B 0955-1:2020 (ISO 14955-1:2017)
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 2
3 用語及び定義··················································································································· 2
4 使用段階におけるエネルギー効率の制約 ··············································································· 5
5 工作機械の設計・開発への環境側面の組込み(エネルギー効率の高い工作機械の設計手法) ·········· 6
5.1 一般 ···························································································································· 6
5.2 到達目標及び潜在的な利益 ······························································································ 6
5.3 戦略に関する検討課題 ···································································································· 7
5.4 経営層の検討課題 ·········································································································· 7
5.5 工作機械の設計・開発プロセス ························································································ 7
6 工作機械及びその機能······································································································· 8
6.1 一般 ···························································································································· 8
6.2 システム境界 ················································································································ 9
6.3 一般化した工作機械の機能 ····························································································· 10
6.4 関連する工作機械の機能及び構成要素 ·············································································· 15
6.5 達成された結果 ············································································································ 16
6.6 効率の評価 ·················································································································· 17
7 エネルギー効率の高い工作機械の設計手法 ··········································································· 17
8 結果の報告及び監視········································································································· 18
附属書A(参考)工作機械のエネルギー効率改善策一覧 ····························································· 20
附属書B(参考)エネルギー効率の高い工作機械の設計手法の適用例 ··········································· 30
附属書C(参考)運転状態 ···································································································· 35
参考文献 ···························································································································· 36
B 0955-1:2020 (ISO 14955-1:2017)
(2)
まえがき
この規格は,産業標準化法第12条第1項の規定に基づき,一般社団法人日本工作機械工業会(JMTBA)
及び一般財団法人日本規格協会(JSA)から,産業標準原案を添えて日本産業規格を制定すべきとの申出
があり,日本産業標準調査会の審議を経て,経済産業大臣が制定した日本産業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本産業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本産業規格 JIS
B 0955-1:2020
(ISO 14955-1:2017)
工作機械−環境評価−
第1部:エネルギー効率の高い工作機械の設計手法
Machine tools-Environmental evaluation of machine tools-
Part 1: Design methodology for energy-efficient machine tools
序文
この規格は,2017年に第2版として発行されたISO 14955-1を基に,技術的内容及び構成を変更するこ
となく作成した日本産業規格である。
なお,この規格で点線の下線を施してある参考事項は,対応国際規格にはない事項である。
環境負荷は,全ての製品にとって共通の課題であり,天然資源が減ってきている中で,工作機械の環境
パフォーマンス基準を定義し,その基準の使用について規定することは重要である。
工作機械は,完成品又は半完成品の製造に使用される複雑な工業製品である。工作機械の性能評価は,
経済的価値,技術的評価,用途によって変わる運転条件など様々な側面から行われる。したがって,同じ
工作機械でも加工する部品及び運転条件によって供給されるエネルギーは全く異なるものになる。そのた
め,工作機械の環境評価は,このような側面と切り離して考えることはできない。
この規格は,既存の多種多様な工作機械の共通要素に焦点を当てるために,工作機械の機能を分析する
ことを提案している。様々な機能を発揮する工作機械の構成要素を,具体的な改善の対象にしている。
この改善は,改善された環境パフォーマンスをもつ製品を実現するために,全体的なシステム設計とと
もに定量化の対象となる。この規格に規定した方法は,多国籍レベルで,また,異なる製造業者と使用者
との間での環境改善に資することを意図している。
一定の期間にわたって達成される環境改善を定量化するために,工作機械に組み込むことのできる実用
的な環境特性のリストに基づいて工作機械の性能を評価することを意図している。
この規格は,工作機械の使用段階において供給されるエネルギーに焦点を絞り,環境負荷を低減した工
作機械の設計及び技術に関する指針を提供する。工作機械は,加工した製品の環境パフォーマンスに大き
な影響を及ぼす可能性がある。
1
適用範囲
この規格は,主に自動運転及び/又は数値制御(NC)工作機械の環境設計基準の適用について規定する。
この規格は,工作機械の実用寿命(working life)中における使用段階でのエネルギー効率について記載
している。使用段階にないときの環境に関連する事項及び工作機械に供給されるエネルギー以外の関連す
る影響は,この規格の適用範囲外であり,例えば,ISO/TR 14062を参照するなどして,別途扱う必要があ
る。
工作機械には,環境設計手法の要素(ISO/TR 14062参照)を適用する。この規格は,使用者への結果の
報告及び監視について定義している。
2
B 0955-1:2020 (ISO 14955-1:2017)
エネルギー効率を評価することは,使用する資源,すなわち,供給されたエネルギー及び達成された結
果を定量化することを意味する。この規格は,供給されたエネルギーの再現性のある定量化を行うための
指針を提供している。普遍的な基準がないために,達成された結果を定量化するための方法論については
記載していない。機械加工された工作物が工業用途で達成された結果であり,その特性(例えば,材料,
形状,精度,表面品質)及び生産の制約(例えば,最小ロットサイズ,柔軟性)に従って定量化するため
に必要なパラメータを,用途ごとに具体的に決定することができる。
