2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1119-1995
眼鏡枠用小ねじ及びナット
Machine screws and nuts for spectacle frames
1. 適用範囲 この規格は,眼鏡枠に用いるステンレス鋼製,黄銅製及び洋白製の小ねじ(以下,小ねじ
という。)並びに洋白製のナットについて規定する。
備考1. この規格の引用規格を,次に示す。
JIS B 0205 メートル並目ねじ
JIS B 0209 メートル並目ねじの許容限界寸法及び公差
JIS B 0251 メートル並目ねじ用限界ゲージ
JIS B 1012 ねじ用十字穴
JIS B 1071 ねじ部品の精度測定方法
JIS B 1116 精密機器用すりわり付き小ねじ
JIS G 4303 ステンレス鋼棒
JIS G 4315 冷間圧造用ステンレス鋼線
JIS H 3250 銅及び銅合金棒
JIS H 3270 ベリリウム銅,りん青銅及び洋白の棒及び線
JIS Z 2201 金属材料引張試験片
JIS Z 2241 金属材料引張試験方法
JIS Z 2244 ビッカース硬さ試験方法
JIS Z 2251 ヌープ硬さ試験方法
2. この規格の対応国際規格を,次に示す。
ISO 11381 Optics and optical instruments−Ophthalmic optics−Screw threads
2. 種類
2.1
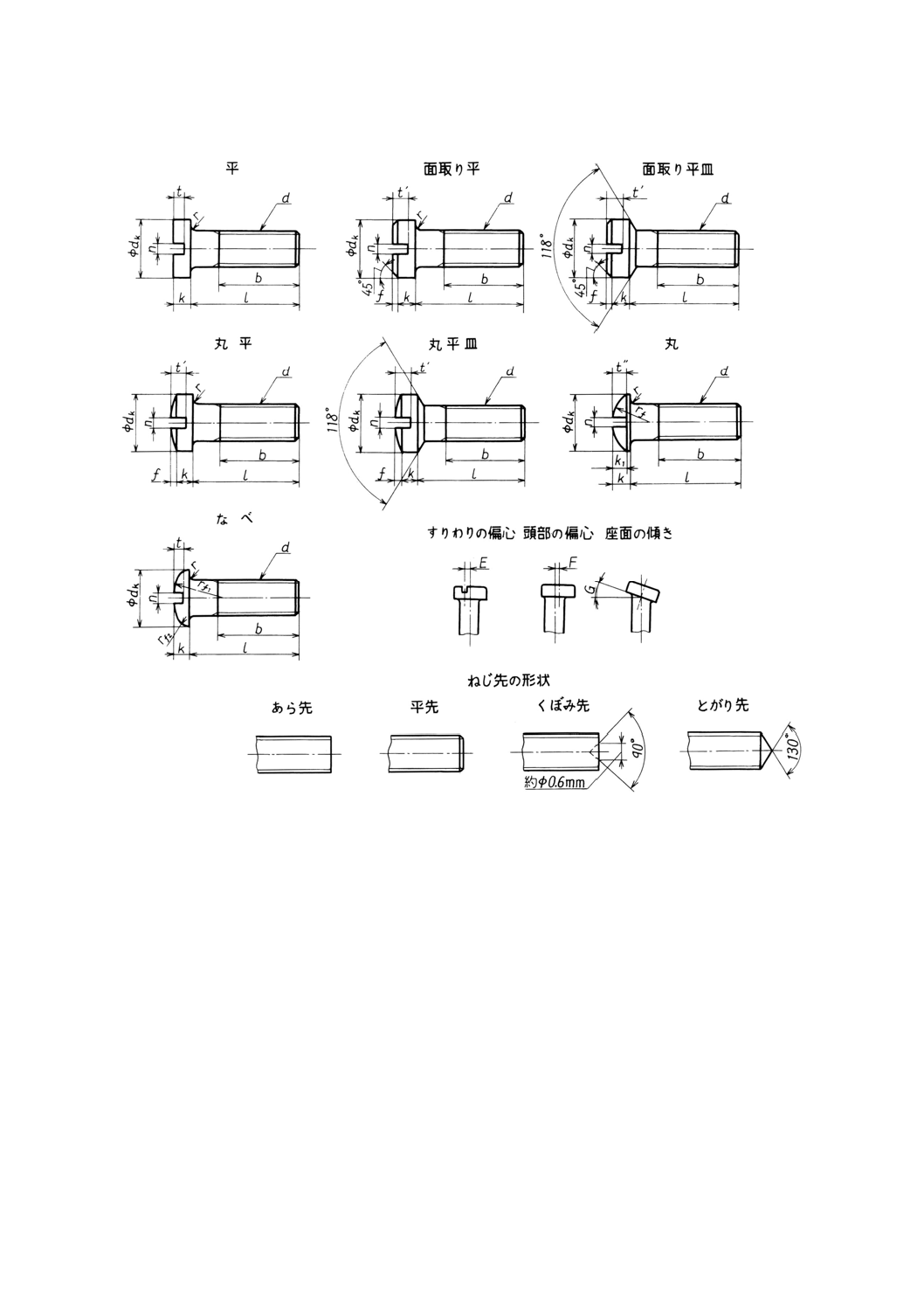
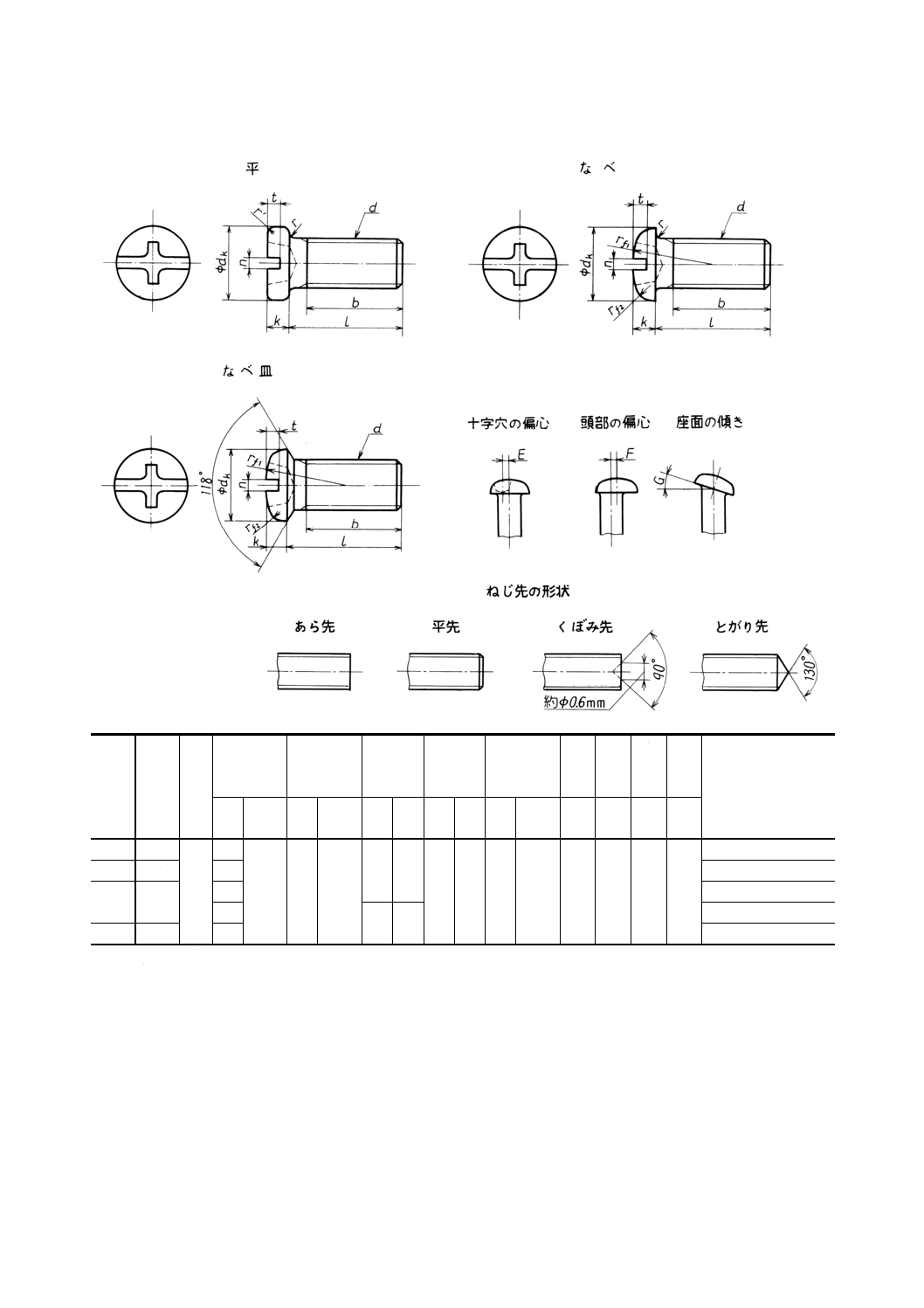
小ねじの種類 小ねじは,すりわり付き及び十字穴すりわり付き(1)とし,それぞれの種類は頭部の
形状によって区分し,表1のとおりとする。
注(1) 十字穴とすりわりとを組み合わせたもので,すりわり用のねじ回しと十字穴用のねじ回しが併
