B 1093:2020 (ISO 16228:2017)
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 検査······························································································································· 3
4.1 材料の検査文書の種類 ···································································································· 3
4.2 締結用部品の検査の種類 ································································································· 3
4.3 締結用部品検査文書の種類 ······························································································ 3
5 締結用部品検査文書の要求事項 ··························································································· 5
5.1 一般 ···························································································································· 5
5.2 検査文書のデータの保管 ································································································· 5
5.3 トレーサビリティ ·········································································································· 5
5.4 検査文書の作成元 ·········································································································· 5
5.5 委託試験及び/又は検査 ································································································· 6
5.6 抜取り ························································································································· 6
5.7 試験・検査結果の報告 ···································································································· 6
5.8 締結用部品の種類ごとに記載する最低限の結果 ···································································· 7
5.9 検査文書の発効 ············································································································· 9
6 締結用部品検査文書の種類ごとに必要な内容 ········································································· 9
6.1 一般 ···························································································································· 9
6.2 締結用部品適合性申告F2.1の内容 ··················································································· 10
6.3 締結用部品試験報告F2.2の内容 ······················································································ 11
6.4 締結用部品試験報告F3.1の内容 ······················································································ 12
6.5 締結用部品試験報告F3.2の内容 ······················································································ 13
7 検査文書の修正 ··············································································································· 13
8 検査文書の送付 ··············································································································· 13
附属書A(参考)検査文書の例 ······························································································ 14
附属書B(参考)締結用部品に適用するコード番号 ···································································· 21
参考文献 ···························································································································· 29
B 1093:2020 (ISO 16228:2017)
(2)
まえがき
この規格は,産業標準化法第12条第1項の規定に基づき,一般社団法人日本ねじ研究協会(JFRI)及び
一般財団法人日本規格協会(JSA)から,産業標準原案を添えて日本産業規格を制定すべきとの申出があ
り,日本産業標準調査会の審議を経て,経済産業大臣が制定した日本産業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本産業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本産業規格 JIS
B 1093:2020
(ISO 16228:2017)
締結用部品−検査文書
Fasteners-Types of inspection documents
序文
この規格は,2017年に第1版として発行されたISO 16228を基に,技術的内容及び構成を変更すること
なく作成した日本産業規格である。
なお,この規格で点線の下線を施してある参考事項は,対応国際規格にはない事項である。
1
適用範囲
この規格は,注文時に購入者の特定の要求に応じて,締結用部品製造業者,卸売業者及び/又は外部認
証責任者が発行する,次に示す各種の締結用部品検査文書について規定する。
− 適合性申告(F2.1)
− 試験報告(F2.2,F3.1及びF3.2)
注記1 一般には“証明書”(certificate)という用語が使用されるが,締結用部品検査文書で使用する
用語は“試験報告”(test report)である。
この規格は,注文,関連規格及び/又は指定した要求事項と併せて,各締結用部品検査文書の内容に関
する要求事項を規定する。
この規格は,鋼,ステンレス鋼,非鉄金属又は非金属材料で作られたボルト,小ねじ,植込みボルト,
ナット,座金,ピン,リベットなどのような完成した締結用部品に適用可能とする。
この規格は,他の手順を必要とする特殊目的又は特別に設計された用途(例えば,初期サンプル)には
適用しない。
検査文書の例を附属書Aに,締結用部品検査文書の項目を識別するコード番号体系の例を附属書Bに記
載する。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 16228:2017,Fasteners−Types of inspection documents(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 1051 炭素鋼及び合金鋼製締結用部品の機械的性質−強度区分を規定したボルト,小ねじ及び
植込みボルト−並目ねじ及び細目ねじ
注記 対応国際規格:ISO 898-1,Mechanical properties of fasteners made of carbon steel and alloy steel
2
B 1093:2020 (ISO 16228:2017)
−Part 1: Bolts, screws and studs with specified property classes−Coarse thread and fine pitch thread
JIS B 1052-2 炭素鋼及び合金鋼製締結用部品の機械的性質−第2部:強度区分を規定したナット−並
目ねじ及び細目ねじ
注記 対応国際規格:ISO 898-2,Mechanical properties of fasteners made of carbon steel and alloy steel
−Part 2: Nuts with specified property classes−Coarse thread and fine pitch thread
JIS B 1053 炭素鋼及び合金鋼製締結用部品の機械的性質−硬さ区分を規定した止めねじ及び類似の
おねじ部品−並目ねじ及び細目ねじ
注記 対応国際規格:ISO 898-5,Mechanical properties of fasteners made of carbon steel and alloy steel