この規格では,工作機械の設計にエネルギー効率の側面を組み込む過程を設定する方法についても規定
している。この規格は,工作機械の比較を目的としたものではない。また,この規格は,使用段階におけ
る様々な使用者の行動及び製造戦略の影響については扱わない。
環境側面を考慮したエネルギー効率の高い工作機械を設計するための改善策を一覧表にして附属書Aに
示す。附属書Bは,設計手法の適用例を示す。
注記1 加工された工作物の環境影響は,使用する加工プロセス及び工作機械によって大きく変化す
る。例えば,プレス技術を利用してアルミニウム缶を製造することで材料を削減することが
でき,また,研削盤で精密な形状を創成することで圧縮機の高性能化を図ることができる[10]
[13]。このような加工プロセス又は工作機械の環境影響は,加工された工作物及びその用途
の環境影響と比較して余り重要ではない可能性がある。加工された工作物の環境影響のこの
ような変化は,この規格の適用範囲とはしていない。ただし,加工された工作物の環境影響
に関連して異なる加工プロセス又は異なる工作機械を比較する場合には重要になる。例えば,
加工された工作物の精度は,使用段階における工作物の環境影響にとって重要なパラメータ
であり,工作機械を比較するとき,このことを必ず考慮に入れることを意図している。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 14955-1:2017,Machine tools−Environmental evaluation of machine tools−Part 1: Design
methodology for energy-efficient machine tools(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”
ことを示す。
2
引用規格
この規格には,引用規格はない。
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
設計・開発(design and development)
要求事項を,製品,プロセス又はシステムの,規定された特性又は仕様書に変換する一連のプロセス。
注記1 “設計”及び“開発”は,あるときは同じ意味で使われ,あるときにはアイデアを製品に変
えるプロセス全体のうちの異なった段階を定義するために使われる。
注記2 製品開発は,製品アイデアを企画から市場投入に展開し,製品レビューを行うプロセスであ
り,そのレビューでは,ビジネス戦略,市場検討事項,調査方法及び設計側面が実用化に結
びついているかどうかを検討する。それは,現行の製品又はプロセスの改善又は修正を含む。
注記3 環境側面の製品設計・開発への組込みは,環境のための設計(DFE),エコデザイン,製品ス
3
B 0955-1:2020 (ISO 14955-1:2017)
チュワードシップ(環境部分)などと呼ばれることもある。
(出典:JIS Q 14050:2012の6.3,注記1を一部修正)
3.2
環境(environment)
大気,水,土地,天然資源,植物,動物,人及びそれらの相互関係を含む,組織の活動をとりまくもの。
注記 “とりまくもの”は,組織内から,近隣地域,地方及び地球規模のシステムにまで広がりがあ
る。
(出典:JIS Q 14001:2015の3.2.1,注記2を削除)
3.3
環境側面(environmental aspect)
環境と相互に作用する,又は相互に作用する可能性のある,組織の活動又は製品若しくはサービスの要
素。
注記 著しい環境側面は,一つ以上の著しい環境影響を与える,又は与える可能性がある。
(出典:JIS Q 14001:2015の3.2.2の注記1を一部修正し,注記2を削除)
3.4
環境影響(environmental impact)
有害か有益かを問わず,全体的に又は部分的に組織の環境側面(3.3)から生じる,環境(3.2)に対する
変化。
(出典:JIS Q 14001:2015の3.2.4)
3.5
ライフサイクル(life cycle)
連続的かつ相互に関連する製品システムの段階群,すなわち,原材料の取得又は天然資源の産出から最
終処分までを含むもの。
注記 製品のライフサイクル段階は,原材料取得,製造,輸送,使用及び処分である(ISO 14040の
5.2.3に基づいたISO/TR 14062のIntroduction)。
(出典:JIS Q 14040:2010の3.1に注記を追加)
3.6
運転モード(mode of operation)
工作機械(3.16)を運転し,制御する方法。運転モードは,工作機械の安全規格で定義されている。
注記1 運転モードには,例えば,手動モード,自動モード,セッティングモードがある。
注記2 工作機械の安全規格には,機械ごとに異なる特定の運転モードがある。
3.7
運転状態(operating state)
ON,HOLD,OFFなどを組み合わせて,工作機械本体,周辺機器,制御装置,加工ユニット及び関連す
る工作機械の作動を含む工作機械の送りユニットを運転している状態。
注記1 周辺機器には,例えば,冷却・加熱,プロセス調整,工作物及び工具ハンドリング,再生利
用可能物及び廃棄物の処理のための機器などがある。
注記2 加工ユニットには,例えば,旋盤の主軸,マシニングセンタの主軸,放電加工機用ジェネレ
ータ,プレスのスライド,プレスのダイクッションがある。
注記3 工作機械の送りユニットには,例えば,旋盤の直進軸,マシニングセンタの直進・回転軸,
4
B 0955-1:2020 (ISO 14955-1:2017)
ワイヤ放電加工機の直進軸がある。
注記4 運転状態(例えば,OFF,スタンバイ,拡張スタンバイ,暖機,加工準備,加工,自動運転)
を参照するためには,これらの状態の定義が必要になる。金属切削工作機械の例を附属書C
に示す。
注記5 機械の作動には,例えば,工具ハンドリング,工作物ハンドリング,軸の運動,待機,機械
の運転,自動運転がある。
注記6 運転状態及び機械の作動に応じて,工作機械の関連する安全規格に定義されている運転モー
ドを選択する。
3.8
環境主張(environmental claim)
製品,部品又は包装の環境側面(3.3)を示す説明文,シンボル又は図表。
注記 環境主張は,製品又は包装のラベルの上で行うことができると同時に,製品説明書,技術報告
書,広告,広報,又は通信販売を通じて,また,これらについてインターネットのようなデジ
タル又は電子媒体を通じて行われる。
(出典:JIS Q 14021の3.1.3,備考を一部修正)
3.9
環境主張の検証(environmental claim verification)
信頼できるデータを基に,あらかじめ設定された特定の基準及びデータの信頼性を保証する手順による,
環境主張(3.8)の妥当性の確認。
(出典:JIS Q 14021の3.1.4)
3.10
説明文(explanatory statement)
環境主張(3.8)を,製品購入者,潜在購入者及び使用者が正しく理解できるようにするために,必要と
する又は提供された説明。
(出典:JIS Q 14021の3.1.6)
3.11
機能単位(functional unit)
ライフサイクル(3.5)アセスメント調査において,基準単位として用いられる,定量化された製品シス
テムの性能。
(出典:JIS Q 14021の3.1.7)
3.12
工作機械の機能(machine tool function)
機械の運転(機械加工プロセス,運動及び制御),プロセス調整,工作物ハンドリング,工具ハンドリン
グ又は金型交換,再生利用可能物及び廃棄物の処理,機械の冷却・加熱などの機能。
注記1 一つ以上の機械構成要素の組合せによって,工作機械のあらゆる機能を実現できる。幾つか
の工作機械の構成要素は,一つ以上の機能を実現できる。
注記2 図7は,工作機械の構成要素と機能との関係を示す。
注記3 工作機械の機能は,工作機械へのエネルギー供給に関連する工作機械の構成要素(3.13)の
識別のために使用できる。
5
B 0955-1:2020 (ISO 14955-1:2017)
3.13
工作機械の構成要素(machine tool component)
工作機械(3.16)の機械本体,電気装置,油圧装置若しくは空圧装置,又はそれらの組合せ。
3.14
限定条件付き環境主張(qualified environmental claim)
主張の限界事項を記載した説明文(3.10)が付けられている環境主張(3.8)。
(出典:JIS Q 14021の3.1.12)
3.15
自己宣言による環境主張(self-declared environmental claim)
製造業者,輸入業者,流通業者,小売業者,又はその他環境主張によって利益を得ることができる全て
の人が行う,独立した第三者の認証を必要としない環境主張(3.8)。
(出典:JIS Q 14021の3.1.13,一部修正)
3.16
工作機械(machine tool)
選択的除去若しくは付加又は変形によって工作物を加工するために使用され,主に電気及び圧縮空気で
駆動される,固定された(すなわち,移動しない)機械。
注記 工作機械の運転は,機械的なもので,人又はコンピュータによって制御される。工作機械は,
機械の冷却装置又は加熱装置,プロセス調整装置,工作物ハンドリング装置(工作物の自動供
給は除く。),工具ハンドリング装置,再生利用可能物及び廃棄物の処理装置,及びその他工作
機械に接続する多くの周辺機器をもつ。
3.17
エネルギー効率(energy efficiency)
資源がエネルギーに限定されている場合,達成された結果と使用された資源との関係。
注記1 効率は,“達成された結果と使用された資源との関係”として定義されている(JIS Q 9000:2015
の3.7.10参照)。
注記2 エネルギー効率の説明は,例えば,供給されたエネルギー当たりのサイクル数,エネルギー
