B 1173:2010
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 形状・寸法 ······················································································································ 1
5 ねじ······························································································································· 1
5.1 植込み側のねじ ············································································································· 1
5.2 ナット側のねじ ············································································································· 1
6 機械的性質 ······················································································································ 2
7 材料······························································································································· 2
8 表面状態························································································································· 2
9 表面処理························································································································· 2
10 試験・検査 ···················································································································· 2
10.1 形状・寸法検査 ············································································································ 2
10.2 ねじ検査 ····················································································································· 2
10.3 機械的性質検査 ············································································································ 3
10.4 表面状態検査 ··············································································································· 3
10.5 受渡検査 ····················································································································· 3
11 製品の呼び方 ················································································································· 3
12 表示 ····························································································································· 3
12.1 製品の表示 ·················································································································· 3
12.2 包装の表示 ·················································································································· 3
B 1173:2010
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本ねじ研究協会
(JFRI)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの
申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 1173:1995は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1173:2010
植込みボルト
Studs
1
適用範囲
この規格は,一般に用いる鋼製の植込みボルト(以下,ボルトという。)の特性について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0101 ねじ用語
JIS B 0205-3 一般用メートルねじ−第3部:ねじ部品用に選択したサイズ
JIS B 0209-3 一般用メートルねじ−公差−第3部:構造体用ねじの寸法許容差
