2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0907-1989
回転機械及び往復動機械の振動
−振動シビアリティ測定器に
関する要求事項
Mechanical Vibration of Rotating and
Reciprocating Machinery−Requirements for
Instruments for Measuring Vibration Severity
1. 適用範囲 この規格は,機械の振動シビアリティの測定器に関する要求事項について規定するもので,
一つの機械の振動の激しさを他の機械と比較する場合,測定器の不正確さがある範囲を超えないようにす
ることを目的とする。この規格に適合する測定器は,JIS B 0906(回転速度10〜200r/sで運転される機械
の振動−振動評価基準の基本事項) [ISO 2372 (Mechanical vibration of machines with operating speeds from 10
to 200 rev/s−Basis for specifying evaluation standards)] に定められた測定を行うのに適しており,“回転機械
及び往復動機械の振動シビアリティ測定器(以下,振動測定器という。)”と呼ぶ。
この規格で規定する振動測定器は,振動の激しさの測定単位として定義されている振動速度のrms値を,
直接に指示又は記録するものである。
備考1. 真のrms値を指示するかどうかを試験する方法については,これを附属書に示す。
2. 測定周波数範囲の制約はあるが,この振動測定器をこの規格で規定した測定精度と同等の測
定精度が必要な他の場合にも使用することができる。例えば,構造物,トンネル,橋りょう
などの振動速度の測定に用いることができる。
引用規格:
JIS B 0906 回転速度10〜200r/sで運転される機械の振動−振動評価基準の基本事項
対応国際規格:
ISO 2954 Mechanical vibration of rotating and reciprocating machinery−Requirements for
instruments for measuring vibration severity
2. 用語の定義 この規格で用いる用語の定義は,次のISO規格及びIEC規格による。
IEC 184 Methods for specifying the characteristics of electro-mechanical transducers for shock and vibration
measurements
IEC 222 Methods for specifying the characteristics of auxiliary equipment for shock and vibration
measurements
ISO 2041 Vibration and shock−Vocabulary
ISO 2372 Mechanical vibration of machines with operating speeds from 10 to 200 rev/s−Basis for specifying
