2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0711-1976
研削しろ
Removal in Grindings
1. 適用範囲 この規格は,鉄鋼研削仕上げ面(円筒研削,内面研削及び平面研削の仕上げ面)の研削し
ろが特に指定されていないときの,研削しろについて規定する。
2. 用語 この規格で用いる用語の意味は,次による。
(1) 研削しろ 工作物が所定の寸法・形状及び表面粗さに経済的に研削仕上げされるように,その前加工
において工作物に残しておく余肉の寸法。
(2) 前加工 工作物を,所定の研削しろを有する状態まで切削する作業。
3. 研削しろの種類 研削しろの種類は,次の3種類とする。
円筒研削しろ(センタ支持による研削及びチャック支持による研削)
内面研削しろ(チャック支持による研削)
平面研削しろ(チャック支持による研削及びテーブル支持による研削)
4. 円筒研削しろ
4.1
前加工 前加工は,旋盤による。
4.2
研削しろ
4.2.1
旋削後,熱処理せずに研削仕上げする工作物の直径当たりの研削しろは,表1(1)による。
4.2.2
旋削後,焼入れ・焼もどししてから研削仕上げする工作物の直径当たりの研削しろは,表1(2)によ
る。
4.3
前加工寸法 前加工寸法は,研削面の直径の最大仕上げ寸法の小数第2位を4捨5入して小数点以
下1けたに丸めた数値に,4.2により求めた研削しろを加えた値とする。
2
B 0711-1976
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
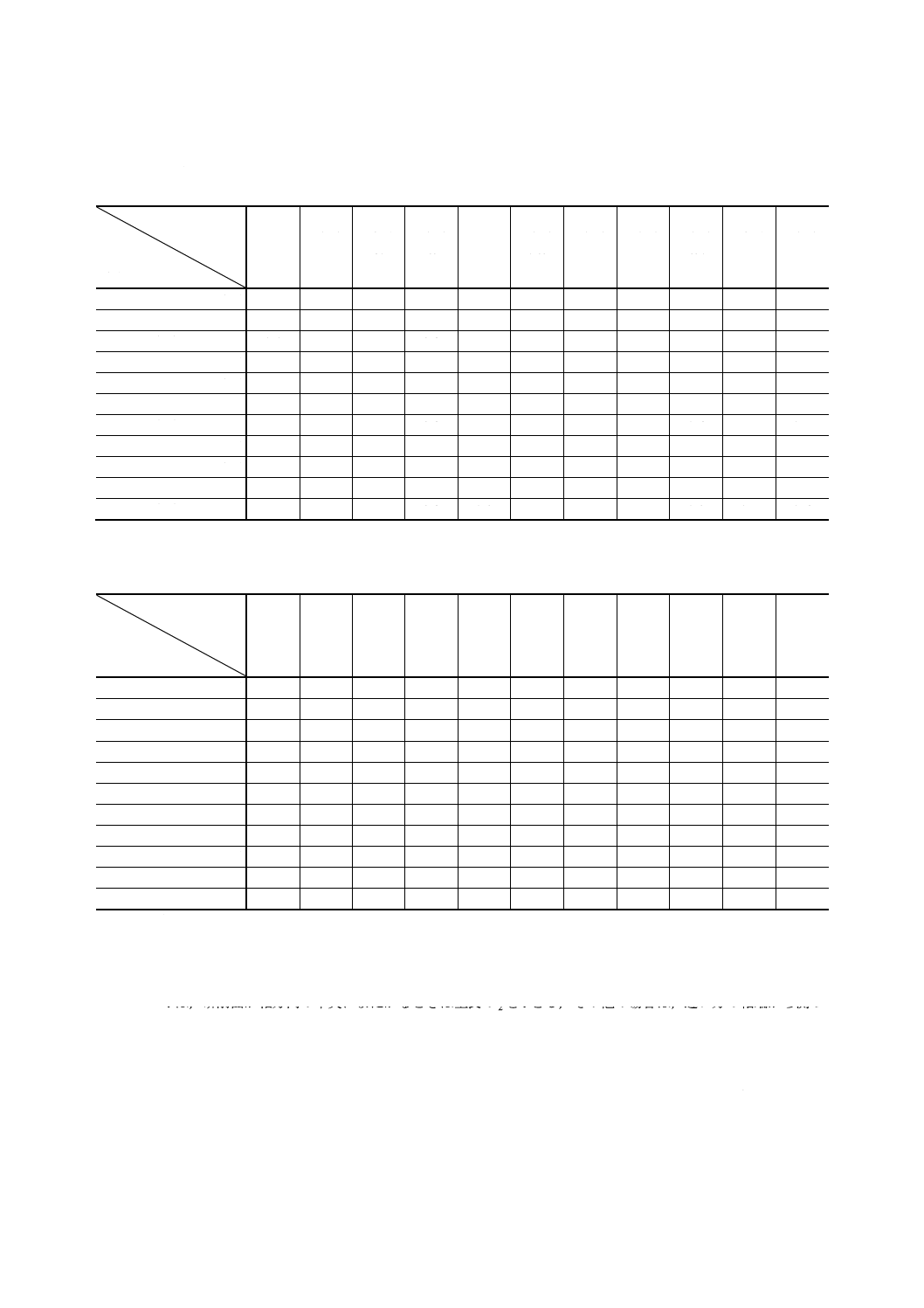
表1 円筒の直径当たりの研削しろ
(1) 前加工後 熱処理しないもの
単位mm
端面からの距離
l
直径D
16以下
16
を超え
25
以下
25
を超え
40
以下
40
を超え
63
以下
63
を超え
100
以下
100
を超え
160
以下
160
を超え
250
以下
250
を超え
400
以下
400
を超え
630
以下
630
を超え
1000
以下
1000
を超え
1600
以下
6を超え 10以下
0.1
0.2
0.2
0.3
0.3
−
−
−
−
−
−