供給量当たりの工作物でできる。試験片の機械加工が含まれている場合は,工作物の加工条
件及び工作物の品質が達成された結果の定義の一部である。
4
使用段階におけるエネルギー効率の制約
工作機械の環境影響については,製品のライフサイクルの各段階を調査しなければならない。すなわち,
工作機械を製造するために必要な原材料取得,工作機械の製造・輸送・据付け,工作機械の使用及びリサ
イクル(ライフサイクルアセスメントの詳細については,JIS Q 14040参照)などの段階を調査しなければ
ならない。
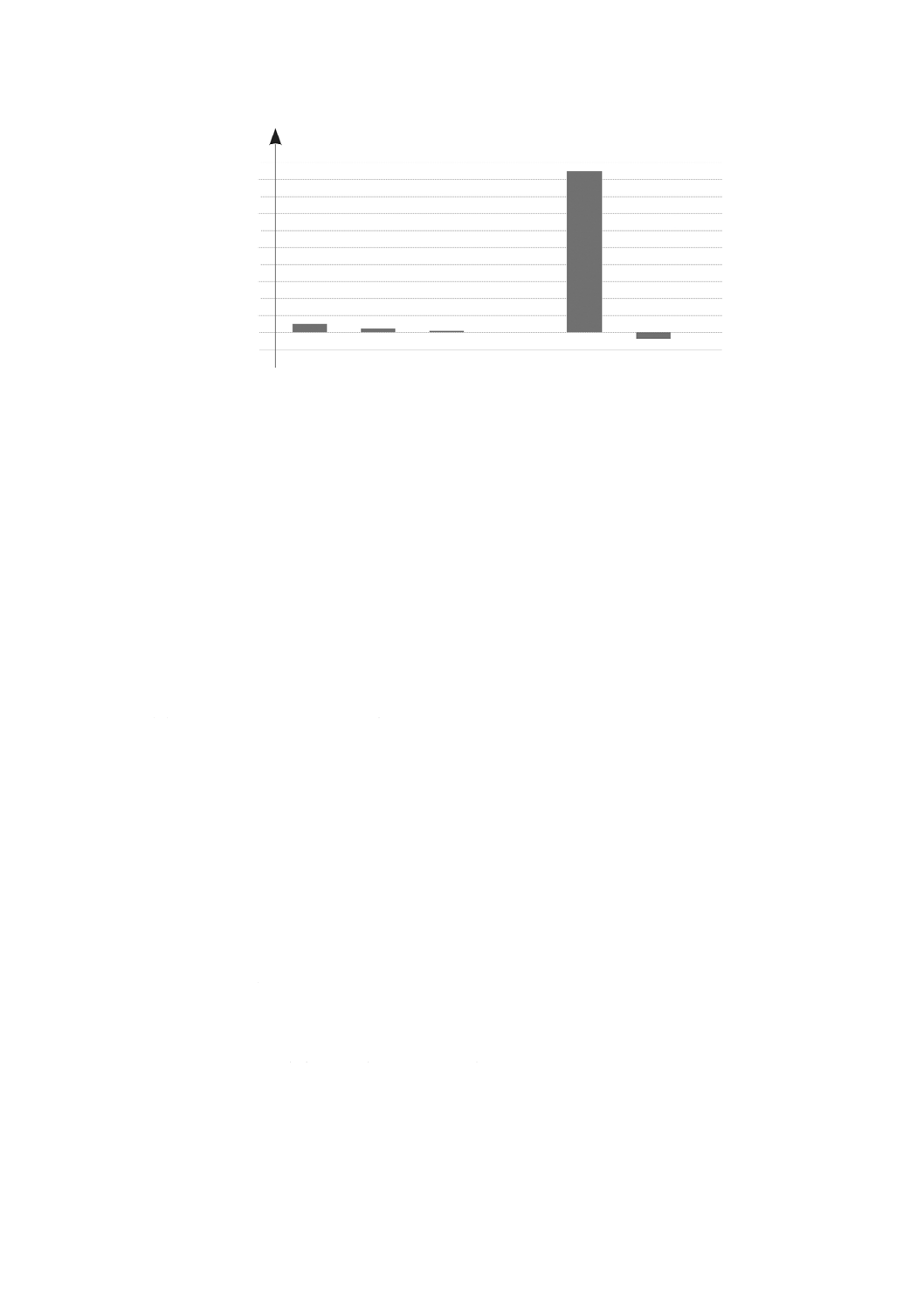
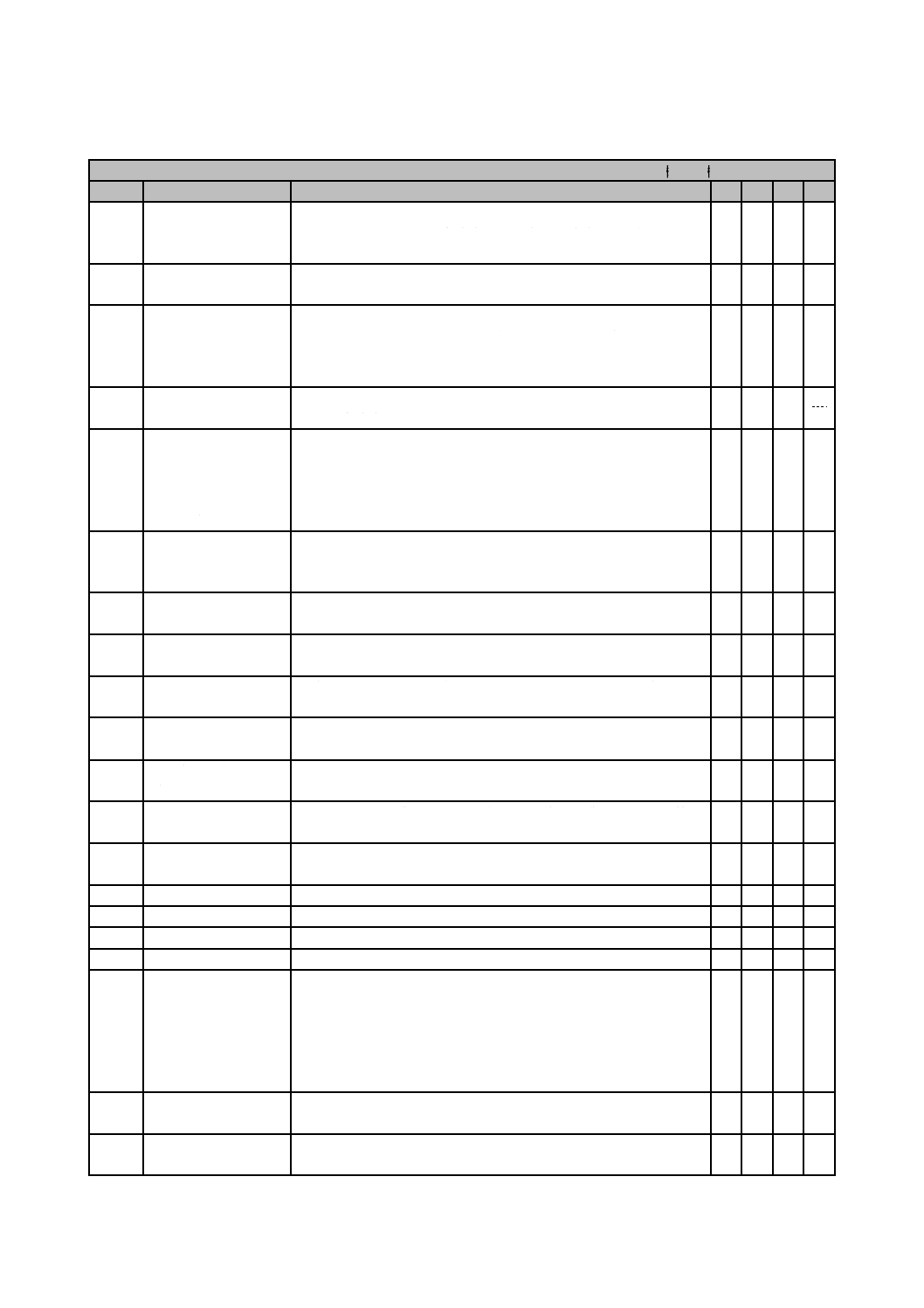
異なるライフサイクルの段階で工作機械の環境影響を比較する場合の典型的な状態を図1に示す。この
図は,NCフライス盤の例を示している。最大の影響は使用段階にあって,その使用段階における最大の
要因は工作機械へ供給されるエネルギーとなっている。これは,多くの工作機械のライフサイクルアセス
メントを行った結果[8][11][12][14]であり,製造環境下で1日当たり8時間,1週当たり5日又はそれ以上
工作機械を使用するという典型的な場合である。
6
B 0955-1:2020 (ISO 14955-1:2017)
環
境
影
響
(%
)
100
80
60
40
20
0
−10
1
2
3
4
5
6
ライフサイクルの段階
1
原材料
2
製造
3
輸送
4
据付け
5
使用
6
リサイクル
図1−NCフライス盤のライフサイクルの各段階における典型的な環境影響の例
したがって,この規格は,使用段階における工作機械のエネルギー効率の評価及び改善に重点を置く。
通常の製造環境下で工作機械を使用していない場合,完全なライフサイクルアセスメントは,例えば,
JIS Q 14040に従って関連する環境影響を明らかにする必要があり得る。環境影響を改善するためには,使
用段階でのエネルギー効率の向上以外の手段が極めて重要になり得る。
5
工作機械の設計・開発への環境側面の組込み(エネルギー効率の高い工作機械の設計手法)
5.1
一般
この箇条では,使用段階においてエネルギー効率の高い工作機械を設計するための手法を記載する
(ISO/TR 14062参照)。
5.2
到達目標及び潜在的な利益
環境側面を工作機械の設計・開発に組み込むことの到達目標は,工作機械のライフサイクルを通じて環
境負荷を低減することであり,特に製造環境下にある平均的な工作機械の使用段階におけるエネルギー効
率の向上を図ることである。
工作機械の製造業者及び使用者の利益として,次のものを挙げることができる。
− 使用段階におけるエネルギー効率
− 工作機械運転中のコスト削減
− 工作機械の構成要素の潜在的なコスト削減,例えば,駆動系及び電気部品の小形化
− 金属加工分野の競争力の強化
− 革新及び創造性の誘発
− 組織のイメージ及び/又はブランドの強化
− 特に環境を意識した投資家からの資金調達及び投資の促進
− 従業員の環境への動機付けの強化
− 当該製品に関する知識量の増加
− 規制当局との関係改善
7
B 0955-1:2020 (ISO 14955-1:2017)
5.3
戦略に関する検討課題
環境側面を工作機械の設計・開発に組み込むための戦略的な考慮事項として,次の事項を含めることが
できる。
− 組織に関する課題(例えば,競合他者の活動,工作機械使用者のニーズ,要求事項及び需要) 組織
の環境側面及び環境影響,規制当局及び立法機関の活動,並びに産業界及び工業会の活動(ISO/TR
14062の5.2参照)。
− 製品関連課題 開発初期からの実施(すなわち,設計・開発プロセスの早い段階において環境側面に
ついて対処する。),機能性(すなわち,使いやすさ,耐用年数,生産性,精度などの点において,工
作機械の使用者の目的に適している程度),多面的基準(すなわち,関連する全ての環境影響及び環境
側面の検討),及びトレードオフ(すなわち,最適な解決策の追求)(ISO/TR 14062の5.3参照)。
− コミュニケーション 製品に関連する環境影響に関する従業員との内部コミュニケーション(環境問
題,プログラム及びツールに関するトレーニングコース,環境への用地固有の影響,及び従業員から
のフィードバック),製品の特性(性能,環境側面)に関する外部とのコミュニケーション,及び工作
機械の適切な使用(ISO/TR 14062の5.4参照)。
5.4
経営層の検討課題
経営層の支援及び働きかけは,関連する業務に対する十分な財務・人的資源及び時間の配分を含む,工
作機械の設計・開発に環境側面を組み込むための手順及び実施計画を効果的に実施可能にするのが望まし
い。効果的な実施計画は,製品の設計者・開発者,マーケティング・生産・環境・調達の専門家,サービ
ス要員及び工作機械の使用者を取り込むのが望ましい。詳細な多面的取組みについては,ISO/TR 14062
の6.5参照。
経営層のコミットメントを形式化する方法の詳細及び工作機械の設計・開発に環境側面を組み込むため
の組織の枠組みを確立する方法の詳細は,ISO/TR 14062の6.2参照。
工作機械の設計及びマネジメントへの環境側面の組込みには,既存のマネジメントシステム,例えば,
JIS Q 9001又はJIS Q 14001によるマネジメントシステムを利用して支援することができる。この組込み
は,さらに,サプライチェーンマネジメントに影響を及ぼすことがある。詳細は,ISO/TR 14062の6.6参
照。
5.5
工作機械の設計・開発プロセス
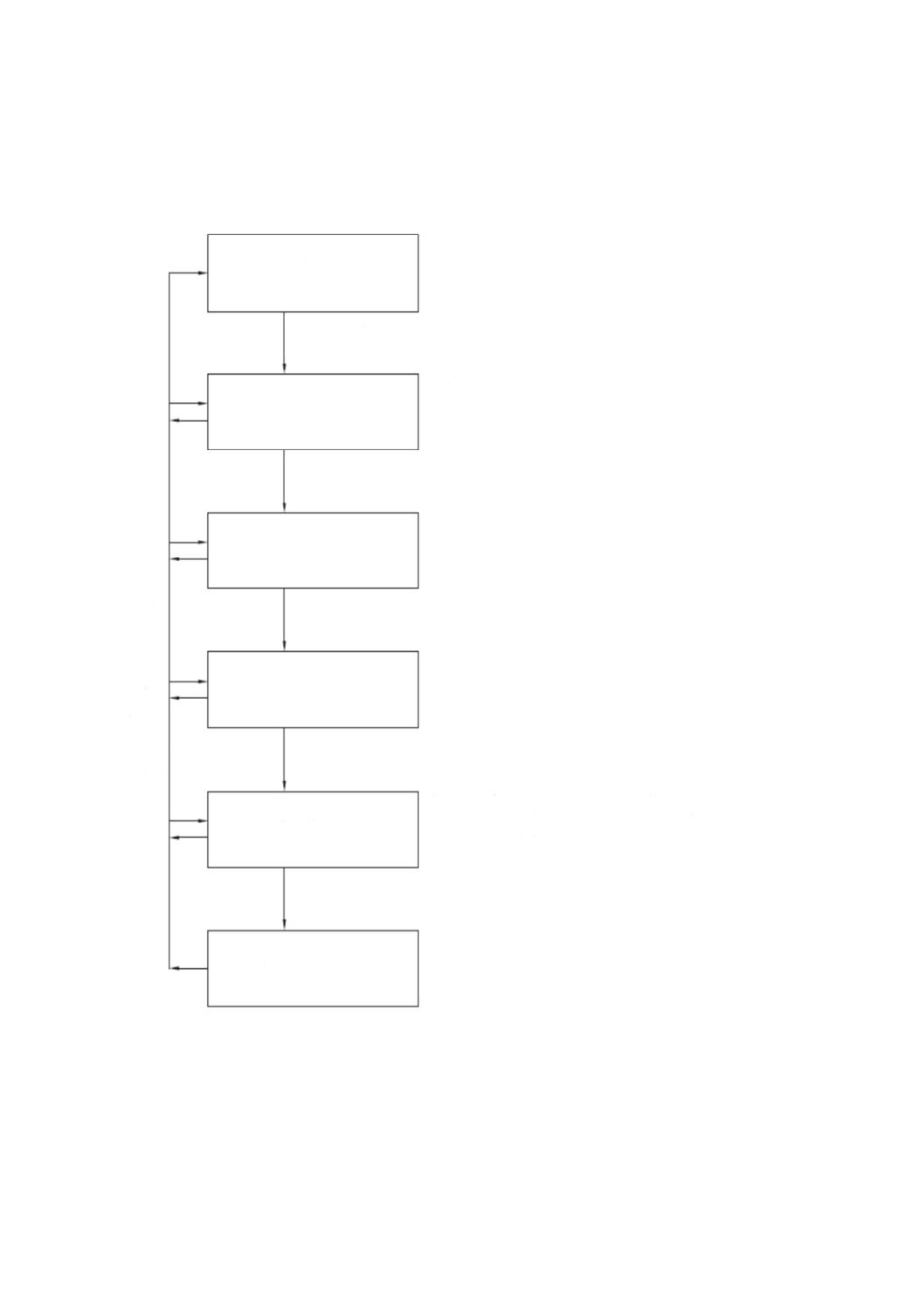
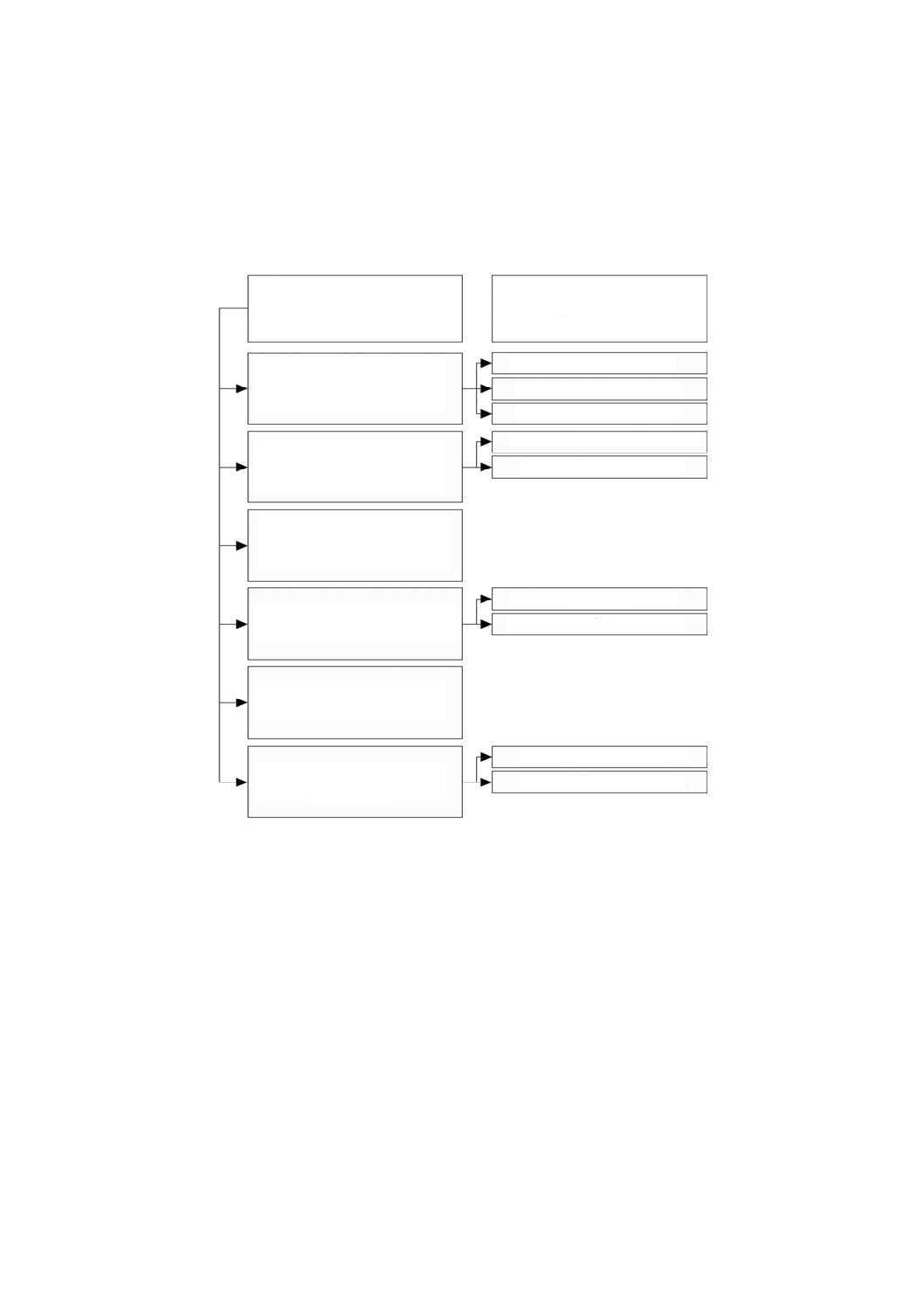
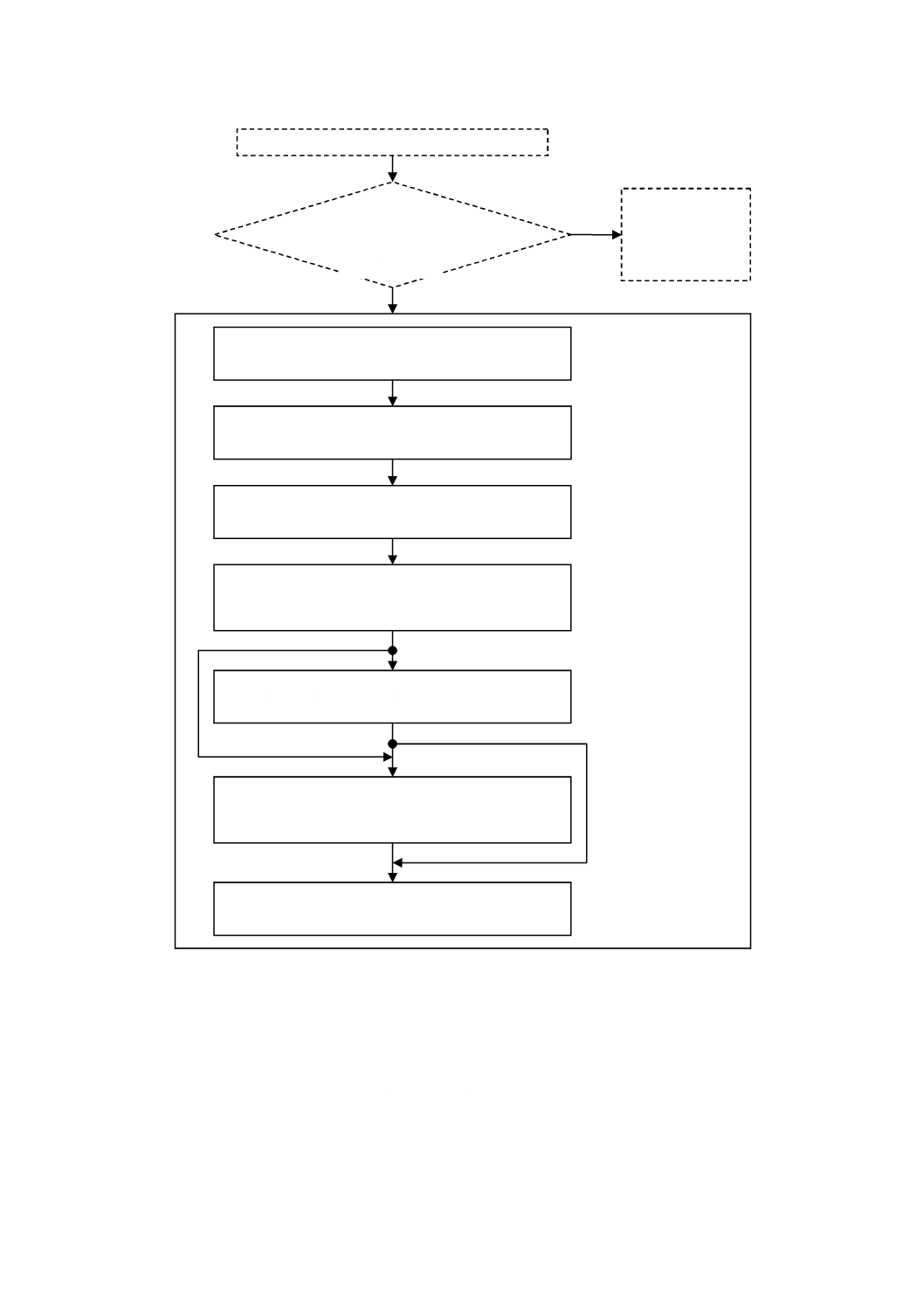
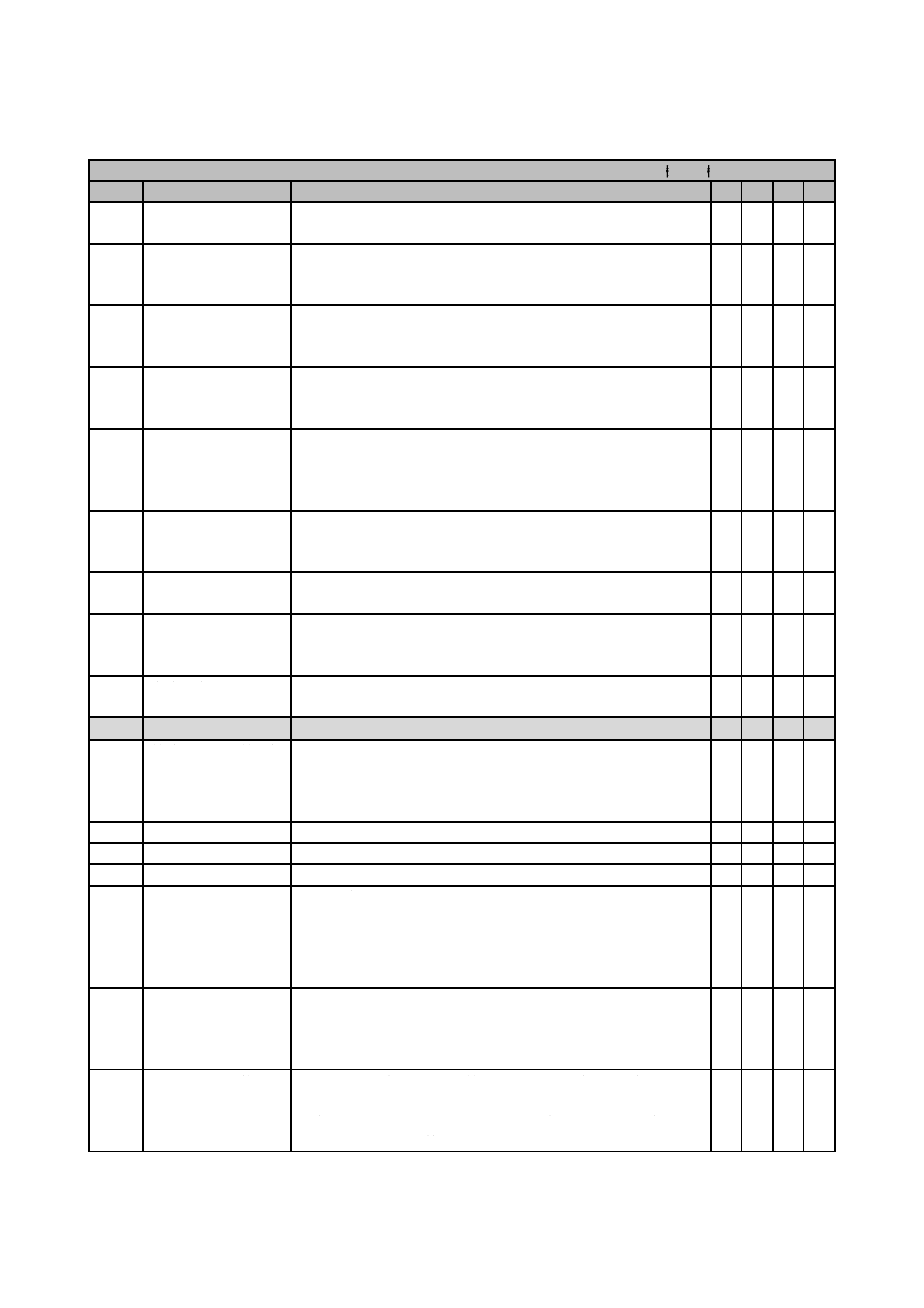
環境側面を工作機械の設計・開発プロセスに組み込んだ一般モデルの例を図2に示す。
注記 更なる詳細は,ISO/TR 14062の箇条8参照。環境パフォーマンス指標,例えば,ISO 14031は,
測定可能な目標の設定及び仕様への目標の落とし込みに役立ち得る。
8
B 0955-1:2020 (ISO 14955-1:2017)
注記 ISO/TR 14062参照
図2−環境側面を工作機械の設計・開発プロセスに組み込んだ一般モデルの例
6
工作機械及びその機能
6.1
一般
工作機械の機能記述(6.3参照)は,どの工作機械の機能が機械に供給されるエネルギーに関連するかを
製品の設計・開発プロセスの
代表的な段階
環境側面の組込みに関係する可能な対応
企画
設計アイデア
コンセプト設計
設計コンセプト
詳細設計
事実の把握,利益及び実現可能性による優先順位の決定,
組織戦略との整合,環境側面への配慮,ライフサイクル
思考,環境上の要求事項の形成,外部要因の分析,適切
な環境設計アプローチの選択,選択したアプローチの基
本課題に照らしたチェック,及び比較製品に対する環境
分析の実施。
ブレインストーミング,ライフサイクルを指向した分析
の実施,測定可能な目標の作成,設計コンセプトの策定,
環境上の要求事項の満足,及び比較製品分析から得られ
た結果の適用。
ライフサイクルを考慮した設計アプローチの応用及び
製品仕様の確定。
設計案
試験又は試作
試作試験による仕様項目の検証及び試作に対する
ライフサイクル考慮のレビュー。
試作機
製品市場投入
製品の環境側面,最善の使用及び廃棄に関するコミ
ュニケーション資料の公開。可能な環境宣言及びそ
の要求事項の考慮。
実績,環境側面及び環境影響の検討・評価。
製品
製品レビュー
環
境
目
標
,
仕
様
及
び
比
較
製
品
に
対
す
る
結
果
の
評
価
。
フ
ィ
ー
ド
バ
ッ
ク
/
継
続
的
改
善
9
B 0955-1:2020 (ISO 14955-1:2017)
特定できるものでなければならない。工作機械の機能記述は,一般的なものであって工作機械の設計とは
関係がなく,かつ,実行される機械加工プロセスとも関係がない。一般化した工作機械の機能を用いる手
法は,6.3に示すように工作機械の関連するエネルギーフローを特定するための一般的な方法である。
具体的な工作機械について,工作機械の機能を工作機械の構成要素に対応付けなければならない。この
割当ては,工作機械ごとに固有のものであり,工作機械に供給される総エネルギーから工作機械の機能及
び工作機械の構成要素レベルへの割当てに対応している。この手順は,6.3の例に示すが,エネルギーに
関連する工作機械の構成要素を特定することになる(6.4参照)。
このための重要なパラメータは,工作機械の運転状態及び運転の持続時間,機械加工された部品の精度
並びに工作機械の生産性(例えば,時間当たりの工作物数)である。工作機械を比較する場合は,これら
のパラメータを明確に定義しなければならない。
エネルギーの代わりに電力の測定を行うことがある。その場合には,運転状態及びその運転時間を考慮
しなければならない。
工作機械の中には,圧縮空気,油圧作動油及び/又は潤滑油供給用として内部にコンプレッサを備えて
いるものがある。それ以外の工作機械では,集中型の供給ユニットを使用してそれらを供給しているもの
がある。内部のコンプレッサを使用している工作機械と集中供給ユニットを使用しているものとを比較す
る場合に,両方の工作機械についてどのような比較も全ての供給を含む同じ基準で行わなければならない。
この目的のために,システム境界(6.2参照)を定義しなければならない。
6.2
システム境界
工作機械の環境影響の評価は,工作機械を調べるだけである。その工作機械で加工された製品の環境影
響は考慮しない(箇条4も参照)。
この規格は,使用段階にある工作機械のエネルギー効率を取り上げている。
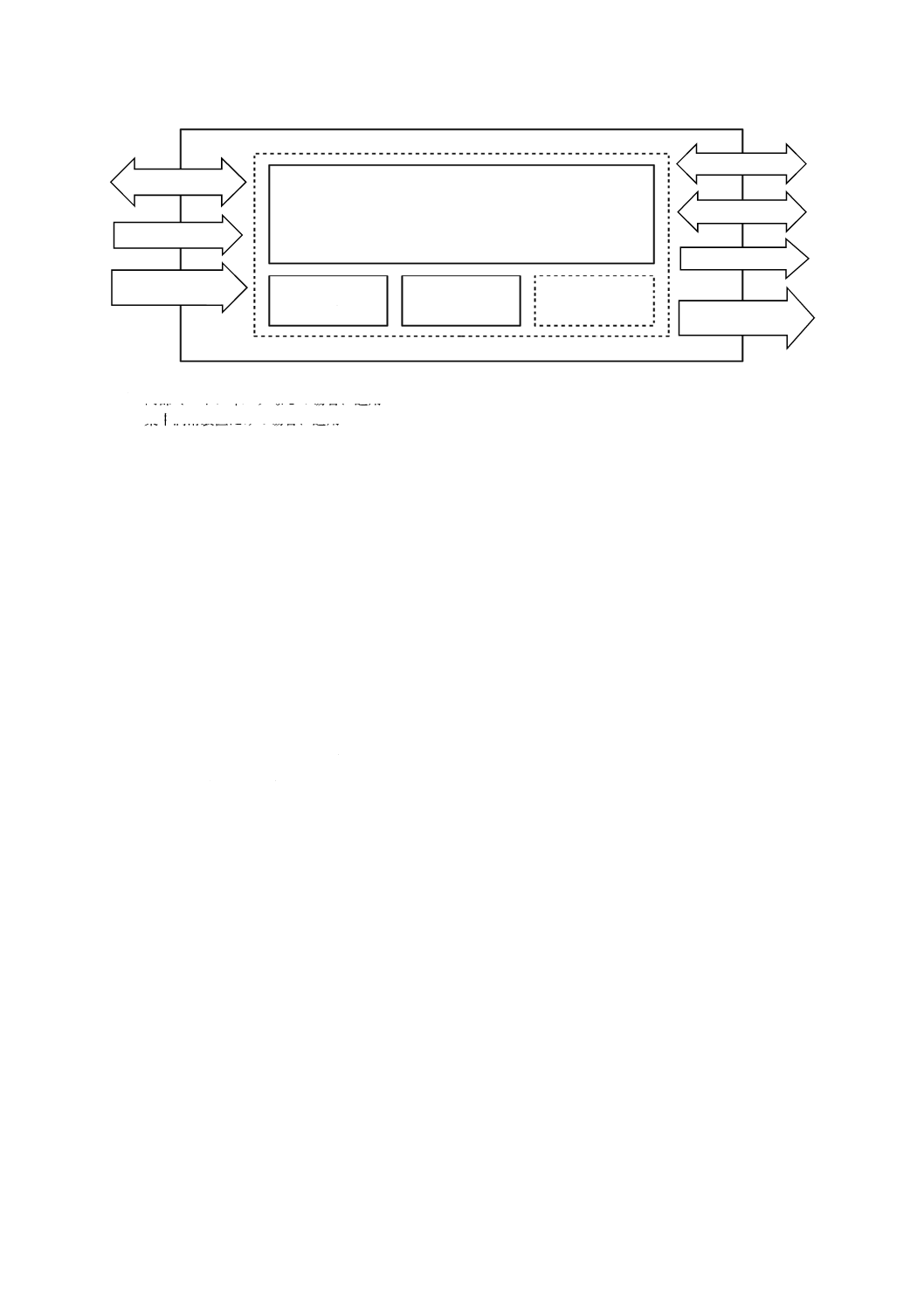
