2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0905-1992
回転機械−剛性ロータの釣合い良さ
Rotating machines−Balance quality requirements of rigid rotors
1. 適用範囲 この規格は,ロータを剛性ロータとして釣り合わすときの釣合い良さ(以下,回転機械の
釣合い良さという。)の表し方及び等級,対応する許容残留不釣合いの求め方及び配分方法,並びにキーの
釣合わせに関する取扱いについて規定する。
備考1. ロータとは,ジャーナルが軸受で支えられている回転物体をいい,剛性ロータとは,任意に
選んだ2面で釣り合わせ,最大回転速度以下の任意の速度で,使用時に近い支持条件で回転さ
せても,ロータの変形によって軸受荷重が許容値を超えないロータをいう(JIS B 0153参照)。
2. 剛性ロータ以外のロータでも,剛性ロータとして釣合わせを行う場合には,この規格を適用
できる。
3. この規格の対応国際規格を,次に示す。
ISO 1940-1 : 1986 Mechanical vibration−Balance quality requirements of rigid rotors−Part 1:
Determination of permissible residual unbalance
ISO 8821 : 1989 Mechanical vibration−Balancing−Shaft and fitment key convention
2. 用語の定義 この規格で用いる主な用語の定義は,次による(JIS B 0153参照)。
(1) 不釣合い 遠心力の結果として振動的な力又は運動を軸受に生じさせる原因となるロータの質量分布
状態。
備考1. 不釣合いの大きさ,又は不釣合いベクトルの同義語として用いることもある。
2. 剛性ロータの不釣合いは,一般に次の形に帰着できる。
(a) 任意に定められた3面上の三つのベクトルとして表された静不釣合い及び偶不釣合い。
(b) 任意に定められた2面上の二つの不釣合いベクトルとして表された動不釣合い。
(2) 残留不釣合い 釣り合わせた後に残る不釣合い。
(3) 比不釣合い 剛性ロータにおいて,静不釣合いをロータの質量で割った量。これは,ロータの質量中
心の軸中心線からの偏りに等しい。
(4) 釣合い良さ 剛性ロータの釣合い程度を示す量であって,比不釣合いと,ある指定された角速度との
