2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1112-1995
十字穴付き木ねじ
Cross-recessed head wood screws
1. 適用範囲 この規格は,一般に用いる鋼線,ステンレス鋼製及び黄銅製の十字穴付き木ねじ(以下,
木ねじという。)について規定する。
備考1. この規格の引用規格を,次に示す。
JIS B 1012 ねじ用十字穴
JIS G 3505 軟鋼線材
JIS G 4315 冷間圧造用ステンレス鋼線
JIS H 3260 銅及び銅合金線
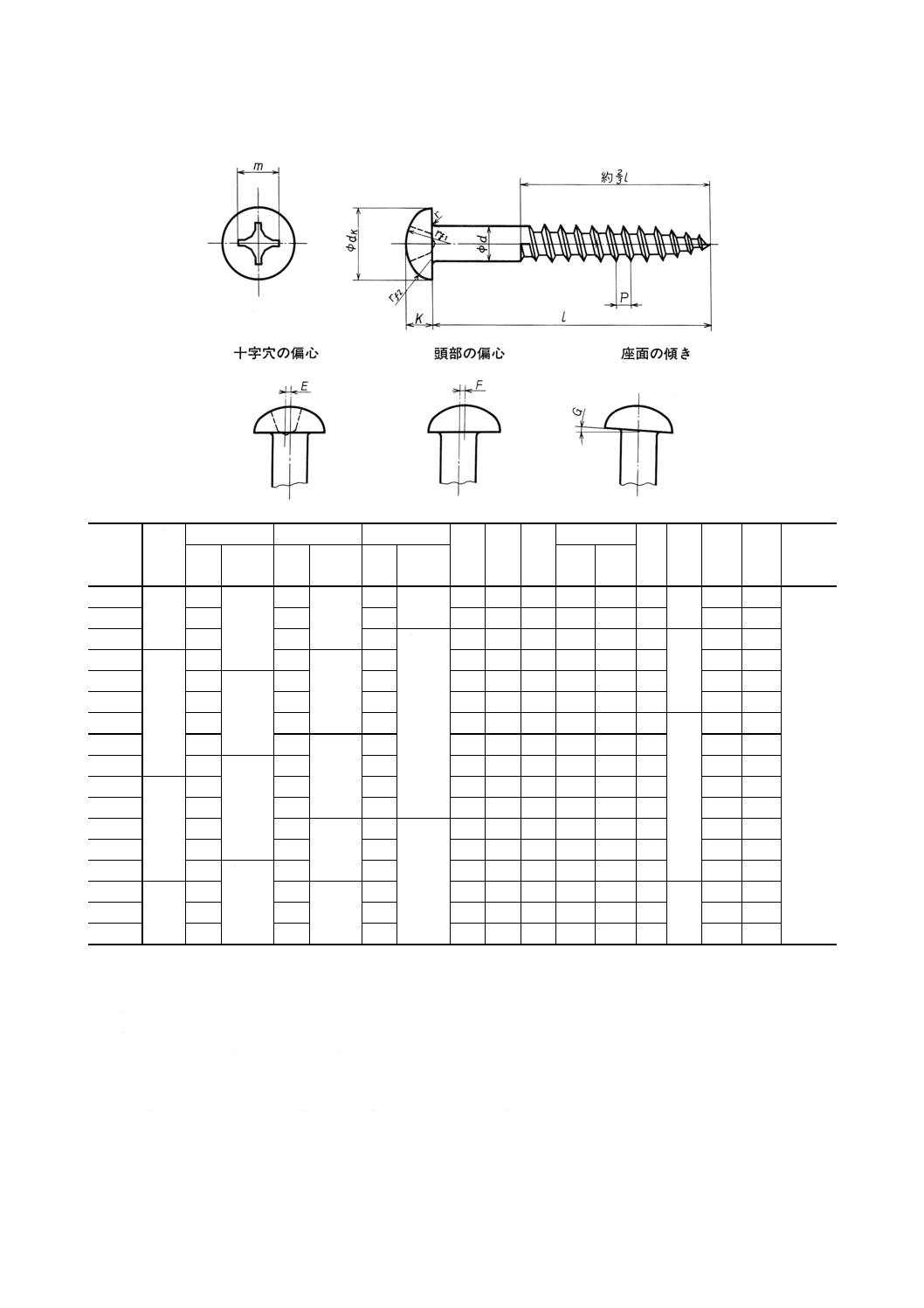
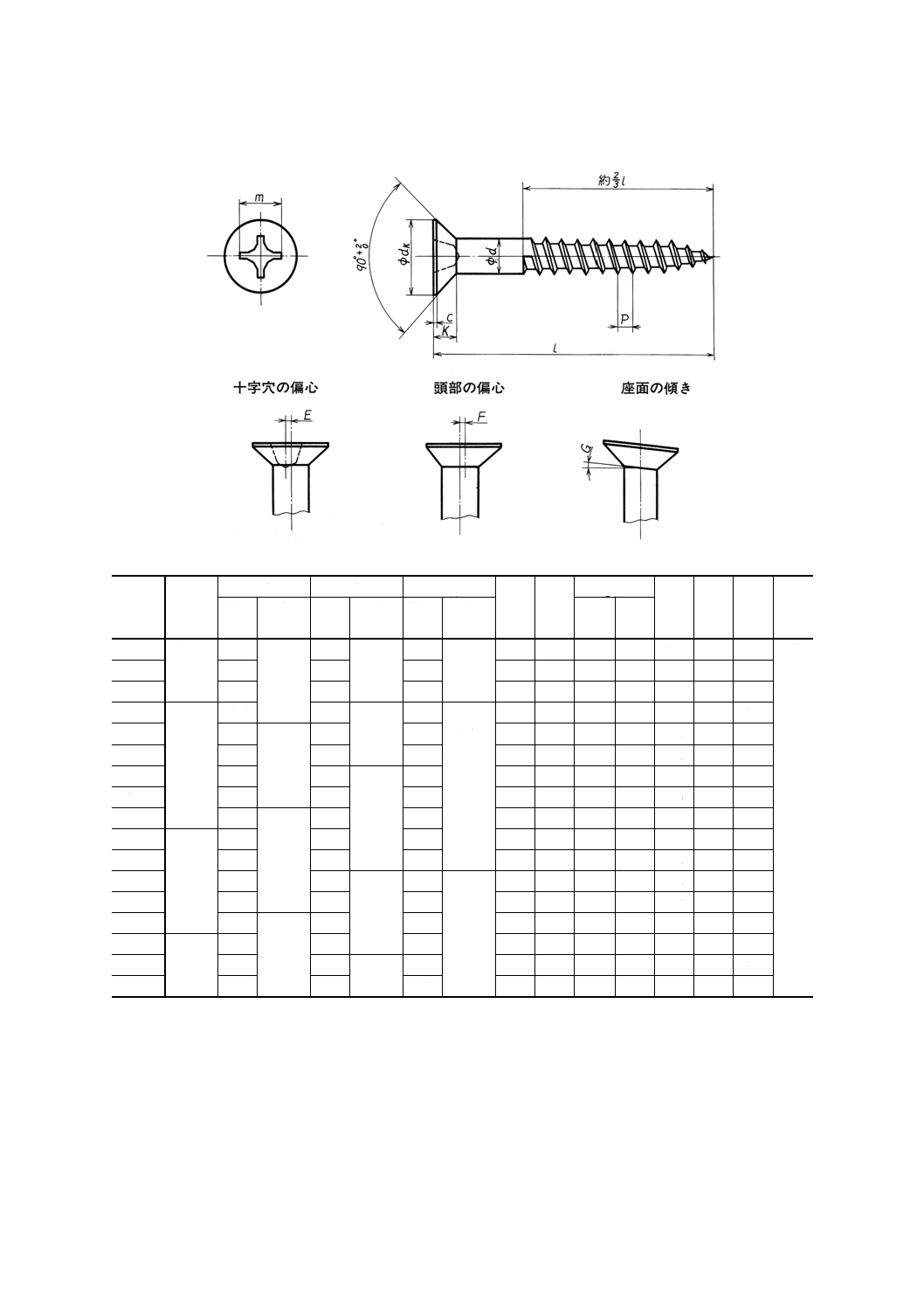
2. 種類 木ねじの種類は,頭部の形状によって,丸木ねじ,皿木ねじ及び丸皿木ねじの3種類とする。
3. 強さ
3.1
ねじり強さ 木ねじは,7.1の規定によって試験したとき,ねじ部が破断する前に頭部と円筒部との
付け根で破断してはならない。
3.2
