B 0671-3 : 2002 (ISO 13565-3 : 1998)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,財団法人日本規格協会 (JSA) から工業標準
原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大
臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 13565-3 : 1998, Geometrical Product
Specifications (GPS) −Surface texture : Profile method ; Surfaces having stratified functional properties−Part 3 :
Height characterization using the material probability curveを基礎として用いた。
JIS B 0671-3には,次に示す附属書がある。
附属書A(規定) 線形領域の限界決定の手順
附属書B(参考) 規格制定の背景
附属書C(参考) 二次導関数によるUPL(上限)及びLVL(下限)の決定
附属書D(参考) 負荷曲線の正規化
附属書E(参考) GPSマトリックス
附属書F(参考) 参考文献
JIS B 0671の規格群には,次に示す部編成がある。
JIS B 0671-1 第1部:フィルタ処理及び測定条件
JIS B 0671-2 第2部:線形表現の負荷曲線による高さの特性評価
JIS B 0671-3 第3部:正規確率紙上の負荷曲線による高さの特性評価
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0671-3 : 2002
(ISO 13565-3 : 1998)
製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線
方式;
プラトー構造表面の特性評価−
第3部:正規確率紙上の負荷曲線による高さの特性
評価
Geometrical Product Specifications (GPS) −Surface texture : Profile
method ;
Surfaces having stratified functional properties−
Part 3 : Height characterization using the material probability curve
序文 この規格は,1998年に第1版として発行されたISO 13565-3,Geometrical Product Specifications (GPS)
−Surface texture : Profile method ; Surfaces having stratified functional properties−Part 3 : Height characterization
using the material probability curveを翻訳し,技術的内容及び規格票の様式を変更することなく作成した日
本工業規格である。
この規格は,製品の幾何特性仕様 (GPS) の一つで,GPS基本規格に属し(TR B 0007参照),粗さ曲線及
び断面曲線の規格チェーンのリンク番号2に関係している。
この規格と他のGPS規格との関連についての詳細は,附属書Eを参照する。
この規格は,高さ方向の二つの不規則波形成分,すなわち,比較的粗い谷領域及び微細仕上げされたプラ
トー領域をもつ表面の特性の数値表現に関するものである。この種の表面は,シリンダライナ及び燃料噴
射部品のように,潤滑されたしゅう(摺)動部に用いられる。高さ方向の二つの不規則波形成分の特性を
それぞれ評価するためのパラメータRpq,Rvq及びRmq (Ppq,Pvq及びPmq) の決定に必要な計算は,正
規確率紙上の負荷曲線の作成,その線形近似範囲の決定及び線形近似範囲の直線回帰からなる。
このような二つの高さ方向の不規則波形成分をもたない表面に対しては,これらのパラメータは定義でき
ない。
なお,この規格の中で点線の下線を施してある“参考”は,原国際規格にはない事項である。
備考 TR B 0007は,ISO/TR 14638 : 1995 Geometrical Product Specifications (GPS) −Master planと一致
している。
1. 適用範囲 この規格は,正規確率紙上の負荷曲線の線形領域を用いてパラメータを決定するための方
法について規定する。このパラメータが,潤滑されたしゅう(摺)動面のようなトライボロジー的な挙動
を評価するための支援になること,及び製造工程を管理することが意図されている。
2
B 0671-3 : 2002 (ISO 13565-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 13565-3 : 1998 Geometrical Product Specifications (GPS) −Surface texture : Profile method ;
