B 0952 : 1999 (ISO 299 : 1987)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS B 0952 : 1987及びJIS B 0953 : 1987は統合し,JIS B 0953 : 1987は廃
止され,この規格に置き換えられる。
今回の改正によって,この規格は対応国際規格であるISO 299 : 1987, Machine tool tables−T-slots and
corresponding boltsに一致したものとなった。
JIS B 0952には,次に示す附属書がある。
附属書1(参考) T溝
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0952 : 1999
(ISO 299 : 1987)
工作機械のテーブル−T溝及び
そのボルト
Machine tool tables−T-slots and corresponding bolts
序文 この規格は,1987年に第2版として発行されたISO 299,Machine tool tables−T-slots and corresponding
boltsを翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本工業規格である。
なお,参考として,JIS B 0952 : 1987の0級(H7), 3級(H14)及び4級を附属書1(参考)に示す。
1. 適用範囲 この規格は,工作機械のテーブルに用いるT溝の寸法及び間隔について規定する。また,
これらのT溝に用いるボルトの寸法についても規定する。
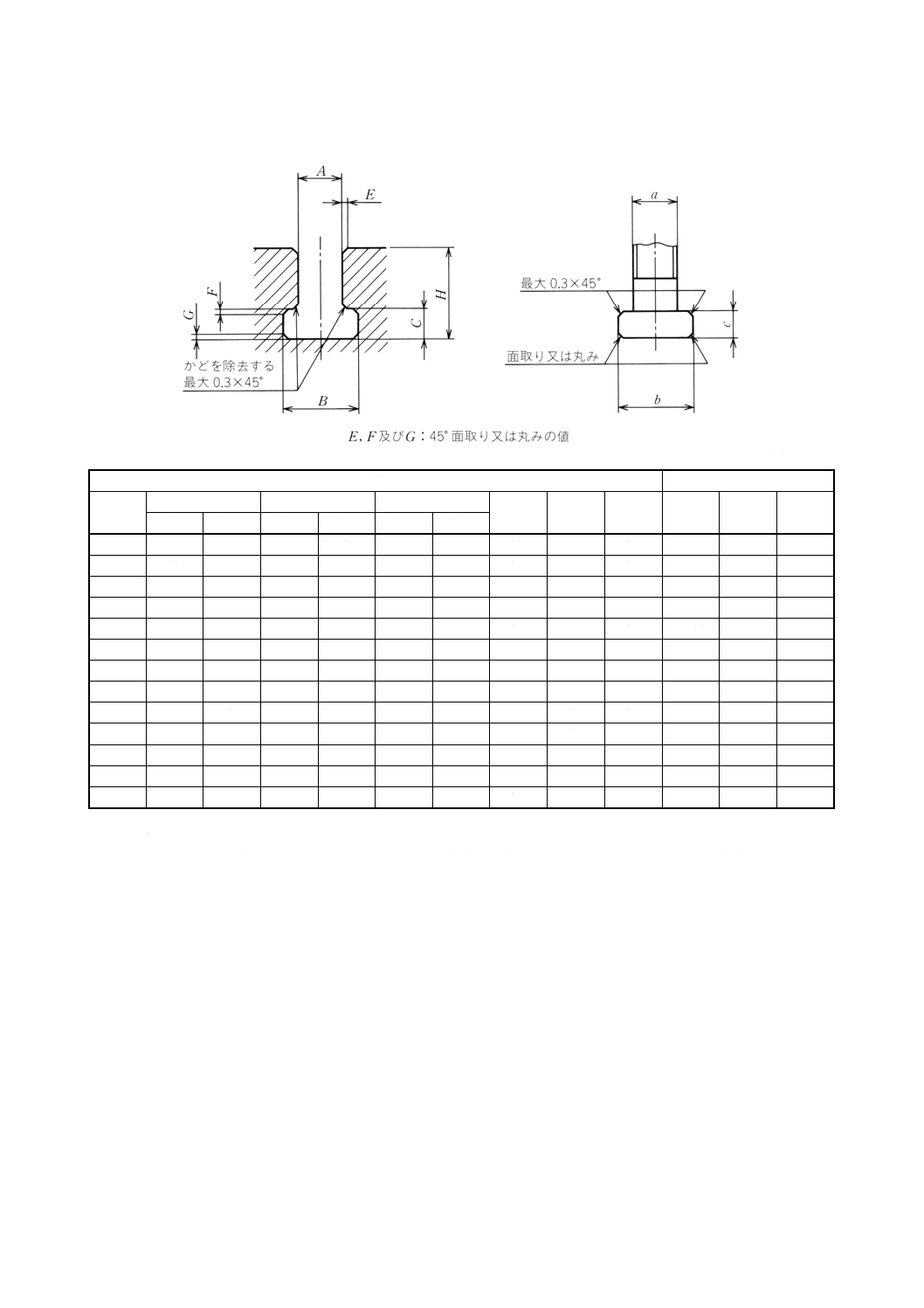
2. T溝及びボルトの寸法 T溝及びそのボルトの寸法は,表1による。
2
B 0952 : 1999 (ISO 299 : 1987)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1
単位 mm
溝
ボルト
A
B
C
H
E
最大
F
最大
G
最大
a
b
c
最小
最大
最小
最大
最小
最大
5
10
11
3.5
4.5
8
10
1
0.6
1
M 4