積(3.1参照)。
(5) 許容残留不釣合い 許容できる最大の残留不釣合いの大きさ。ただし,紛らわしくない場合は,許容
不釣合いと呼んでもよい。
(6) 許容残留比不釣合い 許容残留不釣合いをロータの質量で割った量。ただし,紛らわしくない場合は,
許容比不釣合いと呼んでもよい。
(7) 釣合わせ 軸受に作用する回転速度と同期の振動・力がある指定限度以内になるように,ロータの質
量分布を調整する作業。
2
B 0905-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(8) 1面釣合わせ 剛性ロータで,質量分布を調整して残留静不釣合いをある限度内に入れるようにする
釣合わせ。
(9) 2面釣合わせ 剛性ロータで,質量分布を調整して残留動不釣合いをある限度内に入れるようにする
釣合わせ。
(10) 修正面 ロータにおいて,不釣合いの修正が行われる軸中心線に垂直な面。
(11) フルキー キー溝をもった回転軸と取付部品との最終組立てに用いられるキー又は同等のキーで,釣
合わせに使用するとき,ハーフキーに対応して用いられるキーの名称である。
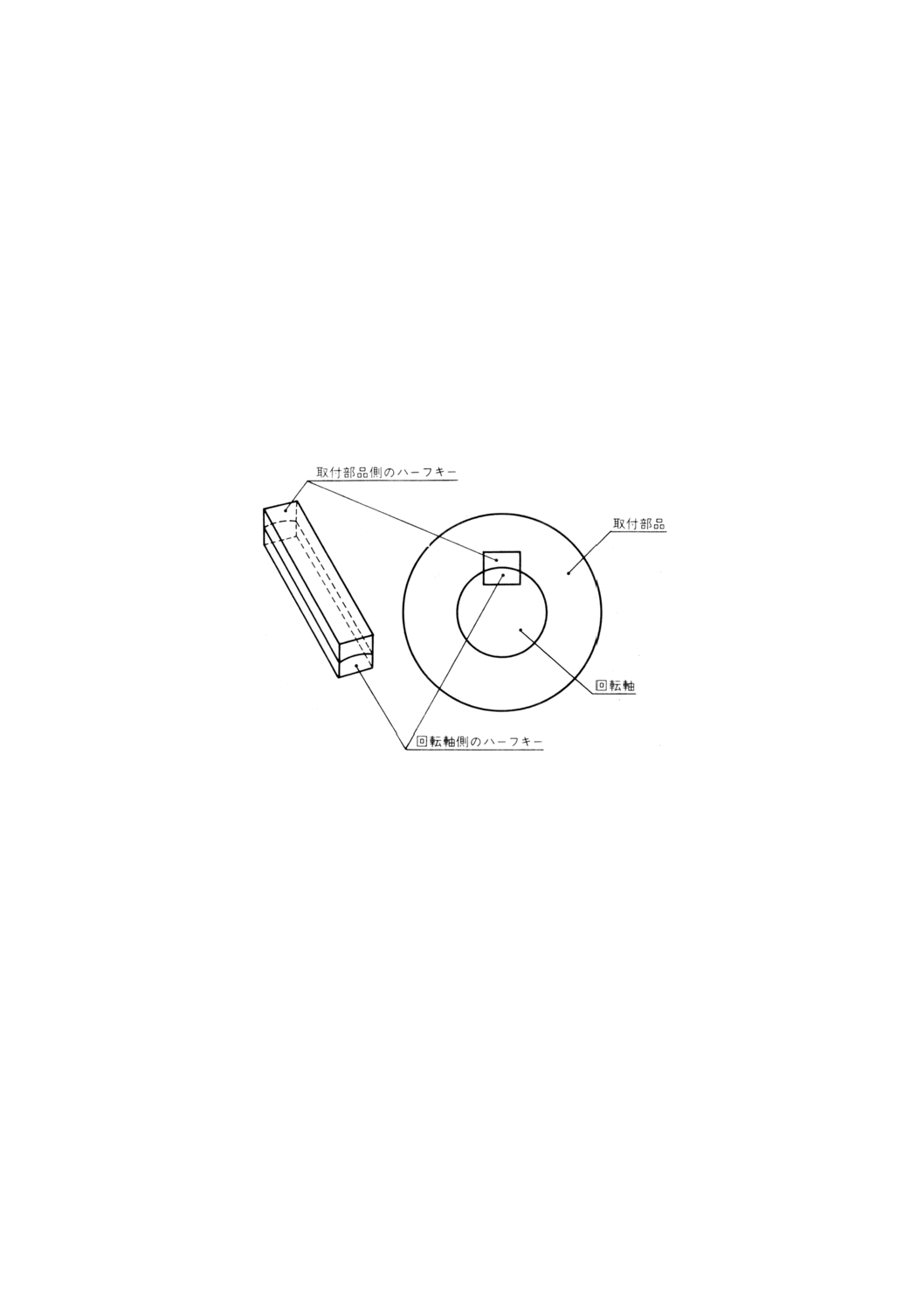
(12) ハーフキー キー溝をもった回転軸又は取付部品を,それぞれ単体で釣り合わせるときに使用するキ
ー。その不釣合いは,最終組立てに用いるキーが回転軸又は取付部品のキー溝にはまっている部分の
不釣合いに相当する(図6参照)。
3. 釣合い良さ
3.1
釣合い良さの表し方 釣合い良さは,比不釣合いの大きさе (mm) と,ロータの実用最高角速度ω
(rad/s) との積 (mm/s) で表す[式(1)参照]。
釣合い良さ=еω ········································································ (1)
また,ωの代わりに,回転速度n (min-1) を用いれば,釣合い良さは,式(2)のようにも表せる。
釣合い良さ=
55
.9
en ······································································ (2)
3.2
釣合い良さの等級 釣合い良さの等級及びそれらに対応する釣合い良さの上限値は,表1による。
表1 釣合い良さの等級
単位 mm/s
釣合い良さの等級
G0.4
G1
G2.5
G6.3
G16
G40