Surfaces having stratified functional properties−Part 3 : Height characterization using the material
probability curve (IDT)
参考 “トライボロジー”とは,相対運動する接触面とそれに関連した応用に関する科学技術の総称
で,摩擦,磨耗,潤滑などが対象となる。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発行年を付記してあるものは,記載年の版だけがこの規格の規定を構成
するものであって,その後の改正版・追補は適用しない。発効年を付記していない引用規格は,その最新
版(追補を含む。)を適用する。
JIS B 0601 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式−用語,定義及び表面性状パラメ
ータ
備考 ISO 4287 : 1997 Geometrical Product Specifications (GPS) −Surface texture : Profile method−
Terms, definitions and surface texture parametersが,この規格と一致している。
JIS B 0651 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式−触針式表面粗さ測定機の特性
備考 ISO 3274 : 1996 Geometrical Product Specifications (GPS) −Surface texture : Profile method−
Nominal characteristics of contact (stylus) instrumentsが,この規格と一致している。
JIS B 0671-1 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式;プラトー構造表面の特性評価
−第1部:フィルタ処理及び測定条件
備考 ISO 13565-1 : 1996 Geometrical Product Specifications (GPS) −Surface texture : Profile method ;
Surfaces having stratified functional properties−Part 1 : Filtering and general measurement
conditionsが,この規格と一致している。
JIS B 0671-2 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式;プラトー構造表面の特性評価
−第2部:線形表現の負荷曲線による特性評価
備考 ISO 13565-2 : 1996 Geometrical Product Specifications (GPS) −Surface texture : Profile method ;
Surfaces having stratified functional properties−Part 2 : Height characterization using the linear
material ratio curveが,この規格と一致している。
ISO 1302 : 1992 Technical drawings−Methods of indicating surface texture
3. 定義 この規格で用いる主な用語の定義は,JIS B 0601,JIS B 0651,JIS B 0671-2及び次による。
3.1
正規確率紙上の負荷曲線 (material probability curve) 標準偏差を単位にして横軸の正規確率スケー
ルを表し,それを輪郭曲線の負荷長さ率にして描いた負荷曲線の一つの表現。
備考 横軸のスケールは,正規分布(ガウス分布)の標準偏差を単位として等間隔で表す。このスケ
ールでは、正規分布する負荷曲線は,1本の直線になる。二つの正規分布からなるプラトー構
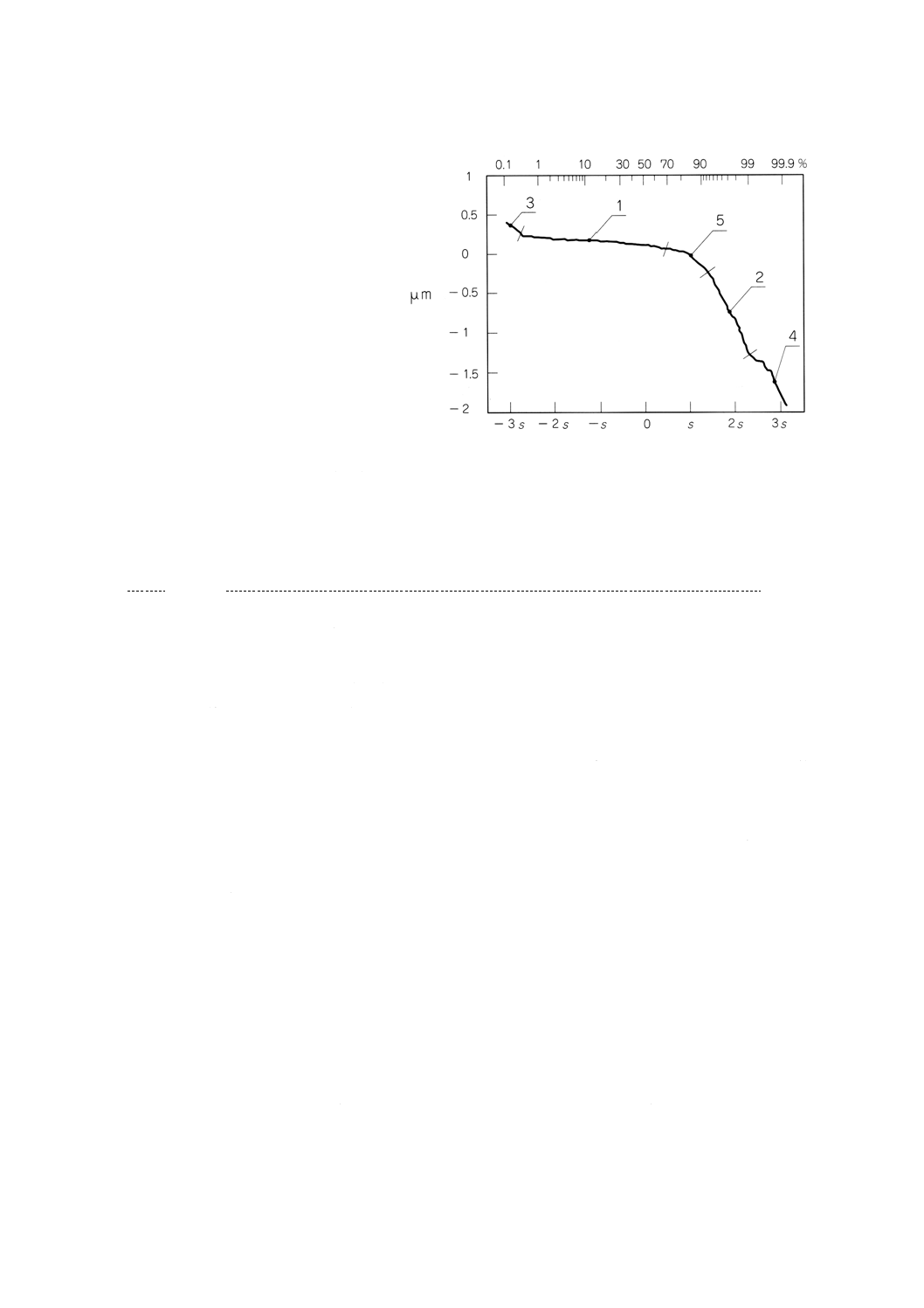
造表面では,正規確率紙上の負荷曲線は,二つの線形領域(プラトー領域及び谷領域を示す(図
1の領域1及び領域2参照)。
参考 負荷長さ率の定義は,JIS B 0601の4.5.1(輪郭曲線の負荷長さ率)を参照。
3
B 0671-3 : 2002 (ISO 13565-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
領域
名称
1
プラトー領域
2
谷領域
3
(輪郭曲線)データに含まれる
異物又は異常に高い突起領域
4
(輪郭曲線)データに含まれる
深いきず又は異常に深い谷底領域
5
プラトー領域から谷領域への
変移点で二つの分布を結ぶ不
安定な変移領域(曲線)
図1 正規確率紙上の負荷曲線
3.2
Rpq (Ppq) パラメータ [Rpq (Ppq) parameter] プラトー領域に当てはめられた回帰直線の傾斜(図2
参照)。
備考 Rpq (Ppq) は,輪郭曲線のプラトー領域を生成する不規則波形成分のRq (Pq) 値(単位:μm)
であると解釈することができる。
参考 Rq (Pq) 値の定義は,JIS B 0601の4.2.2(輪郭曲線の二乗平均平方根高さ)を参照。