用できるようにしたもの。
2.2
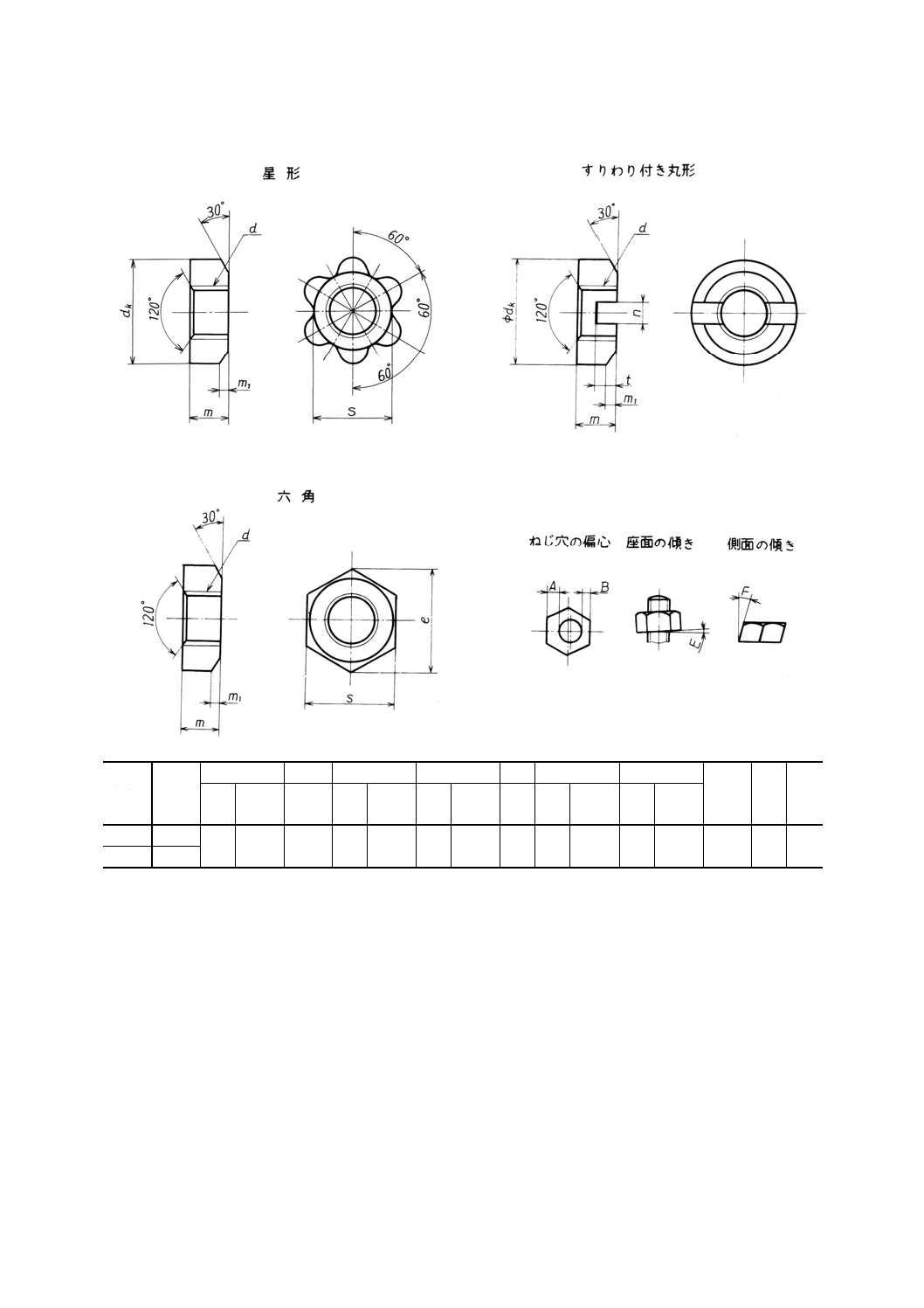
ナットの種類 ナットの種類は,形状によって区分し,表1のとおりとする。
2
B 1119-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1
小ねじの種類
ナットの種類
すりわり付き
平小ねじ
星形ナット
面取り平小ねじ
すりわり付き丸ナット
面取り平皿小ねじ
六角ナット
丸平小ねじ
丸平皿小ねじ
丸小ねじ
なべ小ねじ
十字穴すりわり付き 平小ねじ
なべ小ねじ
なべ皿小ねじ
3. 硬さ 小ねじ及びナットの硬さは,表2による。
表2
区分
材料による区分
ビッカース硬さ
小ねじ
ステンレス鋼
180 HV以上
洋白
150 HV以上
黄銅
100 HV以上
ナット
洋白
150 HV以上
4. 形状・寸法 小ねじ及びナットの形状・寸法は,表3による。
表3
区分
種類
形状・寸法
小ねじ
すりわり付き
平小ねじ
付表1による。
面取り平小ねじ
面取り平皿小ねじ
丸平小ねじ
丸平皿小ねじ
丸小ねじ
なべ小ねじ
十字穴すりわり付き 平小ねじ
付表2による。
なべ小ねじ
なべ皿小ねじ
ナット
星形ナット
付表3による。
すりわり付き丸ナット
六角ナット
5. ねじ 小ねじ及びナットのねじは,表4による。
3
B 1119-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4
区分
ねじ
種類
等級
小ねじ
JIS B 0205(メートル
並目ねじ)による。
JIS B 0209本体の6h(M1.6以上は6g)又は附属書1
の2級(M1.4以下に適用)による。
ナット
JIS B 0209本体の5H(M1.6以上は6H)又は附属書1
の2級(M1.4以下に適用)による。