JIS B 1010 締結用部品の呼び方
JIS B 1044 締結用部品−電気めっき
JIS B 1051 炭素鋼及び合金鋼製締結用部品の機械的性質−第1部:ボルト,ねじ及び植込みボルト
JIS B 1071 締結用部品−精度測定方法
JIS B 1091 締結用部品−受入検査
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0101による。
4
形状・寸法
ボルトは,10.1によって測定し,その形状・寸法は,表1による。
5
ねじ
5.1
植込み側のねじ
植込み側のねじは,JIS B 0205-3に規定するメートル並目ねじ又はメートル細目ねじとし,その寸法許
容差及び公差は,表4による。ただし,電気めっきを施した場合の寸法許容差及び公差が表4以外の寸法
許容差を必要とする場合は,注文者の指定による。
5.2
ナット側のねじ
ナット側のねじは,JIS B 0205-3に規定するメートル並目ねじ又はメートル細目ねじとし,その公差域
クラスは,JIS B 0209-3に規定する6gとする。
なお,電気めっきを施したねじの最大許容寸法は,4hの最大許容寸法とする。
2
B 1173:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6
機械的性質
ボルトは,10.3によって試験を行い,その機械的性質は,JIS B 1051に規定する機械的性質の強度区分
4.8,8.8,9.8及び10.9とする。
7
材料
ボルトの材料は,JIS B 1051による。
8
表面状態
ボルトは,10.4によって検査を行い,表面状態は,表面が滑らかで,使用上有害な割れ,きず,ばり,
さびなどの欠陥があってはならない。
9
表面処理
ボルトには,一般に表面処理を施さない。特に,めっき又はその他の表面処理を必要とする場合は,注
文者が指定する。
なお,電気めっきを施す場合は,JIS B 1044によるのがよい。
10 試験・検査
10.1 形状・寸法検査
ボルトの形状・寸法検査は,JIS B 1071又はこれに代わる方法によって測定し,箇条4の規定に適合し
なければならない。
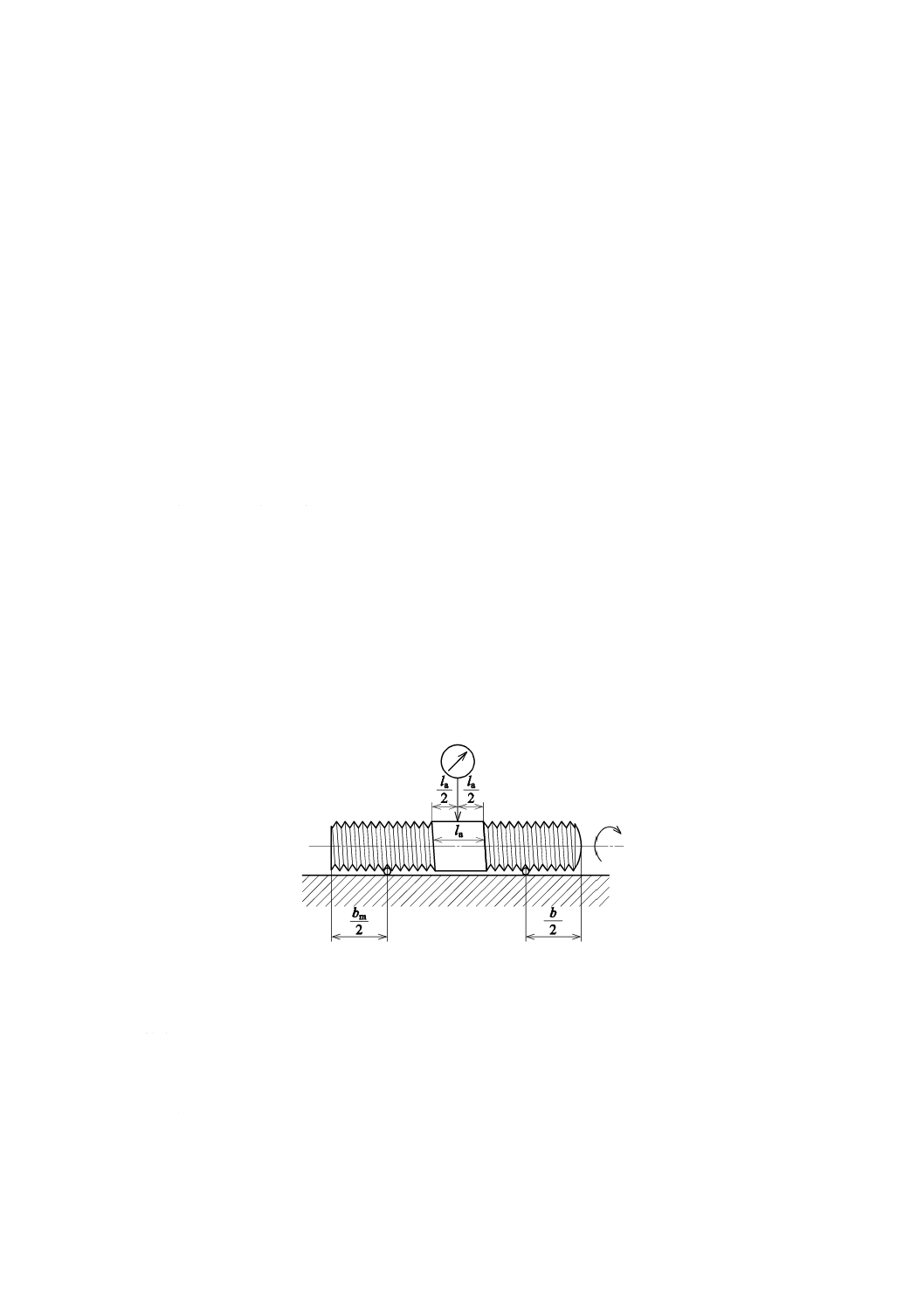
なお,ボルトの真直度は,定盤,ねじ測定用三針及びダイヤルゲージ,又はこれに代わるものを図1の
ように配置し,ボルトを1回転したときの円筒外面における振れの1/2の値とする。
図1−真直度の測定
10.2 ねじ検査
ねじ検査は,次による。
a) 植込み側のねじは,直接測定,ねじ用限界ゲージ又はこれに代わる検査器具によって測定し,5.1の規
定に適合しなければならない。
b) ナット側のねじは,JIS B 1071又はこれに代わる方法によって測定し,5.2の規定に適合しなければな
らない。
なお,電気めっきを施したナット側のねじに対する通りねじリングゲージは,4hのものを用いる。
3
B 1173:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10.3 機械的性質検査
ボルトの機械的性質検査は,その強度区分に応じてJIS B 1051の試験プログラムBによって試験を行い,