G100
G250
G630 G1600 G4000
釣合い良さの上限値
0.4
1
2.5
6.3
16
40
100
250
630
1 600
4 000
備考 それぞれの釣合い良さの等級Gは,指定された釣合い良さの上限の数値から零までの釣合い良さの範囲
を含む。
3.3
各種回転機械の釣合い良さの推奨値 各種回転機械に関して推奨される釣合い良さの等級を参考付
表1に例示する。
なお,この参考付表1は,あくまでも参考であり,個々のロータについてどの等級を用いるかは,受渡
当事者間の協議による。
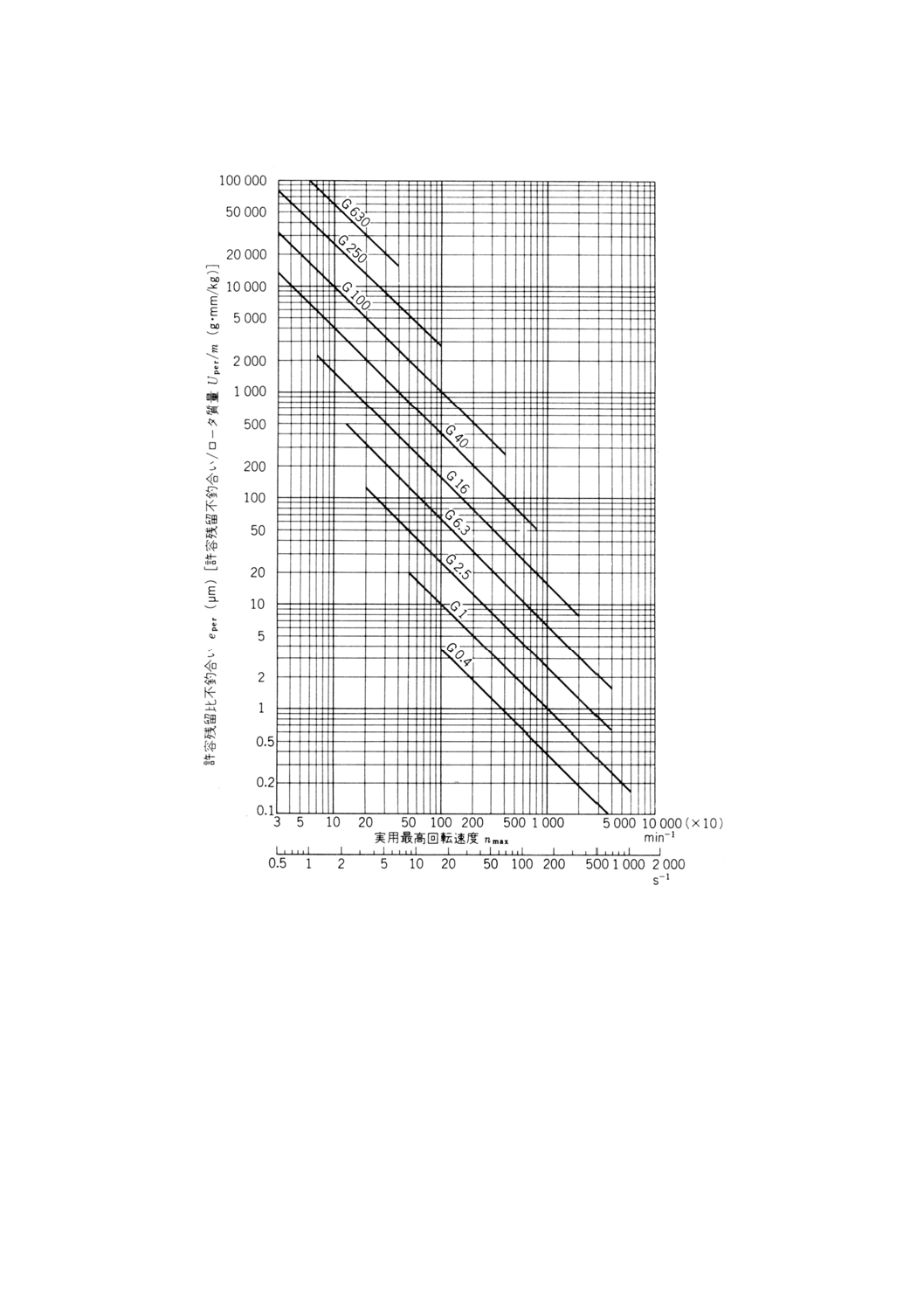
4. 許容残留不釣合いの求め方 釣合い良さの等級をパラメータとして,許容残留比不釣合いеper(μm)と
実用回転速度n (min-1) との関係を表せば,図1のようになる。回転機器の釣合い良さの等級G及びその実
用最高回転速度nmaxが与えられれば,図1又は式(2)から許容残留比不釣合いを求めることができる。
この許容残留比不釣合いеperにロータの質量m (kg) を乗じることによって,許容残留不釣合いUper=е
perm (g・mm) を求めることができる。
3
B 0905-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 釣合い良さの等級に対する許容残留比不釣合い
5. 許容残留不釣合いの各修正面への配分
5.1
1面釣合わせの場合 一つの修正面をもつロータでは,その修正面の許容残留不釣合いは,そのロー
タの許容残留不釣合いUperに等しい。
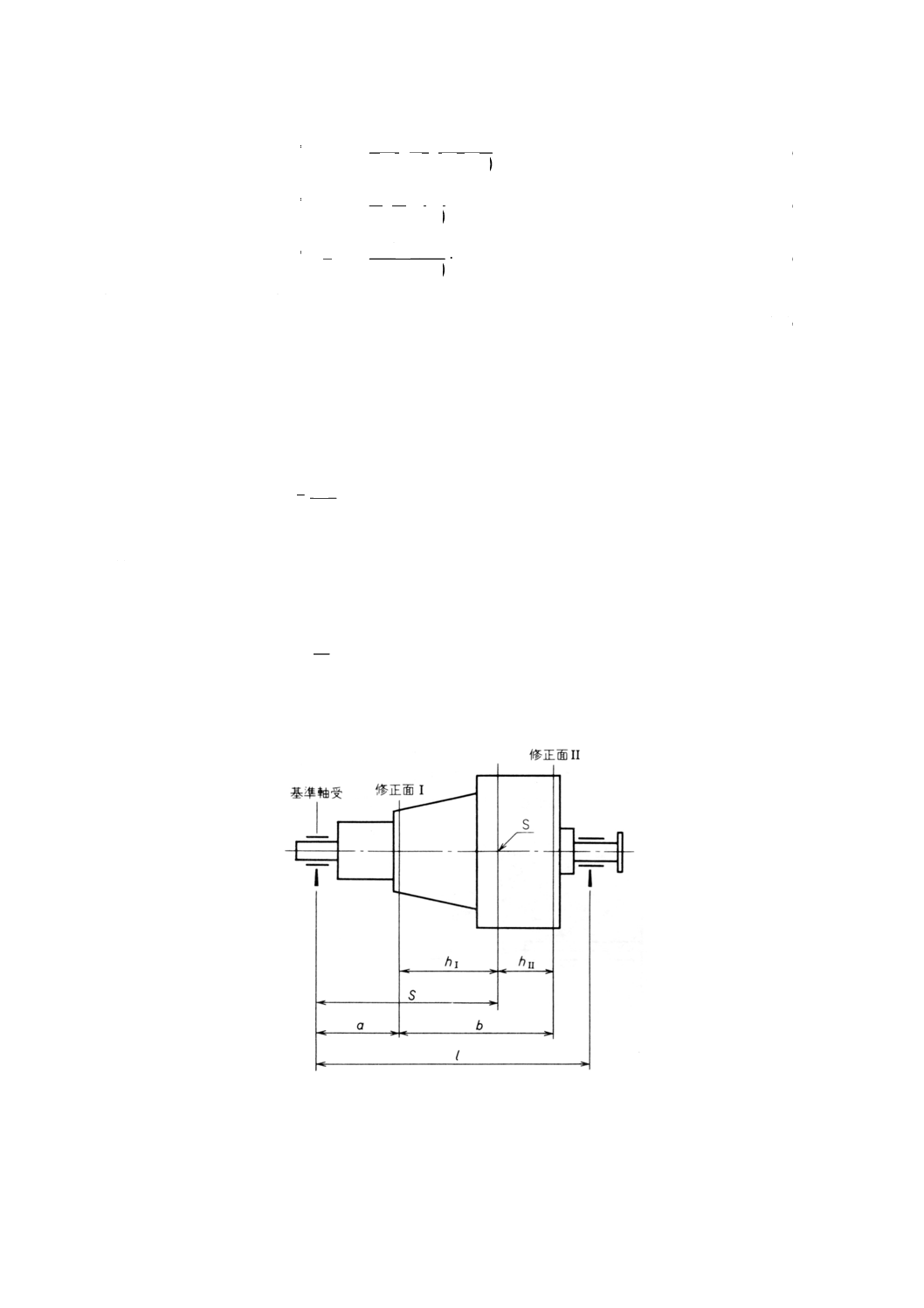
5.2
2面釣合わせの場合 二つの修正面I,IIをもつロータでは,許容残留不釣合いUperを各修正面の許
容残留不釣合いUperI,UperIIに配分する方法は,以下に示すとおりである。ここで使用する主な記号の意味
は,次のとおりである。
なお,ここでいう軸受とは,ロータを実用に供するときの軸受をいう。
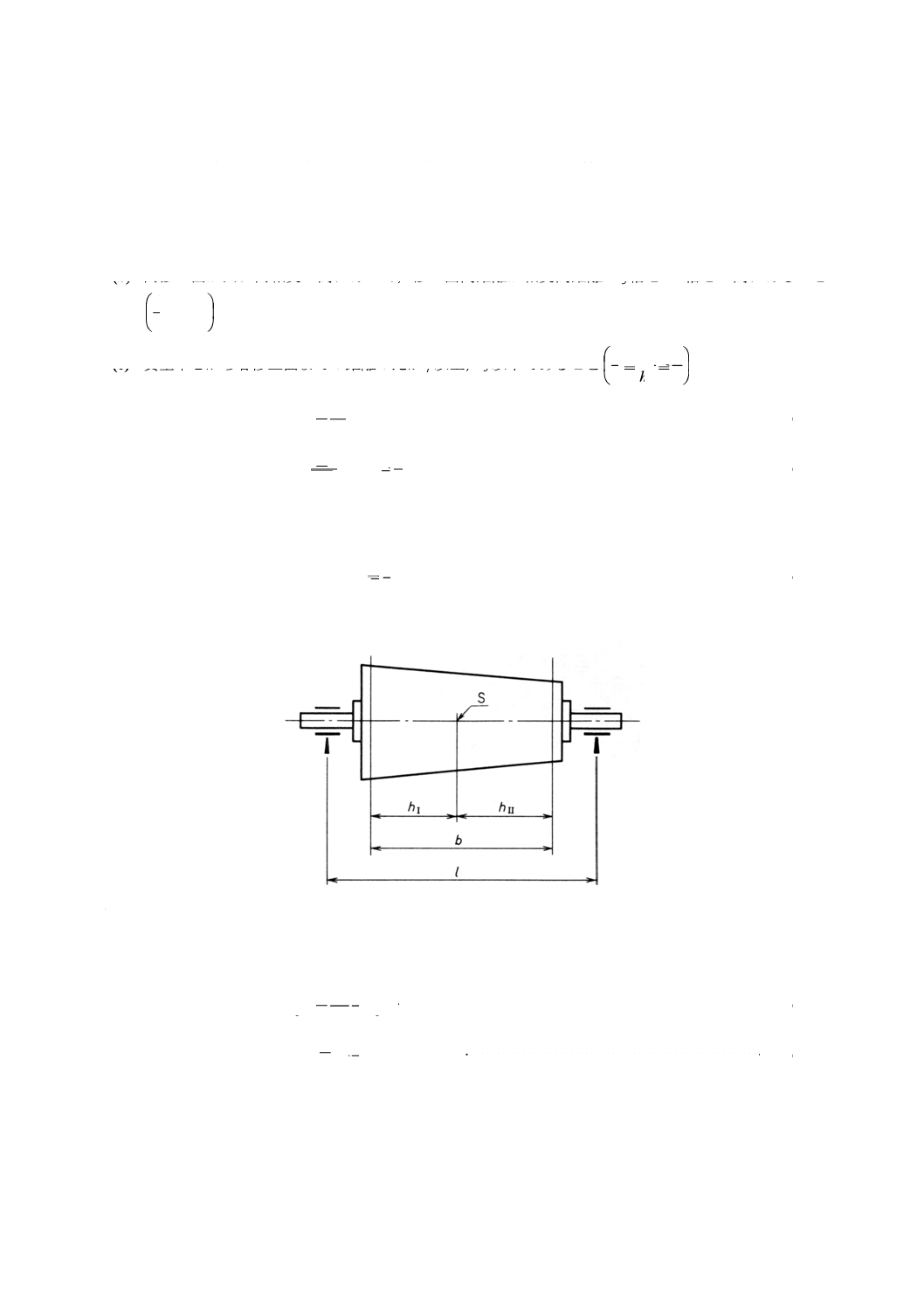
l :軸受間距離
c :修正面IIIから遠い方の軸受までの距離
hl :修正面Iとロータの質量中心との距離
s :基準軸受からロータの質量中心までの距離
4
B 0905-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