備考 ねじの等級は,めっき前のものに適用し,めっき後の寸法は,おねじ,めねじと
も基準寸法を超えてはならない。
6. 外観 小ねじ及びナットの表面は滑らかで,使用上有害な割れ,きず,かえり,ばりなどの欠陥があ
ってはならない。
7. 材料 小ねじ及びナットの材料は,表5による。
表5
区分
材料
小ねじ
ステンレス鋼
JIS G 4303のオーステナイト系若しくはJIS G 4315のオ
ーステナイト系のもの,又はこれに該当するもので,引
張強さが440 N/mm2以上のものとする。
洋白
JIS H 3270のC7941B又はこれに該当するもので,引張
強さが410 N/mm2以上のものとする。
黄銅
JIS H 3250のC3602,C3604又はこれに該当するもので,
引張強さが345 N/mm2以上のものとする。
ナット
洋白
小ねじの洋白と同じ。
8. 表面処理 小ねじ及びナットは,表面処理は施さない。特に,めっきその他の表面処理を必要とする
場合は,注文者が指定する。
9. 検査 小ねじ及びナットの検査は,次による。ただし,ロット検査における抜取検査方式は,受渡当
事者間の協定による。
(1) 硬さ検査 小ねじ及びナットの硬さ検査は,JIS Z 2244又はJIS Z 2251に規定するビッカース硬さ試
験方法によって行い,3.に適合しなければならない。
なお,小ねじの硬さは,頭部又はねじ先端部,ナットの硬さは座面又は頂面について測定する。
(2) 形状及び寸法検査 小ねじ及びナットの形状及び寸法検査は,JIS B 1071の各部寸法の測定方法又は
これに代わる方法によって行い,4.に適合しなければならない。
(3) ねじ検査 ねじ検査は,次による。
(a) 小ねじのねじ検査 小ねじのねじ検査は,JIS B 1071に規定するおねじの精度測定方法又はこれに
代わる方法によって行い,5.に適合しなければならない。