evaluation standards
2
B 0907-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
IEC 34-14 Rotating electrical machines.
Part 14 : Mechanical vibration of certain machines with shaft heights 56 mm and higher−Measurement,
evaluation and limits of the vibration severity
3. 一般的要求事項 振動測定器は,通常は振動ピックアップ及び測定器本体で構成する。後者には増幅
器,周波数応答補正用フィルタ回路,指示又は記録計器及び電源部が含まれる。
この節では,ピックアップから真のrms値指示計までの振動測定器全体の一般特性について規定する。
振動測定器を構成する個々の要素に関する詳細な事項は,4.及び5.に述べる。
3.1
振動測定器の周波数範囲は,10〜1 000Hzとする。
備考 この周波数範囲は,JIS B 0906 (ISO 2372) に規定する評価尺度に対応している。
3.2
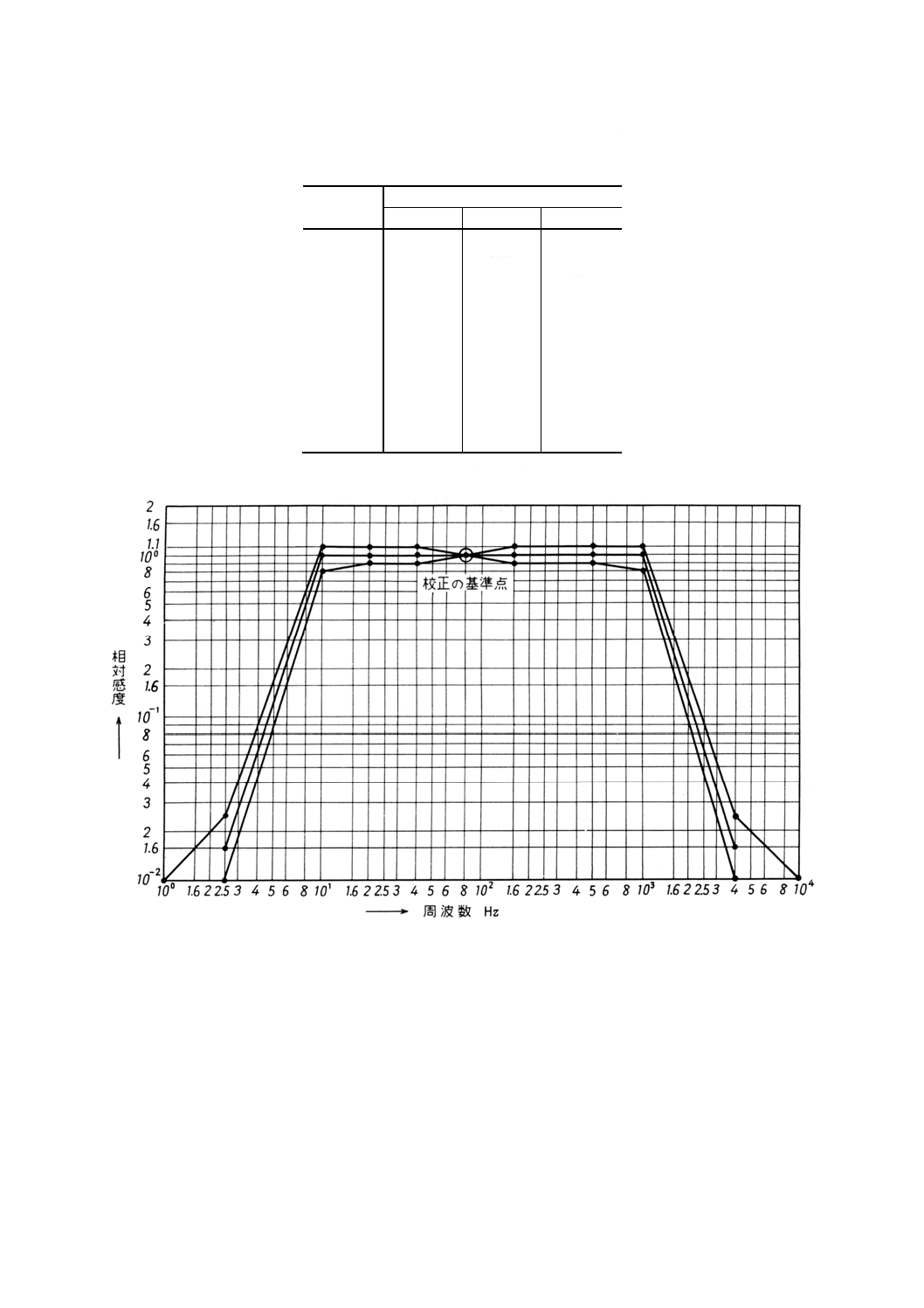
測定周波数範囲における感度は,80Hzにおける基準感度に対し,偏差が表に示す範囲を超えるもの
であってはならない。
測定周波数範囲外の周波数をもつ振動の干渉によって生じる測定誤差を最小に抑えるために,感度は周
波数範囲の両端で指定されたように急速に減衰する特性をもつものでなければならない。相対感度の呼び
値並びに許容できる最小値及び最大値を表に示す。
表に示された感度について誤解を避けるために,全周波数範囲1〜10 000Hzにおける呼び値に対する相
対感度の許容偏差の限界を図に示す。
備考 機械の振動特性を評価するに当たって不適切な振動の干渉を除くために,ときには測定周波数
範囲の上限又は下限を変更する必要がある場合もある。このための高域又は低域フィルタを特
別に備えるときは,フィルタの遮断周波数及びフィルタ特性の急しゅん度についてはIEC規格
によるのが望ましい。
追加したフィルタによって測定周波数範囲が狭められたときは,この測定値をJIS B 0906
(ISO 2372) とIEC 34-14 (Rotating electrical machines. part 14 Mechanical vibration of certain
machines with shaft heights 56 mm and higher−Measurement, evaluation and limits of the vibration
severity) による振動シビアリティの評価に用いてはならない。このときの測定値の表示は誤解
を防ぐため,例えばvrms (40〜100Hz) =7.5mm/sのように遮断周波数を並記して測定周波数範囲
を示すとよい。
3.3
