B 1052-2:2014 (ISO 898-2:2012)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 2
3 記号及び意味 ··················································································································· 3
4 表し方···························································································································· 3
4.1 ナットのスタイルの表し方 ······························································································ 3
4.2 強度区分の表し方 ·········································································································· 3
4.3 ナットのスタイル及び強度区分と呼び径の範囲との関係 ························································ 3
5 ボルト・ナット結合体の設計 ······························································································ 4
6 材料······························································································································· 5
7 機械的性質 ······················································································································ 6
8 検査······························································································································· 8
8.1 製造業者による検査 ······································································································· 8
8.2 供給者による検査 ·········································································································· 8
8.3 購入者による検査 ·········································································································· 8
9 試験方法························································································································· 8
9.1 保証荷重試験 ················································································································ 8
9.2 硬さ試験 ····················································································································· 11
9.3 表面の健全性試験 ········································································································· 12
10 表示 ···························································································································· 12
10.1 一般 ·························································································································· 12
10.2 製造業者の識別記号 ····································································································· 12
10.3 強度区分の表示 ··········································································································· 12
10.4 識別 ·························································································································· 13
10.5 左ねじの表示 ·············································································································· 14
10.6 包装の表示 ················································································································· 14
附属書A(参考)ナットの設計原理 ························································································ 15
附属書B(参考)保証荷重試験用マンドレルのねじの許容限界寸法 ··············································· 17
