B 1047:2006 (ISO 16048:2003)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本ねじ研究協会(JFRI)/財団法人日本規格
協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の
審議を経て,経済産業大臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 16048:2003,Passivation of
corrosion-resistant stsinless-steel fastenersを基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS B 1047には,次に示す附属書がある。
附属書A(参考)不動態
B 1047:2006 (ISO 16048:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 2
4. 不動態化 ························································································································ 2
4.1 不動態化前の酸洗い ······································································································· 2
4.2 不動態化の工程 ············································································································· 2
5. 不動態化の確認 ··············································································································· 3
附属書A(参考)不動態 ········································································································ 4
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1047:2006
(ISO 16048:2003)
耐食ステンレス鋼製締結用部品の不動態化
Passivation of corrosion-resistant stainless-steel fasteners
序文 この規格は,2003年に第1版として発行されたISO 16048,Passivation of corrosion-resistant
stsinless-steel fastenersを翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本工業規格
である。
この規格の制定を準備するに当たっては,ステンレス鋼又はそれを用いた製品を製造するときに,クロ
ム酸化皮膜が急速に形作られるという事実に特に注目した。その皮膜は非常に薄い酸化物であるが,不動
態化によって膜厚を増すことができる。その皮膜厚さは,約0.002 μmである。
1. 適用範囲 この規格は,耐食ステンレス鋼製締結用部品の不動態化に一般的に用いられる方法につい
て規定する。
なお,活性態―不動態―過不動態金属の代表的なアノード溶解挙動を,附属書Aに示す。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 16048:2003,Passivation of corrosion-resistant stsinless-steel fasteners (IDT)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 1054-1 耐食ステンレス鋼製締結用部品の機械的性質―第1部:ボルト,ねじ及び植込みボルト
備考 ISO 3506-1:1997 Mechanical properties of corrosion-resistant stainless-steel fasteners−Part 1:
Bolts,screws and studsが,この規格と一致している。
JIS B 1054-2 耐食ステンレス鋼製締結用部品の機械的性質―第2部:ナット
備考 ISO 3506-2:1997 Mechanical properties of corrosion-resistant stainless-steel fasteners−Part 2:
Nutsが,この規格と一致している。
JIS B 1054-3 耐食ステンレス鋼製締結用部品の機械的性質―第3部:引張力を受けない止めねじ及び
類似のねじ部品
備考 ISO 3506-3:1997 Mechanical properties of corrosion-resistant stainless-steel fasteners−Part 3:Set
screws and similar fasteners not under tensile stressが,この規格と一致している。
JIS B 1054-4 耐食ステンレス鋼製締結用部品の機械的性質―第4部:タッピンねじ
備考 ISO 3506-4:2003 Mechanical properties of corrosion-resistant stainless-steel fasteners−Part 4:
Tapping screwsが,この規格と一致している。
2
B 1047:2006 (ISO 16048:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 定義 この規格で用いる主な用語の定義は,次による。
3.1
不動態化 (passivation) すべての鋼種のステンレス鋼表面において,自然に生じる高濃度クロム酸化
皮膜の厚さを増加させる化学的処理。
3.2
不動態 (passivity) 化学的に安定な,ステンレス鋼の表面状態。
4. 不動態化
4.1
不動態化前の酸洗い 不動態化の前に行う浴槽での酸洗いは,表1に示すものから選択するのがよ
い。
締結用部品は,酸洗いの前に脱脂及び洗浄を行うものとする。
表 1 酸洗い浴槽
鋼種区分(1)
薬液
濃度(3)
体積%
温度(3)
℃
新液浴槽浸せき時間(3)
分
A2
A3
A4
A5
C3(2)
F1
HNO3
20〜30
20〜60
10〜30
H2SO4
8〜11
60〜80
5〜30
A1
C1(2)
C4(2)
HNO3
10〜15
20〜60
10〜30
H2SO4
8〜11
60〜80
5〜30
注(1) 鋼種区分は,JIS B 1054-1,JIS B 1054-2,JIS B 1054-3及びJIS B 1054-4による。
(2) 酸洗いに先立ち,水素ぜい化の危険を減少させるため,熱間鍛造したC1,C3及びC4の締結用部品は,最軟
状態になるまでの軟化焼鈍を行った後,ショットピーニングを行わなければならない。軟化焼鈍又は研削し
たC1,C3及びC4の素材で造られた締結用部品の場合には,ショットピーニングだけでもよい。
(3) もし,必要ならば濃度,温度及び浸せき時間を,規定外の値に調整してもよい。
4.2
不動態化の工程 締結用部品は,酸洗いの後,表2の中から選択した浴槽で不動態化を行わなけれ
ばならない。
3
B 1047:2006 (ISO 16048:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 2 不動態化浴槽
鋼種区分(1)
薬液
濃度(5)
体積%
温度(5)
℃
一般的な浸せき時間
分
A2,A3,A4,A5
C3
F1
HNO3
20〜50
20〜40
10〜30
A1
C1
C4
HNO3(4)
25〜35
15〜40
A1
HNO3+Na2Cr2O7・2H2O(5)
15〜25
C4
HNO3+Na2Cr2O7・2H2O(5)
2〜6
注(1) 表1の注(1)参照。
(4) できるだけこの浴槽を使用する。
(5) 高炭素ステンレス鋼及び快削ステンレス鋼の変色又は腐食を最小化するために,Na2Cr2O7・2H2O を添加して
もよい。
5. 不動態化の確認 不動態化についての判定試験方法は知られていない。そのため,不動態化の確認は,
製造業者の品質保証システムによって行う。
4
B 1047:2006 (ISO 16048:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考)不動態
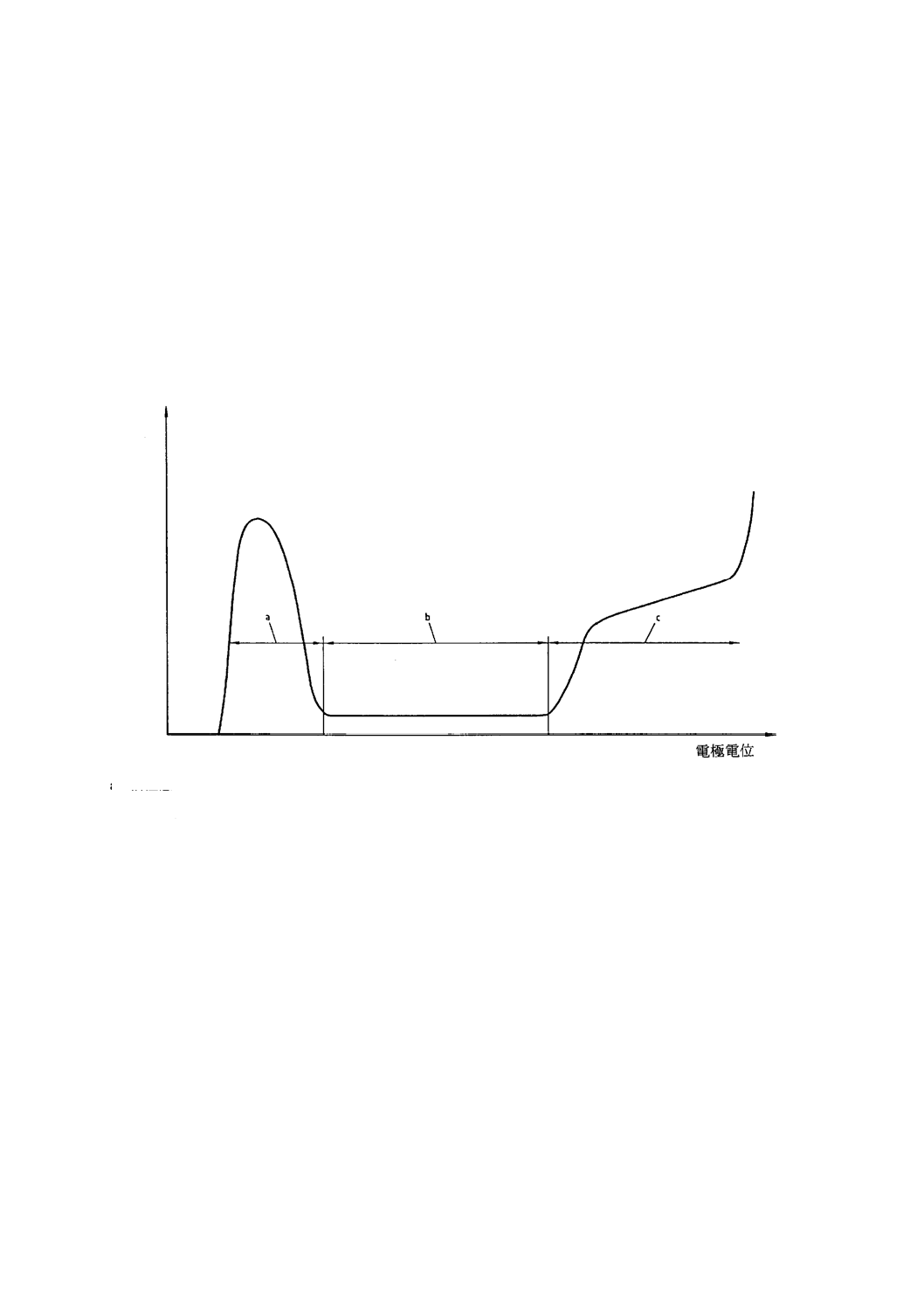
図A.1に,活性態―不動態―過不動態金属の代表的な挙動を図解する。金属は,初期において非不動態
金属に類した挙動を示す。すなわち,電極電位が高くなるにつれ,その金属はよく知られたTafelの挙動
に従い,そして溶解率は指数関数的に増加する。この領域が,活性態領域である。さらに,貴電位がより
高くなると,溶解率は非常に小さい値に低下し,かなり広い電位領域で,本質的に電位の影響を受けない
値にとどまる。これが不動態領域である。最終的に,非常に高い貴電位状態では,電位の増加に伴い,溶
解率は再び増加する。これが過不動態領域である。
a 活性態
b 不動態
c 過不動態
d 対数目盛
図 A.1 活性態−不動態−過不動態金属の代表的なアノード溶解挙動
電
流
密
度
d