振動測定器の測定範囲は,測定すべき振動シビアリティの最小レベルが最大目盛値の30%以上を指
示するように選ばなければならない。測定可能な振動シビアリティの範囲区分[例えば,JIS B 0906(ISO
2372の表1)]の最小と最大レベルについては,例えば“測定範囲0.28〜28mm/sの振動シビアリティ測定
器”のように表現するものとする。
3.4
振動測定器の誤差は,3.2による周波数応答に対する許容偏差と,基準周波数80Hzにおける感度の
絶対値の誤差(校正の誤差)とからなる。測定誤差は最大目盛値の80%の値において,校正の誤差も含め,
指示値の±10%であればよい。
この誤差の限界は,振動ピックアップ及び測定器本体(4.8及び5.4参照)に許される全使用温度範囲に
わたりピックアップ取付方法のすべての形式(4.参照),製造業者が供給する振動ピックアップと指示部と
を結ぶケーブルの全長(4.14参照),更に±10%の電源電圧変動に対して適用される。
備考 上記の特性は一つずつ別々に試験する。
3.5
校正に当たっては,ピックアップをその受感軸からの偏向が±5°以内の振動方向の正弦振動によっ
て励振する。励振振動速度の全高調波ひずみは,5%を超えてはならない。
3
B 0907-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
また,励振振動速度は,全測定周波数範囲にわたり,不確かさ±3%の範囲で分かっていることが必要で
ある。
80Hzにおける感度の基準値は,20±2℃でvrms=100mm/sとするのがよい。
4. 振動ピックアップ及び接続ケーブルに関する要求事項
4.1
ピックアップはサイズモ式,すなわち問題とする振動をピックアップの動作方式によって定まる基
準静止系に対して測るものとする。
4.2
振動ピックアップを例えば接着,クランプ,ねじ締め又はプローブの先端によって被測定物に取り
付けるときは,取付けは機械的に強固でなければならない。ピックアップの使用周波数範囲内で機械的取
付部分に共振が現れてはならない。
4.3
取付方法の種類を問わず,横感度比は全測定周波数範囲にわたって0.1未満とする。
ピックアップの応答の線形性が成り立つ振動速度の最大レベルは,受感方向における最大目盛値が示す
振動速度の少なくとも3倍はなければならない。
4.4
振動ピックアップが被測定物に与える影響の程度を明らかにするために,ピックアップの実効質量
を測定器上に見やすい方法で記載しなければならない。広範囲で使用できるためには,この質量は可能な
限り小さくなければならない。
備考 ピックアップの質量が大きすぎるかどうかは,次の方法で調べることができる。余分な質量を
付加してピックアップと共に振動する質量を2倍にする。そのときの指示値が前の指示値と比
較して12%以上の差があれば,ピックアップの質量は被測定物に対して過大であって,この測
定結果は用いてはならない。
4.5
振動ピックアップの振幅及び周波数範囲は,3.4で規定した許容誤差を超えないように十分広くとら
なければならない。
4.6
ピックアップは自らの特性を変えることなく,仕様で定められた最大入力の少なくとも3倍のあら