なお,検査に用いるねじ用限界ゲージは,JIS B 0251本体の6h用(M1.6以上は6g用)又は附属
書の2級用(M1.4以下に適用。)とする。ただし,ねじの等級6g及び2級のものについて,めっき
後のねじ検査を行う場合の通りねじリングゲージは,4h用又は1級用を用いる。
(b) ナットのねじ検査 ナットのねじ検査は,JIS B 1071に規定するめねじの精度測定方法又はこれに
代わる方法によって行い,5.に適合しなければならない。
4
B 1119-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なお,検査に用いるねじ用限界ゲージは,JIS B 0251本体の5H用(M1.6以上は6H用)又は附
属書の2級用(M1.4以下に適用。)とする。
(4) 外観検査 小ねじ及びナットの外観検査は,目視によって行い,6.に適合しなければならない。
(5) 材料の引張強さ検査 小ねじ及びナットに用いる材料の引張強さ検査は,材料の棒又は線から,JIS Z
2201の9号試験片又はこれに準じた試験片を採取し,JIS Z 2241によって行い,7.に適合しなければ
ならない。
10. 製品の呼び方 小ねじ及びナットの呼び方は,規格番号(2),種類(3),ねじの呼び (d) ×頭の径 (dk) (4)
×呼び長さ (l) (ナットの場合は,頭の径×呼び長さを除く。),ねじ先の形状(小ねじの場合),材料(5)
及び指定事項(6)による。
注(2) 規格番号は,省略してもよい。
(3) 一般用のものと区別する必要がある場合は,種類の前に“眼鏡枠用”を付ける。
(4) 頭の径を示す数値の前には,直径記号 (φ) を付ける。
(5) 材料は,一般名称によるものでよい。
(6) 指定事項は,ねじ部の長さ (b),めっきの種類などを必要に応じて示す。ただし,指定によるね
じ部の長さは,呼び長さの後に( )を付けてその値を示す。