3.3
Rvq (Pvq) パラメータ [Rvq (Pvq) parameter] 谷領域に当てはめられた回帰直線の傾斜(図2参照)。
備考 Rvq (Pvq) は,輪郭曲線の谷領域を生成する不規則波形成分のRq (Pq) 値(単位:μm)である
と解釈することができる。
3.4
Rmq (Pmq) パラメータ [Rmq (Pmq) parameter] プラトー領域に当てはめた回帰直線と谷領域に当
てはめた回帰直線との交点における負荷長さ率(図2参照)。
4. 手順 パラメータRpq, Rvq及びRmqを求めるために用いる粗さ曲線は,JIS B 0671-1に従って計算し
なければならない。この粗さ曲線は,JIS B 0601に規定したものとは異なる。Ppq,Pvq及びPmqを求め
るための輪郭曲線は,断面曲線でなければならない。
二つの加工プロセスのこん(痕)跡が残っている表面(以下,2層構造表面という。)の測定データでは,
図1に示すように,正規確率紙上の負荷曲線の3か所に非線形な部分が現れる。多くの影響を除いた正規
確率紙上の負荷曲線で正規分布に十分従う部分だけを用いるために,当てはめ範囲を限定してこれらの非
線形な部分を除去しなければならない。
図1の非線形な部分は,次の要因によって生じる。
− (輪郭曲線)データに含まれる異物又は異常に高い突起(領域3)
− (輪郭曲線)テータに含まれる深いきず又は異常に深い谷底(領域4)
− 二つの分布がつながるプラトー領域から谷領域へ移る点(以下,変移点という。)で生じる不安定領域
(曲線)(領域5。領域5を変移領域という。)
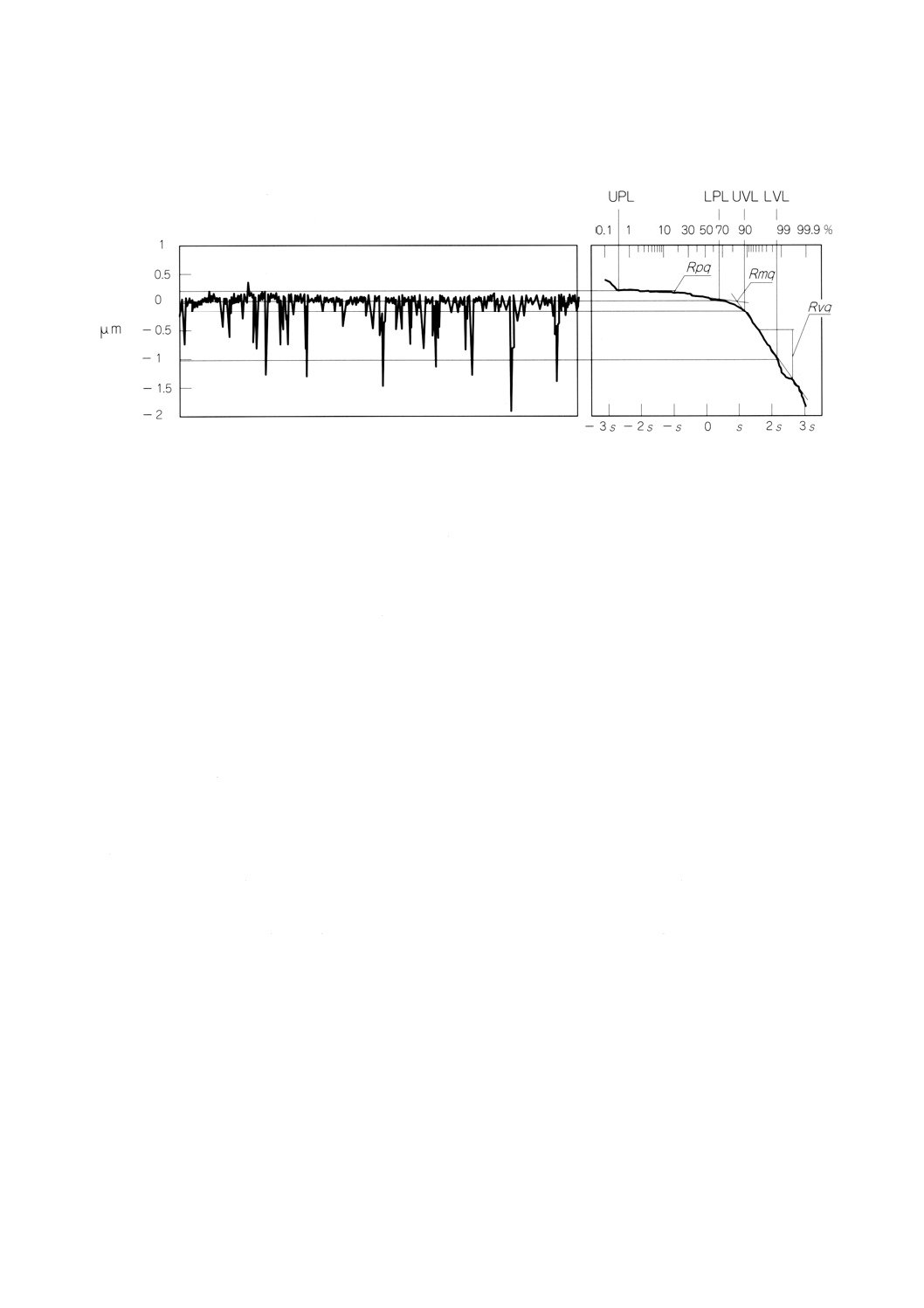
このような非線形な部分を除去する意図は,対象面の繰り返し測定に対して,パラメータをより安定さ
せることである。図2は,粗さ曲線及びそれに対応した正規確率紙上の負荷曲線,プラトー領域,谷領域
を示し,この二つの領域を定めている粗さ曲線の対応部分を表している。この粗さ曲線は,異常に高い突
起をもっているが,図2はそれがパラメータに影響しないことを示している。図2は,対象面の測定場所
4
B 0671-3 : 2002 (ISO 13565-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
によって大きく変化する深い谷底部分が,パラメータ決定に関与しないことも示している。
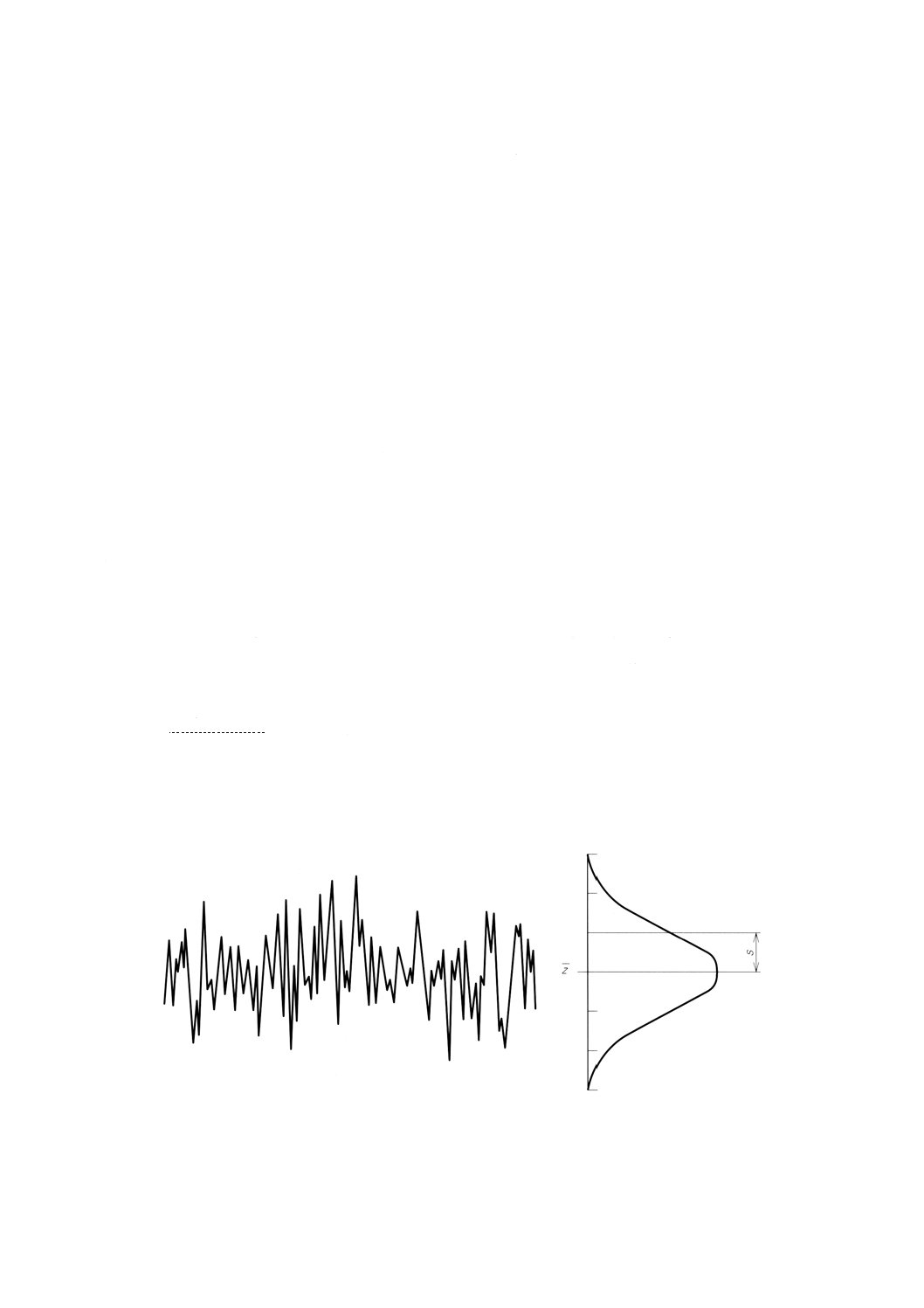
参考 図2の右図の横軸のsは,標準偏差を表している。
図2 粗さ曲線及び正規確率紙上の負荷曲線並びにパラメータRpq,Rvq,Rmqの決定に用いる領域
5. 測定の要件 対象面は,二つの加工プロセスによるこん跡が残っている2層構造表面であること,信
頼できるパラメータを得るために安定した負荷曲線を求めるのに十分な測定方法であることを保証する基
準を次のように設ける。パラメータRpq,Rvq,及びRmq(Ppq,Pvq及びPmq)を求めるには,これらの
基準が満足されていなければならない。
− 測定機は,オプチカルフラットを対象面として,Rpq (Ppq) の呼び値の30%未満のRq (Pq) が測定で
きる性能でなければならない。
− 正規確率紙上の負荷曲線の縦方向の分解能は,プラトー領域の線形の部分及び谷領域の線形の部分に
おいて,少なくともそれぞれの1/40でなければならない。
− 正規確率紙上の負荷曲線を表すディジタルデータの数は,プラトー領域の線形の部分及び谷領域の線
形の部分それぞれにおいて,少なくとも100個でなければならない。
− 比Rvq : Rpq (Pvq : Ppq) は,少なくとも5でなければならない。
− 回帰された円すい曲線は,双曲線にならなければならない(附属書A参照)。
輪郭曲線が,上記の基準を満たさない場合には,測定できない理由を適切な警告文によって示さなけれ
ばならない。
参考 円すい曲線とは,円すいを任意の方向の断面で切断したときに現れる曲線。
6. 図面指示法 この規格で規定されたパラメータは,ISO 1302に従って図面に指示する。
5
B 0671-3 : 2002 (ISO 13565-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(規定) 線形領域の限界決定の手順
A.1〜A.3は,プラトー領域の上限UPL及び谷領域の下限LVLを決定する手順を規定する。A.4〜A.6は,
プラトー領域の下限LPL及び谷領域の上限UVLを決定する手順を規定する。A.7は,パラメータを算出
する手順を規定する。
A.1 双曲線による第1回目の近似 双曲線は,縦方向に二つの不規則波形成分からなる対象面の正規確率
紙上の負荷曲線を非常によく近似するので,まず正規確率紙上の負荷曲線全体に双曲線を当てはめる。こ
の第1回目の近似は,正規確率紙上の負荷曲線のこの後の処理の基となる。
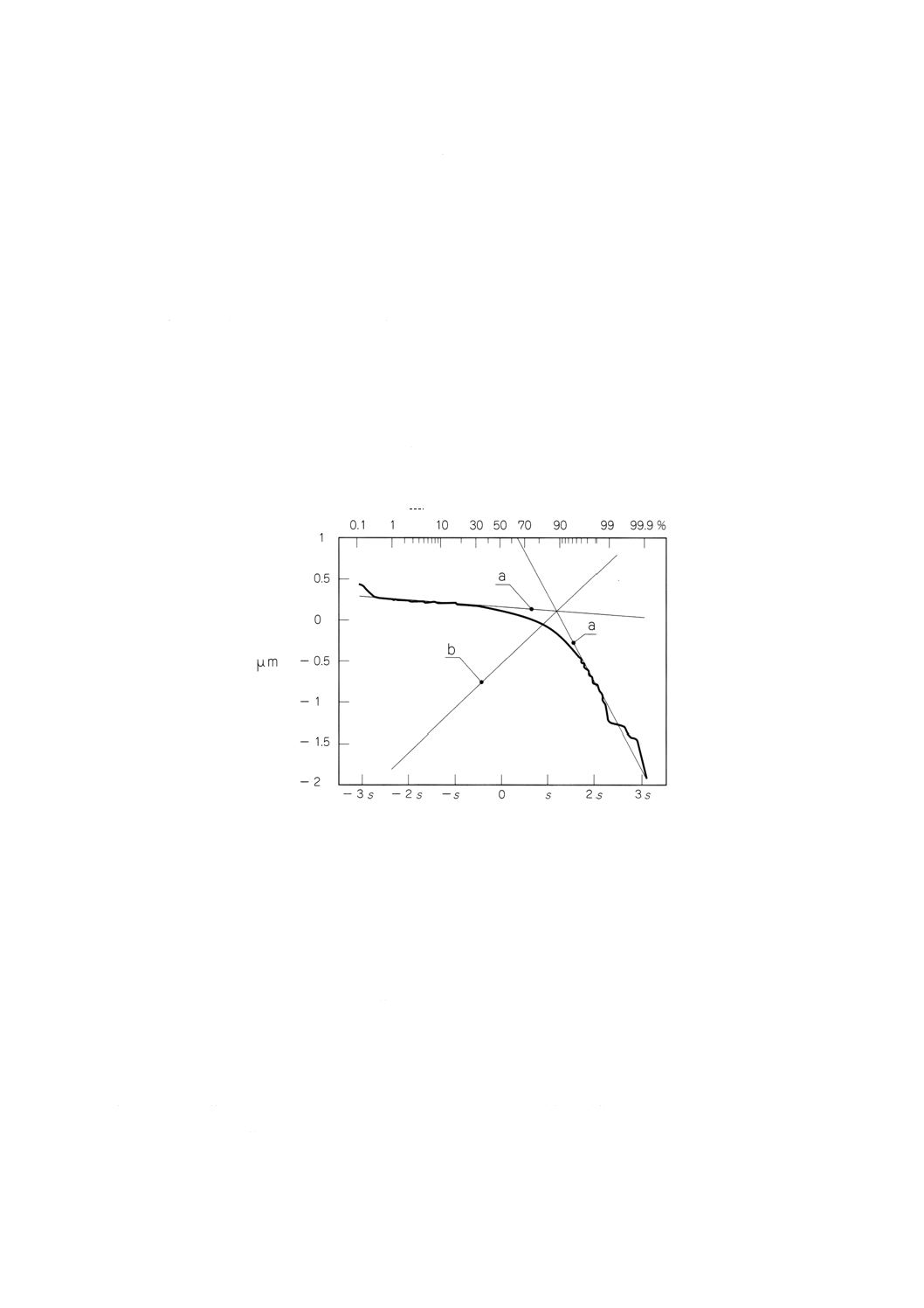
負荷曲線全体(図A.1参照)に対して,次の双曲線を当てはめる。
z=Ax2+Bxz+Cz2+Dx+E
ここに,zは負荷曲線の高さ,xは標準偏差を単位とするスケールで表される負
荷長さ率(確率)。