−Part 5: Set screws and similar threaded fasteners with specified hardness classes−Coarse thread
and fine pitch thread
JIS B 1054-1 耐食ステンレス鋼製締結用部品の機械的性質−第1部:ボルト,小ねじ及び植込みボル
ト
注記 対応国際規格:ISO 3506-1:2009,Mechanical properties of corrosion-resistant stainless steel
fasteners−Part 1: Bolts, screws and studs
JIS B 1054-2 耐食ステンレス鋼製締結用部品の機械的性質−第2部:ナット
注記 対応国際規格:ISO 3506-2:2009,Mechanical properties of corrosion-resistant stainless steel
fasteners−Part 2: Nuts
JIS B 1054-3 耐食ステンレス鋼製締結用部品の機械的性質−第3部:引張力を受けない止めねじ及び
類似のねじ部品
注記 対応国際規格:ISO 3506-3,Mechanical properties of corrosion-resistant stainless steel fasteners−
Part 3: Set screws and similar fasteners not under tensile stress
JIS B 1054-4 耐食ステンレス鋼製締結用部品の機械的性質−第4部:タッピンねじ
注記 対応国際規格:ISO 3506-4,Mechanical properties of corrosion-resistant stainless steel fasteners−
Part 4: Tapping screws
JIS B 1055 熱処理を施した鋼製タッピンねじ−機械的性質
注記 対応国際規格:ISO 2702,Heat-treated steel tapping screws−Mechanical properties
JIS B 1056 締結用部品−プリベリングトルク形鋼製ナット−機能特性
注記 対応国際規格:ISO 2320,Fasteners−Prevailing torque steel nuts−Functional properties
JIS B 1059 タッピンねじのねじ山をもつドリルねじ−機械的性質及び性能
注記 対応国際規格:ISO 10666,Drilling screws with tapping screw thread−Mechanical and functional
properties
JIS B 1061 炭素鋼及び合金鋼製締結用部品の機械的性質−強度区分を規定した平座金
注記 対応国際規格:ISO 898-3,Mechanical properties of fasteners made of carbon steel and alloy steel
−Part 3: Flat washers with specified property classes
JIS B 1091 締結用部品−受入検査
注記 対応国際規格:ISO 3269,Fasteners−Acceptance inspection
ISO 1891-4,Fasteners−Vocabulary−Part 4: Control, inspection, delivery, acceptance and quality
3
用語及び定義
この規格で用いる主な用語及び定義は,ISO 1891-4によるほか,次による。
3
B 1093:2020 (ISO 16228:2017)
3.1
認証責任者(authorized representative)
供給者又は購入者に代わって品質保証責任者として,検査文書を検証し,署名する権限を与えられた者。
3.2
外部認証責任者(external authorized representative)
購入者と,供給者若しくは購入者が要求する検査責任者,又は公的規則によって指定された検査責任者
との間で合意した第三者。
3.3
発効(validation)
認証責任者(3.1)又は外部認証責任者(3.2)による検査文書の確認及び署名による最終承認。
3.4
取次卸売業者(pass-through distributor)
締結用部品又は包装を変更せずに,受領したまま元の製造業者の締結用部品を販売する締結用部品卸売
業者。
3.5
変更卸売業者(alteration distributor)
引渡し前に締結用部品を変更する締結用部品卸売業者。
4
検査
4.1
材料の検査文書の種類
材料の検査文書(材料証明書)2.1,2.2,3.1及び3.2については,JIS G 0415又はその他の関連する技
術仕様書(例えば,EN 10204)を参照。
4.2
締結用部品の検査の種類
4.2.1
締結用部品の一般検査
この検査は,締結用部品が注文並びに関連規格及び/又は指定した要求事項に適合していることを検証
するために実施する。ただし,締結用部品が次の条件を満たしている場合には,検査及び/又は試験する
締結用部品が,実際に納入する締結用部品の一部である必要はない。
− 同じ規格又は技術仕様書に適合している。
− 同じ材料記号の材料で製造している。
− 同じ製造工程順序及び同じ条件で製造している。
− 同じ形状をしている。
− 寸法は類似しており,その差は試験結果に影響を与えない。
4.2.2
締結用部品の特定検査
この検査は,製品仕様に従った元の製造ロットからの締結用部品について,納入前に,締結用部品が注
文並びに関連規格及び/又は指定した要求事項に適合していることを検証するために実施する。
4.3
締結用部品検査文書の種類
4.3.1
一般
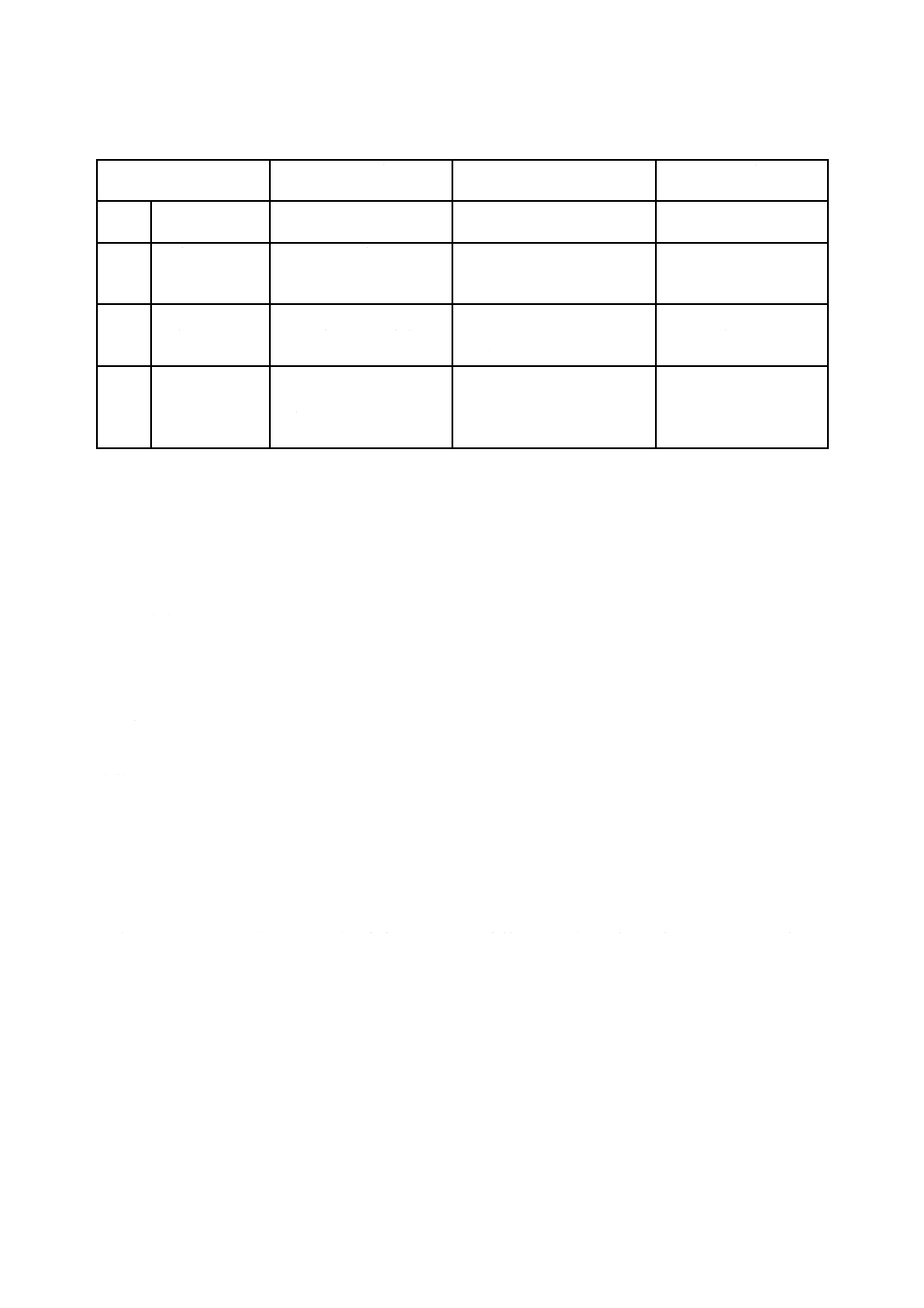
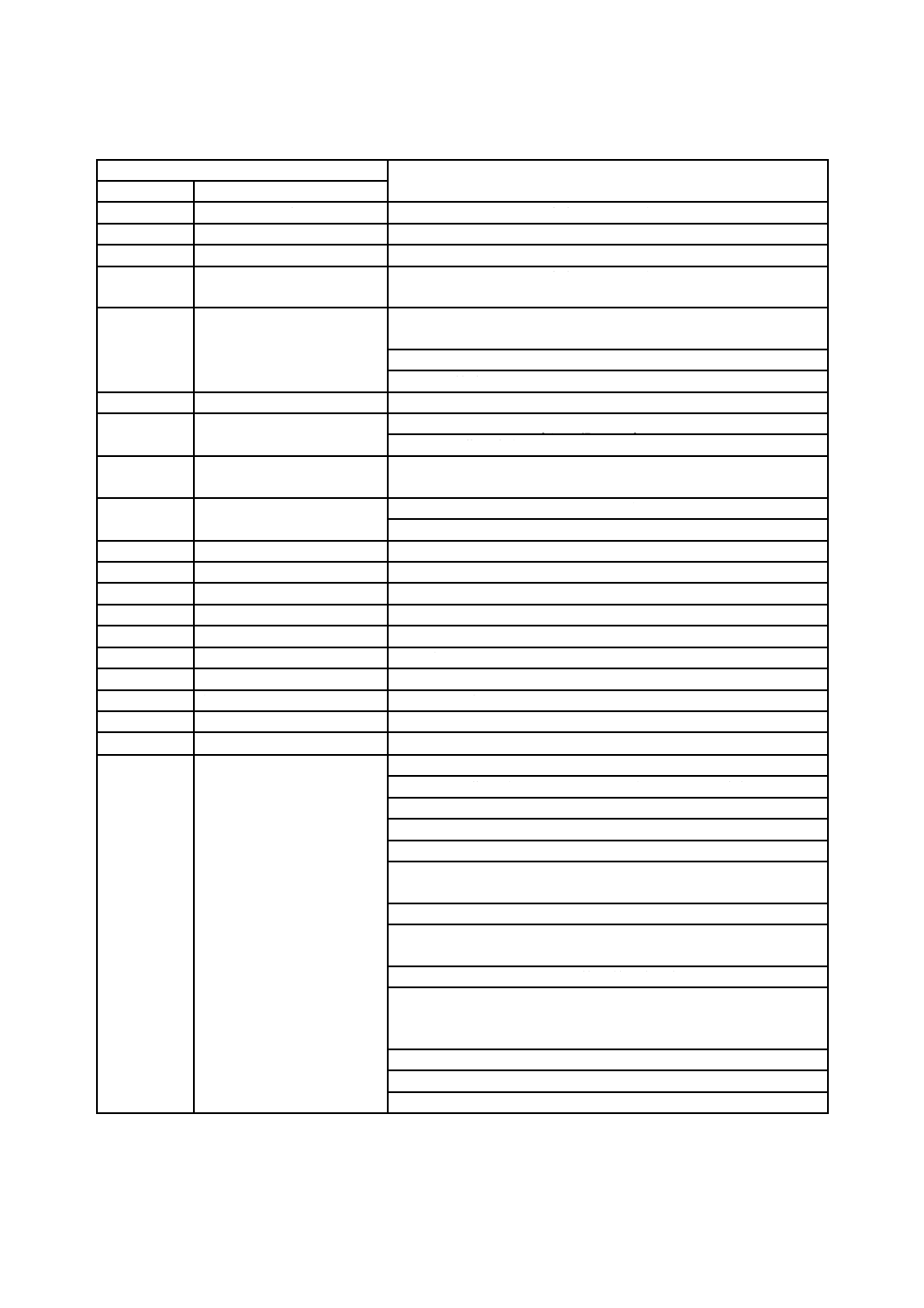
締結用部品検査文書の種類は,表1による。
4
B 1093:2020 (ISO 16228:2017)
表1−締結用部品検査文書
締結用部品検査文書の
種類及び名称
発効要件
内容
発効者
F2.1
締結用部品適合
性申告
注文時に購入者が要求した
とき
納入した締結用部品の適合性
申告(結果なし)
製造業者又は卸売業者の
認証責任者
F2.2
締結用部品試験
報告
注文時に購入者が要求した
とき
納入した締結用部品の適合性
申告(一般検査に基づく結果
付き)
製造業者の認証責任者
F3.1
締結用部品試験
報告
注文時に,特に購入者によ
って要求があり,合意した
とき
納入した締結用部品の適合性
申告(特定検査に基づく結果
付き)
製造業者又は卸売業者の
認証責任者
F3.2
締結用部品試験
報告
注文時に,特に購入者によ
って要求があり,合意した
とき
納入した締結用部品の適合性
申告(特定検査に基づく結果
付き)
製造業者又は卸売業者の
認証責任者及び購入者の
認証責任者又は外部認証
責任者
4.3.2
締結用部品適合性申告F2.1
この文書は,納入する締結用部品が注文並びに関連規格及び/又は指定した要求事項に適合しているこ
とを,結果を含めることなく製造業者又は卸売業者が発行する。
検査文書F2.1は,製造業者の認証責任者又は卸売業者の認証責任者のいずれかが発効しなければならな
い。
4.3.3
締結用部品試験報告F2.2
この文書は,納入する締結用部品が注文並びに関連規格及び/又は指定した要求事項に適合し,かつ,
一般検査に基づく結果であることを宣言するために,製造業者が発行する。
適合性を申告するために,検査文書の結果と納入する締結用部品との間の一致性を保証することは,製
造業者の責任とする。
結果は,材料証明書,締結用部品の工程内管理及び/又は適切な資格をもつ人が実施する最終検査から
取得する。
その結果得られるデータは,適切な資格をもつ人が評価し,検査文書に転記する。
検査文書F2.2は,製造業者の認証責任者が発効しなければならない。
4.3.4
締結用部品試験報告F3.1
この文書は,納入する締結用部品が注文並びに関連規格及び/又は指定した要求事項に適合し,特定検
査の結果を提供することを宣言するために,製造業者又は卸売業者が発行する。
結果は,材料証明書(3.1又は3.2),締結用部品の工程内管理及び/又は適切な資格をもつ人が実施する
最終検査から取得する。
その結果,得られるデータは,適切な資格をもつ人が評価し,検査文書に転記する。
検査文書F3.1は,製造業者の認証責任者又は卸売業者の認証責任者のいずれかが発効しなければならな
い。
4.3.5
締結用部品試験報告F3.2
この文書は,納入する締結用部品が注文並びに関連規格及び/又は指定した要求事項に適合し,特定検
査の結果を供給することを宣言するために,製造業者又は卸売業者が発行する。
結果は,適切な資格をもつ人が実施する締結用部品の検査から取得する。材料に関する結果は,材料証
5
B 1093:2020 (ISO 16228:2017)
明書(3.1又は3.2)又は締結用部品の検査のいずれかから取得する。
検査文書F3.2は,製造業者又は卸売業者の認証責任者及び購入者の認証責任者又は外部認証責任者の両
者が発効しなければならない。
5
締結用部品検査文書の要求事項
5.1
一般
この規格に従う検査文書は,購入者の要求がある場合にだけ提供する。検査文書F2.1,F2.2,F3.1又は
F3.2については,注文時に合意していなければならない。
製品規格(及び/又は技術仕様書)に従って製造する締結用部品は,製造時及び/又は最終検査時にど
の管理を実施するかにかかわらず,適用する全ての要求事項を満たさなければならない。製造ロットが指
定した要求事項に適合していることを保証するために,製造業者及び卸売業者が選択する工程内管理,最
終検査などの適切な方法を適用することは,製造業者及び卸売業者の責任とする。
検査文書を受け取った場合でも,購入者は,特に合意がない限り,JIS B 1091に規定する受入検査手順
に従って納入する締結用部品の承認に責任を負う。
検査文書F2.1及びF2.2には,納入する締結用部品の製造ロット番号を記載することが望ましいが,ト
レースロット番号で製造ロット番号を置き換えるか,又は補完してもよい。検査文書F3.1及びF3.2には,
納入する締結用部品の製造ロット番号を記載しなければならない。
各検査文書は,検査文書が参照する関連締結用部品の納入時の状態に対してだけ有効である。締結用部
品を変更する納入後の更なる処理(例えば,表面皮膜)があった場合,検査文書の内容の全部又は一部を
無効にしてもよい。
5.2
検査文書のデータの保管
検査文書を発行する締結用部品供給者は,工程内管理記録及び/又は最終試験・検査記録を印刷物,又
は電子データの形式で最低3年間保管する。
5.3
トレーサビリティ
締結用部品は,製造ロット番号(又はトレースロット番号)によって完全に追跡可能でなければならず,
ロットの完全性を維持するために,製造ロットは混合してはならない。