参考文献 ···························································································································· 19
B 1052-2:2014 (ISO 898-2:2012)
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本ねじ研究協会
(JFRI)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 1052-2:2009は改正され,この規格に置き換えられ,また,JIS B 1052-6:2009は廃
止され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 1052の規格群には,次に示す部編成がある。
JIS B 1052-2 第2部:強度区分を規定したナット−並目ねじ及び細目ねじ
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1052-2:2014
(ISO 898-2:2012)
炭素鋼及び合金鋼製締結用部品の機械的性質−
第2部:強度区分を規定したナット−
並目ねじ及び細目ねじ
Mechanical properties of fasteners made of carbon steel and alloy steel-
Part 2: Nuts with specified property classes-
Coarse thread and fine pitch thread
序文
この規格は,2012年に第3版として発行されたISO 898-2を基に,技術的内容及び構成を変更すること
なく作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格にはない事項である。
1
適用範囲
この規格は,10 ℃〜35 ℃の環境温度範囲で試験を行ったときの炭素鋼及び合金鋼製のナットの機械的
及び物理的性質について規定する。この規格の要求事項に適合するナットは,環境温度範囲で評価するの
で,高温及び/又は低温では,規定の機械的及び物理的性質を満足しないことがある。
注記1 この規格で規定するナットは,−50 ℃〜+150 ℃の温度範囲で使用する。−50 ℃より低い
温度及び+150 ℃を超えて+300 ℃までの温度範囲については,個々の適用状況に対して適
切な選択を行うために,締結用部品の材料の専門家からの助言を受けることを推奨する。
注記2 低温及び高温における鋼材の選択及び適用に関する情報は,例えばEN 10269,ASTM F2281
及びASTM A320/A320Mから得ることができる。
この規格は,次の条件のナットに適用する。
− 炭素鋼及び合金鋼製のもの
− M5〜M39の並目ねじ及びM8×1〜M39×3の細目ねじのもの
− JIS B 0205-1による一般用メートルねじのもの
− JIS B 0205-2及びJIS B 0205-3による呼び径とピッチとの組合せのもの
− 保証荷重試験力を含む強度区分を規定したもの
− 異なるスタイルのナット[低ナット(スタイル0),並高さナット(スタイル1),高ナット(スタイル
2)]のもの(4.1参照)
− ナットの高さmが0.45D以上のもの
− 丸ナットの外径又は二面幅sが1.45D以上のもの(附属書A参照)
− JIS B 1051による強度区分をもつおねじ部品と組み合わせるもの
溶融亜鉛めっきを施したナットについては,JIS B 1048を参照。
2
B 1052-2:2014 (ISO 898-2:2012)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
この規格は,次に示すような特性に対する要求については規定しない。
− プリべリング性能(JIS B 1056参照)
− トルク/締付け力の性能(試験方法については,JIS B 1084参照)
− 溶接性
− 耐食性
注記3 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 898-2:2012,Mechanical properties of fasteners made of carbon steel and alloy steel−Part 2:
Nuts with specified property classes−Coarse thread and fine pitch thread(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0205-1 一般用メートルねじ−第1部:基準山形
注記 対応国際規格:ISO 68-1:1998,ISO general purpose screw threads−Basic profile−Part 1: Metric
screw threads(IDT)
JIS B 0205-2 一般用メートルねじ−第2部:全体系
注記 対応国際規格:ISO 261:1998,ISO general purpose metric screw threads−General plan(IDT)
JIS B 0205-3 一般用メートルねじ−第3部:ねじ部品用に選択したサイズ
注記 対応国際規格:ISO 262:1998,ISO general purpose metric screw threads−Selected sizes for screws,
bolts and nuts(IDT)
JIS B 1042 締結用部品−表面欠陥 第2部:ナット
注記 対応国際規格:ISO 6157-2:1995,Fasteners−Surface discontinuities−Part 2: Nuts(IDT)
JIS B 1051 炭素鋼及び合金鋼製締結用部品の機械的性質−強度区分を規定したボルト,小ねじ及び
植込みボルト−並目ねじ及び細目ねじ
JIS B 1092 締結用部品−品質保証システム
注記 対応国際規格:ISO 16426:2002,Fasteners−Quality assurance system(IDT)
JIS B 7721 引張試験機・圧縮試験機−力計測系の校正方法及び検証方法
注記 対応国際規格:ISO 7500-1:2004,Metallic materials−Verification of static uniaxial testing
machines−Part 1: Tension/compression testing machines−Verification and calibration of the
force-measuring system(MOD)
JIS Z 2241 金属材料引張試験方法
注記 対応国際規格:ISO 6892-1:2009,Metallic materials−Tensile testing−Part 1: Method of test at
room temperature(MOD)
JIS Z 2243 ブリネル硬さ試験−試験方法
注記 対応国際規格:ISO 6506-1:2005,Metallic materials−Brinell hardness test−Part 1: Test method