ゆる方向の振動に耐えるものでなければならない。
4.7
内部のハム及びノイズによる自己干渉の等価入力量並びに外部の干渉場と次に述べるような大きさ
の励振による等価入力量が,測定に10%以上影響してはならない。測定値が干渉場の中における計器の向
きに関係するときは,最も大きい値を採用する。
製造業者は,次の外乱条件下での試験結果を明示しなければならない。
4.7.1
ピックアップを,50又は60Hzで100A/mの一様な磁場にさらす。磁場の強さは,ピックアップを
挿入する前に測定する。
4.7.2
ピックアップを,一様な騒音の場にさらす。騒音は,ランダムノイズ発生器又は震音発振器によっ
て発生させ,rms音圧レベルは,32Hzから2 000Hzの範囲で各オクターブごとに100dB(基準音圧は20μPa)
とする。
4.7.3
ピックアップが被測定物との間にコンダクタンスをもち,商用電源で作動する指示計の場合には,
ピックアップのアース端子に電源周波数の100mA rmsのアース電流を供給し,指示計アース端子で放電さ
せる。
4.8
振動ピックアップ及び接続ケーブルの使用温度範囲は,測定の誤差が3.4に示した限界値を超えない
温度範囲を明示する。
4.9
ピックアップ及び接続ケーブルが損傷なく耐えることができる許容温度範囲を明示する。
4
B 0907-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.10 ピックアップの任意の軸について,不使用時にピックアップが損傷しない範囲の振動・衝撃の最大
値を明示する。
4.11 ピックアップ及び接続ケーブル(附属品の延長ケーブルを含む。)が支障なく使用できる湿度の最大
値を明示する。
ピックアップが他の有害な環境,例えば,腐食性環境の下で使用できる構造のときは,ピックアップが
この環境にどこまで耐えられるかを明示する。ピックアップが爆発性雰囲気下で使用できる構造のときは,
その本質安全性について述べなければならない。
4.12 取付面におけるベースひずみ感度がピックアップ出力に関係するならば,この出力を明示する。
4.13 できるならば,ピックアップについて予示する平均故障間隔,寿命及び推奨する校正周期について
の情報を与える。
4.14 ピックアップと測定器本体とを結ぶ接続ケーブルがあるときは,その長さは少なくとも1mはなけれ
ばならない。4.7に示した許容範囲を超えることなく,どのような延長ケーブルが使用できるかを製造業者
は明示する。
5. 測定器本体に関する要求事項
5.1
測定器の指示計は,指針形計器,図形記録計又はディジタル指示計のいずれでもよい。
5.1.1
測定器の指示計は,振動速度の真のrms値を指示するものでなければならない。
5.1.2
測定器の指示計の校正における誤差は,最大目盛値の±2.5%を超えてはならない。
5.1.3
測定器の指示計は,最大目盛値の51以下まで容易に読み取れるものでなければならない。
また,測定量“vrms”及び単位“mm/s”を目盛板面上に表示する。
5.2
測定器本体の入力端子に,測定周波数範囲内の任意の周波数をもち最大目盛値の70%の定常振幅を