引張強さ 木ねじは,7.2の規定によって試験したとき,ねじ部が破断する前に頭部と円筒部との付
け根で破断することなく,引張強さ(1)は,鋼木ねじでは392N/mm2以上,ステンレス木ねじでは441N/mm2
以上,黄銅木ねじでは343N/mm2以上でなければならない。
注(1)引張強さは
(
)
)
mm
(
6
141
.3
)
N
(
2
2
2
65
.0
×
呼び径
引張荷重
として求める。
4. 形状・寸法
4.1
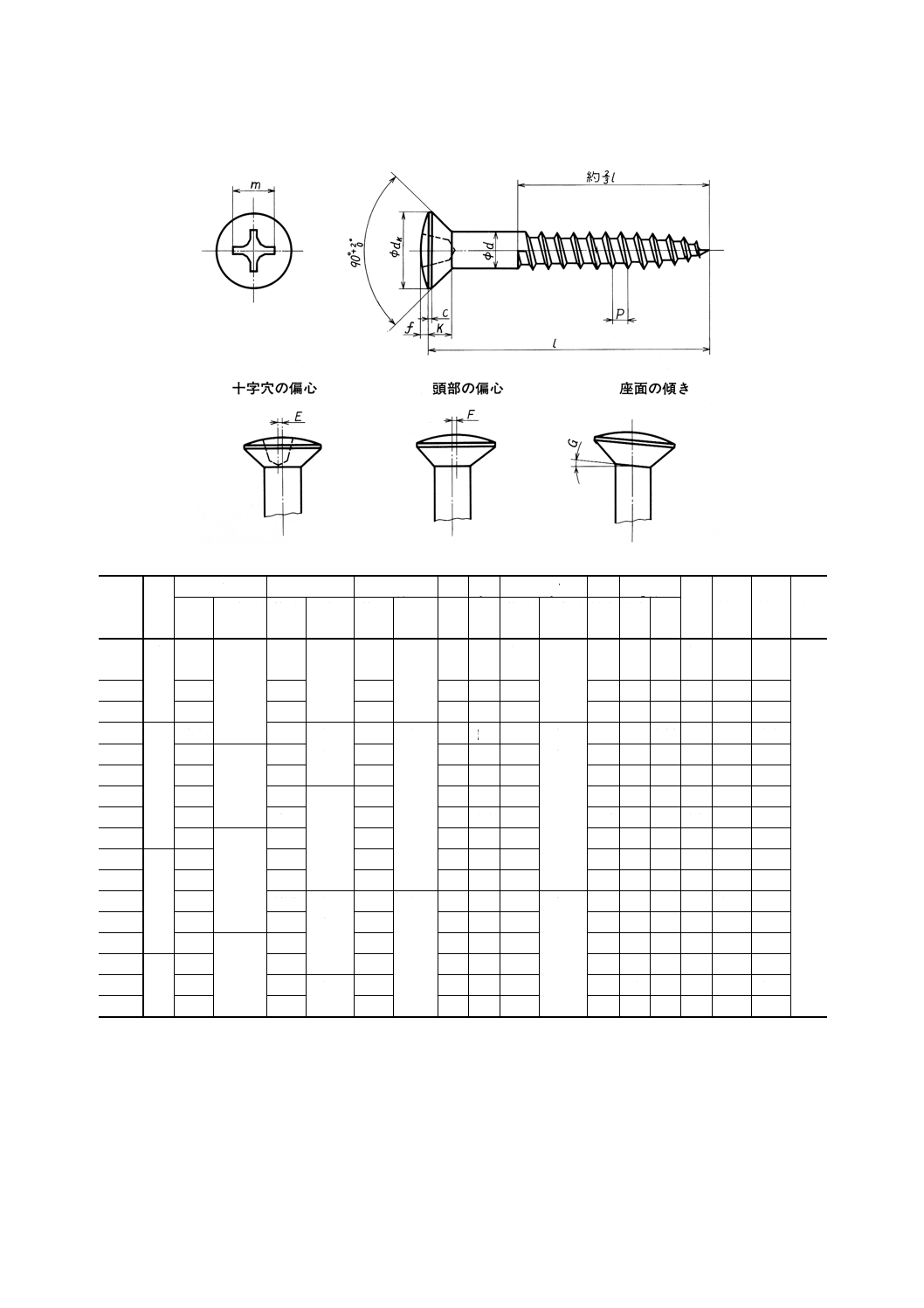
十字穴の形状・寸法 木ねじの頭部に成形する十字穴の形状・寸法はJIS B 1012のH形による。た
だし,十字穴の翼長さ(m)及びゲ−ジ沈み深さ(q)は,付表1〜3による。
4.2
十字穴以外の形状・寸法 十字穴以外の形状・寸法は,表1による。
表1 十字穴以外の形状・寸法
頭部の形状による種類
形状・寸法
丸木ねじ
付表1
皿木ねじ
付表2
丸皿木ねじ
付表3
2
B 1112-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 外観 木ねじの表面は,滑らかで,使用上有害な割れ,きず,かえり,ばりなどの欠点があってはな