9
3
6
11
12.5
5
6
11
13
1
0.6
1
M 5
10
4
8
14.5
16
7
8
15
18
1
0.6
1
M 6
13
6
10
16
18
7
8
17
21
1
0.6
1
M 8
15
6
12
19
21
8
9
20
25
1
0.6
1
M10
18
7
14
23
25
9
11
23
28
1.6
0.6
1.6
M12
22
8
18
30
32
12
14
30
36
1.6
1
1.6
M16
28
10
22
37
40
16
18
38
45
1.6
1
2.5
M20
34
14
28
46
50
20
22
48
56
1.6
1
2.5
M24
43
18
36
56
60
25
28
61
71
2.5
1
2.5
M30
53
23
42
68
72
32
35
74
85
2.5
1.6
4
M36
64
28
48
80
85
36
40
84
95
2.5
2
6
M42
75
32
54
90
95
40
44
94
106
2.5
2
6
M48
85
36
溝:Aの公差 取付け用の溝に対してはH12,基準用の溝に対してはH8。
ボルト:a,b,cの公差 ボルトに対して普通に用いる公差。
備考 取付け具としてボルトが示されているが,同じ互換条件に合う別の取付け具も,この規格に合致しているとみ
なしてよい。
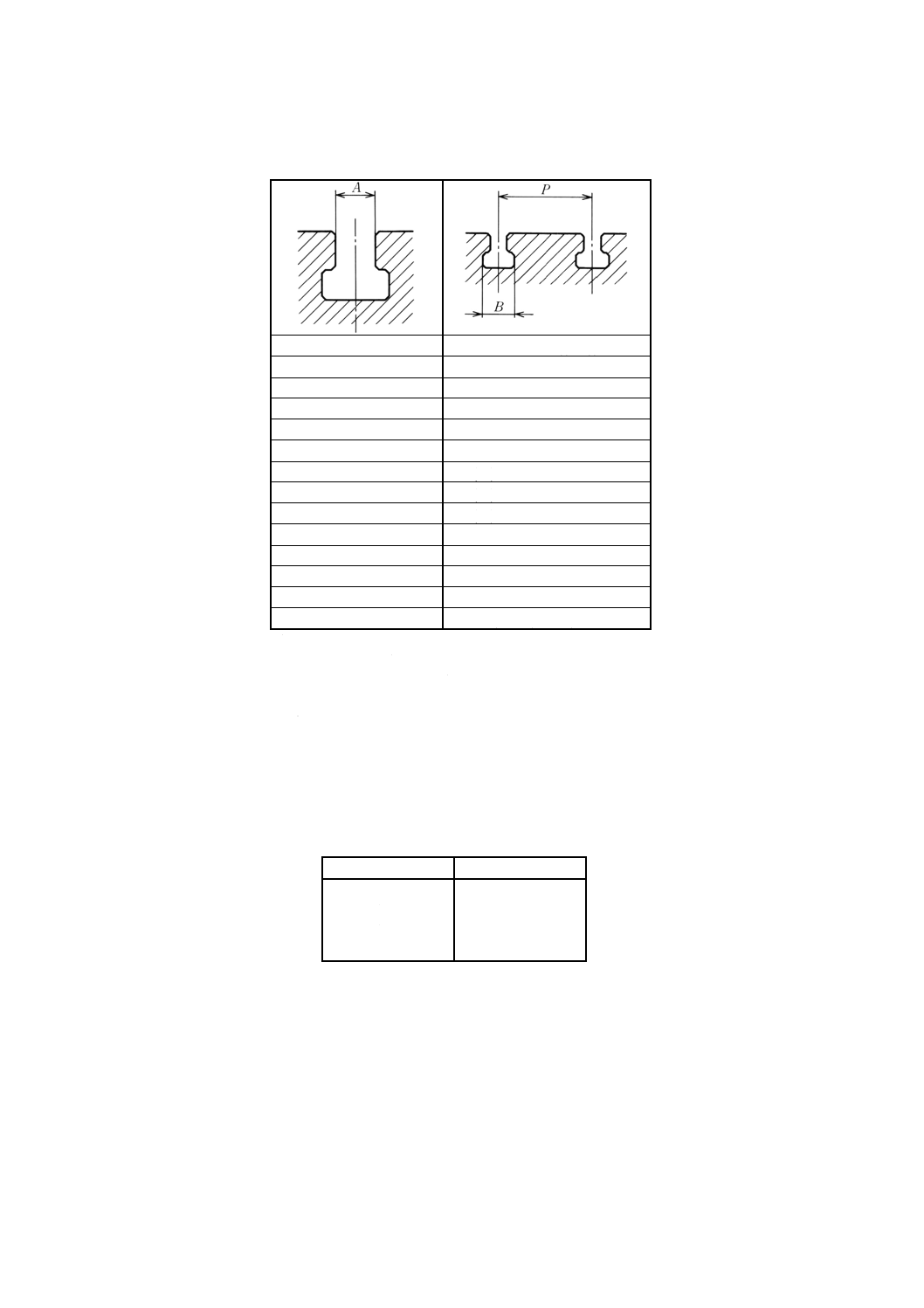
3. 溝の間隔 T溝の寸法Aについて,3〜4種類のピッチPの値を表2に示す。他の数値を用いる正当な
理由がない限り,テーブル及び定盤の寸法並びに必要な溝数に対して表中の値を用いるのがよい。
なお,溝の配置は,溝数が奇数の場合には,基準用の溝は中央の溝とすることが望ましい。また,溝数
が偶数の場合には,基準用の溝であることをテーブル自体に明示する。
3
B 0952 : 1999 (ISO 299 : 1987)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2
単位 mm
溝幅 A
ピッチ P(1),(2)
5
20,
25,
32
6
25,
32,
40
8
32,
40,
50
10
40,
50,
63
12
(40),
50,