注記 製造ロット番号,トレースロット番号及び混合については,ISO 1891-4で,次のように定義さ
れている。
製造ロット番号:締結用部品製造業者が製造ロットに割り当てた,トレース可能な固有の英
数コード。
トレースロット番号:明確に元の製造ロット番号を識別するために締結用部品製造業者又は
卸売業者が割り当てた固有の英数コード。
混合:異なる製造ロットからの同一の締結用部品を同じ輸送容器,箱又は包装に混ぜること。
締結用部品検査文書を受領する購入者は,必要に応じて,その後のトレーサビリティを維持する責任を
負う。オリジナルの包装を開封する際,購入者は,その後の全てのトレーサビリティについて全責任を負
う。
疑義が生じた場合,供給者は,製造ロット番号(又はトレースロット番号)に関連する全ての必要な文
書及び試験・検査記録を提供できなければならない。
5.4
検査文書の作成元
締結用部品製造業者は,次の事項を許可されている。
6
B 1093:2020 (ISO 16228:2017)
− 検査文書F2.1,F2.2,F3.1又はF3.2を作成する。
− 完全なトレーサビリティが保証されていることを条件に,供給者からの元データを製造業者検査文書
に転記する。元の検査文書の試験・検査結果は,変更してはならない。
取次卸売業者及び再包装卸売業者は,次の事項を許可されている。
− 製造業者からのF2.1又はF2.2のデータを転記することだけによって,検査文書F2.1又はF2.2を作成
する。
− 検査文書F3.1又はF.3.2を作成する。
− 製造業者からの受入検査文書F2.1,F2.2,F3.1又はF.3.2を提供する。
− 完全なトレーサビリティが保証されていることを条件に,製造業者のF3.1から元データを卸売業者の
検査文書F3.1に転記する。元の検査文書の試験・検査結果は,変更してはならない。
変更卸売業者は,次の事項を許可されている。
− 製造業者から送られたデータだけによって,検査文書F2.1を作成する。
− 報告された特性が変更されていないことを条件に,変更した特性を試験し,その試験結果を追加する
ことによって,製造業者から供給されたF2.2からデータを転記し,検査文書F2.2を作成する。
− 検査文書F2.1,F3.1又はF.3.2を作成する。
− 考慮されている特性が変更されていないと判断され,完全なトレーサビリティが保証されているとい
う条件で,製造業者のF3.1から元データを卸売業者の検査文書F3.1に転記する。元の検査文書の転
記された試験・検査結果は,変更してはならない。
変更卸売業者は,変更した特性について試験及び/又は検査しなければならない。
外部の供給元からのデータは,供給者検査文書に含める前に,供給者が検証する。供給者は,外部の供
給元からのデータの適合性及びトレーサビリティに責任を負わなければならない。
F2.2(又は材料については2.2)からの一般試験・検査結果を,検査文書F3.1に転記することは許され
ない。
5.5
委託試験及び/又は検査
供給者は,外部の供給元に試験及び/又は検査を委託してもよい。これらの結果は,添付の完全な報告
書として含めるか,又は検査文書を発行する供給者の責任の下で検査文書に転記することが可能である。
検査文書に転記されたデータは,5.7に従って識別されなければならない。
外部の供給元からの委託試験及び/又は検査は,追跡可能でなければならない。試料は,製造ロット番
号(又はトレースロット番号)を用いて追跡可能でなければならない。委託試験及び/又は検査報告書に
は,製造ロット番号(又はトレースロット番号)を記載する。
5.6
抜取り
製造業者及び卸売業者は,検査文書に含まれる結果が製造ロットを表していることを確認するために,
適切な抜取検査方式を適用する。検査文書F2.2,F3.1及びF3.2については,全ての試験結果を報告してい
る場合を除き,各試験の検査文書に試験及び検査した部品の数量を含める。
購入者が一つ以上の特定試験のために特定の数量の試験を要求する場合は,注文時に合意する。
検査文書F3.2の場合,抜取りは,購入者又は外部認証責任者の責任の下に行う。
5.7
試験・検査結果の報告
管理方法は,標準仕様書又は技術仕様書に別段の要求がない限り,及び/又は注文時に合意されていな
い限り,供給者の選択に委ねられる。
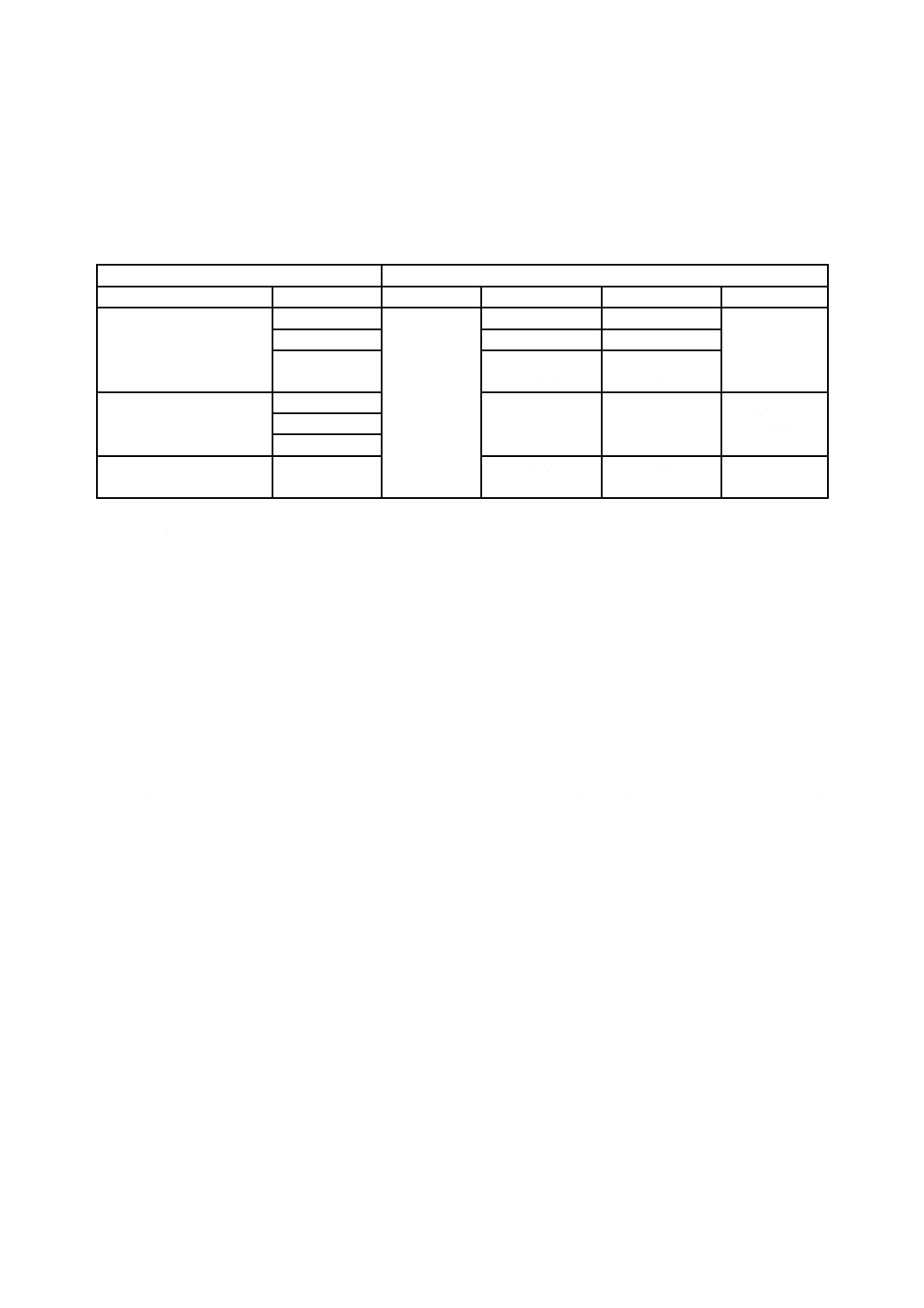
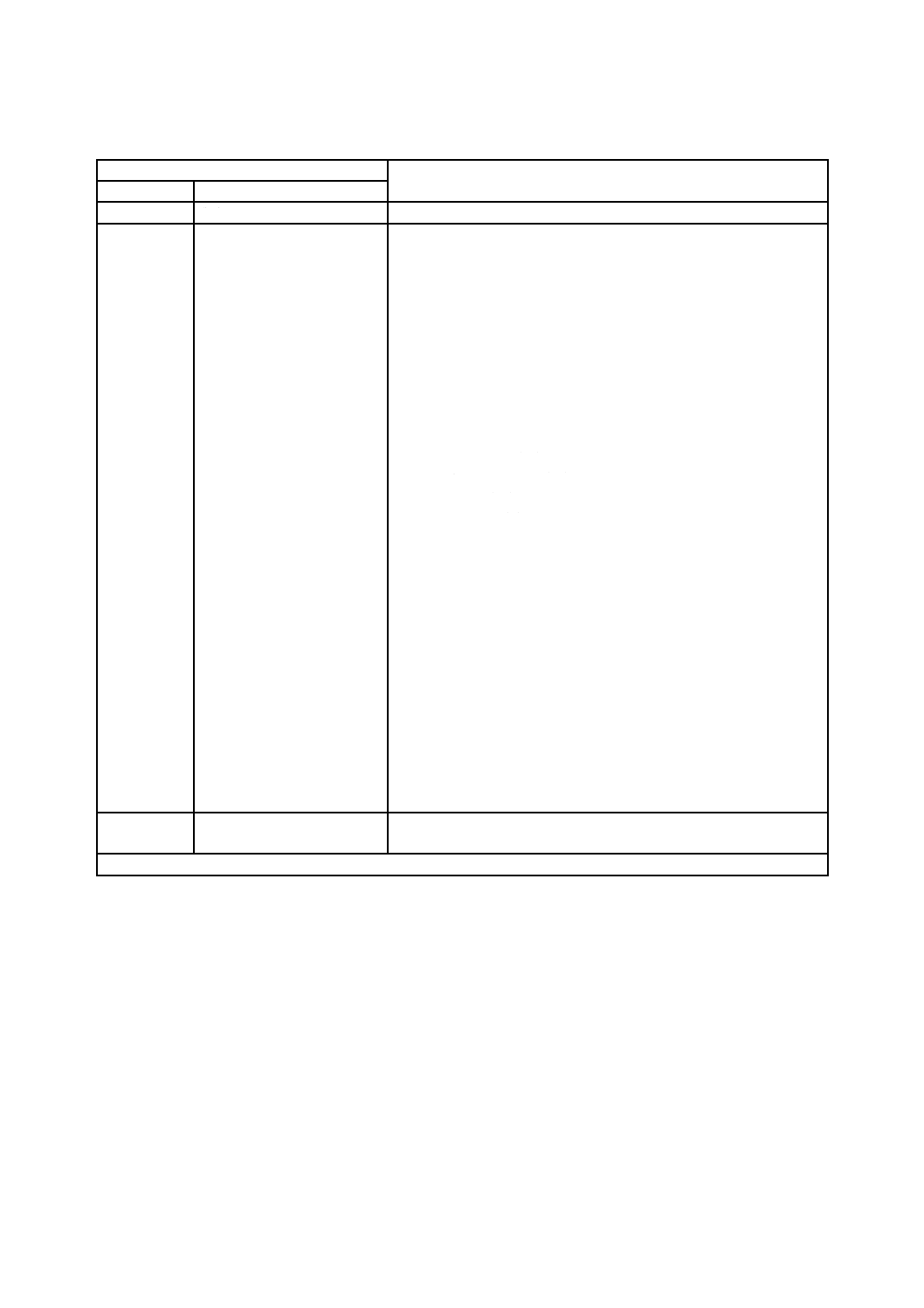
試験・検査結果を検査文書に報告するための最低限の要求事項は,表2による。検査文書を発行する製
7
B 1093:2020 (ISO 16228:2017)
造業者,卸売業者及び/又は外部認証責任者の裁量によって,例えば,全ての測定値,平均値,分散など
の更なる情報を含んでもよい。
各測定値は,規格又は技術仕様書に規定した単位で記載する。
表2−試験・検査結果報告の最低限の要求事項
要求事項の種類
検査文書の種類
管理の方法
限界値の表現
F2.1
F2.2
F3.1
F3.2
測定値
最小
該当なし
最小測定値
最小測定値
全ての
測定値
最大
最大測定値
最大測定値
最小・最大
最小及び最大
測定値
最小及び最大
測定値
計数値
(ゲージ検査,保証荷重試
験など)
通り
適合
適合
適合又は
不適合
止り
通り・止り
点検
(目視検査など)
−
適合
適合
適合又は
不適合
試験実施場所の種類を識別するコードは,次による。
− S:供給者(Supplier)の結果(材料,部品,表面皮膜など)
− M:締結用部品製造業者(Manufacturer)の結果(工程内管理又は最終検査)
− D:締結用部品卸売業者(Distributor)の結果(最終検査)
− L:外部の試験所(Laboratory)の結果(最終検査)
5.8
締結用部品の種類ごとに記載する最低限の結果
各種類の締結用部品に関連する最も重要な機械的性質及び/又は機能的性質の少なくとも一つに関する
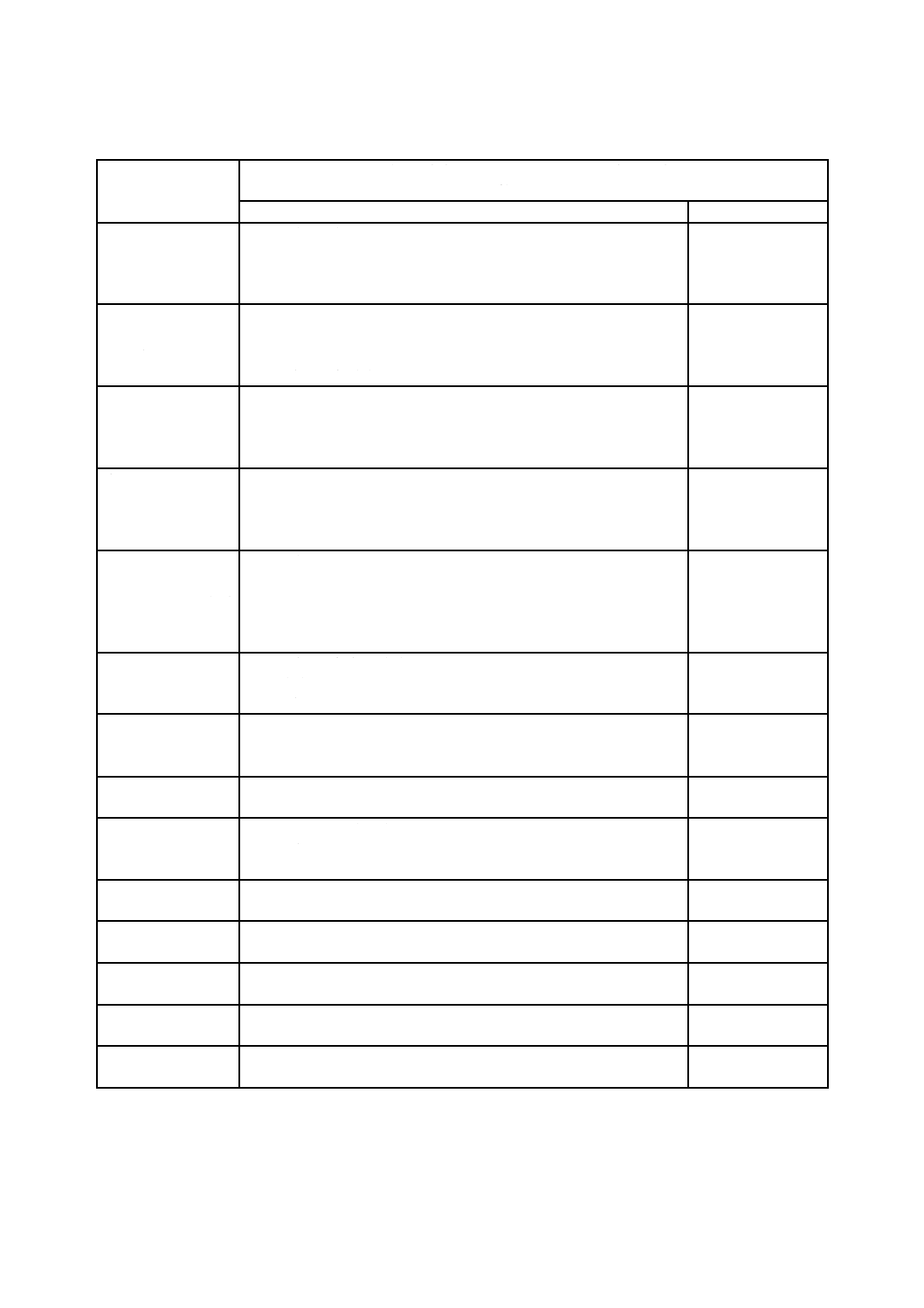
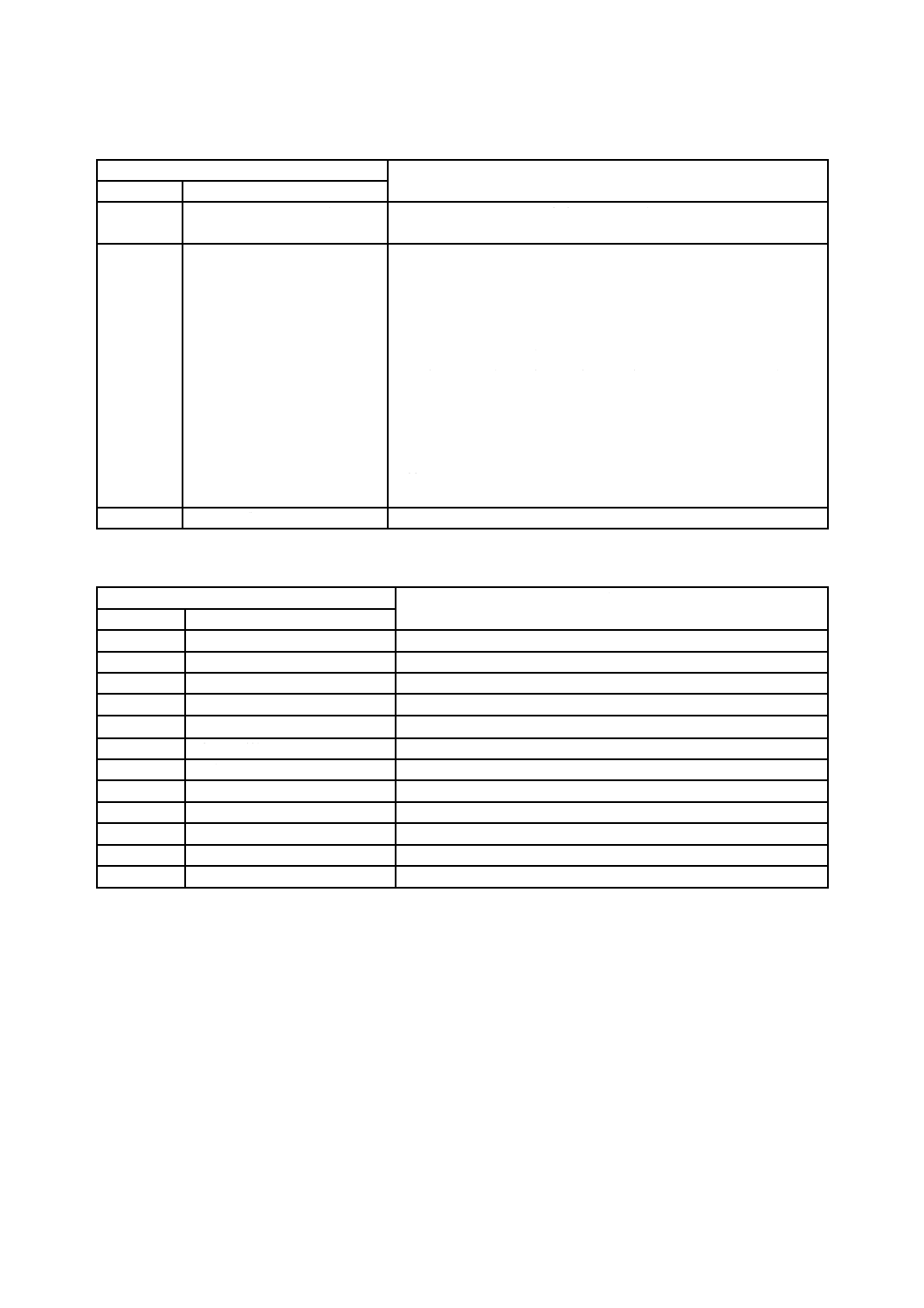
試験・検査は,表3による。
検査文書F2.2,F3.1及びF3.2には,締結用部品の種類及び引用規格の規定に応じて,表3に定める試験・
検査結果を記載する。
より多くの試験・検査が購入者によって要求される場合,全ての技術的詳細項目及び追加の経済的詳細
項目は,注文時に受渡当事者間で合意する。
表3に記載していない締結用部品については,購入者が発注時に試験・検査する特性を指定する。
8
B 1093:2020 (ISO 16228:2017)
表3−締結用部品に対する最低限の試験・検査の結果
締結用部品
試験報告書F2.2,F3.1及びF3.2に記載する結果
管理の種類
材料特性,機械的性質,物理的性質及び/又は機能的性質
寸法特性
メートルねじをもつ
ボルト,小ねじ,植
込みボルト
JIS B 1051
F2.2を除き化学成分(M)
引張強さa)(M)
焼入焼戻しを施す強度区分の硬さ(M)
ねじの合否判定(A)
−
メートルねじをもつ
ボルト,小ねじ,植
込みボルト
JIS B 1054-1
F2.2を除き化学成分(M)
引張強さ及び破断後の伸び(M)
マルテンサイト及びフェライト系ステンレス製締結用部品の硬さ(M)
ねじの合否判定(A)
−
ナット
JIS B 1052-2
F2.2を除き化学成分(M)
保証荷重試験力(A)
焼入焼戻しを施す強度区分の硬さ(M)
ねじの合否判定(A)
−
ナット
JIS B 1054-2
F2.2を除き化学成分(M)
保証荷重試験力(A)
マルテンサイト及びフェライト系ステンレス製締結用部品の硬さ(M)
ねじの合否判定(A)
−
プリベリングトルク
形ナット
JIS B 1052-2及び
JIS B 1056
F2.2を除き化学成分(M)
保証荷重試験力(A)
焼入焼戻しを施す強度区分の硬さ(M)
プリベリングトルク特性(M)
ねじの合否判定(A)
−
止めねじ
JIS B 1053又はJIS
B 1054-3
F2.2を除き化学成分(M)
硬さ(M)
ねじの合否判定(A)
−
タッピンねじ
JIS B 1055又はJIS
B 1054-4
ねじ込み試験(A/M)
ねじり破壊トルク(M)
−
ドリルねじ
JIS B 1059
ねじ込み試験(A/M)
ねじり破壊トルク(M)
−
スレッドローリング
ねじ及びセルフカッ
ティングねじ
ねじ込みトルク(A/M)
ねじり破壊トルク(M)
−
平座金
JIS B 1061
F2.2を除き化学成分(M)
硬さ(M)
内径d1(M)
厚さ(M)
平座金以外の座金
F2.2を除き化学成分(M)
硬さ(M)
内径d1(M)
厚さ(M)
ブラインドリベット F2.2を除き化学成分(M)
せん断荷重(M)
ブラインドリベッ
トの胴部径(M)
普通リベット
F2.2を除き化学成分(M)
引張強さ又は硬さ(M)
リベットの軸径(M)
ピン
F2.2を除き化学成分(M)
せん断荷重(M)又は硬さ(M)
ピン径(M)
9
B 1093:2020 (ISO 16228:2017)
表3−締結用部品に対する最低限の試験・検査の結果(続き)
(M):測定値
(A):計数値
注a) 実施可能な場合には,引張強さは,JIS B 1051に規定するFFグループを試験するために,フルサイズの締結
用部品で試験する。JIS B 1051に規定する引張試験のいずれも実施可能でない場合には,代替試験は,注文
時に合意しなければならない。
5.9
検査文書の発効
認証責任者による検査文書の発効は,次の手順による。
a) この規格に従い,必要な全ての情報(例えば,締結用部品の説明,トレーサビリティ,製造ロット番
号,必要な試験・検査の完了など)を含んでいることを確認する。
b) 試験・検査の結果が,関連する規格及び/又は技術仕様書に適合していることを確認する。
c) 検査文書を承認する認証責任者が署名する。
署名は,次の手段によって行うことができる。
− 署名(自署又は印)
− スキャンした署名(自署又は印)
− 電子署名
− 外部認証(検査)責任者の場合を除き,署名者を追跡可能な他の固有の識別記号
注記 署名については,対応国際規格では“handwritten signature”と記載されているが,日本にお
いては自署の場合と記名及び印の場合とがあるため,上記のように記載した。
6
締結用部品検査文書の種類ごとに必要な内容
6.1
一般
ここでは,検査文書の様式を規定しておらず,検査文書の例を附属書Aに示す。
必要に応じて,次の情報を追加してもよい。
− 購入者の氏名
− 購入者の注文番号及び注文年月日
− 納入した部品の数量
− 試験・検査結果に関するコメント
他の情報及び/又は試験・検査結果は,供給者の裁量によって,又は注文時に購入者が要求した場合に,
含んでもよい。
10
B 1093:2020 (ISO 16228:2017)
6.2
締結用部品適合性申告F2.1の内容
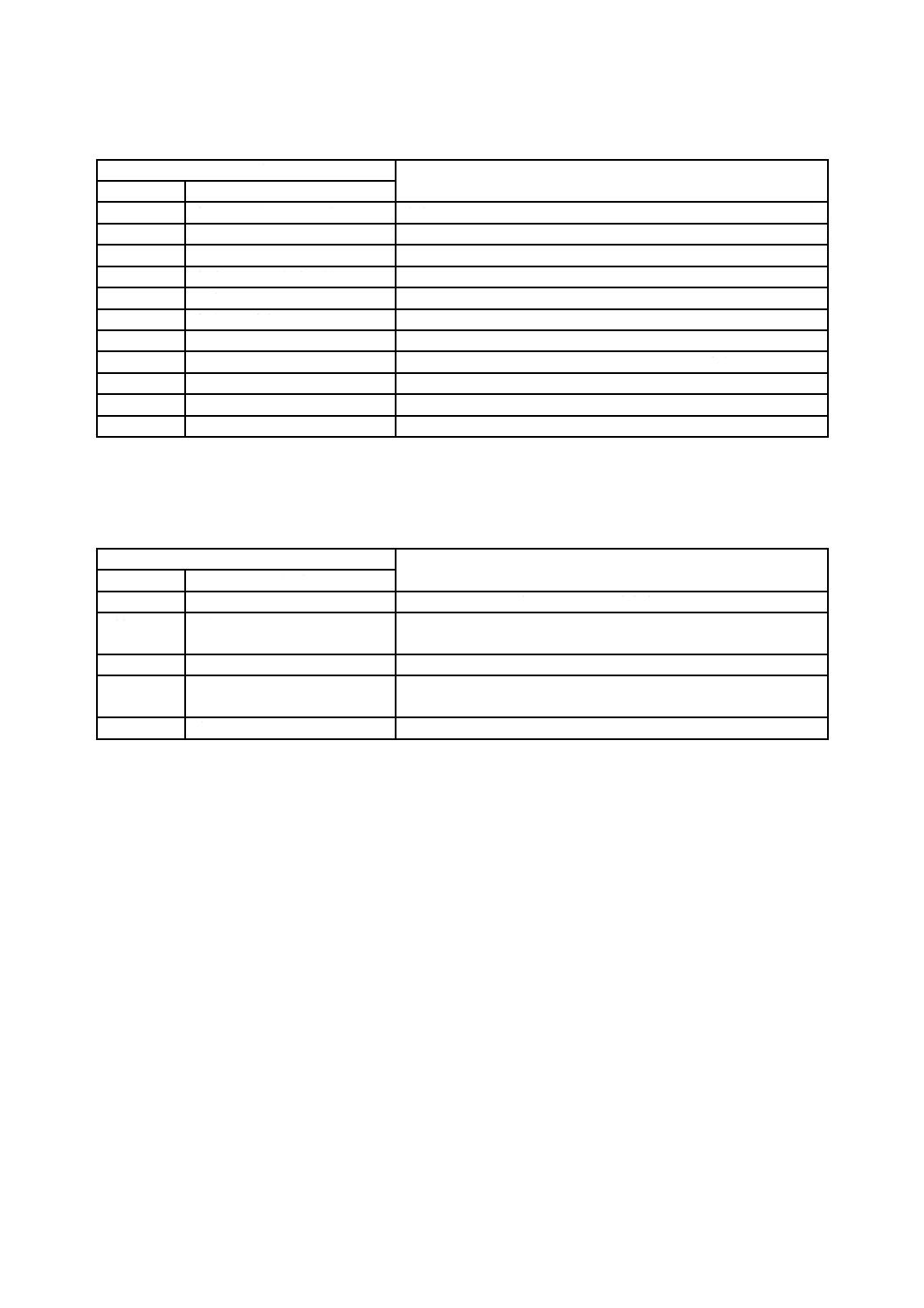
検査文書F2.1に必要な情報は,表4による。
表4−F2.1に必要な内容
供給者に関する一般的情報
