B 0721:2004
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,財団法人日本規格協会(JSA)から,工業標準
原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大
臣が制定した日本工業規格である。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0721:2004
機械加工部品のエッジ品質及びその等級
Edge quality and its grades for material removal parts
1. 適用範囲 この規格は,機械加工などによって,表層部を除去した機械加工部品のエッジ品質及びそ
の等級について規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0021 製品の幾何特性仕様(GPS)−幾何公差表示方式−形状,姿勢,位置及び振れの公差表示方
式
JIS B 0024 製図−公差表示方式の基本原則
JIS B 0031 製品の幾何特性仕様(GPS)−表面性状の図示方式
JIS B 0051 製図−部品のエッジ−用語及び指示方法
JIS B 0601 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−用語,定義及び表面性状パラメータ
3. 定義 この規格で用いる主な用語の定義は,JIS B 0051によるほか,次による。
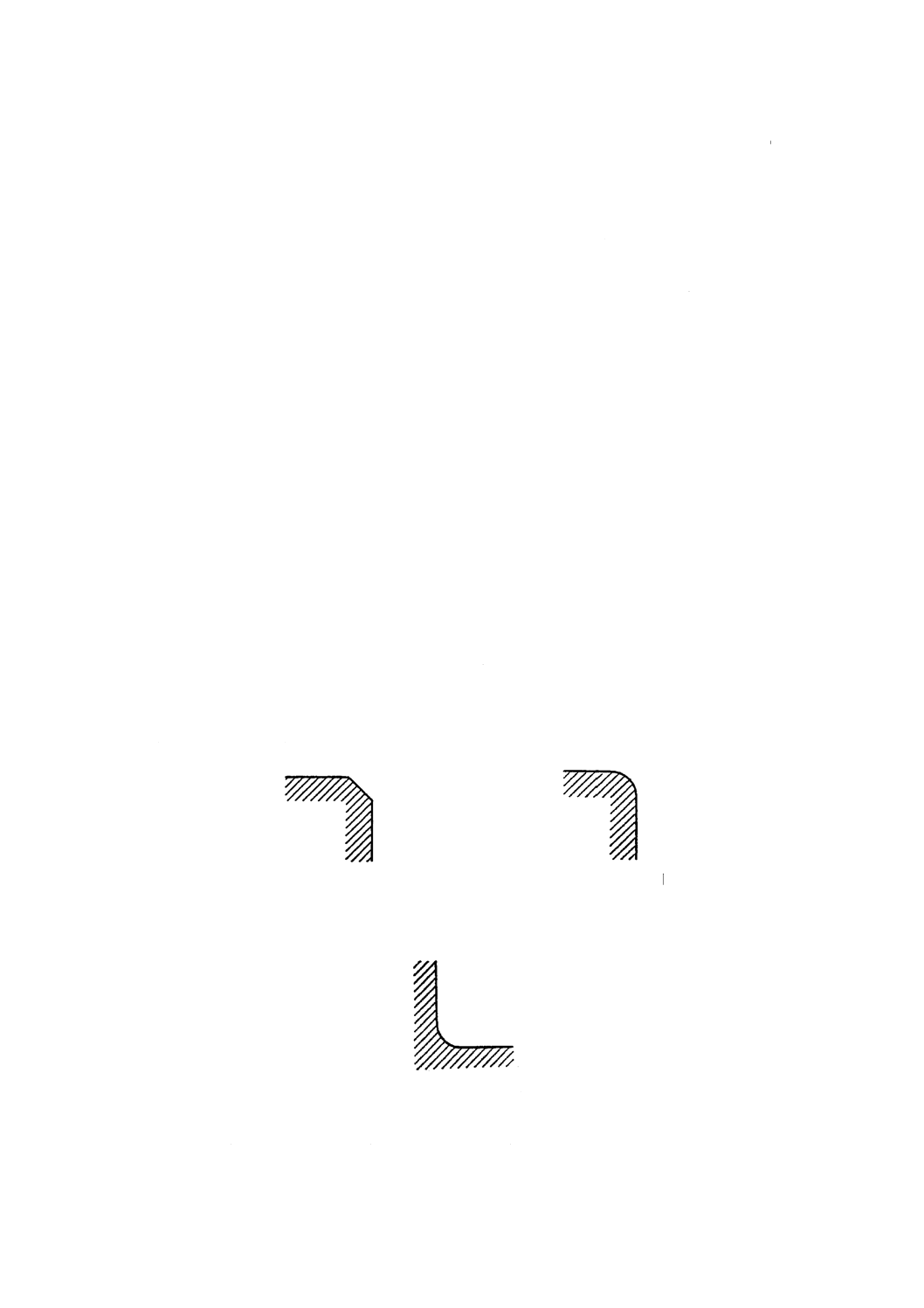
a) エッジ 二つの面の交わり部。
なお、交わり部は、りょう線及びその近傍をいい、エッジには、かどのエッジ及び隅のエッジの2種類
がある(図1及び図2参照)。
a) 面取りの例 b) かどの丸みの例
図 1 かどのエッジ
図 2 隅のエッジ
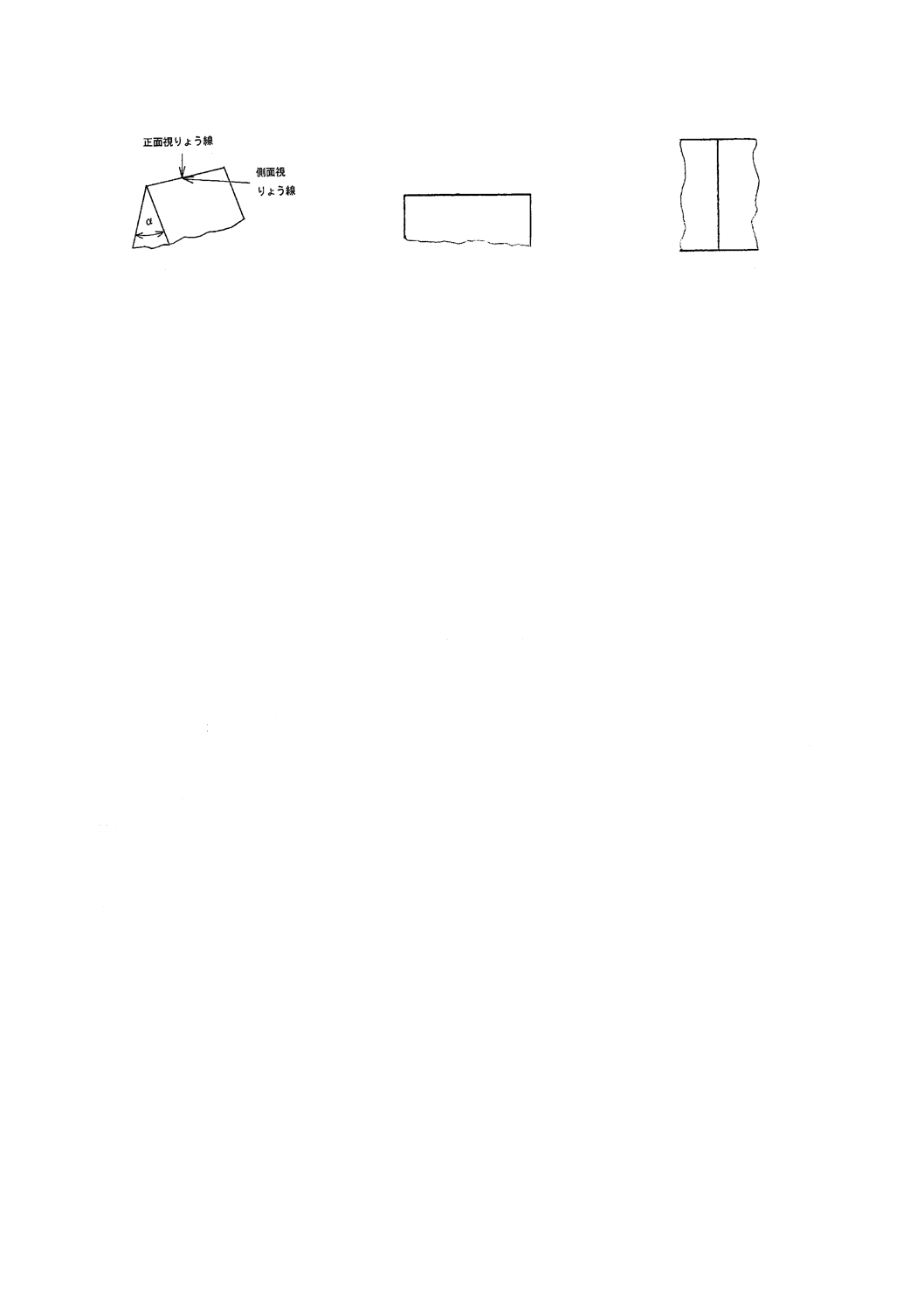
備考 りょう線は、側面視りょう線及び正面視りょう線がある(図3参照)。
2
B 0721:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 対象部品の例
b) 側面視りょう線の例
c) 正面視りょう線の例
図 3 りょう線
b) 欠け 除去加工の際,エッジ部に発生する材料の欠損。
c) 逃げ 隅のエッジにおいて,相手との干渉を避けるためのくぼみ。
4. エッジ品質
4.1
エッジ品質の要素 エッジ品質を規定する要素は,次による。
なお,JIS B 0024によって,個々に指示した技術的要求事項,例えば,寸法公差,幾何公差,表面粗さ
などは,それらの間に特別な関係が指定されない限り独立に適用する。
