2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本ねじ研究協会
(JFRI)/財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申出があ
り,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これによって,JIS
B 1091:1991は改正され,この規格に置き換えられる。
今回の改正は,日本工業規格を国際規格に整合させるため,ISO 3269:2000,Fasteners−Acceptance
inspection基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS B 1091には,次の附属書がある。
附属書A(参考)受入検査のための推奨手順(例えば、寸法特性に対する場合)
附属書B(参考)この規格の原則に関する指針及び解説
2
B1091:2003(ISO 3269:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ぺージ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 2
3. 定義 ······························································································································ 4
4. 一般原則及び要求事項 ······································································································ 4
5. 締結用部品の特性に対する受入検査手順 ·············································································· 5
附属書A(参考)受入検査のための推奨手順(例えば,寸法特性に対する場合) ····························· 10
3
B1091:2003(ISO 3269:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1091:2003
(ISO 3269:2000)
締結用部品−受入検査
Fasteners−Acceptance inspection
序文 この規格は,2000年に第3版として発行されたISO 3269:2000,Fasteners−Acceptance inspectionを
翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本工業規格である。
すべての締結用部品は,それらを規定する規格のすべての要求を満足しなければならないが,大量生産に
おいてはそれができるとは限らない。 製造業者には,要求を満足しない部品の割合が最小になるように,
生産のすべての段階をとおして十分な配慮を行うことが要求される。しかしながら,その目的のために用
いられる管理手順については,この規格では取り扱わない。
購入者は,締結用部品ロットの性質に起因する検査の限界を考慮しながらも,引き渡された締結用部
品が,仕様書のとおりに製造されていると想定してよいかどうかについての確認を望むことができる。た
だし,いかなる場合にも,この種の品質評価は,製造ロット中に不適合の締結用部品は存在しないとの完
全な保証を与えることはできないことを認識しておかなければならない。
供給者と購入者は,購入者が用いる品質評価手順の明確な理解を共有することが望ましい。そこで,こ
の規格は,いかなる事前合意もない場合に,購入者によって適用される要求事項について規定する。しか
しながら,合格品質水準(AQL)の値を指定することは,それを満足していれば,不適合部品の混入を知
りながら供給してもよいという供給者の権利を意味するわけではない。
備考 製造業者が運営する工程内管理及び確立した品質保証システムの下で製造される締結用部品を
評価するために,新しい国際規格が準備されている。その新しい国際規格は,選択した特性に
対する特別な合意も含むであろう。
1. 適用範囲
1.1
この規格は,締結用部品の契約時に購入者と供給者との間に合否判定の手順に関する合議がなされ
なかった場合,その締結用部品のロットの合否を決めるために,購入者が受入検査時に実施すべき手順を
規定する。合否判定に関する特定の追加事項は,個々の製品規格の中に含ませてもよい(例えば,プリべ
リングトルク形ナットに対するもの)。また,この手順は,規定との一致性について論争が起こった場合に
も適用される。
1.2
この規格は,ボルト,ねじ,植込みボルト,ナット,ピン,座金,ブラインドリベット及びその他
関連の締結用部品に適用するが,大容量の機械組立用,特殊目的用,又はより高度な工程内管理及びロッ