(MOD)
JIS Z 2244 ビッカース硬さ試験−試験方法
注記 対応国際規格:ISO 6507-1: 2005,Metallic materials−Vickers hardness test−Part 1: Test method
3
B 1052-2:2014 (ISO 898-2:2012)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(MOD)
JIS Z 2245 ロックウェル硬さ試験−試験方法
注記 対応国際規格:ISO 6508-1:2005,Metallic materials−Rockwell hardness test−Part 1: Test method
(scales A, B, C, D, E, F, G, H, K, N, T)(MOD)
3
記号及び意味
この規格では,次の記号を用いる。
D
ナットのねじの呼び径,mm
dh 供試体取付具の穴径,mm
F
試験力,N
h
供試体取付具の厚さ,mm
m
ナットの高さ,mm
P
ねじのピッチ,mm
s
ナットの二面幅,mm
4
表し方
4.1
ナットのスタイルの表し方
ナットの高さによって,3種類のスタイルとする。
− 高ナット(スタイル2):ナットの高さの最小値が約0.9D又は0.9Dを超えるもの(表A.1参照)
− 並高さナット(スタイル1):ナットの高さの最小値が0.8D以上のもの(表A.1参照)
− 低ナット(スタイル0):ナットの高さの最小値が0.45D以上0.8D未満のもの
4.2
強度区分の表し方
4.2.1
一般
この規格で適用可能な全ての要求事項を満足するナットの強度区分の製品への表示及び包装への表示は,
箇条10による。
4.2.2
並高さナット(スタイル1)及び高ナット(スタイル2)
並高さナット(スタイル1)及び高ナット(スタイル2)の強度区分は,組み合わせて使用することがで
きるおねじ部品の最大の強度区分の左側の数字と同一の数字一つで表示する。
4.2.3
低ナット(スタイル0)
低ナット(スタイル0)の強度区分は,次に示す二つの数字で表示する。
a) 最初の数字は,4.2.2による並高さナット(スタイル1)及び高ナット(スタイル2)に比べて負荷能
力が低下しており,そのため過大な負荷が作用したときねじ山のせん断破壊(ストリッピング)が起
こることを示すため,0とする。
b) 2番目の数字は,熱処理された試験用マンドレルで試験する場合の保証荷重応力の公称値(単位MPa)
の1/100を意味する。
注記 保証荷重応力は,保証荷重試験力をおねじの有効断面積で除した値である。
4.3
ナットのスタイル及び強度区分と呼び径の範囲との関係
ナットのスタイル及び強度区分と呼び径の範囲との関係を,表1に示す。
4
B 1052-2:2014 (ISO 898-2:2012)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
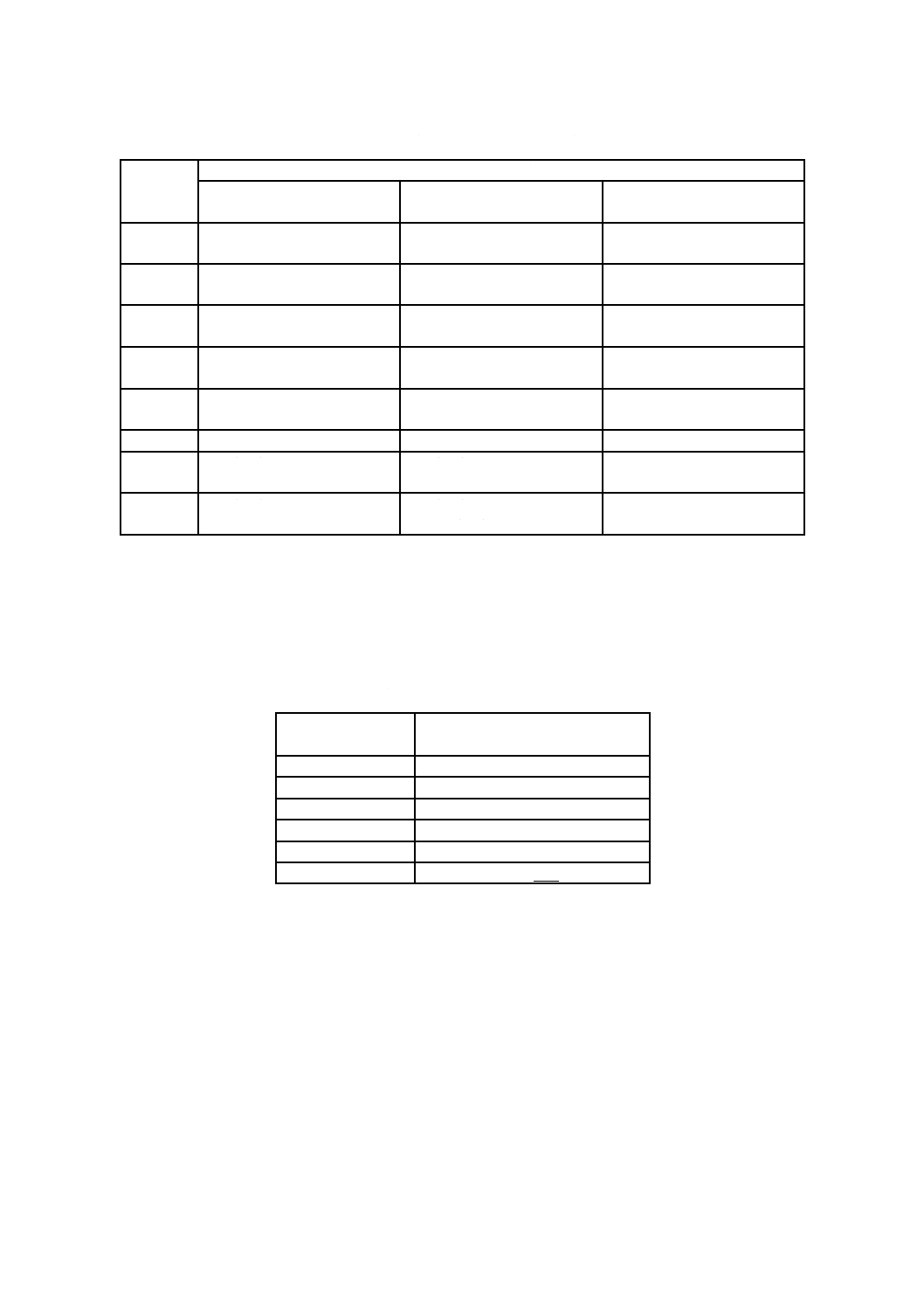
表1−ナットのスタイル及び強度区分とねじの呼び径の範囲との関係
強度区分
ナットのねじの呼び径Dの範囲
並高さナット(スタイル1)
高ナット(スタイル2)
低ナット(スタイル0)
04
−
−
M5≦D≦M39
M8×1≦D≦M39×3
05
−
−
M5≦D≦M39
M8×1≦D≦M39×3
5
M5≦D≦M39
M8×1≦D≦M39×3
−
−
6
M5≦D≦M39
M8×1≦D≦M39×3
−
−
8
M5≦D≦M39
M8×1≦D≦M39×3
M5≦D≦M39
M8×1≦D≦M39×3
−
9
−
M5≦D≦M39
−
10
M5≦D≦M39
M8×1≦D≦M16×1.5
M5≦D≦M39
M8×1≦D≦M39×3
−
12
M5≦D≦M16
M5≦D≦M39
M8×1≦D≦M16×1.5
−
5
ボルト・ナット結合体の設計
ナットの基本設計原理及びボルト・ナット結合体の負荷特性に関しては,附属書Aを参照。
並高さナット(スタイル1)及び高ナット(スタイル2)は,表2に従っておねじ部品と組み合わせる。
低い強度区分のナットを,より高い強度区分のナットに換えてもよい。
表2−並高さナット(スタイル1)及び高ナット(スタイル2)とおねじ部品の強度区分との組合せ
ナットの強度区分
組み合わせて用いることのできる
おねじ部品の最大強度区分
5
5.8
6
6.8
8
8.8
9
9.8
10
10.9
12
12.9/12.9
基礎となる寸法許容差が公差域クラス6Hの場合の0より大きいナット(例えば,溶融亜鉛めっきナッ
トなどの6AZ,6AX)では,ねじ山のせん断破壊(ストリッピング)強度の低下が起こる。低ナット(ス
タイル0)は,並高さナット及び高ナットに比べて負荷能力が減少しており,ねじ山のせん断破壊を防止
するような設計とはなっていない。
低ナットをダブルナットとして用いる場合は,並高さナット又は高ナットを組み合わせて使用する。組
付け作業は,最初に低ナットで締付けを行い,次に低ナットに対して,並高さナット又は高ナットを締め
付ける。
5
B 1052-2:2014 (ISO 898-2:2012)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6
材料
ナットの強度区分に対する材料及び熱処理(焼入焼戻し)の有無は,表3による。
並目ねじの強度区分 05,8[並高さナット(スタイル1),D>M16],10及び12は,焼入焼戻しを施
す。
細目ねじの強度区分 05,6(D>M16),8[並高さナット(スタイル1)],10及び12は,焼入焼戻し
を施す。
化学成分は,関係する日本工業規格に従って評価する。
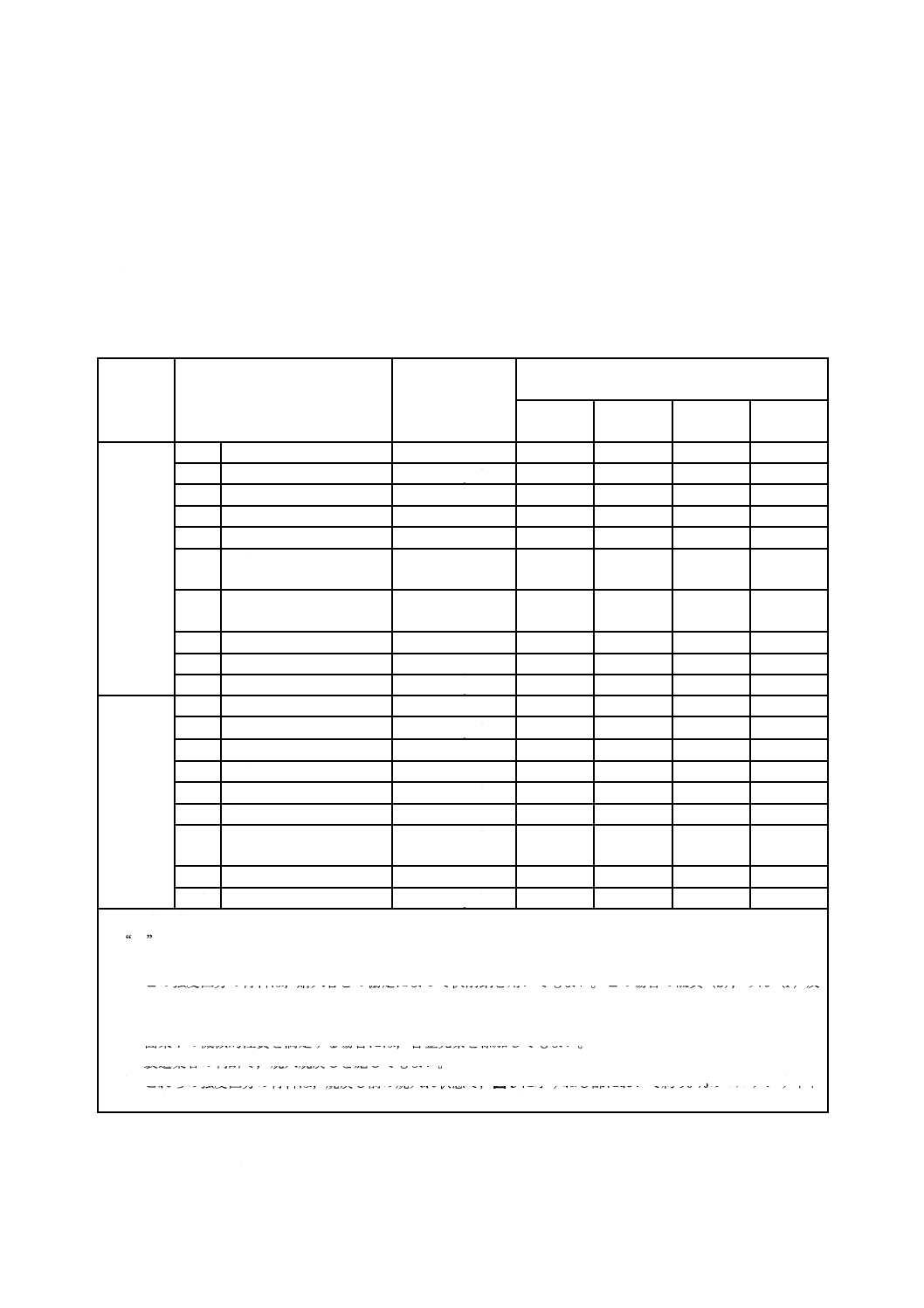
表3−鋼材
ねじ
強度区分
材料及び熱処理
化学成分
(溶鋼分析値%)a)
C
最大
Mn
最小
P
最大
S
最大
並目ねじ
04 c)
炭素鋼d)
0.58
0.25
0.060
0.150
05 c)
炭素鋼 QT e)
0.58
0.30
0.048
0.058
5 b)
炭素鋼d)
0.58
−
0.060
0.150
6 b)
炭素鋼d)
0.58
−
0.060
0.150
8
高ナット(スタイル2)
炭素鋼d)
0.58
0.25
0.060
0.150
8
並高さナット(スタイル
1) D≦M16
炭素鋼d)
0.58
0.25
0.060
0.150
8 c)
並高さナット(スタイル
1) D>M16
炭素鋼 QT e)
0.58
0.30
0.048
0.058
9
炭素鋼d)
0.58
0.25
0.060
0.150
10 c)
炭素鋼 QT e)
0.58
0.30
0.048
0.058
12 c)
炭素鋼 QT e)
0.58
0.45
0.048
0.058
細目ねじ
04 b)
炭素鋼d)
0.58
0.25
0.060
0.150
05 c)
炭素鋼 QT e)
0.58
0.30
0.048
0.058
5 b)
炭素鋼d)
0.58
−
0.060
0.150
6 b)
D≦M16
炭素鋼d)
0.58
−
0.060
0.150
6 b)