a) エッジの寸法及び幾何公差
備考 設計要求として,隅のエッジに幾何公差を適用する場合には,JIS B 0021によって個々に示す。
b) エッジの表面性状(surface texture) 外部的影響因子によって,エッジの表面に現れる状態をいい,表
面粗さ,表面うねり,ツールマーク,きず,欠け,表面付着物などの状態を含む。
備考 この規格で規定する以外の表面粗さを適用する場合には,JIS B 0601に規定する表面粗さパラ
メータの定義に基づき,JIS B 0031によって個々に指示する。
c) エッジの表面層の性状 加工力,加工熱,異物侵入などの外部的因子によって生成する表面層の性状
(surface integrity)をいう。
備考 残留応力,加工硬化,加工焼け,き裂,ボイド,切りくずの付着など,機能に悪影響を及ぼさ
ない状態が望ましい。
4.2
エッジ品質の等級区分 対象とするエッジは,その部品が必要とする機能に応じて,次のように3
等級に区分する。
a) A級(精級) 部品機能上,厳しい品質のエッジ。
b) B級(中級) 部品機能上,中程度の品質のエッジ。
c) C級(粗級) 部品機能上,緩い品質のエッジ。
4.3
エッジの品質基準 エッジの品質基準は,次による。
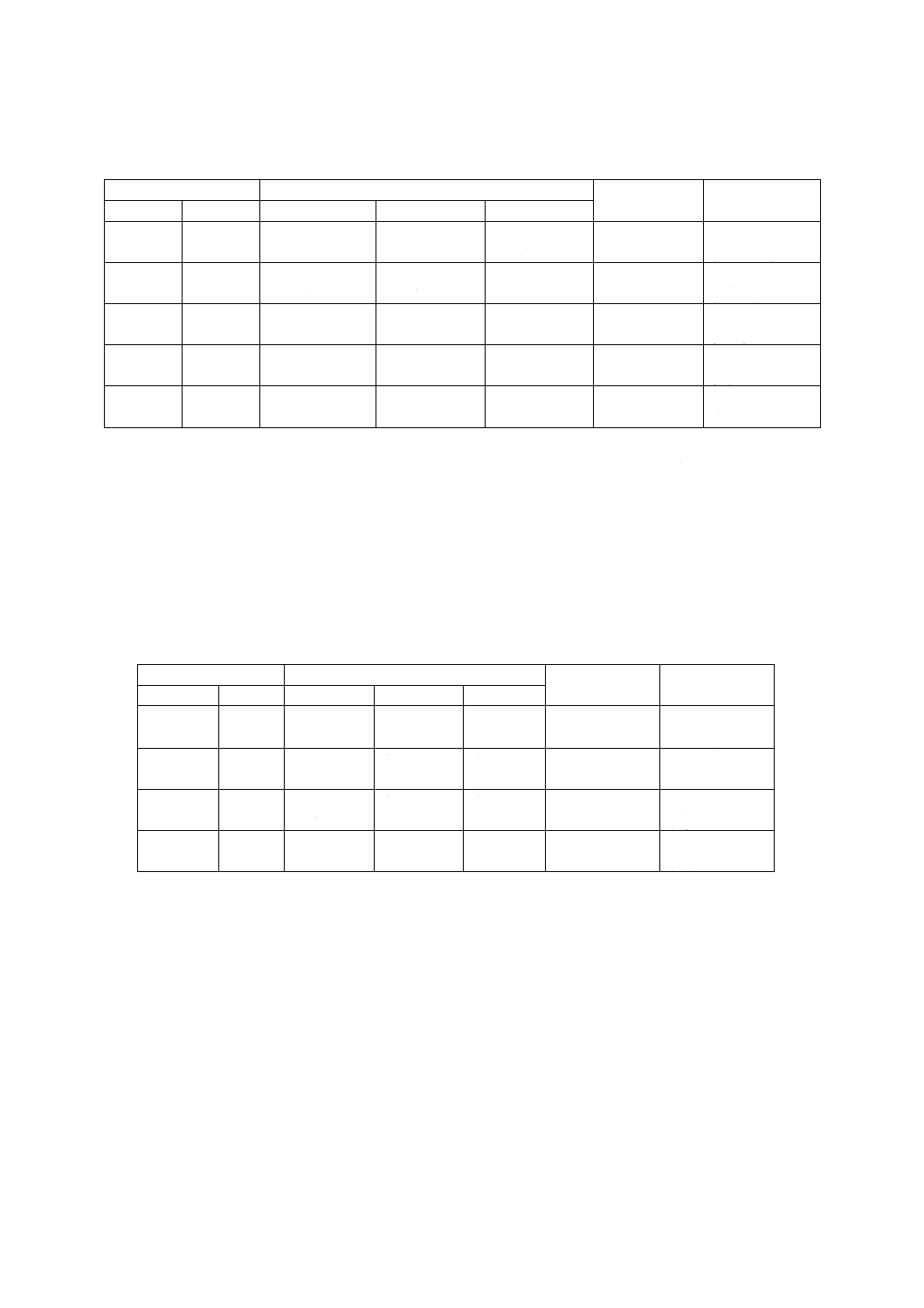