もつ正弦信号が突然加えられたとする。このとき,応答の最初の行過ぎ量は,最終の読みの10%を超えて
はならない。
また,指針の振れのピーク値と指針の最終の位置との差が最大目盛値の最大1.5%となる時点において,
負の行過ぎ量があってはならない。
5.3
増幅度を調べるために,ある特定の周波数(例えば,50Hz)において,不確かさ±2%で指示計の全
増幅度を調整できる装置を備えるものでなければならない。
5.4
測定器本体の使用時及び不使用時の許容温度範囲を明示する。
5.5
測定器本体が指定の性能を保って使用できる湿度の最大値を明示する。
測定器本体が有害な環境,例えば,腐食性環境の下で使用できる構造のときは,この環境に耐える能力
について明示する。もし,測定器本体が爆発性雰囲気下で使用できる構造のときは,その本質安全性につ
いても明示する。
6. 電源に関する要求事項 ピックアップ及び測定器本体に対する電源についての必要事項を規定しなけ
ればならない。
5
B 0907-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 80Hzでの基準感度に対する相対感度及び
1〜10 000Hz間の各周波数における許容偏差
周波数
Hz
相対感度
呼び値
最小値
最大値
1
−
−
0.01
2.5
0.016
0.01
0.025
10
1.0
0.8
1.1
20
1.0
0.9
1.1
40
1.0
0.9
1.1
80
1.0
1.0
1.0
160
1.0
0.9
1.1
500
1.0
0.9
1.1
1 000
1.0
0.8
1.1
4 000
0.016
0.01
0.025
10 000
−
−
0.01
図 相対感度の呼び値及び許容偏差
6
B 0907-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
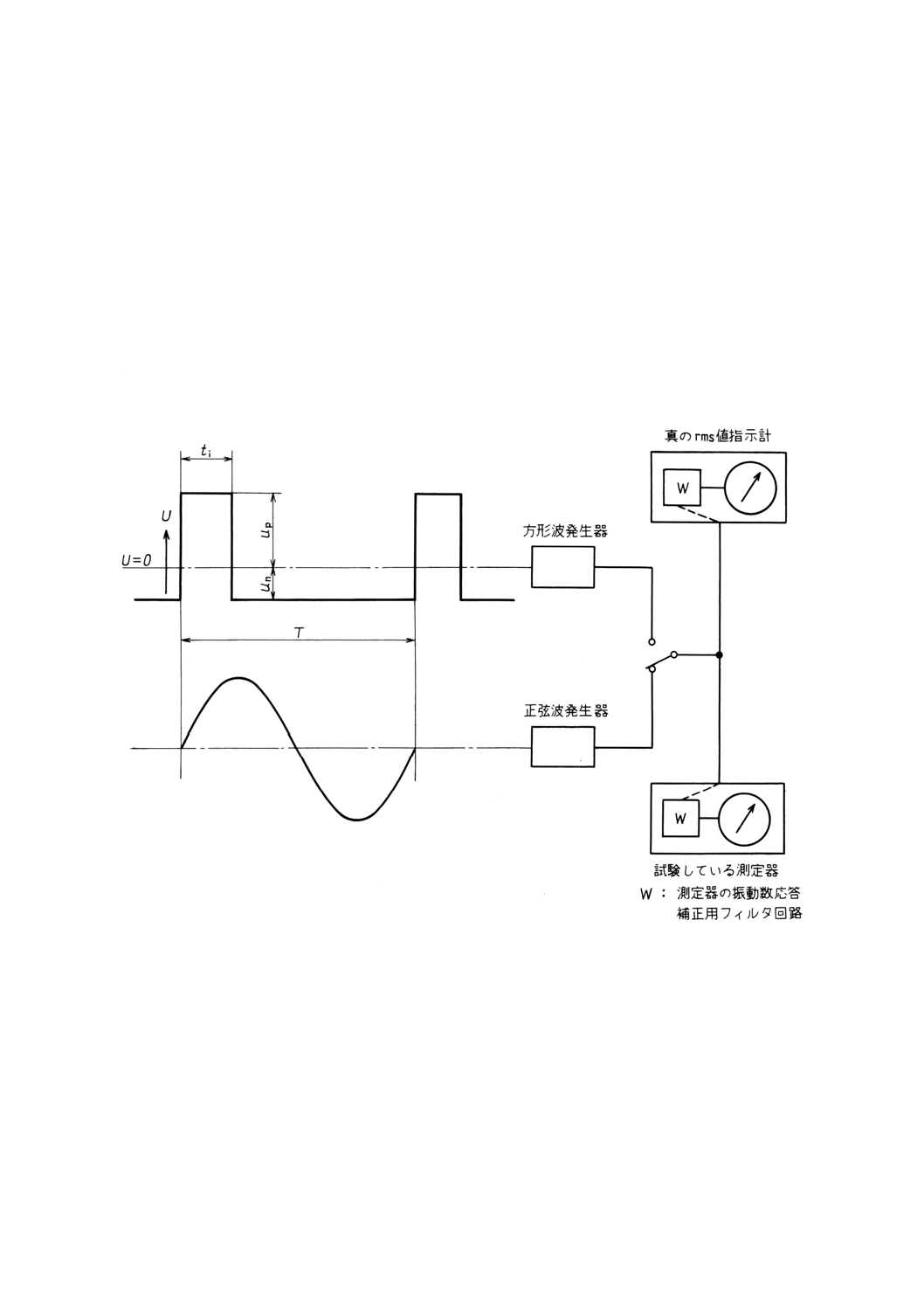
附属書 rms電圧指示計の試験方法
A.1 試験用回路 次の手順はrms電圧指示計の試験に適した方法を示すものである。次に与えられる値は,
次のように定義される波高率に基づく。
波高率=U
Uˆ ············································································· (1)
ここに,
Uˆは,附属書図に示すような非対称方形波における大きい方の振幅(Uˆ=|up|と|un|のうちの大きい方)
をとる。
Uはこの波のrms値である。
波高率の値
定義によって,
∫
=
T
dt
u
T
U
0
2
1
········································································ (2)
附属書図に示した一般的な場合には,次のように表すことができる。
−
+
=
T
t
u
u
u
U
i
n
p
n
)
(
2
2
2
························································· (3)
したがって,