箇条6の規定に適合しなければならない。
10.4 表面状態検査
ボルトの表面状態は,目視によって検査を行い,箇条8の規定に適合しなければならない。
10.5 受渡検査
受渡検査は,購入者から特に指定がない限り,JIS B 1091による。
11 製品の呼び方
ボルトの呼び方は,JIS B 1010による。
なお,ねじの形状,表面処理の種類などの指定事項がある場合は,必要に応じて付け加える。
例1 ねじの呼びがM4,呼び長さが20 mm,強度区分が4.8,bmが1種の植込みボルトの場合:
植込みボルト JIS B 1173−M4×20−並−並−1種−4.8
例2 ねじの呼びがM10(植込み側が左細目ねじで,ナット側が細目ねじ),呼び長さが50 mm,強
度区分が8.8,bmが2種の植込みボルトの場合:
植込みボルト JIS B 1173−M10×1.25−LH×50−細−細−2種−8.8
例3 ねじの呼びがM12(植込み側が並目ねじ,ナット側が細目ねじ),呼び長さが60 mm,強度区
分が8.8,bmが2種,JIS B 1044による電気めっき(A2K)の植込みボルトの場合:
植込みボルト JIS B 1173−M12×60−並−細−2種−8.8−A2K 1)
注1) A2Kは,JIS B 1044の附属書E(ねじ部品の電気めっきのための呼び方のコード,システムA)
を参照。
12 表示
12.1 製品の表示
製品の表示は,JIS B 1051の9.(表示)による。
12.2 包装の表示
包装には,外面に次の事項を表示しなければならない。
a) 規格番号又は規格名称
b) ねじの呼び径×呼び長さ
c) 植込み側のねじの呼び(例:M10)
d) bmの種別又はその数値(例:2種又はbm=18)
e) ナット側のねじの呼び(例:M10×1.25)
f)
強度区分
g) 数量
h) 指定事項(例えば,表面処理の種類)
i)
製造業者名又はその略号
4
B 1173:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
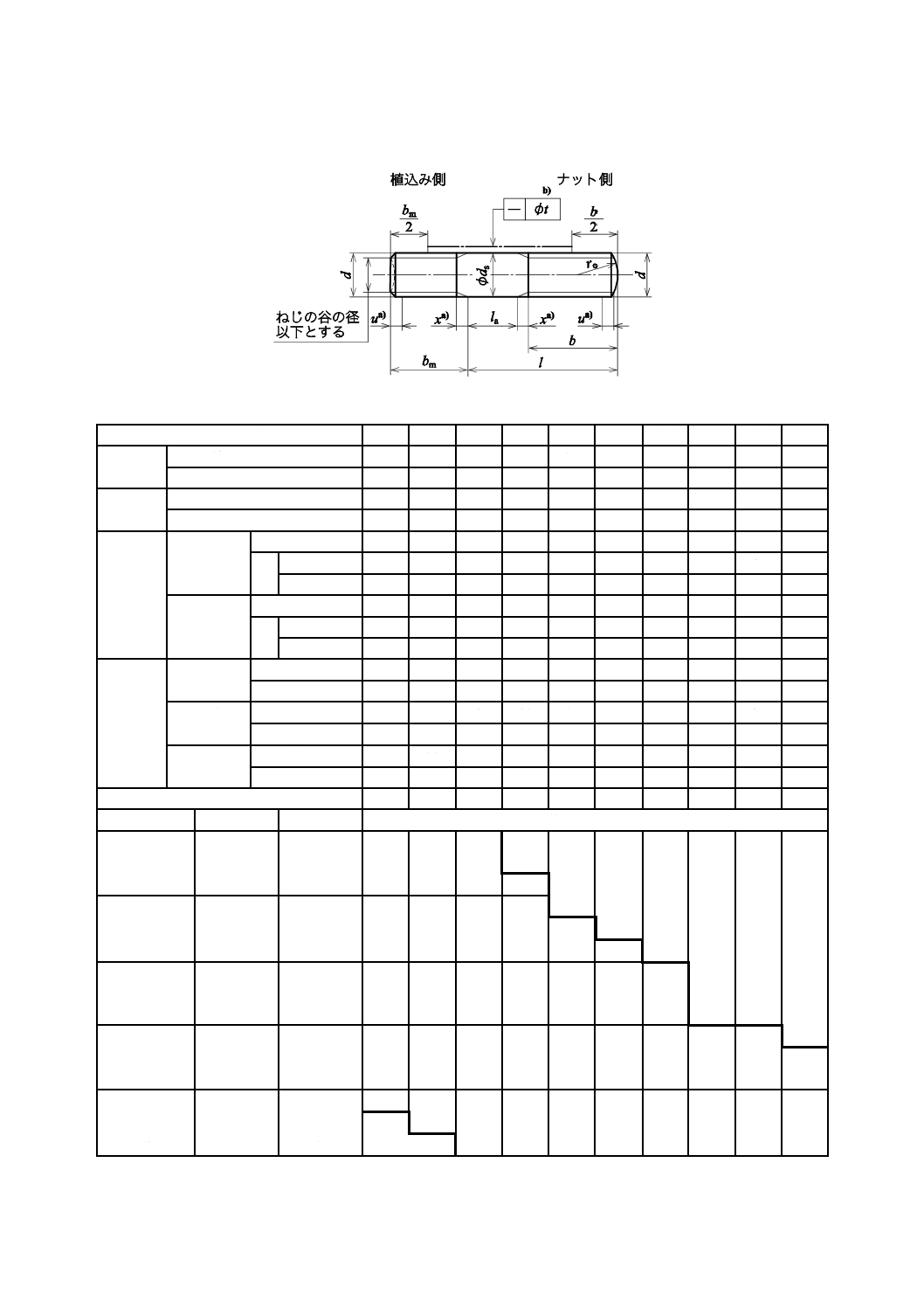
表1−植込みボルトの形状・寸法
単位 mm
ねじの呼び径d
4
5
6
8
10
12
(14)
16
(18)
20
ピッチ
P
並目ねじ
0.7
0.8
1
1.25
1.5
1.75
2
2
2.5
2.5
細目ねじ
−
−
−
−
1.25
1.25
1.5
1.5
1.5
1.5
ds
最大(基準寸法)
4
5
6
8
10
12
14
16
18
20
最小
3.82
4.82
5.82
7.78
9.78
11.73 13.73 15.73 17.73 19.67
b
l≦125 mm
のもの
最小(基準寸法) 14
16
18
22
26
30
34
38
42
46
最
大
並目ねじ
15.4
17.6
20
24.5
29
33.5
38
42
47
51
細目ねじ
−
−
−
−
28.5
32.5
37
41
45
49
l>125 mm
のもの
最小(基準寸法) −
−
−
−
−
−
−
−
48
52
最
大
並目ねじ
−
−
−
−
−
−
−
−
53
57
細目ねじ
−