らない。
6. 材料 木ねじの材料は,原則として表2による。
表2 材料
区分
材料
鋼木ねじ
JIS G 3505のSWRM8, SWRM10, SWRM12及びSWRM15
ステンレス木ねじ
JIS G 4315
黄銅木ねじ
JIS H 3260のC2700W
7. 試験
7.1
ねじり試験 ねじり試験は,木ねじの頭側に完全ねじ山が2山以上残るようにねじ部を固定し,十
字ねじ回しで頭部を回して行う。
7.2
引張試験 引張試験は,木ねじの頭側に完全ねじ山が2山以上残るように適当なジグを取り付け,
軸方向に引張荷重を加えて行う。
8. 検査 木ねじの検査は,次による。ただし,ロット検査における抜取検査方式は,受渡当事者間の協
定による。
(1) ねじり検査 ねじり検査は,7.1に規定する方法で行い,3.1の規定に適合しなければならない。ただ
し,この検査は,受渡当事者間の協定によって省略することができる。
(2) 引張検査 引張検査は,7.2に規定する方法で行い,3.2の規定に適合しなければならない。ただし,
この検査は,受渡当事者間の協定によって省略することができる。
なお,寸法上の理由によってこの検査が実施できない場合は,必要に応じてその製品に用いた材料
の引張強さを調べ,その値が3.2の規定に適合すればよい。
(3) 形状・寸法検査 形状・寸法検査は,次による。
(a) 十字穴の形状・寸法検査は,JIS B 1012に規定する測定方法で行い,4.1の規定に適合しなければな
らない。
なお,十字穴とゲ−ジとのくいつきについては,木ねじが自重によって脱落しなければよい。た
だし,長さ(l)が呼び径(d)の7倍以上のものには適用しない。
(b) 十字穴以外の形状・寸法検査は,直接測定,限界ゲ−ジその他の方法によって行い,4.2の規定に適
合しなければならない。
(4) 外観検査 外観検査は,目視によって行い,5.の規定に適合しなければならない。
9. 製品の呼び方 木ねじの呼び方は,規格番号(2),種類(3),呼び径×長さ(l)及び材料による。
注(2) 規格番号は,特に必要がなければ省略してもよい。
(3) 規格番号を省略した場合は,種類に“十字穴付き”を冠する。
例1.
例2.