トのトレーサビリティを必要とする特殊設計の締結用部品用には適用しない(序文の備考を参照)。これら
の製品に関する手順は,供給者と購入者との間で,契約確定前に合意に達しておかなければならない。
1.3
この規格は完成品に対してだけ適用できるもので,特定の工程内管理手順又は製造中の検査を意味
せず,また,それらを含むものでもない。
4
B1091:2003(ISO 3269:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1.4
締結用部品の製造のために,附属品,処理及び半製品(例えば,座金,ナット,めっき,熱処理及
びブランク)が,締結用部品の供給者によって他の供給者に発注されることがある。その場合も,締結用
部品の品質に対しては,最終完成品の供給者が単独に責任を負うものとする。
この規格の要求事項は,引渡し時における締結用部品の状態に対してだけ適用する。受領後に何らかの
処理(例えば,めっき)を行った場合には,その要求事項は無効となる。
1.5
附属書B(参考)に,この規格の考え方についての指針及び解説を示す。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 3269:2000,Fasteners−Acceptance inspection (IDT)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発行年を付記してあるものは,記載の年の版だけがこの規格の規定を構
成するものであって,その後の改正版・追補には適用しない。発効年を付記していない引用規格は,その
最新版(追補を含む。)を適用する。
JIS B 0251メートルねじ用限界ゲージ
備考 ISO 1502:1998,ISO general-purpose metric screw threads−Gauges and gaugingからの引用事項
は,この規格の該当事項と同等である。
JIS B 1007 タッピンねじのねじ部
備考 ISO 1478:1999,Tapping screws threadが,この規格と一致している。
JIS B 1021 締結用部品の公差−第1部:ボルト,ねじ,植込みボルト及びナット−部品等級A,B
及びC
備考 ISO 4759-1:2000,Tolerances for fasteners−Part 1:Bolts, screws, studs and nuts−Product grades A,
B and Cが,この規格と一致している。
JIS B 1022 締結用部品の公差−第3部:ボルト,ねじ及びナット用の平座金−部品等級A及びC
備考 ISO 4759-3:1991,Tolerances for fasteners−Part 3:Plain washers for bolts, screws and nuts−
Product grades A and Cが,この規格と一致している。
JIS B 1041 締結用部品―表面欠陥 第1部 一般要求のボルト,ねじ及び植込みボルト
備考 ISO 6157-1:1988,Fasteners−Surface discontinuities−Part 1:Bolts, screws and studs for general
requirementsが,この規格と一致している。
JIS B 1042 締結用部品―表面欠陥 第2部:ナット
備考 ISO 6157-2:1995,Fasteners−Surface discontinuities−Part 2:Nutsが,この規格と一致してい
る。
JIS B 1043 締結用部品―表面欠陥 第3部 特殊要求のボルト,ねじ及び植込みボルト
備考 ISO 6157-3:1988,Fasteners−Surface discontinuities−Part 3:Bolts, screws and studs for special
requirementsが,この規格と一致している。
JIS B 1044 締結用部品―電気めっき
備考 ISO 4042:1999,Fasteners−Electroplated coatingsが,この規格と一致している。
JIS B 1051 炭素鋼及び合金鋼製締結用部品の機械的性質―第1部:ボルト,ねじ及び植込みボルト
備考 ISO 898-1:1999,Mechanical properties of fasteners made of carbon steel and alloy steel−Part 1:
5
B1091:2003(ISO 3269:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Bolts, screws and studsが,この規格と一致している。
JIS B 1052 鋼製ナットの機械的性質
備考 ISO 898-2:1992,Mechanical properties of fasteners−Part 2:Nuts with specified proof load values
