2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0712-1969
切削仕上げしろ
Stock Allowance for Finish Cut
1. 適用範囲 この規格は,金属材料の旋削,中ぐり,フライス削り,平削り,形削り,立削りおよびリ
ーマ仕上げにおいて,寸法公差の等級が原則としてJIS B 0401のIT8およびそれより上級を対象とした,
最終の切削仕上げしろについて規定する。
2. 用語の意味 この規格で用いるおもな用語の意味は,つぎのとおりとする。
(1) 切削仕上げしろ 工作物が所定の形状,寸法および仕上げ面あらさに経済的に仕上げ切削できるよう
に,その前加工において工作物に残しておく余肉の寸法をいう。
(2) 前加工 最終の切削仕上げしろを残すまでの加工をいう。
3. 仕上げしろの種類 この規格に定める切削仕上げしろ(以下,仕上げしろという)の種類は,つぎの
とおりとする。
(1) 旋削仕上げしろ
(2) 中ぐり仕上げしろ
(3) フライス削り仕上げしろ
(4) 平削り仕上げしろ
(5) 形削り仕上げしろ
(6) 立削り仕上げしろ
(7) リーマ仕上げしろ
関連規格:JIS B 0401(寸法公差およびはめあい)
2
B 0712-1969
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 加工方法と仕上げしろ 各加工方法に対する仕上げしろと,それに影響する事項は,つぎの表による。
加工方法
仕上げしろ
(mm)
仕上げしろに影響する事項
固有事項
共通事項(5.参照)
旋削
0.1〜0.5
(直径に対し)
(1) 端面および内面切削では,仕上げしろは小さめ
とする。
(2) 仕上げにヘールバイトを使用する場合は,特に
0.05〜0.15mmとする。
(3) 仕上げにダイヤモンドバイトを使用する場合
は,特に0.05〜0.2mmとする。
(1) 工作機械の剛性
(2) 切削工具の切れ味
(3) 切削工具の取付け
剛性
(4) 被削材の材質
(5) 被削材の形状およ
び寸法
(6) 被削材の取付け換
え
(7) 被削材の取付け剛
性
(8) 寸法公差の等級
(9) 仕上げ面のあらさ
(10) 切削速度
(11) 切削油剤
中ぐり
0.05〜0.4
(直径に対し)
(1) 中ぐり棒が片持ちの場合は,切削抵抗によりた
わむことがあるので,仕上げしろは小さめとす
る。
(2) 両端支持の場合は,(1)の場合より大きめにする
ことができる。
(3) 両刃を使用する場合には,0.1〜0.15mmとする。
フライス
削り