10を超え 18以下
0.1
0.1
0.2
0.2
0.3
0.3
−
−
−
−
−
18を超え 30以下
0.1
0.1
0.2
0.2
0.2
0.3
0.4
−
−
−
−
30を超え 50以下
0.2
0.2
0.2
0.2
0.2
0.3
0.4
0.4
−
−
−
50を超え 80以下
0.2
0.2
0.2
0.2
0.2
0.2
0.3
0.4
0.5
−
−
80を超え 120以下
0.2
0.2
0.2
0.2
0.2
0.2
0.3
0.3
0.5
0.6
−
120を超え 180以下
0.2
0.2
0.2
0.2
0.2
0.2
0.3
0.3
0.4
0.6
0.7
180を超え 250以下
0.2
0.2
0.2
0.2
0.2
0.2
0.3
0.3
0.4
0.5
0.6
250を超え 315以下
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.4
0.5
0.6
315を超え 400以下
−
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.5
0.6
400を超え 500以下
−
−
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.5
0.6
(2) 前加工後 焼入れ・焼もどしするもの
単位mm
端面からの距離
l
直径D
16以下
16
を超え
25
以下
25
を超え
40
以下
40
を超え
63
以下
63
を超え
100
以下
100
を超え
160
以下
160
を超え
250
以下
250
を超え
400
以下
400
を超え
630
以下
630
を超え
1000
以下
1000
を超え
1600
以下
6を超え 10以下
0.2
0.2
0.2
0.3
0.5
−
−
−
−
−
−
10を超え 18以下
0.2
0.2
0.2
0.3
0.4
0.5
−
−
−
−
−
18を超え 30以下
0.2
0.2
0.2
0.3
0.4
0.5
0.6
−
−
−
−
30を超え 50以下
0.2
0.2
0.2
0.3
0.3
0.4
0.5
0.7
−
−
−
50を超え 80以下
0.2
0.2
0.2
0.3
0.3
0.4
0.4