−Coarse thread及びISO 898-6:1994,Mechanical properties of fasteners−Part 6:Nuts with
specified proof load values−Fine pitch thread からの引用事項は,この規格の該当事項と同等で
ある。
JIS B 1053 炭素鋼及び合金鋼製締結用部品の機械的性質―第5部:引張力を受けない止めねじ及び
類似のねじ部品
備考 ISO 898-5:1998,Mechanical properties of fasteners made of carbon steel and alloy steel−Part 5:Set
screws and similar threaded fasteners not under tensile stressesが,この規格と一致して
いる。
JIS B 1054-1 耐食ステンレス鋼製締結用部品の機械的性質―第1部:ボルト,ねじ及び植込みボルト
備考 ISO 3506-1:1997,Mechanical properties of corrosion-resistant stainless-steel fasteners−Part 1:
Bolts, screws and studsが,この規格と一致している。
JIS B 1054-2 耐食ステンレス鋼製締結用部品の機械的性質―第2部:ナット
備考 ISO 3506-2:1997,Mechanical properties of corrosion-resistant stainless-steel fasteners−Part 2:Nuts
が,この規格と一致している。
JIS B 1054-3 耐食ステンレス鋼製締結用部品の機械的性質―第3部:引張力を受けない止めねじ及び
類似のねじ部品
備考 ISO 3506-3:1997,Mechanical properties of corrosion-resistant stainless-steel fasteners−Part 3:Set
screws and similar fasteners not under tensile stressが,この規格と一致している。
JIS B 1055 タッピンねじ―機械的性質
備考 ISO 2702:1992,Heat-treated steel tapping screws−Mechanical propertiesが,この規格と一致し
ている。
JIS B 1056 プリベリングトルク形鋼製六角ナット―機械的性質及び性能
備考 ISO 2320:1997,Prevailing torque type steel hexagon nuts−Mechanical and performance properties
が,この規格と一致している。
JIS B 1057 非鉄金属製ねじ部品の機械的性質
備考 ISO 8839:1986,Mechanical properties of fasteners−Bolts, screws, studs and nuts made of
non-ferrous metalsからの引用事項は,この規格の該当事項と同等である。
JIS B 1060浸炭焼入焼戻しを施したメートル系スレッドローリングねじの機械的性質及び性能
備考 ISO 7085:1999,Mechanical and performance requirements of case hardened and tempered metric
thread rolling screwsが,この規格と一致している。
JIS Z 8101-2 統計―用語と記号―第2部:統計的品質管理用語
備考 ISO 3534-2:1993,Statistics−Vocabulary and symbols−Part 2:Statistical quality controlからの引
用事項は,この規格の該当部分と同等である。
JIS Z 9015-1 計数値検査に対する抜取検査手順―第1部:ロットごとの検査に対するAQL指標型抜
取検査方式
備考 ISO 2859-1:1999,Sampling procedures for inspection by attributes−Part 1:Sampling schemes
indexed by acceptance quality limit (AQL) for lot-by-lot inspectionが,この規格と一致している。
6
B1091:2003(ISO 3269:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 9900 品質管理及び品質保証の規格―選択及び使用の指針
備考 ISO 8402:1994,Quality management and quality assurance−Vocabularyが,この規格の参考“品
質管理と品質保証の規格―用語”と一致している。
ISO 10683:2000,Fasteners−Non-electrolytically applied zinc flake coatings