使用段階にある工作機械のエネルギー効率を扱うために,機械加工が可能なシステムを考慮するように
システム境界を定義しなければならない(図3参照)。合理的な労力でエネルギーフローを測定できるよ
うにシステム境界を選ぶ。
工作機械及び周辺機器は,システム境界内にある。一般に電気エネルギー及び圧縮空気は,システムに
関連する入力エネルギーであり,空気交換は,システムに関連する入力及び/又は出力である。液体を用
いた熱交換器を適用する場合,熱交換は,システムに関連するエネルギー入力及び/又は出力になり得る。
システム境界内にミスト除去システムがない場合は,汚染された空気のいかなる処理にも,関連する場合
は,考慮しなければならないエネルギーを必要とすることになり得る。集中給油装置を適用する場合は,
冷却及び/又はろ過された潤滑油は,システムへの入力になり,汚染された高温の潤滑油は,出力となる。
関係する場合は,潤滑油の処理に使用するエネルギーも考慮しなければならない。システム境界を横切る
関連するエネルギーフローがない場合は,入力として素材部品,新しい工具,新しい潤滑油及び補助剤,
出力として加工された部品,使用済みの工具,切りくず,及びその他側面を考慮してはならない。
10
B 0955-1:2020 (ISO 14955-1:2017)
注a) 液相熱交換器をもつ場合に適用
b) 内部ミストフィルタなしの場合に適用
c) 集中潤滑装置だけの場合に適用
図3−工作機械のエネルギーフローに関係するシステム境界
6.3
一般化した工作機械の機能
6.3.1
一般
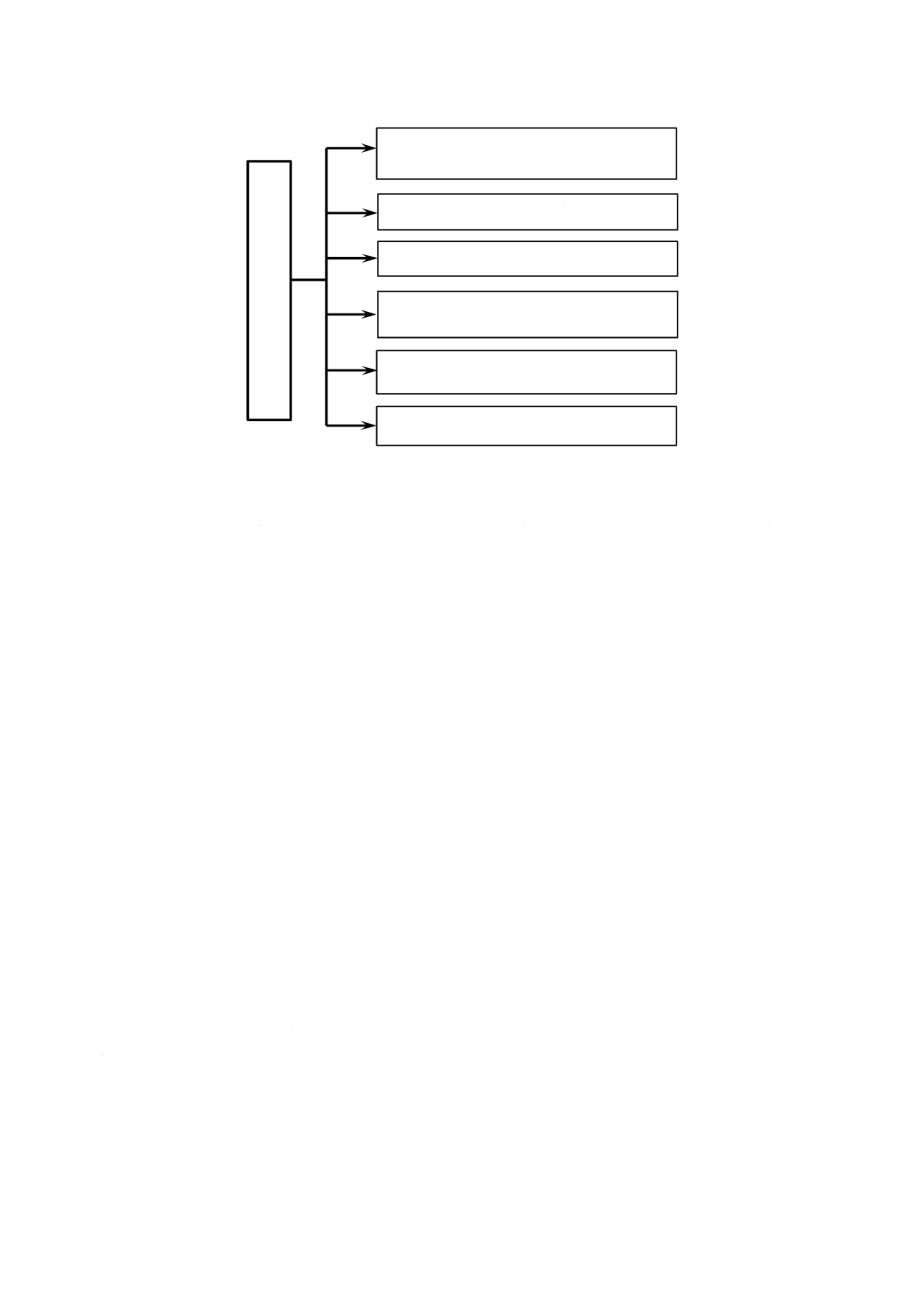
工作機械には,様々な種類,形態及び大きさがあるため,工作機械を機能に基づいて記述する(図4参
照)。この機能は,異なる構成要素で実現され得る。このため,工作機械の環境影響及びその経時変化を評
価するためには,様々な工作機械に適用できる一般化した手順が可能になる。
工作機械は,図4に示すように,使用段階におけるエネルギー効率に関連する次の機能に基づいて記述
するのが望ましい。
− 工作機械の運転(機械加工プロセス,運動及び制御)
− プロセス調整
− 工作物ハンドリング
− 工具ハンドリング又は金型交換
− 再生利用可能物及び廃棄物の処理
− 工作機械の冷却・加熱
これらの一般化した機能は,実行する機械加工プロセス及び/又は工作機械の設計とは無関係に,一般
化した視点で大多数の工作機械を包含する。
工作機械
周辺機器A
周辺機器B
システム境界
熱交換a)
空気入換え
汚染された熱い
潤滑油c)
汚染された空気b)
電気エネルギー
圧縮空気
冷却又はろ過
された潤滑油c)
汚染された
高温の潤滑油c)
c)
b)
a)
11
B 0955-1:2020 (ISO 14955-1:2017)
図4−工作機械及び機械加工プロセスに依存しない機能レベルで
エネルギー効率に関係する工作機械の一般化した機能
注記 この機能記述は,使用段階における工作機械のエネルギー効率に関して分析及び問題解決を促
進するための提案である。
6.3.2
工作機械の運転(機械加工プロセス,運動及び制御)
“工作機械の運転”は,工作機械の目標機能の総称であり,例えば,供給される全てのエネルギーは,
基本的な機械加工プロセスを実行するために必要である。
6.3.2.1
機械加工プロセス
“機械加工プロセス”は,機械加工を実現するものの総称であり,例えば,切削速度,放電プロセス,
レーザ切断機のレーザ光線,加工力,プレスの作業時ストロークなどである。
“機械加工プロセス”機能の代表的な構成要素は,旋盤の主軸,マシニングセンタの工具主軸,放電加
工機のジェネレータ及びプレスのスライドである。
6.3.2.2
機械加工運動
“機械加工運動”は,機械加工プロセス(6.3.2.1参照)以外の機械加工中に必要な運動の総称である。
“機械加工運動”の例には,旋盤の送り運動,回転テーブルの位置決め運動,レーザ切断機の送り運動,
プレスの開閉運動などがある。
“機械加工運動”機能の代表的な構成要素は,マシニングセンタの駆動及び電源系統を含む直進軸及び
回転軸,転がり案内及び滑り案内,ボールねじ,軸受,歯車,継手,ベルト,プーリ,軸のクランプ機構
などである。
6.3.2.3
機械制御
“機械制御”は,機械の制御を総称したものであり,通常,自動シーケンス制御,監視システム及び測
定システム用の数値制御を含む。また,“機械制御”は,非機械加工機能,例えば,工具ハンドリングに寄
与してもよい。
“機械制御”機能の代表的な構成要素は,数値制御システム,PLC,ディスプレイ,センサ,デコーダ
及びエンコーダ,作業空間の照明,周波数コンバータ,変圧器,リレー及びタッチプローブである。
6.3.3
プロセス調整
“プロセス調整”は,作業空間,工具,取付具及び/又は工作物の温度,及びその他の関連する条件を
工
作
機
械
の
主
な
機
能
機械の運転
(機械加工プロセス,運動及び制御)
工作機械の冷却・加熱
プロセス調整
工作物ハンドリング
工具ハンドリング又は
金型交換
再生利用可能物及び廃棄物の処理
工作
12
B 0955-1:2020 (ISO 14955-1:2017)
制限値内に保つために行う,機械加工プロセスに関連する全ての冷却,加熱及びその他の調整を含めた総
称である。プロセス調整は,一定の機械加工プロセスを達成するための付加価値機能(例えば,研削液,
プレス用金型潤滑)とみなしてもよい。
注記 プロセス調整は,工作機械の冷却・加熱と組み合わせることがある(6.3.8参照)。
“プロセス調整”機能の代表的な工作機械の構成要素は,プロセス冷却油,切削・成形液冷却器,及び
金型潤滑液冷却器に関係する冷却ポンプである。
6.3.4
工作物ハンドリング
“工作物ハンドリング”は,工作物交換,工作物把持,工作物クランプ,工作物リフト,素材の送り込
み及び工作機械上での工作物の測定の総称である。
“工作物ハンドリング”機能の代表的な工作機械の構成要素は,パレットチェンジャ,工作物ハンドリ
ングロボット,油圧クランプ装置及びエアチャックである。成形加工機械においては,ディスタッカ,セ
ンタリングステーション,金型内の工作物リフタ,工作物エゼクタ,工作物ハンドリング装置(例えば,
ロボット,グリッパー棒搬送システム)及びスタッカである。
6.3.5
工具ハンドリング
“工具ハンドリング”は,工具交換,工具把持,工具クランプ,工具格納及び機上計測工具を総称した
ものである。
“工具ハンドリング”機能の代表的な工作機械の構成要素は,旋盤のタレット,油圧クランプ装置,空
気チャック,工具交換装置,工具マガジン及び工具ホルダを清浄にするための圧縮空気である。
6.3.6
金型交換
“金型交換”は,金型,及び工作機械の相互接続点から又はその接続点までの自動ツーリング搬送,金
型クランプ,金型格納,自動システム用のツーリングの準備,液圧成形工程における部分成形に必要な又
はリフタのような補助金型機能に必要なエネルギーの供給及び遮断,金型用潤滑油の供給及び遮断までを
含み総称したものである。
“金型交換”機能の代表的な工作機械の構成要素は,移動ボルスタ及び金型カート,金型プッシャ及び
プラー,金型クランプ(油圧,電気,電気油圧,油空圧又は磁気),手動で操作するモノカップリング,及
び自動で操作するマルチカップリング及び/又は給電用プラグを備えた自動ドッキングシステムである。
6.3.7
再生利用可能物及び廃棄物の処理
“再生利用可能物及び廃棄物の処理”は,切りくず又はスクラップの処理,分離及びフィルタリングを
含む切削油剤の処理,ほこり及び煙の処理,及び汚れの処理を総称したものである。
“再生利用可能物及び廃棄物の処理”機能の工作機械の代表的な構成要素は,チップコンベア又はスク
ラップコンベア,フィルタシステム,排気システム,及び切りくず輸送用の圧縮空気を備えたシステムで
ある。
6.3.8
工作機械の冷却・加熱
“工作機械の冷却・加熱”は,機械加工プロセスとは独立した全ての冷却・加熱である。“工作機械の冷
却・加熱”は,機械加工プロセス自体に価値を加えない。“工作機械の冷却・加熱”は,工作機械の構成要
素に損傷又は変形を生じさせないように温度を制限内に保つために適用する。例えば,“制御盤の温度を運
転制限内に保つ”,“高速スピンドルの温度を安全限度内に保つ”,“工作機械の構造に影響を及ぼすいかな
る熱変形をも防ぐために工作機械の温度を制限内に保つ”,及び“油温を運転制限値内に保つ”機能である。
“工作機械の冷却・加熱”機能の代表的な工作機械の構成要素は,ファン,制御盤用冷却システム,水
冷装置,冷却ポンプ及び案内面の冷却・加熱である。
13
B 0955-1:2020 (ISO 14955-1:2017)
6.3.9
副機能
関係するエネルギーフローを検出するために一般化した機能を副機能に分割することができる。図5は,
可能な副機能への分割例を示す。
注記 一般化した機能は,第1レベル機能(図4参照),第2レベル機能,第3レベル機能などと呼ぶ
ことがある(図5参照)。
一般化した
工作機械の機能
(第1レベル機能)
副機能
(第2レベル機能)
工作機械の運転
(機械加工プロセス,運動
及び制御)
プロセス調整
工作物ハンドリング
工具ハンドリン
グ又は金型交換
再生利用可能物及び
廃棄物の処理
工作機械の
冷却・加熱
機械加工プロセス
運動
工具交換
工具格納
工作機械の冷却
工作機械の加熱
制御
プロセス冷却・加熱
その他,調整
図5−エネルギー効率に関する一般化した工作機械の機能及び副機能の例
(第1レベル機能及び第2レベル機能)
6.3.10 工作機械の機能及び工作機械の構成要素
工作機械の構成要素には,複数の機能を満たすものがある。例えば,冷却液システムを機械冷却(6.3.8
参照)にも使用し,かつ,プロセス調整(6.3.3参照)にも使用する。この工作機械の構成要素に供給され
るエネルギーは,一般化した工作機械の様々な機能又は副機能に割り当てることができる。図6に金属切