0.1〜0.3
(1) 仕上げにエンドミルを使用する場合は,0.05
mmとする場合もある。
(2) 上向き削りの場合は,切り始めにおいて切れ刃
が上すべりし,所定の切り込みが得られないこ
とがあるので注意を要する。
(3) 正面フライス削りの場合は,仕上げしろを大き
めとする。
平削り
0.2〜0.5
仕上げに平剣バイトを使用する場合は,特に0.03〜
0.1mmとする。
形削り
0.1〜0.25
仕上げに平剣バイトを使用する場合は,特に0.03〜
0.05mmとする。
立削り
0.1〜0.2
仕上げに平剣バイトを使用する場合は,特に0.05〜
0.1mmとする。
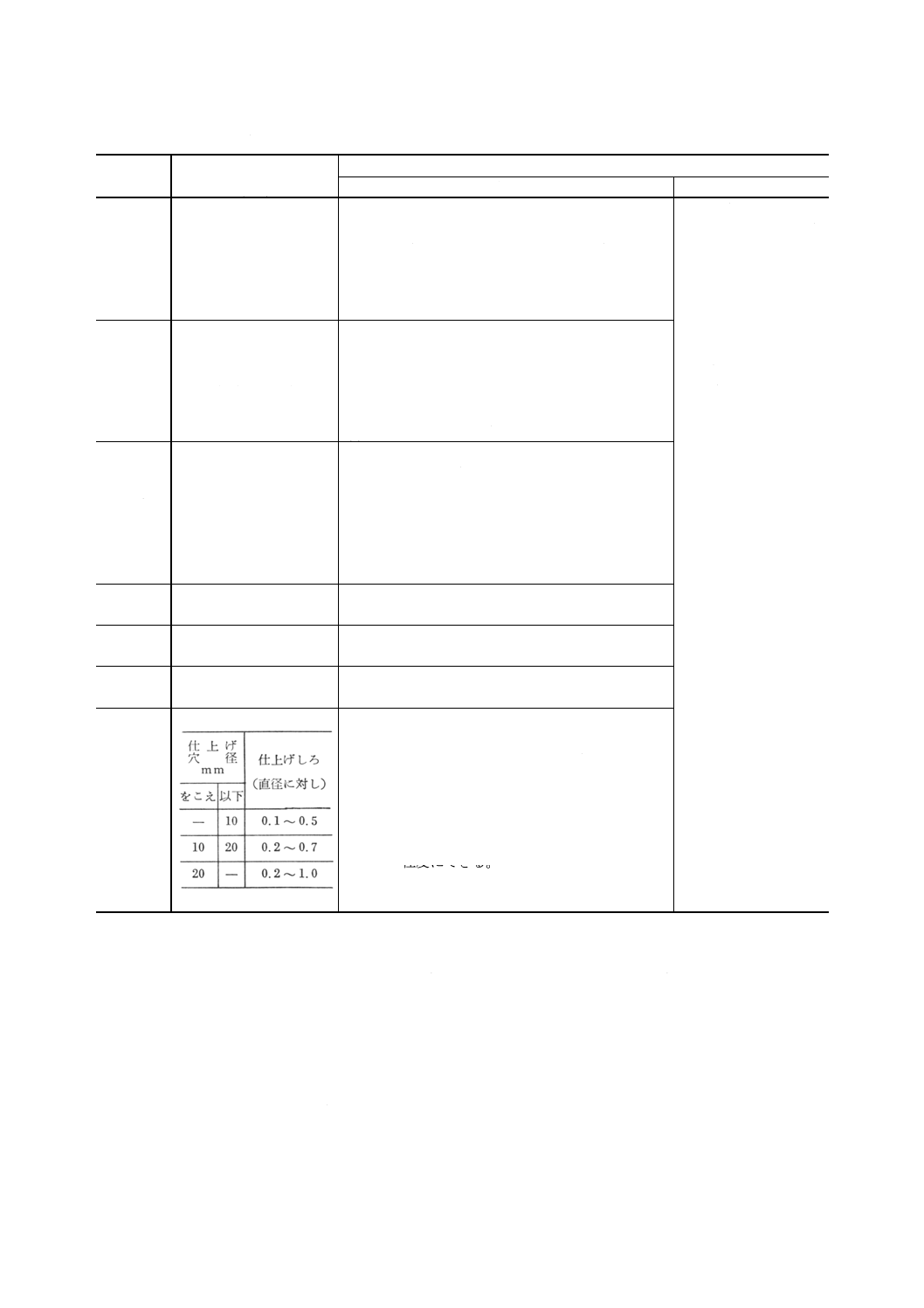
リーマ
仕上げ
(1) 良い仕上げ面および精度を得るためには,小さ
めの仕上げしろで切削することがのぞましい。
(2) 鋳鉄および切りくずはけの良い軟金属の場合
の仕上げしろは,鋼の場合よりも大きめにでき
る。
(3) 多みぞぎりや下リーマなどによる前加工を施
すことにより,仕上げしろは,左の表の数値の
約2
1程度にできる。
(4) 直径に比して長さが大きい穴の場合は,仕上げ
しろは大きめにとる。
5. 仕上げしろに影響する共通事項 つぎに掲げる諸項目をじゅうぶん考慮して仕上げしろの値を決定す
る必要がある。なお,工作機械の剛性および精度,工具およびその取付け剛性,被削材の形状,寸法,熱
膨張係数および取付け剛性,切削条件などの影響によって前加工の精度および仕上げ面が悪くなるおそれ
のある場合には,それらの影響を取り除くことのできる程度の仕上げしろを残さなければならない。
(1) 工作機械の剛性 工作機械は高い精度と剛性をもつことがのぞましい。機械の剛性が比較的低い場合
には,たわみも大きくなり,ひびりが生じやすくなるために,所定の加工精度が得にくい場合がある。
そのようなときには,仕上げしろは小さめとする。
(2) 切削工具の切れ味 切削工具の切れ味は良好であることがのぞましい。すなわち,すくい角が小さ過
ぎたり,切れ刃がじゅうぶんに鋭利でないと所定の寸法精度が得にくい。切削工具が食い込みやすい
3
B 0712-1969
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
材料(たとえば黄銅)を切削する場合には,工具のすくい角は小さめにする。この場合,工具のすく
い角を大きくしすぎると所定の仕上寸法が得にくい。
(3) 切削工具の取付け剛性 切削工具の取付け剛性は高いことがのぞましいが,低い場合には,前加工に