3. 定義 この規格で用いる主な用語の定義は,次による。これらの定義は,JIS Z 8101-2及びJIS Z 9900
によっている。
3.1
受入検査 抜取り,ゲージ検査,測定,比較,試験など,締結用部品のロットの合格又は不合格を
決めるための手順。
3.2
供給者 締結用部品の製造業者,又は締結用部品を供給する販売業者若しくは代理者。
3.3
購入者 締結用部品の受領者又はその代理者。
備考 購入者は,締結用部品の使用者であるとは限らない。
3.4
検査ロット 同じ供給者から,一度に受け取る同一表示の締結用部品の限定的な集まり。
3.5
ロットの大きさ(N) 1ロットに含まれる締結用部品の数。
3.6
サンプル すべての締結用部品が等しい抜取り機会をもつような方法で,一つの検査ロットからラ
ンダムに抜き取られた1個以上の締結用部品。
3.7
サンプルの大きさ(n) サンプルに含まれる締結用部品の数。
3.8
特性 限界を規定された製品の寸法,機械的性質又は他の認識できる特徴項目。
例 頭部高さ,円筒部直径,引張強さ又は硬さ。
3.9
不適合 個々の規定からの特性のずれ。
3.10 不適合締結用部品 一つ以上の不適合をもつ締結用部品。
3.11 合格判定個数(Ac) 任意のサンプルにおいて,超過すればそのロットが不合格となる,同一特性に
ついての不適合最大数。
3.12 抜取検査方式 情報を入手し,ロットの合否を決めるためにサンプルを抜き取る方式。
3.13 合格品質水準(AQL) 抜取検査方式において,高い方の合格確率に対応する品質水準。
備考 この規格において,その確率は95 %以上である。
3.14 限度品質(LQ) 抜取検査方式において,低い方の合格確率に対応する品質水準。
備考1. この規格において,その確率は10 %以下である。
2. LQ10は,製品特性に適合しない締結用部品の割合であり,抜取検査においては合格確率が1/10
となる。これは,通常,消費者危険と呼ばれる。
3.15 生産者危険 抜取検査方式において,その品質水準がそれぞれのAQL値に対応しているのにかかわ
らずロットが不合格となる確率。
3.16 合格確率(Pa) ある抜取検査方式において,ある品質のロットが合格する確率。
4. 一般原則及び要求事項
4.1
事前の合意が得られていない場合,必要又は経済的に正当と判断したとき,購入者は,機能及び使
用性について,生産者危険が5 %を超えないという条件で,納入された締結用部品の試験をしてもよい。
4.2
受入検査においては,製品が意図された機能を果たし得るか否かに重点を置くことが重要である。
異議は,不適合が締結用部品のもつべき機能又は使用性を損なう場合にだけ申し立てるものとする。した
がって,必ずしも規格に規定されたすべての試験を行う必要はない。
7
B1091:2003(ISO 3269:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
購入者は,見いだされたいかなる不適合についても,供給者に確認する機会を与えるものとする。
検査時に,多用途のため実用上の機能が確定していないなら(例えば,ストック部品の場合),規定され
た公差からのいかなるずれも,機能又は使用性を損なうものと見なす。
4.3
締結用部品の不合格ロットは,不適合が修正されるか,又は,そのロットの選別が行われない限り,
再検査に付してはならない(5.6参照)。
備考 もつべき機能又は使用性を損なうかもしれない修正は,いかなる場合にも購入者の同意を必要
とする。
4.4
締結用部品の寸法及び性質が規格の限界内にあるなら,検査用のゲージ及び測定器具によって,そ
の締結用部品を不適合と判定してはならない。論争が生じた場合には,直接測定によって判定する。
このことは,ゲージによる検査が規定されているねじ部に対しては適用しない(JIS B 0251も参照)。
4.5
そのロットがこの規格の受入条件を満たす場合でも,同意した技術的要求を満たさない個々の締結
用部品を不合格と判断することができる。
5. 締結用部品の特性に対する受入検査手順1)
5.1
各特性は,個別に評価をする。
5.2
寸法特性に対しては,表1〜4において,検査する締結用部品の種類を見いだし,検査に該当するす
べての特性とそれぞれに対応するAQL値を記録する。寸法以外の特性に対しては,表6 〜9によって,対
応するAQL値に加えて検査するすべての特性を記録する。
5.3
4.1に従って,適切なLQ10 の値を選ぶ(表5の例を参照)。
備考1. LQ10は,締結用部品の機能又は使用性,若しくは両方に対応させる。より以上に重要な締結
用部品の機能又は使用性に対しては,LQ10の値をより小さくしてよいが,この場合,サンプ
ルの大きさが増し,検査コストが増加する。そのロットが継続的生産管理を実施している既
知の製造元から納入されているなら,検査する締結用部品の割合を減らすことができる。この
場合,従来の検査ロットが良好な品質を維持しているなら,より大きなLQ10の値を選ぶ。反
対に,そのロットの均一性が疑わしいか,又は複数の製造業者から納入されているなら,検査
する締結用部品の割合を増やしてもよい。
