2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0702-1977
機械部分の丸み(プレス加工品)
Radius of Machine Parts (Press Working of Sheet Metals)
1. 適用範囲 この規格は,プレスにより金属板を打抜き加工,曲げ加工,絞り加工,ビード加工,エン
ボス加工,バーリング加工及び穴フランジ加工した部品のかどの丸み及びすみの丸みの値について規定す
る。ただし,機能上の考慮を要するところには,これを適用しない。
2. 用語の意味 この規格で用いる用語の意味は,次による。
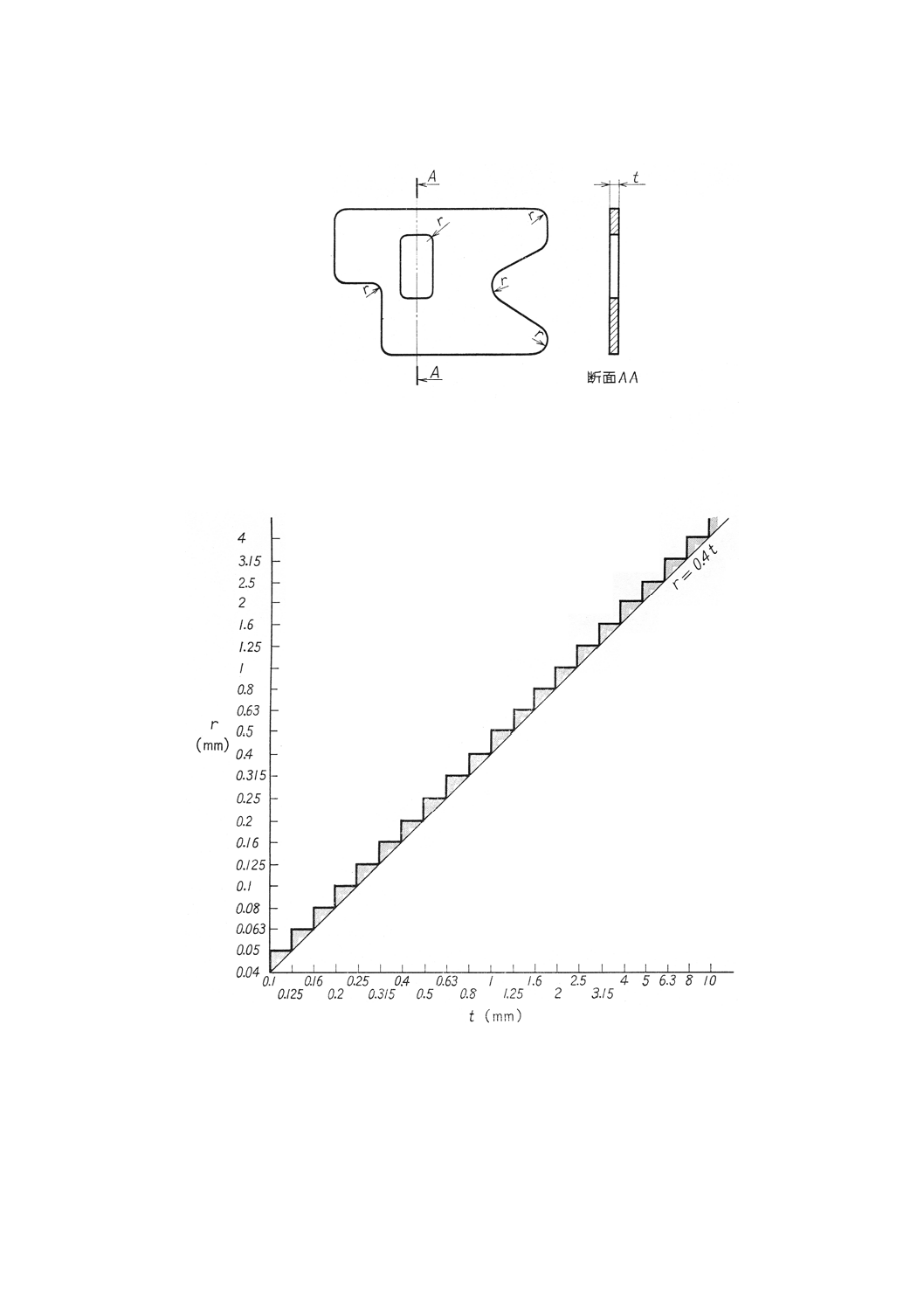
(1) 打抜き加工品の丸みの値 せん断輪郭のすみ及びかどの丸みの半径rをいう(図1参照)。
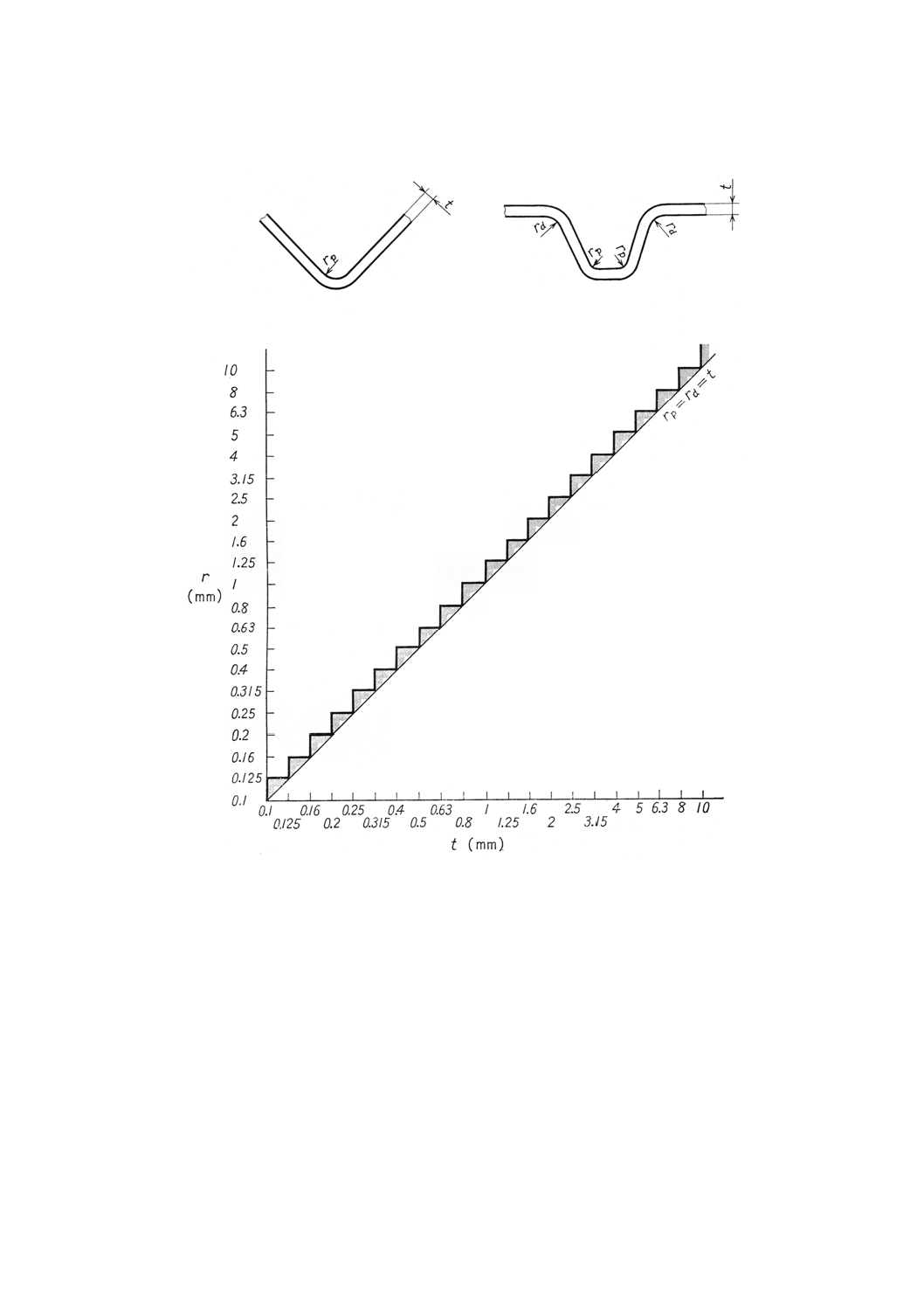