0.6
0.8
−
−
80を超え 120以下
0.3
0.3
0.3
0.3
0.3
0.3
0.4
0.5
0.7
0.9
−
120を超え 180以下
0.3
0.3
0.3
0.3
0.3
0.3
0.4
0.5
0.6
0.8
1.1
180を超え 250以下
0.3
0.3
0.3
0.3
0.3
0.3
0.4
0.4
0.6
0.8
1.0
250を超え 315以下
0.4
0.4
0.4
0.4
0.4
0.4
0.4
0.4
0.6
0.7
0.9
315を超え 400以下
−
0.4
0.4
0.4
0.4
0.4
0.4
0.4
0.5
0.7
0.9
400を超え 500以下
−
−
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.7
0.8
備考1. 前加工寸法の許容差は,次による。
研削しろ0.2mm以下の場合±0.05mm,
0.3mm以上の場合±0.1mm
2. Dは,研削面の直径の仕上げ基準寸法とする。
lは,研削面が軸方向の中央にまたがるときは全長の21をlとし,その他の場合は,近い方の軸端から測っ
た最大長さをlとする。
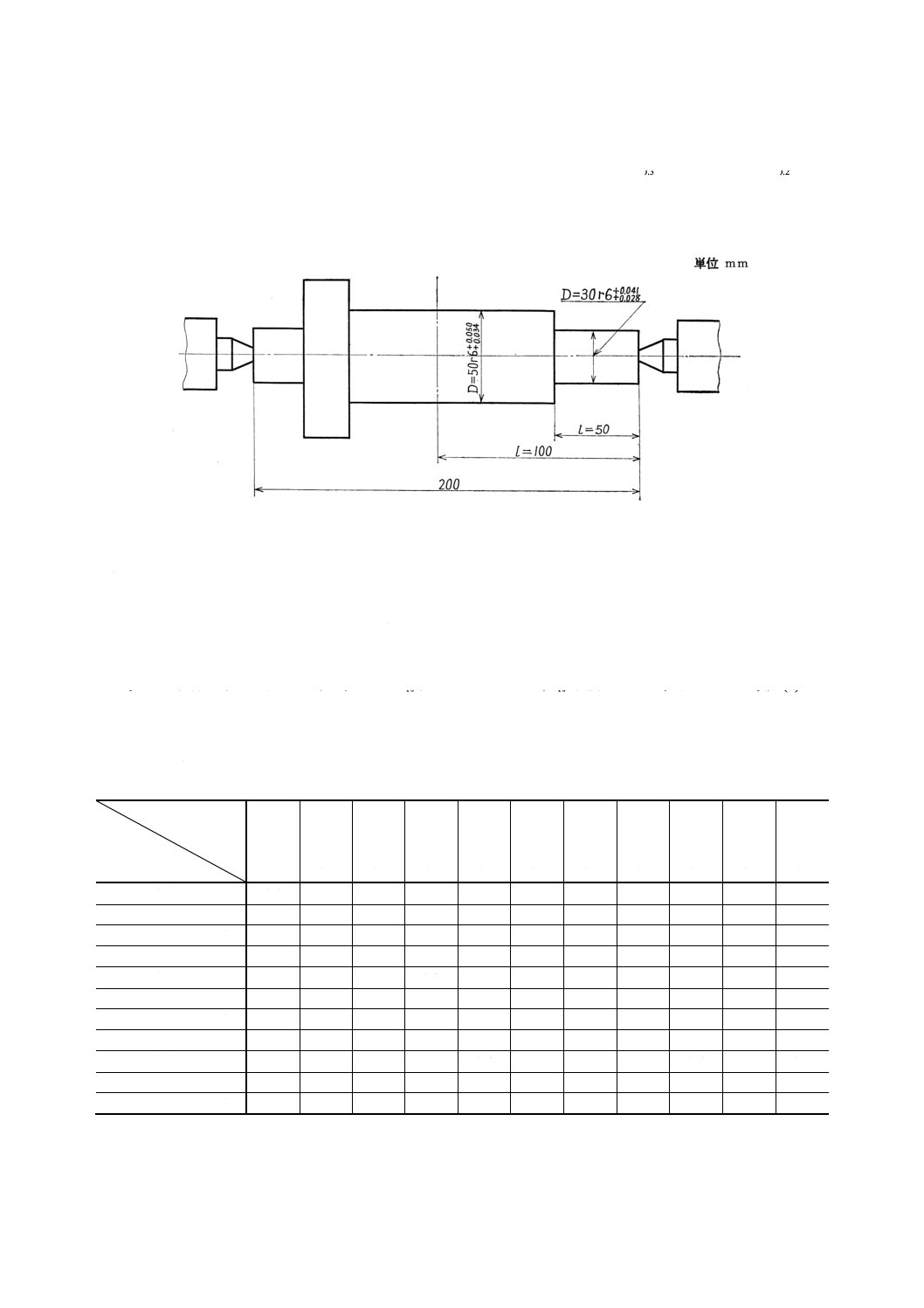
例:図1の前加工寸法は,焼入れ・焼もどしを行う場合(単位mm)
手順
研削仕上げの最大寸法
50+0.050
30+0.041
小数2けた目を4捨5入して得た数値(イ)
50.1
30.0
表1(2)から求めた研削しろ(ロ)
0.3
0.3
前加工の基準寸法〔(イ)+(ロ)〕
50.4
30.3
表1の備考1から求めた前加工寸法の許容差
±0.1
±0.1
3
B 0711-1976
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
前加工の許容限界寸法
50.4±0.1
30.3±0.1
又は50
3.05.0
+
+
又は30
2.04.0
+
+
図1 円筒研削の例
5. 内面研削しろ
5.1
前加工 前加工は,旋盤・中ぐり盤などによる。
5.2
研削しろ
5.2.1
前加工後 熱処理せずに研削仕上げする工作物の直径当たりの研削しろは,表2(1)による。
5.2.2