LQ10値の選択は,もっぱら購入者の判断に任せるものとする。
2. 表5の抜取検査方式は,AQLの選択及び消費者危険(LQ10)によって決定される。これら二
つのパラメータが決定されると,サンプルの大きさ及び合格判定個数が自動的に決まる。JIS Z
9015-1の表1に示される,ロットの大きさとサンプルの大きさとの関係は,継続的な一連のロ
ットを生産する場合にだけ適用することを意図したものであるから,ここで用いるのは不適
当である。しかし,表5は,LQ10の適切な選択が行われれば孤立ロットに適用できるのと同
様に,そのような場合においても,適用することができる。
5.4
AQLを知り,選択したLQ10 値を用いて,表5からサンプルの大きさ及び合格判定個数を求める。
5.5
3.6に基づいてサンプルを選ぶ。各特性に対して検査を実施し,不適合締結用部品の数を記録する。
その数が合格判定個数以下であるなら,そのロットは合格とする。非破壊試験の場合,ロットの大きさが
要求されるサンプルの大きさ未満であるなら,全数検査を実施する。
5.6
不合格の場合,そのロットの処置は購入者と供給者との合意によるものとする(4.3 参照)。
5.7
引張試験用のサンプルは,可能であれば非破壊的な硬さ試験に用いたものでよく,引張強さを求め
注1) 附属書A(参考)に,受入検査の推奨手順を示す。
8
B1091:2003(ISO 3269:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
る場合には最小硬さのサンプルが,伸びを求める場合には最大硬さのサンプルが適用できる。引張試験は
破壊的であるから,非破壊的な硬さ試験の場合よりサンプルの大きさは小さくてよい。
備考 上記は,破壊的な硬さ試験,例えば,表面硬さ試験,浸炭又は脱炭を検出するための硬さ試験
及びサンプルの断面で行うような他の試験の場合に適用できない。
保証荷重試験は,破壊試験と見なす。
例1. 安定した品質で知られている供給者からの,部品等級Aの六角ボルトのねじ検査。
この場合,LQ10=6.5(AQL 1.0)が適用できる。
AQL 1−サンプルの大きさ80−Ac 2
例2. 供給者が分からない六角穴付きボルトの六角穴の検査。
この場合,LQ10は,3.0以下にとる。
AQL 1−サンプルの大きさ400−Ac 7
例3. 機械的性質の検査:ナットの保証荷重応力
AQL 1.5−サンプルの大きさ3−Ac 0
5.8
表面欠陥を検出するための非破壊(目視)試験は,必ずしも欠陥の種類及び寸法についての結果を
与えるものとはいえない。それらは,破壊試験によってだけ検証できる。したがって,後に破壊試験に供
する締結用部品を特定するために,表面欠陥についての非破壊試験には,より大きなサンプルが必要であ
る[表6の注(8)も参照]。
5.9
AQLによる受入検査は,統計的に評価できる系統的な不適合に対してだけ適用可能である。
限界を指定できない非系統的な不適合,例えば,“熱処理の欠陥”,“マーキングの欠陥”,“ねじ山の欠
陥”に対する評価方法は,購入者の判断に任せられる。
9
B1091:2003(ISO 3269:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
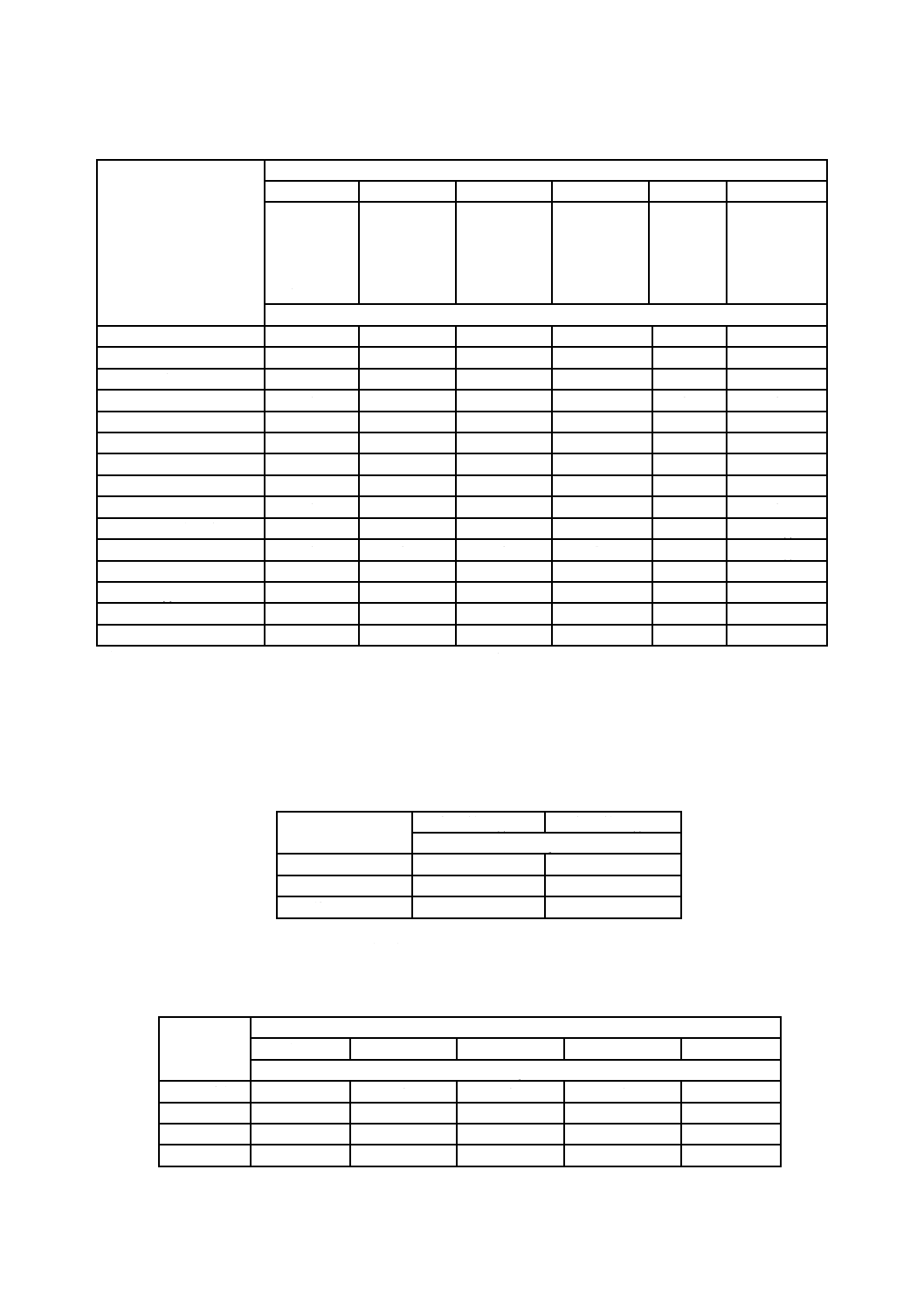
表 1 ねじ部品に対する寸法特性
寸法特性
製品グループ
1
2
3
4
5
6
部品等級(1)
A及びBのボ
ルト,ねじ及
び植込みボ
ルト
部品等級(1)
Cのボルト,
ねじ及び植
込みボルト
部品等級(1)
A及びBのナ
ット
部品等級(1)
Cのナット
タッピン
ねじ(2)及
び木ねじ
5欄以外のフ
ォーミングね
じ,ドリルね
じなど
AQL
二面幅
1
1.5
1
1.5
1.5
1
対角距離
1
1.5
1
1.5
1.5
1
ナットの高さ
―
―
1
1.5
―
―
すりわりの幅
1
―
―
―
1.5
1
すりわりの深さ
1
―
―
―
1.5
1
十字穴の沈み深さ
1
―
―
―
1.5
1
ソケット穴,通りゲージ
1
―
―
―
―
―
ソケット穴,止りゲージ
1
―
―
―
―
―
首下部の形状
1
―
―
―
―
1
通り側ねじゲージ
1
1.5
1
1.5
―
1(3)
止り側ねじゲージ
1
1.5
1
1.5
―
1(3)
外径
―
―
―
―
2.5
1
幾何公差(4)
1
1.5
1
1.5
2.5
1
その他
1.5
2.5
1.5
2.5
2.5
1.5
不適合締結用部品
2.5
4
2.5
4
4
2.5
注(1) 部品等級の分類は,製品のはめあい及び公差による(JIS B 1021参照)。
(2) JIS B 1007のねじ山をもつねじ。
(3) この特性は,特定の製品(例えば,スレッドローリングねじ)によって成形されためねじの山について評価
する。
(4) 各幾何公差は,個々に評価をする。
表 2 平座金に対する寸法特性
寸法特性
部品等級(5)A
部品等級(5)C
AQL
内径
1
1.5
外径
1.5
2.5
その他
2.5
4
注(5) 部品等級の分類は,製品のはめあい及び公差による(JIS