hII :修正面IIとロータの質量中心との距離
a :基準軸受から修正面Iまでの距離
b=hI+hII:修正面Iから修正面IIまでの距離
S :ロータの質量中心
(1) ロータが次の(a),(b)及び(c)の条件を満たすときは,各修正面の許容残留不釣合いUperI及びUperIIは,
それぞれ式(3)及び式(4)のように配分する(図2参照)。
(a) ロータの質量中心が軸受間距離を三等分した中央の部分にあること。
(b) 両修正面が共に両軸受の間にあって,修正面間距離が軸受間距離の31倍と1倍との間にあること
l
b≦
≦
3
1
。
(c) 質量中心から各修正面までの距離の比が73以上,37以下であること
3
7
7
3
II
I≦
≦hh
。
per
per
U
b
h
U
II
I=
·········································································· (3)
I
II
I
I
I
per
per
per
U
h
h
U
b
h
U
=
=
····························································· (4)
なお,各修正面がロータの質量中心からほぼ等距離にあると判断できるときには,式(5)のように
配分することができる。
per
per
per
U
U
U
2
1
II
I
=
=
·································································· (5)
図2 (a), (b), (c)の条件を満たす場合
(2) ロータの質量中心が軸受間距離を三等分した中央の部分にあり,かつ,両修正面が両軸受を挟んで外
側にあるときは,各修正面の許容残留不釣合いUperI及びUperIIは,それぞれ式(6)及び式(7)から求める
(図3参照)。
per
per
U
b
l
b
h
U
II
I=
········································································ (6)
I
II
I
I
II
per
per
per
U
h
h
U
b
l
b
h
U
=
=
··························································· (7)
5
B 0905-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 修正面が軸受の外側にある場合