(2) 曲げ加工品,絞り加工品,ビード加工品,エンボス加工品,バーリング加工品及び穴フランジ加工品
の丸みの値 すみ又はかどの板厚tを含まない内側の丸みの半径rp,rd及びrcをいう(図2,図3,図
4及び図5参照)。
rp:主としてパンチ頭部により決まる丸み。
rd:主としてダイの肩により決まる丸み。
rc:主としてパンチ又はダイの側面により決まる丸み。
3. 丸みの値すみ及びかどの丸みの値は,JIS Z 8601(標準数)のR10による。
ただし,必要がある場合には表1に示すとおり丸めてもよい。
表1
単位mm
丸めてもよい標準数R10の値
丸めた値
1.25
12.5
1.2
12
0.315
3.15
31.5
0.3
3
30
0.63
6.3
63
0.6
6
60
4. 丸みの値の運用 すみ及びかどの丸みの値は,板厚に応じて,原則として表2によるが,加工品の形
状,寸法,材料及び作業条件によっては,これ以外の値もとることができる。
2
B 0702-1977
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2
単位mm
打抜き加工品の丸み
曲げ加工品の丸み
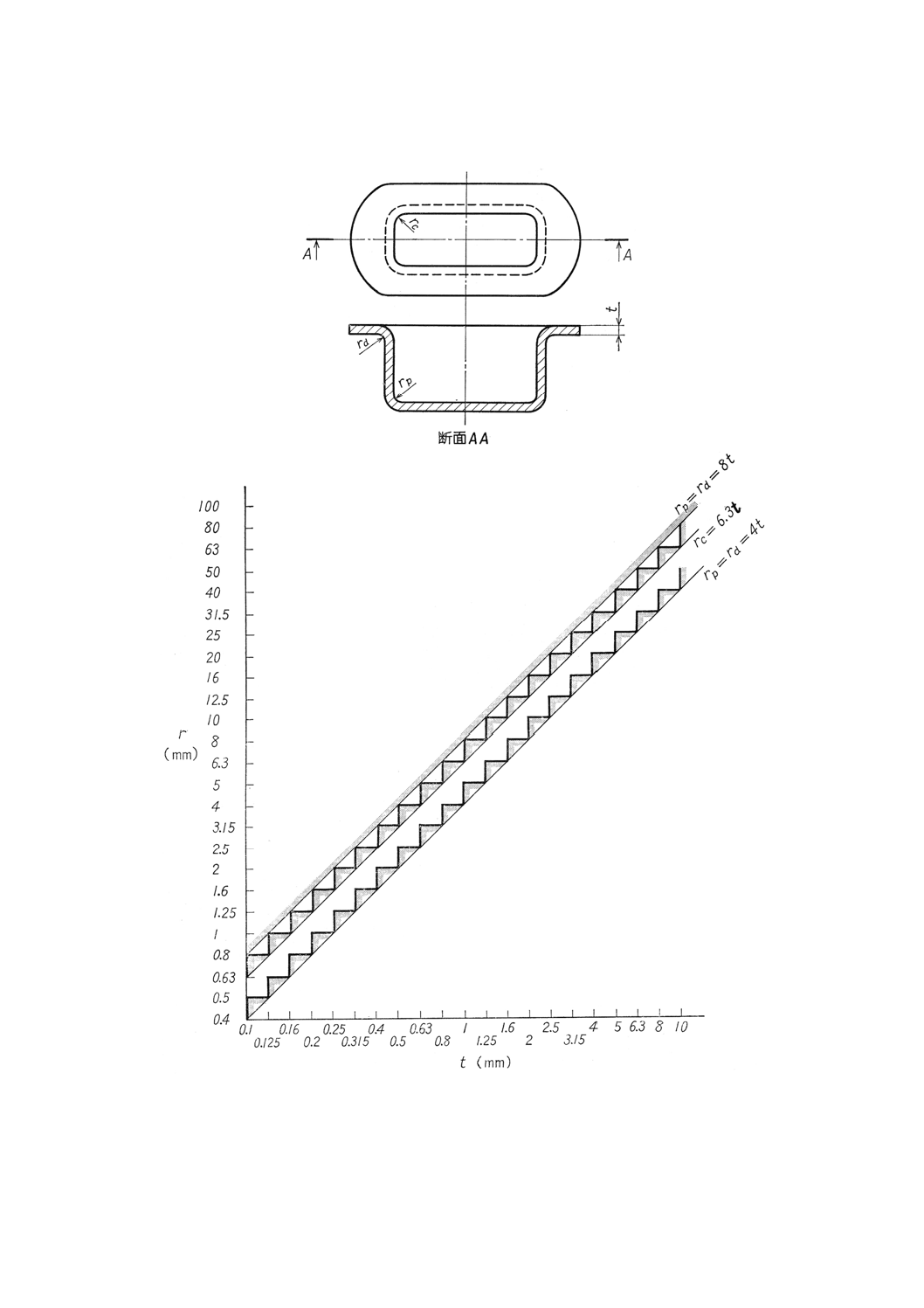
絞り加工品の丸み
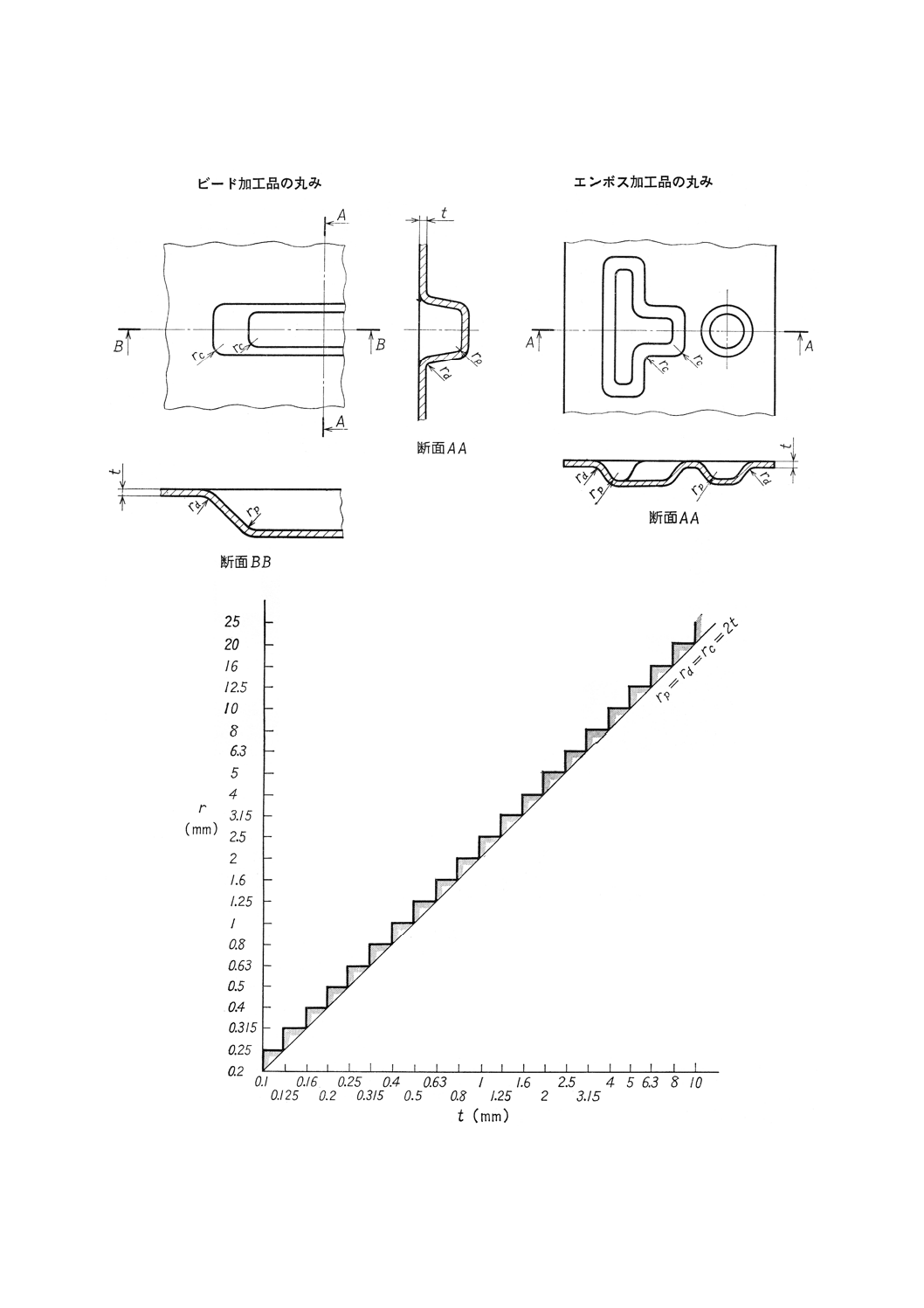
ビード加工品及びエン
ボス加工品の丸み
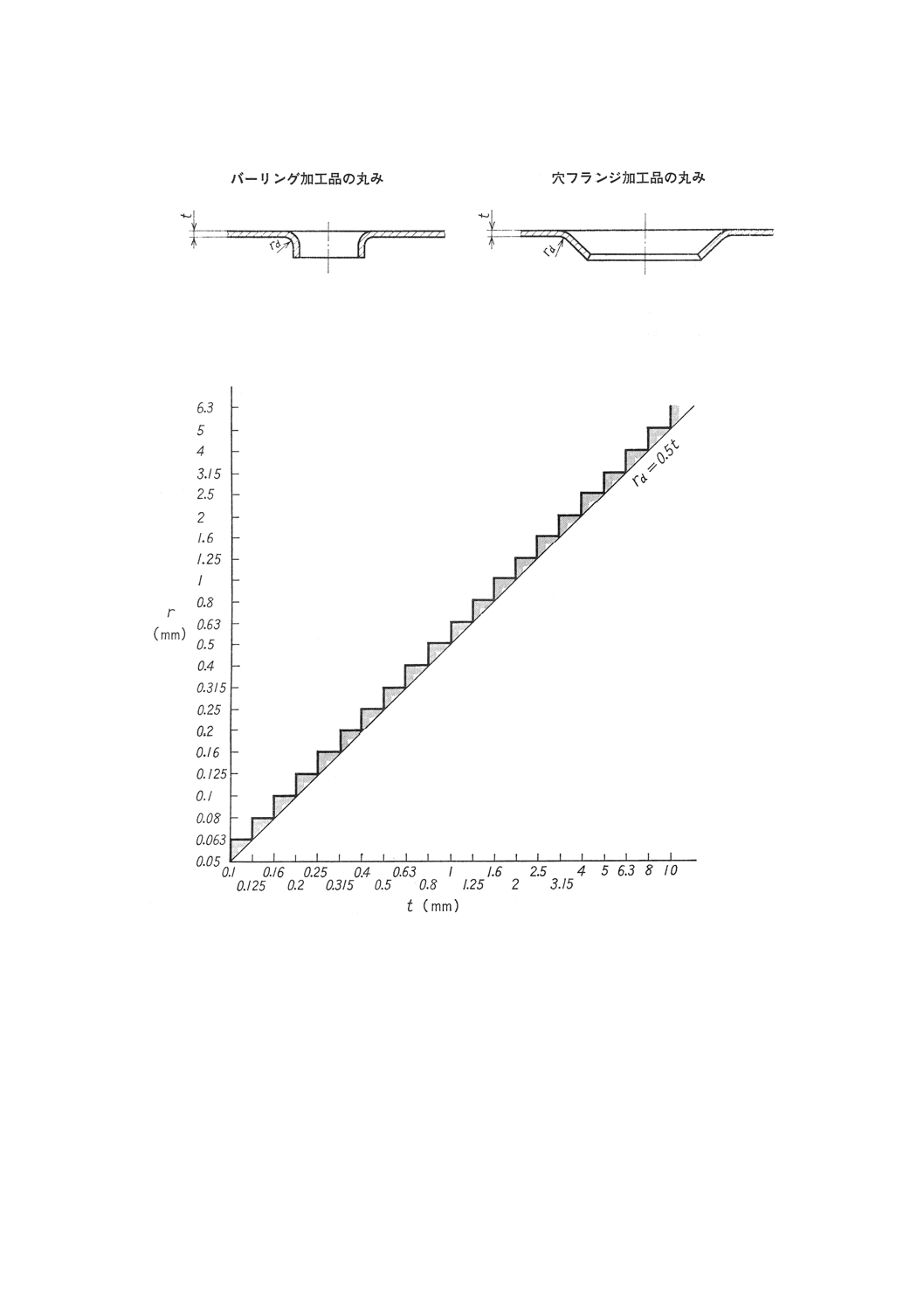
バーリング加工品及び穴
フランジ加工品の丸み
r
≧0.4t
rp
≧t
≧4t*
≧2t
rd
≧t
≧4t*
≧2t
≧0.5t
rc
≧6.3t
≧2t
図1
図2
図3
図4
図5
注*