−
−
−
−
−
−
−
51
55
bm
1種
最小
−
−
−
−
12
15
18
20
22
25
最大
−
−
−
−
13.1
16.1
19.1
21.3
23.3
26.3
2種
最小
6
7
8
11
15
18
21
24
27
30
最大
6.75
7.9
8.9
12.1
16.1
19.1
22.3
25.3
28.3
31.3
3種
最小
8
10
12
16
20
24
28
32
36
40
最大
8.9
10.9
13.1
17.1
21.3
25.3
29.3
33.6
37.6
41.6
re
(約)
5.6
7
8.4
11
14
17
20
22
25
28
呼び長さl
最小
最大
推奨する呼び長さを太線枠内に示す[*印は注c) を参照。]。
12
11.65
12.35
○*
○*
○*
14
13.65
14.35
○*
○*
○*
16
15.65
16.35
○*
○*
○*
○*
18
17.65
18.35
○
○*
○*
○*
20
19.58
20.42
○
○
○*
○*
○*
22
21.58
22.42
○
○
○
○*
○*
○*
25
24.58
25.42
○
○
○
○*
○*
○*
○*
28
27.58
28.42
○
○
○
○
○*
○*
○*
30
29.58
30.42
○
○
○
○
○*
○*
○*
32
31.5
32.5
○
○
○
○
○
○*
○*
○*
○*
35
34.5
35.5
○
○
○
○
○
○*
○*
○*
○*
○*
38
37.5
38.5
○
○
○
○
○
○
○*
○*
○*
○*
40
39.5
40.5
○
○
○
○
○
○
○*
○*
○*
○*
45
44.5
45.5
○
○
○
○
○
○
○*
○*
○*
50
49.5
50.5
○
○
○
○
○
○
○*
○*
5
B 1173:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−植込みボルトの形状・寸法(続き)
単位 mm
ねじの呼び径d
4
5
6
8
10
12
(14)
16
(18)
20
呼び長さl
最小
最大
推奨する呼び長さを太線枠内に示す[*印は注c) を参照。]。
55
54.4
55.6
○
○
○
○
○
○
○
60
59.4
60.6
○
○
○
○
○
○
65
64.4
65.6
○
○
○
○
○
○
70
69.4
70.6
○
○
○
○
○
○
80
79.4
80.6
○
○
○
○
○
○
90
89.3
90.7
○
○
○
○
○
○
100
99.3
100.7
○
○
○
○
○
○
110
109.3
110.7
○
○
120
119.3
120.7
○
○
140
139.2
140.8
○
○
160
159.2
160.8
○
○
注記1 ねじの呼び径に括弧を付けたものは,できるだけ用いないのがよい。
注記2 ナット側のねじ部長さ(b)は,JIS B 1009を参照。
注記3 植込み側のねじ部長さ(bm)は,1種,2種,3種のうち,いずれかを注文者が指定する。
なお,1種は1.25d,2種は1.5d,3種は2dに等しいかこれに近く,1種及び2種は鋼(鋳鋼品及び鍛鋼品