例 JIS B 1119 すりわり付き面取り平小ねじM1.4×φ2.0×3平先,ステンレス鋼
又は眼鏡枠用すりわり付き丸平小ねじM1.4×φ2.8×4.5(3)くぼみ先,洋白,金めっき
11. 表示 小ねじ及びナットの包装には,次のことを表示する。
(1) 種類
(2) ねじの呼び×頭の径×呼び長さ(ナットの場合は頭の径及び呼び長さを除く。)
(3) 材料
(4) 数量
(5) 指定事項(7)
(6) 製造業者名又はその略号
注(7) ねじ部の長さを指定による値にした場合は,(2)の呼び長さの後に( )を付けてその値を示す。
5
B 1119-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
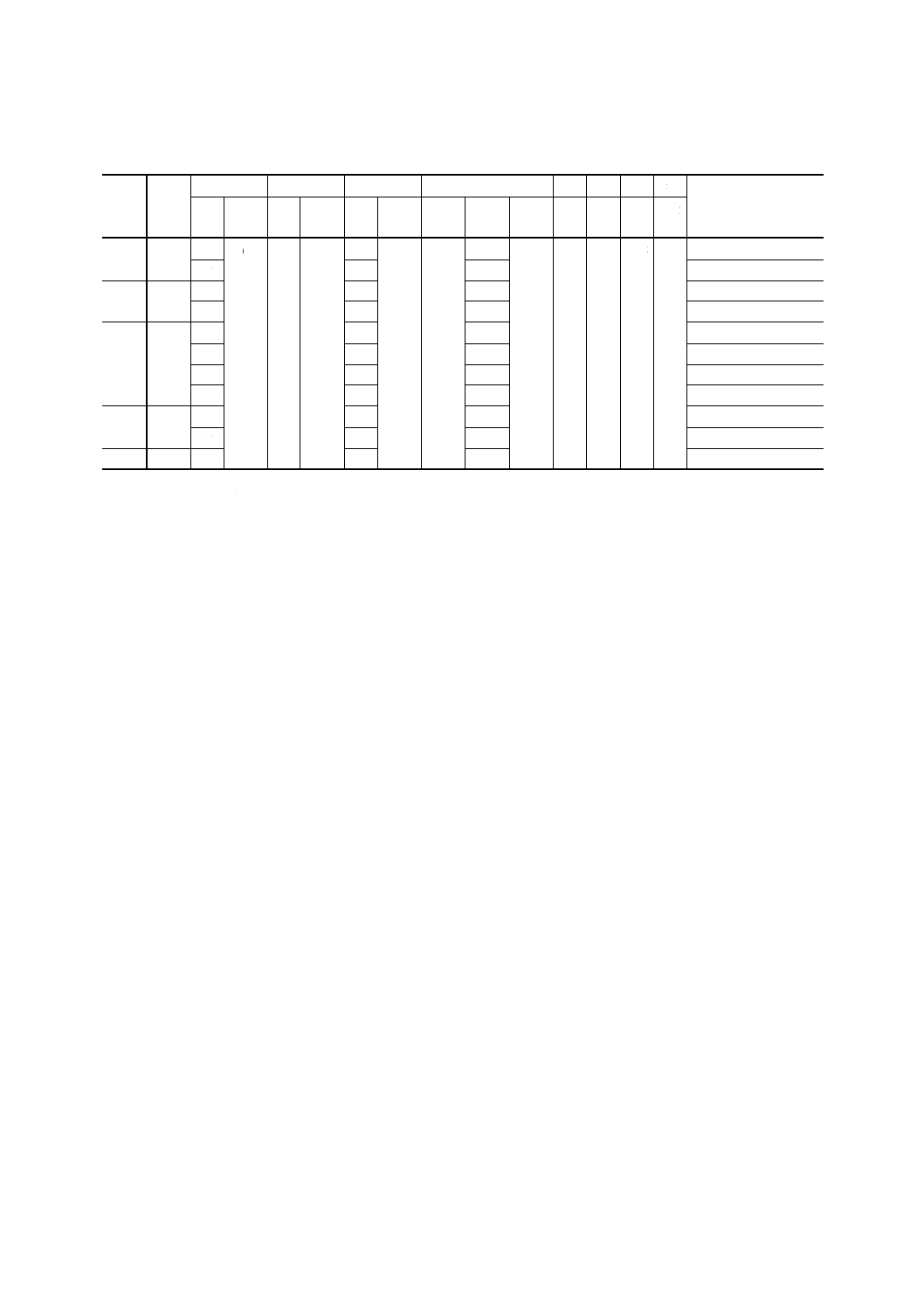
付表1 すりわり付き小ねじの形状・寸法
6
B 1119-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
ねじの
呼び
d
ピッチ
P
dk
k
n
t, t'又はt″(8)
r
E(9) F(9) G
用途例
基準
寸法
許容差 基準
寸法
許容差 基準
寸法
許容差 t基準
寸法
t'基準
寸法
許容差 最大 最大 最大 最大
M1
0.25
1.5 0
−0.14
0.6 ±0.07 0.32 +0.08
0
0.35
0.35
±0.05 0.05 0.06 0.025 1゚ パッド用
1.8
0.32
0.35
M1.2
0.25
1.8
0.32
0.35
2.0
0.4
0.45
M1.4
0.3
1.8
0.32
0.35
2.0
0.4
0.45
丁番用,リムロック用
2.5
0.4
0.55
2.8
0.4
0.55
丁番用
M1.6
0.35
2.5
0.4
0.55
2.8
0.4
0.55