a) 機能するかどのエッジの寸法及びその公差に対する品質基準は,表1による。
3
B 0721:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 1 かどのエッジの寸法及びその公差
単位 mm
エッジの寸法区分
エッジ形状の寸法許容差
エッジの呼び
(参考)
呼び記号
以上
未満
A級
B級
C級
0.0003
0.002
+0.0015
0
+0.03
0
+0.06
0
0.0003
E-0
(極超鋭利)
0.002
0.02
+0.006
0
+0.08
0
+0.2
0
0.002
E-1
(超鋭利)
0.02
0.2
+0.03
0
+0.2
0
+0.4
0
0.02
E-2
(鋭利)
0.2
2
+0.06
0
+0.4
0
+0.8
0
0.2
E-3
(並)
2
6
+0.2
0
+1.0
0
+2.0
0
2
E-4
(粗)
備考 エッジ(ばり、アンダーカット、パッシング)の寸法区分は,JIS B 0051に規定するa寸法による。
呼び記号及び等級を用いる場合には,その欄の寸法区分及び等級を適用する。
b) 機能する隅のエッジの寸法及びその公差に対する品質基準は,表2による。
なお,アンダーカットを指示する必要がある場合,特に応力集中などの指示がある場合には,JIS B
0051によって個々に指示する。