削工作機械への対応付けの例を示す。金属塑性加工機械でも同様の対応付けを行うことが可能である。そ
のような対応付けについては,工作機械及び/又は特定の試験サイクルの運転状態を考慮しなければなら
ない。
幾つかの運転状態ではエネルギーの重要な交換は,例えば,暖機運転中においては,それらの運転状態
で定められた時間を必要とする。
14
B 0955-1:2020 (ISO 14955-1:2017)
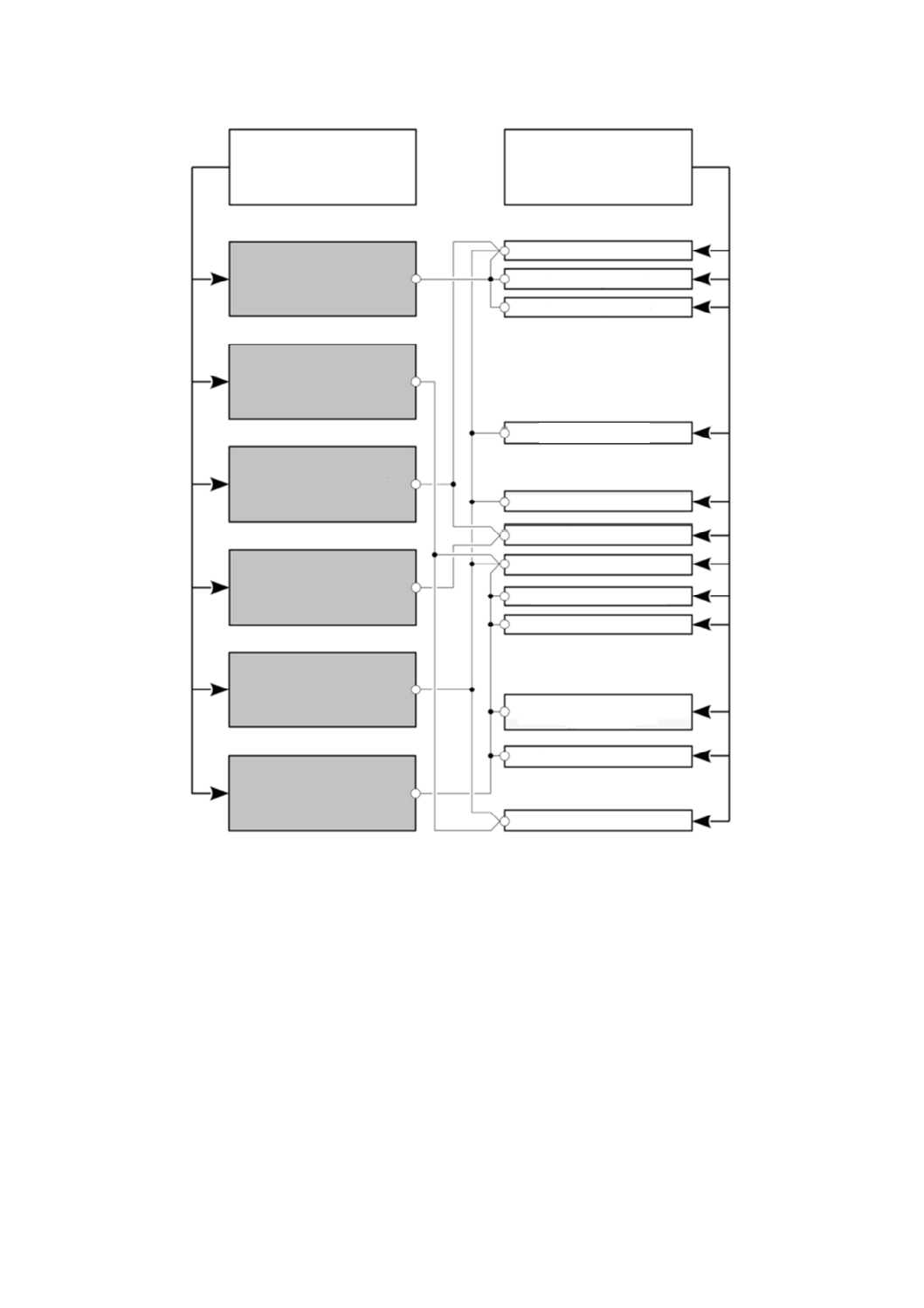
図6−金属切削工作機械の機能(機能の割当て)への構成要素の対応付け例
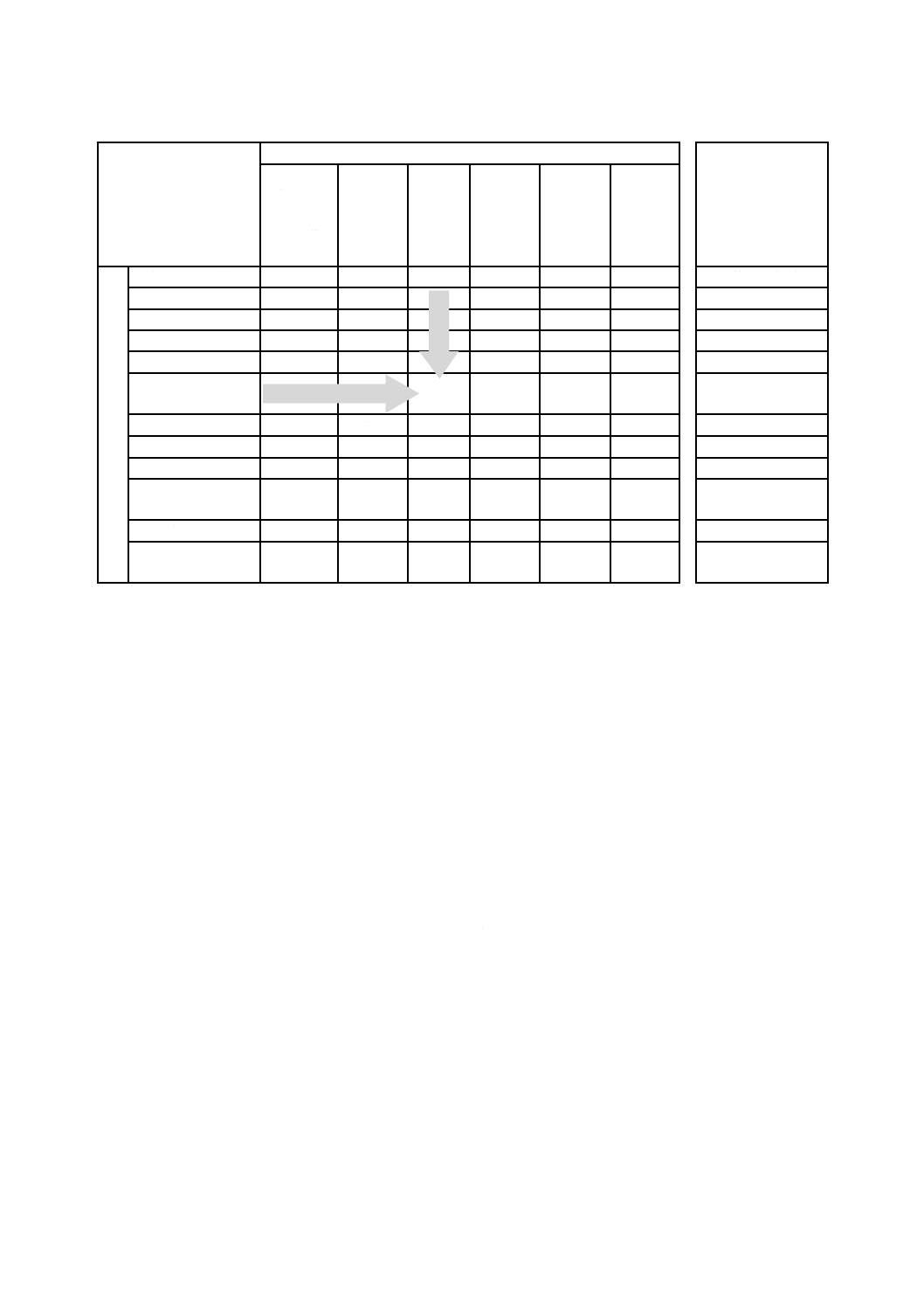
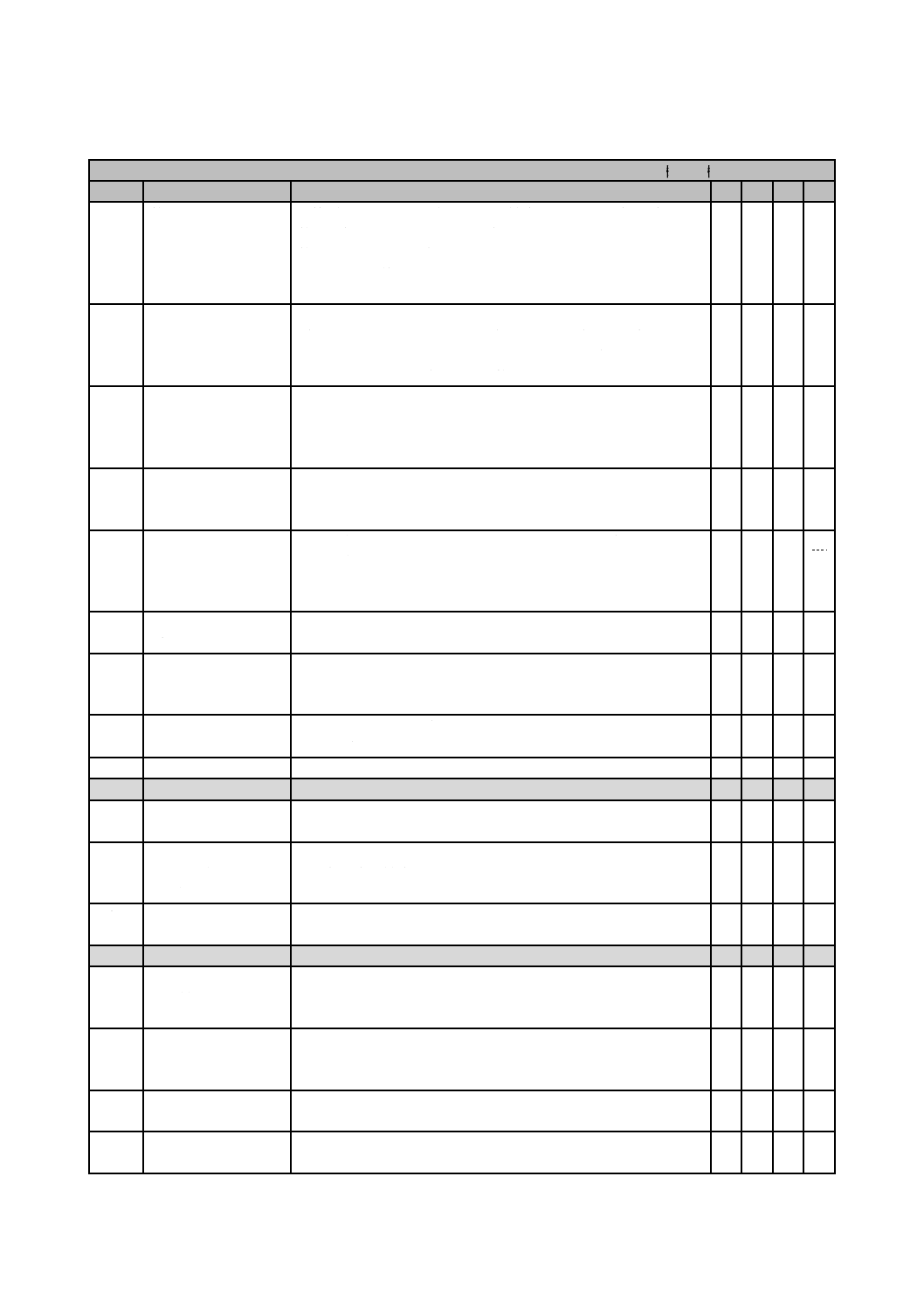
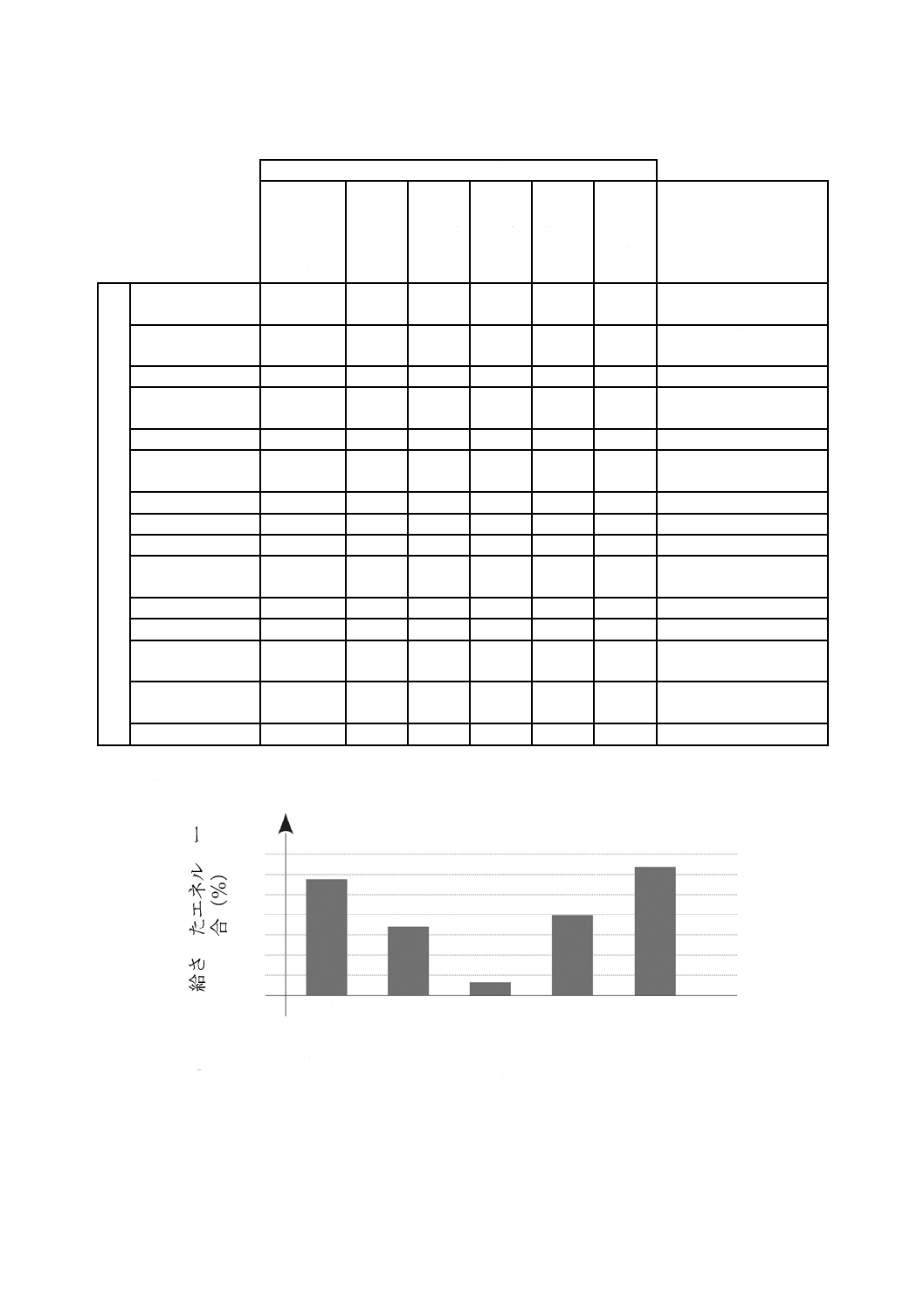
この機能の対応付けは,最終的には定量的に行わなければならない。図7に示す例は,定量的な対応付
けをパーセント(%)で表したものである。各行の和は,100 %にならなければならない。
一般化した
工作機械の機能
工作機械の構成要素
工作機械の運転
(機械加工プロセス,
運動及び制御)
プロセス調整
工作物ハンドリング
工具ハンドリング
又は金型交換
再生利用可能物及び
廃棄物の処理
工作機械の
冷却・加熱
主軸及び移動軸
監視モジュール
CNC装置
チップコンベヤ
ミストコレクター
油圧システム
液体調整システム
主軸冷却ポンプ
冷却ファン
ファンエネルギー
回収モジュール
CNC空調
エアコンプレッサ
チップコンベア
15
B 0955-1:2020 (ISO 14955-1:2017)
工作機械の機能
対応付けた内容
工作機械の
運転(機械
加工プロセ
ス,運動及
び制御)
プロセス
調整及び
冷却
工作物
ハンド
リング
工具ハン
ドリング
又は金型
交換
再生利用
可能物及
び廃棄物
の処理
工作機械
の冷却・
加熱
工
作
機
械
の
構
成
要
素
主軸及び移動軸
80 %
10 %
10 %
代表的な運転時間
監視モジュール
100 %
CNC装置
100 %
チップコンベア
100 %
ミストコレクター
100 %
油圧システム
80 %
20 %
油圧システムの代
表的な作動
液体調整システム
50 %
25 %
25 %
主軸冷却ポンプ
100 %
冷却ファン
100 %
ファンエネルギー
回収モジュール
100 %
CNC空調
100 %
エアコンプレッサ
ー
75 %
25 %
圧縮空気の一般的
利用
図7−機能の定量的な対応付け例[データはパーセント(%)で表示]
注記 工作機械の構成要素を複数の一般化した機能に対応付ける場合,それぞれのシェアの決定が不
正確な手順として現れることがある。ただし,工作機械の構成要素を二つ以上の一般化した機
能とリンクしている場合に,一つの一般化した機能へその構成要素を割り当てると,適切なシ
ステム解析ができなくなる。測定データ及び/又は科学的根拠が不足している場合には,工作
機械の構成要素と一般化した機能との間の複雑な関係を無視するよりも,経験による推定の方
がシステム解析にはより適した知見を与える。
6.4
関連する工作機械の機能及び構成要素
6.4.1
関連する工作機械の機能
様々な工作機械の機能又は副機能に供給されるエネルギーを調査することによって,工作機械の使用段
階において供給されるエネルギーに最も関連する機能を特定しなければならない。工作機械へ供給される
エネルギーに最も関連する機能は,降順に並べ替えた場合に,並べ替えたリストの上位にあり,その累計
が機械に供給された全エネルギーの少なくとも80 %を占める。
注記 80 %の限界は,利用可能な情報及びエネルギー又は電力の測定の測定不確かさによって選択す
る。
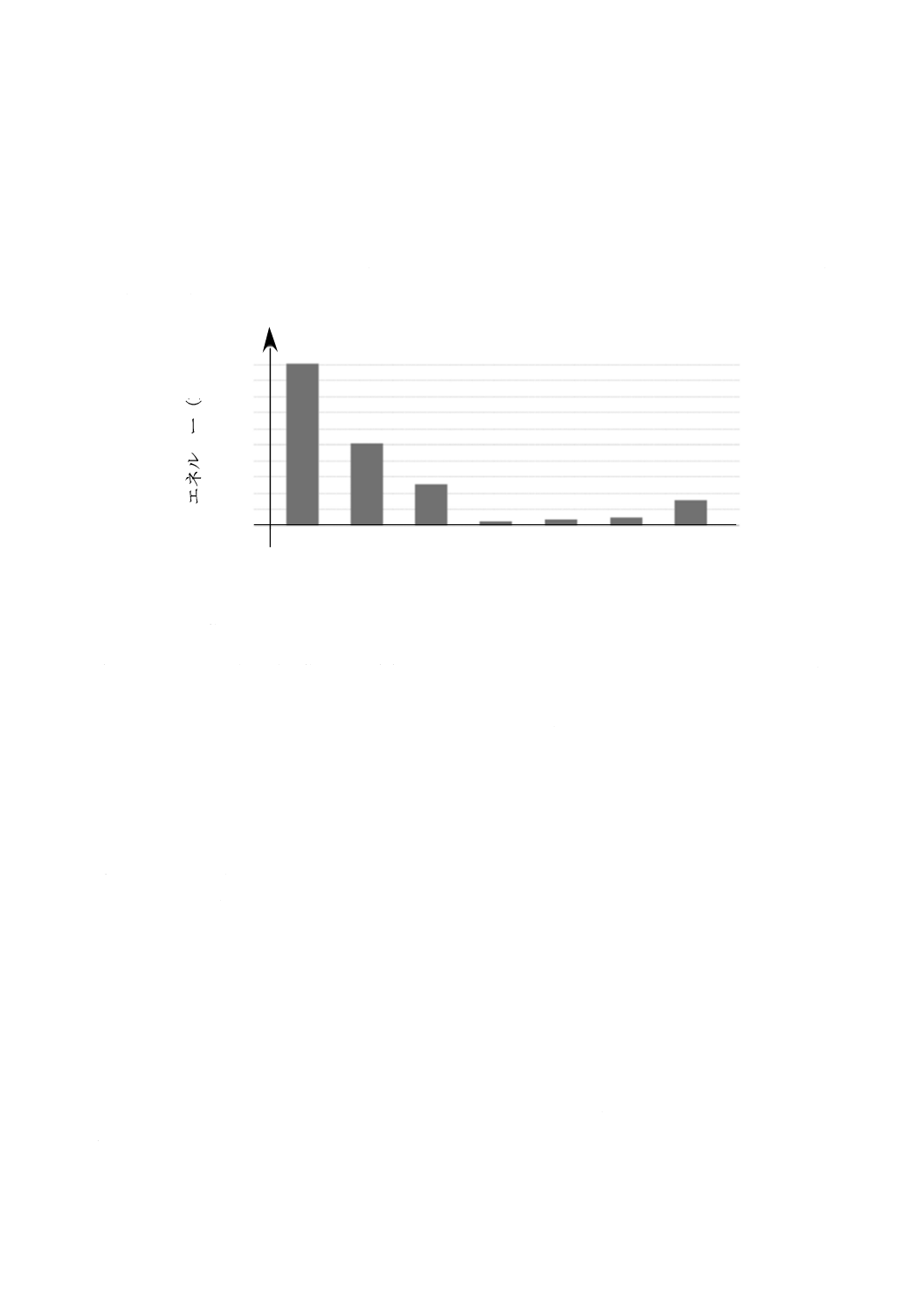
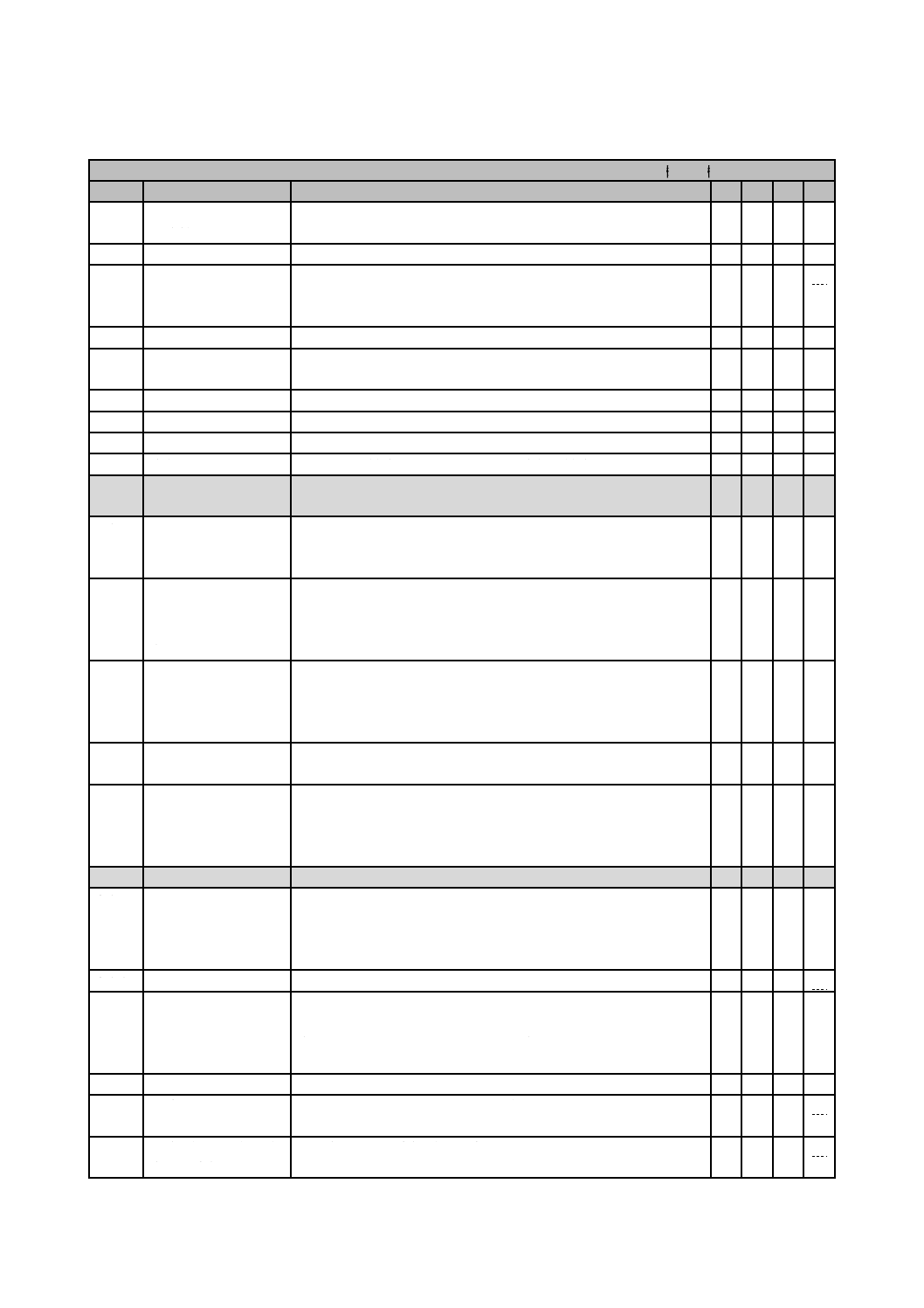
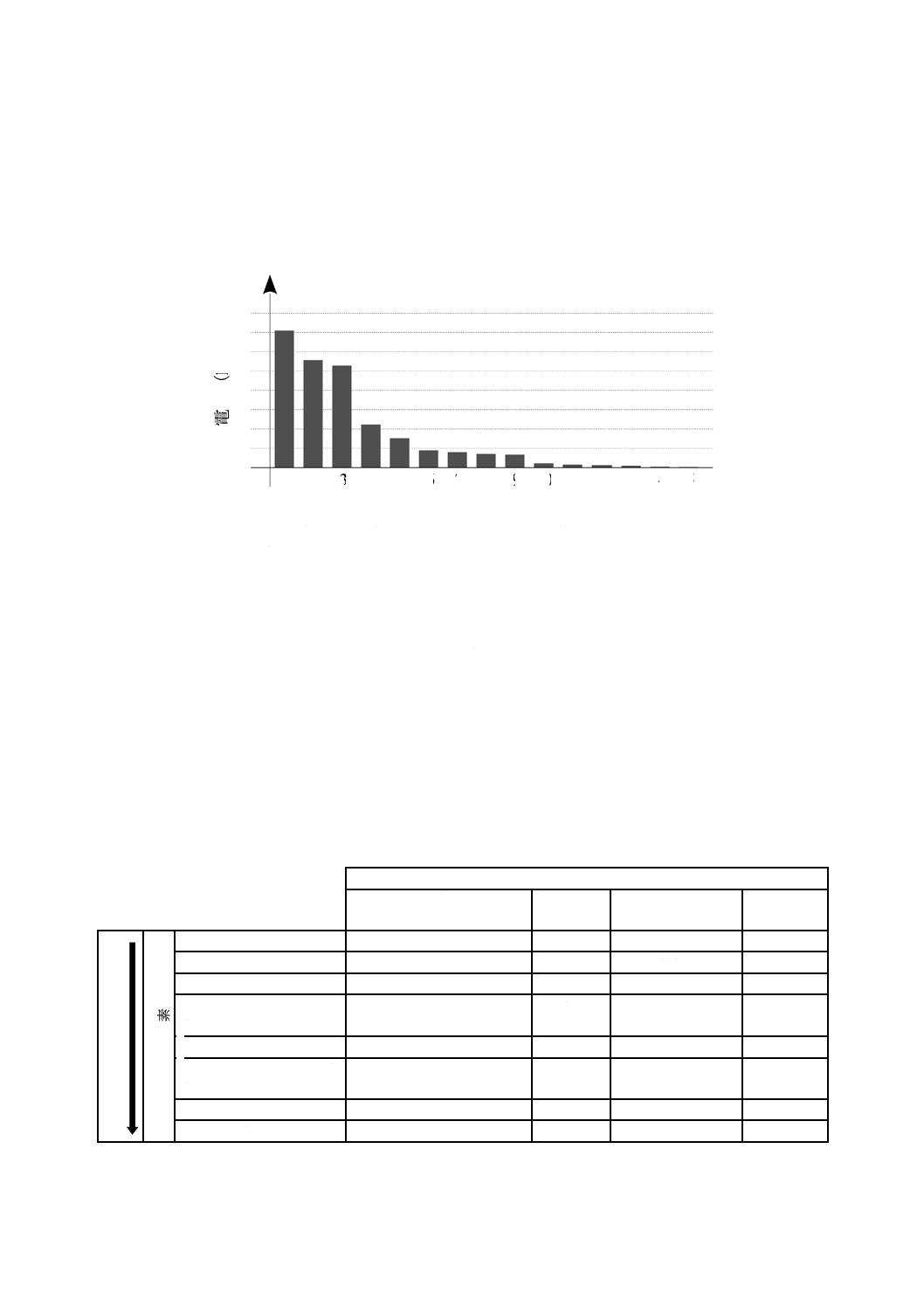
工作機械に供給されるエネルギーを測定する。設計段階において工作機械に供給されるエネルギーを計
算又は推計することもできる。図8に示すような工作機械への供給エネルギーの状態図で,この調査結果
を示すことができる。この状態図には,運転状態に関する説明文,試験中の工作機械の試験サイクル及び
/又は機械加工された試験片を一緒に示さなければならない。運転状態,試験サイクル及び/又は工作物
は,規格によるか,又は工作機械の製造業者と使用者との間の協定による。
比較するためには,環境条件,運転時間及び加工精度のような付加パラメータを含めて,運転状態及び
試験サイクル又は試験片は,比較可能でなければならない。
16
B 0955-1:2020 (ISO 14955-1:2017)
エネルギーの代わりに電力を測定することを推奨する。そうすることによって,異なる運転状態(3.7
参照)で費やされた時間を統計期間として考慮することが可能である。しかし,この目的のためには,時
系列解析が必要になる。そのために,工場の使用環境(例えば,参考文献[11]に従って)における工作機
械の観察に基づき,それぞれの状態において費やされた時間の統計分布を積算する時系列解析を使用する。
このような統計学が利用可能であるとしても,エネルギー使用を求めることになっている全期間を決定し
なければならない。使用の全期間又は有効な機械加工プロセスの全期間は,この目的に用いるべき機能単
位(3.11参照)の例になり得る。
1
2
3
4
5
6
7
0.05
0.10
0.15
0.20
0.25
エ
ネ
ル
ギ
ー
(
kW
h
)
総エネルギー及び機能ごとのエネルギー負担
1
総エネルギー
2
機械制御(機械加工プロセス,運動及び制御)
3
プロセス調整
4
工作物ハンドリング
5
工具ハンドリング
6
再生利用可能物及び廃棄物の処理
7
工作機械の冷却
注記 指定された加工条件:鋼の旋削,切削速度180 m/min,送り0.35 mm/rev,切削量1 564 331 mm3,切削時間440 s
図8−指定された加工条件下で特定の試験片を切削したときに
工作機械の機能ごとに供給されたエネルギー負担の表示例
6.4.2
関連する工作機械の構成要素
最も関連する機能及びその機能と関連する構成要素は,工作機械のエネルギー効率を改善するときの最
初の対象となる。さらに,機械加工プロセスに付加される価値,附属書Aに一覧で示したような処置によ
る相対的な改善の可能性,最先端技術と比較した状態,及び全体としての工作機械の構成要素の修正の環
境影響について評価するのが望ましい。
6.5
達成された結果
エネルギー効率の評価については,“達成された結果”の定量化を行うことが前提条件になる。観察(例
えば,ユニットのオン又はオフ),計数(例えば,工具交換回数),時間測定(例えば,サイクル時間,機
械加工時間),又は他の測定(例えば,軸の送り速度,又は供給潤滑油の流量及び圧力)に基づいて数値化
をしなければならない。
エネルギー効率の測定に工作物の機械加工を含める場合は,加工時間,工作物精度,及び加工プロセス
によって産出されるその他の工作物特性を定義しなければならない。要求事項に適合していない工作物は,
“達成された結果”として数えてはならない。ただし,これらの工作物に割り当てられたエネルギー(例
えば,材料のもつエネルギー,前加工までのエネルギー)は,使用する資源として考慮しなければならな
い。
17
B 0955-1:2020 (ISO 14955-1:2017)
6.6
効率の評価
工作機械に供給されるエネルギーごとに説明文を記載しなければならない。例えば,供給されたエネル
ギー当たりのサイクル数,供給されたエネルギー当たりの工作物数。
エネルギー効率の説明文には,試験手順中の,運転状態の情報,工作機械の作動及び環境条件を添付し
なければならない。測定不確かさは,試験結果とともに記載するのが望ましい。
7
エネルギー効率の高い工作機械の設計手法
エネルギー効率の高い工作機械の設計手法を実行するには,図9に示すように,次の要求事項を満足し
なければならない。
− 工作機械は,一般化した機能又は副機能で記述し,工作機械の構成要素は6.3に従って一般化した機
能又は副機能に割り当てる。
− 使用段階におけるエネルギー効率に関係する機能を特定する(6.4.1参照)。
− 関連する機能を,工作機械の構成要素に割り当てる(6.4.2参照)。
− 関連する工作機械の構成要素,その制御,及びそれらの組合せを最先端技術(附属書A参照)と,又
は工作機械の構成要素,制御,及び/又はそれらを組み合わせた前世代の技術(箇条8参照)と比較
する。
− 関連する工作機械の構成要素及び/又は機能を監視する(箇条8参照)。
注記1 調査中の工作機械に使用段階で工作機械に供給されるエネルギー以外の関連する環境影響が
ある場合には,この規格は対処していない。ISO/TR 14062のような標準報告書が指針となる。
注記2 図9に基づくエネルギー効率の高い工作機械の設計手法は,工作機械の評価ではなく,その
手法を示している。
18
B 0955-1:2020 (ISO 14955-1:2017)
図9−エネルギー効率の高い工作機械の設計手法
8
結果の報告及び監視
結果の報告及び監視は,次のいずれか一つを含んでいなければならない。
− 最先端技術との比較(例えば,附属書Aに基づく定性的比較)
− 類似の機能性(性能,生産性及び精度)をもつ前世代の工作機械との比較
− 新世代の工作機械の高生産性,高精度及び高機能性をカバーするパラメータを含む結果の監視
評価は,主に工作機械の製造業者が行う。製造業者は,その結果,最も関連する工作機械の機能及び工
この規格に従ったエ
ネルギー効率の高い
工作機械の設計手法
ステップ1 一般ライフサイクルアセスメント
関連する
環境影響は使用段階における
エネルギー消費か?