10. 表示 木ねじの包装には,外面に次の事項を明りょうに表示しなければならない。
3
B 1112-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(1) 種類(4)
(2) 呼び径×長さ(5)
(3) 材料(6)
(4) 数量
(5) 製造業者名又はその登録商標
注(4)
この場合は,種類に“十字穴付き”を冠する。
(5) 呼び径と長さ(l)が明りょうに識別できる場合は,“×”の記号を省略してもよい。
(6) 材料の表示は,材料の一般名称によるものであってもよい。
4
B 1112-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表1 丸木ねじ
単位mm
呼び径 十字穴
の番号
d
dK
K
rf1
約
rf2
約
m
最大
q(7)
P
約
r
最大
E(8)
最大
F(8)
最大
G
最大
基準
寸法
許容差 基準
寸法
許容差 基準
寸法
許容差
最大 最小
2.1
1
2.1 ±0.07 3.9 ±0.2
1.6 ±0.1 2.3
1.4
2.5 1.32 0.90
1
0.1
0.15 0.1
2°
2.4
2.4
4.4
1.8
2.6
1.5
2.7 1.52 1.10
1.1
0.2
0.15
2.7
2.7
5
2
±0.15 3
1.7
2.9 1.72 1.29
1.2 0.2
0.2
0.15
3.1
2
3.1
5.7 ±0.25
2.3
3.4
1.9
3.7 1.63 1.06
1.3
0.2
0.15
3.5
3.5 ±0.1
6.5
2.5
4
2.1
3.9 1.83 1.25
1.4
0.25 0.2
3.8
3.8
7
2.7
4.4
2.3
4.1 2.03 1.45
1.6
0.25 0.2
4.1
4.1
7.6
2.9
4.8
2.4
4.3 2.23 1.64
1.8 0.3
0.3
0.2
4.5
4.5
8.3 ±0.3
3.1
5.2
2.6
4.5 2.43 1.84
1.9
0.35 0.25
4.8
4.8 ±0.12 8.9
3.3
5.7
2.8
4.7 2.63 2.04
2.1
0.35 0.25
5.1
3
5.1
9.4
3.5
6
2.9
5.9 2.56 1.96
2.2
0.4
0.3
5.5
5.5
10.2
3.8
6.5
3.2
6.1 2.76 2.16
2.4
0.4
0.3
5.8
5.8
10.7 ±0.35
4
±0.2 6.9
3.3
6.3 2.96 2.36
2.6
0.5
0.4
6.2
6.2
11.5
4.2
7.4
3.5
6.6 3.26 2.65
2.7
0.5
0.4
6.8
6.8 ±0.15 12.6
4.6
8.2
3.8
6.9 3.56 2.93
3.1
0.5
0.4
7.5
4
7.5
13.9 ±0.4
5
9.1
4.2
8.4 4.05 3.48
3.3 0.4
0.6
0.5
8
8
14.8
5.3
9.7
4.4
8.7 4.35 3.77
3.3
0.6
0.5
9.5
9.5
17.6
6.3
11.6
5.2
9.7 5.35 4.75
3.8
0.6
0.5
注(7) qは,十字穴のゲ−ジ沈み深さを示す。
(8) E及びFは,軸心に対する偏心とする。
備考1. 長さ(l)は,付表4による。
2. ねじ山の角度は,通常45〜55度とする。
3. ねじ部には適当なテ−パを付け,ねじの谷の径と外径との比は,ねじ部のほぼ中央部において0.65〜0.75とし,
ねじ山は,最先端までなければならない。
なお,円筒部付近のねじ外径は,ほぼ円筒部の径(d)の値とする。ただし,ねじの外径は,dの最大許容寸法
を超えてはならない。
4. 先端の形状は,木部への食い付きが良好なものでなければならない。