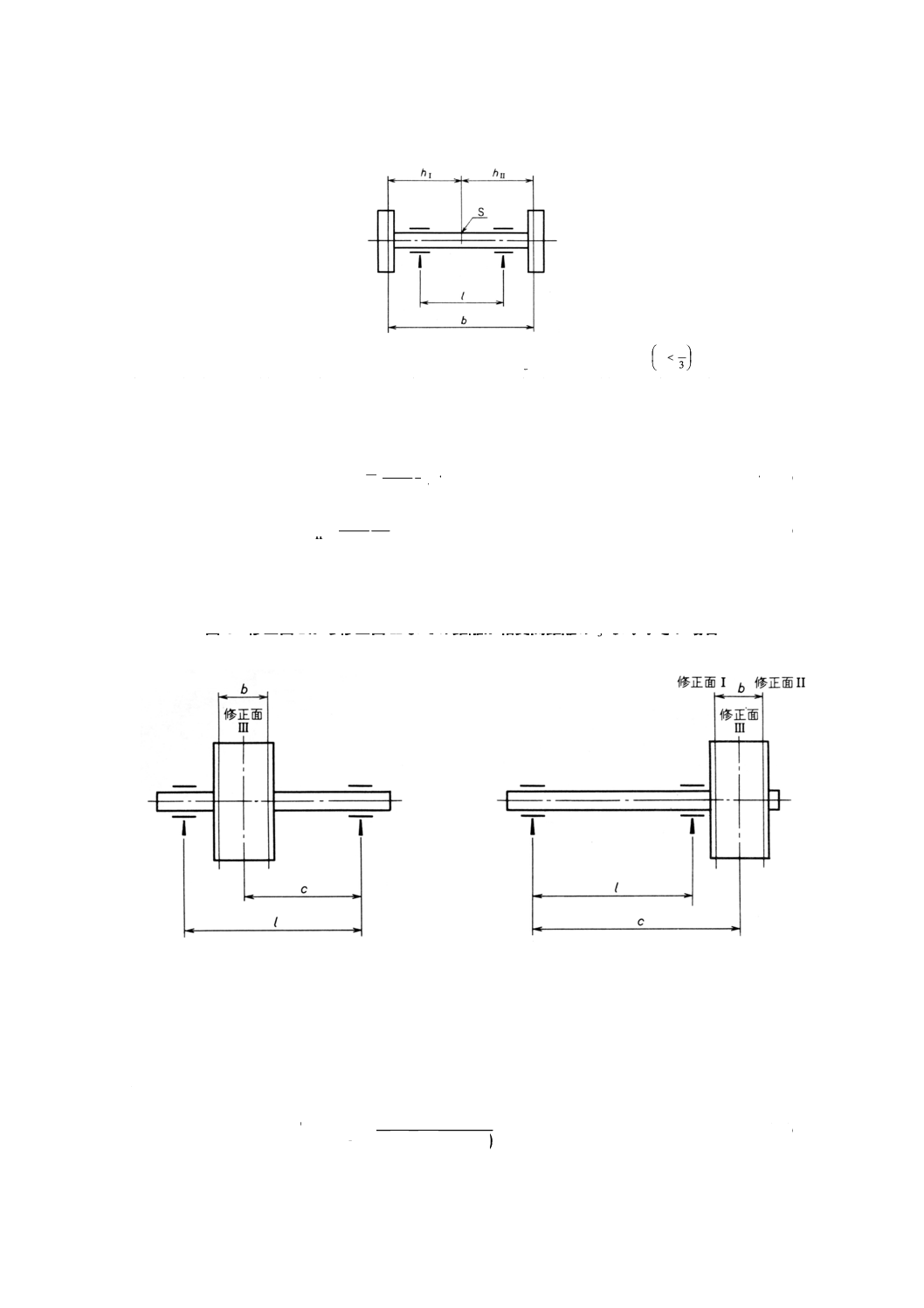
(3) ロータ修正面Iから修正面IIまでの距離が軸受間距離の31より小さいとき
<31
b
は,許容残留不釣
合いを静(又は準静)不釣合いと偶不釣合いとに分け,静(又は準静)不釣合いは修正面III*に,ま
た偶不釣合いは修正面I及びIIに配分する。各修正面の許容残留不釣合いUperI,UperII及びUperIIIは,
式(8)及び式(9)から求める(図4参照)。
b
l
U
U
U
per
per
per
4
3
2
II
I
=
=
································································ (8)
c
l
U
U
per
per
2
2
III=
········································································ (9)
ただし,UperIとUperIIとの位相差は180。であり,偶不釣合いを構成している。
注* 静釣合わせは,修正面IIIの代わりに修正面I及び修正面IIの一方又は両方を用いてもよい。
図4 修正面Iから修正面IIまでの距離が軸受間距離の31より小さい場合
(a) 修正面が両軸受間にある場合
(b) 修正面が両軸受の外側にある場合
(4) ロータが,(1),(2)及び(3)のいずれにも属さないときは,各修正面の許容残留不釣合いUperI及びUperII
は,次によって求める。
図5に示すように,一つの軸受を基準軸受とし,すべての寸法を基準軸受から他の軸受に向かう方向を
正として表し,また二つの修正面はその方向に順番に修正面I及び修正面IIとする。このとき,修正面I
の許容残留不釣合いUperIは,式(10),(11),(12)及び式(13)によって計算される値U*perIのうち,絶対値の最
小の値とする。
(
)
(
)b
a
l
R
a
l
kl
U
U
per
per
−
−
+
−
=
I
·················································· (10)
6
B 0905-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(
)
(
)b
a
l
R
a
l
kl
U
U
per
per
−
−
−
−
=
I