B 1022参照)。
表 3 ピンに対する寸法特性
寸法特性
製品グループ
平行ピン
テーパピン
クレビスピン
スプリングピン
割りピン
AQL
ピンの直径
1
1
1
1
1.5
表面粗さ
1
1
1
―
―
テーパ
―
1
―
―
―
その他
2.5
2.5
2.5
2.5
2.5
10
B1091:2003(ISO 3269:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
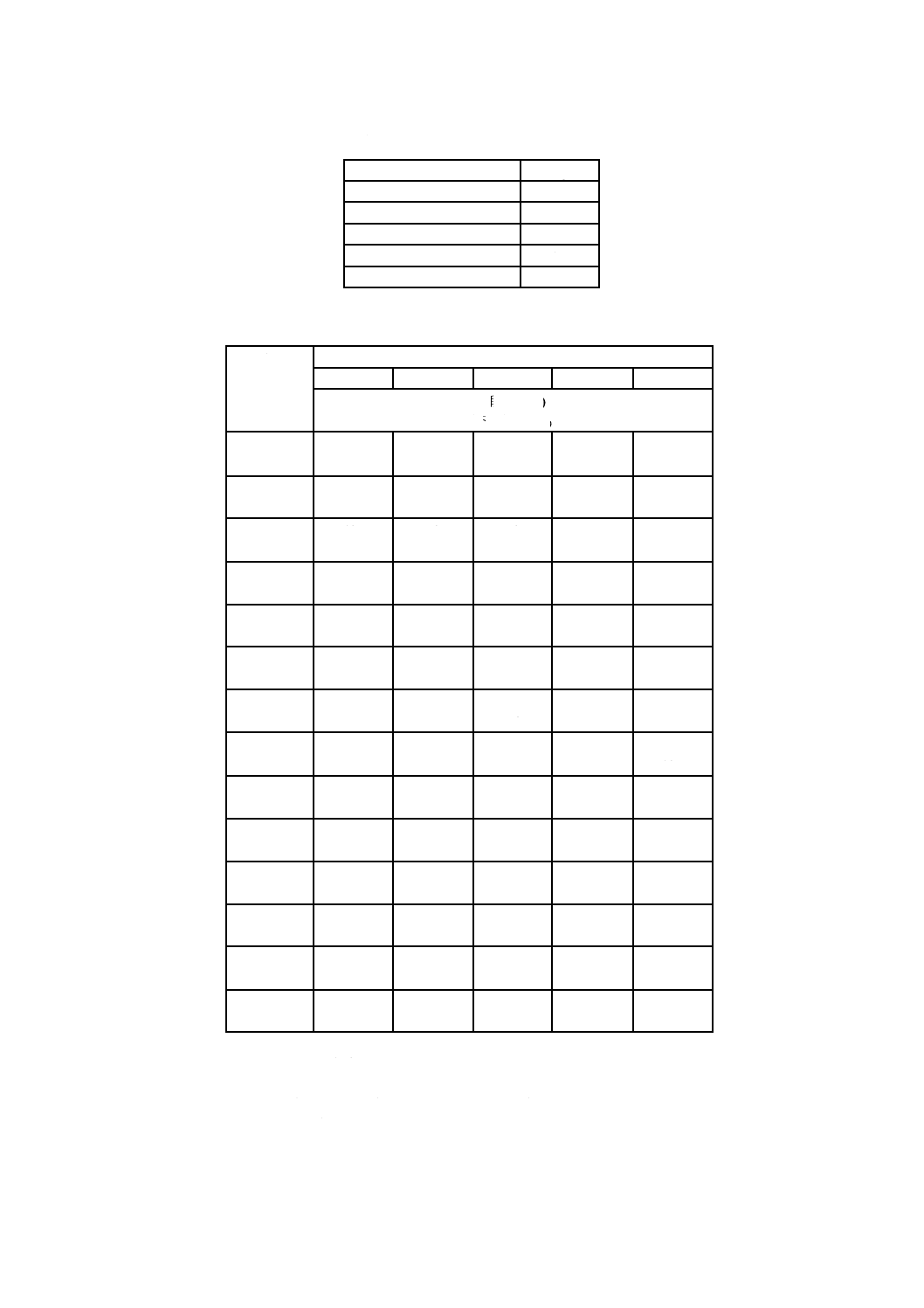
表 4 ブラインドリベットに対する寸法特性
寸法特性
AQL
リベットの直径
1.5
リベットの長さ
1.5
頭部の直径
1.5
マンドレルの突出し長さ
1.5
その他
2.5
表 5 抜取検査方式の例(6)
Ac
AQL
0.65
1.0
1.5
2.5
4.0
(上段) n(7)
(下段) LQ10
0
8
25
5
37
3
54
―
―
1
50
7.6
32
12
20
18
13
27
8
42
2
125
4.3
80
6.5
50
10
32
17
20
25
3
200
3.3
125
5.4
100
6.6
50
13
32
20
4
315
2.6
200
3.9
125
6.2
80
9.6
50
15
5
400
2.4
250
3.7
160
5.8
100
9.3
―
6
―
315
3.4
200
5.2
125
8.4
80
13
7
―
400
3.0
250
4.7
160
7.3
100
11.5
8
―
―
315
4.2
200
6.6
125
10
10
―
―
400
3.9
250
6.0
160
9.5
12
―
―
―
315
5.6
200
8.8
14
―
―
―
400
5.0
250
8.0
18
―
―
―
―
315
7.8
22
―
―
―
―
400
7.3
備考 すべての抜取検査方式に対して,生産者危険は5 %以下である。
注(6) 抜取検査方式は,JIS Z 9015-1から直接に,又はある場合には補間に
よって得られる。
(7) 非破壊試験の場合,ロットの大きさが要求のサンプルの大きさより少
ない場合には,全数検査を行う。
11
B1091:2003(ISO 3269:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
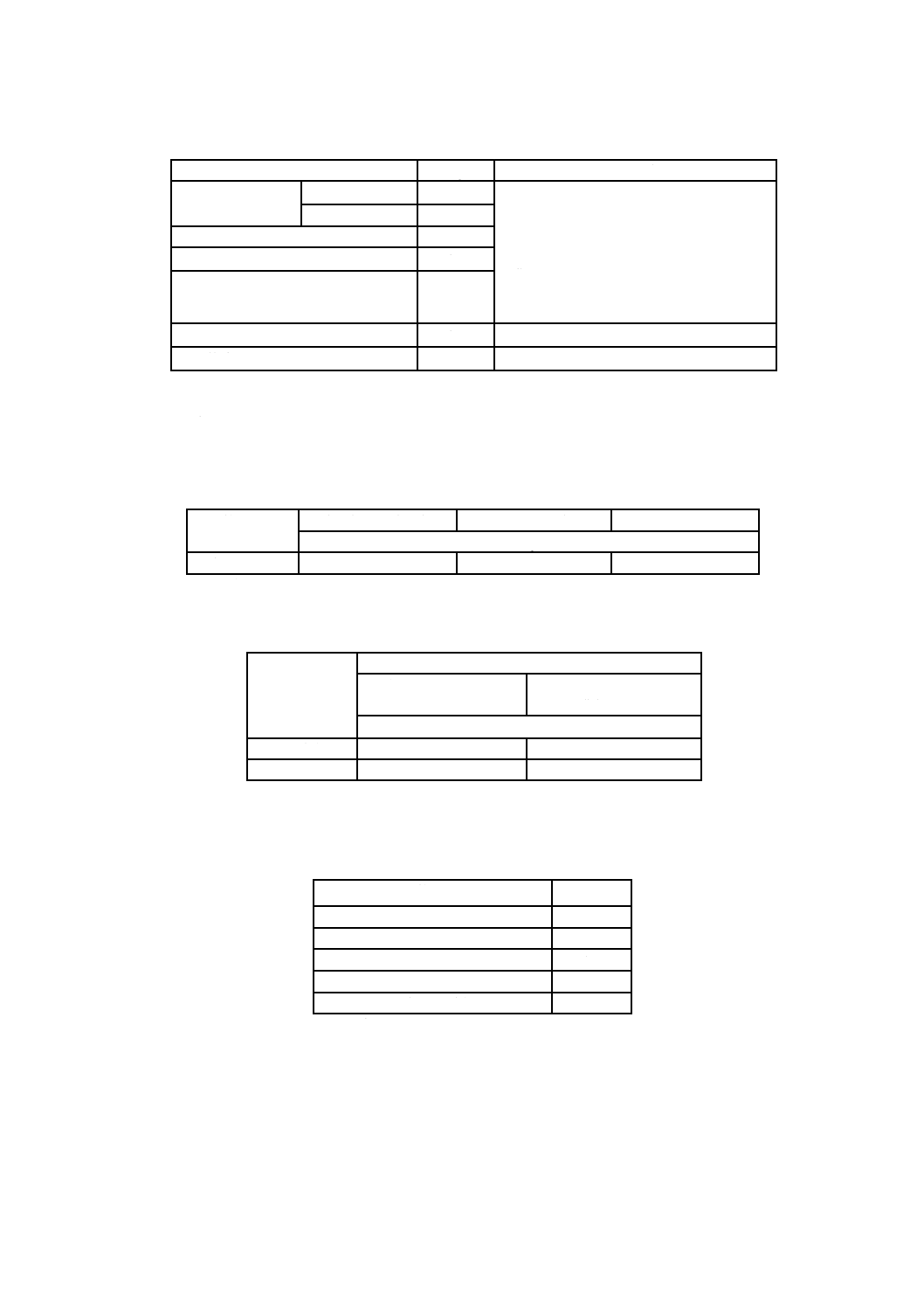
表 6 ねじ部品に対する寸法以外の特性
特性
AQL
引用規格
機械的特性
及び表面状態
非破壊試験(8)
0.65
JIS B 1041,JIS B 1042,JIS B 1043
JIS B 1051,JIS B 1052,JIS B 1053
JIS B 1054(10)
JIS B 1055
JIS B 1056
JIS B 1057
JIS B 1060 など。
破壊試験
1.5
化学成分
1.5
金属学的特性
1.5
性能特性
1.5
皮膜
1.5
JIS B 1044,ISO 10683
その他(9)
1.5
注(8) 許容されない表面欠陥(例 焼割れ)が,表面欠陥検査(非破壊試験)によって発見され
た場合,それらの大きさに関係なく,検査ロットは不合格とする。
(9) 適用可能な規定によって他の特性を要求してもよい。
(10) この規格の適用可能な部を参照する。
表 7 平座金に対する機械的特性
機械的特性(11)
炭素鋼又は合金鋼
ステンレス鋼
非鉄金属
AQL
硬さ
0.65
0.65
―
注(11) 製品規格で指定。適用可能な規定によって他の特性を要求してもよい。
表 8 ピンに対する機械的特性
機械的特性(12)
製品グループ
平行ピン,テーパピン
及びクレビスピン
スプリングピン
溝付きピン
AQL
せん断強さ
―
1.5
硬さ
0.65
0.65
注(12) 製品規格で指定。適用可能な規定によって他の特性を要求して
もよい。
表 9 ブラインドリベットに対する機械的特性
機械的特性(13)
AQL
極限引張強さ
1.5
極限せん断強さ
1.5
マンドレル破断荷重
1.5
マンドレルの耐プッシュアウト力
4.0
マンドレル頭部の保持能力
4.0
注(13) 製品規格で指定。
12
B1091:2003(ISO 3269:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考)受入検査のための推奨手順
(例えば,寸法特性に対する場合)
A.1 方法1 すべての寸法特性試験を,表5に従って選んだあるサンプルの大きさ(n)について行う。各
特性は,個々に評価しなければならない(表1,表2,表3及び表4を参照)。
検査ロットについて,個々の特性に対する試験を実施した後,不適合締結用部品を次のように評価する。
− 試験をした全特性について,見いだされた不適合締結用部品を数える(複数の不適合をもつ締結用部
品は,1個の不適合締結用部品と見なす。3.10を参照)。
− 表1,表2,表3又は表4に示される不適合締結用部品に関するAQL値 及び サンプルの大きさ(n)