5
B 1112-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表2 皿木ねじ
単位mm
呼び径 十字穴
の番号
d
dK
K(9)
c
約
m
最大
q(7)
P
約
E(8)
最大
F(8)
最大
G
最大
基準
寸法
許容差 基準
寸法
許容差 基準
寸法
許容差
最大 最小
2.1
1
2.1 ±0.07
4.2 0
−0.4
1.25 0
−0.2
0.2
2.5
1.32 0.95 1
0.15 0.1
2°
2.4
2.4
4.8
1.4
0.2
2.7
1.52 1.14 1.1
0.2
0.15
2.7
2.7
5.4
1.55
0.2
2.9
1.72 1.34 1.2
0.2
0.15
3.1
2
3.1
6.2 0
−0.5
1.8 0
−0.3
0.25 3.8
1.73 1.20 1.3
0.2
0.15
3.5
3.5 ±0.1
7
2
0.25 4.2
2.13 1.60 1.4
0.25 0.2
3.8
3.8
7.6
2.15
0.25 4.5
2.43 1.89 1.6
0.25 0.2
4.1
4.1
8.2 0
−0.6
2.35
0.3
4.8
2.73 2.19 1.8
0.3
0.2
4.5
4.5
9
2.55
0.3
5.2
3.13 2.58 1.9
0.35 0.25
4.8
4.8 ±0.12
9.6
2.7
0.3
5.4
3.33 2.77 2.1
0.35 0.25
5.1
3
5.1
10.2
2.85
0.3
6.4
3.06 2.50 2.2
0.4
0.3
5.5
5.5
11
3.05
0.3
6.7
3.36 2.80 2.4
0.4
0.3
5.8
5.8
11.6 0
−0.7
3.2 0
−0.4
0.3
7.0
3.66 3.09 2.6
0.5
0.4
6.2
6.2
12.4
3.5
0.4
7.3
3.96 3.39 2.7
0.5
0.4
6.8
6.8 ±0.15
13.6
3.8
0.4
7.8
4.46 3.87 3.1
0.5
0.4
7.5
4
7.5
15
4.15
0.4
9.0
4.65 4.11 3.3
0.6
0.5
8
8
16
0
−0.8
4.4
0.4
9.3
4.95 4.41 3.3
0.6
0.5
9.5
9.5
19
5.15
0.4 10.3
5.95 5.39 3.8
0.6
0.5
注(7) qは,十字穴のゲ−ジ沈み深さを示す。
(8) E及びFは,軸心に対する偏心とする。
(9) 頭の高さ(K)は,円筒部の径(d)の最大許容寸法の延長線と皿面又はその延長線と交わる点を起点として測
定した値とする。
6
B 1112-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考1. 長さ(l)は,付表4による。
2. ねじ山の角度は,通常45〜55度とする。
3. ねじ部には適当なテ−パを付け,ねじの谷の径と外径との比は,ねじ部のほぼ中央部において0.65〜0.75
とし,ねじ山は,最先端までなければならない。
なお,円筒部付近のねじ外径は,ほぼ円筒部の径(d)の値とする。ただし,ねじの外径は,dの最大許
容寸法を超えてはならない。
4. 先端の形状は,木部への食い付きが良好なものでなければならない。
5. cの部分のかどには,丸みがあってもよい。
6. 首下に丸み(r)を付けてもよい。その場合のrは,次による。
単位mm
呼び径
2.1 2.4 2.7 3.1 3.5 3.8 4.1 4.5 4.8 5.1 5.5 5.8 6.2 6.8 7.5
8
9.5
r(最大) 0.2 0.2 0.4 0.4 0.4 0.4 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.8 0.8 0.8