D>M16
炭素鋼 QT e)
0.58
0.30
0.048
0.058
8
高ナット(スタイル2)
炭素鋼d)
0.58
0.25
0.060
0.150
8 c)
並高さナット(スタイル
1)
炭素鋼 QT e)
0.58
0.30
0.048
0.058
10 c)
炭素鋼 QT e)
0.58
0.30
0.048
0.058
12 c)
炭素鋼 QT e)
0.58
0.45
0.048
0.058
QT:焼入焼戻し
“−” 規定値なし
注a) 疑義が生じた場合には,製品分析値を適用する。
b) この強度区分の材料は,購入者との協定によって快削鋼を用いてもよい。この場合の硫黄(S),りん(P)及
び鉛(Pb)の最大含有量は,次による。
S:0.34 %,P:0.11 %,Pb:0.35 %
c) 箇条7の機械的性質を満足する場合には,合金元素を添加してもよい。
d) 製造業者の判断で,焼入焼戻しを施してもよい。
e) これらの強度区分の材料は,焼戻し前の焼入れ状態で,図3に示すねじ部において約90 %のマルテンサイト
組織となるように,十分な焼入れ性をもつようにしなければならない。
注記 特定の化学元素の制限又は禁止に関する国家規格についても,それぞれの国又は地域で考慮す
る必要がある。
6
B 1052-2:2014 (ISO 898-2:2012)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
機械的性質
強度区分が規定されたナットは,製造工程中の試験及び最終検査のいずれとも,環境温度範囲(10 ℃〜
35 ℃)において,箇条9で規定された方法で試験を行ったときは,保証荷重試験力(表4及び表5)及び
硬さ(表6及び表7)に関する要求事項を満足しなければならない。
焼入焼戻しを施さないナットの場合には,更に9.2.4.2に示す規定を適用する。
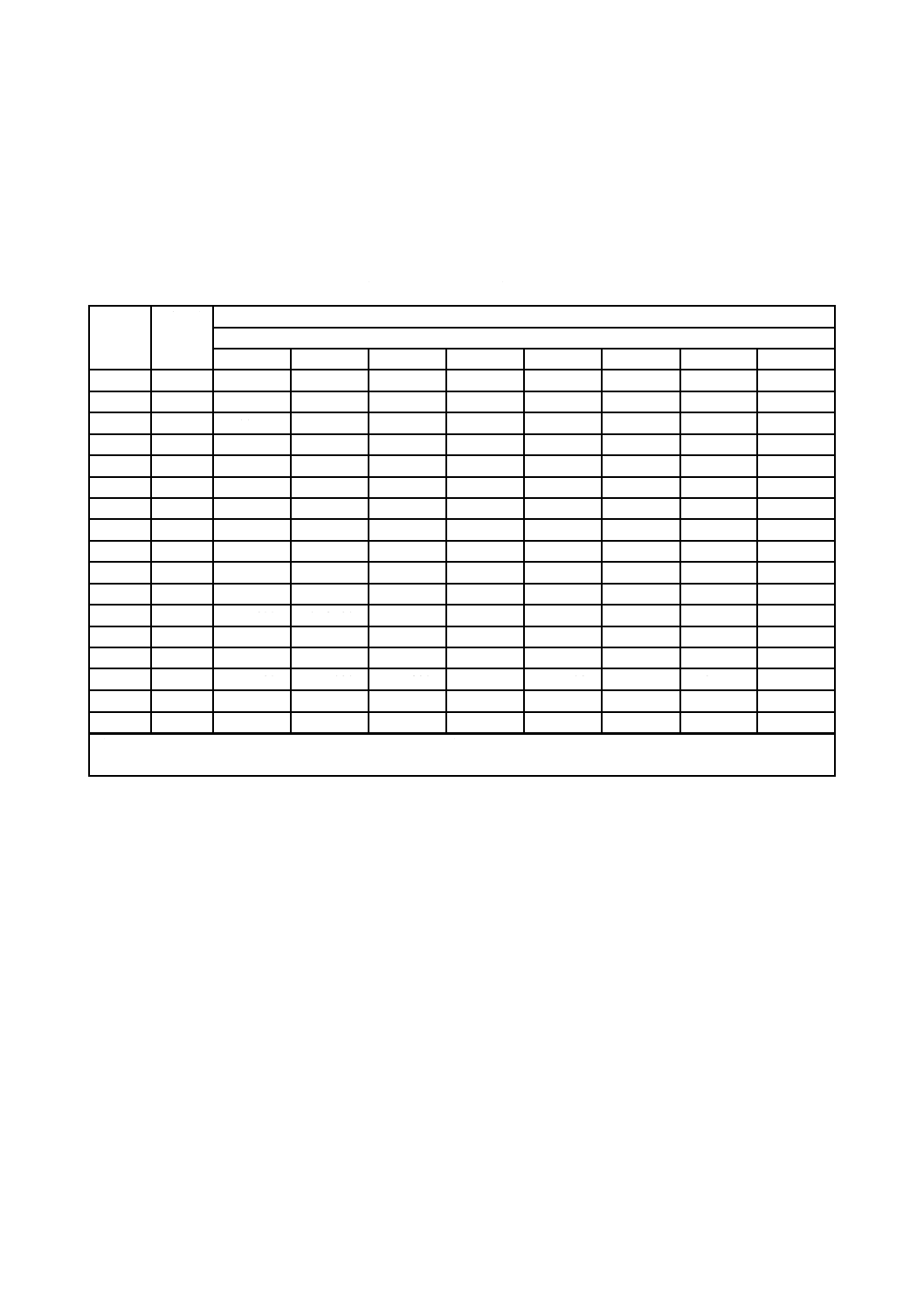
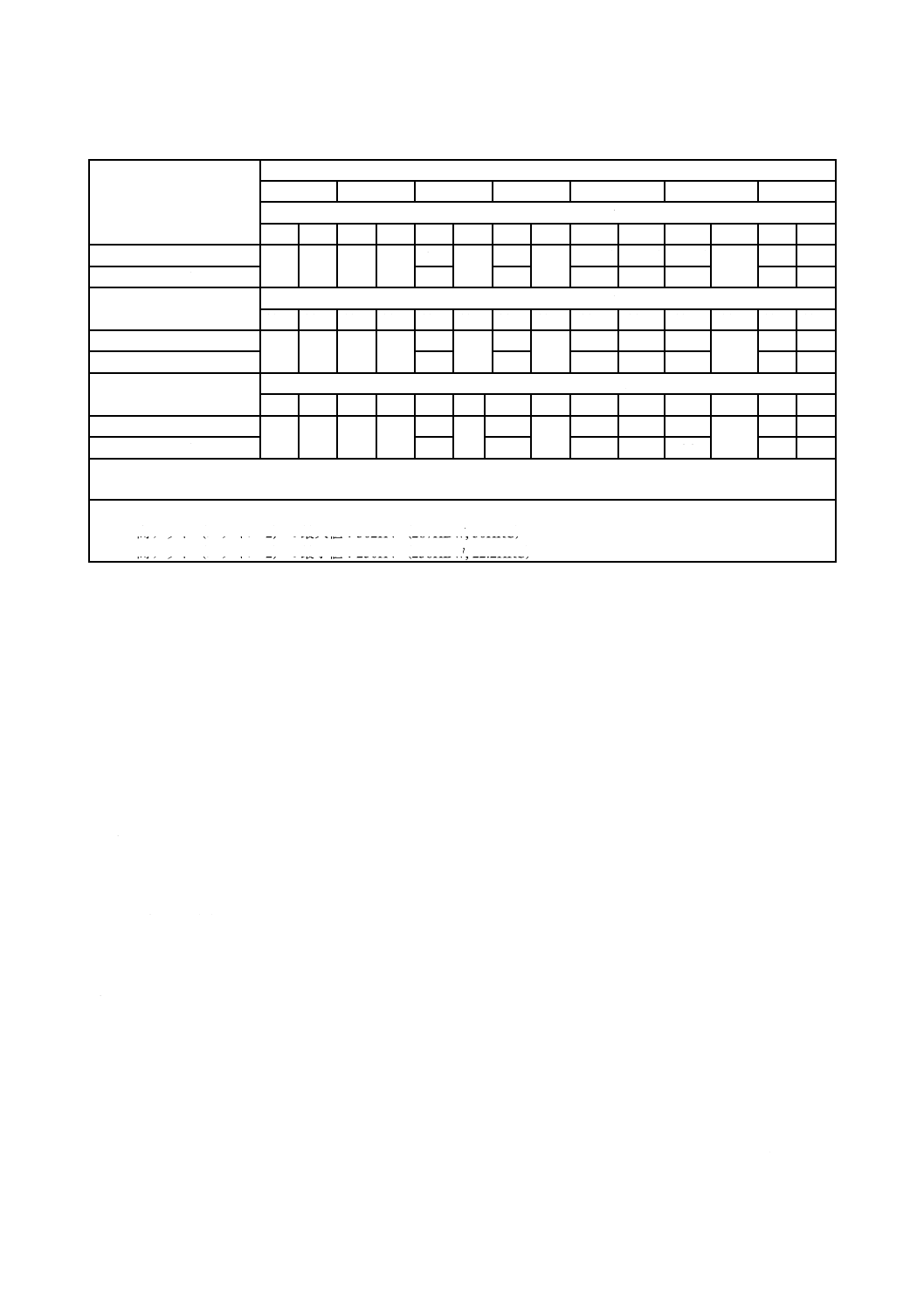
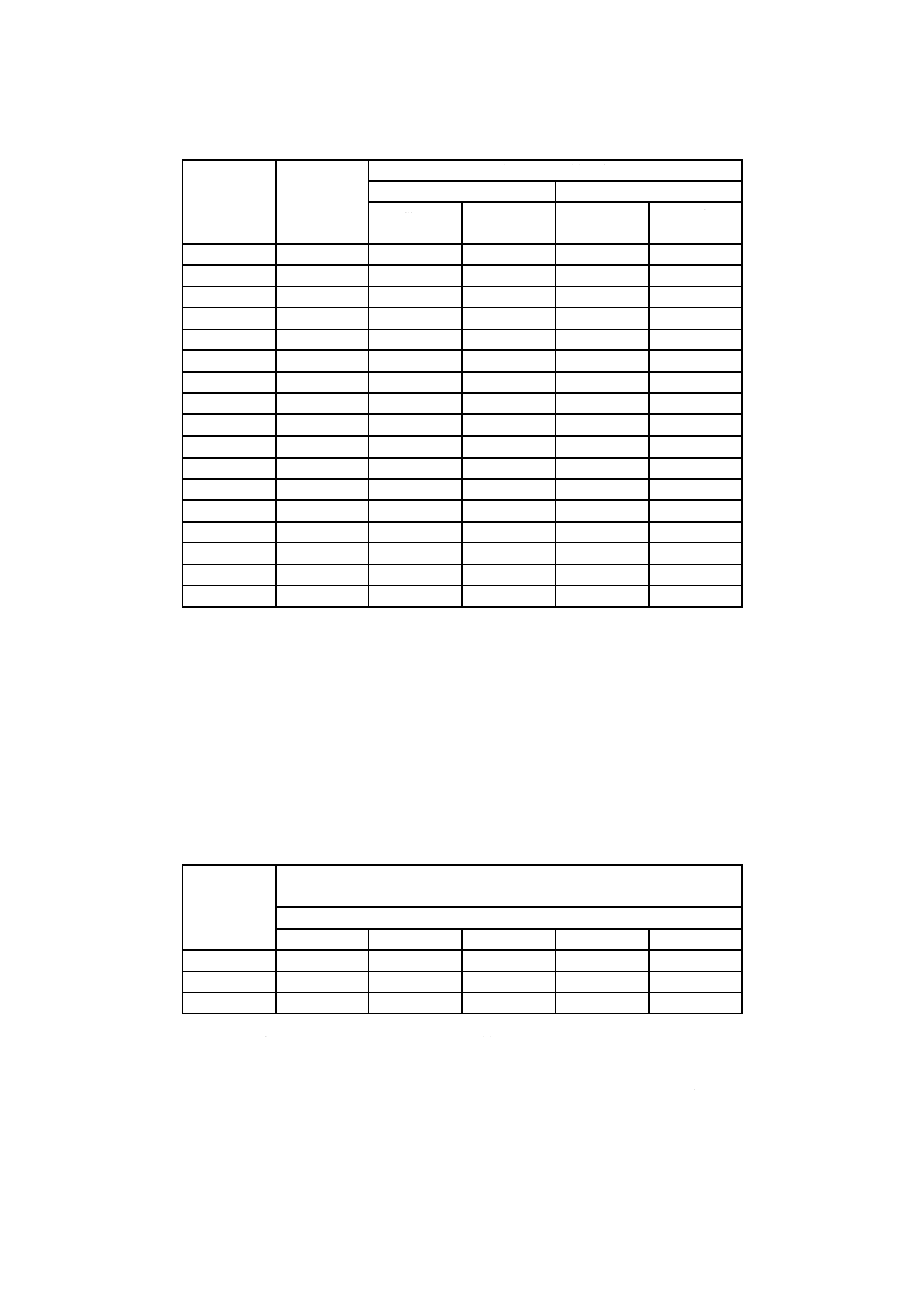
表4−並目ねじのナットの保証荷重試験力
ねじ
の呼び
D
ピッチ
P
保証荷重試験力a),N
強度区分
04
05
5
6
8
9
10
12
M5
0.8
5 400
7 100
8 250
9 500
12 140
13 000
14 800
16 300
M6
1
7 640
10 000
11 700
13 500
17 200
18 400
20 900
23 100
M7
1
11 000
14 500
16 800
19 400
24 700
26 400
30 100
33 200
M8
1.25
13 900
18 300
21 600
24 900
31 800
34 400
38 100
42 500
M10
1.5
22 000
29 000
34 200
39 400
50 500
54 500
60 300
67 300
M12
1.75
32 000
42 200
51 400
59 000
74 200
80 100
88 500
100 300
M14
2
43 700
57 500
70 200
80 500
101 200
109 300
120 800
136 900
M16
2
59 700
78 500
95 800
109 900
138 200
149 200
164 900
186 800
M18
2.5
73 000
96 000
121 000
138 200
176 600
176 600
203 500
230 400
M20
2.5
93 100
122 500
154 400
176 400
225 400
225 400
259 700
294 000
M22
2.5
115 100
151 500
190 900
218 200
278 800
278 800
321 200
363 600
M24
3
134 100
176 500
222 400
254 200
324 800
324 800
374 200
423 600
M27
3
174 400
229 500
289 200
330 500
422 300
422 300
486 500
550 800
M30
3.5
213 200
280 500
353 400
403 900
516 100
516 100
594 700
673 200
M33
3.5
263 700
347 000
437 200
499 700
638 500
638 500
735 600
832 800
M36
4
310 500
408 500
514 700
588 200
751 600
751 600
866 000
980 400
M39
4
370 900
488 000
614 900
702 700
897 900
897 900
1035 000
1171 000
注a) 低ナット(スタイル0)を用いる場合には,完全な負荷能力をもつナットに対する保証荷重試験力よりも低い力
でねじ山がせん断破壊することを考慮する必要がある(附属書A参照)。
7
B 1052-2:2014 (ISO 898-2:2012)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5−細目ねじのナットの保証荷重試験力
ねじの
呼び
D×P
保証荷重試験力a),N
強度区分
04
05
5
6
8
10
12
M8×1
14 900
19 600
27 000
30 200
37 400
43 100
47 000
M10×1.25
23 300
30 600
44 200
47 100
58 400
67 300
73 400
M10×1
24 500
32 200
44 500
49 700
61 600
71 000
77 400
M12×1.5
33 500
44 000
60 800
68 700
84 100
97 800
105 700
M12×1.25
35 000
46 000
63 500
71 800
88 000
102 200
110 500
M14×1.5
47 500
62 500
86 300
97 500
119 400
138 800
150 000
M16×1.5
63 500
83 500
115 200
130 300
159 500
185 400
200 400
M18×2
77 500
102 000
146 900
177 500
210 100
220 300
−
M18×1.5
81 700
107 500
154 800
187 000
221 500
232 200
−
M20×2
98 000
129 000
185 800
224 500
265 700
278 600
−
M20×1.5
103 400
136 000
195 800
236 600
280 200
293 800
−
M22×2
120 800
159 000
229 000
276 700
327 500
343 400
−
M22×1.5
126 500
166 500
239 800
289 700
343 000
359 600
−
M24×2
145 900