前加工後 焼入れ・焼もどししてから研削仕上げする工作物の直径当たりの研削しろは,表2(2)に
よる。この場合は半径方向の肉厚は,内径の101以上あるものとし,101未満のものは,研削しろを表2(2)の2
倍まで大きくすることができる。
表2 内面の直径当たりの研削しろ
(1) 前加工後 熱処理しないもの
単位mm
長さL
直径D
10以下
10
を超え
16
以下
16
を超え
25
以下
25
を超え
40
以下
40
を超え
63
以下
63
を超え
100
以下
100
を超え
160
以下
160
を超え
250
以下
250
を超え
400
以下
400
を超え
630
以下
630
を超え
1000
以下
6を超え 10以下
0.1
0.2
0.2
−
−
−
−
−
−
−
−
10を超え 18以下
0.2
0.2
0.2
0.2
−
−
−
−
−
−
−
18を超え 30以下
0.2
0.2
0.2
0.2
0.2
−
−
−
−
−
−
30を超え 50以下
0.2
0.2
0.2
0.2
0.2
0.3
−
−
−
−
−
50を超え 80以下
0.2
0.2
0.2
0.2
0.2
0.3
0.3
−
−
−
−
80を超え 120以下
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.3
−
−
−
120を超え 180以下
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.4
−
−
180を超え 250以下
−
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.4
0.4
−
250を超え 315以下
−
0.4
0.4
0.4
0.4
0.4
0.4
0.4
0.4
0.5
0.5
315を超え 400以下
−
−
0.4
0.4
0.4
0.4
0.4
0.4
0.4
0.5
0.5
400を超え 500以下
−
−
−
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.6
4
B 0711-1976
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) 前加工後 焼入れ・焼もどしするもの
単位mm