参考 粗さ曲線におけるzの原点は,JIS B 0671-1によって求めた基準線の位置である。
図A.1 正規確率紙上の負荷曲線全体から求めた双曲線
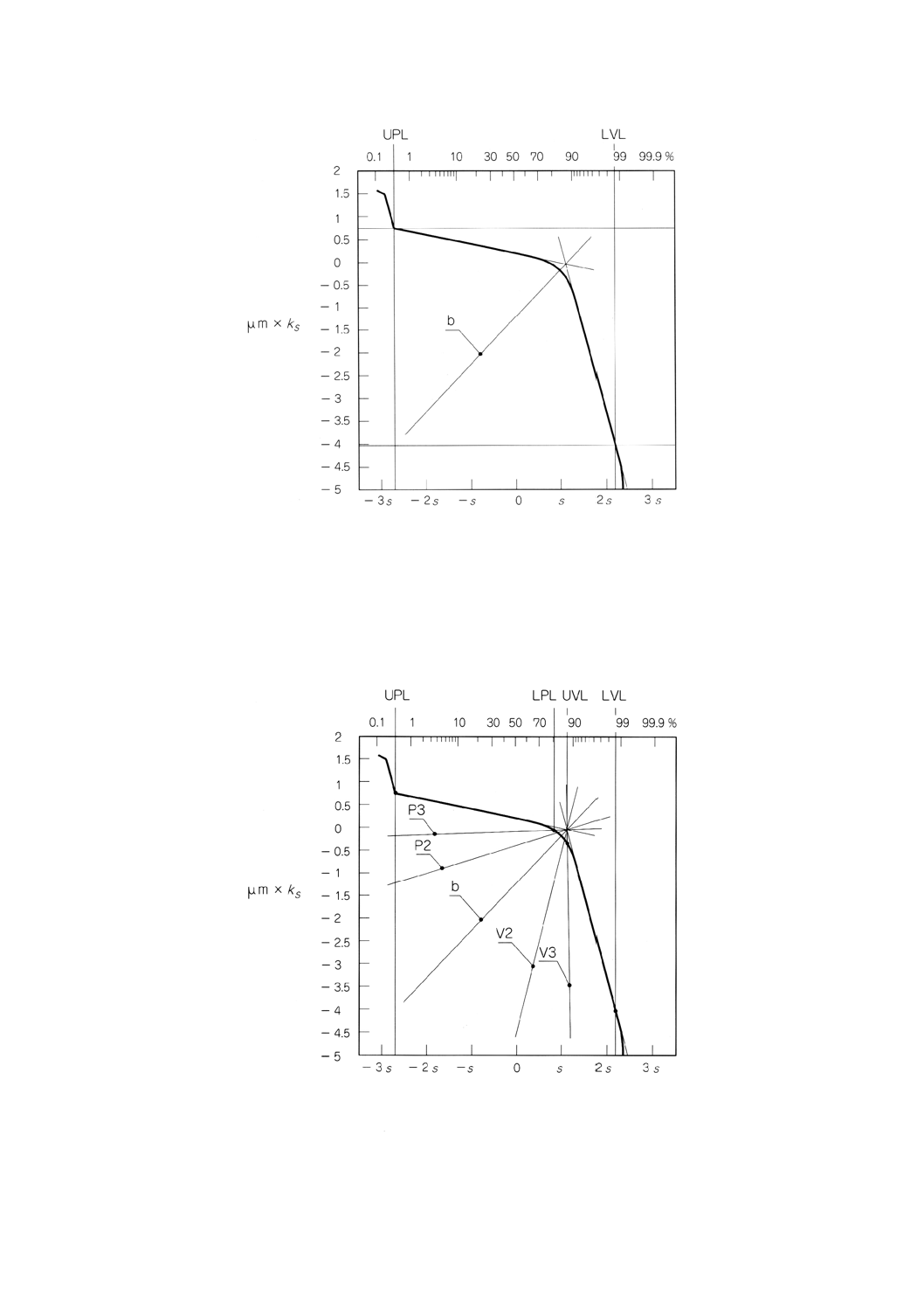
A.2 プラトー領域から谷領域への変移点の推定 双曲線の漸近線(図A.1の直線 “a”)を決め,2本の漸
近線を直線(図A.1の直線 “b”)によって二等分する。この二等分線と双曲線との交点が,変移点の第1
回目の推定点となる[図A.2a)参照]。
備考 図A.1では,二等分線は不等角に見える(図A.1参照)。これは,図A.1の縦軸及び横軸のスケ
ールが異なるためである。正規化された正規確率紙上の負荷曲線に対するA.4及び附属書Dを
参照する。そこでは,二等分線が矛盾なく表されている。
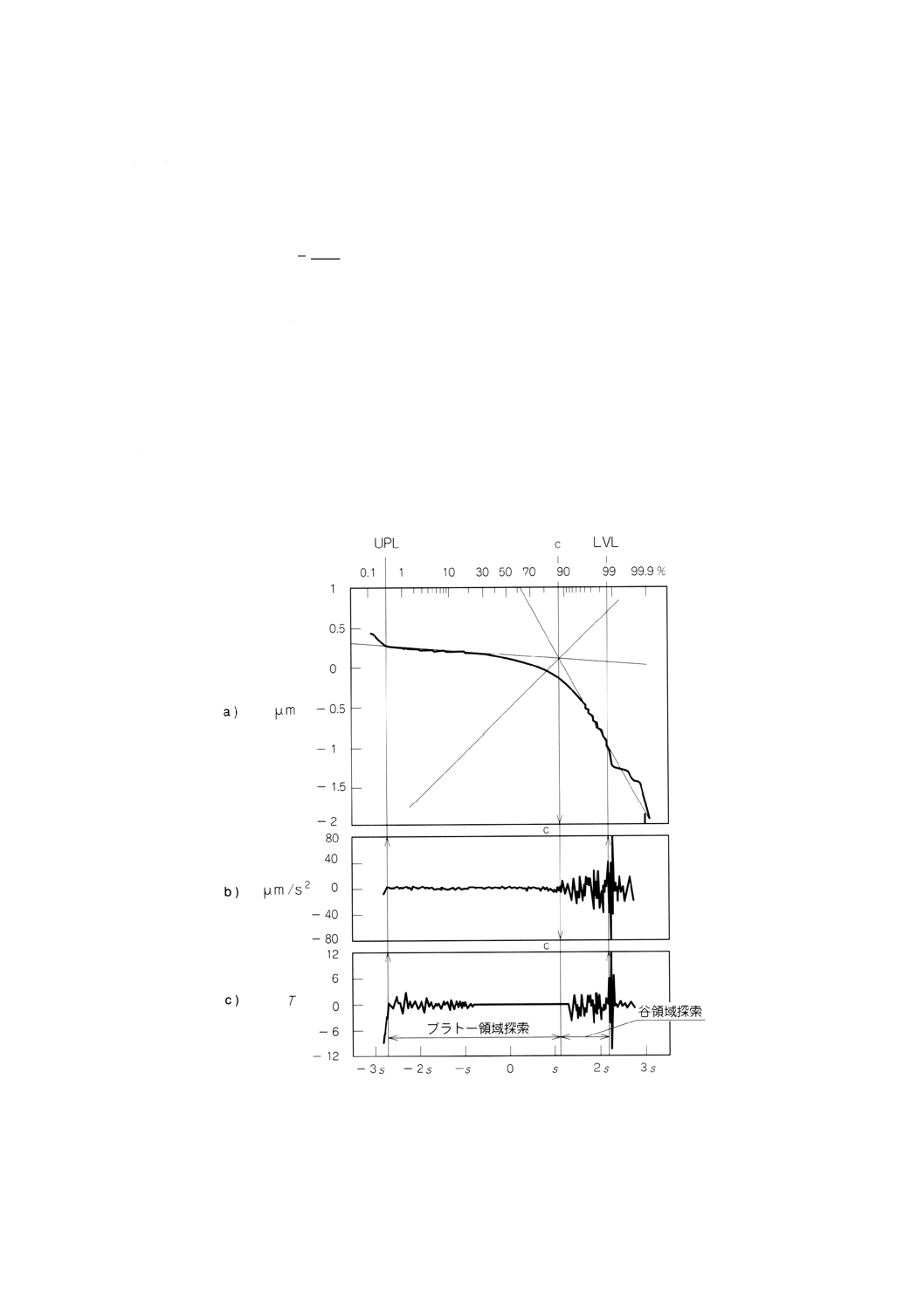
A.3 UPL及びLVLの決定 変移点 “c” からプラトー領域を上方向,及び谷領域を下方向に向けて,正規
確率紙上の負荷曲線の各点で二次導関数を計算する。
各点での二次導関数は,標準偏差sの0.05倍の“ウィンドー(窓)”(導関数の値を表示する点の両側に
±0.025s)を用いて計算する。図A.2b)参照。
備考 計算は曲線に沿って進めるので,ウィンドーの中に入るデータ数は,変化する。
6
B 0671-3 : 2002 (ISO 13565-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
谷領域及びプラトー領域では,
− 変移点 “c” の一方の方向にデータ点数の25%を取り出し,その数をiとおく。
− 変移点 “c” から,一方の側のi個のデータを用いて二次導関数の標準偏差siを計算する。
− 次の点 (i+1) での二次導関数Di+1を標準偏差siで除す。
i
i
s
D
T
1
+
=
− もし|T|≦6であれば,iを一つ増やしてsi及びTを計算する。
− もし|T|>6であれば,データ点iが領域の限界となる(プラトー領域ではUPL,谷領域ではLVL)[図
A.2c)参照]。
A.4 有効領域の正規化 双曲線の有効領域(UPL及びLVLの間の領域)が正方形になるように,正規確率
紙上の負荷曲線のZ(縦)軸を正規化する(附属書D参照)。この正規化によって,双曲線の漸近線の二
等分線が,矛盾なく表される(図A.3参照)。
A.5 双曲線による第2回目の近似 UPL及びLVLの間で双曲線を当てはめ,漸近線を求める(図A.3参照)。
図A.2 漸近線の二等分線によって求まる第1回目近似の変移点及び
二つの領域の二次導関数
7
B 0671-3 : 2002 (ISO 13565-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 係数ksについては附属書D参照。
図A.3 正規確率紙上の正規化した負荷曲線にプラトー領域の上限UPL及び
谷領域の下限LVLの間で当てはめた双曲線
A.6 LPL及びUVLの決定 プラトー領域の下限LPL及び谷領域の上眼UVLを決定するために,漸近線
に対して二等分線を3回引く(図A.4において, “b” は第1回目の二等分線,P2及びV2は第2回目の二
等分線,P3及びV3は第3回目の二等分線)。双曲線と直線P3及びV3との交点が,LPL及びUVLとなる。
備考
係数ksについては附属書D参照。
図A.4 正規確率紙上の正規化した負荷曲線におけるプラトー領域の下限LPL
及び谷領域の上限UVLの決定
8
B 0671-3 : 2002 (ISO 13565-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.7 パラメータの計算 直線回帰は,正規化する前の元の正規確率紙上における負荷曲線の各領域に対し
て行う(図A.5参照)。
Rpq (Ppq) は,プラトー領域の回帰直線 (z=Apx+Bp) の傾斜Apである。Rpq (Ppq) は,粗さ曲線(断面
曲線)のプラトー領域を生成する不規則波形成分のRq値(Pq値)(単位:μm)であると解釈できる。
参考 原国際規格では,z=Aps+Bpとなっているが,横軸の変数は標準偏差s(附属所BのB.2参照)
を単位として記号xで表す(附属書AのA.1参照)ので,変数を変更した。
Rvq (Pvq) は,谷領域の回帰直線 (z=Avx+Bv) の傾斜Av,である。Rvq (Pvq) は,輪郭曲線の谷領域を生
成する不規則波形成分のRq値(単位:μm)であると解釈できる。
参考 原国際規格では,z=Avs+Bvとなっているが,横軸の変数は標準偏差s(附属書BのB.2参照)
を単位として記号xで表す(附属書AのA.1参照)ので,変数を変更した。
Rmq (Pmq) は,プラトー領域の回帰直線と谷領域の回帰直線との交点における負荷長さ率である。すな
わち,
v
p
p
v
A
A
B
B
Rmq
−
−
=
図A.5 正規確率紙上の負荷曲線を直線回帰するためのプラトー
領域,谷領域及び負荷曲線のパラメータ
9
B 0671-3 : 2002 (ISO 13565-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(参考) 規格制定の背景