M2
0.4
3.0
0.4
0.55
注(8) 丸小ねじのすりわり深さt″は,k1に等しくする。
(9) E及びFは,軸心に対する偏心とする。
備考1. rf,rf1,rf2,f,及びk1は,製造業者の任意とする。
2. 呼び長さの基準寸法 (l) 及びその許容差は,原則としてJIS B 1116の付表5による。
3. ねじ部長さ (b) は,受渡当事者間の協定による。ただし,特に指定がない場合は,首下までねじ加工す
るものとし,不完全ねじ部の長さは,1.5山以下とする。
4. 丁番,リムロック及びパッドには,なるべく用途例に示したものを用いる。
7
B 1119-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表2 十字穴すりわり付き小ねじの形状・寸法
単位 mm
ねじの
呼び
d
ピッチ
P
十字
穴の
種類
dk
k
q(10)
n
t
r, r'
E(9) F(9) G
用途例
基準
寸法
許容差 基準
寸法
許容差 最大 最小 最大 最小 基準
寸法
許容差 最大 最大 最大 最大
M1
0.25 S
1.8 +0.05
−0.1
0.7 ±0.08 0.8 0.4 0.45 0.32 0.35 ±0.08
0.1
0.1
0.05
1゚ パッド用
M1.2
0.25
2.0
M1.4
0.3
2.0
丁番用,リムロック用
2.5
0.9 0.5
M1.6
0.35
2.5
注(10) qは,十字穴のゲージ沈み深さである。
備考1. 十字穴の形状・寸法は,JIS B 1012のS形による。
2. rf1及びrf2は製造業者の任意とする。
3. 呼び長さの基準寸法 (l) 及びその許容差は,原則としてJIS B 1116の付表5による。
4. ねじ部長さ (b) は,受渡当事者間の協定による。ただし,特に指定がない場合は,首下までねじ加工するも