長さL
直径D
10以下
10
を超え
16
以下
16
を超え
25
以下
25
を超え
40
以下
40
を超え
63
以下
63
を超え
100
以下
100
を超え
160
以下
160
を超え
250
以下
250
を超え
400
以下
400
を超え
630
以下
630
を超え
1000
以下
6を超え 10以下
0.2
0.2
0.2
−
−
−
−
−
−
−
−
10を超え 18以下
0.2
0.2
0.3
0.3
−
−
−
−
−
−
−
18を超え 30以下
0.3
0.3
0.3
0.3
0.3
−
−
−
−
−
−
30を超え 50以下
0.3
0.3
0.3
0.3
0.3
0.4
−
−
−
−
−
50を超え 80以下
0.4
0.4
0.4
0.4
0.4
0.4
0.4
−
−
−
−
80を超え 120以下
0.4
0.4
0.4
0.4
0.4
0.4
0.4
0.5
−
−
−
120を超え 180以下
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.6
−
−
180を超え 250以下
−
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.6
0.7
−
250を超え 315以下
−
0.6
0.6
0.6
0.6
0.6
0.6
0.6
0.6
0.7
0.8
315を超え 400以下
−
−
0.6
0.6
0.6
0.6
0.6
0.6
0.6
0.7
0.8
400を超え 500以下
−
−
−
0.7
0.7
0.7
0.7
0.7
0.7
0.7
0.8
備考1. 前加工寸法の許容差は,次による。
研削しろ0.2mm以下の場合±0.05mm,
0.3mm以上の場合±0.1mm
2. Dは,研削面の直径の仕上げ基準寸法とする。
Lは,研削面の全長とする。
5.3
前加工寸法 前加工寸法は,研削面の直径の最小仕上げ寸法の小数第2位を4捨5入して小数点以
下1けたに丸めた数値から,5.2により求めた研削しろを引いた値とする。
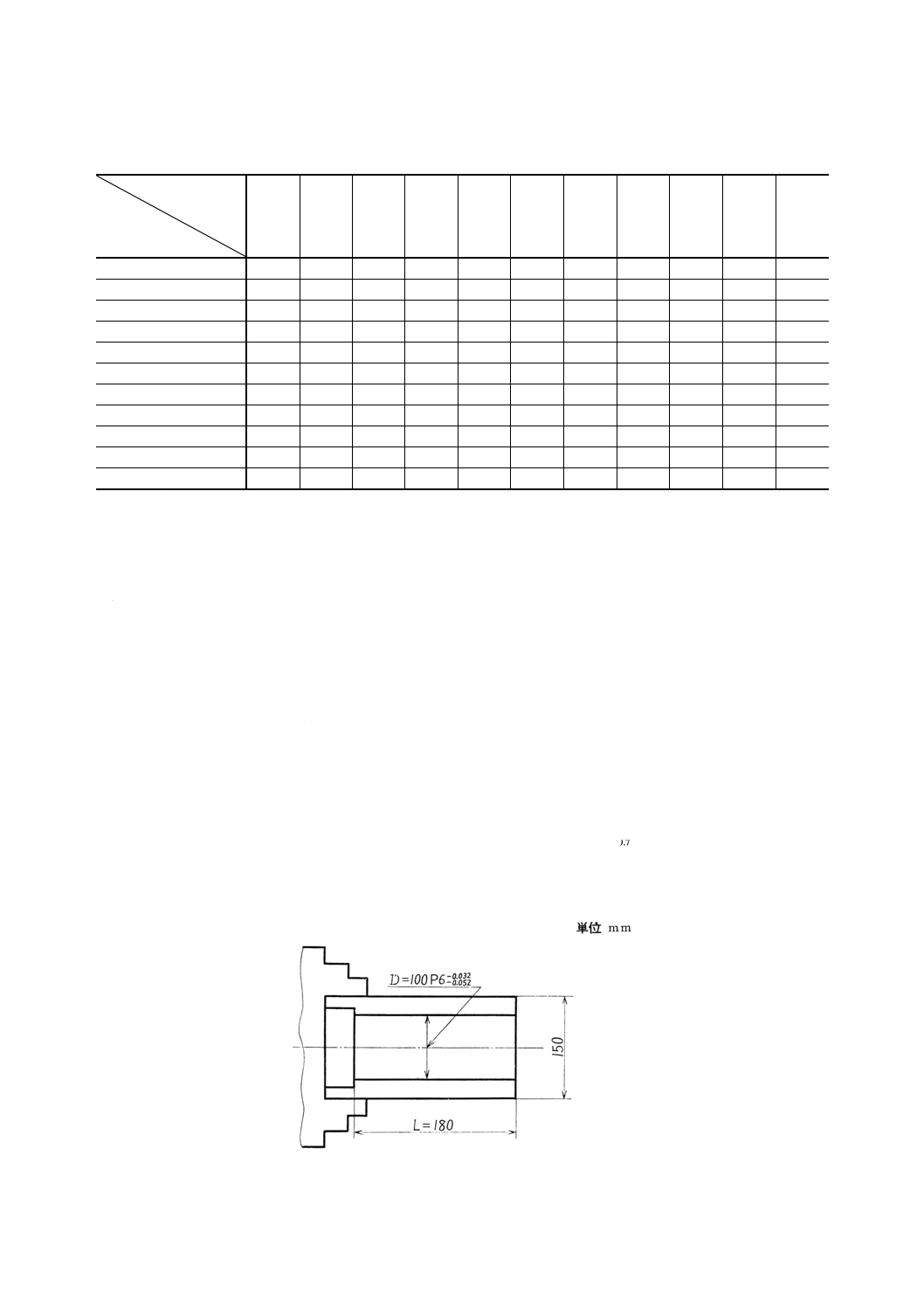
例:図2の前加工寸法は,焼入れ・焼もどしを行う場合(単位mm)
手順
研削仕上げの最小寸法