表 2 隅のエッジの寸法及びその公差
単位 mm
エッジの寸法区分
エッジ形状の寸法許容差
エッジの呼び
(参考)
呼び記号
以上
未満
A級
B級
C級
0.01
0.05
+0.001
0
±0.004
±0.01
0.01
L-0
(超鋭利)
0.05
0.2
+0.005
0
±0.01
±0.04
0.05
L-1
(鋭利)
0.2
0.5
+0.03
0
±0.05
±0.2
0.2
L-2
(並)
0.5
1
+0.1
0
±0.2
±0.5
0.5
粗
(L-3)
備考 エッジの寸法区分は,JIS B 0051に規定するa寸法による。呼び記号及び等級を用いる場合に
は,その欄の寸法区分及び等級を適用する。
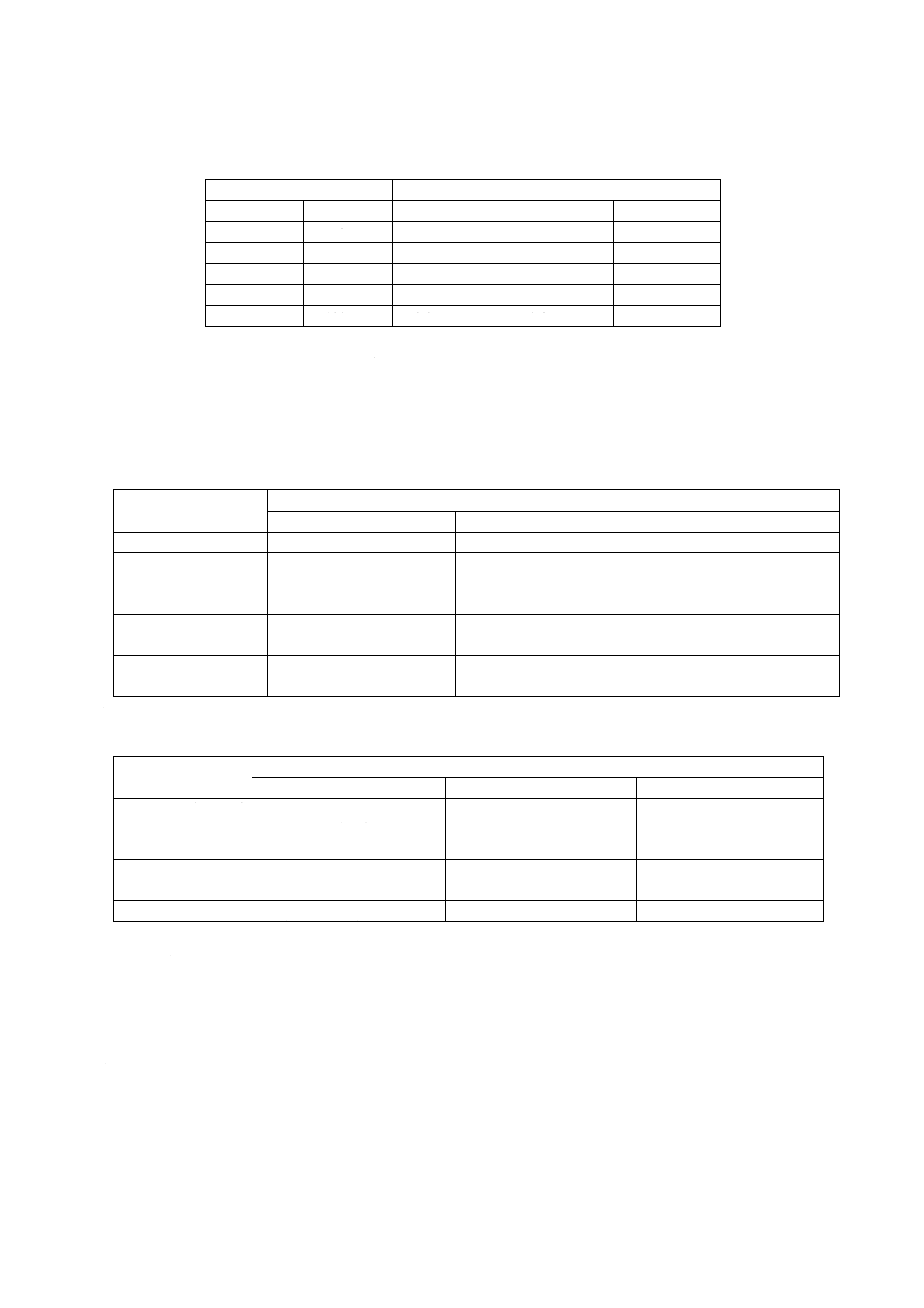
c) 機能するかどのエッジの幾何公差に対する品質基準は,表3による。
4
B 0721:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 3 かどのエッジの幾何公差
単位 mm
形体の寸法区分
代表値としての真直度公差及び真円度公差
を超え
以下
A級
B級
C級
−
3
0.002
0.01
0.05
3
10
0.005
0.05
0.1
10
30
0.01
0.1
0.2
30
100
0.02
0.2
0.5
100
300
0.05