192 000
276 500
334 100
395 500
414 700
−
M27×2
188 500
248 000
351 100
431 500
510 900
535 700
−
M30×2
236 000
310 500
447 100
540 300
639 600
670 700
−
M33×2
289 200
380 500
547 900
662 100
783 800
821 900
−
M36×3
328 700
432 500
622 800
804 400
942 800
934 200
−
M39×3
391 400
515 000
741 600
957 900
1123 000
1112 000
−
注a) 低ナット(スタイル0)を用いる場合には,完全な負荷能力をもつナットに対する保証荷重試験力よりも低い力
でねじ山がせん断破壊荷重することを考慮する必要がある(附属書A参照)。
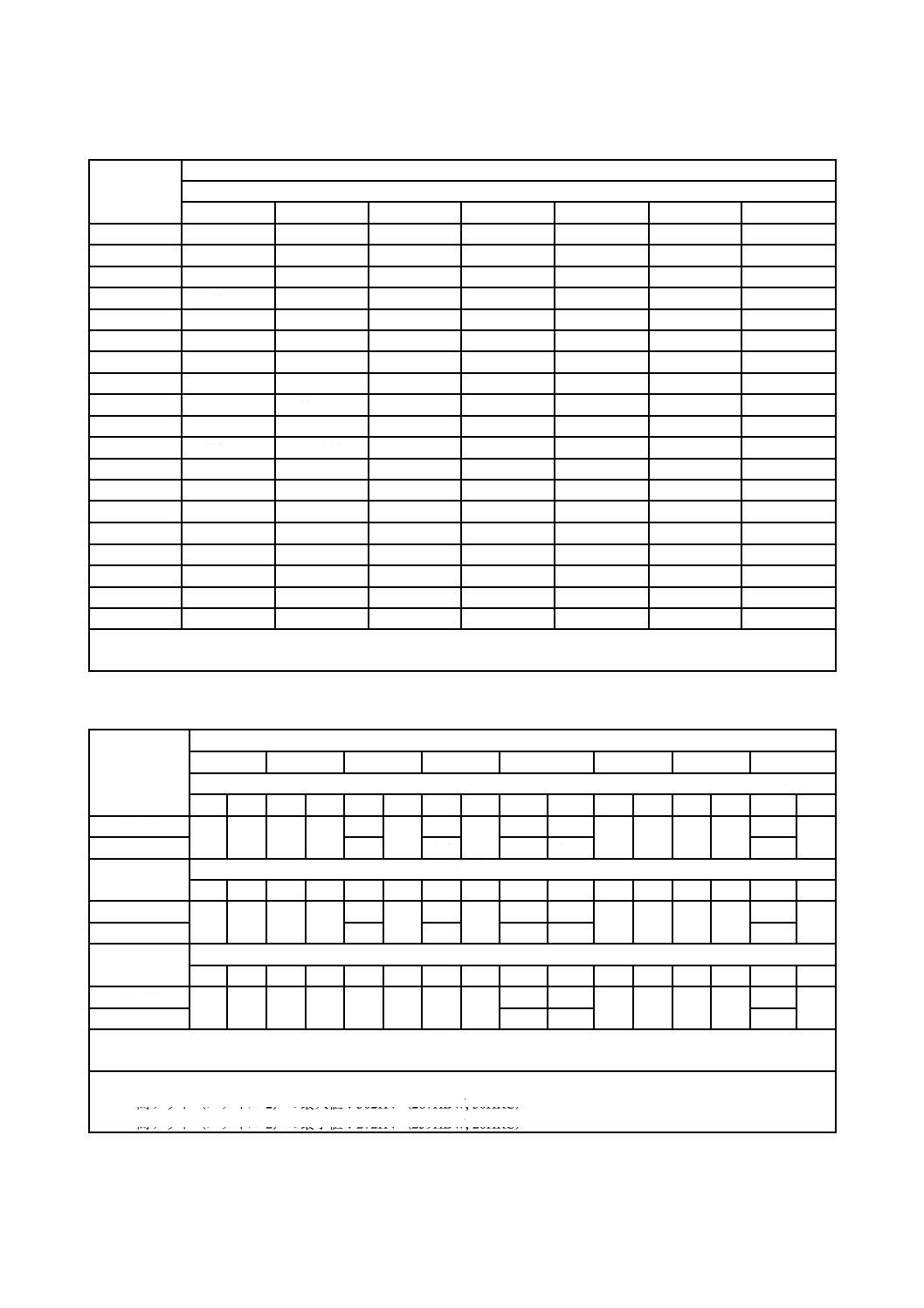
表6−並目ねじのナットの硬さ
ねじの呼び
D
強度区分
04
05
5
6
8
9
10
12
ビッカース硬さ,HV
最小 最大 最小 最大 最小 最大 最小 最大 最小
最大 最小 最大 最小 最大 最小 最大
M5≦D≦M16 188
302
272
353
130
302
150
302
200
302
188
302
272
353
295 c) 353
M16<D≦M39
146
170
233 a) 353 b)
272
ブリネル硬さ,HBW
最小 最大 最小 最大 最小 最大 最小 最大 最小
最大 最小 最大 最小 最大 最小 最大
M5≦D≦M16 179
287
259
336
124
287
143
287
190
287
179
287
259
336
280 c) 336
M16<D≦M39
139
162
221 a) 336 b)
259
ロックウェル硬さ,HRC
最小 最大 最小 最大 最小 最大 最小 最大 最小
最大 最小 最大 最小 最大 最小 最大
M5≦D≦M16
−
30
26
36
−
30
−
30
−
30
−
30
26
36
29 c)
36
M16<D≦M39
−
36 b)
26
表面の健全性は,JIS B 1042に適合しなければならない。
ビッカース硬さ試験を受入れの判定試験方法とする(9.2.4参照)。
注a) 高ナット(スタイル2)の最小値:180HV(171HBW)
b) 高ナット(スタイル2)の最大値:302HV(287HBW; 30HRC)
c) 高ナット(スタイル2)の最小値:272HV(259HBW; 26HRC)
8
B 1052-2:2014 (ISO 898-2:2012)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7−細目ねじのナットの硬さ
ねじの呼び
D×P
強度区分
04
05
5
6
8
10
12
ビッカース硬さ,HV
最小 最大 最小 最大 最小 最大 最小 最大 最小
最大
最小
最大 最小 最大
M8×1≦D≦M16×1.5
188
302
272
353
175
302
188
302
250 a) 353 b) 295 c) 353
295
353
M16×1.5<D≦M39×3
190
233
295
353
260
−
−
ブルネル硬さ,HBW
最小 最大 最小 最大 最小 最大 最小 最大 最小
最大
最小
最大 最小 最大
M8×1≦D≦M16×1.5
179
287
259
336
166
287
179
287
238 a) 336 b) 280 c) 336
280
336
M16×1.5<D≦M39×3
181
221
280
336
247
−
−
ロックウェル硬さ,HRC
最小 最大 最小 最大 最小 最大 最小 最大 最小
最大
最小
最大 最小 最大
M8×1≦D≦M16×1.5
−
30
26
36
−
30
−
30
22,2 a) 36 b)
29 c)
36
29
36
M16×1.5<D≦M39×3
−
−
29,2
36
24
−
−
表面の健全性は,JIS B 1042に適合しなければならない。
ビッカース硬さ試験を受入れの判定試験方法とする(9.2.4参照)。
注a) 高ナット(スタイル2)の最小値:195HV(185HBW)
b) 高ナット(スタイル2)の最大値:302HV(287HBW; 30HRC)
c) 高ナット(スタイル2)の最小値:250HV(238HBW; 22.2HRC)
8
検査
8.1
製造業者による検査
この規格は,製造業者がそれぞれの製造ロットに対して,どの試験を行ったらよいかを指示していない。
適切な工程内検査を選択して実施することは,製造業者の責任である。これらの試験・検査は,JIS B 1092
を参照するのが望ましい。
疑義が生じた場合には,箇条9による試験方法を適用する。
8.2
供給者による検査
供給者は,供給するナットが表3〜表7に規定する機械的及び物理的性質を満足するならば,供給者の
選択する方法(製造業者の定期的な評価,製造業者から試験結果の確認,ナット試験)でナットを検査し
てもよい。
疑義が生じた場合には,箇条9による試験方法を適用する。
8.3
購入者による検査
購入者は,箇条9に指定された試験・検査方法を用いて,供給されたナットを検査してもよい。
疑義が生じた場合には,箇条9による試験方法を適用する。
9
試験方法
9.1
保証荷重試験
9.1.1
一般
保証荷重試験は,次の二つの手順からなる。
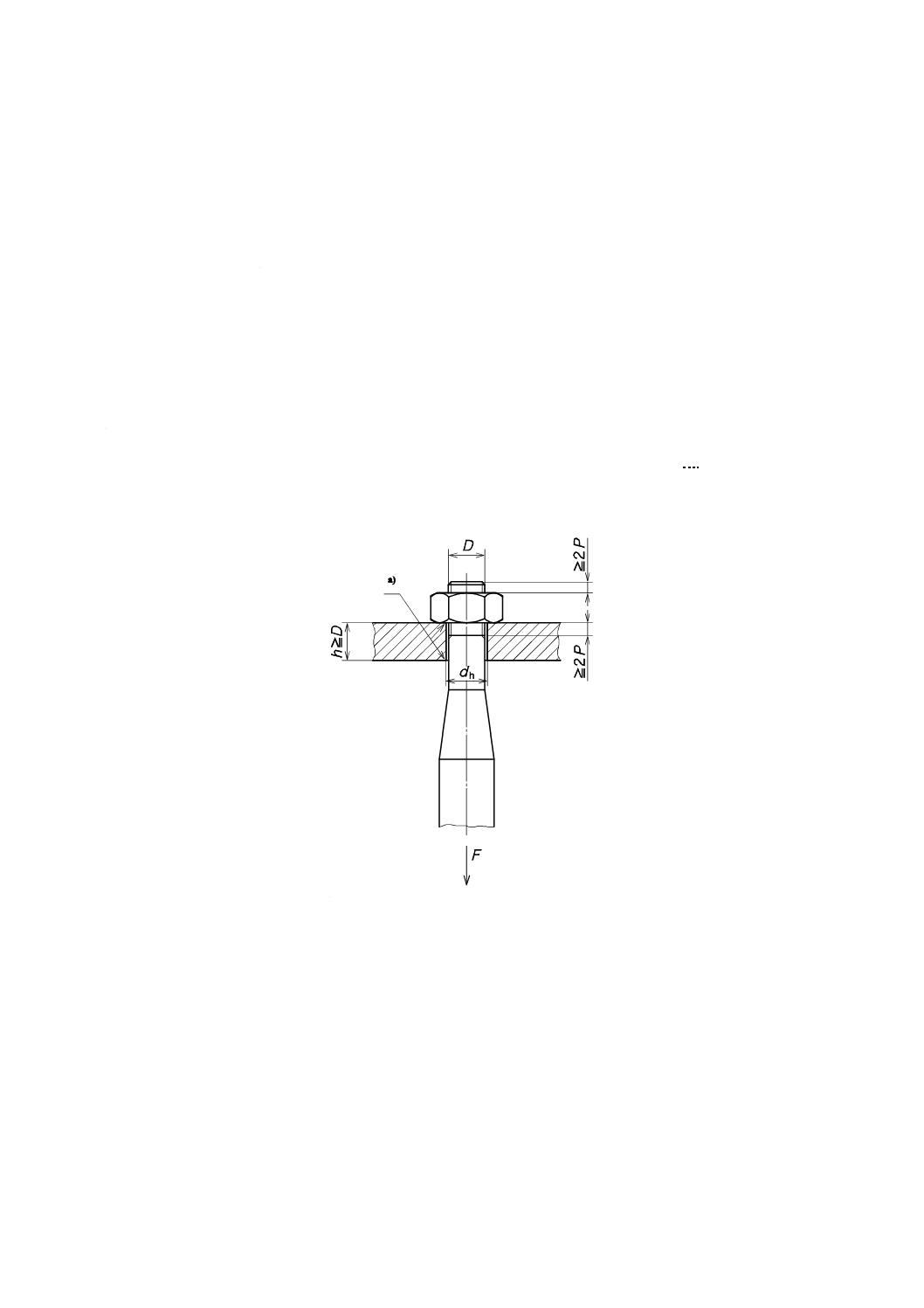
a) 試験用マンドレルを用いて,規定された保証荷重試験力を負荷する(図1及び図2参照)。
b) 保証荷重試験力によってナットのねじ山が損傷したかどうかチェックする。
注記 プリべリングトルク形ナットの保証荷重試験の追加の手順については,JIS B 1056を参照。
9
B 1052-2:2014 (ISO 898-2:2012)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.1.2
適用
この試験は,M5〜M39の並目ねじ及びM8×1〜M39×3の細目ねじの全ての強度区分のナットに適用す
る。
9.1.3
装置
引張試験機は,JIS B 7721の1級又はそれ以上の性能のものとする。ナットに軸方向以外の力が加わら
ないように,例えば,自動調心形の取付具を使用する。
9.1.4
試験器具
供試体取付具及び試験用マンドレルは,次の事項を満足しなければならない。
a) 供試体取付具の硬さ:45HRC以上
b) 供試体取付具の厚さh:1D以上
c) 供試体取付具の穴径dh:表8による。
d) 熱処理したマンドレルの硬さ:45HRC〜50HRC
e) 試験用マンドレルのねじの公差域クラス:ねじの公差域クラスは,5h6gとする(JIS B 0209-3を参照)。
ただし,外径の最大許容寸法は,最小許容寸法に6gの外径公差の1/4を加えた値とする。表B.1及び
表B.2に,ねじの寸法を示す。
注a) 鋭利な角があってはならない。
図1−軸方向引張りによる保証荷重試験
10