100−0.052
小数2けた目を4捨5入して得た値(イ)
99.9
表2(2)から求めた研削しろ(ロ)
0.5
前加工の基準寸法〔(イ)−(ロ)〕
99.4
表2の備考1から求めた前加工寸法の許容差
±0.1
前加工の許容限界寸法
99.4±0.1
又は100
7.05.0
−
−
図2 内面研削の例
5
B 0711-1976
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6. 平面研削しろ
6.1
前加工 前加工は,形削り盤・平削り盤・フライス盤などによる。
6.2
研削しろ
6.2.1
前加工後,熱処理せずに研削仕上げする工作物の,両面の分を合わせた研削しろは,表3(1)による。
6.2.2
前加工後,焼入れ・焼もどししてから研削仕上げする工作物の,両面の分を合わせた研削しろは,
表3(2)による。この場合に,肉厚は幅の101以上あるものとし,101未満のものは研削しろを表3(2)の2倍以
内にすることができる。
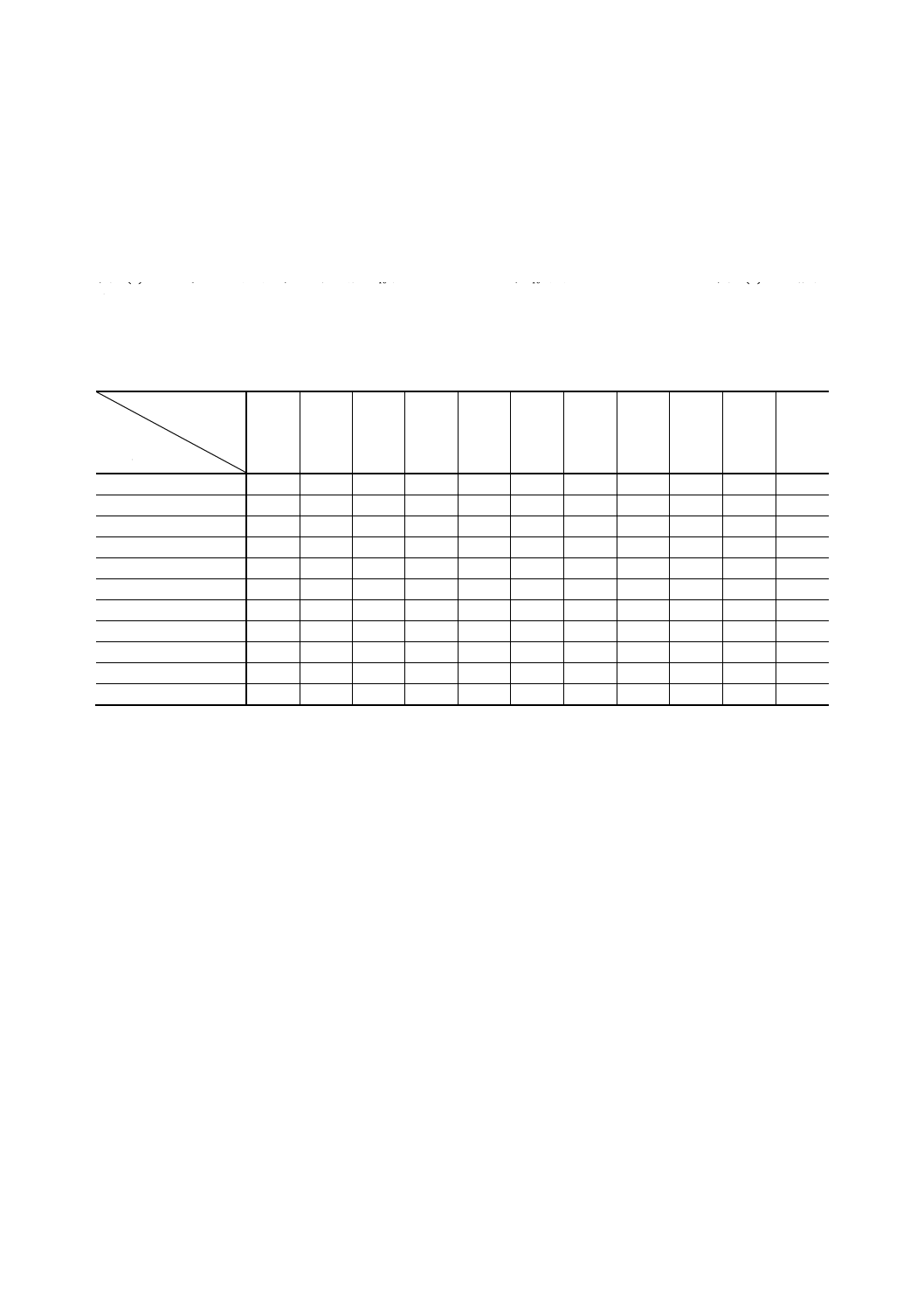
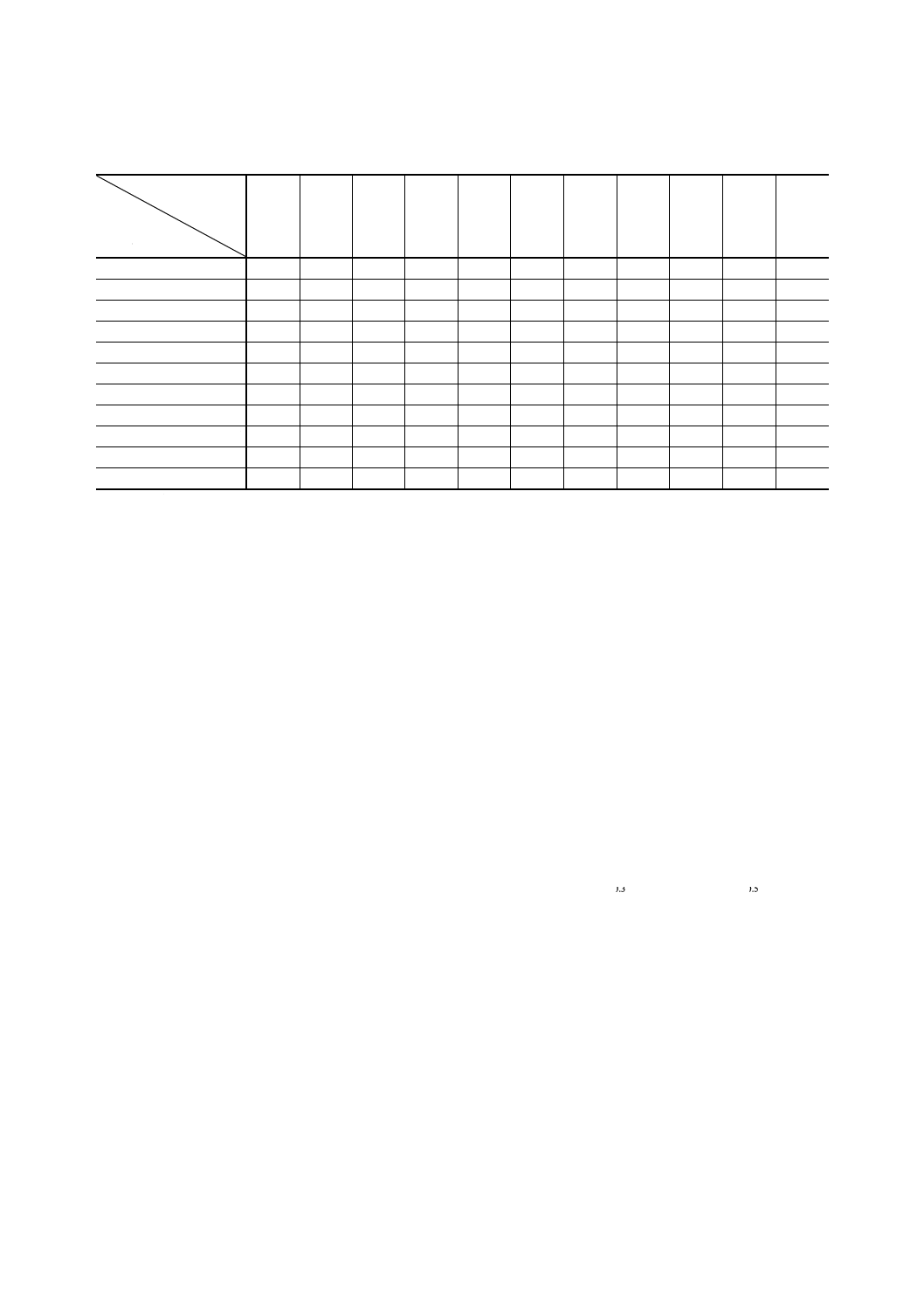
表3 平面の両面の分を合わせた研削しろ
(1) 前加工後 熱処理しないもの
単位mm
長さL
幅W
40以下
40
を超え
63
以下
63
を超え
100
以下
100
を超え
160
以下
160
を超え
250
以下
250
を超え
400
以下
400
を超え
630
以下
630
を超え
1000
以下
1000
を超え
1600
以下
1600
を超え
2500
以下
2500
を超え
4000
以下
20以下
0.2
0.2
0.3
0.3
0.3
0.3
−
−
−
−
−
20を超え 36以下
0.2
0.2
0.3
0.3
0.3
0.4
0.4
−
−
−
−
36を超え 60以下
0.3
0.3
0.3
0.3
0.3
0.4
0.4
0.5
−
−
−
60を超え 100以下
−
0.3
0.3
0.3
0.3
0.4
0.4
0.5
0.5
−
−
100を超え 160以下
−
−
−
0.4
0.4
0.4
0.4
0.5
0.5
0.6
−
160を超え 240以下
−
−
−
−
0.4
0.4