0.4
0.8
参考 真直度公差及び真円度公差は,最小領域法で定義されるが,最小二乗法を
適用してもよい(JIS B 0021参照)。
d) 機能するエッジの表面性状に対する品質基準は,表4による。
なお,表面粗さを個々に指示する必要がある場合には,JIS B 0031によって個々に指示する。
表 4 エッジの表面性状
表面性状
表面性状の等級
A級
B級
C級
表面粗さRz
Rz≦0.8
0.8<Rz≦3.2
3.2<Rz≦12.5
表面うねり,ツールマ
ーク又は筋目方向
拡大視 ×40で表面うねり,
ツールマークは認めない。
エッジりょう線と交差する
筋目方向は認めない。
−
表面欠損
拡大視 ×40でばり,きず,
欠損は認めない。
拡大視 ×20でばり,きず,
欠損は認めない。
拡大視 ×10でばり,きず,
欠損は認められない。
識別記号
T-1
(超平滑表面)
T-2
(平滑表面)
T-3
(粗表面)
e) 機能するエッジ表面層の性状に対する品質基準は,表5による。
表 5 エッジ表面層の性状
表面層の性状
表面層の性状の等級
A級
B級
C級
微視的き裂及びブ
ローホール
表面層の断面を拡大視×40
で微視的き裂,ブローホール
などが認めない。
表面層の断面を拡大視×20
で微視的き裂は認める。
表面層の断面を拡大視×10
で微視的き裂は認める。
表面層
加工硬化が認められるが,表