7
B 1112-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表3 丸皿木ねじ
単位mm
呼び径 十字
穴の
番号
d
dK
K(9)
c
f
K+f
m
q(7)
P
約
E(8)
最大
F(8)
最大
G
最大
基準
寸法
許容差 基準
寸法
許容差 基準
寸法
許容差 約 約 基準
寸法
許容差 最大 最大 最小
2.1
1
2.1 ±0.07
4.2 0
−0.4
1.25 0
−0.2
0.2 0.5 1.75 0
−0.4
2.7 1.52 1.14 1
0.15 0.1
2°
2.4
2.4
4.8
1.4
0.2 0.6 2
2.9 1.72 1.34 1.1 0.2
0.15
2.7
2.7
5.4
1.55
0.2 0.7 2.25
3.1 1.92 1.54 1.2 0.2
0.15
3.1
2
3.1
6.2 0
−0.5
1.8 0
−0.3
0.25 0.8 2.6 0
−0.5
3.9 1.83 1.30 1.3 0.2
0.15
3.5
3.5 ±0.1
7
2
0.25 0.8 2.8
4.3 2.23 1.69 1.4 0.25 0.2
3.8
3.8
7.6
2.15
0.25 0.9 3.05
4.6 2.53 1.99 1.6 0.25 0.2
4.1
4.1
8.2 0
−0.6
2.35
0.3 1
3.35
4.9 2.83 2.28 1.8 0.3
0.2
4.5
4.5
9
2.55
0.3 1.1 3.65
5.3 3.23 2.68 1.9 0.35 0.25
4.8
4.8 ±0.12
9.6
2.7
0.3 1.1 3.8
5.5 3.43 2.87 2.1 0.35 0.25
5.1
3
5.1
10.2
2.85
0.3 1.2 4.05
6.5 3.16 2.60 2.2 0.4
0.3
5.5
5.5
11
3.05
0.3 1.3 4.35
6.8 3.46 2.90 2.4 0.4
0.3
5.8
5.8
11.6 0
−0.7
3.2 0
−0.4
0.3 1.4 4.6 0
−0.6
7.1 3.76 3.19 2.6 0.5
0.4
6.2
6.2
12.4
3.5
0.4 1.4 4.9
7.4 4.06 3.48 2.7 0.5
0.4
6.8
6.8 ±0.15 13.6
3.8
0.4 1.6 5.4
7.9 4.56 3.97 3.1 0.5
0.4
7.5
4
7.5
15
4.15
0.4 1.8 5.95
9.2 4.85 4.31 3.3 0.6
0.5
8
8
16
0
−0.8
4.4
0.4 1.8 6.2
9.5 5.15 4.60 3.3 0.6
0.5
9.5
9.5
19
5.15
0.4 2.3 7.45
10.5 6.15 5.58 3.8 0.6
0.5
注(7) qは,十字穴のゲ−ジ沈み深さを示す。
(8) E及びFは,軸心に対する偏心とする。
(9) 頭の高さ(K)は,円筒部の径(d)の最大許容寸法の延長線と皿面又はその延長線と交わる点を起点として測定し
た値とする。
8
B 1112-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考1. 長さ(l)は,付表4による。
2. ねじ山の角度は,通常45〜55度とする。
3. ねじ部には適当なテ−パを付け,ねじの谷の径と外径との比は,ねじ部のほぼ中央部において0.65〜0.75と
し,ねじ山は,最先端までなければならない。
なお,円筒部付近のねじ外径は,ほぼ円筒部の径(d)の値とする。ただし,ねじの外径は,dの最大許容寸
法を超えてはならない。
4. 先端の形状は,木部への食い付きが良好なものでなければならない。