B 1052-2:2014 (ISO 898-2:2012)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
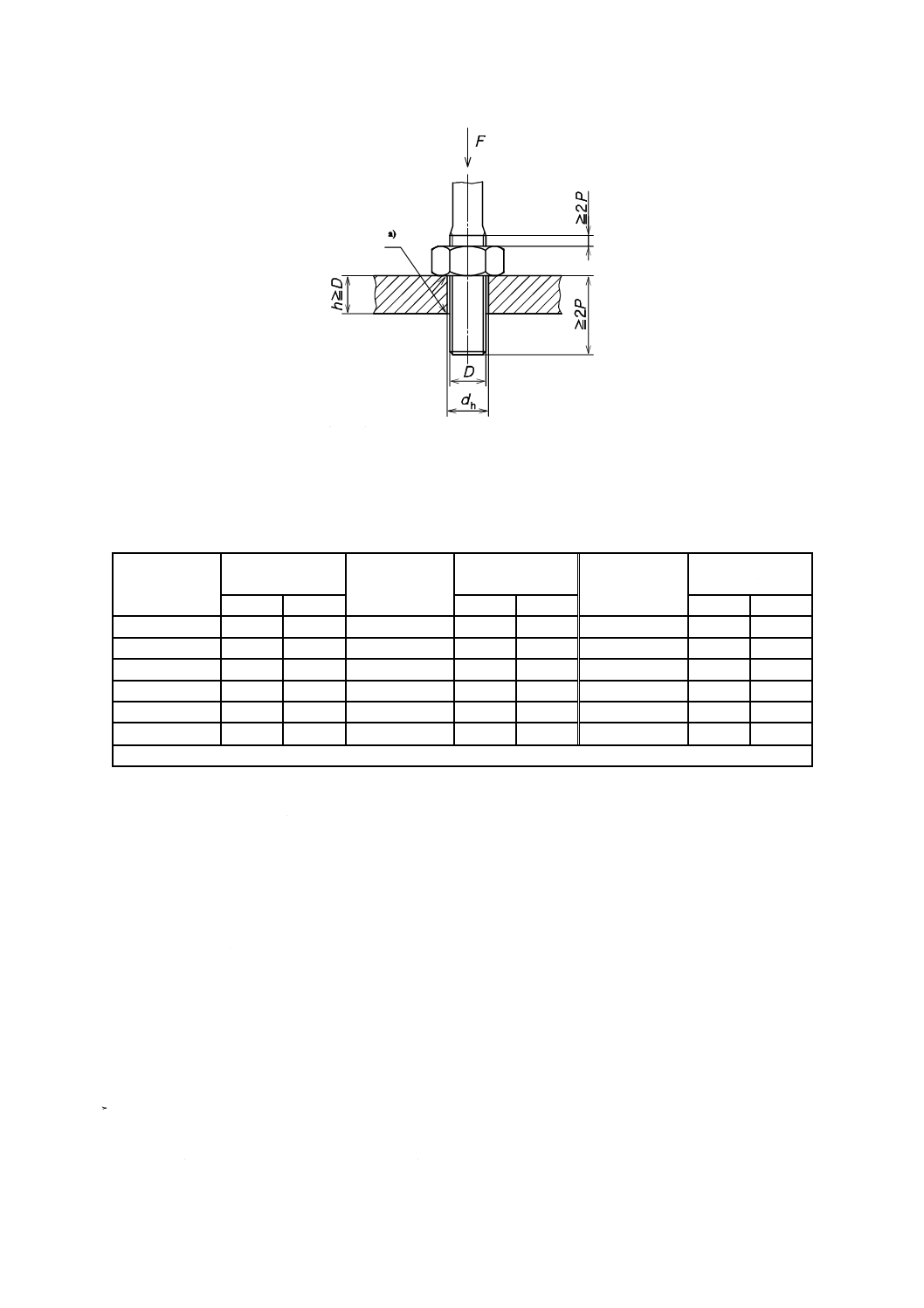
注a) 鋭利な角があってはならない。
図2−軸方向圧縮による保証荷重試験
表8−供試体取付具の穴径
単位 mm
ねじの呼び径
D
穴径
dh a)
ねじの呼び径
D
穴径
dh a)
ねじの呼び径
D
穴径
dh a)
最小
最大
最小
最大
最小
最大
5
5.030
5.115
14
14.050
14.160
27
27.065
27.195
6
6.030
6.115
16
16.050
16.160
30
30.065
30.195
7
7.040
7.130
18
18.050
18.160
33
33.080
33.240
8
8.040
8.130
20
20.065
20.195
36
36.080
36.240
10
10.040
10.130
22
22.065
22.195
39
39.080
39.240
12
12.050
12.160
24
24.065
24.195
−
−
−
注a) dhは,基準寸法をD,公差域クラスをD11として求めた値(JIS B 0401-2参照)。
9.1.5
試験手順
ナットは,受け取った状態で試験する。
ナットは,図1又は図2に示すように試験用マンドレルに取り付ける。
軸方向引張試験又は軸方向圧縮試験は,JIS Z 2241に基づいて行う。試験速度は,無負荷状態における
クロスヘッドの速度で,3 mm/minを超えないように行う。
並目ねじのナットに対して表4,細目ねじのナットに対して表5の保証荷重試験力を負荷した後,15秒
間保持し,その後除荷する。
保証荷重試験力の超過は,最小化するように注意する。
ナットを試験用マンドレルから指で外す。この場合,ナットを戻し初める際に,手動のレンチが必要と
なる場合があるが,レンチの使用は最初の半回転までしか許容されない。
試験用マンドレルのねじ山は,ナットの試験1回ごとに検査する。試験中に試験用マンドレルのねじ山
が損傷を受けた場合には,その試験は無効とし,適合した別の試験用マンドレルを用いて新たに試験を行
う。
9.1.6
試験結果
ナットの破壊又はナットのねじ山のせん断破壊が起こらなかったことを記録する。
11
B 1052-2:2014 (ISO 898-2:2012)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ナットの戻し初めの半回転は手動のレンチを用いてもよいが,その後は指でねじ戻すことができたこと
を記録する。
9.1.7
要求事項
表4又は表5に規定する保証荷重試験力の負荷によって,ナットの破壊又はナットのねじ山のせん断破
壊が生じてはならない。
保証荷重試験力を除荷した後,ナットが指でマンドレルから外すことができなければならない(必要な
場合,初めの半回転までは,手動のレンチを用いてもよい。)。
疑義が生じた場合には,図1による軸方向引張試験を受入判定試験方法とする。
9.2
硬さ試験
9.2.1
適用
この試験は,全てのサイズ及び強度区分のナットに適用する。
9.2.2
試験方法
硬さは,次のビッカース,ブリネル又はロックウェル硬さ試験によって求めることができる。
a) ビッカース硬さ試験は,JIS Z 2244による。
b) ブリネル硬さ試験は,JIS Z 2243による。
c) ロックウェル硬さ試験は,JIS Z 2245による。
9.2.3
試験手順
9.2.3.1
硬さを求める際の試験力
ビッカース硬さ試験の最小試験力は,98 Nとする。
ブリネル硬さ試験の試験力は,30D2/0.102 Nとする。
9.2.3.2
表面で求められる硬さ
日常の検査では,めっき及びその他の表面皮膜を取り除き,適切な準備を施したナットの座面の片側で
硬さ試験を行う。
120°ずつ離れた3か所の硬さを測定し,その平均値を硬さ値とする。
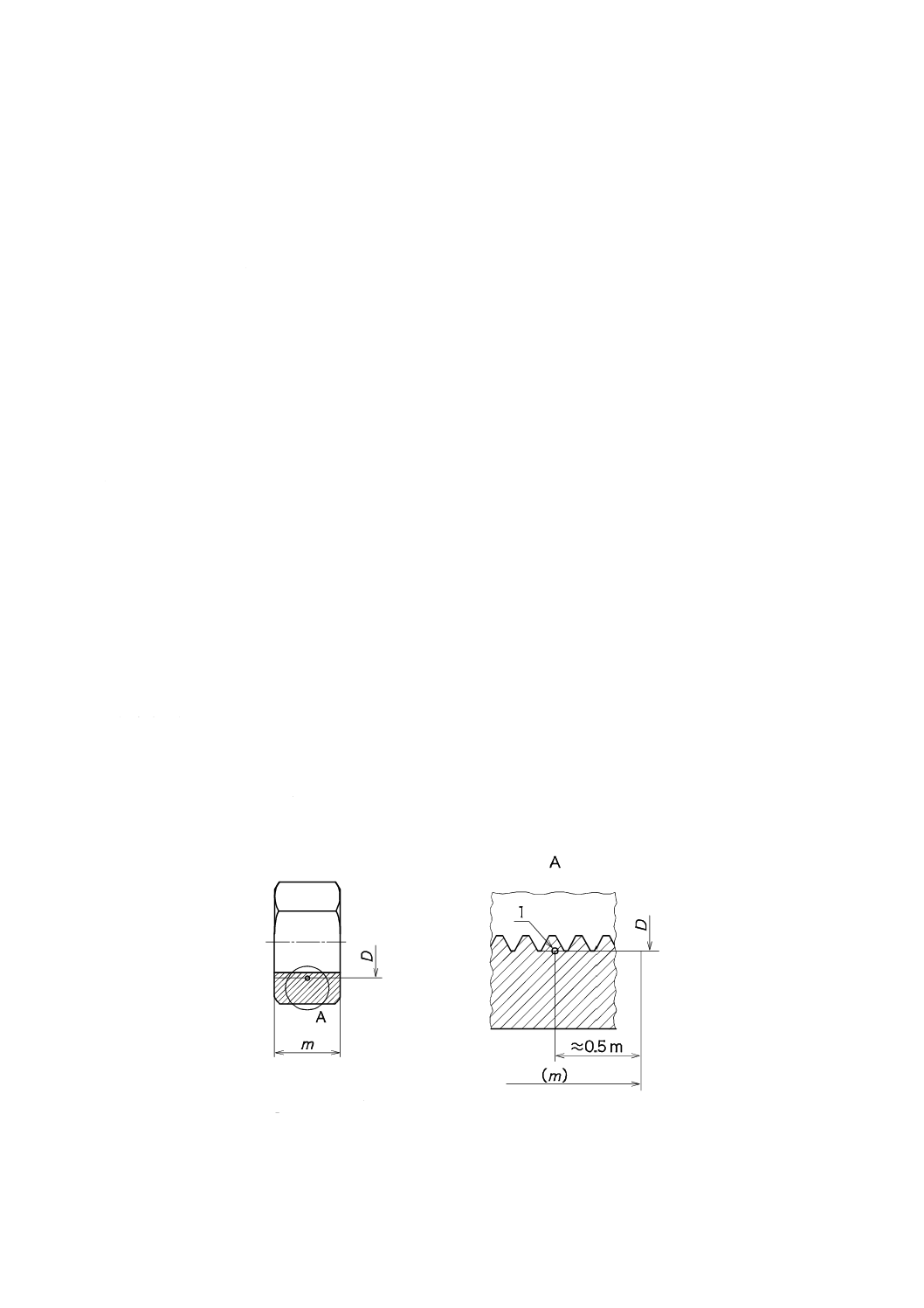
9.2.3.3
軸断面で求められる硬さ
硬さ試験は,ナットの軸線を通る縦断面で行う。測定位置はナットの高さmの1/2程度の位置で,でき
るだけナットの谷の径に近い位置とする(図3参照)。
1
硬さの測定位置
図3−ナットの高さの中央部分における硬さの測定位置
12
B 1052-2:2014 (ISO 898-2:2012)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.2.4
要求事項
9.2.4.1
焼入焼戻しを施したナット
9.2.3.2による表面で求められる硬さは,並目ねじに対しては表6,細目ねじに対しては表7に規定する
要求事項を満足しなければならない。
疑義が生じた場合は,次による。
a) 9.2.3.2による表面で求められる硬さに対しては,試験力98 N(HV10)のビッカース硬さ試験を判定
試験方法とし,表6又は表7に規定する要求事項を満足しなければならない。
b) 9.2.3.3による軸断面で求めるナットの高さの中央部の硬さに対しては,ビッカース硬さ試験を判定試
験方法とし,表6又は表7に規定する要求事項を満足しなければならない。
9.2.4.2
焼入焼戻しを施さないナットの硬さ
焼入焼戻しを施さないナットの硬さは,表6又は表7による最大値を超えてはならない。
疑義が生じた場合の判定試験方法は,9.2.3.3によるビッカース硬さ試験とする。
9.1.7による保証荷重試験の要求事項を満足している場合には,9.2.3.2又は9.2.3.3によって試験を行った
とき,最小硬さの要求事項を満足しない場合であっても,それをロット棄却の理由としてはならない。
9.3
表面の健全性試験
表面の健全性に対する試験は,JIS B 1042による。
10 表示
10.1 一般
この規格の全ての要求事項を満足したナットにだけ4.2で規定する強度区分の表し方を適用し,それら
は,10.2〜10.6に従って表示しなければならない。
製造業者の判断で,表9で規定する時計方式による記号を用いてもよい。
10.2 製造業者の識別記号
製造業者の識別記号は,強度区分を表示する全てのナットに対して,製造工程中に施さなければならな
い。強度区分の表示を施さないナットでも,製造業者の識別記号の表示を施すことを推奨する。
販売業者独自の識別表示が施されたナットに対しては,この販売業者を製造業者とみなす。
10.3 強度区分の表示
10.3.1 一般
10.3.2〜10.5による強度区分の表示記号は,この規格に従って製造された全てのナットに適用し,製造時
にくぼみ加工又は刻印によって表示しなければならない。
10.3.2 並高さナット(スタイル1)及び高ナット(スタイル2)
並高さナット(スタイル1)及び高ナット(スタイル2)の強度区分の表示記号は,表9の第2欄による。
小さなナット又は表示場所が小さい場合には,表9の第3欄の時計式表示記号を用いる。
13
B 1052-2:2014 (ISO 898-2:2012)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
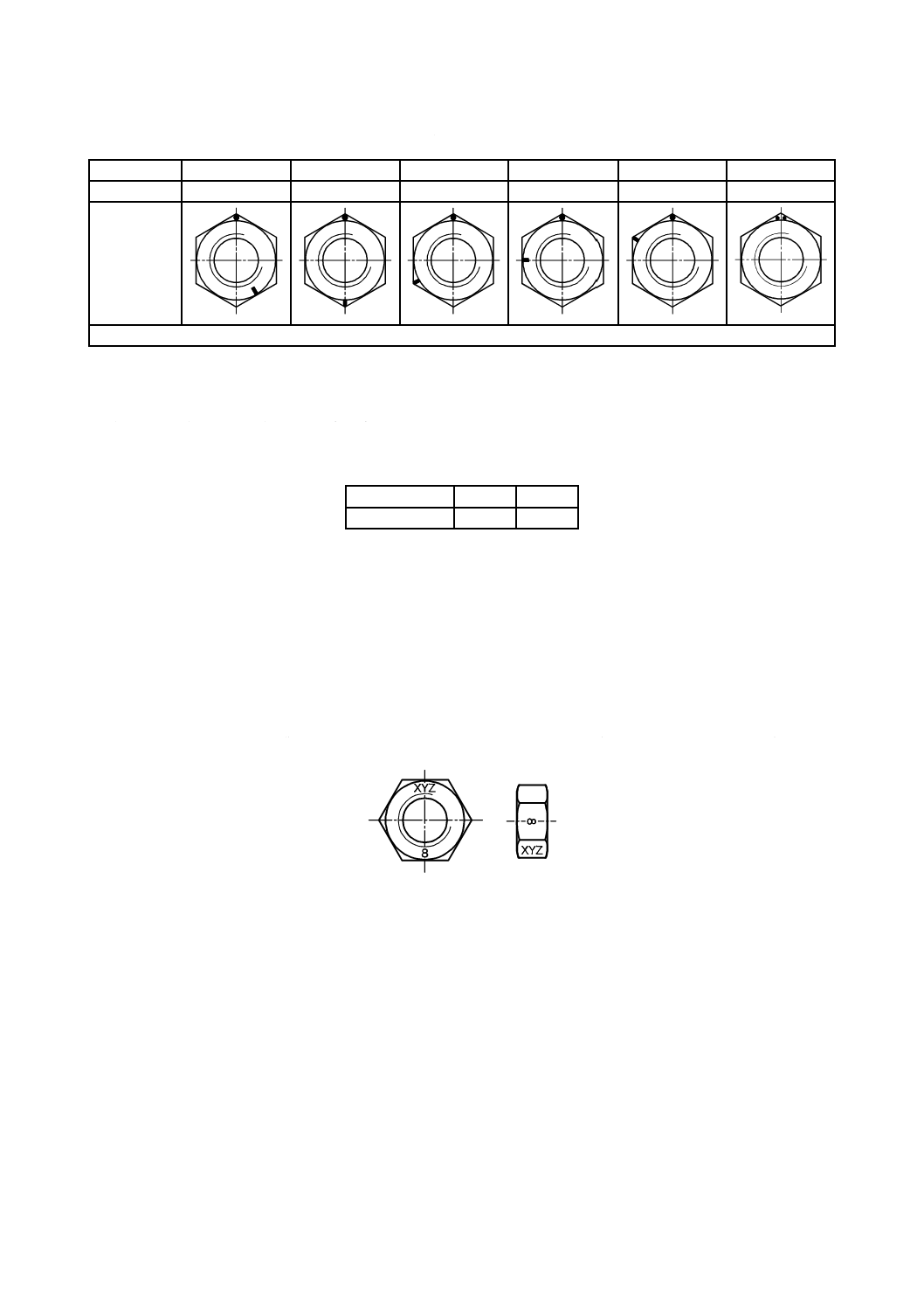