·················································· (11)
( )(
)b
a
R
a
l
k
U
U
per
per
+
+
−
1
I=
··························································· (12)
( )(
)b
a
R
a
l
k
U
U
per
per
+
−
−
1
I=
···························································· (13)
修正面IIの許容残留不釣合いUperIIは,式(14)による。
I
II
per
per
RU
U
=
········································································· (14)
式(10)〜(14)におけるk及びRの値は,次による。
(a) kは,両軸受に加わる動荷重のうち,基準軸受が分担できる割合を示すもので,軸受の構造などに
よって異なる値を採るが,ほとんどの場合k=0.5として差し支えない。0.3より小さい値,又は0.7
より大きい値は望ましくない。
(b) ロータの質量中心Sの位置が分かっている場合には
l
s
l
k
−
=
としてもよい。ただし,k<0.3のときはk=0.3とし,k>0.7のときはk=0.7とする。
(c) Rは,修正面IIの許容残留不釣合いと修正面Iの許容残留不釣合いの比であって,多くの場合R-1
として差し支えない。0.5より小さい値,又は2より大きい値は望ましくない。
(d) ロータの質量中心Sの位置が分かっている場合には,
II
I
h
h
R=
としてもよい。ただし,R<0.5のときはR=0.5とし,R>2のときはR=2とする。
図5 (1),(2)及び(3)のいずれにも属さない場合
7
B 0905-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6. キーの取扱い キー溝がある回転軸又は取付部品を単体で釣り合わせるときには,ハーフキーを用い
て釣合わせを行わなければならない。ただし,釣合わせ装置がキー溝による不釣合いを補償する機能をも
っている場合には,この限りではない。
備考1. 特別の事情によって,フルキーを使用して回転軸又は取付部品を釣り合わせなければならな
いときは,釣合わせ後キー溝に近い端面にFの文字を刻印しなければならない。