面ひずみは認めない。
表面ひずみは認めない。
表面ひずみは認める。
識別記号
S-1 (精級表面層)
S-2(中級表面層)
S-3(粗級表面層)
5. エッジ品質の指示方法 エッジ品質の技術文書への指示方法は,次の事項のいずれかを表題欄の中,
その付近又は図中に指示する。
a) この規格の規格番号及び等級。
例 JIS B 0721−B
b) この規格の規格番号,呼び記号及び等級。
例 JIS B 0721−E3−A
c) エッジ品質の特定要素の等級だけを変更して指示する場合。
例 JIS B 0721−B,表面性状はA級
5
B 0721:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
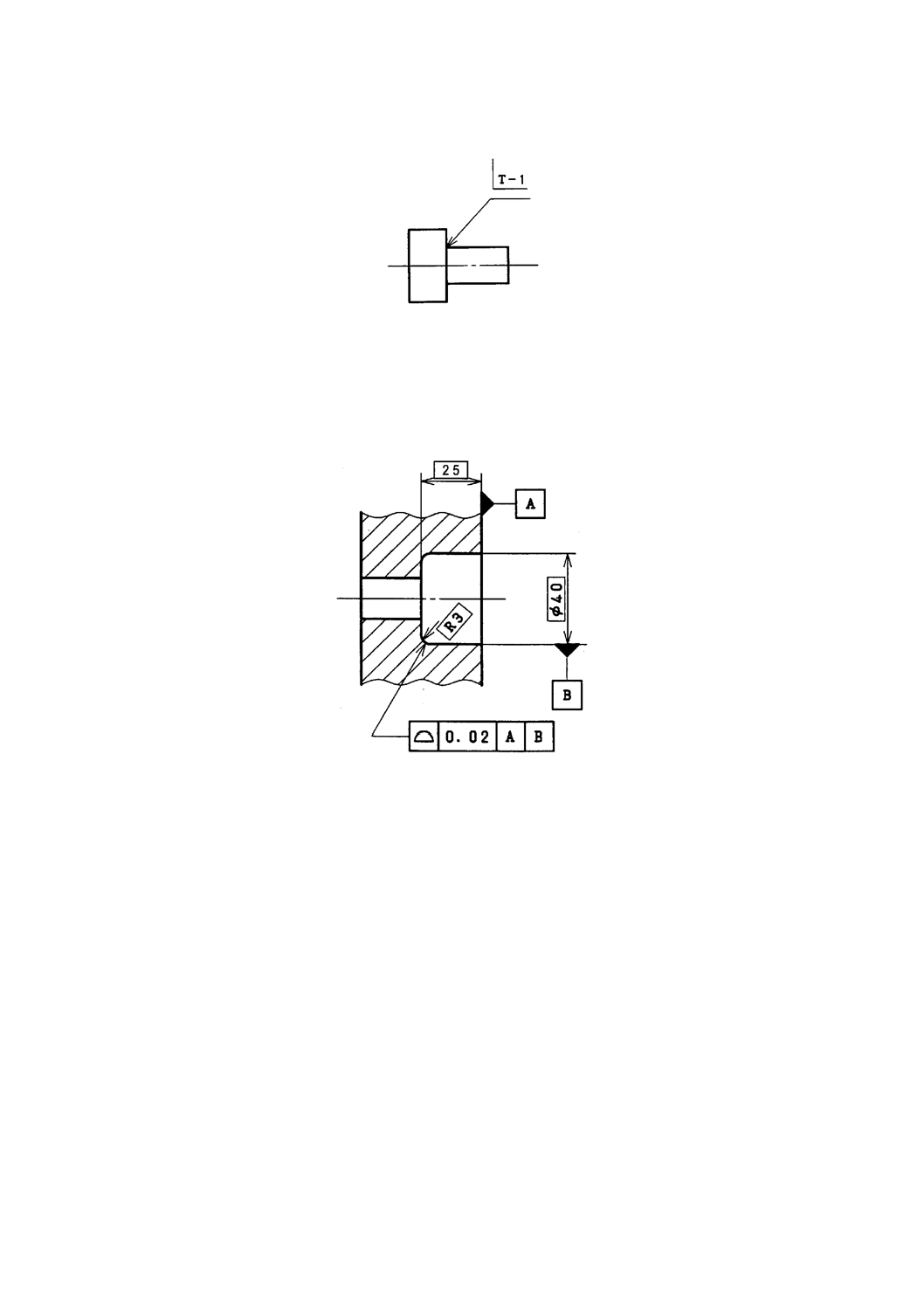
d) JIS B 0051に規定する図示記号を用いて,特定の形体にエッジ品質等級を指示する場合(図4)。
JIS B 0721−B,表面性状の指示は図中による。
図 4 JIS B 0051の図示記号を用いて特定の呼び記号を指示する例
e) 設計要求として隅のエッジに特定の幾何公差を追加する場合には,JIS B 0021によって,公差記入枠
を用いて指示する(図5)。
JIS B 0721−B,面の輪郭度公差は図中指示
図 5 特定の幾何公差の指示例