0.4
0.5
0.6
0.6
0.7
240を超え 360以下
−
−
−
−
0.5
0.5
0.5
0.5
0.6
0.7
0.8
360を超え 500以下
−
−
−
−
−
0.5
0.5
0.5
0.6
0.7
0.8
500を超え 630以下
−
−
−
−
−
−
0.6
0.6
0.6
0.7
0.8
630を超え 800以下
−
−
−
−
−
−
−
0.6
0.6
0.7
0.8
800を超え 1000以下
−
−
−
−
−
−
−
0.7
0.7
0.7
0.8
6
B 0711-1976
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) 前加工後 焼入れ・焼もどしするもの
単位mm
長さL
幅W
40以下
40
を超え
63
以下
63
を超え
100
以下
100
を超え
160
以下
160
を超え
250
以下
250
を超え
400
以下
400
を超え
630
以下
630
を超え
1000
以下
1000
を超え
1600
以下
1600
を超え
2500
以下
2500
を超え
4000
以下
20以下
0.3
0.3
0.4
0.4
0.5
0.5
−
−
−
−
−
20を超え 36以下
0.3
0.3
0.4
0.4
0.5
0.5
0.6
−
−
−
−
36を超え 60以下
0.4
0.4
0.4
0.4
0.5
0.5
0.6
0.7
−
−
−
60を超え 100以下
−
0.4
0.4.
0.4
0.5
0.5
0.6
0.8
0.8
−
−
100を超え 160以下
−
−
−
0.5
0.5
0.5
0.6
0.8
0.8
1.0
−
160を超え 240以下
−
−
−
−
0.6
0.6
0.6
0.8
0.9
1.0
1.2
240を超え 360以下
−
−
−
−
0.7
0.7
0.7
0.8
0.9
1.0
1.2
360を超え 500以下
−
−
−
−
−
0.8
0.8
0.8
0.9
1.0
1.2
500を超え 630以下
−
−
−
−
−
−
0.8
0.9
0.9
1.0
1.2
630を超え 800以下
−
−
−
−
−
−
−
0.9
0.9
1.0
1.2
800を超え 1000以下
−
−
−
−
−
−
−