表9−並高さナット(スタイル1)及び高ナット(スタイル2)の強度区分の表示記号
強度区分
5
6
8
9
10
12
表示記号
5
6
8
9
10
12
数字による
表示記号の
代わりに用
いる時計方
式による表
示記号a)
注a) 12時の位置(基準マーク)は,製造業者の識別番号又は丸点で表示する。
10.3.3 低ナット(スタイル0)
低ナット(スタイル0)の強度区分の表示記号は,表10による。
低ナット(スタイル0)には,時計式表示を用いない。
表10−低ナット(スタイル0)の強度区分の表示記号
強度区分
04
05
表示記号
04
05
10.4 識別
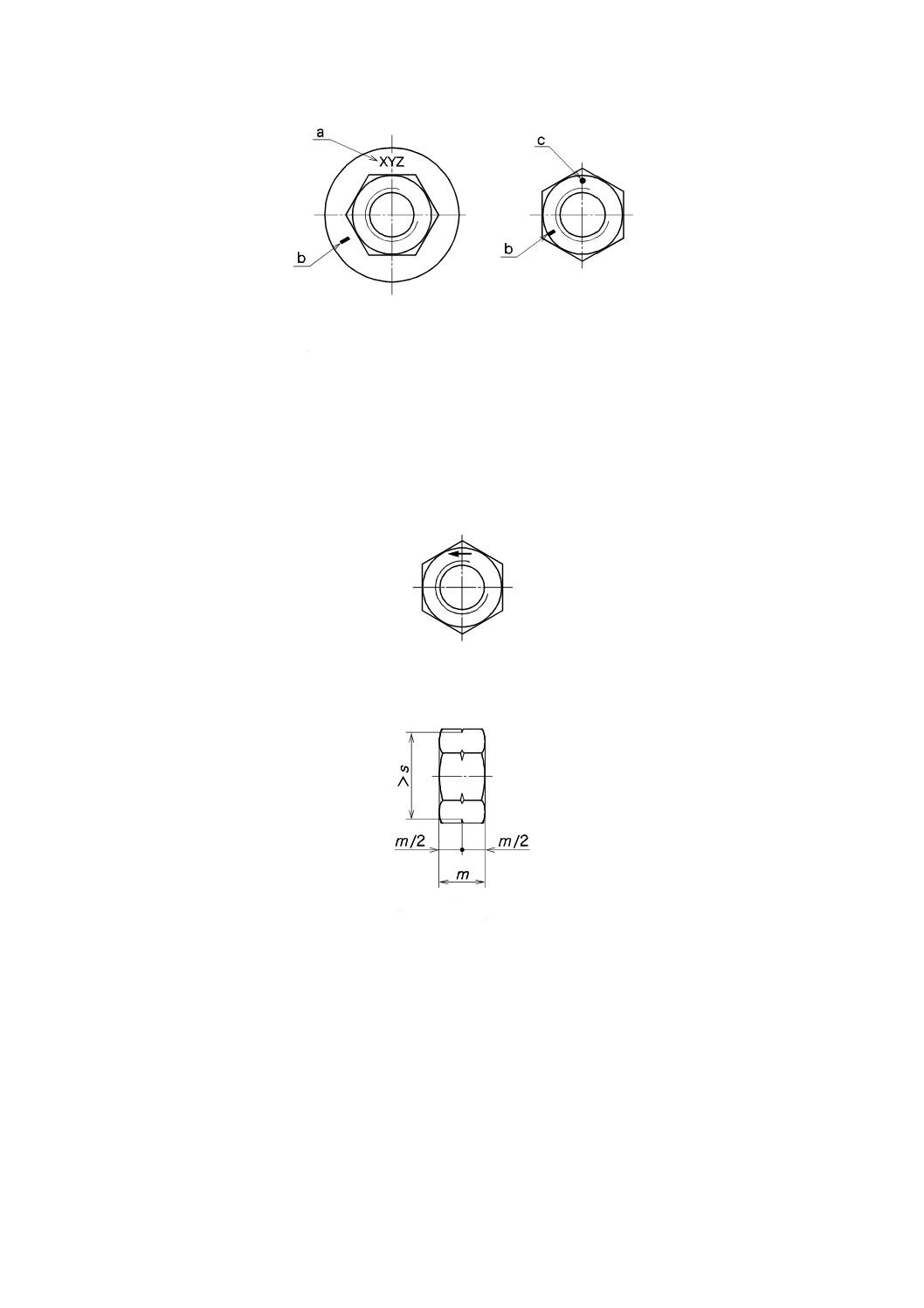
10.4.1 六角ナット
六角ナット(フランジ付きナット,プリべリング形などを含む。)の場合には,強度区分及び製造業者識
別記号を表示する。図4及び図5に例を示す。
表示は,全ての強度区分のナットに施す。
表示は,ナットの側面又は座面にくぼみ加工又は刻印で施すか,外周の面取り部に浮出しで施す。浮出
しの場合,表示が座面より突き出してはならない。
フランジ付きナットで,製造工程中にナットの頂面に表示できない場合には,フランジ上面に施す。
図4−数字による表示記号の例
14
B 1052-2:2014 (ISO 898-2:2012)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a
製造業者の識別記号
b
強度区分
c
丸点は製造業者の識別記号に代えてもよい。
図5−時計方式による表示記号(代替記号)の例
10.4.2 ほかの種類のナット
購入者から要求があった場合,ほかの種類のナットについても10.4.1と同様の表示方法を用いる。
10.5 左ねじの表示
左ねじのナットには,座面のいずれか一つの面に図6の矢印記号をくぼみ加工で表示する。
図6−左ねじの表示
左ねじには,図7のような切欠きによる表示を用いてもよい。
s
二面幅
m ナットの高さ
図7−切欠きによる左ねじの表示
10.6 包装の表示
全ての種類の全てのサイズのナットに対して,個々の包装には,表示を施す(例えば,ラベルによって)。
包装の表示には,JIS B 1092に規定する製造ロット番号,製造業者及び/又は販売業者の識別,並びに
表9又は表10による強度区分の表示記号を含めなければならない。
15
B 1052-2:2014 (ISO 898-2:2012)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
ナットの設計原理
A.1 ナットの設計の基本原理
ねじ締結体は,基本的に二つの(被締結)部材からなり,それらの一端に取り付けられるおねじ部品(ボ
ルト又は小ねじ)と他端に取り付けられるめねじ部品又はナットによって締め付けられる。
JIS B 1051に規定する所定の強度区分のボルト,小ねじ又は植込みボルト,及びこの規格に従ってそれ
らと組み合わせることのできる強度区分の並高さナット又は高ナットで締結される最適なねじ締結体では,
ボルトの強度を最大限利用することで,最大の締付け力を作用させることができる。締め過ぎの場合,破
壊はボルトの遊びねじ部で起こり,それは締付け時の破損の明らかな目印となる。
ボルト・ナット結合体に引張力が作用する場合,その破壊モードは,次の3種類の破壊荷重のうち,最
も小さい値となるものと対応している。
a) ナットねじ山のせん断破壊(ストリッピング)荷重
b) ボルト,小ねじ又は植込みボルトのねじ山のせん断破壊(ストリッピング)荷重
c) ボルト,小ねじ又は植込みボルトの破断荷重(ボルトの破断は,ボルト・ナット結合体に過大な負荷
(引張力)が作用した場合に意図される破壊モードである)
これら3種類の荷重は,主として次の要因に依存する。
− ナットの硬さ,有効な完全ねじ部の長さ,直径,ピッチ,及びねじの公差域クラス
− ボルトの硬さ,直径,ピッチ及びねじの公差域クラス
さらに,これら3種類の破壊荷重は,互いに関連している。例えば,ボルトの硬さを増加させると,ナ
ットのせん断破壊荷重を増加させることができる。硬さは,ナットの機能を左右するじん(靭)性とも関
連しているため,それぞれの強度区分で,硬さの上限を規定する。
種々の条件下でのせん断破壊荷重を計算するための論理的な基礎事項は,Alexanderの論文[12]で構築され
た。広範囲な実験は,現実的な結果を提示し,Alexander理論の正しさを示した。有限要素法(FEM)を基
にした計算を含む実際的な研究[13]によって,Alexander理論が確認されている。
3種類のスタイルのナット(4.1参照)は,その高さによって区別している。このことによって,製造業
者がある特定の強度区分のナットを作る際に,要求する性質を満足させるために,少ない材料で焼入焼戻
しを施す方法及びより多くの材料を使って追加の熱処理を行わない方法の2種類を選択できる(表A.1参
照)。
ナットの設計原理に関する詳細な技術情報については,ISO/TR 16224を参照。
16
B 1052-2:2014 (ISO 898-2:2012)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
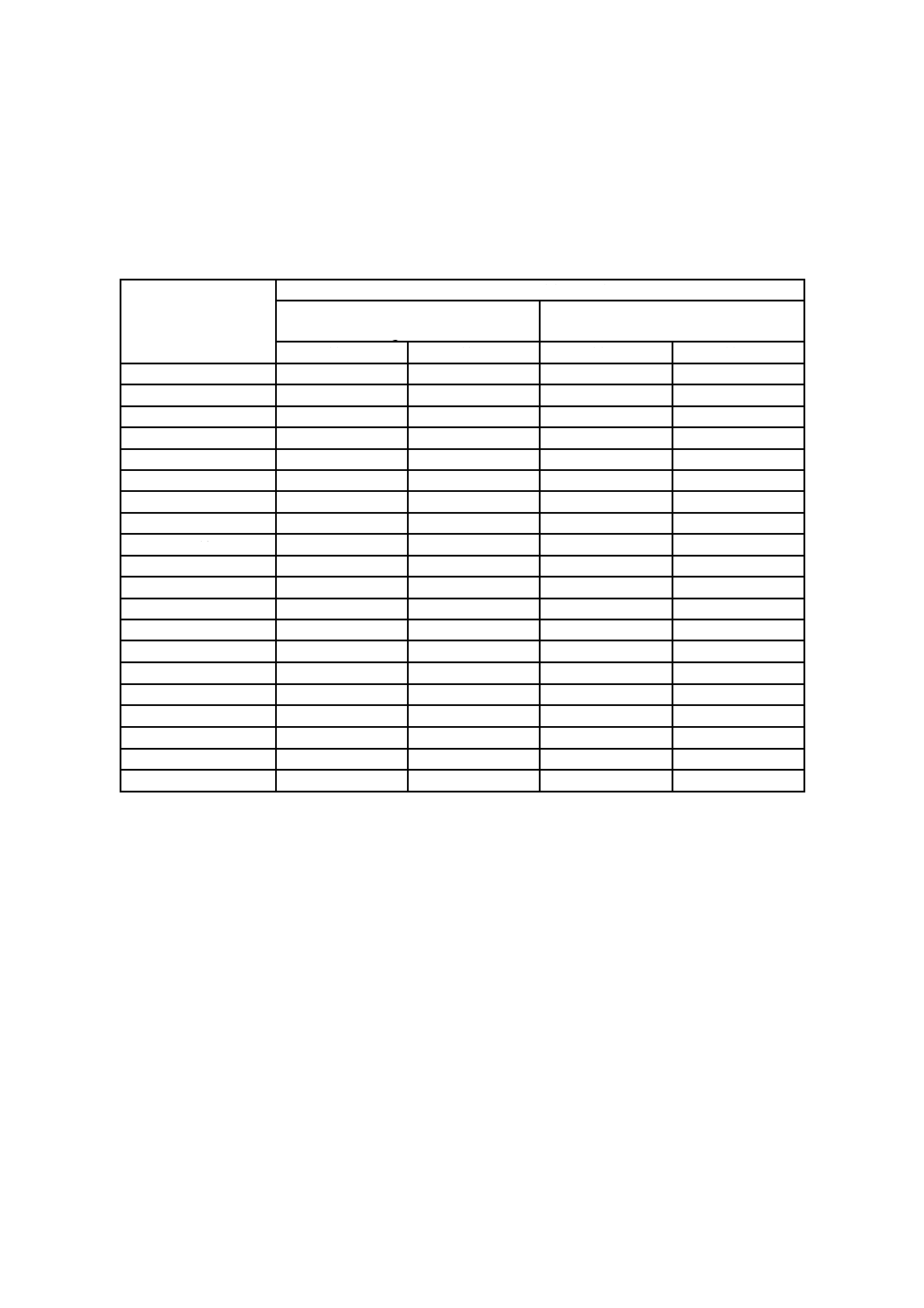
表A.1−六角ナットの最小高さ
ねじの呼び
D
二面幅
s
mm
六角ナットの最小高さ
並高さナット(スタイル1)
高ナット(スタイル2)
mmin
mm
mmin/D
mmin
mm
mmin/D
M5
8
4.40
0.88
4.80
0.96
M6
10
4.90
0.82
5.40
0.90
M7
11
6.14
0.88
6.80
0.98
M8
13
6.44
0.81
7.14
0.90
M10
16
8.04
0.80
8.94
0.89
M12
18
10.37
0.86
11.57
0.96
M14
21
12.10
0.86
13.40
0.96
M16
24
14.10
0.88
15.70
0.98
M18
27
15.10
0.84
16.90
0.94
M20
30
16.90
0.85
19.00
0.95
M22
34
18.10
0.82
20.50
0.93
M24
36
20.20
0.84
22.60
0.94
M27
41
22.50
0.83
25.40
0.94
M30
46
24.30
0.81
27.30
0.91
M33
50
27.40
0.83
30.90
0.94
M36
55
29.40
0.82
33.10
0.92
M39
60
31.80
0.82
35.90
0.92
A.2 M 5未満及びM 39を超えるサイズのナット
ボルト・ナット結合体の機械的性質は,JIS B 1181に規定する六角ナットの寸法に基づいて,M 5〜M 39
のサイズの締結用ねじ部品について最適化されている。一般に,小さいサイズのボルト・ナット結合体で
は,P/Dの値が大きくなるため,より低い硬さ及び/又はより小さいナット高さ比(m/D)でよい。
ただし,JIS B 1181で規定するM 5未満のナットは,最小ナット高さmminが0.8D未満であり,Alexander