2. 特別の事情によって,キーなしで回転軸又は取付部品を釣り合わせなければならないときは,
釣合わせ後キー溝に近い端面にNの文字を刻印しなければならない。
3. ハーフキーを用いて釣合わせを行った場合,一般には回転軸又は取付部品の端面にそのこと
を表す文字を刻印しないが,必要な場合はHの文字を刻印してもよい。
4. 図6は,ハーフキーの理想形状を示したものである。実際に使用するハーフキーの形状は,
不釣合いが同等であれば,理想形状とする必要はない。
図6 ハーフキーセットの理想形状
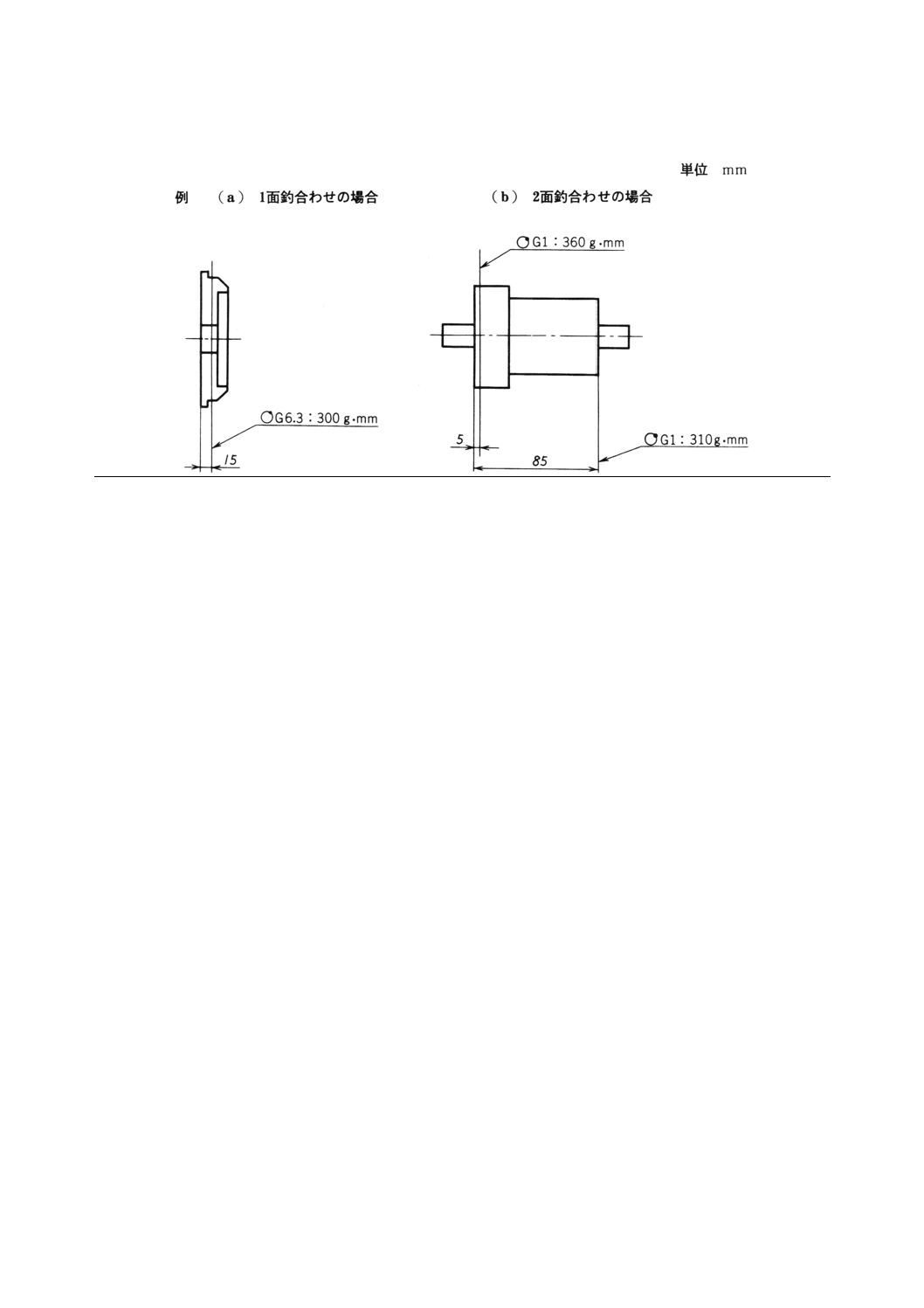
7. 図面記入方法 回転機械の釣合い良さを図記号で表す場合は,で示す。回転機械の釣合い良さに関
する事項を図面上に記入する必要があるときは,図7の例を参照するのがよい。
8
B 0905-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図7 図面記入方法
関連規格 JIS B 0153 機械振動・衝撃用語
9
B 0905-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考付表1 各種回転機械に関して推奨される釣合い良さの等級
釣合い良
さの等級
釣合い良さの
上限値mm/s
(еper×ω)(1)・(2)
ロータの種類−例
G4000
4 000
剛支持されたシリンダ数奇数の舶用低速ディーゼル機関(3)のクランク軸系(4)
G1600
1 600
剛支持された大形2サイクル機関のクランク軸系(4)
G630
630
剛支持された大形4サイクル機関のクランク軸系(4)
弾性支持された舶用ディーゼル機関のクランク軸系(4)
G250
250
剛支持された高速4シリンダディーゼル機関のクランク軸系(4)
G100
100
6シリンダ以上の高速ディーゼル機関(3)のクランク軸系(4)
自動車,トラック及び鉄道車両用機関(ガソリン又はディーゼル)の完成品(5)
G40
40
自動車用車輪,リム,ホイールセット及び駆動軸
弾性支持された6シリンダ以上の高速4サイクル機関(3)(ガソリン又はディーゼ
ル)のクランク軸系(4)
自動車,トラック及び鉄道車両用機関のクランク軸系(4)
G16
16
特別の要求がある駆動軸(プロペラ軸,カルダン軸)
圧砕機の部品
農業機械の部品
自動車,トラック及び鉄道車両用(ガソリン又はディーゼル)機関の部品
特別の要求がある6シリンダ以上のクランク軸系(4)