を含む)又は鋳鉄に,3種は軽合金に植え込むものを対象としている。
注記4 植込み側のねじ先は面取り先,ナット側のねじ先は丸先とし,その形状・寸法は,JIS B 1003を参照。
注a) x及びuは,不完全ねじ部の長さで,2ピッチ以下とする。
b) 真直度は,表2による。
c) 推奨する呼び長さのうち*印を付けたものは,呼び長さ(l)が短いため規定のねじ部長さを確保することがで
きないので,ナット側ねじ部長さを,表1のbの最小値より小さくしてもよいが,表3に示すd+2P(dはね
じの呼び径,Pはピッチで,並目の値を用いる)の値より小さくなってはならない。また,これらの円筒部長
さは,通常,表3のla以上とする。
表2−真直度(t)
単位 mm
ねじの呼び径d
4
5
6
8
10
12
14
16
18
20
lの区分
真直度t
超え
以下
−
18
0.02 0.03 0.03 0.04 0.05
−
−
−
−
−
18
30
0.03 0.03 0.04 0.05 0.05 0.06 0.07 0.08 0.08 0.08
30
50
0.06 0.06 0.06 0.07 0.07 0.08 0.08 0.09 0.10 0.10
50
80
−
−
−
0.15 0.15 0.15 0.16 0.16 0.16 0.17
80
120
−
−
−
−
0.32 0.33 0.33 0.33 0.33 0.33
120
160
−
−
−
−
−
−
−
−
0.63 0.63
表3−ナット側ねじ部長さ(b)及び不完全ねじ部を除く円筒部長さ(la)の最小値
単位 mm
ねじの呼び径d
4
5
6
8
10
12
14
16
18
20
d+2P(=b)
5.4
6.6
8
10.5
13
14
18
20
23
25
la
1
2
2.5
3
4
6
B 1173:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
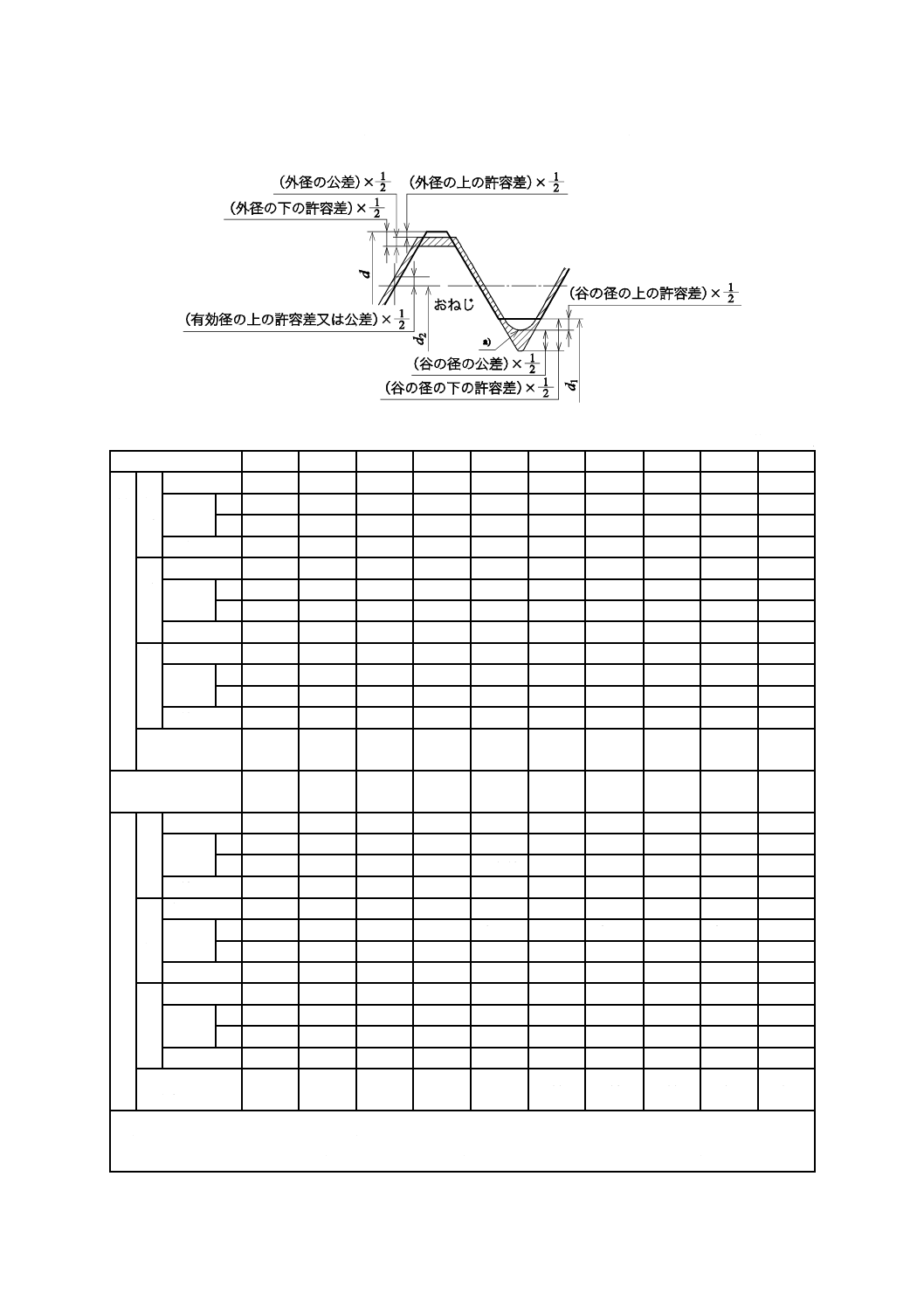
表4−植込みボルトの植込み側ねじの寸法許容差及び公差
単位 mm
ねじの呼び(d)
M4
M5
M6
M8
M10
M12
M14
M16
M18
M20
並
目
ね
じ
外
径
d
基準寸法
4
5
6
8
10
12
14
16
18
20
許容差 上 −0.03
−0.03
−0.03
−0.04
−0.04
−0.05
−0.05
−0.05
−0.05
−0.05
下 −0.16
−0.17
−0.18
−0.21
−0.23
−0.24
−0.26
−0.26
−0.29
−0.29
公差
0.13
0.14
0.15
0.17
0.19
0.19
0.21
0.21
0.24
0.24
有
効
径
d2
基準寸法
3.545
4.480
5.350
7.188
9.026
10.863
12.701
14.701
16.376
18.376
許容差 上 +0.06
+0.06
+0.07
+0.08
+0.08
+0.09
+0.10
+0.10
+0.11
+0.11
下
0
0
0
0
0
0
0
0
0
0
公差
0.06
0.06
0.07
0.08
0.08
0.09
0.10
0.10
0.11