に対応するAc値と,不適合締結用部品の数とを比較して検査用ロットの合否を決める。
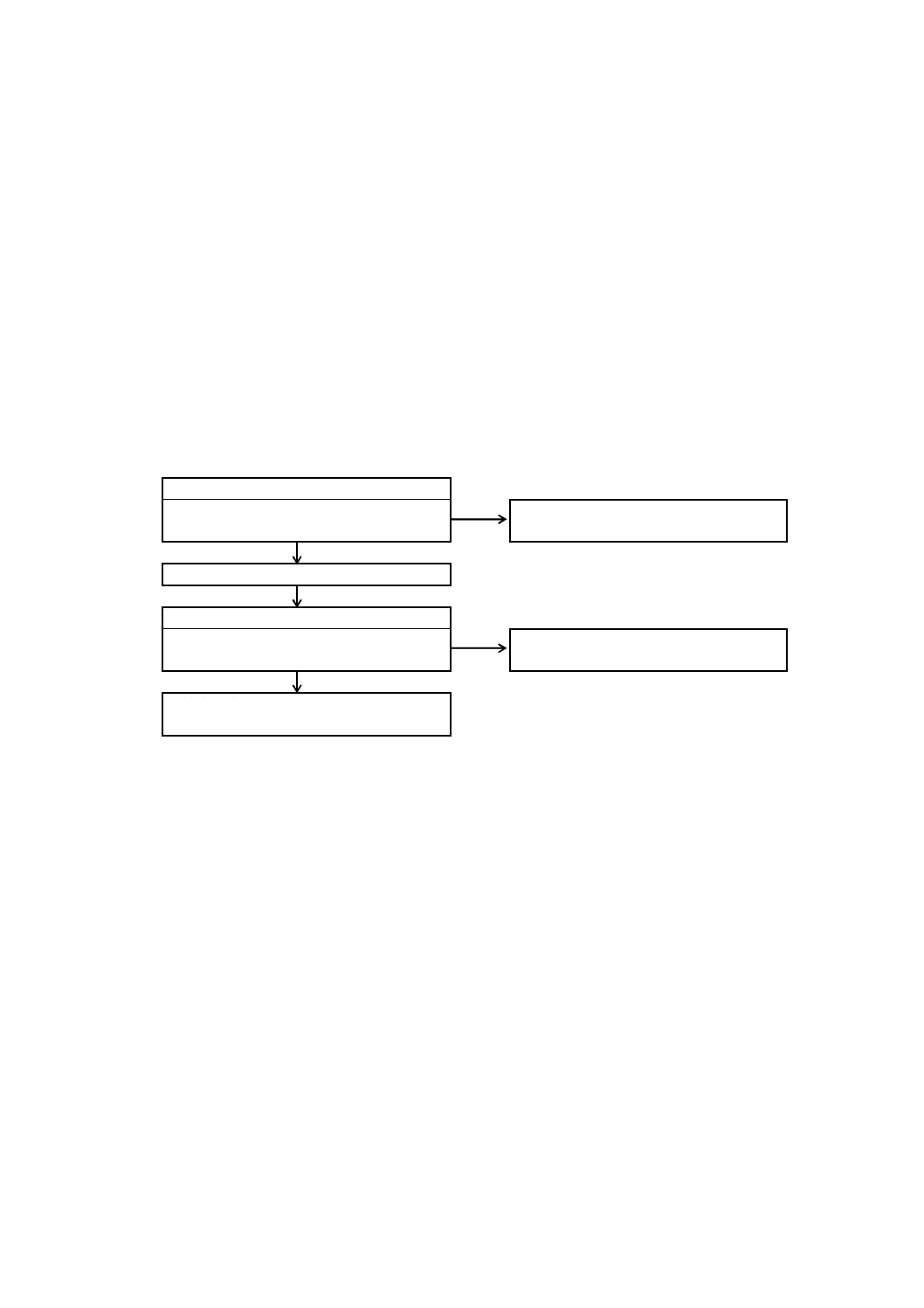
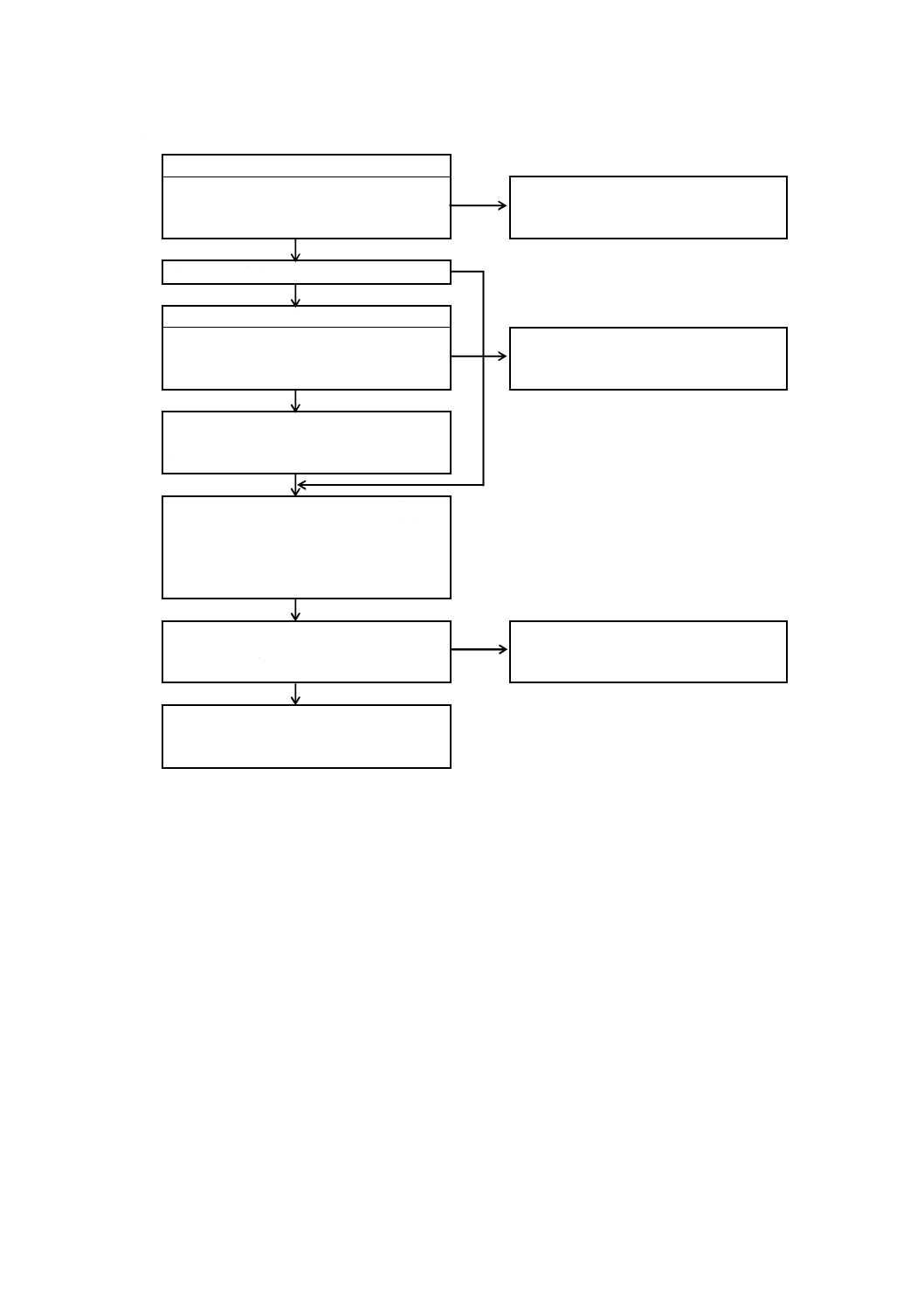
手順1
各特性を個々に評価する
AQL=1,LQ10=6.5及び
サンプルの大きさ=80に対して:Ac=2
各特性の不適合数>2:
検査ロットは不合格
各特性の不適合数≦2
不適合締結用部品の数を数える
AQL=2.5及び
サンプルの大きさ=80に対して:Ac=4
不適合締結用部品の数>4:
検査ロットは不合格
不適合締結用部品の数≦4:
検査ロットは合格
A.2 方法2 すべての寸法特性試験を,表5に従って選んだあるサンプルの大きさ(n1)について行う。
始めに,方法1における手順をサンプルの大きさ(n1)で実施する。その試験を検査ロットに対して実
施した後,購入者は,特に重要であると判断する特性に対し,サンプルの大きさを大きくすることができ
る。表5によれば,このことは,そのような特性に対する合格判定個数を増やすことをも意味する。
その際は,
− 表5に従って,より大きいサンプルの大きさ(n2)を選ぶ。
− 特に重要な特性に対する試験を,追加部品(n2−n1)について実施する。
− 検査ロットに関する合否の決定は,表5のAQL値及びサンプルの大きさ(n2)に基づくAc値により
行う。
13
B1091:2003(ISO 3269:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
手順2
各特性を個々に評価する
AQL=1,LQ10=6.5及び
サンプルの大きさn1=80に対して:
Ac=2(抜取検査方式1)
各特性の不適合数>2:
検査ロットは不合格
各特性の不適合数≦2
不適合締結用部品の数を数える
AQL=2.5及び
サンプルの大きさn1=80に対して:
Ac=4
不適合締結用部品の数>4:
検査ロットは不合格
不適合締結用部品の数≦4:
検査ロットは,抜取検査方式1によって合
格
同じAQL(1.0)によって,特別特性を個々に
評価する。ただし,より小さいLQ10 (3.7) を
選び,サンプルの大きさn2=250とする:
Ac=5
(抜取検査方式2)
特別特性を評価:追加した締結用部品数
250−80=170について
250個の締結用部品における一つ以上の特
別特性に対する不適合数>5:
検査ロットは不合格
250個の締結用部品における一つ以上の特別
特性に対する不適合数≦5:
抜取検査方式2によって,検査ロットは合格
14
B1091:2003(ISO 3269:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(参考)この規格の原則に関する指針及び解説
B.1 一般 大量生産においては,不適合締結用部品の発生を常に防止できるとは限らない。特に,大きな
ロットは,時折幾つかの不適合締結用部品を含んでいることがある。これらの不適合締結用部品を選別す
ることは,いかなる場合にも,困難で不経済な手順であり,技術的には,そのことを要求しないのが普通
である。
意図する用途に悪影響を与えるおそれのある個々の不適合締結用部品は,苦情の理由になり得る。
締結用部品を一つ一つ試験し,その結果,すべての引渡品を試験する購入者は,不適合締結用部品を選
別することになり,必要なら苦情を申し立てる。この規格に規定する手順及びAQL値は,そのような場
合に用いるものではない。
通常,大きなロットは購入者によるランダム抜取りだけを受ける。ランダム検査の結果から,ある程度
高い確率で,検査ロットに含まれる不適合締結用部品の実数を推定できる。その確率は,サンプルの大き
さ(試験の程度)に左右される。
B.2 目的 この規格の目的は,あるロットに含まれる不適合締結用部品の割合を正確に知ることなしに,
あるロット全体にかかわる苦情がなされてもよい条件を決定するための客観的基準を規定することにある。
そのねらいは,不適合締結用部品の割合が低い(AQL値より小さい)のに,不適切な抜取検査(例えば,
サンプルの大きさが小さすぎることによる)の結果として,その割合が過大であるかのように不正確に表
示されてしまう検査ロットについての苦情から,できるだけ供給者を保護することにある。
B.3 “1. 適用範囲”の背景 この規格は,ロットが不合格となる生産者危険が5 %を超えず,不適合の割
合がAQL値に等しくなるように,品質限界(AQL値)と抜取検査方式を定義する。
この規定は,一方では供給者を保護し,他方では,購入者に,技術的理由から抜取検査方式を選択する
ために必要な自由度を与えている。
したがって,購入者は,検査の程度を,機能的要求事項と,同一供給者から納入された従来のロットか
ら得た経験(品質履歴)に適合させて選定することができる。サンプルの大きさが大きくなればなるほど
(すなわち,抜取検査方式のLQ値がAQL値に近づくほど),不適合締結用部品の割合がAQL値を少しで
も超えるロットを識別できる確率が高くなるが,同時に,そのために必要な労力と費用も大きくなる。こ