− 検査文書の種類:締結用部品適合性申告F2.1
− この規格の番号:JIS B 1093
− 検査文書を作成する締結用部品供給者の名称及び住所
納入する締結用部品に関する一般的情報
− 製品規格(及び/又は技術仕様書)に従った締結用部品の正式名称(表面皮膜がある場合は,表面皮膜を含む。)
− 納品書又はISO 1891-4に定義されている製造ロット番号(ある場合)若しくはトレースロット番号
発効
− 供給者は,次の文を含む適合性申告書を提出する。
“納入する締結用部品は,注文並びに関連する規格及び/又は仕様に適合しています。”
− 認証責任者の氏名,発行年月日及び署名(自署又は印)
11
B 1093:2020 (ISO 16228:2017)
6.3
締結用部品試験報告F2.2の内容
検査文書F2.2に必要な情報は,表5による。
表5−F2.2に必要な内容
供給者に関する一般的情報
− 検査文書の種類:締結用部品試験報告F2.2
− この規格の番号:JIS B 1093
− 検査文書を作成する締結用部品供給者の名称及び住所
納入する締結用部品に関する一般的情報
− 製品規格(及び/又は技術仕様書)に従った締結用部品の正式名称(表面皮膜がある場合には,表面皮膜を含
む。)
− ISO 1891-4に定義されている,納入する締結用部品の製造ロット番号(又はトレースロット番号)
− 使用した試験・検査結果の出所に関する情報:4.3.3で用いる原試験報告書の番号及び発行日
− 締結用部品の表示[例えば,JIS B 1051に適合しているボルトの場合,製造業者識別(商標)記号及び強度区
分](ある場合)
材料特性に関する試験・検査結果
− 鋼製又はステンレス鋼製であり,メートルねじをもつ締結用部品の場合
− 締結用部品の引用規格(例えば,JIS B 1051,JIS B 1054-2など)及び発行年
− 材料の種別,等級及び/又は呼び(例えば,強度区分10.9用の合金鋼,ステンレス鋼種A2など)
− 座金,タッピンねじ,ブラインドリベット,ピンなどの鋼製又はステンレス鋼製の他の締結用部品の場合
− 締結用部品の引用規格(例えば,JIS B 1061,JIS B 1055など)及び発行年(適用できないものを除く。)
− 材料の種別,等級及び/又は呼び(例えば,強度区分300HV用の合金鋼,SWCH16など)
− 非鉄金属製及び非金属製締結用部品の場合:
− 引用規格及び発行年
− 材料の種別,等級及び/又は呼び(例えば,AW-5154,PA6.6など)
− 引用規格が存在しない場合には,製品規格又は技術仕様書を適用するのがよい。
機械的性質,物理的性質,寸法特性,機能的性質及び/又は仕上げ・皮膜特性に関する試験・検査結果
各特性に対して次の内容を報告する。
− 機械的性質又は物理的性質,その記号(ある場合),試験方法,引用規格又は技術仕様書及びその発行年
− 寸法特性及びその記号a)(ある場合)
− 5.7に規定する試験実施場所の種類を識別するコード
− 試験した部品の数量。ただし,全ての試験・検査結果を報告している場合を除く。
− 要求される限界値(ある場合)
− 5.8に規定する試験・検査結果及び試験日
これらの項目は,機能及び/又は仕上げ・皮膜特性が関連する製品規格(及び/又は技術仕様書)及び/又は購入
者によって指定される場合にも含めなければならない。
発効
− 供給者は,次の文を含む適合性申告書を提出する。
“納入する締結用部品は,注文に適合しており,関連する規格及び/又は仕様に従って製造しています。試
験・検査結果は,供給する締結用部品を特定したものではなく,製造工程を代表するものです。”
− 認証責任者の氏名,職務,発行年月日及び署名(自署又は印)
注a) 寸法記号に関しては,例えば,JIS B 0143を参照。
12
B 1093:2020 (ISO 16228:2017)
6.4
締結用部品試験報告F3.1の内容
検査文書F3.1に必要な情報は,表6による。
表6−F3.1に必要な内容
供給者に関する一般的情報
− 検査文書の種類:締結用部品試験報告F3.1
− この規格の番号:JIS B 1093
− 検査文書を作成する締結用部品供給者の名称及び住所
納入する締結用部品に関する一般的情報
− 製品規格(及び/又は技術仕様書)に従った締結用部品の正式名称(表面皮膜がある場合には,表面皮膜を含
む。)
− ISO 1891-4に定義されている,納入する締結用部品の製造ロット番号
− 締結用部品の表示[例えば,JIS B 1051に適合しているボルトの場合,製造業者識別(商標)記号及び強度区
分](ある場合)
材料特性に関する試験・検査結果
− 鋼製又はステンレス鋼製の締結用部品の場合
− 締結用部品の引用規格(例えば,JIS B 1051,JIS B 1054-2など)及び発行年
− 材料の種別,等級及び/又は呼び(例えば,強度区分10.9用の合金鋼,ステンレス鋼種A2など)
− 5.7に規定する,材料の化学分析の試験実施場所を識別するコード
− 溶鋼番号,鋳造番号,材料のロット番号,又は材料ロットのトレース番号
− 化学組成,要求される化学成分限界及び試験結果を含む化学分析。引用規格によって特に要求される化学成
分は必ず報告しなければならないが,他の化学成分も含めることができ,化学分析は,締結用部品検査文書
に添付した材料検査文書の写しとすることも可能である。
− 非鉄金属製締結用部品の場合
− 引用規格及び発行年(ある場合)
− 材料の種別,等級及び/又は呼び
− 溶鋼番号,鋳造番号,材料のロット番号,又は材料ロットのトレース番号
− 引用規格又は製品規格(及び/又は技術仕様書)で要求される場合,又は注文時に購入者が要求した場合,
化学組成,要求される化学成分限界及び試験結果を含む化学分析。
− 非金属製締結用部品の場合
− 引用規格及び発行年(ある場合)
− 材料のロット番号又は材料ロットのトレース番号
− 材料の種別,等級及び/又は呼び(例えば,PA6.6)
引用規格が存在しない場合には,製品規格又は技術仕様書を適用するのがよい。
機械的性質,物理的性質,寸法特性,機能的性質及び/又は仕上げ・皮膜特性に関する試験・検査結果
各特性に対して次の内容を報告する。
− 機械的性質又は物理的性質,その記号(ある場合),試験方法,引用規格又は技術仕様書及びその発行年
− 寸法特性及びその記号a)(ある場合)
− 5.7に規定する試験実施場所を識別するコード
− 試験した部品の数量。ただし,全ての試験・検査結果を報告している場合を除く。
− 要求される限界値(ある場合)
− 5.8に規定する試験・検査結果及び試験日
これらの項目は,機能及び/又は仕上げ・皮膜特性が関連する製品規格(及び/又は技術仕様書)及び/又は購入
者によって指定される場合にも,F3.1に含めなければならない。
発効
− 供給者は,次の文を含む適合性申告書を提出する。
“この製造ロット番号を代表するサンプルについて,検査・試験を行っています。納入する締結用部品は,
注文に適合しており,関連する規格及び/又は仕様に従って製造しています。”
− 認証責任者の氏名,職務,発行年月日及び署名(自署又は印)
注a) 寸法記号に関しては,例えば,JIS B 0143を参照。
13
B 1093:2020 (ISO 16228:2017)
6.5
締結用部品試験報告F3.2の内容
検査文書F3.2に必要な情報は,表7による。
表7−F3.2に必要な内容
製造業者に関する一般的情報
− 検査文書の種類:締結用部品試験報告F3.2
− この規格の番号:JIS B 1093
− 検査文書を作成する締結用部品製造業者の名称及び所在地
納入する締結用部品に関する一般的情報
− 製品規格(及び/又は技術仕様書)に従った締結用部品の正式名称(表面皮膜がある場合には,表面皮膜を含
む。)
− ISO 1891-4に定義されている,納入する締結用部品の製造ロット番号
− 締結用部品の表示[例えば,JIS B 1051に適合しているボルトの場合,製造業者識別(商標)記号及び強度区
分](ある場合)
− 締結用部品の表示と同一でない場合には,ラベルの製造業者識別(商標)記号(ある場合)
試験・検査結果
− 5.8に規定する材料特性,機械的性質,物理的性質,寸法特性,機能的性質及び/又は仕上げ・皮膜特性,並び
に注文時に購入者と合意した特性に関する試験・検査結果を含む。これらは,6.4に従って報告する。
発効
− 供給者は,次の文を含む適合性申告書を提出する。
“この製造ロット番号を代表するサンプルについて,検査・試験を行っています。納入する締結用部品は,
注文に適合しており,関連する規格及び/又は仕様に従って製造しています。”
− 認証責任者の氏名,職務,発行年月日及び署名
− 購入者の認証責任者又は外部認証責任者は,次の文を含む適合宣言書を提出する。
“この製造ロット番号のサンプルについて,関連する規格及び/又は技術仕様書に従って検査・試験を行っ
ています。試験した特性は,指定した要求事項に従って(います・いません)。”
− 購入者の認証責任者又は外部認証責任者の氏名,職務,発行年月日及び署名(自署又は印)
7
検査文書の修正
発行後の検査文書の修正は,“検査文書の補足(番号)”又はこれに相当する文言を含む追加の検査文書
の形式だけで行う。
この修正は,この規格の全ての要求事項を満たさなければならない。全く新しい検査文書を発行する必
要がある場合には,それは一意に識別され,また,それが置き換える原本への参照を含まなければならな
い。
8
検査文書の送付
検査文書の送付は,供給者の裁量によって,電子ファイル又は書面で,改ざん又は破損を防止する体裁
でなければならない。
14
B 1093:2020 (ISO 16228:2017)
附属書A
(参考)
検査文書の例
この附属書における検査文書は,検査文書に使用できる様式の例である。コード番号体系を用いた検査
文書の例を,B.3に示す。
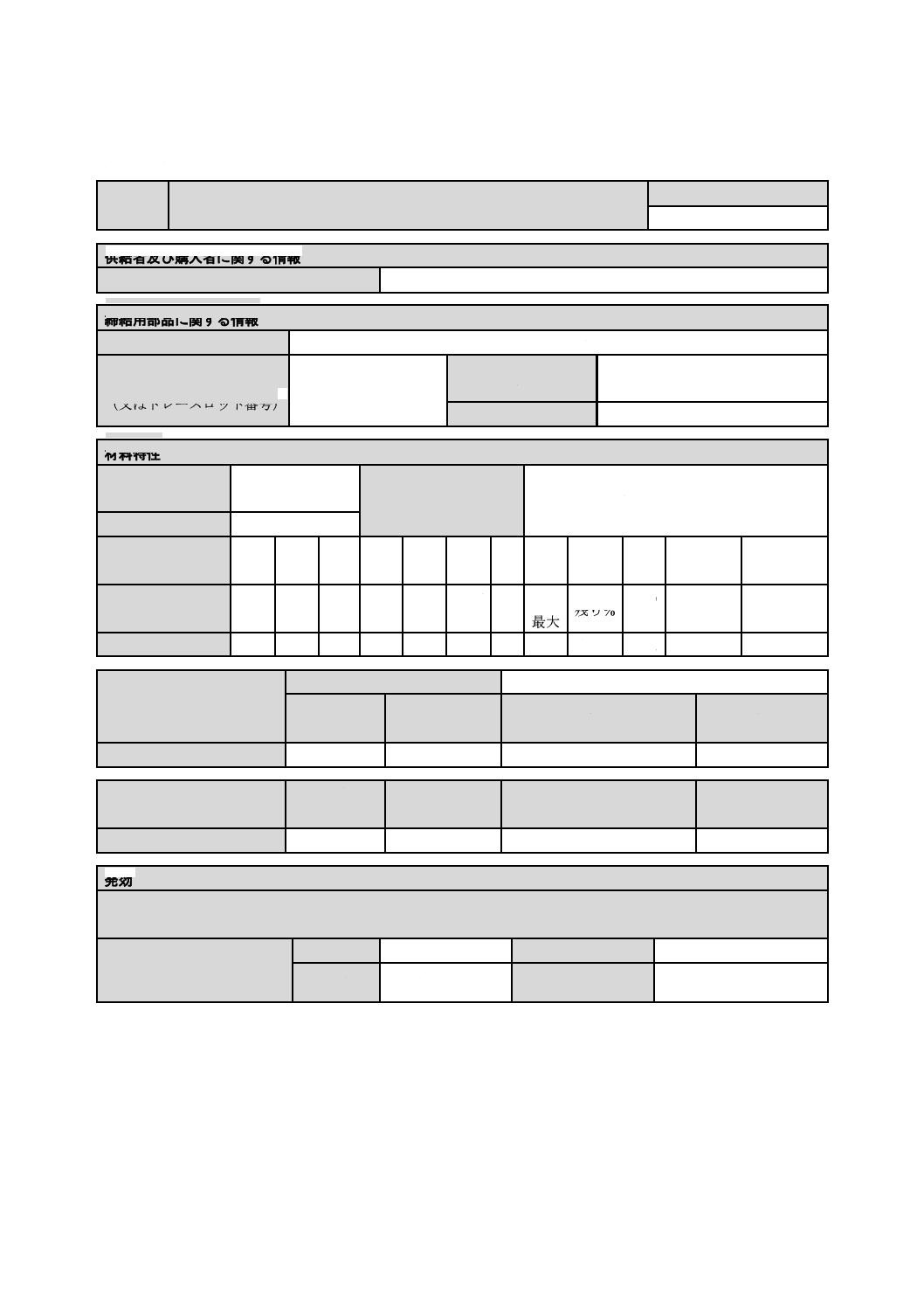
A.1 締結用部品の適合性申告F2.1の例:JIS B 1181及びJIS B 1052-2に適合するナット
(日本語版)
F2.1
締結用部品の適合性申告
JIS B 1093
供給者及び購入者に関する情報
締結用部品供給者の名称及び住所
〇〇ファスナー(株)
〒XXX-xxxx 〇〇県〇〇市〇〇町1-2-3
締結用部品に関する情報
締結用部品の名称
六角ナット−スタイル1 JIS B 1181−ISO 4032−M12−8
納品書又は製造ロット番号(ある場合)
若しくはトレースロット番号
25L401
発効
納入する締結用部品は,注文並びに関連する規格及び/又は仕様に適合しています。
認証責任者の氏名
認証 太郎
年月日
2016年12月31日
署名(自署又は印)
〇〇 〇〇 ㊞
(英語版)
F2.1
Fastener declaration of compliance
ISO 16228
Information related to the supplier and purchaser
Name and address of the fastener supplier
Any Co Ltd.