B.1 一般事項 トライボロジーに関係する表面性状で最も重要なものは,プラトー構造表面である。プラ
トー構造表面に共通するものは,二つの加工プロセスのこん跡が残っているように製造されていることで
ある。この種の表面性状は,潤滑されたしゅう(摺)動面に広く見受けられ,そこでは表面性状の特性及
び管理が,流体の漏れ,スカッフィング,磨耗などの発生と強く関連する。
二つの加工プロセスのこん跡が残っている2層構造表面を理解し性能と関連づけるためには,意味をも
つ記述方法によって輪郭曲線の特性評価(キャラクタリゼーションともいわれる。)を行わなければならな
い。さらに,輪郭曲線の二つの独立な不規則波形成分は,独立に特性評価されなければならない。
この附属書における特性評価の方法は,“プラトーホーニング”として知られている一般的な加工プロセ
スの特性評価のために開発されたが,現在では様々な2層構造表面に適用されている。プラトーホーニン
グは,内燃機関のシリンダライナの代表的な加工法で,“なじみ摩耗”の時間を短縮する効果を促してきた。
この加工プロセスでは,表面性状の様相は,互いに独立で次のようになる。
a) 谷領域を形成する元の粗い輪郭曲線成分
b) 粗い輪郭曲線の高い部分を微細仕上げによって除去してできる不規則波形成分
c) 粗い輪郭曲線の高い部分を微細仕上げによって除去してできる不規則波形成分の高さ方向の位置
この規格は,ガウス過程に基づいたパラメータ抽出の手法を規定している。これによって,三つの独立
な表面性状の様相を,粗い谷部分のパラメータRqを生じさせる領域,微細仕上げされたプラトー部分の
パラメータRqを生じさせる領域,及び微細仕上げされた表面が粗い輪郭曲線の頂部を切り取る位置の負
荷長さ率として求めることができる。
参考 スカッフィング (scuffing) とは,潤滑油が切れてしゅう動面が焼き付く現象をいう。
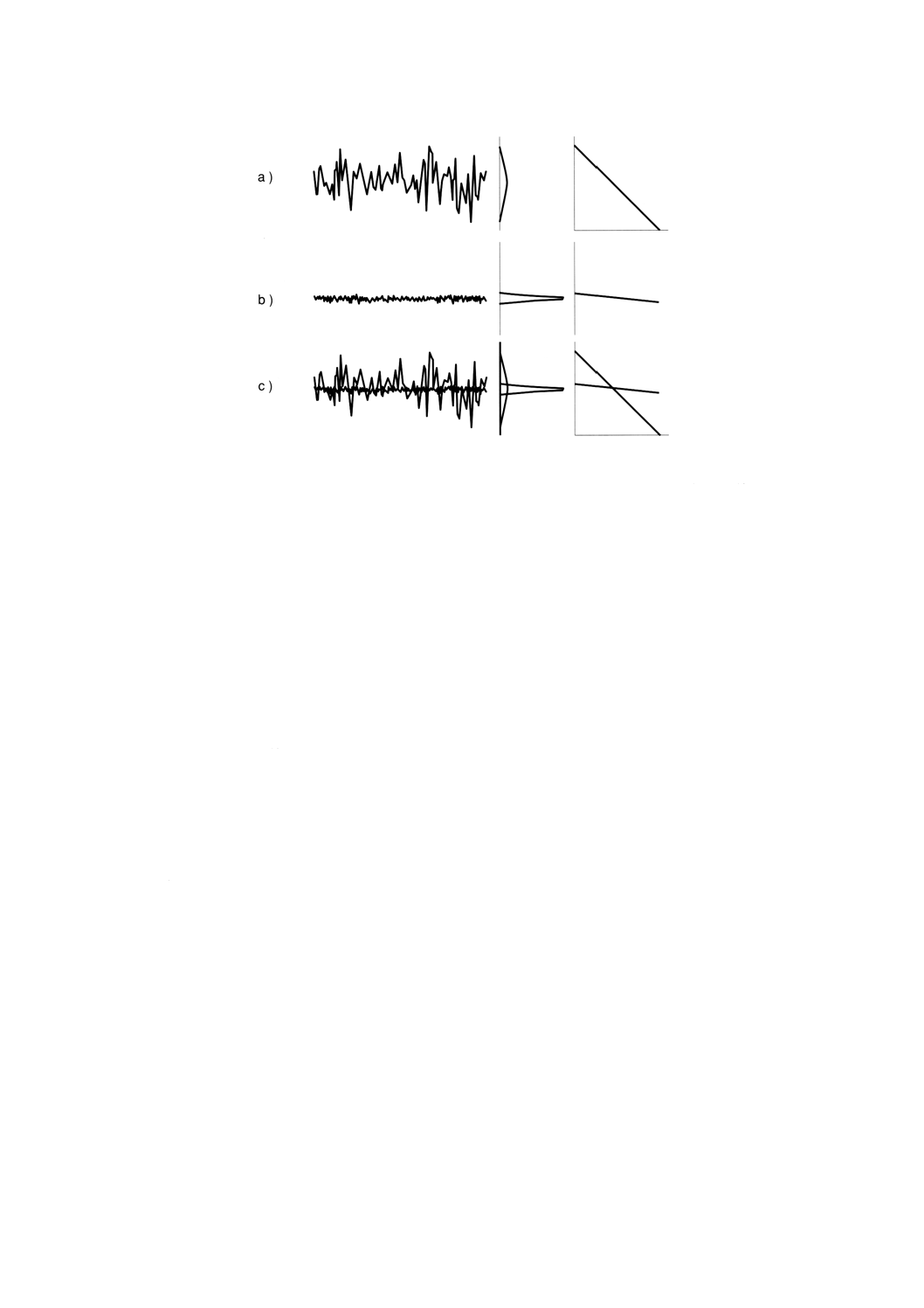
B.2 正規確率紙上の負荷曲線を用いた高さの特性評価 一般に,2層構造表面は,二つのガウス過程又は
近似的なガウス過程の組合せからなっている。したがって,この2層構造表面の特性評価の最初のステッ
プは,各不規則波形成分をガウス過程に従う波形としてモデル化することである(図B.1参照)。
図B.1 不規則波形のガウス過程による特性評価
ガウス(正規)分布するデータの特性評価は,一般に平均値z及び標準偏差sによって行われる。統計
10
B 0671-3 : 2002 (ISO 13565-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
的には,標本標準偏差は,次のように計算される。
(
)
1
2
−
−
=
n
z
zi
s∑
これは,Rqパラメータに非常に近い。
(
)
n
z
zi
Rq∑
2
−
=
したがって,nが大きい場合には,
s
Rq≈
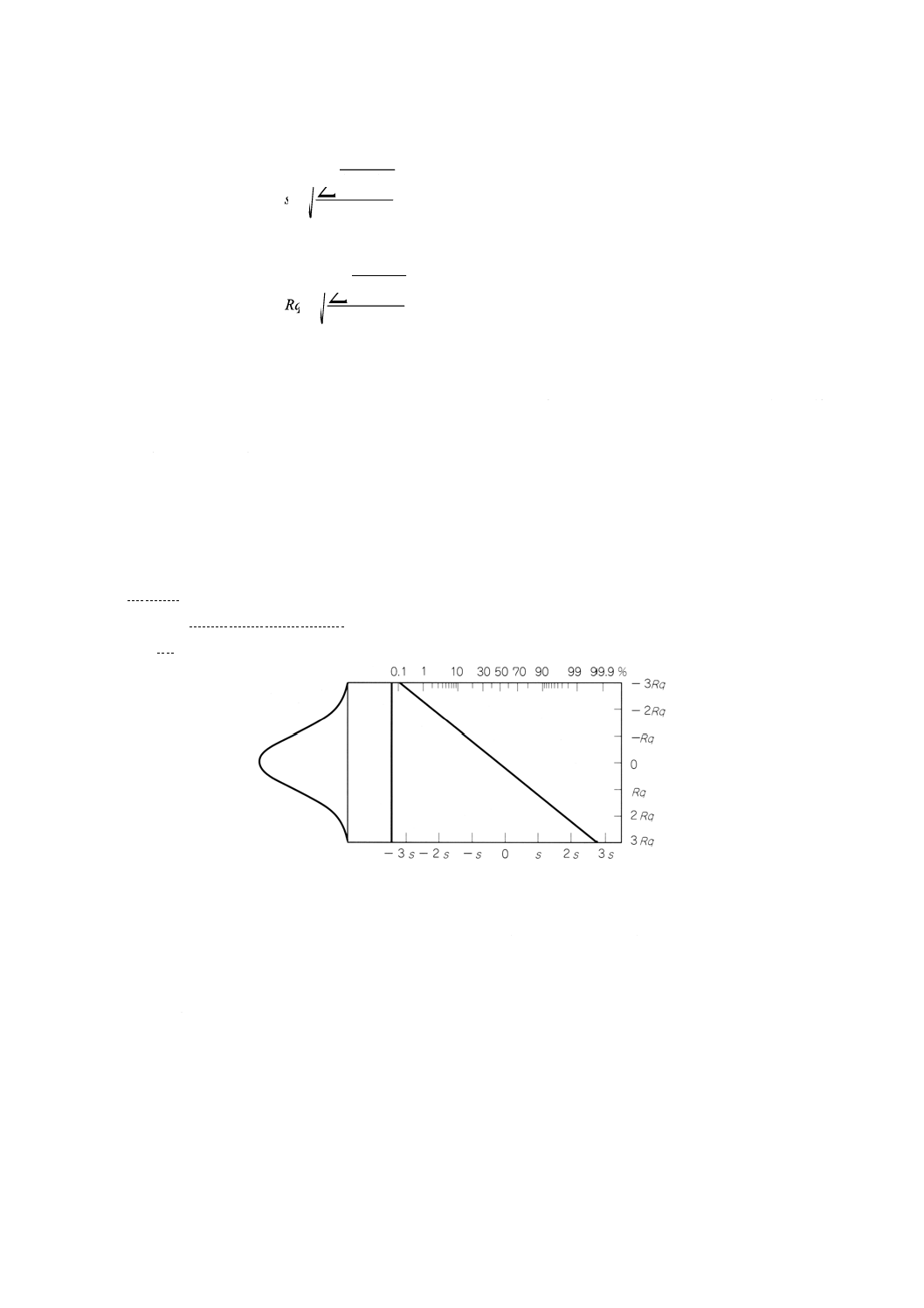
上で示したRqとsとの図示による関係は,正規確率紙上の各データ点における累積分布関数(負荷曲線
と同義)によって与えられ,ガウス過程に従うデータの累積分布関数は,1本の直線によって表される。
この直線の傾斜が,データの標準偏差(粗さパラメータRq)となり,累積分布関数が50%になる高さ方向
の位置が,高さの平均値(0×標準偏差)となる。
図B.2のように,正規確率紙は,縦軸が測定値の単位を用いた等間隔スケール,横軸が累積分布関数に
関連づけた標準偏差を単位とする等間隔スケールである。しかし,非線形になるが,横軸を累積分布関数
のパーセント値で表す方法もよく用いられる。
参考1. 原国際規格では,輪郭曲線のデータの記号をyとしているが,高さ方向の記号はzで統一し
ているので変更した。
2. 原国際規格では,図B.2の縦軸の単位はsであったが,Rqに変更した。
図B.2 正規確率紙を用いた解析
B.3 2層構造表面への応用 正規分布する輪郭曲線データ (
0
≈
Rsk
,
3
≈
Rku
) では,Rqは,正規確率紙
上の負荷曲線の図式解法によって求めることができる。正規確率紙の使用は,単一加工プロセスによる表
面(一つだけの加工プロセスのこん跡からなる表面をいう。)の解析には意味のない方法(図示する前にす
でにRqはデータから求められている。)であるが,2層構造表面に対しては明らかに効果的である。
11
B 0671-3 : 2002 (ISO 13565-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図B.3 2層構造表面の正規確率紙による解析
図B.3は,2層構造表面の不規則波形成分及びそれぞれに対応する正規確率紙上の負荷曲線を示す。谷
領域を形成する粗い波形成分[図B.3a)]では,正規確率紙上の負荷曲線の傾斜が比較的急(Rqが比較的
大きいことを意味する。)になる。同様に,微細仕上げされた波形成分[図B.3b)]では,傾斜の緩やかな
直線(Rqが比較的小さいことを意味する。)となる。
これら二つの不規則波形成分が図B.3c)のように組み合わされた場合には,正規確率紙による解法の有効
性が発揮される。この輪郭曲線では,正規確率紙上の負荷曲線の急傾斜の下側部分が残っていて,元の粗