理論による設計原理に従うには低すぎるため,これらのナットが,ねじ山のせん断破壊のモードを避ける
ためには,より高い値の硬さが必要となる(表A.2参照)。
表A.2−M 5未満のサイズの並高さナット(スタイル1)に対して推奨される最小ビッカース硬さ
ねじ
D
ナットの最小ビッカース硬さ
HV
強度区分
5
6
8
10
12
M3
151
178
233
284
347
M3.5
157
184
240
294
357
M4
147
174
228
277
337
また,JIS B 1181で規定するM 39を超えるナットは,最小ナット高さmminが0.8D未満であり,Alexander
理論による設計原理に従うには低すぎるため,この規格では,これらのナットの機械的性質を定義してお
らず,JIS B 1181でも強度区分が規定されていない(機械的性質は,受渡当事者間の協定による。)。
17
B 1052-2:2014 (ISO 898-2:2012)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
保証荷重試験用マンドレルのねじの許容限界寸法
表B.1−保証荷重試験用マンドレルのねじの許容限界寸法−並目ねじ
ねじの呼び
D
マンドレル(並目ねじ)
外径
(公差域クラス6gの下から1/4の範囲)
有効径
(公差域クラス5h)
最大
最小
最大
最小
M3
2.901
2.874
2.675
2.615
M3.5
3.385
3.354
3.110
3.043
M4
3.873
3.838
3.545
3.474
M5
4.864
4.826
4.480
4.405
M6
5.839
5.794
5.350
5.260
M7
6.839
6.794
6.350
6.260
M8
7.813
7.760
7.188
7.093
M10
9.791
9.732
9.026
8.920
M12
11.767
11.701
10.863
10.745
M14
13.752
13.682
12.701
12.576
M16
15.752
15.682
14.701
14.576
M18
17.707
17.623
16.376
16.244
M20
19.707
19.623
18.376
18.244
M22
21.707
21.623
20.376
20.244
M24
23.671
23.577
22.051
21.891
M27
26.671
26.577
25.051
24.891
M30
29.628
29.522
27.727
27.557
M33
32.628
32.522
30.727
30.557
M36
35.584
35.465
33.402
33.222
M39
38.584
38.465
36.402
36.222
18
B 1052-2:2014 (ISO 898-2:2012)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.2−保証荷重試験用マンドレルのねじの許容限界寸法−細目ねじ
ねじの呼び
D×P
マンドレル(細目ねじ)
外径
(公差域クラス6gの下から1/4の範囲)
有効径
(公差域クラス5h)
最大
最小
最大
最小
M8×1
7.839
7.794
7.350
7.260
M10×1.25
9.813
9.760
9.188
9.093
M10×1
9.839
9.794
9.350
9.260
M12×1.5
11.791
11.732
11.026
10.914
M12×1.25
11.813
11.760
11.188
11.082
M14×1.5
13.791
13.732
13.026
12.911
M16×1.5
15.791
15.732
15.026
14.914
M18×2
17.752
17.682
16.701
16.569
M18×1.5
17.791
17.732
17.026
16.914
M20×2
19.752
19.682
18.701
18.569
M20×1.5
19.791
19.732
19.026
18.914
M22×2
21.752
21.682
20.701
20.569
M22×1.5
21.791
21.732
21.026
20.914
M24×2
23.752
23.682
22.701
22.569
M27×2
26.752
26.682
25.701
25.569
M30×2
29.752
29.682
28.701
28.569
M33×2
32.752
32.682
31.701
31.569
M36×3
35.671
35.577
34.051
33.891
M39×3
38.671
38.577
37.051
36.891
19
B 1052-2:2014 (ISO 898-2:2012)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
[1] JIS B 0205-4 一般用メートルねじ−第4部:基準寸法
[2] JIS B 0209-3 一般用メートルねじ−公差−第3部:構造体用ねじの寸法許容差
[3] JIS B 0401-2 寸法公差及びはめあいの方式−第2部:穴及び軸の公差等級並びに寸法許容差の表
[4] JIS B 1048 締結用部品−溶融亜鉛めっき
[5] JIS B 1056 プリベリングトルク形鋼製ナット−機械的性質及び性能
[6] JIS B 1084 締結用部品−締付け試験方法
[7] JIS B 1181 六角ナット
[8] ISO/TR 16224,Technical aspects of nut design
[9] EN 10269,Steels and nickel alloys for fasteners with specified elevated and/or low temperature properties
[10] ASTM A320/A320M,Standard Specification for Alloy-Steel and Stainless Steel Bolting for
Low-Temperature Service
[11] ASTM F2281,Standard Specification for Stainless Steel and Nickel Alloy Bolts, Hex Cap Screws, and Studs,
for Heat Resistance and High Temperature Applications
[12] Alexander, E.M., Analysis and design of threaded assemblies. 1977 SAE Transactions, Paper No. 770420
[13] Hagiwara. M., Hiroaki, S. Verification of the Design Concept in Bolt/Nut Assemblies for the revision of ISO
898-2 and ISO 898-6, Journal of Advanced Mechanical Design, Systems, and Manufacturing, vol.1, no. 5,
2007, pp. 755−762.