波高率=
−
+
T
t
u
u
u
U
i
n
p
n
)
(
ˆ
2
2
2
···················································· (4)
ここで三つの特別な場合がある。すなわち
A) 対称な方形波:(up=unでti=2T)
波高率=1 ················································································ (5)
B-1) 非対称方形波:(up>unでti=2T)
波高率=
2
1
2
+
p
n
u
u
································································· (6)
B-2) 非対称方形波:(up<unでti=2T)
波高率=
2
1
2
+
n
p
u
u
································································· (7)
C) 方形波パルス:(un=0でti<T)
波高率=
it
T ··········································································· (8)
7
B 0907-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.2 試験方法
A.2.1 方形波発振器でtiを4msに選ぶ。2個の発振器の周期 (T) は,8msとする。
A.2.2 正弦波発振器の振幅は,試験している計器の読みが最大目盛値の約90%となるように調整する。真
のrms指示計の読みを記録する。
A.2.3 回路を方形波発振器の側に切り換え,試験している計器の読みがA.2.2に示したのと同じ値になるよ
うに振幅を調整する。rms指示計の読みを記録する。
A.2.4 周期Tを8から40msの間で変化させてA.2.3の操作を繰り返す。
A.2.5 操作A.2.2とA.2.3との間で,rms指示計の読みの差はA.2.4で与えたすべてのTの値に対して最大
目盛値の5%を超えてはならない。
附属書図 rms電圧指示計の校正回路
8
B 0907-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
氏名
所属
(主査)
三 輪 修 三
青山学院大学理工学部
下 村 玄
株式会社明石製作所
岩 壺 卓 三
神戸大学工学部
大 熊 恒 靖
リオン株式会社
川 井 良 次
芦屋大学
小 林 暁 峯
株式会社日立製作所機械研究所
鷺 沢 忍
株式会社富士電機総合研究所
白 木 万 博
三菱重工業株式会社高砂研究所
田 村 章 義
拓殖大学工学部
中 川 栄 一
石川島播磨重工業株式会社技術研究所
長 濱 耕 作
株式会社長濱製作所
新 美 一 郎
株式会社東芝京浜事業所
古 川 英 一
中央大学理工学部
松 本 大 治
工業技術院標準部
光 井 正 道
株式会社島津製作所
宮 地 敏 雄
科学技術庁航空宇宙技術研究所
(事務局)
中 嶌 勉
社団法人日本機械学会