い輪郭曲線の深い谷が存在している。粗い輪郭曲線の上側部分は除去されて,微細仕上げされた不規則波
形成分に置き換わっている。こうして正規確率紙上では,急な傾斜の直線の上側部分が,緩い傾斜の直線
に置き換わっていることが分かる。
実際には,図B.3a)及び図B.3b)の輪郭曲線は測定されないで,2層構造表面[図B.3c)]だけが測定され
る。しかし,この輪郭曲線は,両方の加工プロセスのこん跡をもっているので,両者を正規確率紙上の負
荷曲線によって表すことができる。
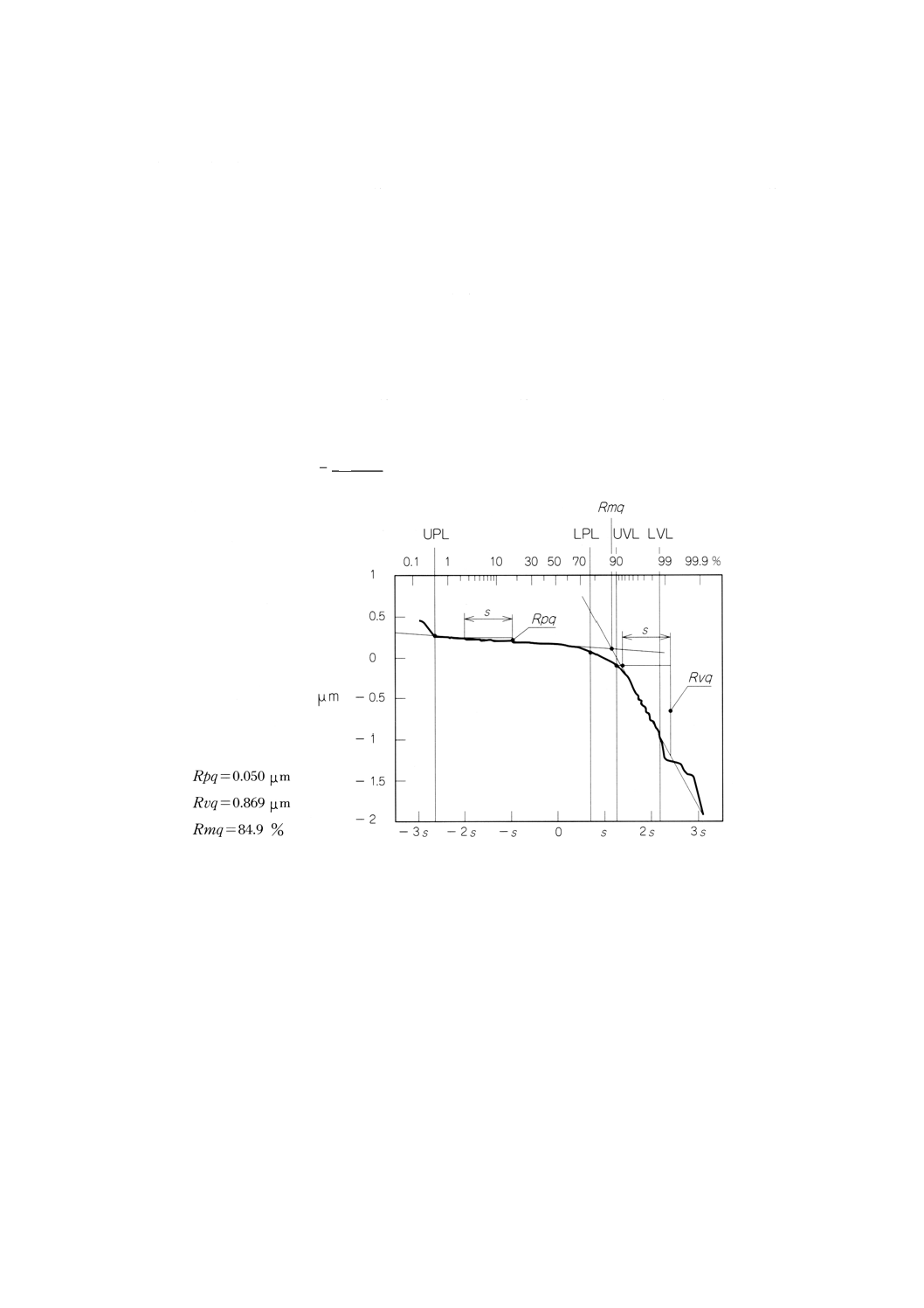
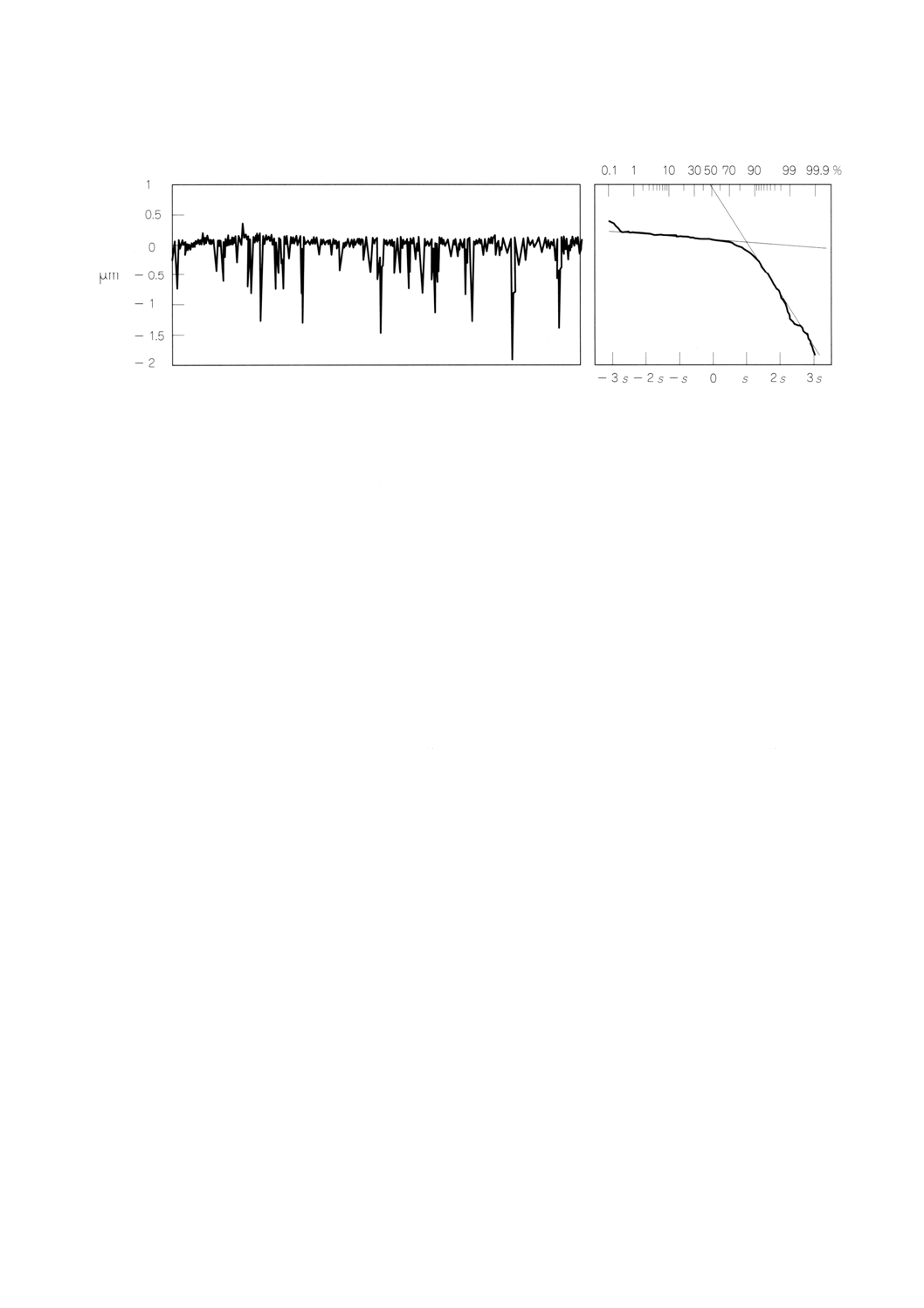
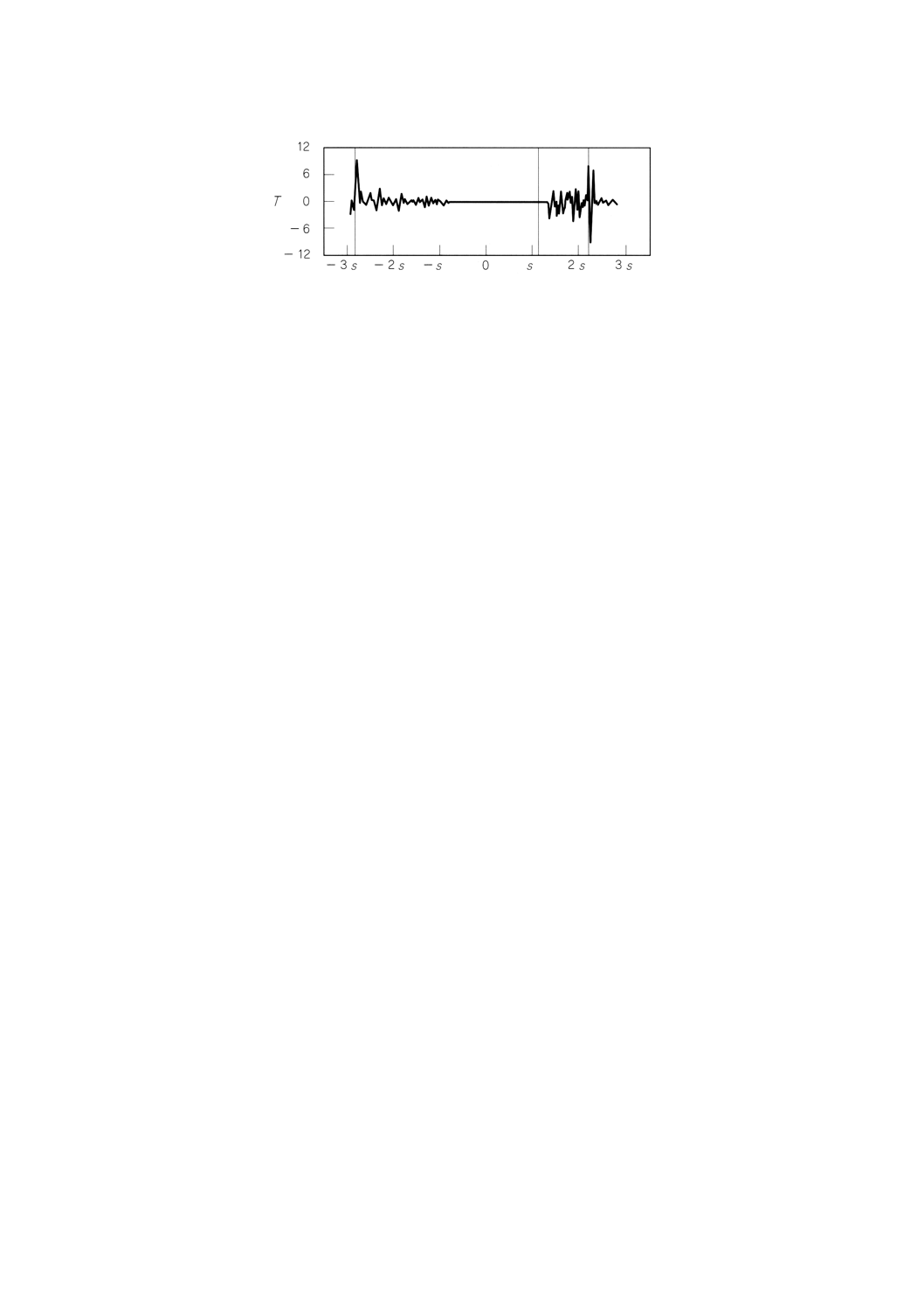
図B.4の輪郭曲線及び正規確率紙上の負荷曲線の例では,プラトー領域のRq(Rpqによって表示)の値
は0.047μm,谷領城のRq(Rvqによって表示)の値は0.871μmである。
正規確率紙による方法は,2層構造表面に対応する二つの不規則波形成分を区別する機能に加えて,粗
い輪郭曲線における微細仕上げされた波形成分の位置を推定する機能も備えている。後者は,プラトー領
域に当てはめた回帰直線と谷領域に当てはめた回帰直線との交点における負荷長さ率を求めることによっ
て得られる。図B.4のデータでは,この点での負荷長さ率(Rmqによって表示)は,84.8%である。
12
B 0671-3 : 2002 (ISO 13565-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図B.4 2層構造表面の輪郭曲線及び正規確率紙上の負荷曲線
B.4 加工プロセスの管理 正規確率紙による方法は,表面性状の変化を直接表示する。三つの独立なパラ
メータは,三つの独立な加工プロセスの管理を行うことができる。
正規確率紙による三つのパラメータは,プラトーホーニングの加工プロセスの条件を示している。これ
によって,加工プロセスの変化を直接監視することができる。正規確率紙によるパラメータが,管理限界
から外れた場合には,加工技術者は,加工プロセスにおける主因子を直接変更することができる。さらに.
独立な2本の直線表示によって,加工プロセスの条件を統計的に調べ,検査することができる。
参考 “三つの独立な加工プロセス”とは,Rpq,Rvqを作り出すための加工,及びRmqを定めるた
めの除去量である。
B.5 まとめ 正規確率紙による方法は,2層構造表面の表面性状を解析するための有効な手段である。こ
の測定方法によって得られるパラメータは,独立した線形領域の特性を表し,表面の独立な波形成分を直
接評価する。この方法を用いて求めた全輪郭曲線にわたる平均化されたパラメータから,輪郭曲線の個々
の波形成分をよく理解することができるようになる。このような理解によって,機能表面の設計及び機能
表面の製造に関運する加工プロセスの開発並びに管理に幾多の前進が図られるであろう。
13
B 0671-3 : 2002 (ISO 13565-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C(参考)
二次導関数によるUPL(上限)及びLVL(下限)の決定
正規確率紙上の負荷曲線に二つの線形領域をより確実に設定するために,統計的に異常に高い突起及び
異常に深い谷底の影響を除去しなければならない。このような輪郭曲線の異常値の影響は,正規確率紙上
の負荷曲線の上端近傍及び下端近傍で非線形領域となって明確に現れるので,あいまい性をなくすために,
すべての解析の前にこれらの影響を取り除いておかなければならない。
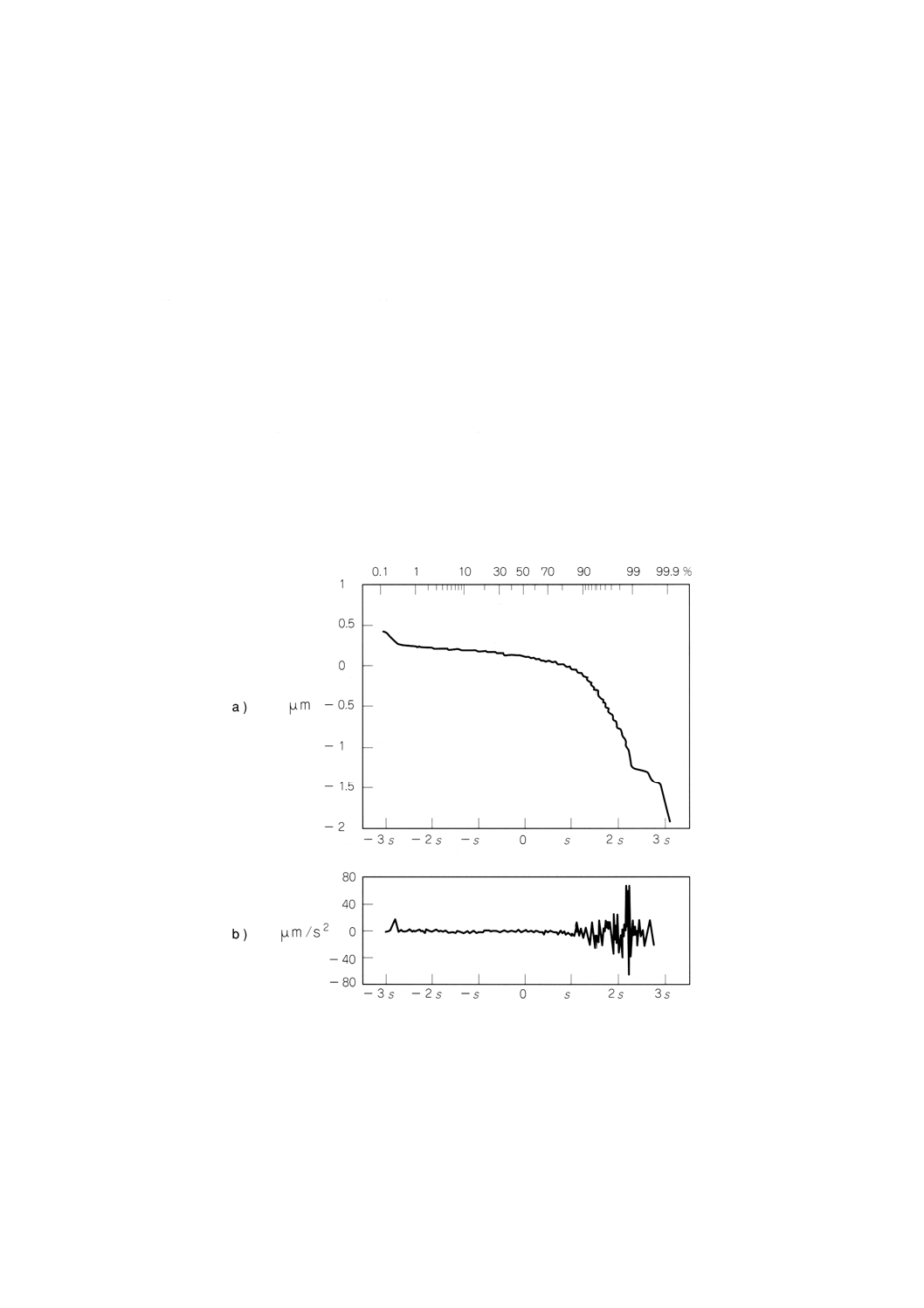
これらの非線形領域を決定するために採用した方法は,正規確率紙上の負荷曲線の局部曲率の急激な変
化を利用するものである。正規確率紙上の負荷曲線の二次導関数は,局部曲率の数学的な表現であり,正
規確率紙上の負荷曲線の線形領域では,二次導関数はほぼゼロである。しかし,上述した非線形性が生じ
る正規確率紙上の負荷曲線の両端では,二次導関数の絶対値は増大する。与えられた点での二次導関数の
計算は,その点近傍の直線回帰の影響を受ける。そのために,計算に用いるデータ領域は,標準偏差の0.05
倍(与えられた点の両側に標準偏差の0.025倍で区切った長さ)とする。この領域に含まれるデータ点の
数は,正規確率紙上の負荷曲線に沿って二次導関数の計算を進めるにつれて変化するであろう(図C.1参
照)。
図C.1 正規確率紙上の負荷曲線及び二次導関数
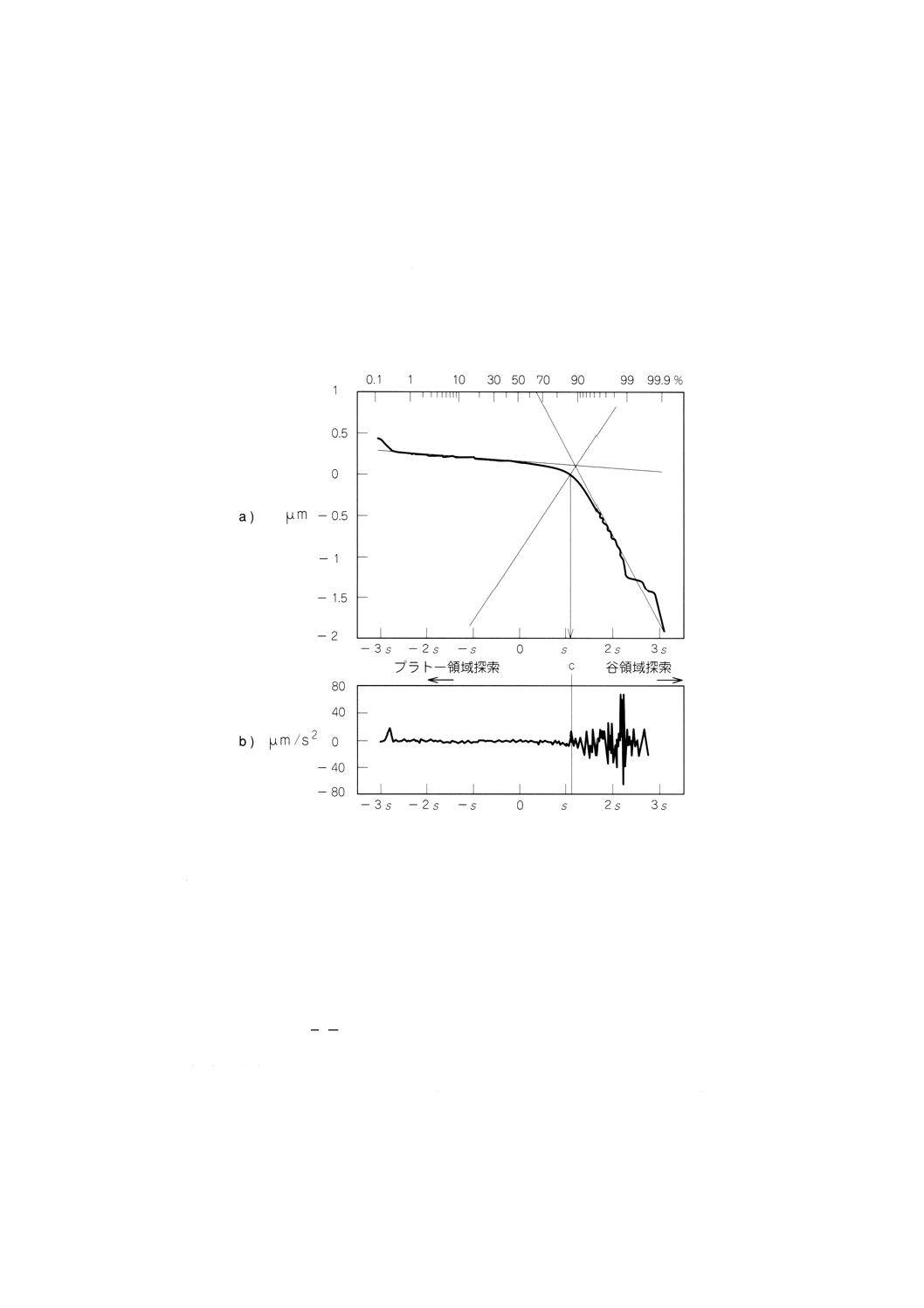
二次導関数を表す曲線に沿って,その絶対値が増大する点を決めるために,正規確率紙上の全負荷曲線
に双曲線を当てはめ,その2本の漸近線を二等分することによって,探索開始点(附属書Aの変移点) “c”
を定める。二等分線と正規確率紙上の負荷曲線との交点が,この探索開始点である。探索開始点 “c” は,
UPLを求めるための左側(プラトー領域)の探索開始点となり,LPLを求めるための右側(谷領域)の探
索開始点ともなる[図C.2)参照]。
14
B 0671-3 : 2002 (ISO 13565-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
