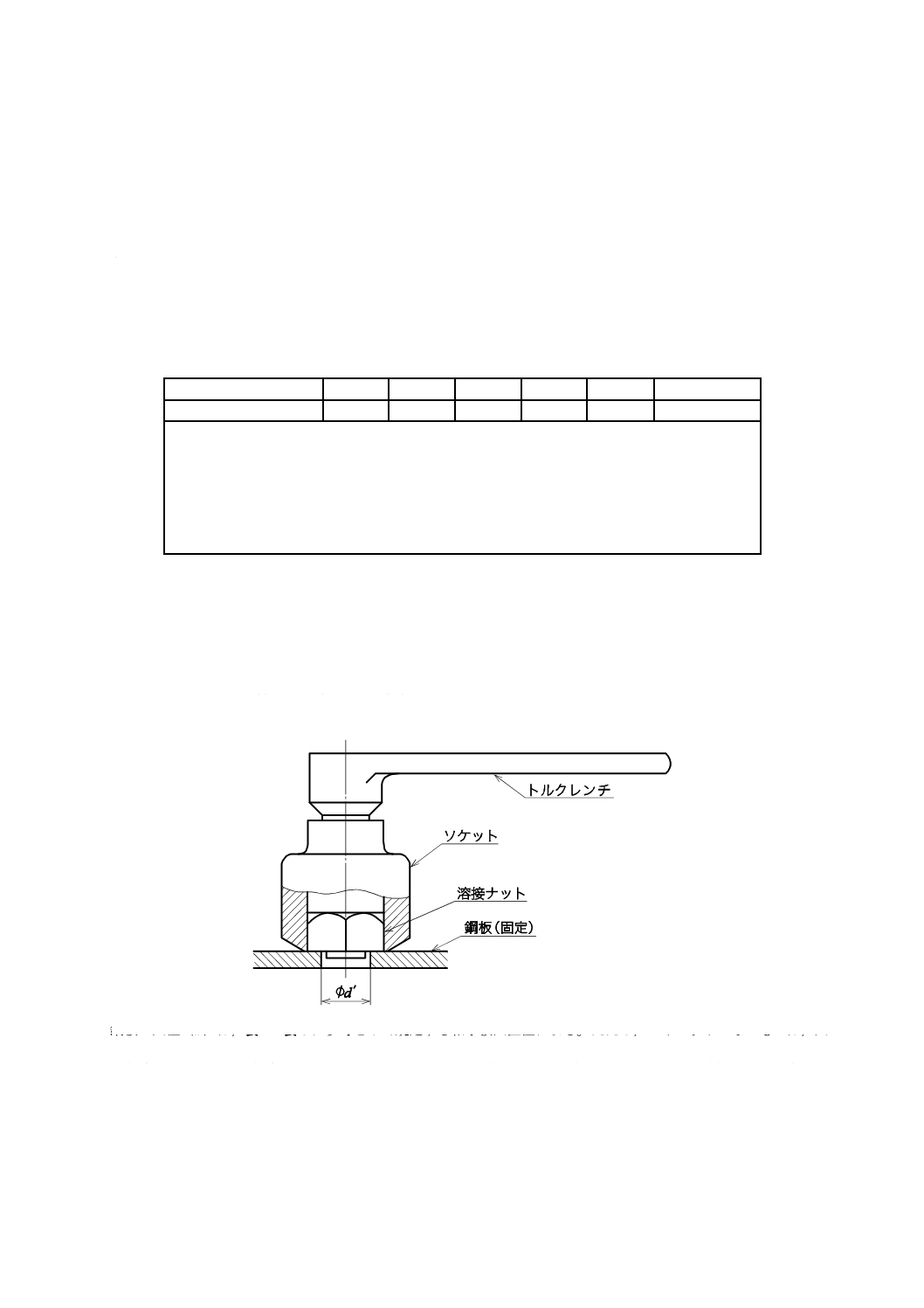
B.2
トルクはく離試験方法
ナットを表A.2の鋼板に溶接し,その鋼板を図B.1のように固定し,できるだけねじの中心に直角な平
面上で回転力を与え,ナットの溶接部がはく離するときのトルクを測定する。
なお,表B.1のトルク以下で溶接部の板がむしり取られた場合は,表A.2の呼び厚さ内で厚めのものを
用いるか,又は板の調質区分を高めて再試験する。
鋼板の穴径(d')は,表4〜表8に参考として規定する相手板穴直径による。ただし,パイロットのないものは,穴
あけを省略してよい。
六角溶接ナット及び四角溶接ナットに用いるソケットは,六角穴付き,四角穴付き又は二面幅(s)にはまり合う溝
付きのいずれでもよい。また,T形溶接ナットに用いるソケットは,つばの幅(s)にはまり合う溝付きのものとする。
ナットの溶接条件は,受渡当事者間の協定による。
表A.2に規定した呼び厚さ以外の鋼板を使用する場合は,受渡当事者間の協定による。
図B.1−トルクはく離試験方法
13
B 1196:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献 JIS B 1180 六角ボルト
JIS G 3141 冷間圧延鋼板及び鋼帯