(箇条4参照)
最終的には,
ISO/TR 14062を
参考にして工作機
械を特別に扱う。
No
Yes
ステップ2 6.3に基づき,一般化した工作機械の機能
及び副機能を記述する。
ステップ3 6.3に基づき,構成要素を一般化した工作
機械の機能又は副機能に割り当てる。
ステップ4 6.4.1に基づき,使用段階のエネルギー消
費に関連する工作機械の機能を特定する。
ステップ5 6.4.2に基づき,(使用段階のエネルギー消
費に)関連する工作機械の機能を構成要素に割り当て
る。
ステップ6 関連する工作機械の構成要素,サブシステ
ム,制御及び前世代との組合せを比較する。
ステップ7 (使用段階のエネルギー消費に)関連する
工作機械の構成要素,サブシステム,制御及びそれら
の組合せを最適化する(附属書A及び附属書B参照)。
ステップ8 箇条8に基づき,関連する工作機械の構成
要素を監視する。
19
B 0955-1:2020 (ISO 14955-1:2017)
作機械の構成要素に特に注意して,個々の改善点を監視することができる。
結果を環境主張又は限定条件付き環境主張の形で報告する場合には,次の要求事項を満たさなければな
らない。
− 主張者は,その環境主張の検証に必要なデータの評価及び提供に責任を負わなければならない。
− 主張に先立って,その環境主張の検証のために必要な信頼性のある再現可能な結果を得るために,評
価措置を実施しなければならない。
詳細は,JIS Q 14021:2000を参照。特に比較主張の評価,方法の選択,情報へのアクセス(JIS Q 14021:2000
の6.参照),回収エネルギー(JIS Q 14021:2000の7.6参照),及び工作機械へ供給するエネルギーの節減
(JIS Q 14021:2000の7.9参照)に関して記載されている。
注記 工作機械及びその応用分野の中には,工作機械の構成要素に,温度制御された環境が必要にな
ることがある。場合によっては,閉ループプロセス制御を導入することによってこの要求事項
がなくなり,その結果として工作機械に供給されるエネルギーを測定することによって直接的
には考慮されない可能性のある環境エネルギーの節約となる。節約されるエネルギーは,工場
の立地場所及び地域の気候によって異なる。そのような場合に,引用されたエネルギーの数値
について過度に単純化された解釈を避けるために,適格性のある宣言を含めることは妥当であ
る。
20
B 0955-1:2020 (ISO 14955-1:2017)
附属書A
(参考)
工作機械のエネルギー効率改善策一覧
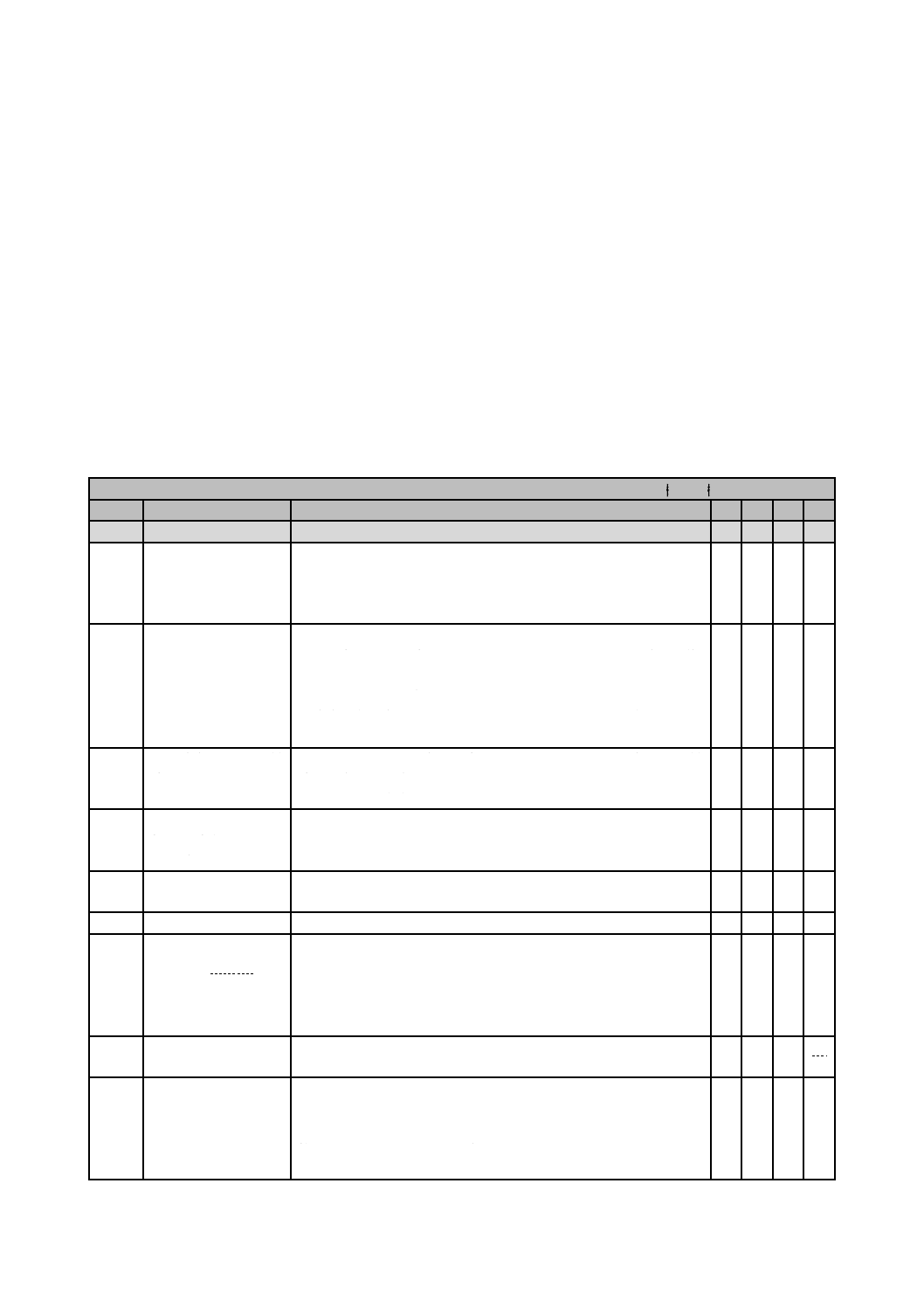
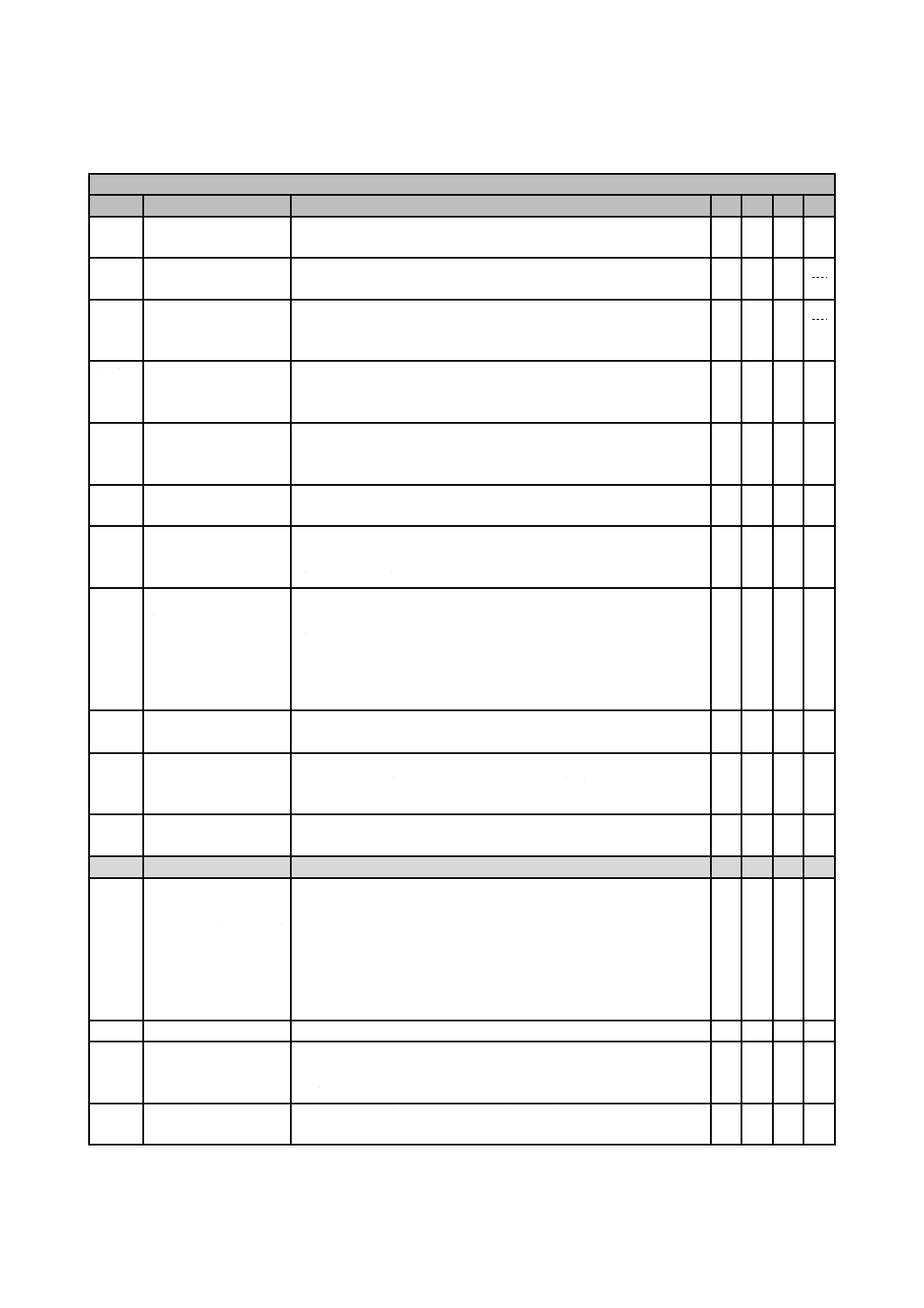
表A.1は,工作機械のエネルギー効率を改善するための一覧である。この表に記載した改善策は,一般
にエネルギー効率を向上させるのに適している。ただし,それらを実装する場合は,与えられた状況,シ
ステム設計,使用される技術,及び調査中の工作機械の適用範囲内で考慮するのが望ましい。さらに,実
装の決定は,機能性,標準化,信頼性,コストなどの複数の基準を考慮するのがよい。
表A.1の“A”列の“○”は金属切削工作機械,“B”列の“○”は液圧プレス,“C”列の“○”は機械
サーボプレス及び機械プレス,並びに“D”列の“○”は木材加工機械(様々な木材加工機械の技術を考
慮している。)の適用可能性について示している。
表A.1−エネルギー効率の高い工作機械を設計するための改善策
A:金属切削工作機械,B:液圧プレス,C:機械(サーボ)プレス,D:木材加工機械
No.
改善策
説明
A
B
C
D
1
機械全体の改善策
1-1
移動質量の最小化
質量の加速に必要なエネルギーは,質量に比例する(E=1/2×
m×v2)。制動中に一部のエネルギーが回収されても,効率係数1
未満のエネルギーが供給され,回収される。加速に必要なエネル
ギーを削減する最も良い方法は,質量を減らすことである。
○ ○ ○ ○
1-2
摩擦の低減
摩擦の低減は,機械的摩耗の減少及び品質の向上を意味する
が,エネルギー削減につながるのが望ましい。種々ある軸受(転
がり軸受,滑り軸受,静圧軸受,磁気軸受)を選択するときは,
環境保護の側面も考慮する。
速度依存の摩擦を低減するときは,選択した駆動技術の特性に
基づいて最適化するのが望ましい。
○ ○ ○ ○
1-3
機械全体の設計の最
適化
工作機械は,使用者の要求に従って設計するが,運転範囲が最
適作業条件で指定されているかどうかを確認する。サイズ,性能
などを過剰に増やさないようにする。
○ ○ ○ ○
1-4
暖機運転なしに即時
加工を実行するため
の設計
自動温度補償の提供。
○
1-5
工作物のクランプ
工作物をクランプしたままにするために必要なエネルギーを
なくすか,又は最小限に抑える。
○
○
1-6
工具のアンクランプ
工具のアンクランプに必要なエネルギーを最小化する。
○
○
1-7
複数の主軸又は複数
の工作物保持具をも
った工作機械
用途に応じて,複数の主軸をもつ工作機械又は複数の工作物を
一度に搭載できる工作機械を検討する。1回限りの取付け,共有
している補助ユニット,及びより短い部品搬送時間は,独立した
工作機械と比較して,より高いエネルギー効率が得られる可能性
がある。
○
○
1-8
再クランプ回数の最
小化
非生産時間を短縮すると,エネルギー効率が向上する。
○
○
1-9
様々な加工技術の組
合せ
1台の工作機械で,様々な加工方法を組み合わせて,1回限り
の取付け及び調整を行うだけの場合は,結果として高品質・高生
産性が得られ,エネルギー効率が向上することになる(例えば,
旋削及びフライス削りの組合せ,フライス削り,中ぐり及びエッ
ジバンディングの組合せなどを検討する。)。
○
○
21
B 0955-1:2020 (ISO 14955-1:2017)
表A.1−エネルギー効率の高い工作機械を設計するための改善策(続き)
A:金属切削工作機械,B:液圧プレス,C:機械(サーボ)プレス,D:木材加工機械
No.
改善策
説明
A
B
C
D
1-10
軸クランプ
モータによる励磁ブレーキを使用する代わりに軸クランプを
使用する。
○
〇
1-11
長い軸
ストロークが長くて重い軸は,ストロークを短くして高加速度
に対応できるようにする。
○
○
1-12
生産性の向上
使用(生産)していないか,又は生産性が低ければ,効率は下
がる。例えば,切削パラメータを最適化することで生産性を最大
化する。
○
○
1-13
資源の消費を削減す
るために,使用者と
のやり取りを提供
運転者が運転中断になることを予想したときに介入するよう
に運転者に指示を与える。例えば,待機状態にするためのボタン
を押すように指示する。
○ ○ ○ ○
1-14
主軸回転中の工具交
換
主軸の加減速を避けるため,主軸回転中の工具交換(例えば,
ボーリングヘッドの交換)を可能にすることを検討する(マシニ
ングセンタではかなり頻繁に工具を交換する。)。
○
○
1-15
工具交換を減らす
総型工具又は同一主軸(双主軸)に異なる工具を取り付けるこ
とを可能にすることを検討する。
○
○
1-16
垂直軸用のカウンタ
バランスシステム
カウンタバランスシステムは,垂直方向の運動システムの位置
エネルギーを減らす。加減速を更に減少させる(例えば,ばね形
式の取付けを検討する。)。
○ ○ ○ ○
1-17
高効率ダイクッショ
ン
ダイクッションは,材料の流れを抑制するために必要である。
エネルギー効率が低いと,必要なエネルギーはほとんど熱に変換
される。
低エネルギー消費又は回生フィードバックのダイクッション
制御システムを使用して,熱に変換されるエネルギーを最小限に
する。
○ ○
1-18
差動シリンダの回生
回路を使用
制御バルブにおける圧力低下の減少。
○
1-19
金型クランプ
最適効率技術のクランプシステムを選ぶ。受動的なクランプシ
ステム(例えば,ばねによるクランプ,電気式のクランプ,磁気
式のクランプの検討)を選定する。
○ ○
1-20
ハンドリング技術
非生産時間及びセットアップ時間を最適化するために,ハンド
リングロボット及び/又は自動ハンドリング装置を使用する。
○ ○
2
送り駆動ユニット
2-1
インバータシステム
の回生フィードバッ
ク[例えば,サーボ
モータ,主軸,アク
ティブ・フロント・
エンド(Active Front
End,AFE技術)]
送りユニットは,ブレーキエネルギーを主電源にフィードバッ
クすることができる。
○ ○ ○ ○
2-2
モータ
2-2-1
省エネルギーモータ
の使用
IEC 60034-30規格群及びモータサイズ(IE/容量)に対応した
エネルギー効率をもつモータ又は可変リラクタンスモータを使
用する。
○ ○ ○ ○
2-2-2
磁束制御の使用
損失,例えば,非同期モータの損失を減らすために,磁束制御
を使用する。
○
○
22
B 0955-1:2020 (ISO 14955-1:2017)
表A.1−エネルギー効率の高い工作機械を設計するための改善策(続き)
A:金属切削工作機械,B:液圧プレス,C:機械(サーボ)プレス,D:木材加工機械
No.
改善策
説明
A
B
C
D
2-3
高品質減速器の使用
− JIS B 1702規格群に規定する品質の円筒歯車対の使用
− 低摩擦シールの使用
− 潤滑の最適化
○
○ ○
2-4
運動しない送り軸に
ブレーキを使用
パートプログラムの実行中に補間に関係しない送り軸の指令
を切り(パルスを停止),ブレーキを使ってクランプする。
○
○
2-5
高効率インバータ
高効率パワー素子を使ったインバータを使用する。
○ ○ ○ ○
2-6
200 V系統の代わり
に,より高い電圧系
統(例えば,400 V)
(適用可能な場合)
高電圧系統(例えば,400 V)は,抵抗損失の低減によって,
エネルギー効率を向上させることができる。
○
○
2-7
異なるドライブ間で
エネルギーのバラン
スをとるDCリンク
電圧
DCリンク電圧を利用し,異なるドライブ間のエネルギーの均
衡をとると送りユニットのサイズを小さくすることができる。
○
○
2-8
動的パラメータの最
適化
設定信号の加速度又は速度を制限する選択肢は,プロセスに従
ってモータ効率又は速度の最適化をより有効に活用することに
なる。この場合に,モータの過負荷能力(capability)は,活用し
ない。
○ ○ ○ ○
2-9
モータ出力の最適化
効率の最適値の近くで運転するモータを選択する。オーバサイ
ズ又は過負荷は,エネルギー損失を生む。
○ ○ ○ ○
2-10
最も効率的な駆動シ
ステムの提供
工作機械が最もよく作動する運転条件に対する最も効率的な
駆動システムを提供する。様々な形式の駆動システムのエネルギ
ー効率を比較する(例えば,サイクルタイムの短いプロセス用に
は直接駆動ポンプ,サイクルタイムの長いプロセス用には駆動を
検討する。)。3-1参照。
○
○
2-11
主要な軸に多圧力ア
キュムレータシステ
ムの使用
多圧力(multi-pressure)アキュムレータシステムを使用すると,
アキュムレータとアクチュエータとの間の圧力低下を減らすこ
とができる。
○
2-12
主駆動用の直接エネ
ルギー貯蔵駆動シス
テム
直結式のエネルギー貯蔵駆動システムは,使用している主電動
機の出力を低減する可能性がある(例えば,フライホイールを検
討する。)。
○
2-13
主駆動用の間接エネ
ルギー貯蔵駆動シス
テム
パワーピークを下げるために,エネルギー貯蔵駆動システムを
使用する(例えば,電気的に結合されたフライホイール,コンデ
ンサバンクを検討する。)。
○ ○
2-14
駆動のインテリジェ
ント制御
駆動が必要でないとき,駆動のインテリジェント制御でエネル
ギーの使用を遮断する(電動モータを検討)。
○ ○ ○ ○
2-15
インバータシステム
の予備容量及び使用
者固有レイアウトの
極小化
適切なインバータを選ぶ,すなわち,
− モータサイズに近いインバータを選定する。
− オーバサイズは,エネルギー損失を発生する。
○ ○ ○ ○
3
液圧システム
3-1
最適な駆動補助シス
テム(モータポンプ
システム)の選択
3-1-1
機能又はシーケンスによっては,要求プロフィール(ポンプの
構成,例えば,高圧又は低圧,可変容量又は固定容量)に合致し
ているポンプシステムが必要になる。
○ ○ ○ ○
23
B 0955-1:2020 (ISO 14955-1:2017)
表A.1−エネルギー効率の高い工作機械を設計するための改善策(続き)
A:金属切削工作機械,B:液圧プレス,C:機械(サーボ)プレス,D:木材加工機械
No.
改善策
説明
A
B
C
D
3-1-2
負荷サイクル[間欠運転における一定速度,サーボモータ又は
非同期モータによる可変速度(極数変化,速度制御/調圧)]に
応じて電源を入れる。
○ ○ ○ ○
3-1-3
オーバサイズを避け,最適効率の範囲でポンプを運転するため
には,適切なサイズ及び形式のモータ及びポンプを選ぶ。
○ ○ ○ ○
3-1-4
ポンプ駆動と負荷サイクルとの間で,できるだけ最良のマッチ
ングを達成し,需要ピーク(潜在的な小型化)を補償するための
液圧エネルギーの一時的貯蔵を採用する(例えば,アキュムレー
タへの貯蔵を検討する。)。
○ ○ ○ ○
3-1-5
速度制御形ポンプ及び可変容量形ポンプは,制御バルブの代わ
りに可変速度で圧力制御を行うことができる。
○ ○ ○ ○
3-2
圧力レベルを負荷サ
イクルに合わせ,か
つ,工作機械上の
様々なアクチュエー
タとも合わせる。
3-2-1
可変容量形ポンプ,速度制御形ポンプ又はゼロ・プレッシャ
ー・サーキュレーション(zero-pressure circulation)を用いて圧力
調整を行う。
○ ○ ○ ○
3-2-2
同一圧力レベル(圧力低下損失なし)で運転するように設計さ
れたアクチュエータを使用する。
○ ○ ○ ○
3-2-3
圧力制御形駆動システム(例えば,可変速度駆動,圧力調整可
能な可変容量形ポンプを検討)を使って圧力調整を行う。
○ ○ ○ ○
3-2-4
高圧力を必要とする個々のアクチュエータに対する増圧装置
を使用する。
○ ○ ○ ○
3-2-5
安全規準を十分に考慮したオン/オフモード又は待機モード
を使用する。
○ ○ ○ ○
3-3
液圧損失/漏れの低
減
3-3-1
スロットル制御システムの代わりに容量制御システムを使用
する。
○ ○ ○ ○
3-3-2
内部の漏れを低減(例えば,アキュムレータチャージユニット
又は液圧クランプ装置にシートバルブを検討)する。
○ ○ ○ ○
3-3-3
液圧管路の設計を最適化し,液圧抵抗を低減する。
○ ○ ○ ○
3-3-4
分散供給について検討する。
○ ○ ○ ○
3-3-5
低パイロットオイル消費のパイロット操作バルブを使用する。
○ ○ ○
3-3-6
低圧力低下のマニホールドを使用する。
○ ○ ○ ○
3-4
管の寸法決定
配管(長さ,直径など)の設計を最適化し,流体抵抗を減らす。
管は,摩擦損失,すなわち,エネルギー損失を引き起こす。最
終的に,管は,圧力低下を引き起こし,工作機械のエネルギー効
率に負の影響を及ぼす。管及び継手の長さ,内径,流量,及び取
付け半径は,用途に合わせて最適化する。この要求事項について
は適用可能なところで,機能を識別し,説明する。
○ ○ ○ ○
3-5
電磁操作弁のエネル
ギー効率の向上
3-5-1
スイッチングの間だけ作動するパルスバルブ(デテント付き)
を使用する。
○ ○ ○ ○
24
B 0955-1:2020 (ISO 14955-1:2017)
表A.1−エネルギー効率の高い工作機械を設計するための改善策(続き)
A:金属切削工作機械,B:液圧プレス,C:機械(サーボ)プレス,D:木材加工機械
No.