63,
80
14
(50),
3,
80, 100
18
(63),
80, 100, 125
22
(80), 100, 125, 160
28
100 , 125, 160, 200
36
125 , 160, 200, 250
42
160 , 200, 250, 320
48
200 , 250, 320, 400
54
250 , 320, 400, 500
注(1) 表2に示す数値よりも大きいか,又は小さいPの数値
が必要な場合には,標準数列R10の数値から選ぶ。中
間の数値が必要な場合には,標準数列R20の数値から
選ぶ。
(2) T溝間 (Pmin−Bmax) の材料の厚さが小さい場合には,
括弧内に示すピッチPは用いないのがよい。
4. T溝のピッチの許容差
表3
単位 mm
ピッチ P
許容差
20及び 25
±0.2
32から100まで
±0.3
125から250まで
±0.5
320から500まで
±0.8
備考 T溝のピッチの許容差は累積しな
い。
5. 呼び方 T溝及びそのボルトの呼び方は,適用するボルトのねじの呼びによる。
例 M10
4
B 0952 : 1999 (ISO 299 : 1987)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(参考) T溝
序文 この附属書は,今回の改正によって,本体から削除された0級,3級及び4級のT溝の形状・寸法
を,当分の間参考として記載するものであって,規定の一部ではない。
なお,この規格で点線の下線を施してある箇所は,原国際規格にはない事項である。
1. 等級 T溝の等級は,0級,3級及び4級とする。
なお,0級及び3級は削り加工,4級は鋳放しとする。
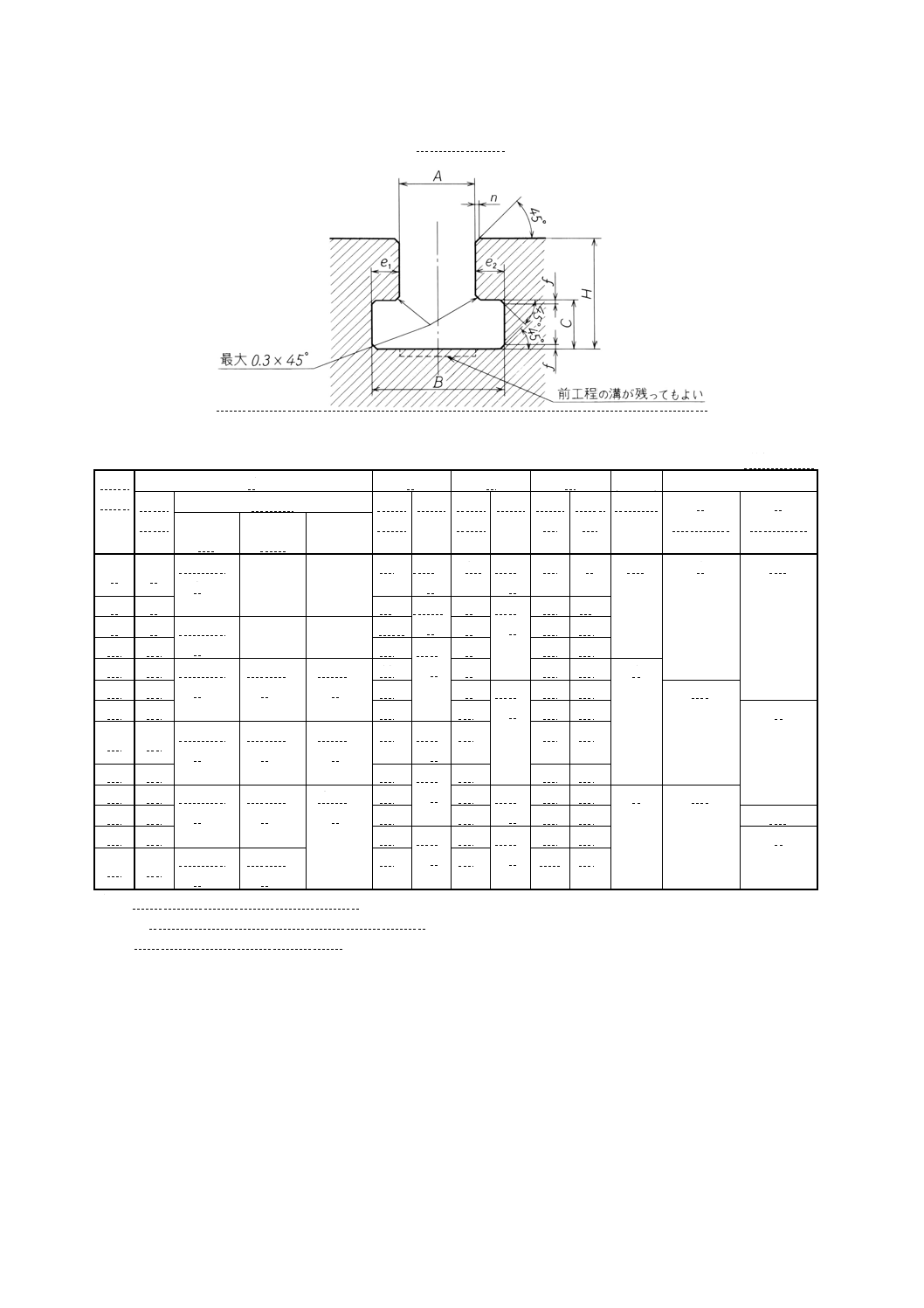
2. 形状及び寸法 T溝の形状及び寸法は,附属書1表1による。
5
B 0952 : 1999 (ISO 299 : 1987)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1表1
単位 mm
呼び
寸法
A
B
C
H
|e1−e2|
参考
基準
寸法
許容差
基準
寸法
許容
値 (1)
基準
寸法
許容
差 (1)
最大
値