絞り加工品の丸みrp及びrdは,しわの発生などの不良現象が起こることがあるので,8tを超えないことが望
ましい。
引用規格:
JIS Z 8601 標準数
3
B 0702-1977
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 打抜き加工品の丸み
4
B 0702-1977
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 曲げ加工品の丸み
5
B 0702-1977
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 絞り加工品の丸み
6
B 0702-1977
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4 ビード加工品の丸み及びエンボス加工品の丸み
7
B 0702-1977
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5 バーリング加工品の丸み及び穴フランジ加工品の丸み
8
B 0702-1977
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
機械要素部会 機械部分の丸み(プレス加工品)専門委員会構成表
氏名
所属
(委員会長)
前 田 禎 三
東京大学工学部
曾 田 長一郎
工業技術院機械技術研究所
若曾根 和 之
工業技術院標準部
江 守 忠 哉
株式会社日立製作所
河 田 進
日産自動車株式会社
河 原 滋
株式会社プレス技術研究所
景 山 允 男
日本国有鉄道鉄道技術研究所
西 村 開 吉
三菱重工業株式会社
野 津 忠 夫
キヤノン株式会社
福 井 惣 次
東京芝浦電気株式会社
田 島 政 男
工業技術院標準部
(事務局)
大 磯 義 和
工業技術院標準部機械規格課