PO Box 23, B-1070
Information related to the fasteners
Fastener designation
Hexagon regular nut ISO 4032 - M12 - 8
Delivery note or manufacturing lot number, if any, or
trace lot number
25L401
Validation
The fasteners delivered are in compliance with the order and with the relevant standards and/or specifications.
Name of the authorized representative
Ian Scott Otway
Date
2016-12-31
Signature
15
B 1093:2020 (ISO 16228:2017)
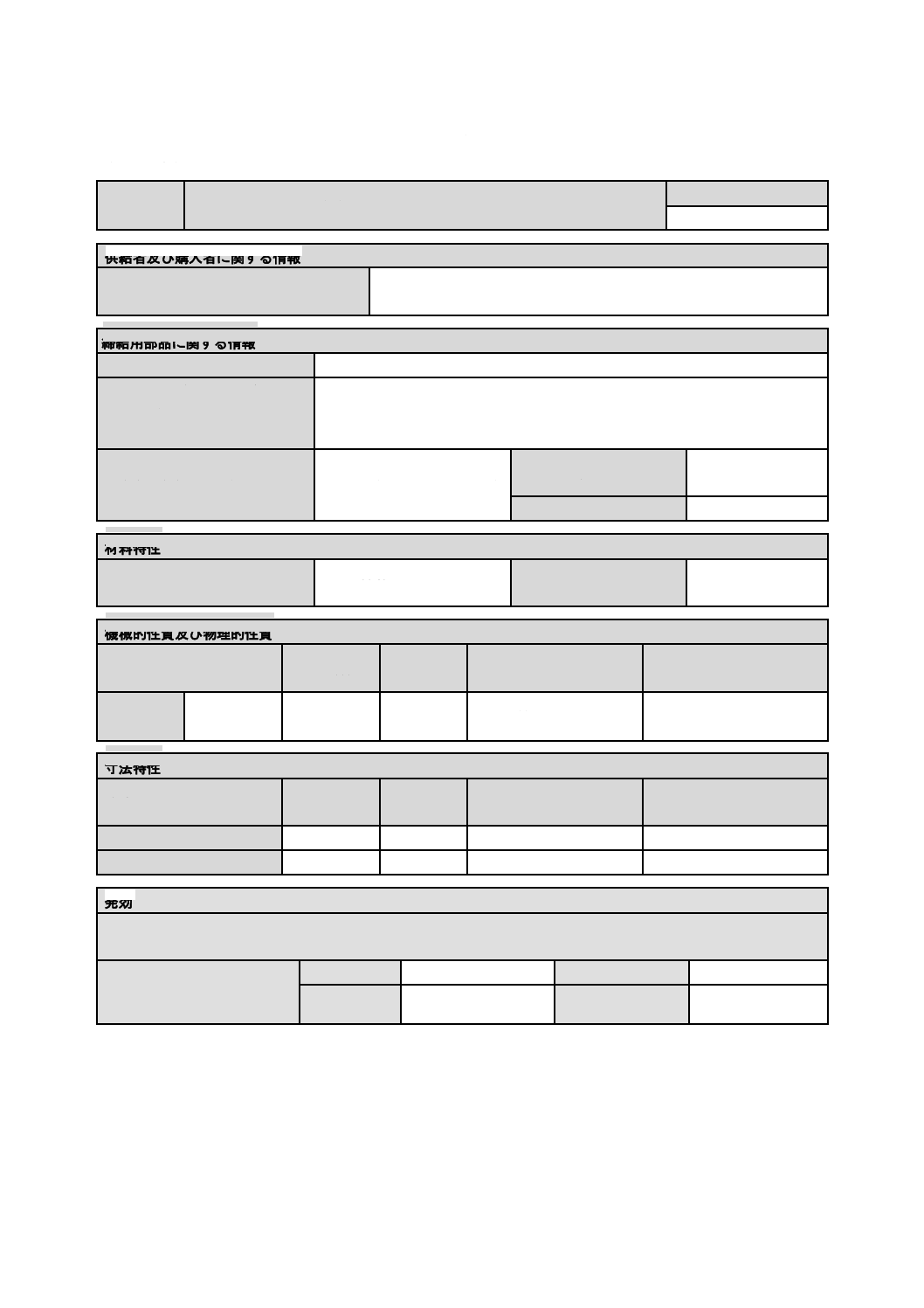
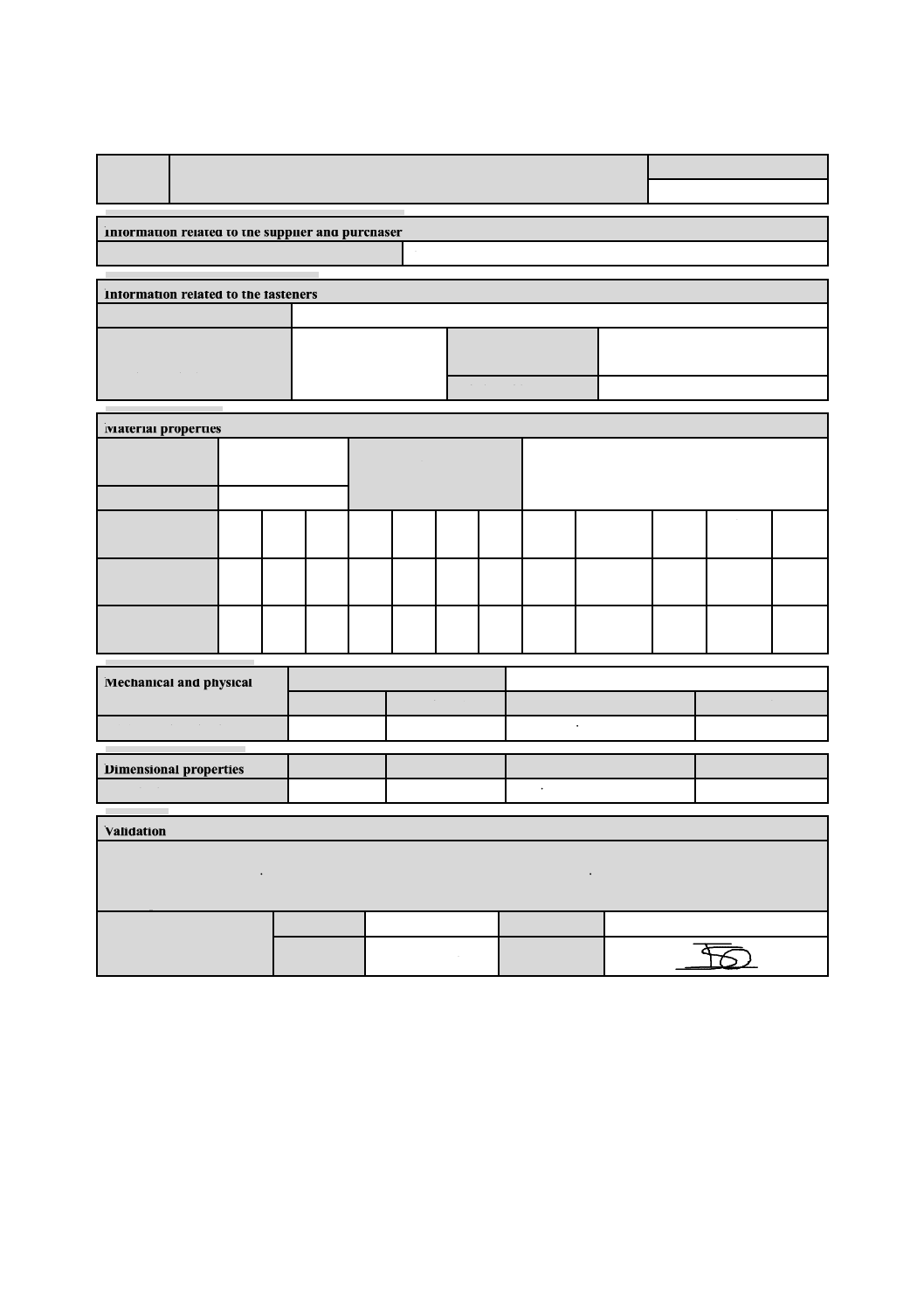
A.2 締結用部品試験報告F2.2の例:JIS B 1256及びJIS B 1061に適合する平座金
(日本語版)
F2.2
締結用部品試験報告 JIS B 1093
報告書No
22-1506
供給者及び購入者に関する情報
締結用部品供給者の名称及び住所
〇〇ファスナー(株)
〒XXX-xxxx 〇〇県〇〇市〇〇町1-2-3
締結用部品に関する情報
締結用部品の名称
平座金・並形 JIS B 1256−ISO 7089−16−300HV 部品等級A
納入する締結用部品の製造ロッ
ト番号(又はトレースロット番
号)
36M512
原試験報告書及び発行日
22-0058(2017年11月28日)
締結用部品表示記号
(ある場合)
表示なし
ラベル表示記号
XYZ
材料特性
引用規格及び発行年
JIS B 1061
材料の種類,等級及び/
又は呼び
炭素鋼S45C
機械的性質及び物理的性質
特性
試験実施場
所の種類
試験部品数
要求仕様
結果
硬さ
JIS B 1061の
8.1
M
5
最小300 HV
324 HV30
寸法特性
特性
試験実施場
所の種類
試験部品数
要求仕様
結果
内径d1(mm)
M
5
最小17.00,最大17.27
最小17.13,最大17.19
厚さh(mm)
M
5
最小2.7,最大3.3
最小2.80,最大2.91
発効
納入する締結用部品は,注文に適合しており,関連する規格及び/又は仕様に従って製造しています。
試験・検査結果は,供給する締結用部品を特定したものではなく,製造工程を代表するものです。
認証責任者
氏名
認証 太郎
年月日
2017年12月31日
職務
品質管理課長
署名(自署又は印)
〇〇 〇〇 ㊞
16
B 1093:2020 (ISO 16228:2017)
(英語版)
F2.2
Fastener test report ISO 16228
Report N°
22/1506
Information related to the supplier and purchaser
Name and address of the fastener
supplier
Any Co Ltd.
PO Box 23, B-1070
Information related to the fasteners
Fastener designation
Washers ISO 7089 - 16 - 300HV
Manufacturing lot number
(or trace lot number) of the delivered
fasteners
36M512
Original test report(s) and
date(s) of issue
22/0058 (2017-11-28)
Fastener marking
(if any)
No marking
Label marking
XYZ
Material properties
Dated reference standard
ISO 898-3
Material category, grade
and/or
designation
Steel C45
Mechanical and physical properties
Properties
Test
facility
Quantity of
tested parts
Specification
Results
Hardness
ISO 898-3
§8.1
M
5
HV min 300
324 HV30
Dimensional properties
Properties
Test
facility
Quantity of
tested parts
Specification
Results
Clearance diameter d1, mm
M
5
min 17,00 max 17,27
min 17,13 max 17,19
Thickness h, mm
M
5
min 2,7 max 3,3
min 2,80 max 2,91
Validation
The fasteners delivered are in compliance with the order and have been manufactured in accordance with the relevant standards
and/or specifications. The test/inspection results are not specifically related to the delivered fasteners but are representative of
the manufacturing process.