0.11
谷
の
径
d1
基準寸法
3.242
4.134
4.917
6.647
8.376
10.106
11.835
13.835
15.294
17.294
許容差 上 −0.041 −0.055 −0.147 −0.191 −0.244 −0.290 −0.333 −0.333 −0.432 −0.432
下 −0.151 −0.175 −0.287 −0.361 −0.434 −0.510 −0.573 −0.573 −0.722 −0.722
公差
0.11
0.12
0.14
0.17
0.19
0.22
0.24
0.24
0.29
0.29
標準のはめあい
の長さ
6
7
8
10
12
14
16
16
20
20
ねじの呼び(d)
−
−
−
−
M10
×1.25
M12
×1.25
M14
×1.5
M16
×1.5
M18
×1.5
M20
×1.5
細
目
ね
じ
外
径
d
基準寸法
−
−
−
−
10
12
14
16
18
20
許容差 上
−
−
−
−
−0.04
−0.04
−0.04
−0.04
−0.05
−0.05
下
−
−
−
−
−0.19
−0.21
−0.21
−0.21
−0.22
−0.22
公差
−
−
−
−
0.15
0.17
0.17
0.17
0.17
0.17
有
効
径
d2
基準寸法
−
−
−
−
9.188
11.188
13.026
15.026
17.026
19.026
許容差 上
−
−
−
−
+0.08
+0.09
+0.09
+0.09
+0.10
+0.10
下
−
−
−
−
0
0
0
0
0
0
公差
−
−
−
−
0.08
0.09
0.09
0.09
0.10
0.10
谷
の
径
d1
基準寸法
−
−
−
−
8.647
10.647
12.376
14.376
16.376
18.376
許容差 上
−
−
−
−
−0.191 −0.191 −0.234 −0.234 −0.224 −0.224
下
−
−
−
−
−0.361 −0.391 −0.434 −0.434 −0.474 −0.474
公差
−
−
−
−
0.17
0.20
0.20
0.20
0.25
0.25
標準のはめあい
の長さ
−
−
−
−
6
10
10
10
15
15
この表では,山の角度及びピッチの許容差は特に定めていないが,これらは有効径に換算して有効径の公差中
に含めている。したがって,この表の有効径の上の許容差については,標準のはめあい長さをもつねじ測定器具
又はねじゲージを使用して,総合有効径を検査し,また有効径の下の許容差については,単独有効径を検査する。
7
B 1173:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4−植込みボルトの植込み側ねじの寸法許容差及び公差(続き)
注記 表4によるねじとはまり合うめねじの公差域クラスは,JIS B 0209-3に規定する5Hが望ましい。
注a) 谷の丸みは正確な円弧でなくてもよいが,角張ってはならない。
参考文献 JIS B 1003 締結用部品−メートルねじをもつおねじ部品のねじ先
JIS B 1009 おねじ部品−呼び長さ及びボルトのねじ部長さ