各限界値(UPL及びLPL)の探索は,探索開始点 “c” から始め,決めるべき限界値の方向に進める。探
索は,探索開始点 “c” の該当する側で,次の点の二次導関数がそれより前の点で求めた二次導関数を大き
く超えるまで続ける。これは,次の点の二次導関数をそれより前の点で求めた二次導関数の標準偏差と比
較することによって行われる。次の点の二次導関数の絶対値が,それより前の点で求めた二次導関数の標
準偏差の6倍を超えれば,この点がUPL又はLPLのどちらかになる。もし,それより前の点で求めた二
次導関数の標準偏差の6倍を超えなければ,新しい標準偏差を求めるために,この点はそれより前の点の
集合に組み入れられ,利用する領域が1点分広がる。
安定した標準偏差で探索を開始するために,最初に用いる標準偏差は,与えられた探索方向の始めの25%
のデータ点を用いる。
図C.2 探索開始点及び探索方向並びに正規確率紙上の負荷曲線
備考 実験によれば,4.の要求に合う2層構造表面では,線形領域は少なくとも探索開始点の各側の
データ点の25%である。
探索は,最初の標準偏差を求めた点の次の点から開始し,この点での二次導関数が標準偏差の6倍を超
えたとき(片側の探索を)終了する。
図C.3は,それより前の点で求めた標準偏差siに対する,“次の点”における二次導関数Di+1の比Tで
ある。
i
i
s
D
T
1
+
=
この比は,探索開始点 “c” から各方向に求め,始めの25%の領域に対してはゼロとして表してある。
備考 探索開始の25%の領域は,各方向のデータ点の数の1/4から構成される。データ点は等間隔で
はないので,この領域は,各方向の長さの1/4にはならない。
15
B 0671-3 : 2002 (ISO 13565-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図C.3 正規化された二次導関数
16
B 0671-3 : 2002 (ISO 13565-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
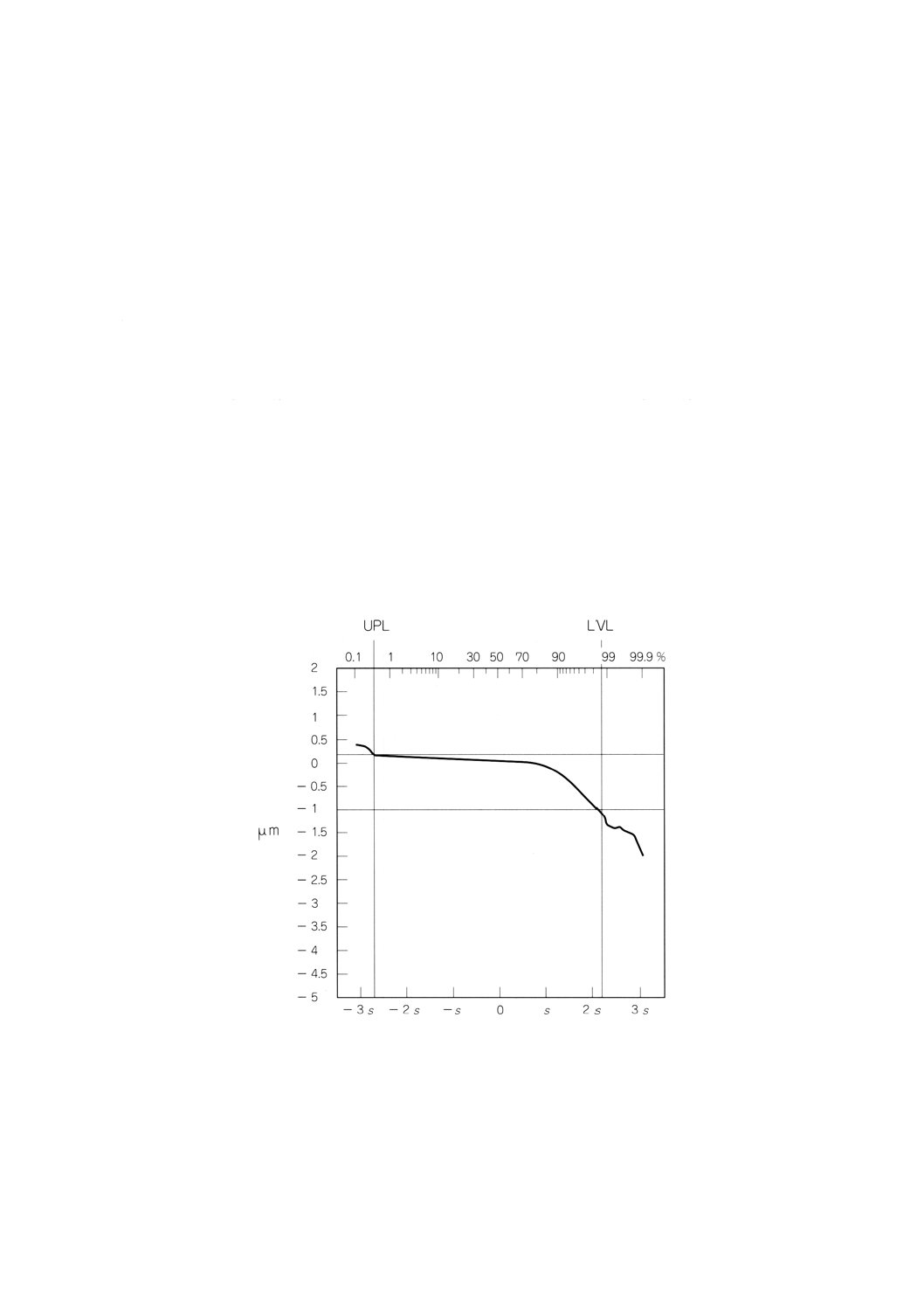
附属書D(参考) 負荷曲線の正規化
プラトー領域の上限UPL及び谷領域の下限LVLは,正規確率紙上の負荷曲線の中央の有効範囲(パラ
メータを求めるために使われる負荷曲線の範囲)を定める。この範囲(UPL及びLVLの間の領域)には,
プラトー領域から谷領域へ移る変移領域のほかにプラトー領域及び谷領域が含まれる。変移点を定め,最
後にプラトー領域及び谷領域を決めるために,この曲線に双曲線を当てはめる。この双曲線から2本の漸
近線を求めて,これを二等分する。
漸近線の二等分線は、各漸近線に関する二つのパラメータ,すなわち,傾斜及び二つの領域の境界につ
いての情報をもっている。正規確率紙上の負荷曲線では,これらのパラメータは,X軸である確率スケー
ル及びZ軸である輪郭曲線の縦軸スケール(μm単位)の関数になる。たとえ輪郭曲線が同じであっても、
縦軸のスケールが変わると二等分線が異なるので,縦軸スケールに関係しないで二等分線が同じになるよ
うな手法を用いることが必要である。
最終的にLPL及びUVLを決める二等分線の変動を抑えるために,正規確率紙上の負荷曲線の縦軸を正
規化する。この正規化は,UPL及びLVLに挟まれた縦方向の範囲が,標準偏差を単位とする確率スケール
の横軸の範囲と同じになるように縦軸のスケールを変更することである。
図D.1(例)において,UPL及びLVL間の正規確率紙上の負荷曲線の有効範囲は,横軸の確率スケール
で4.8s,縦軸の高さスケールで1.12μmである。
図D.1 正規化する前の正規確率紙上の負荷曲線
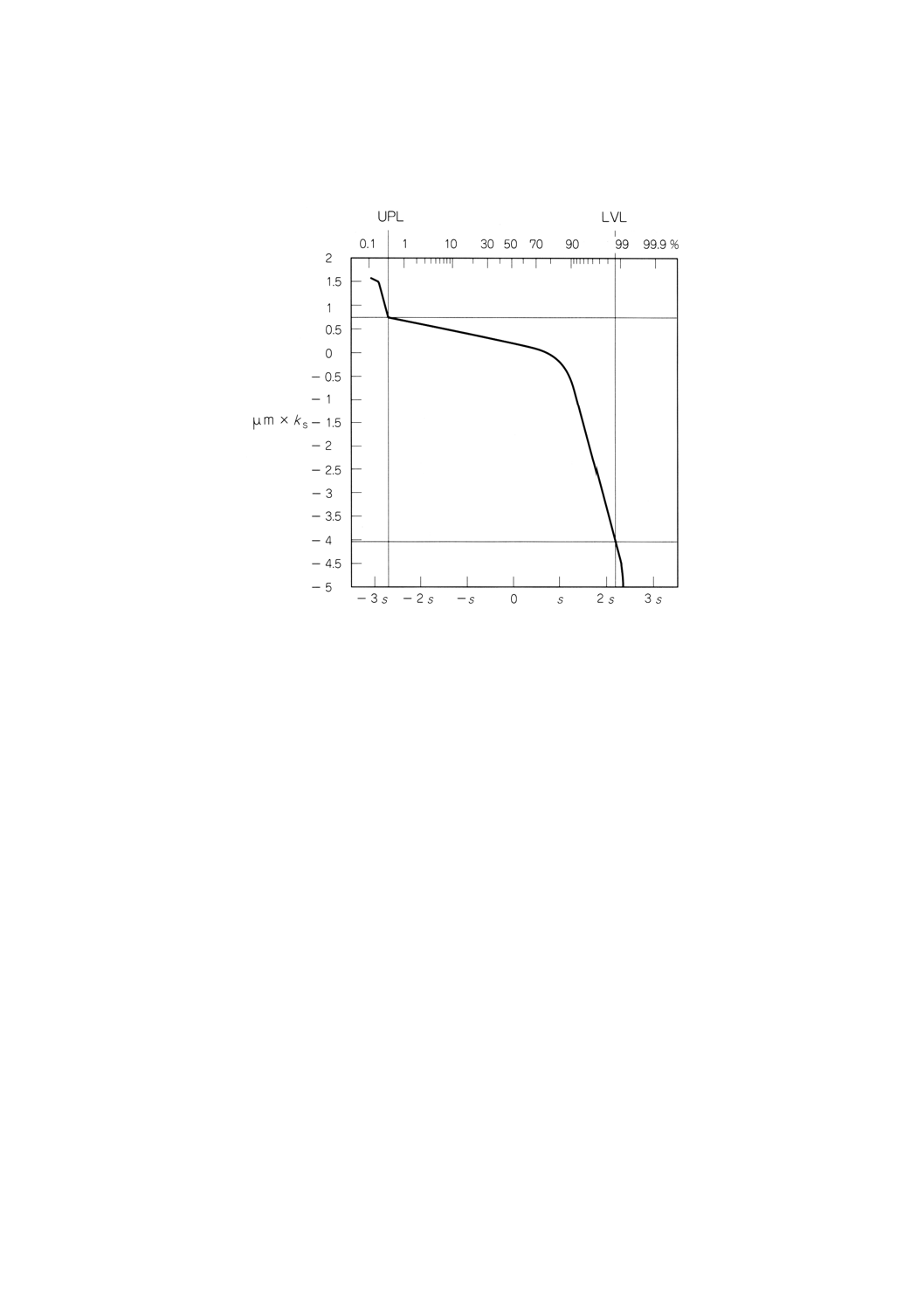
図D.2の正規確率紙上の負荷曲線は,係数 (ks=4.8/1.12=4.29) によって縦軸を正規化(正規化されたス
ケールで表示)したもので,これによって有効範囲は,確率スケールで4.8s,縦軸で4.8s(ks×縦軸の有
効範囲)となる。
この時点で,附属書A.5のように双曲線によってデータを回帰し,LPL及びUVLを決めるために附属
17
B 0671-3 : 2002 (ISO 13565-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
書A.6に従って二等分線を引く。確率スケールに沿ったこれらの点の位置を決めてから,正規確率紙上の
負荷曲線の縦軸のスケールを1/ks倍して元に戻し,附属書A.7で述べたプラトー領域及び谷領域の直線回
帰をする。
図D.2 正規化した後の正規確率紙上の負荷曲線
18
B 0671-3 : 2002 (ISO 13565-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書E(参考) GPSマトリックス
GPSマトリックスの詳細は,TR B 0007製品の幾何特性仕様 (GPS) −マスタープランを参照する。
E.1 規格及びその利用についての情報 この規格は,JIS B 0671-1によって深い谷を消去した輪郭曲線の