G6.3
6.3
プロセスプラント用機器
舶用主機タービン歯車(商船用)
遠心分離機ドラム
製紙ロール,印刷ロール
ファン
組立て後の航空機用ガスタービンロータ
はずみ車
ポンプ羽根車
工作機械及び一般機械の部品
特別の要求がない中形及び大形(少なくとも80mm以上の軸中心高さをもつ電動
機の)電機子
振動に敏感でない使われ方や,振動絶縁を施してある(主として量産形の)小形
電機子
特別の要求がある機関の部品
G2.5
2.5
ガスタービン,蒸気タービン及び舶用主機タービン(商船用)
剛性ターボ発電機ロータ
計算機用記憶ドラム及びディスク
ターボ圧縮機
工作機械主軸
特別の要求がある中形及び大形電機子
小形電機子(G6.3及びG1の条件のものを除く。)
タービン駆動ポンプ
G1
1
テープレコーダ及び音響機器の回転部
研削盤のといし軸
特別の要求がある小形電機子
G0.4
0.4
精密研削盤のといし軸,といし車及び電機子
ジャイロスコープ
10
B 0905-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注(1) ω=2πn/60=n/9.55。ここで,nはmin-1,ωはrad/s。
(2) 許容残留不釣合いの各修正面への配分については,5.を参照するのがよい。
(3) この規格では,ピストンの速度が9m/s以下のものを低速,これを超えるものを高速ディーゼル機関としてい
る。
(4) クランク軸系とは,クランク軸,はずみ車,クラッチ,プーリ,ダンパ,連接棒の回転部などを含む全体で
ある。
(5) 機関の完成品では,そのロータの質量は,(4)のクランク軸系に属するすべての質量の合計を指す。
JIS B 0905改正原案作成委員会 構成表
氏名
所属
(委員長)
田 村 章 義
拓殖大学
道 村 晴 一
拓殖大学
岩 壺 卓 三
神戸大学
小 野 京 右
東京工業大学
神 吉 博
三菱重工業株式会社
鷺 沢 忍
株式会社富士電機総合研究所
下 村 玄
株式会社明石製作所
田 中 正 人
東京大学
高 橋 宏
いすゞ自動車株式会社
中 川 栄 一
石川島播磨重工業株式会社
長 濱 耕 作
株式会社長濱製作所
新 美 一 郎
株式会社東芝
日 野 元 和
株式会社島津製作所
松 下 修 巳
株式会社日立製作所
三 輪 修 三
青山学院大学
宮 地 敏 雄
科学技術庁航空宇宙技術研究所
吉 田 藤 夫
工業技術院機械規格課
(事務局)
中 嶌 勉
社団法人日本機械学会