改善策
説明
A
B
C
D
3-5-2
自動保持電流変調機能付きバルブ継手,例えば,パルス幅変調
(PWM)を使用する。
○ ○ ○ ○
3-5-3
適用可能な場合は,8 Wのソレノイドバルブを使用して電力消
費量を減らす。低ワット数のソレノイドが使用可能かどうかは,
その機能による。それは,切替力減少のためである。
○ ○ ○ ○
3-6
漏れの監視
内部漏れは,エネルギー損失を引き起こす。漏れの監視は,超
過流量を検出する(例えば,レゾルバのはめ合い部の緩み,バル
ブ又はポンプの摩耗を検討する。)。
○ ○ ○ ○
3-7
低流動抵抗
流動抵抗によって発生する損失を防ぐ(例えば,最適化された
圧力低下に対するバルブ寸法及びばね特性の選択などを検討す
る。)。
○ ○ ○ ○
3-8
高効率補助圧力発生
圧力調整用に圧力レリーフバルブ又は減圧弁を使用するのを
避けて適切なレベルの圧力にする(例えば,速度制御形ポンプ,
可変流量形ポンプ,断続的に動作するポンプを検討する。)。3-1
参照。
○ ○ ○ ○
3-9
暖機運転サイクル
実際の油温を暖機運転の制御に使用して,できるだけ早く暖機
運転サイクルを終了させる。適用可能な場合は,始動温度につい
ては,電気ヒータの代わりに液圧加熱に変更する。
○ ○ ○ ○
3-10
油温
最適な温度範囲で運転する。予想している周囲温度範囲に適し
た粘度の油を選択する。
○ ○ ○ ○
3-11
油冷却
空冷の代わりに水冷を使用する。水冷式は,より効率的である
だけでなく,それ以外の目的に水を施設で使ってもよい。回収冷
却エネルギーは,床暖房,温水供給などに使うことができる。
○ ○ ○ ○
3-12
全体の液圧システム
全体の液圧システムの最適化,例えば,必要な油量を最適化す
る。
○ ○ ○ ○
4
空圧システム
4-1
最適化された最小損
失の圧縮空気方式
(密封空気駆動と空
圧駆動との区別)
4-1-1
オフのための主スイッチを単独で設ける。
○ ○ ○ ○
4-1-2
特定のモジュールのオフのための独立スイッチを設ける。
○ ○ ○ ○
4-1-3
インテリジェントなシャットダウン手順。
○ ○ ○ ○
4-1-4
漏れ防止
オンデマンドモニタによる漏れ指示器。
エネルギー効率が低くなる主な原因の一つは,圧力配管の漏れ
である。漏れを見つけやすくし,かつ,漏れを防ぐためには,工
作機械の制御システムの一部として,漏れ及び状態監視システム
を実装するのが望ましい。
○ ○ ○ ○
4-1-5
デッドボリューム
(Vcut)の縮小
弁とシリンダとの間の距離を可能な限り短くする。長い管は,
加圧され排出されるたびに各スイッチングサイクルで大きなエ
ネルギー損失を引き起こすデッドボリュームになる。この管で圧
縮された空気は,無駄になる。
○ ○ ○ ○
4-1-6
不要な分岐配管のス
イッチを切断
空圧回路の全ての分岐配管が,工作機械の全ての運転状態にお
いて与圧する必要があるかどうかを確認する。与圧の必要がない
場合は,不要な容量によって生じるエネルギー損失を防ぐため
に,これらの分岐配管のスイッチを切ることを検討する。
○ ○ ○ ○
25
B 0955-1:2020 (ISO 14955-1:2017)
表A.1−エネルギー効率の高い工作機械を設計するための改善策(続き)
A:金属切削工作機械,B:液圧プレス,C:機械(サーボ)プレス,D:木材加工機械
No.
改善策
説明
A
B
C
D
4-1-7
管の寸法決め
管(長さ,直径など)の設計を最適化し,流動抵抗を減らす。
管は,摩擦損失,すなわち,エネルギー損失を起こす。最終的に,
管は,工作機械のエネルギーバランスに悪い影響を与える圧力低
下を起こす。管及び継手の長さ,内径,流量,及び取付け半径は,
用途に合わせて最適化するのが望ましい。
○ ○ ○ ○
4-1-8
空圧駆動の適切な配
置
空圧駆動,例えば,シリンダを使って発生させる力は,大きす
ぎないのが望ましい。必要な空気が少ない場合は,エネルギーの
使用も少なくなる。空気圧システム及びその構成要素の配置は,
工作機械の必要性に合わせて調整するのが望ましい。
○ ○ ○ ○
4-1-9
供給圧力の減少
供給圧力の減少と工作機械の性能との相互作用を検証するの
が望ましい(用途によっては,0.1 MPaの圧力を減少させると効
率が最大10 %向上する可能性がある。)。圧力の減少が工作機械の
機能にいかなる負の影響も及ぼさないことが望ましい。
○ ○ ○ ○
4-2
必要とされる機能に
対してシリンダで発
生させる力の最適化
○ ○ ○ ○
4-3
密封空気
より多くの密封空気(P<0.2 MPa)が必要な場合(0.3 m3/min
よりも多く)は,小形の低圧コンプレッサ又は同様の手段を使用
すると,通常,減圧レギュレータからの圧縮空気よりもはるかに
効率が良い。
○
○
4-4
高効率の清掃用エア
ブロワー
清掃用エアブロワーを最適設計すると,必要空気供給を減らす
ことができる。
○
4-5
加工に必要がないと
き清掃用エアブロワ
ーのスイッチを切断
清掃用エアブロワーのスイッチを直接切ることで,清掃が必要
でないときの供給空気圧の損失を防ぐことができる。
○
4-6
センサ位置の最適化
センサの位置を最適に配置することによって,センサを清掃す
るエアブロワーの使用を避けることができる。
○
4-7
全体のシステム
サブシステムの最適化の後に,システム全体の最適化を行う。 ○ ○ ○ ○
5
真空システム
5-1
エネルギー効率の高
い真空ポンプの使用
ポンプ形式が異なるとポンプ効率も異なる。乾式クローポンプ
は,ロータリベーン真空ポンプよりも効率がよい。
○
○
5-2
速度制御真空ポンプ
の使用(インバータ
付き)
要求真空値(真空計の助けを借りて)に基づいてポンプモータ
の回転を自己最適化する。
○
○
5-3
工作物保持における
真空制御の最適化
工作物を保持するとき,真空エリアごとに管理する。
○
○
6
電気系統
6-1
電源のエネルギー損
失の最小化
従来の変圧器の代わりに,高効率の変圧器又は電圧検証変換器
を使用(例えば,補助電源24 Vのスイッチング電源を考慮)す
る。
○ ○ ○ ○
6-2
高効率変圧器
工作機械の負荷要件は,加工サイクルの間一定ではない。した
がって,低銅損失で最適化された変圧器の代わりに,低鉄損失で
最適化された変圧器を設置した方がより効率的である。
○ ○
6-3
電源系統を設計する
とき,同時率を適用
過大な電源サイズを避けることは,エネルギー損失の絶対値を
下げることになる。同様に過負荷も避ける。
○ ○ ○
6-4
力率補正付きコンバ
ータ/インバータ
回生駆動を使用して,電源線の力率を補正し,関連する電力損
失を低減する。
○ ○ ○ ○
26
B 0955-1:2020 (ISO 14955-1:2017)
表A.1−エネルギー効率の高い工作機械を設計するための改善策(続き)
A:金属切削工作機械,B:液圧プレス,C:機械(サーボ)プレス,D:木材加工機械
No.
改善策
説明
A
B
C
D
6-5
制御キャビネットの
温度管理
6-5-1
廃熱を最小化する。例えば,高効率部品を使用する。
○ ○ ○ ○
6-5-2
廃熱を回避できない場合は,放熱(空冷又は水冷)する。熱エ
ネルギーの再利用の点では,水冷は,空冷よりも良い。廃熱の再
利用については,使用者と確認又は検討する。
○ ○ ○ ○
6-5-3
適用可能な場合には,制御された換気(ファン)を使用する。 ○ ○ ○ ○
6-5-4
保守の必要性が低い空調機(エアフィルタなし)及びドアを開
くと遮断される機能の付いたサーモスタット付き空調を使う。
○ ○ ○ ○
6-6
照明系統
6-6-1
エネルギー効率の高い照明を使用する。
○ ○ ○ ○
6-6-2
必要がないときには,照明を自動で切るようにする。
○ ○ ○ ○
6-7
全体の電気系統
副系統を最適化した後に電気系統全体を最適化する。
○ ○ ○ ○
7
プロセス加熱システ
ム
7-1
プロセスに応じて赤
外線ランプを自動切
替え
○
7-2
プロセスに応じて高
温ジェットを低消費
モードへ自動で切替
え
スイッチを切る代わりに低消費モードに切り替えることで,作
業温度に素早く到達させることができる。
○
7-3
プロセスに応じて接
着ポットの低消費モ
ードへの自動で切替
え
スイッチを切る代わりに低消費モードに切り替えることで,作
業温度に素早く到達させることができる。
○
7-4
瞬時プロセス加熱シ
ステム
エッジバンディングのため,例えば,レーザ技術の利用を考慮
する。
○
7-5
プロセスに応じてプ
レート加熱システム
を低消費モードへ自
動で切替え
スイッチを切る代わりに低消費モードに切り替えることで,作
業温度に急速に復帰させることができる。
○
8
冷却・潤滑システム
8-1
工作機械及び/又は
そのモジュールの冷
却機器を含む全ての
冷却機器の温度管理
次の事項に関する,全ての冷却機器の温度管理に対する最適化
の考え方。
8-1-1
熱出力損失を最小化する。
○ ○ ○ ○
8-1-2
熱出力損失を回避できない場合は,放熱(空冷又は水冷)する。
熱エネルギーの再利用の点では,水冷は,空冷よりも良い。熱エ
ネルギーの再利用については,使用者と確認又は検討(例えば,
標準化されたインタフェースについて考慮)する。
○ ○ ○ ○
8-1-3
適用可能な場合には,制御された換気(ファン)を使用する。 ○ ○ ○ ○
8-2
温度制御された構成
要素
プロセス(熱源での冷却)に依存した構成部品の直接冷却を適
用する。
○ ○ ○ ○
8-3
要求(demand)に依
存した冷却
要求に応じた冷却(例えば,ラインに接続するモータはインバ
ータモータに,温度制御冷却水に変更などを考慮)を適用する。
○ ○ ○ ○
27
B 0955-1:2020 (ISO 14955-1:2017)
表A.1−エネルギー効率の高い工作機械を設計するための改善策(続き)
A:金属切削工作機械,B:液圧プレス,C:機械(サーボ)プレス,D:木材加工機械
No.
改善策
説明
A
B
C
D
8-4
相乗効果に関して副
システムの適用を考
慮
可能な限り最大の省エネルギーを達成するため,個々の機能に
使われる個々の構成要素及びモジュールを調べるだけでは十分
でないことが多い。さらに,アイドル期間中,他の機械機能がそ
れによって供給されるか,動かされる場合,補給ユニット(例え
ば,液圧)の使用を拡張できるかどうかを確認する必要がある。
改善された利用による補給ユニットの全体効率の向上に加え
て,ドライブユニットを省略でき(例えば,高圧クーラントの生
成),かつ,それ以前のエネルギー所要量の大部分は,減らすこ
とが(電気的・機械的損失を回避)できる。
○
8-5
潤滑ポンプ
要求に応じた冷却及び潤滑システムの運転モード
8-5-1
間欠運転ポンプを使用する。
○ ○ ○ ○
8-5-2
制御した流量を使用する。
○ ○ ○ ○
8-5-3
調整可能な圧力を使用する。
○ ○ ○ ○
8-5-4
オリフィスの代わりに,十分な流量のポンプ及び分配器以外を
取り付ける。
○ ○ ○ ○
8-6
最小量潤滑(MQL)
適用でき効果がある場合には,MQLを使用する。
○
○
9
切りくず及びじんあ
い(塵埃)の排出口
フード
9-1
切りくず及びじんあ
いの排出口フードの
最適化設計
最適化設計によって圧力低下を減少させ,フードの効率を向上
させる。
○
9-2
プロセスに応じた各
捕集フード仕切弁の
自動的な管理
使用していないユニットの仕切弁を閉鎖すると,エネルギー効
率は向上する。
○
10
他のポンプ
10-1
エネルギー効率の高
いポンプの使用
ポンプの原理が異なるとポンプの効率も異なる。
○ ○ ○ ○
10-2
エネルギー効率の高
いポンプモータユニ
ットの使用
電気モータと組み合わせたポンプの原理及びサイズは,ユニッ
トの効率に影響する。ポンプシステムを可能な限り長く最適な効
率近くで運転するようにポンプの原理,サイズ及び速度を選択す
る。3-1参照。
○ ○ ○ ○
11
他の周辺機器
11-1
プロセスに応じた,
他の周辺機器の最適
制御
運転段階,例えば,切りくず,チップコンベア,ミスト捕集シ
ステム,マーカなどの周辺機器を制御することを検討する。
○ ○ ○ ○
12
エネルギーの効率的
な使用のための指針
12-1
工作物の機械加工プ
ロセスの最適化
12-1-1
オフマシンで行う工作物の加工シミュレーション。非能率な運
転時間を回避。工作機械の設計構想段階においても適用可能。
起こり得る衝突回避及び工具経路の最適化を行うことができ
るシミュレーション環境が提供される場合には,非生産時間を最
小限に押さえることができる。
○
○
28
B 0955-1:2020 (ISO 14955-1:2017)
表A.1−エネルギー効率の高い工作機械を設計するための改善策(続き)
A:金属切削工作機械,B:液圧プレス,C:機械(サーボ)プレス,D:木材加工機械
No.
改善策
説明
A
B
C
D
12-1-2
オフマシンで行う工作物の加工。
非能率な運転時間の回避。
工作機械の設計構想段階でも使用可能。
○ ○
12-2
スクラップ発生を減
らすための方策
金型監視,インプロセス制御,原材料の最適使用−廃棄物を最
小化し,欠陥生産をゼロにする。
○ ○ ○
12-3
資源の消費を減らす
ための顧客情報の提
供
12-3-1
使用者へのエネルギー効率の高い工作機械の使用に関する情
報を提供する。例えば,ユーザマニュアル及びトレーニングによ
る周辺機器のオン/オフのプログラミング方法を提供する。
運転者が運転中断になることを予想したときに,例えば,どの
ように介入するのかの情報を運転者に提供する。
○ ○ ○ ○
12-3-2
使用者への軸の最適運動に関する情報,例えば,フィーダ,ロ
ボットなどのエネルギー最適化,経路に沿った多軸システムの運
動の最適化方法を提供する。12-3-1参照。
○ ○ ○ ○
12-3-3
回生可能な熱出力に関する使用者への情報の提供(例えば,媒
体の流量及び温度)する。
○ ○ ○ ○
12-4
非生産時間の最小化
使用(生産)していないか又は生産が少ない場合には,効率は
低下する。生産量を改善する方法は,金型/工具の自動交換シス
テム,部品の不良を防止するための状態監視,迅速なトラブルシ
ューティングのための良好な診断などである。
○ ○ ○ ○
12-5
1部品当たりのサイ
クルタイムを減らす
ことによる生産性の
最適化
生産性を改善すれば,1部品当たりに必要な基本負荷の割合を
減らすことができる。
○ ○ ○ ○
13
制御システム
13-1
様々な運転条件の制
御パラメータ
加工の種類に対して制御パラメータを適応させることによっ
てエネルギー効率を高める方法を提供する。この方法は,異なる
複数の概念又はこれらの概念の組合せに対応することができる。
a) 用途(例えば,荒削り又は仕上げ削りに応じて異なるパラメ
ータを設定することを考慮)に応じた制御パラメータセット
(例えば,速度限界,加速度限界,フィードフォーワード,
及びフィードバック係数を含む。)を手動で選択する静的な
方法。
b) 動的な基準(例えば,適応送り制御,高度な位置制御を考慮)
に関する加工条件への制御パラメータの自動適応のための
動的な方法。
c) パートプログラムのエネルギー効率コマンドに基づき制御
パラメータを適用する方法(例えば,荒削り,仕上げ削り,
中ぐり,ねじ切りなどのステップベースを考慮)。
異なる運転条件間を自動切替えするための条件設定を提供。
○
○
29
B 0955-1:2020 (ISO 14955-1:2017)
表A.1−エネルギー効率の高い工作機械を設計するための改善策(続き)
A:金属切削工作機械,B:液圧プレス,C:機械(サーボ)プレス,D:木材加工機械
No.