のとし,不完全ねじ部の長さは,1.5山以下とする。
5. 丁番,リムロック及びパッドには,なるべく用途例に示したものを用いる。
8
B 1119-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表3 ナットの形状・寸法
単位 mm
ねじの
呼び
d
ピッチ
P
dk
e
s
m
m1
n
t
A−B
E
F
基準
寸法
許容差 (参考) 基準
寸法
許容差 基準
寸法
許容差
約
基準
寸法
許容差 基準
寸法
許容差
M1.4
0.3
2.8 0
−0.14
2.6
2.3
±0.1
1.0
±0.1
0.2
0.4 +0.08
0
0.55 ±0.05
0.12
1゚
1゚
M1.6
0.35
備考 六角ナットには,面取の有無によって,面取なし,片面取り,両面取りがある。
9
B 1119-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
機械要素部会 眼鏡枠用ねじ専門委員会 構成表(昭和61年8月1日制定のとき)
氏名
所属
(委員会長)
岡 田 庸 敬
福井大学
江 森 康 文
千葉大学
宇田川 鉦 作
日本ねじ研究協会
柴 崎 和 典
通商産業省生活産業局
中 村 智 男
日本ねじ研究協会
平 野 隆 之
工業技術院標準部
落 合 國 雄
東京眼鏡工業協同組合
佐々木 松 志
福井県眼鏡工業組合
舘 野 澄 男
日本工学工業株式会社
丹 羽 康 博
ツーリング眼鏡株式会社
根 岸 忠 男
HOYA株式会社
手 賀 久三郎
手賀精工株式会社
内 藤 盛 男
稲田眼鏡株式会社
福 岡 昇
株式会社フクオカラシ
吉 田 俊 博
ヨシダ工業株式会社
若 吉 修 似
株式会社若吉製作所
(事務局)
高 橋 和 敬
工業技術院標準部機械規格課
(事務局)
永 井 裕 司
工業技術院標準部機械規格課(平成7年3月1日改正のとき)