の体系を用いることによって,購入者は,それぞれの状況に対する最適の技術的及び経済的条件を選定す
ることができる。
B.4 “4. 一般原則及び要求事項”の背景 抜取検査方式(サンプルの大きさ,合格判定個数),AQL値及
びLQ値の間に存在する関係を次に述べる。
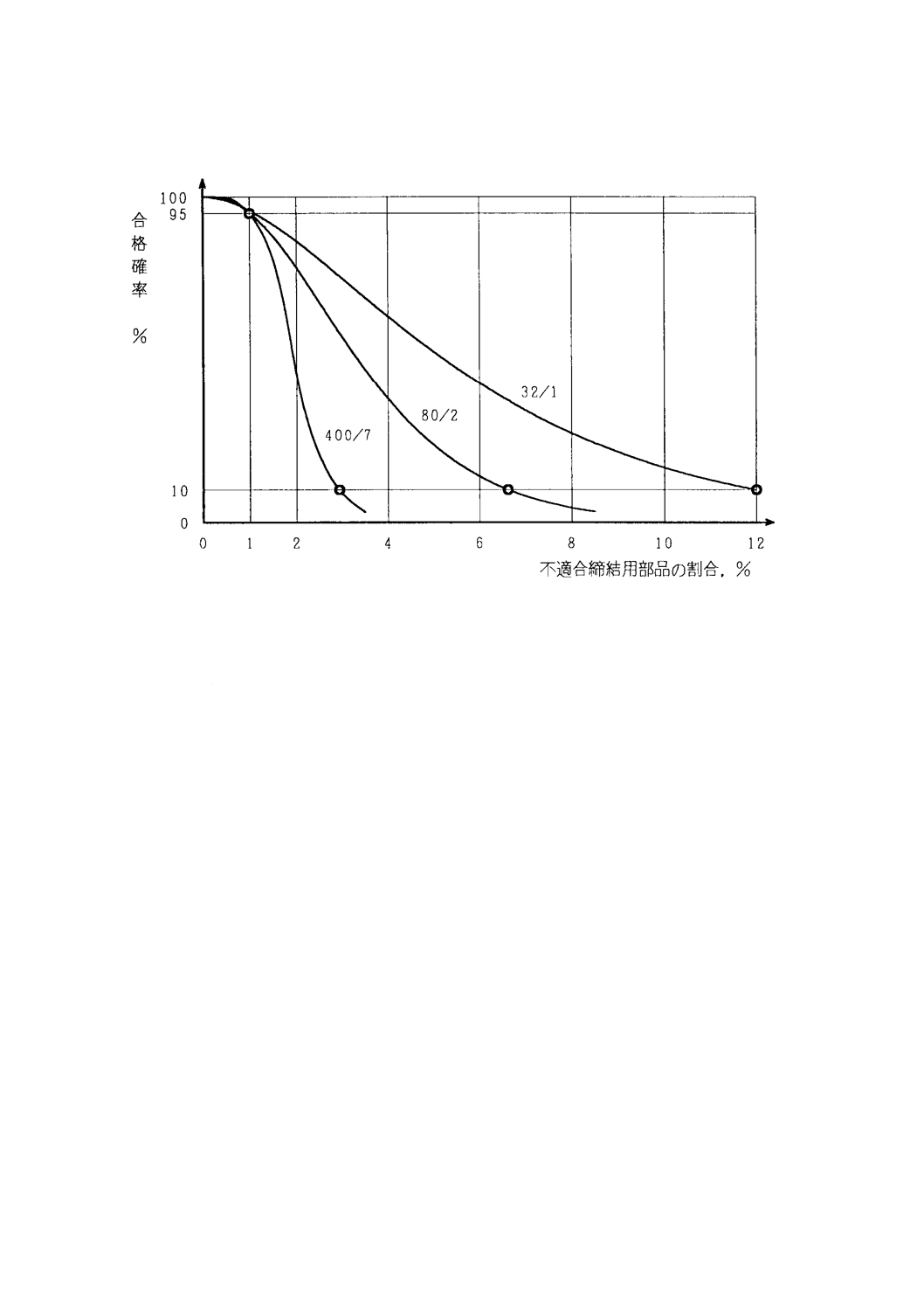
各抜取検査方式は,その検査特性曲線(OC曲線)(図B.1参照)によって表される。この曲線は,抜取
検査における合格確率を,検査ロットにおける不適合締結用部品の実割合の関数として表したものであ
る。合格確率95 %及び10 %を示すOC曲線上の2点を,適切な抜取方法を決定するために選んでいる。
OC曲線上の95 %点は,規定されたAQL以上の値に対応していることが必要である。OC曲線上の10 %
点は(LQ10値),購入者の裁量にゆだねられる。そのLQ10値は,おそらく(90 %の確率)苦情が申し立
てられるであろう検査ロットにおける不適合締結用部品の割合に相当する。
15
B1091:2003(ISO 3269:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例 AQL=1,抜取検査方式 32/1,80/2 及び400/7
図 B.1 抜取検査方式に対する検査特性曲線
この規格は,自前の抜取検査方式をもたない使用者のために,表5を記載している。
抜取検査は,ロット全体の合否を決定する場合にだけ実施される。たとえ,そのロットが苦情なしに受
け取られているとしても,不適合締結用部品の個々についての苦情の申立ては,このことに関係なく,可
能である。
AQL値を検討した際,引渡品全体に対する5 %の苦情割合は,締結用部品の供給に対しては概して経済
的でないことが広く認識された。したがって,この規格に規定されたAQL値及び生産者危険は,適切な抜
取検査方式を決定するための特性値にすぎない。通常,製造される締結用部品の品質は,規定されたAQL
値が意味するそれよりも良好である。
B.5 “4.一般原則及び要求事項”の追加情報 製造業者は,自らに適切と思われる手段と方法を用い,更
に,製造工程,材料,締結用部品の種類及び不適合の頻度における関連性についての自らの知見をもとに
して,自らの裁量で製品を試験している。もし異なった手段及び方法によって同一の結果を得ることがで
きるなら,製造業者は,製造工程又は最終検査のいずれにおいても,この規格に記述されている手順及び試
験によることを強制されない。
購入者もまた,自らが適切であると思う任意の試験方法を用いることができる。ただし,より厳しい検
査(合格確率を抑制するためにAQL値をより低く設定)は,そのことが発注時に特に同意されている場
合にだけ,検査ロットに対する苦情に関係する裁定のための基礎として用いることができる。
規定された公差又は限界からの逸脱の幾つかは,締結用部品の機能又は使用性のいずれにも悪影響は与
えないであろう。したがって,4.2に述べるように,これらについては苦情を申し立てない方がよい。例え
16
B1091:2003(ISO 3269:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ば,一般用メートルねじの公差には,すきまが設けられ,ねじの機能を損なわないで電気めっきを施すこ
とを可能にしている。ボルトのねじの有効径が上限よりわずかに大きく,このねじに表面皮膜処理を施さ
ないことが分かっているなら,この逸脱はねじの機能又は使用性を損なわないので,苦情を申し立てては
ならない。
実際の値が指定の限界内に収まっているなら,ゲージ及び測定器具の性質や使用方法を逸脱した測定や
検査手順によって,いかなる部品も不適合とみなしてはならない。ただし,この原則は,ゲージによる検
査が規定されているねじ部には適用されない。検査及び測定手順に関する規格は,試験装置の個々の方法
及び項目について,この原則をいかに実現すべきかを規定している。裁定を行う場合,検査方法及び測定
装置の不確かさの影響は,検査及び測定結果の評価に含めなければならない。
B.6 “5. 締結用部品の特性に対する受入検査手順”の背景 JIS B 1051及びJIS B 1052のような機械的性
質に関する規格,又は寸法規格において限界が規定されていない特性が,特別な場合に重要になることが
ある。誤解を避けるため,発注時に,許容限界値又は限度見本若しくは両方を取り交わしておくものとす
る。
限界値は,評価すべき特性の大部分に対して規定されている。不適合が見いだされる場合は個々に,部
品の機能及び設定限界からの逸脱の程度に基づいて,供給者と購入者との間で,再検査を含め,受入れ,
拒絶又は追加加工・処理に関する合意を形成しておく方がよい。
同一供給者による種々のロットから得られた試験結果を記録しておけば,その供給者のある期間にわた
る品質水準に関する統計的な代表特性が分かる。それゆえ,各供給者の品質水準の評価に資する統計的な
証拠文書を作成するために,非破壊及び破壊試験結果を継続的,規則的に記録しておくことを推奨する。