Authorized representative
Name
Ian Scott Otway
Date
2017-12-31
Function
Quality manager
Signature
17
B 1093:2020 (ISO 16228:2017)
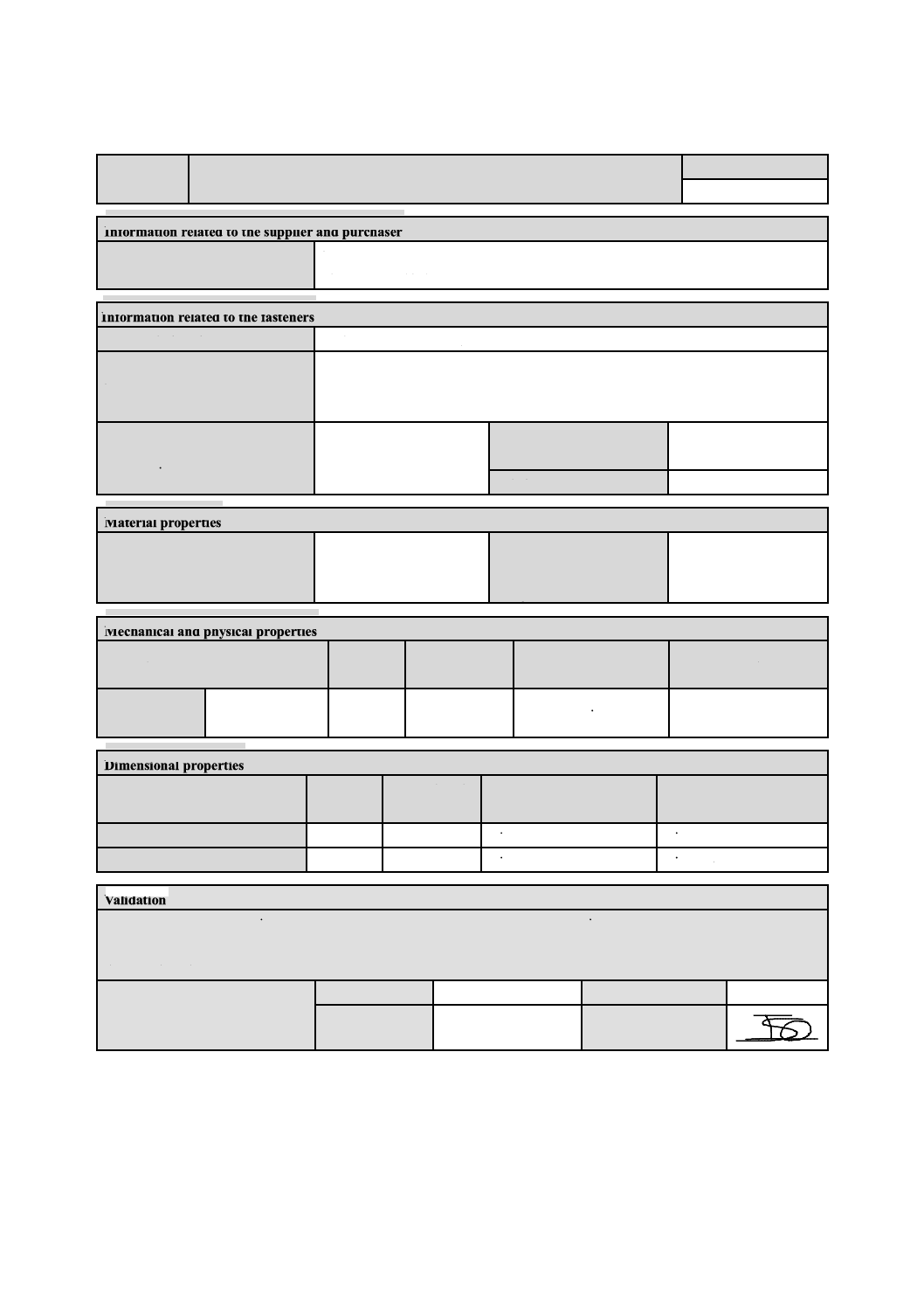
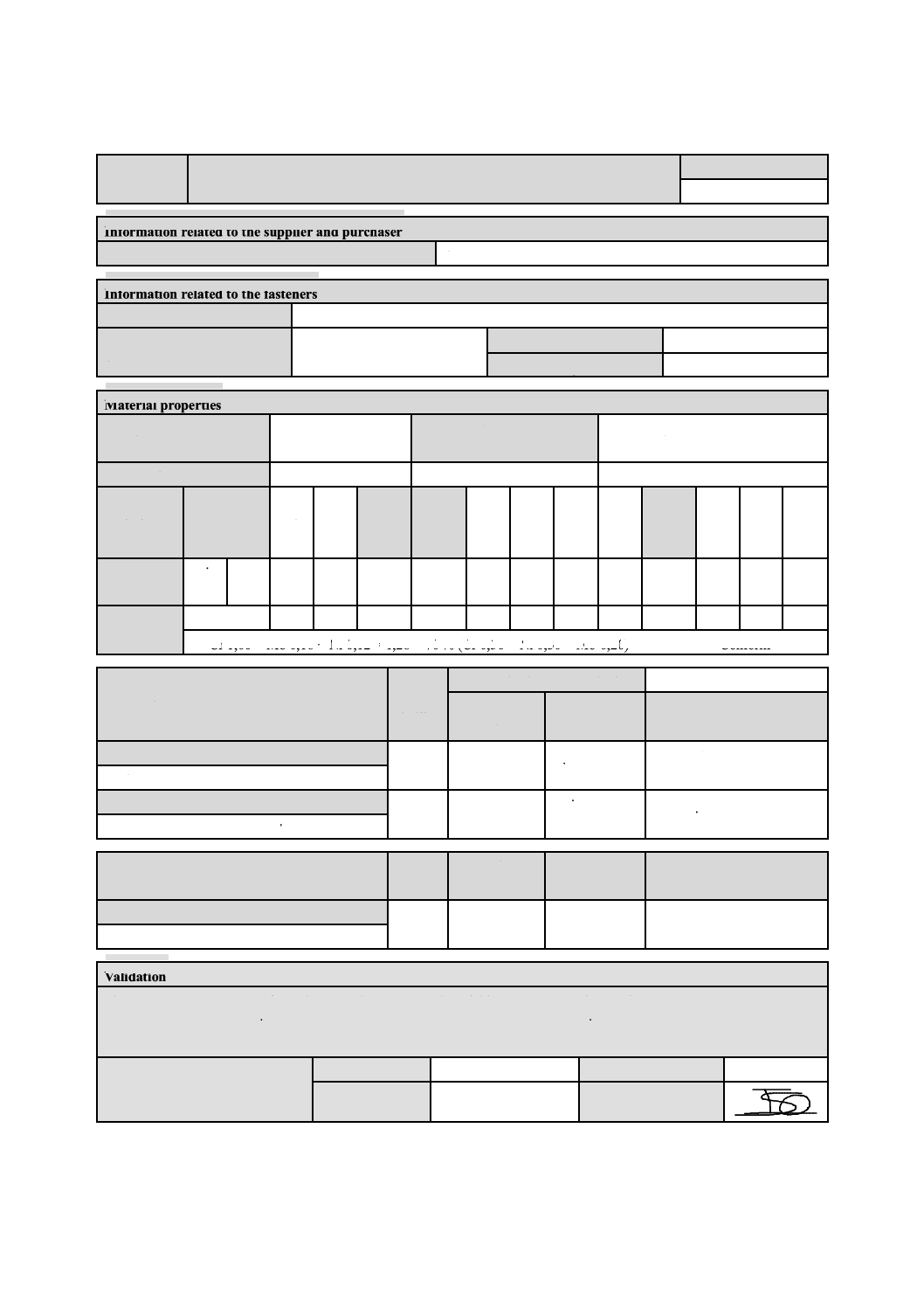
A.3 締結用部品試験報告F3.1の例:JIS B 1180及びJIS B 1051に適合するボルト
(日本語版)
F3.1
締結用部品試験報告 JIS B 1093
報告書No
31-0120-00951
供給者及び購入者に関する情報
締結用部品供給者の名称及び住所
〇〇ファスナー(株),〒XXX-xxxx 〇〇県〇〇市〇〇町1-2-3
締結用部品に関する情報
締結用部品の名称
呼び径六角ボルトJIS B 1180−ISO 4014−M16×120−10.9 部品等級A
製造ロット番号
(又はトレースロット番号)
0k0040I
締結用部品表示記号(ある場合) XYZ 10.9
ラベル表示記号
XcellentYZ 10.9
材料特性
引用規格及び発行年
JIS B 1051:2014
材料の種類,等級及び/
又は呼び
強度区分10.9用合金鋼
鋳造番号
31967
試験実施場所の種類
S
化学成分
%(m/m)
C
Si
Mn
P
S
Cr
Mo
Ni
Al
B
Cu
Ti
V
要求仕様
最小
0.20
最大
0.55
−
−
最大
0.025
最大
0.025 0.30 a) 0.20 a) 0.30 a)
−
最大
0.003
−
−
0.10 a)
結果
0.33
0.18
0.64 0.012 0.009 1.00
0.16
0.12 0.026 0.002 5 0.17 0.004
−
注a) Cr 1.00+Mo 0.16+Ni 0.12=1.28 >70 %(Cr 0.30+Ni 0.30+Mo 0.20)適合
機械的性質及び物理的性質
試験実施場
所の種類
引用規格及び発行年
JIS B 1051:2014
試験部品数
要求仕様
結果
最小引張強さRm
M
5
最小1 040 MPa
1 107 MPa〜1 132 MPa
頭部首下の亀裂なし
くさび引張試験JIS B 1051:2014の9.1
硬さ
M
5
最小304 HB
最大361 HB
最小350 HB,最大360 HB
JIS B 1051:2014の9.9
HBW F=30D2
機能的性質
試験実施場
所の種類
試験部品数
要求仕様
結果
ねじの合否
M
8
M16×2:6h
通り・止り:適合
JIS B 1041:1993
発効
この製造ロット番号を代表する試料について,検査・試験を行っています。
納入する締結用部品は,注文に適合しており,関連する規格及び/又は仕様に従って製造しています。
認証責任者
氏名
認証 太郎
年月日
2017年12月31日
職務
品質管理課長
署名(自署又は印)
〇〇 〇〇 ㊞
18
B 1093:2020 (ISO 16228:2017)
(英語版)
F3.1
Fastener test report ISO 16228
Report N°
31/0120/00951
Information related to the supplier and purchaser
Name and address of the fastener supplier
Any Co Ltd., PO Box 23, B-1070
Information related to the fasteners
Fastener designation
Hexagon head bolt ISO 4014−M16x120−10.9
Manufacturing lot number
(or trace lot number)
0k0040I
Fastener marking (if any)
XYZ 10.9
Label marking
XcellentYZ 10.9
Material properties
Dated reference standard
ISO 898-1:2013
Material category, grade
and/or designation
Alloy steel for pc 10.9
Cast number
31967
Test facility
S
Chemical
analysis
% (m/m)
C
Si
Mn
P
S
Cr
Mo
Ni
Al
B
Cu
Ti
V
Specification
min
0,20
max
0,55
−
−
max
0,025
max
0,025
0,30 a 0,20 a 0,30 a
−
max
0,003
−
−
0,10 a
Results
0,33
0,18
0,64
0,012
0,009
1,00
0,16
0,12 0,026 0,0025 0,17 0,004
−
a Cr 1,00 + Mo 0,16 + Ni 0,12 = 1,28 > 70 % (Cr 0,30 + Ni 0,30 + Mo 0,20) Conform
Mechanical and physical properties
Test
facility
Dated reference standard
ISO 898-1:2013
Quantity of
tested parts
Specification
Results
Minimum tensile strength Rm
M
5
min 1 040 MPa
1 107−1 132
No crack under head
Wedge tensile test ISO 898-1:2013 §9.1
Hardness
M
5
min 304 HB
max 361 HB
min 350 / max 360
ISO 898-1:2013 §9.9 HBW F = 30 D2
Functional properties
Test
facility
Quantity of
parts
Specification
Results
Thread acceptance
M
8
M16x2 : 6h
Go/NoGo: Conform
ISO 6157-1:1988
Validation
The inspection/tests were performed on samples representative of this manufacturing lot number.
The fasteners delivered are in compliance with the order and have been manufactured in accordance with the relevant standards
and/or specifications.
Authorised representative
Name
Ian Scott Otway
Date
2017-12-31
Function
Quality manager
Signature
19
B 1093:2020 (ISO 16228:2017)
A.4 締結用部品試験報告F3.1の例:ISO 15977に適合したブラインドリベットAlA/St
(日本語版)
F3.1
締結用部品試験報告 JIS B 1093
報告書No
31-2012‒33211
供給者及び購入者に関する情報
締結用部品供給者の名称及び住所
〇〇ファスナー(株),〒XXX-xxxx 〇〇県〇〇市〇〇町1-2-3
締結用部品に関する情報
締結用部品の名称
ブラインドリベット ISO 15977−4x12−AlA/St ‒ H
製造ロット番号
(又はトレースロット番号) #21030249
締結用部品表示記号
(ある場合)
−
ラベル表示記号
XcellentYZ
材料特性
引用規格及び発行
年
ISO 15977:2002
材料の種類,等級及び/
又は呼び
リベットの本体 AW-5154
鋳造番号
3815822
化学成分%(m/m)
Si
Fe
Cu
Mn
Mg
Cr
Ni
Zn
Al
Ti
その他の
各成分
その他の
成分合計
要求仕様
0.25
最大
0.40
最大
0.10
最大
0.10
最大
3.1/
3.9
0.15/
0.35
−
0.20
最大 残り% 0.20
最大
0.05
最大
0.15
最大
結果
0.21
0.35
0.08 0.09
3.5
0.22
−
0.11 残り% 0.12
−
−
機械的性質及び物理的性質
引用規格及び発行年
JIS B 1087:2004
試験実施場所
の種類
試験部品数
要求仕様
結果
最小せん断荷重
M
3
最小1 250 N
1 522 N〜1 644 N
寸法特性
試験実施場所
の種類
試験部品数
要求仕様
結果
リベットの胴部径d
mm
M
10
最小3.85〜最大4.08
3.92〜4.01
発効
この製造ロット番号を代表する試料について,検査・試験を行っています。
納入する締結用部品は,注文に適合しており,関連する規格及び/又は仕様に従って製造しています。
認証責任者
氏名
認証 太郎
年月日
2017年12月31日
職務
品質管理課長
署名(自署又は印)
〇〇 〇〇 ㊞
20
B 1093:2020 (ISO 16228:2017)
(英語版)
F3.1
Fastener test report ISO 16228
Report N°
31/2012‒33211
Information related to the supplier and purchaser
Name and address of the fastener supplier
Any Co Ltd., PO Box 23, B-1070
Information related to the fasteners
Fastener designation
Blind rivet ISO 15977 - 4x12 - AlA/St−H
Manufacturing lot number (or
trace lot number)
#21030249
Fastener marking
(if any)
−
Label marking
XcellentYZ
Material properties
Dated reference
standard
ISO 15977:2002
Material category, grade
and/or designation
Rivet body AW-5154
Cast number
3815822
Chemical
analysis % (m/m)
Si
Fe
Cu
Mn
Mg
Cr
Ni
Zn
Al
Ti
Others
each
Others
total
Specification
0,25
max
0,40
max
0,10
max
0,10
max
3,1/
3,9
0,15/
0,35
−
0,20
max
Remaining
%
0,20
max
0,05
max
0,15
max
Results
0,21
0,35
0,08
0,09
3,5
0,22
−
0,11
Remaining
%
0,12
−
−
Mechanical and physical
properties
Dated reference standard
ISO 14589:2000
Test facility
Quantity of parts
Specification
Results
Minimum shear load
M
3
min 1 250 N
1 522−1 644 N
Dimensional properties
Test facility
Quantity of parts
Specification
Results
Rivet body ∅ d
mm
M
10
min 3,85−max 4,08 mm
3,92−4,01 mm
Validation
The inspection/tests were performed on samples representative of this manufacturing lot number.
The fasteners delivered are in compliance with the order and have been manufactured in accordance with the relevant standards
and/or specifications.