5. cの部分のかどには,丸みがあってもよい。
6. 首下に丸み(r)を付けてもよい。その場合のrは,次による。
単位mm
呼び径
2.1 2.4 2.7 3.1 3.5 3.8 4.1 4.5 4.8 5.1 5.5 5.8 6.2 6.8 7.5
8
9.5
r(最大) 0.2 0.2 0.4 0.4 0.4 0.4 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.8 0.8 0.8
9
B 1112-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
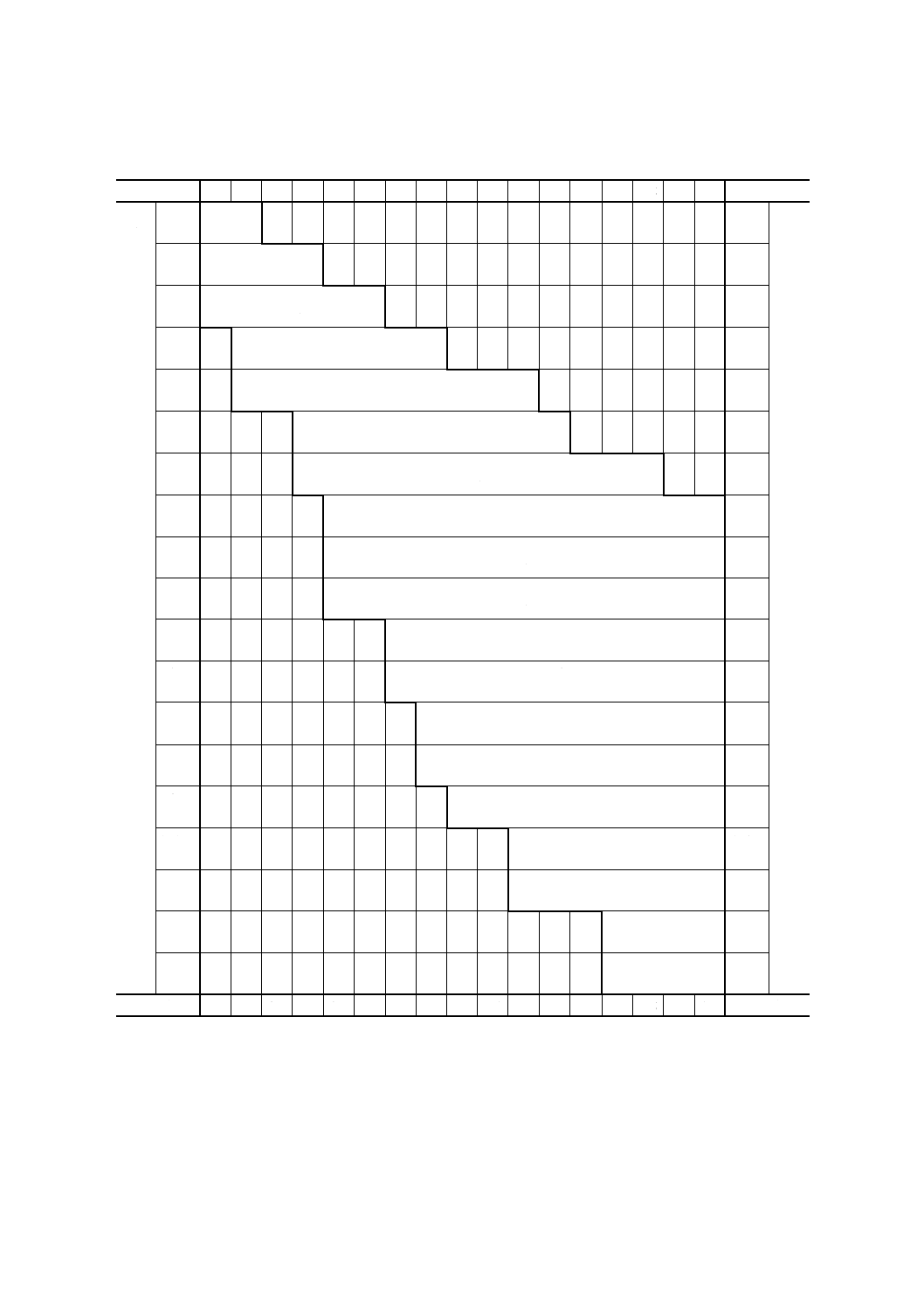
付表4 木ねじの長さ(l)
単位mm
呼び径
2.1 2.4 2.7 3.1 3.5 3.8 4.1 4.5 4.8 5.1 5.5 5.8 6.2 6.8 7.5
8
9.5
呼び径
長
さ
(l)
6.3
0
−1
6.3
長
さ
(l)
10
0
−1
10
13
0
−1
13
16
0
−1
16
20
0
−1.5
20
(22)
0
−1.5
(22)
25
0
−1.5
25
32
0
−1.5
32
(38)
0
−1.5
(38)
40
0
−1.5
40
45
0
−2
45
50
0
−2
50
56
0
−2
56
63
0
−2
63
70
0
−2
70
(75)
0
−2.5
(75)
80
0
−2.5
80
90
0
−2.5
90
100
0
−2.5
100
呼び径
2.1 2.4 2.7 3.1 3.5 3.8 4.1 4.5 4.8 5.1 5.5 5.8 6.2 6.8 7.5
8
9.5
呼び径
備考1. 長さ(l)に括弧を付けたものは,なるべく用いない。
2. 太線の枠内は,各呼び径に対して推奨する長さ(l)を示したもので,枠内の数値は,その許容差を示す。
3. 長さ(l)は,必要に応じて上表以外のものを使用することができる。
なお,この場合におけるlの許容差は,特に指定のない限り,次の表1による。
10
B 1112-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1
単位mm
lの区分
16以下
16を超え40以下 40を超え70以下 70を超えるもの
許容差
0
0
0
0
−1
−1.5
−2
−2.5
11
B 1112-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
機械要素部会 木ねじ専門委員会 構成表(昭和49年6月1日改正時)
氏名
所属
(委員会長)
益 田 亮
相模工業大学工学部
北 郷 董
東京大学工学部
安 田 佳 三
通商産業省機械情報局
竹 内 健 二
工業技術院標準部
宇田川 鉦 作
日本ねじ研究協会
榎 本 善四郎
社団法人日本ねじ工業協会
根 岸 和 一
株式会社万平製作所
村 上 頼之輔
日東精工株式会杜
亀 山 誠 爾
宮川金属工業株式会社
星 崎 栄 一
昭和螺旋鋲株式会社
高 津 芳 郎
株式会社白鷹螺子製作所
藪 内 輝 雄
株式会社山科精工所
滝 正 一
滝製鋲所
吉 田 益 三
社団法人日本電機工業会
荻 野 義 治
財団法人日本船舶標準協会
岡 田 直 昭
日本国有鉄道車両設計事務所
柿 沼 茂
社団法人日本自動車々体工業会(碇谷自動車株式会社)
入内島 喜久松
全国鋲螺商業連合会(東京鋲螺産業株式会社)
(専門委員)
大 橋 宣 俊
相模工業大学工学部
中 村 智 男
日本ねじ研究協会
(事務局)
菅 原 淳 夫
工業技術院標準部機械規格課
伊 東 厚
工業技術院標準部機械規格課
(事務局)
永 井 裕 司
工業技術院標準部機械規格課(平成7年2月1日改正時)