改善策
説明
A
B
C
D
13-2
運転条件に対するエ
ネルギー最適化デフ
ォルト設定−エネル
ギーレベル−(使用
者固有の運転管理)
可能な運転条件−エネルギーレベルで
− スイッチオフ
− 待機状態−始動準備(主電源オン,制御実行中,補機及び周
辺機器停止)
− 一時停止−生産準備完了(補機及び周辺機器オン)
− 生産可能−運転モードに依存
− 制御パネルのスクリーンセーバ及び照明
− インテリジェント運転管理
− その他
○ ○ ○ ○
13-3
自動運転状態の切替
え
異なる運転状態を切り替えることで,最も効率的なモードを選
択するための運転管理に役立つ。
○ ○ ○ ○
13-4
加工条件に関係する
機械加工プロセスの
最適化
供給されるエネルギーを最小化するための運動制御(例えば,
省エネルギー加工に対する時間最適化加工,省エネルギー加工に
対する精度最適化加工)を提供する。
○
○
13-5
生産データとともに
供給されたエネルギ
ーの記録又は監視
異なる運転条件(例えば,kWh当たりの工作物)の下で工作機
械に供給されたエネルギーについて知ることは,使用者がエネル
ギー管理システムを実装する助けになる。
○ ○ ○ ○
30
B 0955-1:2020 (ISO 14955-1:2017)
附属書B
(参考)
エネルギー効率の高い工作機械の設計手法の適用例
試験中の工作機械:
− 種類:5軸マシニングセンタ
− 軸移動量:X: 1 000 mm,Y: 1 000 mm,Z: 800 mm
− 機械質量:14 000 kg
− 主軸動力:35 kW(公称)
− 補助アクセサリ:組込み形工具交換装置
次のステップは,図9に例示する設計手法を参照したものである。
ステップ1:使用段階において供給されるエネルギーが環境影響に最も関連していることを確認
ステップ2:工作機械の一般化した機能及び副機能の記述
− 工作機械の運転:主軸及び移動軸,AC 230 V及びDC 24 V供給
− プロセス調整:内外部の潤滑油の供給,潤滑油の再冷却,ミスト捕集による空気の対流
− 工作物ハンドリング:手動取付け → 工作機械に機能なし
− 工具ハンドリング又は金型交換:工具交換装置,液圧クランプ
− 再生利用可能物及び廃棄物の処理:切りくず除去,チップコンベア,切りくずフィルタリング,シー
ル空気,ミスト捕集
− 工作機械の冷却・加熱:潤滑油供給,電気装置の制御盤の冷却
31
B 0955-1:2020 (ISO 14955-1:2017)
ステップ3:一般化した工作機械の機能又は副機能への工作機械の構成要素の対応付け
この例では,構成要素別に領域を塗り分けて表示している。
時間
(min)
消
費
電
力
(k
W
)
1
主軸及び移動軸
2
ポンプ及び工具の内部冷却
3
油圧装置
4
ポンプ及び工具の外部冷却
5
圧縮空気
6
切りくず除去ポンプ
7
潤滑油循環ポンプ
8
工具交換装置
9
チップコンベア
10 再冷却装置
11 切りくずろ過装置
12 AC 230 V供給
13 ミスト捕集
14 電気装置の制御盤の冷却
15 DC 24 V供給
16 総電力
図B.1−基準プロセスに対する構成要素ごとに塗り分けた領域表示
32
B 0955-1:2020 (ISO 14955-1:2017)
表B.1−構成要素のリスト及び機能の対応付け
工作機械の機能
工作機械の
運転(機械
加工プロセ
ス,運動及
び制御)
プロセ
ス調整
工作物
ハンド
リング
工具ハ
ンドリ
ング
再生利
用可能
物及び
廃棄物
の処理
工作機
械の冷
却・加
熱
コメント
工
作
機
械
の
構
成
要
素
CNC:主軸及び移
動軸
100 %
ポンプ及び工具の
内部冷却
70 %
30 %
切りくずが高圧のため
油圧ポンプ
100 %
ポンプ及び工具の
外部冷却
80 %
20 %
主として加工用
圧縮空気
100 %
潤滑がない場合は不要
切りくず除去ポン
プ
100 %
切りくずがない場合は不
要
潤滑油循環ポンプ
90 %
10 %
主として加工用
工具交換装置
100 %
チップコンベア
100 %
再冷却装置
20 %
80 %
主軸冷却のための固定負
荷
切りくずろ過装置
100 %
AC 230 V供給
100 %
少量のため任意の割当て
ミスト捕集
10 %
80 %
10 %
空気の対流は,ミスト捕
集の副産物
電気キャビネット
の冷却
100 %
DC 24 V供給
100 %
少量のため任意の割当て
ステップ4:使用段階におけるエネルギー消費に関連する工作機械の機能を特定
10
20
30
供給さ
れたエネル
ギー
の
割合(%)
一般化した工作機械の機能
1
2
3
4
5
5
15
25
35
1
工作機械の運転
2
プロセス調整
3
工具ハンドリング
4
工作機械の冷却・加熱
5
廃棄物の処理
図B.2−パーセント(%)表示した基準プロセスに対するエネルギーの割合
33
B 0955-1:2020 (ISO 14955-1:2017)
機能ごとの表示は,(優先順位順に)焦点を当てることを提案している。
− 廃棄物の処理及び工作機械の運転
− 工作機械の冷却・加熱及びプロセス調整
− 工具ハンドリング
上記の測定値から平均電力を計算する。
工作機械の構成要素
1
CNC:主軸及び移動軸
2
圧縮空気
3
再冷却装置
4
ポンプ及び工具の内部冷却
5
ミスト捕集
6
ポンプ及び工具の外部冷却
7
潤滑油循環ポンプ
8
油圧ポンプ
9
切りくず除去ポンプ
10 電気装置の制御盤の冷却
11 チップコンベア
12 AC 230 V供給
13 工具交換装置
14 切りくずろ過装置
15 DC 24 V供給
注記 10から15までの構成要素は,あまり重要ではない。
図B.3−基準プロセスにおける平均電力(kW)
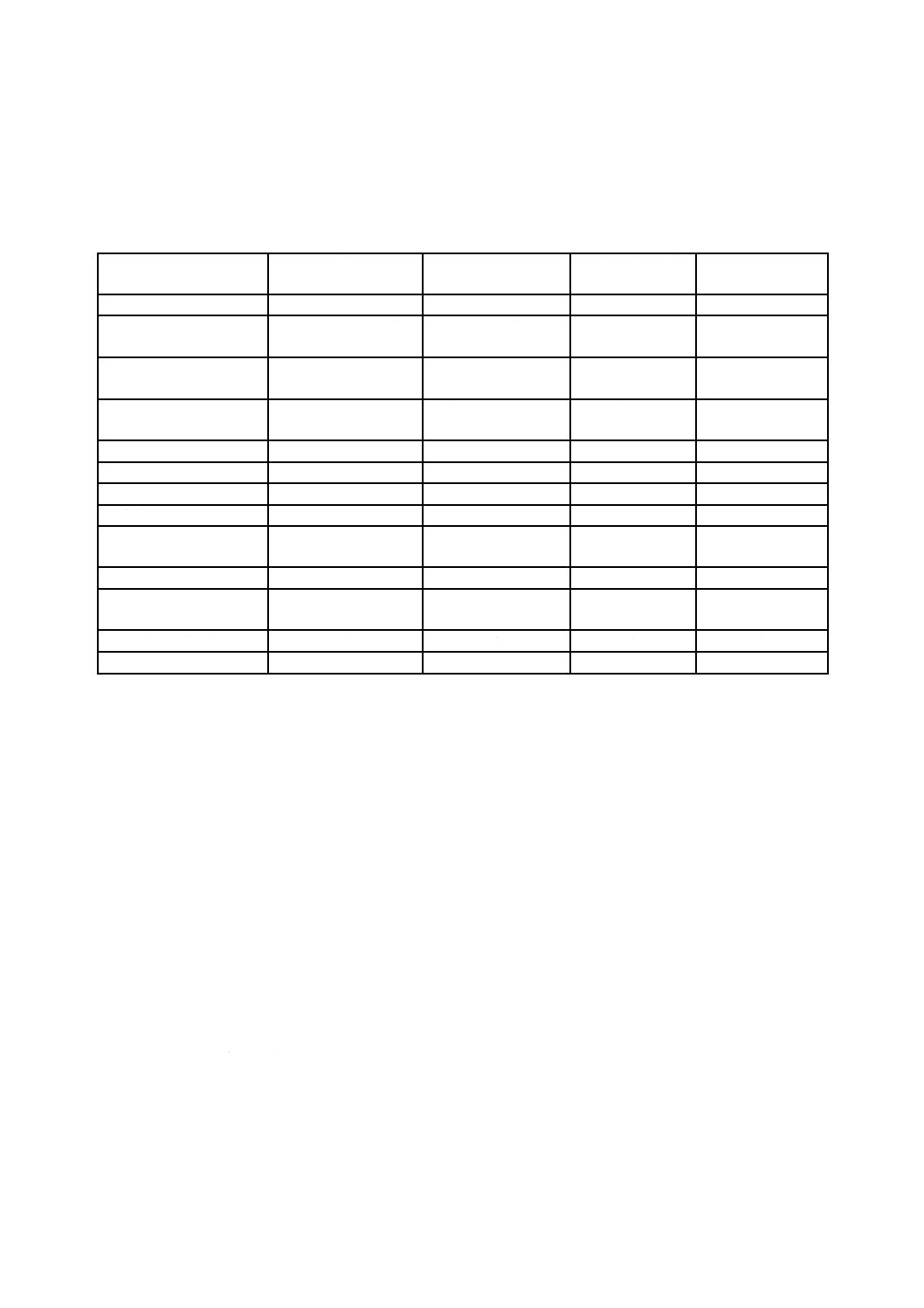
ステップ5:工作機械の構成要素に関連する工作機械の機能の割当て
工具ハンドリングは,ステップ4によると,割合が小さいため無視する。
表B.2−工作機械の機能の構成要素への割当て
機能
工作機械の運転(機械加工
プロセス,運動及び制御)
プロセス
調整
再生利用可能物及
び廃棄物の処理
工作機械の
冷却・加熱
削
減
優
先
順
構
成
要
素
CNC:主軸及び移動軸
100 %
圧縮空気
100 %
再冷却装置
20 %
80 %
ポンプ及び工具の内部冷
却
70 %
30 %
ミスト捕集
10 %
80 %
10 %
ポンプ及び工具の外部冷
却
80 %
20 %
潤滑油循環ポンプ
90 %
10 %
切りくず除去ポンプ
100 %
4
3
2
1
0
電
力
(
k
W
)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
34
B 0955-1:2020 (ISO 14955-1:2017)
ステップ6:使用段階のエネルギー消費に関連する工作機械の構成要素,その制御及びその組合せと,前
世代(及び/又は最新技術)との比較
指針として附属書A参照。
表B.3−工作機械の構成要素の比較
技術
システム設計:
構成要素の決定
要求依存の制御
前世代との比較
分類/測定基準
+
最善の利用可能技術
修正及び/又は
基底負荷なし
閉ループ制御
効率の改善
>20 %
0
標準
特大<20 %,及び/
又は適度な基底負荷
オープンループ
制御
効率の改善
>0 %〜20 %
−
基本技術
市場平均以下,低品質
特大>20 %,及び/
又は高い基底負荷
制御なし
改善なし又は悪化
構成要素
CNC:主軸及び移動軸
+
0
+
0
圧縮空気
0
−
−
−
再冷却装置
0
−
+
0
ポンプ及び工具の内部冷
却
+
0
0
0
ミスト捕集
+
−
0
0
ポンプ及び工具の外部冷
却
+
−
0
0
潤滑油循環ポンプ
0
0
0
0
切りくず除去ポンプ
−
0
0
−
ステップ7:工作機械の最適化
ステップ6の知見を考慮して附属書Aに基づき最適化する。
ステップ8:工作機械の構成要素に関連する監視
エネルギーの負担割合(ステップ4及びステップ5)及び改善可能性(ステップ6)を考慮して,この具
体的な例に対する更なる改善努力は,優先度の高い方から次のように分類する。
− 圧縮空気
− 再冷却装置
− ポンプ及び工具の内部冷却
− ミスト捕集
− ポンプ及び工具の外部冷却
− 切りくず除去ポンプ
− CNC:主軸及び移動軸
注記 この順序は,単なる一例であり,他の工作機械では異なる。
35
B 0955-1:2020 (ISO 14955-1:2017)
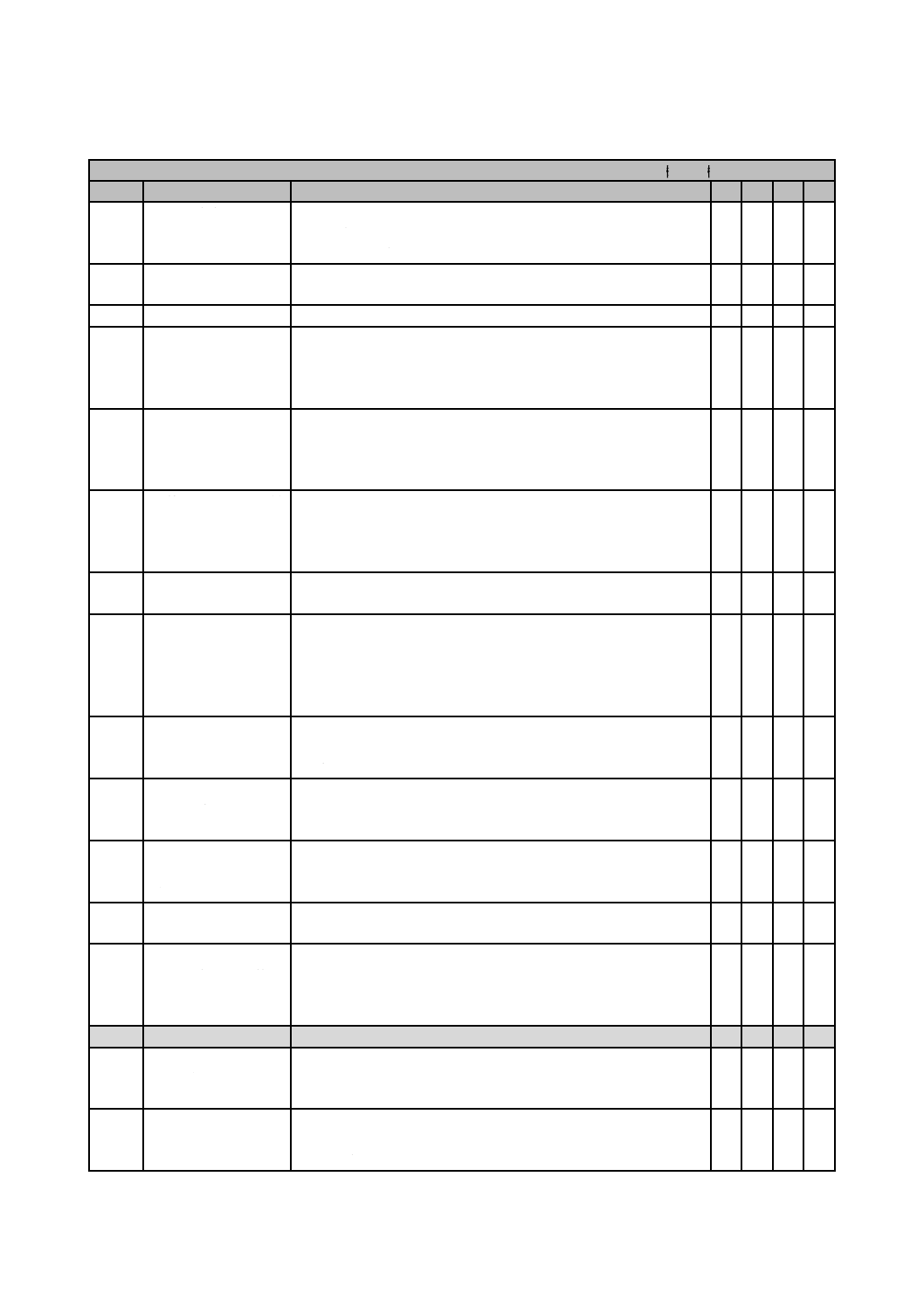
附属書C
(参考)
運転状態
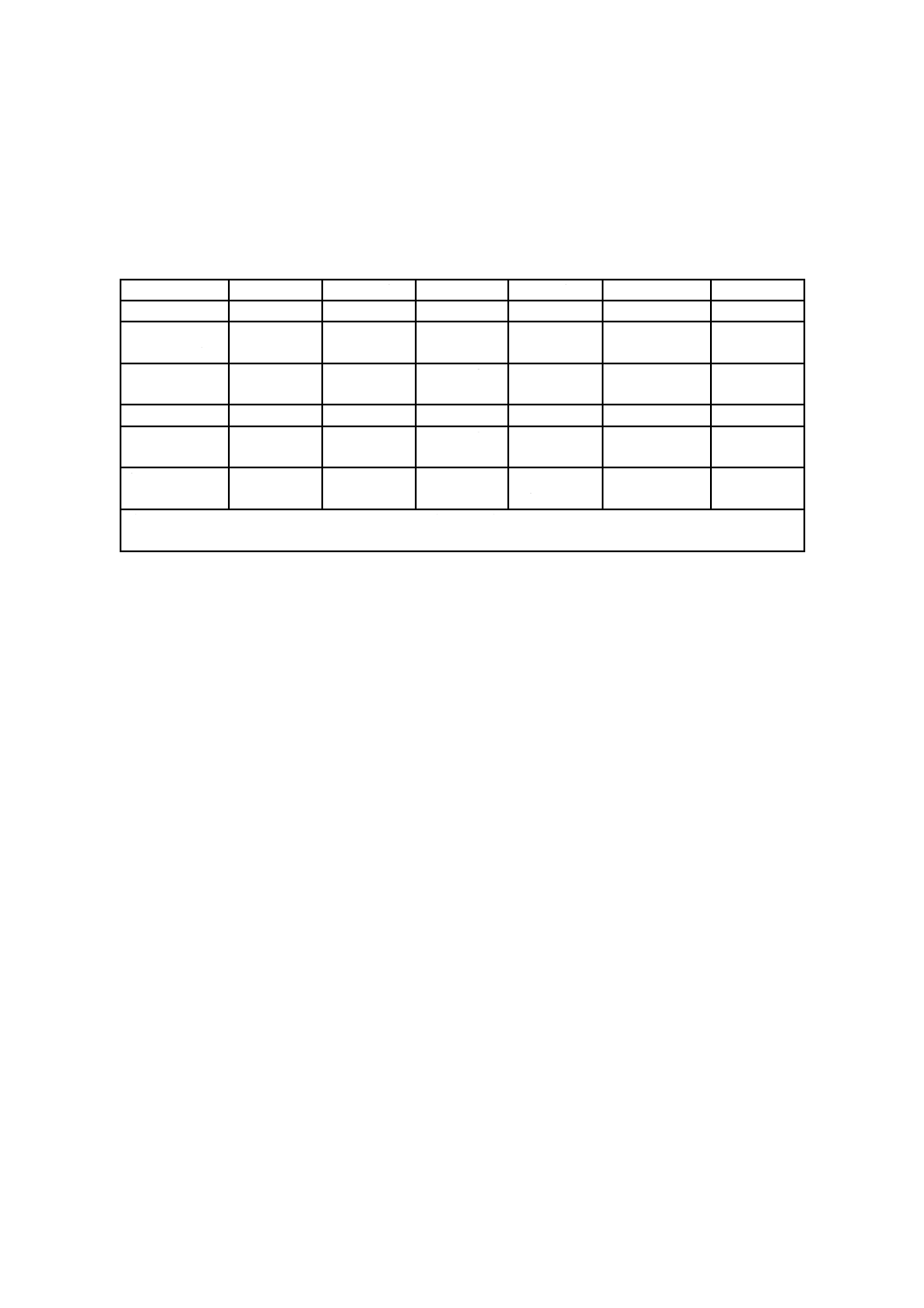
表C.1−金属切削工作機械の運転状態の例
運転状態の例
メイン
機械制御
周辺機器
機械の加工
運動ユニット
移動軸
オフ
オフ
オフ
オフ
オフ
オフ
動かない
周辺機器オフ
での待機状態
オン
オン
オフ
オフ
オフ
動かない
周辺機器オン
での待機状態
オン
オン
オンa)
オフ
オフ
動かない
加工の準備
オン
オン
オンa)
ホールド
ホールド
動かない
暖気運転
オン
オン
オンa)
オン
加工なし
オン
動く
加工
オン
オン
オンa)
オン
加工あり
オン
動く
注a) 周辺機器のオンは,周辺機器の運転が追加条件に依存する可能性があるため,単にENABLED状態で
ある可能性がある。例えば,加工領域の冷却ユニットの運転は,環境温度に依存することがある。
36
B 0955-1:2020 (ISO 14955-1:2017)
参考文献
[1] JIS B 1702(規格群) 円筒歯車−精度等級
注記 対応国際規格:ISO 1328 (all parts),Cylindrical gears−ISO system of flank tolerance classification
[2] JIS B 8361 油圧−システム及びその機器の一般規則及び安全要求事項
注記 対応国際規格:ISO 4413,Hydraulic fluid power−General rules and safety requirements for systems
and their components
[3] JIS B 8370 空気圧−システム及びその機器の一般規則及び安全要求事項
注記 対応国際規格:ISO 4414,Pneumatic fluid power−General rules and safety requirements for
systems and their components
[4] ISO 11011,Compressed air−Energy efficiency−Assessment
[5] JIS Q 14040 環境マネジメント−ライフサイクルアセスメント−原則及び枠組み
注記 対応国際規格:ISO 14040:2006,Environmental management−Life cycle assessment−Principles
and framework
[6] JIS Q 50001 エネルギーマネジメントシステム−要求事項及び利用の手引
注記 対応国際規格:ISO 50001,Energy management systems−Requirements with guidance for use
[7] IEC 60034-30 (all parts),Rotating electrical machines
[8] ISO/TC 39/WG 12 N 022,Eco-design potential in Swiss industry, English translation from:Züst R., Züst S.,
Studer S. Eco-design-Potenzialanalyse in der Schweizer MEM-Industrie−eine explorative Studie (2009),
swissmem.
[9] Massachusetts University Centre for Energy Efficiency and Renewable Energy (US Department of Energy).
http://www.ceere.org/iac.html
[10] Sauls J., & Powell G. Ingersoll Rand/Trane, La Crosse, WI, US. Influence of Manufacturing and Operational
Effects on Screw Compressor Rotor Pair Clearances. Schraubenmaschinen 2010 (Dortmund Compressor
Conference), VDI, October 2010.
[11] Methodology for systematic analysis and improvement of manufacturing unit process life cycle inventory
(UPLCI) Part 1: Methodology Description- Kellens, K., Dewulf, W., Overcash, M., Hauschild, M. and Duflou,
J.R. (2011). Int. J. Life Cycle Assess. DOI:
https://link.springer.com/article/10.1007/s11367-011-0340-4
[12] Methodology for systematic analysis and improvement of manufacturing unit process life cycle inventory
(UPLCI) Part 2: Case Studies, Kellens, K., Dewulf, W., Overcash, M., Hauschild, M. and Duflou, J.R. (2011).
The International Journal of Life Cycle Assessment. DOI:
https://link.springer.com/article/10.1007/s11367-011-0352-0
[13] Helu M. Vijayaraghavan, Dornfeld, D., 2011. Evaluating the relationship between use phase environmental
impacts and manufacturing process precision, CIRP Annals−Manufacturing Technology 60 (2011) 49-52.
[14] Kellens K., Dewulf W., Duflou J.R. Machine tool oriented eco-design perspectives based on systematic
manufacturing process impact assessment, Proceedings of 6th International Symposium on Environmentally
Conscious Design and Inverse Manufacturing, Sapporo, 7-9 December 2009, ISBN978-4-88898-192-7, pp.
741-746
37
B 0955-1:2020 (ISO 14955-1:2017)
[15] Dahmus J.B., Gutowski T.G. An environmental analysis of machining. Proceedings of IMRCEE 2004,
November 13-19, Anaheim, California, USA
[16] Gontarz A., Weiss L., Wegener K. Evaluation Approach with Function-Oriented Modelling of Machine Tools.
Proceedings of Sustainable and Intelligent Manufacturing SIM. IST PRESS, Leiria, Portugal, 2011, pp. 61-8.
[17] JIS Q 9000:2015 品質マネジメントシステム−基本及び用語
注記 対応国際規格:ISO 9000:2015,Quality management systems−Fundamentals and vocabulary
[18] JIS Q 9001:2015 品質マネジメントシステム−要求事項
注記 対応国際規格:ISO 9001:2015,Quality management systems−Requirements
[19] JIS Q 14001:2015 環境マネジメントシステム−要求事項及び利用の手引
注記 対応国際規格:ISO 14001:2015,Environmental management systems−Requirements with guidance
for use
[20] JIS Q 14021:2000 環境ラベル及び宣言−自己宣言による環境主張(タイプII環境ラベル表示)
注記1 対応国際規格:ISO 14021:1999,Environmental labels and declarations−Self-declared
environmental claims (Type II environmental labelling)
注記2 この規格の対応国際規格では,ISO 14021:2016,Environmental labels and declarations−
Self-declared environmental claims (Type II environmental labelling) を参考文献としているが,
本文中で参照している用語の定義,箇条6,7.6,及び7.9に関してはISO 14021:1999とISO
14021:2016とは同じ内容である。
[21] ISO 14031:2013,Environmental management−Environmental performance evaluation−Guidelines
(JIS Q 14031:2000 環境マネジメント−環境パフォーマンス評価−指針,旧版ISO 14031:1999に対
応)
[22] ISO/TR 14062:2002,Environmental management−Integrating environmental aspects into product design and
development
[23] JIS Q 14050:2012 環境マネジメント−用語
注記 対応国際規格:ISO 14050:2009,Environmental management−Vocabulary