評価のために,正規確率紙上の負荷曲線を用いてパラメータを決定する手法を規定する。この手法は,プ
ラトー領域及び谷領域を別々に評価するための2層構造表面のモデルを用いている。
パラメータは,機械的に強く接触した表面の挙動を評価することを意図している。
これらのパラメータのための粗さ曲線は,JIS B 0671-1に従って求めなければならない。
E.2 GPSマトリックスにおける位置付け この規格は,図E.1に示す粗さ曲線及び断面曲線の規格チェー
ンのリンク番号2に関係する基本規格である。
E.3 関連規格 関連規格は,図E.1に示す規格チェーンに含まれる規格である。
GPS
原理
規格
GPS共通規格
GPS基本規格マトリックス
リンク番号
1
2
3
4
5
6
サイズ
距離
半径
角度
データムに無関係な線の形状
データムに関係する線の形状
データムに無関係な面の形状
データムに関係する面の形状
姿勢
位置
円周振れ
全振れ
データム
粗さ曲線
うねり曲線
断面曲線
表面欠陥
エッジ
図E.1
19
B 0671-3 : 2002 (ISO 13565-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書F(参考) 参考文献
1. JIS B 0631 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式−モチーフパラメータ
備考 ISO 12085 : 1996 Geometrical Product Specifications (GPS) −Surface texture : Profile method−
Motif parametersが,この規格と一致している。
2. JIS B 0632 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式−位相補償フィルターの特性
備考 ISO 11562 : 1996 Geometrical Product Specifications (GPS) −Surface texture : Profile method−
Metrological characteristics of phase of phase correct filtersが,この規格と一致している。
3. JIS B 0633 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式−表面性状評価の方式及び手順
備考 ISO 4288 : 1997 Geometrical Product Specifications (GPS) −Surface texture : Profile method−Rules
and procedures for the assessment of surface textureが,この規格と一致している。
4. TR B 0007 製品の幾何特性仕様 (GPS) −マスタープラン
備考 ISO/TR 14638 : 1995 Geometrical Product Specifications (GPS) −Master planが,この規格と一致
している。
5. International vocabulary of basic and general terms in metrology (VIM), BIPM, IEC, IFCC, ISO, IUPAC,
IUPAP, OIML, 2nd edition, 1993.
粗さ関係JIS原案作成委員会 構成表
氏名
所属
(委員長)
*
塚 田 忠 夫
明治大学理工学部
(幹事)
◎ 谷 村 吉 久
経済産業省産業技術総合研究所計量研究所
(委員)
穐 山 貞 治
経済産業省産業技術環境局
*
荒 井 正 敏
株式会社東京精密
*
加 納 孝 文
株式会社ミツトヨ
*
桑 田 浩 志
有限会社桑田設計標準化研究所
*
坂 野 憲 幾
経済産業省産業技術総合研究所計量研究所
*
笹 島 和 幸
東京工業大学情報理工学研究科
佐 藤 隆
株式会社東芝
野 口 昭 治
日本精工株式会社
橋 本 進
財団法人日本規格協会技術部
太 箸 孝 善
石川島播磨重工業株式会社
*
宮 下 勤
テーラーホブソン株式会社
*
宮 本 紘 三
株式会社小坂研究所
*
柳 和 久
長岡技術科学大学
(事務局)
杉 田 光 弘
財団法人日本規格協会技術部
増 森 かおる
財団法人日本規格協会技術部
備考 ◎印はWG主査,*印はWG委員兼務を示す。
(文責 塚田 忠夫)
20
B 0671-3 : 2002 (ISO 13565-3 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業標準調査会標準部会 機械要素技術専門委員会 構成表
氏名
所属
(委員会長)
大 園 成 夫
東京電機大学工学部精密機械工学科
(委員)
加 藤 伸 一
社団法人自動車技術会
川 口 俊 充
日本工具工業会
黒 澤 富 蔵
産業技術総合研究所
桑 田 浩 志
有限会社桑田設計標準化研究所
清 水 雄 輔
社団法人日本パルプ工業会
庄 野 敏 臣
社団法人日本工作機械工業会
筒 井 康 賢
産業技術総合研究所
真 弓 透
社団法人日本ベアリング工業会
丸 山 一 男
工学院大学機械工学科
望 月 正 紀
社団法人日本ねじ工業協会