よる変形を取り除くのにじゅうぶんで,しかもできるだけ小さめの仕上げしろで切削することがのぞ
ましい。
(4) 被削材の材質 通常,被削材の材質によって仕上げしろの標準値は変わらないが,とくにかたい材料
では仕上げしろを小さめとする。ただし,加工硬化や析出硬化の著しい材料で仕上げしろが小さ過ぎ
ると,仕上げ工程における工具摩耗が著しく,加工精度も低下することがある。
熱膨張係数の大きい材料では切削熱による変形が大きいので,前加工における変形を取り除くのに
じゅうぶんで,しかもできるだけ小さめの仕上げしろで切削することがのぞましい。
(5) 被削材の形状および寸法 被削材の直径に比して長さが著しく長く,切削抵抗によるたわみのおそれ
がある場合には,前加工による変形を取り除くのにじゅうぶんで,しかもできるだけ小さめの仕上げ
しろを残すことがのぞましい。薄肉の被削材の場合もこれに準ずる。
切欠きやみぞをもつ不均一な形状の被削材の場合は,内部応力の変化や熱変形によってひずみを生
ずるおそれがあるので,仕上げしろは小さめにする。
被削材の形状および寸法からたわみやびびりが生じやすい場合には,小さめの仕上げしろで切削す
ることがのぞましい。
(6) 被削材の取付け換え 仕上げ削りのために被削材を取付け換えする場合には,取付け換えの誤差を見
込んで仕上げしろは大きめにする必要がある。
(7) 被削材の取付け剛性 被削材の取付け剛性が低い場合には,切削抵抗によって取付け状態が変わる可
能性があるので,仕上げしろは小さめとすることがのぞましい。
(8) 寸法公差の等級 寸法公差の等級の高いことが要求される場合には,仕上げしろは小さめとすること
がのぞましい。
(9) 仕上げ面の表面あらさ 良い仕上げ面を得るためには,仕上げしろは小さめとすることがのぞましい
が,被削材や切削条件によっては,仕上げしろが小さめであると構成刃先が付着しやすくなる。ただ
し,リーマ仕上げのように低速軽切削を要する加工では,仕上げしろを小さめにすることにより,か
えって構成刃先の付着を防止して良い仕上げ面が得られる。
(10) 切削速度 被削材の形状,寸法その他の理由により切削速度をじゅうぶん速くできない場合,仕上げ
しろを小さめにすると,構成刃先により仕上げ面が荒らされたり,所定の寸法および精度が得られな
い場合があるので,仕上げしろは大きめにとることがのぞましい。ただし,リーマ仕上げの場合は,
この限りでない。また,びびりが生じやすい切削速度領域で切削する場合には,仕上げしろを小さめ
にする。
(11) 切削油剤 切削油剤の冷却能力が大きい場合には,切削熱による変形が少ないので,仕上げしろは多
少大きめにすることができる。