Authorized representative
Name
Ian Scott Otway
Date
2017-12-31
Function
Quality manager
Signature
21
B 1093:2020 (ISO 16228:2017)
附属書B
(参考)
締結用部品に適用するコード番号
B.1
一般
この附属書は,この規格に規定する締結用部品検査文書に適用可能な標準化したコード番号体系を提供
しており,締結用部品検査文書に含まれる情報の伝達方法を改善することを目的としている。
注記 この附属書は,規格の材料コード番号体系に基づいている(EN 10168参照)。
これらのコード番号は,締結用部品検査文書における異なる項目の識別を容易にするために設定してい
る。B.2の項目を識別する各コード番号は一意である。B.2に示すコード以外のコードは,使用しないのが
よい。
注記 B.2にコード番号が存在するという事実は,該当する項目を含むのがよいということを想定し
たものではない。これは,この規格の要求事項及び注文時の合意に依存している。
検査文書に含む情報は,次のグループに分類される。
− グループA
検査文書,供給者及び購入者に関する一般的情報
− グループB
納入する締結用部品に関する一般的情報
− グループC
締結用部品の材料特性,機械的性質及び物理的性質に関する試験・検査結果
− グループD
寸法特性に関する試験・検査結果
− グループE
機能的性質に関する試験・検査結果(ある場合)
− グループF
皮膜及び/又は仕上げに関する試験・検査結果(ある場合)
− グループG
その他の情報(ある場合)
− グループZ
発効
ある項目に対し,必要な情報のための十分なスペースがない場合には,(例えば,検査文書の最後に)対
応する同じコード番号の別紙を付し,参照することが可能である。
このコード番号体系を用いた締結用部品検査文書の例を,B.3に示す。
B.2
締結用部品のコード番号及び項目名
表B.1〜表B.7の第1列には,締結用部品に関連するコード番号を,太字で示している。
22
B 1093:2020 (ISO 16228:2017)
表B.1−グループA:検査文書,供給者及び購入者に関する一般的情報
EN 10168
この規格による締結用部品への適用
コード番号
項目名
A01
製造業者の工場
※締結用部品には不要
A02
検査文書の種類
締結用部品検査文書の種類及び名称(例:締結用部品試験報告F3.1)
並びにこの規格(すなわち,JIS B 1093)の引用
A03
文書番号
報告書番号
A04
製造業者の表示記号
締結用部品の包装の表示と異なる場合には,締結用部品検査文書を作
成する締結用部品供給者のロゴ(B06参照)
A05
文書の作成者
締結用部品検査文書を作成した締結用部品供給者の名称及び住所
A06
購入者・届け先
購入者名
A07
購入者の注文番号
購入者の注文番号,注文日
該当する場合,項目番号
※締結用部品には不要(B07参照)
A08
製造業者の工場発注番号
※締結用部品には不要(B07参照)
A09
購入者品番
購入者締結用部品番号
A10〜A99
補足情報
A10 締結用部品供給者が行う品質システムの参照
表B.2−グループB:納入する締結用部品に関する一般的情報
EN 10168
この規格による締結用部品への適用
コード番号
項目名
B01
製品
締結用部品の完全な名称
B02
鋼の呼び
※締結用部品には不要(C04〜C06参照)
B03
追加の要求事項
−
B04
製品納入条件
※締結用部品には不要
B05
サンプルの参照(熱)処理
※締結用部品には無関係
B06
製品の表示記号
締結用部品の表示記号(製造業者商標,強度区分)(ある場合)
包装に表示する製造業者(商標)表示記号(異なる場合)
B07
製品の識別
納品書,製造ロット番号又はトレースロット番号
B08
個数
締結用部品の納入数量
B09〜B11
製品の寸法
※締結用部品には無関係(B01参照)
B12
理論質量
※締結用部品には無関係
B13
実際の質量
※締結用部品には不要
B14〜B99
補足情報
B14(F2.2の場合だけ):原試験報告書の番号及び発行日
関係する場合には,表B.3〜表B.6において,機械的性質,物理的性質,機能的性質及び/又は仕上げ・
皮膜特性に関する試験・検査結果ごとに,次の情報を追加して報告することが推奨される。
− 性質・特性の名称及びその記号
− 試験方法,引用規格,発行年及び関連する箇条
− 試験温度が環境温度範囲(10 ℃〜35 ℃)と異なる場合,試験温度
− 試験実施場所の種類を識別するコード(5.7参照)
− 試験部品の数量(全ての試験結果が報告されていない場合だけ)
− 引用規格及び/又は技術仕様書の要求事項(最小値及び/又は最大値を含む。)
− 試験プログラム(例えば,JIS B 1051のFF1)(ある場合)
− 試験結果及びその単位,並びにコメント(ある場合)
締結用部品の引用規格が存在しない場合には,製品規格又は技術仕様書を適用するのがよい。
23
B 1093:2020 (ISO 16228:2017)
表B.3−グループC:締結用部品の材料特性,機械的性質及び物理的性質に関する試験・検査結果
EN 10168
この規格による締結用部品への適用
コード番号
項目名
C00
サンプルの同定
※締結用部品には無関係
C01
サンプルの場所
※締結用部品には無関係
C02
試験片の方向
※締結用部品には無関係
C03
試験温度
※締結用部品には無関係
(温度を報告するのがよい場合には,各試験結果に添付する。)
C04〜C09
補足情報
C04 締結用部品の引用規格a) による材料の種類,等級及び/又は呼
び
C05 締結用部品の引用規格及び発行年(例:JIS B 1054-2:2013)
C06 材料鋳造番号又はバッチ番号
C10
試験片の形状
※締結用部品には無関係(C11,C12及びC13参照)
C11
降伏応力又は耐力
C11A 降伏強さ(例:Rp0,2,ReL又はRpf)
C11B 保証荷重試験力
C12
引張強さ
例えば,フルサイズの締結用部品の引張試験又はくさび引張試験,
Rm
C13
破断後の伸び
C13A 破断後の伸び(例:Af又はA %)
C13B 破断後の絞り(Z %など)
C14〜C29
補足情報
−
C30
硬さ試験
例えば,ビッカース硬さHV10
C31
個々の値
硬さ試験の結果
C32
平均値
−
C33〜C39
補足情報
−
C40
衝撃試験
例えば,−20 ℃でのシャルピー衝撃試験KV
C41
試験片の幅
完全試験片以外の場合,衝撃試験片寸法
C42
個々の値
衝撃試験の結果
C43
平均値
−
C44〜C49
補足情報
−
C50〜C69
補足情報
C50 破壊トルク(例:メートルねじ,タッピンねじ)
C51 せん断荷重(例:リベット,ピン)又はせん断強さ
C52 頭部打撃強さ(例:小ねじの頭部健全性)
C53 浸炭・脱炭条件の検査
C54 再焼戻し後の硬さの低下
C55 表面の健全性(例えば,JIS B 1041,JIS B 1042,JIS B 1043を
参照)
C56 表面硬化・高周波焼入れの結果(例:ドリルねじ)
C57 おねじ部品(ボルト,小ねじ,植込みボルト,タッピンねじな
ど)に関する他の機械的性質の試験結果
C58 ナットに関する他の機械的性質の試験結果
C59 リベットに関する他の機械的性質の試験結果(例:マンドレル
頭部の保持性能,マンドレルの耐プッシュアウト力,マンドレルの
破断荷重)
C60 座金に関する他の機械的性質の試験結果
C61 金属組織学的性質又は類似の物理的性質の試験結果
C62〜C69 他の機械的性質又は物理的性質の試験結果
24
B 1093:2020 (ISO 16228:2017)
表B.3−グループC:締結用部品の材料特性,機械的性質及び物理的性質に関する試験・検査結果(続き)
EN 10168
この規格による締結用部品への適用
コード番号
項目名
C70
製鋼プロセス
※締結用部品には不要
C71〜C92
化学成分
C04〜C06に加えて,
− 5.7に規定する試験実施場所の種類
− 次に指定された順序での元素記号
(報告しない元素は省略してもよい。)
C71 炭素(C)
C72 ケイ素(Si)
C73 マンガン(Mn)
C74 リン(P)
C75 硫黄(S)
C76 クロム(Cr)
C77 モリブデン(Mo)
C78 ニッケル(Ni)
C79 アルミニウム(Al)
C80 ひ素(As)
C81 ほう素(B)
C82 コバルト(Co)
C83 銅(Cu)
C84 窒素(N)
C85 ニオブ(Nb)
C86 鉛(Pb)
C87 アンチモン(Sb)
C88 チタン(Ti)
C89 バナジウム(V)
C90 タングステン(W)
C91 ジルコニウム(Zr)
C92 その他
− 最小値及び/又は最大値を含む各報告元素に対する締結用部品
の引用規格a) における要求事項
− 試験結果及びコメント(ある場合)
C93〜C99
補足情報
非金属及び非鉄金属材料に対するその他の化学元素
その他の非金属及び非鉄金属(例:PA6.6)
注a) 引用規格が存在しない場合には,製品規格,材料規格又は技術仕様書を適用するのがよい。
25
B 1093:2020 (ISO 16228:2017)
表B.4−Dグループ:締結用部品の寸法特性に関する試験・検査結果
EN 10168
この規格による締結用部品への適用
コード番号
項目名
D01
表示及び識別,表面外観,形状
及び寸法特性
※締結用部品には無関係
D02〜D50
非破壊試験
D02 駆動形体を除く頭部の寸法(例:頭部の高さ及び径)
D03 駆動部,駆動穴,すりわりなどの駆動形体の寸法(例:二面幅,
ヘクサロビュラ穴の貫通深さ)
D04 ナット高さ及び類似の寸法(例:フランジの厚さ)
D05 長さ寸法(例:タッピンねじの長さ,ブラインドリベットの胴
部の長さ,ねじ部長さ)
D06 軸部寸法(例:ボルト,植込みボルト,リベット,ピン)
D07 ねじ先寸法(例:パイロット先の長さ)
D08 厚さ寸法(例:座金)
D09 穴寸法(例:座金の内径)
D10 外形寸法(例:座金の外径,フランジ外径)
D11 幾何公差(JIS B 1021参照)
D12〜D50 その他の寸法
D51〜D99
その他の製品試験
−
表B.5−グループE:締結用部品の機能的性質に関する試験・検査結果
この規格
説明
コード番号
項目名
E01
ねじ
例えば,通りゲージ及び止りゲージ検査
E02
プリベリングトルク
JIS B 1056参照
E03
トルク−締付け力関係
JIS B 1084参照
E04
ねじ込み試験
例えば,タッピンねじのねじ込み試験,ドリルねじのねじ込み試験
E05
ねじ山の成形性能
JIS B 1055参照
E06
グリップ範囲
例えば,ブラインドリベット
E07
接着剤・緩み止め特性
プリベリングトルクを除く
E08
疲労
JIS B 1081参照
E09
水素ぜい化の回避
JIS B 1045参照
E10
分解性試験
例えば,ブラインドリベット
E11
合目的性・適合性試験
例えば,高強度構造用ボルト締結
E12〜E99
その他の機能性試験
−
26
B 1093:2020 (ISO 16228:2017)
表B.6−グループF:締結用部品の仕上げ・表面皮膜特性に関する試験・検査結果
この規格
説明
コード番号
項目名
F01
皮膜及び/又は仕上げの呼び
全皮膜システムの呼び(JIS B 1044,JIS B 1046,JIS B 1048参照)
F02
外観
例えば,色調
F03
耐食性
例えば,中性塩水噴霧試験結果
F04
皮膜厚さ又は皮膜の質量
−
F05
延性
−
F06
密着性・結合性
−
F07
陰極犠牲防食
−
F08
化学成分
例えば,亜鉛−ニッケル電気めっき中のニッケル含有量
F09
有害物質・化学物質
例えば,六価クロムの不存在
F10
工程関連データ
例えば,ベーキング時間及び温度
F11〜F99
その他の試験
−
グループG“その他の情報”については,コード番号体系は存在していない。
表B.7−グループZ:発効
EN 10168
この規格による締結用部品への適用
コード番号
項目名
Z01
適合性申告
注文及び/又は関連する規格への適合宣言
Z02
発行日及び発効日
認証検査責任者の氏名及び職務
検査文書の発行日
Z03
検査責任者の印
認証検査責任者の署名
Z04
CEマーキング
※この規格には無関係
(この規格の適用範囲外の規制面)
Z05〜Z99
補足情報
−
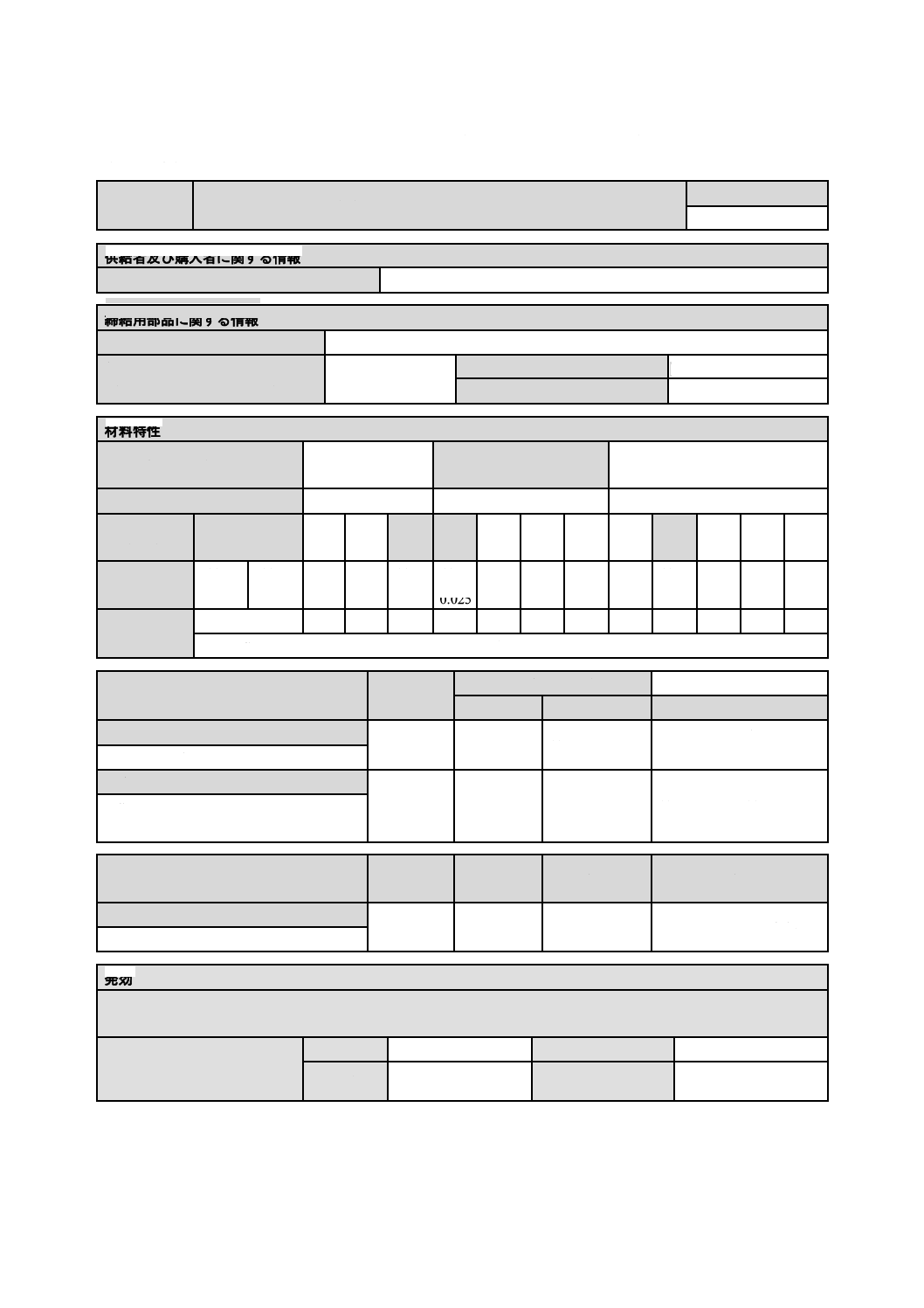
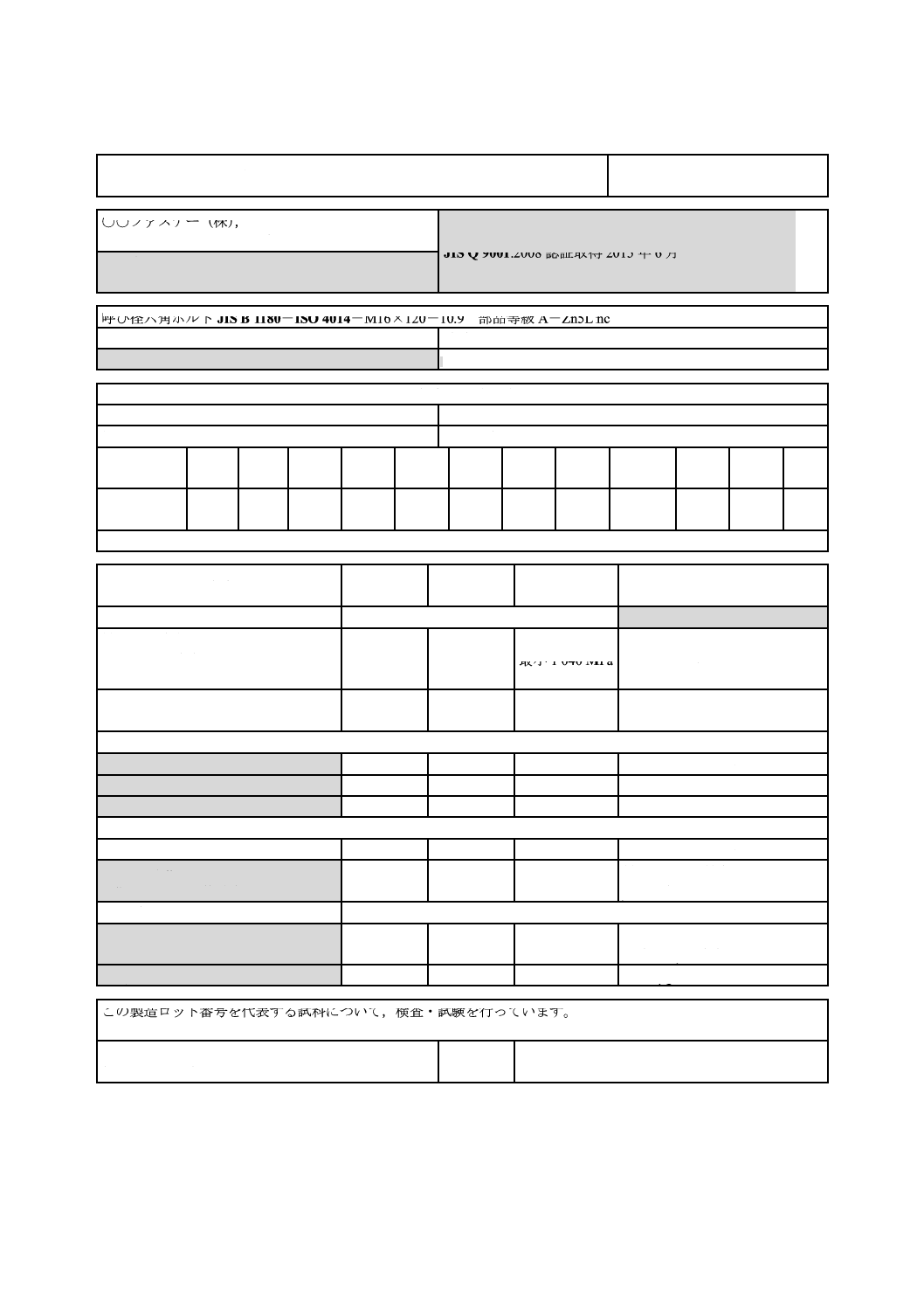
B.3
コード番号体系を用いた締結用部品検査文書の例
A.3に示すJIS B 1180に適合したボルトの例は,締結用部品検査文書にコード番号体系がどのように適
用できるかを示すために使用している。この例の目的のために,(網掛けのセルで示している)任意選択及
び追加情報を追加している。
27
B 1093:2020 (ISO 16228:2017)
(日本語版)
F3.1
締結用部品試験報告
JIS B 1093
A02
報告書No.