1.0
1.0
1.0
1.3
備考1. 前加工寸法の許容差は,次による。
研削しろ0.2mmの場合±0.05mm,
0.3mm以上の場合±0.1mm
2. Wは,工作物の幅の基準寸法とする。
Lは,工作物の全長とする。
6.3
前加工寸法 前加工寸法は,肉厚の最大仕上げ寸法の小数第2位を4捨5入して小数点以下1けた
に丸めた数値に,6.2により求めた研削しろを加えた値とする。
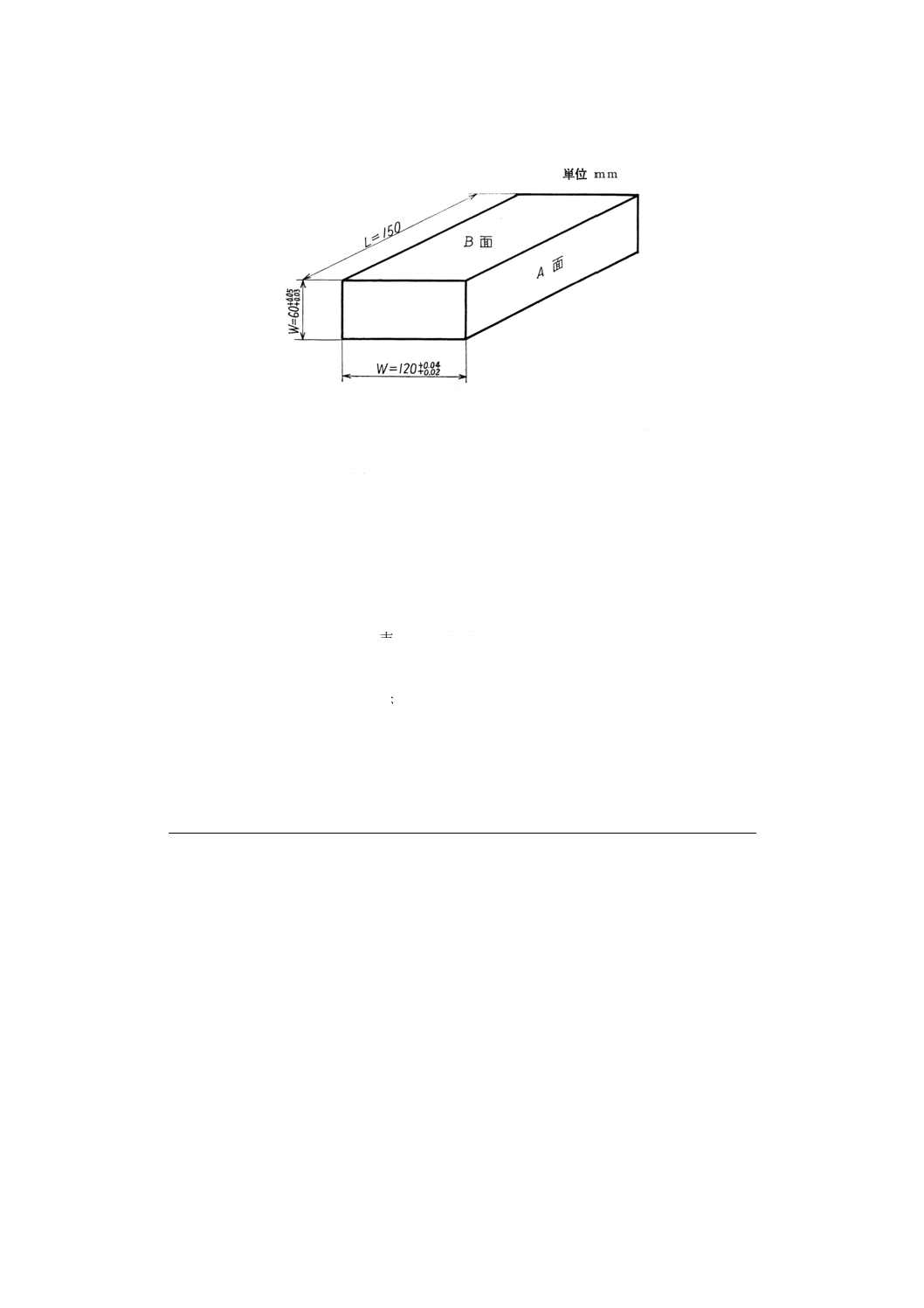
例:図3が両面研削仕上げである場合の前加工寸法は,焼入れ・焼もどしを行う場合(単位mm)
手順
A面加工の場合
B面加工の場合
研削仕上げの最大寸法
120+0.04
60+0.05
小数2けた目を4捨5入して得た数値(イ)
120.0
60.1
表3(2)により求めた研削しろ(ロ)
0.4
0.5
前加工の基準寸法〔(イ)+(ロ)〕
120.4
60.6
表3の備考1から求めた前加工寸法の許容差
±0.1
±0.1
前加工の許容限界寸法
120.4±0.1
60.6±0.1
又は120
3.05.0
+
+
又は60
5.07.0
+
+
7
B 0711-1976
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 平面研削の例
機械要素部会 仕上しろ専門委員会 構成表(昭和42年2月1日制定のとき)
氏名
所属
(委員会長)
伊 藤 鎮
上智大学工学部
石 川 文 雄
東京芝浦電気株式会社
榎 本 三 郎
日立精機株式会社
大 野 愛 二
日産自動車株式会社
小 貫 隆 治
神奈川県工業試験所
小 野 利 男
株式会社岡本工作機械製作所
粕 川 己 彦
東芝タンガロイ株式会社
小 林 健 志
工業技術院機械試験所
中 村 昌 夫
株式会社日立製作所川崎工場
藤 原 佑 三
株式会社園池製作所
黛 稔
石川島播磨重工業株式会社
山 下 恒 幸
三菱重工業株式会社
吉 永 正 則
工業技術院標準部
水 島 孝
工業技術院機械試験所
宇田川 鉦 作
工業技術院標準部機械規格課
(事務局)
青 田 和 夫
工業技術院標準部機械規格課
黒 田 武 夫
工業技術院標準部機械規格課
(事務局)
大 磯 義 和
工業技術院標準部機械規格課(昭和51年3月1日改正のとき)