最小
値
許容値
(2)
n
(最大)
F
(最大)
0級
H7
3級
H14
4級
5
5
+0.012
0
−
−
10
+1
0
3.5 +1
0
10
8
0.5
1
0.6
6
6
11
+1.5
0
5
+1
0
13
11
8
8
+0.015
0
−
−
14.5
7
18
15
10
10
16
+2
0
7
21
17
12
12
+0.018
0
+0.43
0
+2.7
0
19
8
25
20
1
14
14
23
9
+2
0
28
23
1.6
18
18
30
12
36
30
1
22
22
+0.021
0
+0.52
0
+3.3
0
37
+3
0
16
45
38
28
28
46
+4
0
20
56
48
36
36
+0.025
0
+0.62
0
+3.9
0
56
25
+3
0
71
61
2
2.5
42
42
68
32
85
74
1.6
48
48
80
+5
0
36
+4
0
95
84
2
54
54
+0.030
0
+0.74
0
90
40
106
94
注(1) 0級及び3級に対する許容差である。
なお,4級に対してはこの2倍の値とする。
(2) 0級及び3級の場合だけとする。
6
B 0952 : 1999 (ISO 299 : 1987)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS原案作成委員会構成表
氏名
所属
(主査)
加 藤 秀 雄
千葉大学工学部
(幹事)
桑 田 浩 志
トヨタ自動車株式会社
(委員)
中 嶋 誠
通商産業省機械情報産業局
本 間 清
工業技術院標準部
吉 岡 武 雄
工業技術院機械技術研究所極限技術部
中 込 常 雄
中込技術士事務所
追 田 國 昭
三菱重工業株式会社
日 高 俊 幸
株式会社日立製作所
小 池 伸 二
株式会社牧野フライス製作所
相 良 誠
東芝機械株式会社
加 藤 登
豊田工機株式会社
結 城 金 矢
石川島播磨重工業株式会社
川 口 俊 充
株式会社不二越
真 鍋 秀 弘
日産自動車株式会社
福 井 雅 喜
アイダエンジニアリング株式会社
森 寿
株式会社ナベヤ
(事務局)
杉 田 光 弘
財団法人日本規格協会
田 代 和 也
財団法人日本規格協会
文責 桑田 浩志