31-0120-00951
A03
〇〇ファスナー(株),
〒XXX-xxxx 〇〇県〇〇市〇〇町1-2-3
A05 JIS Q 9001:2008認証取得2015年6月
A10
発注書No.B109-975-09824
年月日:2016年10月07日
A07
呼び径六角ボルトJIS B 1180−ISO 4014−M16×120−10.9 部品等級A−Zn5L nc
B01
製造ロットNo.0k0040Z
B07 締結用部品
XYZ 10.9
数量:4000本
B08 ラベル
XcellentYZ 10.9
B06
化学成分%(m/m)
JIS B 1051:2014参照
C05 強度区分10.9用合金鋼
C04
鋳造No. 31967
C06 試験実施場所の種類S
C最小0.20
C最大0.55
Si
---
Mn
---
P最大
0.025
S最大
0.025
Cr a)
0.30
Mo a)
0.20
Ni a)
0.30
Al
---
B最大
0.003
Cu
---
Ti
---
V a)
0.10
0.33
0.18
0.64
0.012
0.009
1.00
0.16
0.12
0.026
0.002 5
0.17
0.004
---
C71
C72
C73
C74
C75
C76
C77
C78
C79
C81
C83
C88
C89
注a) Cr 1.00+Mo 0.16+Ni 0.12=1.28 >70 %(Cr 0.30+Ni 0.30+Mo 0.20)適合
特性
試験実施場
所の種類
試験部品数
要求仕様
結果
機械的性質及び物理的性質
引用規格:JIS B 1051:2014
試験プログラムFF1
最小引張強さRm
くさび引張試験,JIS B 1051:2014の
9.1
M
5
最小1 040 MPa 1 107 MPa〜1 132 MPa
頭部首下の亀裂なし
C12
硬さ,JIS B 1051:2014の9.9
HBW F=30 D2
C30
M
5
最小304 HB
最大361 HB
最小350 HB,最大360 HB
適合
C31
寸法JIS B 1180:2014
頭部高さ k
mm
M
5
9.82〜10.18
通り・止り:適合
D02
二面幅 s
mm
M
5
23.16〜23.67
23.42〜23.45
D03
長さ l
mm
M
5
119.3〜120.7
119.86〜120.07
D05
機能的性質
ねじの合否,JIS B 1041:1993
M
8
M16×2:6h
通り・止り:適合
E01
摩擦係数 µtot
JIS B 1084:2007基準座面板HH
M
10
0.12〜0.18
最小:0.13,最大:0.16
μtot 平均:0.14 適合
E03
仕上げ・皮膜
電気亜鉛めっき,JIS B 1044:2001
皮膜厚さ,X線測定ISO 3497:2000
S
10
最小:6 µm
7.5 µm,10.2 µm
平均8.6 μm適合
F04
Cr6+, JIS H 8625:1993の附属書2
S
3
Cr6+なし
<0.1 μg/cm2適合
F09
この製造ロット番号を代表する試料について,検査・試験を行っています。
納入する締結用部品は,注文に適合しており,関連する規格及び/又は仕様に従って製造しています。
Z01
品質管理課長,認証 太郎
年月日:2016年12月31日
Z02
〇〇 〇〇 ㊞
Z03
28
B 1093:2020 (ISO 16228:2017)
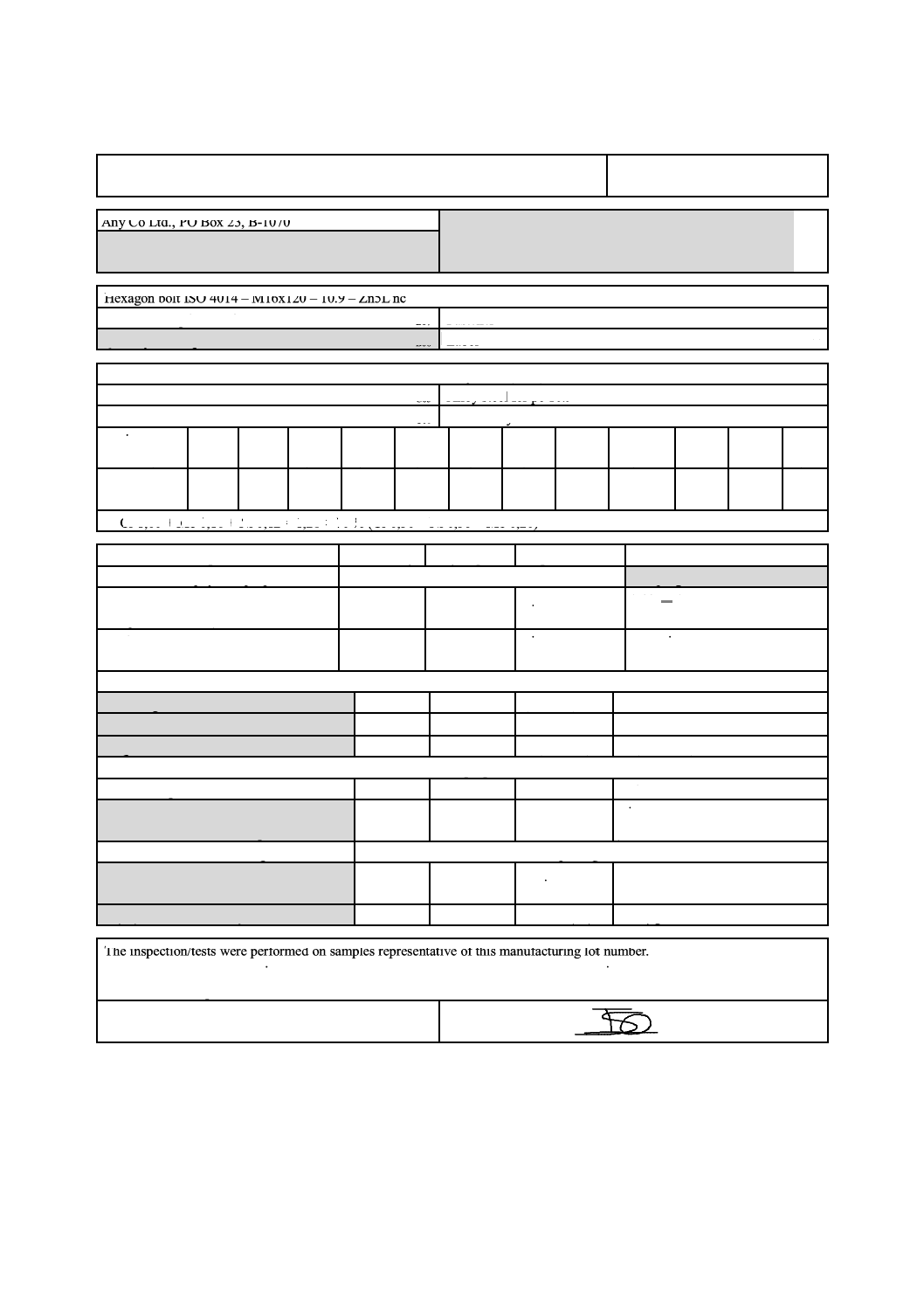
(英語版)
F3.1
Fastener test report
ISO 16228
A02
Report N°
31/0120/00951
A03
Any Co Ltd., PO Box 23, B-1070
A05
ISO 9001:2008 Certified 2015‒06
A10
Order N° B109‒975‒09824
dated 2016‒10‒07
A07
Hexagon bolt ISO 4014 ‒ M16x120 ‒ 10.9 ‒ Zn5L nc
B01
Manufacturing lot N° 0k0040Z
B07 Fastener
XYZ 10.9
Quantity: 4 000 parts
B08 Label
XcellentYZ 10.9
B06
Chemical analysis % (m/m)
Ref. standard ISO 898-1:2013
C05 Alloy steel for pc 10.9
C04
Cast N° 31967
C06 Test facility S
C min 0,20
C max 0,55
Si
---
Mn
---
P max
0,025
S max
0,025
Cra
0,30
Moa
0,20
Nia
0,30
Al
---
B max
0,003
Cu
---
Ti
---
Va
0,10
0,33
0,18
0,64
0,012
0,009
1,00
0,16
0,12
0,026
0,002 5
0,17
0,004
---
C71
C72
C73
C74
C75
C76
C77
C78
C79
C81
C83
C88
C89
a Cr 1,00 + Mo 0,16 + Ni 0,12 = 1,28 > 70 % (Cr 0,30 + Ni 0,30 + Mo 0,20)
Conform
Properties
Test facility
Qty of parts
Specification
Results
Mechanical and physical properties
Ref. standard ISO 898-1:2013
Test programme FF1
Minimum tensile strength Rm
Wedge tensile test, §9.1
M
5
min 1 040 MPa
1 107 ‒ 1 132
No crack under head
C12
Hardness, ISO 898-1:2013 §9.9
HBW F = 30 D2
C30
M
5
min 304 HB
max 361 HB
min 350 / max 360
Conform
C31
Dimensions, ISO 4014:2011
Head height k
mm
M
5
9,82−10,18
Go/NoGo: Conform
D02
Width across flats s
mm
M
5
23,16−23,67
23,42−23,45
D03
Length l
mm
M
5
119,3−120,7
119,86−120,07
D05
Functional properties
Thread acceptance, ISO 6157-1:1988
M
8
M16x2: 6h
Go/NoGo: Conform
E01
Friction coefficient µtot
ISO 16047:2005 Reference plate HH
M
10
0,12−0,18
min: 0,13 max: 0,16
µtot mean: 0,14 Conform
E03
Finish-coating
Zinc electroplating, ISO 4042:1999
Coating thickness, X-ray ISO 3497:2000
S
10
min : 6 µm
7,5 µm / 10,2 µm
mean 8,6 µm Conform
F04
Cr(VI), ISO 3613:2000 §5.5
S
3
No Cr(VI)
<0,1 µg/cm2 Conform
F09
The inspection/tests were performed on samples representative of this manufacturing lot number.
The fasteners delivered are in compliance with the order and have been manufactured in accordance with the relevant
standards and/or specifications.
Z01
Ian Scott Otway, Quality manager
Date: 2016-12-31
Z02
Z03
29
B 1093:2020 (ISO 16228:2017)
参考文献
JIS B 0143 締結用部品−ねじ部品の寸法の記号及び意味
注記 対応国際規格では,ISO 225,Fasteners−Bolts, screws, studs and nuts−Symbols and descriptions
of dimensionsを記載している。
JIS B 1021 締結用部品の公差−第1部:ボルト,ねじ,植込みボルト及びナット−部品等級A,B
及びC
注記 対応国際規格では,ISO 4759-1,Tolerances for fasteners−Part 1: Bolts, screws, studs and nuts−
Product grades A, B and Cを記載している。
JIS B 1041 締結用部品−表面欠陥 第1部 一般要求のボルト,ねじ及び植込みボルト
注記 対応国際規格では,ISO 6157-1,Fasteners−Surface discontinuities−Part 1: Bolts, screws and studs
for general requirementsを記載している。
JIS B 1042 締結用部品−表面欠陥 第2部:ナット
注記 対応国際規格では,ISO 6157-2,Fasteners−Surface discontinuities−Part 2: Nutsを記載してい
る。
JIS B 1043 締結用部品−表面欠陥 第3部 特殊要求のボルト,ねじ及び植込みボルト
注記 対応国際規格では,ISO 6157-3,Fasteners−Surface discontinuities−Part 3: Bolts, screws and studs
for special requirementsを記載している。
JIS B 1044 締結用部品−電気めっき
注記 対応国際規格では,ISO 4042:1999,Fasteners−Electroplated coatingsを記載している。
JIS B 1045 締結用部品−水素ぜい化検出のための予荷重試験−平行座面による方法
注記 対応国際規格では,ISO 15330,Fasteners−Preloading test for the detection of hydrogen
embrittlement−Parallel bearing surface methodを記載している。
JIS B 1046 締結用部品−非電解処理による亜鉛フレーク皮膜システム
注記 対応国際規格では,ISO 10683,Fasteners−Non-electrolytically applied zinc flake coating systems
を記載している。
JIS B 1048 締結用部品−溶融亜鉛めっき
注記 対応国際規格では,ISO 10684,Fasteners−Hot dip galvanized coatingsを記載している。
JIS B 1081 ねじ部品−引張疲労試験−試験方法及び結果の評価
注記 対応国際規格では,ISO 3800,Threaded fasteners−Axial load fatigue testing−Test methods and
evaluation of resultsを記載している。
JIS B 1084 締結用部品−締付け試験方法
注記 対応国際規格では,ISO 16047,Fasteners−Torque/clamp force testingを記載している。
JIS B 1087 ブラインドリベット−機械的試験
注記 対応国際規格では,ISO 14589,Blind rivets−Mechanical testingを記載している。
JIS B 1092 締結用部品−品質保証システム
注記 対応国際規格では,ISO 16426,Fasteners−Quality assurance systemを記載している。
JIS B 1180 六角ボルト
注記 対応国際規格では,ISO 4014,Hexagon head bolts−Product grades A and Bを記載している。
30
B 1093:2020 (ISO 16228:2017)
JIS B 1181 六角ナット
注記 対応国際規格では,ISO 4032,Hexagon regular nuts (style 1)−Product grades A and Bを記載し
ている。
JIS B 1256 平座金
注記 対応国際規格では,ISO 7089,Plain washers−Normal series−Product grade Aを記載している。
JIS G 0415 鋼及び鋼製品−検査文書
注記 対応国際規格では,ISO 10474,Steel and steel products−Inspection documentsを記載している。
JIS Q 9001 品質マネジメントシステム−要求事項
注記 対応国際規格では,ISO 9001,Quality management systems−Requirementsを記載している。
ISO 3497,Metallic coatings−Measurement of coating thickness−X-ray spectrometric methods
ISO 15977,Open end blind rivets with break pull mandrel and protruding head−AlA/St
EN 10168,Steel products−Inspection documents−List of information and description
EN 10204,Metallic products−Types of inspection documents