B 0659-1 : 2002
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,財団法人日本規格
協会 (JSA) から工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調査会の
審議を経て,経済産業大臣がJIS B 0659-1と規格番号を変更して制定した日本工業規格である。
原国際規格には,比較用表面粗さ標準片に関する事項が含まれていないので,旧JIS B 0659 : 1996の一
部を修正し,参考として附属書に記述した。
JIS B 0659-1には,次に示す附属書がある。
附属書A(参考) GPSマトリックス
附属書B(参考) 参考文献
附属書1(参考) 比較用表面粗さ標準片
附属書2(参考) JISと対応する国際規格との対比表
JIS B 0659の規格群には,次に示す部編成がある。
JIS B 0659-1:第1部 標準片
JIS B 0659-2:第2部 ソフトウェア標準片(予定)
B 0659-1 : 2002
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 2
3. 定義 ······························································································································ 2
4. 標準片の設計要求事項 ······································································································ 2
4.1 材料 ···························································································································· 2
4.2 標準片の大きさ ············································································································· 2
5. 標準片のタイプ,目的及び計測特性 ···················································································· 2
5.1 一般事項 ······················································································································ 3
5.2 タイプA−深さ用標準片 ·································································································· 3
5.3 タイプB−触針先端用標準片 ···························································································· 3
5.4 タイプC−間隔用標準片 ·································································································· 4
5.5 タイプD−粗さ用標準片 ·································································································· 4
5.6 タイプE−座標用標準片 ·································································································· 4
6. 標準片の要求事項 ············································································································ 4
6.1 タイプA−深さ用標準片 ·································································································· 4
6.2 タイプB−触針先端用標準片 ···························································································· 5
6.3 タイプC−間隔用標準片 ·································································································· 5
6.4 タイプD−粗さ用標準片 ·································································································· 6
6.5 タイプE−座標用標準片 ·································································································· 7
7. 標準片の測定量の評価基準 ································································································ 8
7.1 タイプA1 ····················································································································· 8
7.2 タイプA2 ····················································································································· 9
7.3 タイプB2 ····················································································································· 9
7.4 タイプB3 ····················································································································· 9
7.5 タイプC1からタイプC4, 及びタイプD ············································································ 10
7.6 タイプE1 ···················································································································· 10
7.7 タイプE2 ···················································································································· 10
8. 標準片の校正証明書 ········································································································ 10
附属書A(参考) GPSマトリックス ····················································································· 12
附属書B(参考) 参考文献·································································································· 13
附属書1(参考) 比較用表面粗さ標準片 ················································································ 14
附属書2(参考) JISと対応する国際規格との対比表 ································································ 17
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0659-1 : 2002
製品の幾何特性仕様 (GPS) −
表面性状:輪郭曲線方式;測定標準−
第1部:標準片
Geometrical Product Specifications (GPS) −
Surface texture : Profile method ; Measurement standards−
Part 1 : Material measures
序文 この規格は,2000年に第1版として発行されたISO 5436-1 : Geometrical Product Specifications (GPS)
−Surface texture : Profile method ; Measurement standards−Part 1 : Material measuresを翻訳し,技術的内容を
変更して作成した日本工業規格である。
この規格は,製品の幾何特性仕様 (GPS) の一つで,GPS基本規格に属し(TR B 0007参照),粗さ曲線,
うねり曲線及び断面曲線の規格チェーンのリンク番号6に関係している。
この規格と他のGPS規格との関連についての詳細は,附属書Aを参照する。
座標系を校正するための標準片であるタイプEを新たにこの規格に導入する。
原国際規格には,比較用表面粗さ標準片に関する事項が含まれていないので,旧JIS B 0659 : 1996の一部
を修正し,参考として附属書1に記述した。
なお,この規格の中で点線の下線を施してある箇所は,原国際規格を変更している事項である。
備考 以前は,標準片は,“校正用標準片”と呼ばれていた。
1. 適用範囲 この規格は,JIS B 0651で定義される輪郭曲線方式の触針式表面粗さ測定機の計測特性の
校正に,エタロン(実量器)として用いる標準片の特性について規定する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 5436-1 : 2000 Geometrical Product Specifications (GPS) −Surface texture : Profile method ;
Measurement standards−Part 1 : Material measures (MOD)
参考 エタロン (etalon) とは,基準として用いるために,ある単位又はある量の値を定義,実現,保
存又は再現することを意図した計器,実量器,標準物質又は測定系 (JIS Z 8103)。
2
B 0659-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発行年を付記してあるものは,記載年の版だけがこの規格を構成するも
のであって,その後の改正版・追補には適用しない。発効年を付記していない引用規格はその最新版(追
補を含む。)を適用する。
JIS B 0601 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式−用語,定義及び表面性状パラメ
ータ
備考 ISO 4287 : 1997 Geometrical Product Specifications (GPS) −Surface texture : Profile method−
Terms, definitions and surface texture parametersが,この規格と一致している。
JIS B 0631 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式−モチーフパラメータ
備考 ISO 12085 : 1996 Geometrical Product Specifications (GPS) −Surface texture : Profile method−
Motif parametersが,この規格と一致している。
JIS B 0633 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式−表面性状評価の方式及び手順
備考 ISO 4288 : 1996 Geometrical Product Specifications (GPS) −Surface texture : Profile method−
Rules and procedures for the assessment of surface textureが,この規格と一致している。
JIS B 0651 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式−触針式表面粗さ測定機の特性
備考 ISO 3274 : 1996 Geometrical Product Specifications (GPS) −Surface texture : Profile method−
Nominal characteristics of contact (stylus) instrumentsが,この規格と一致している。
JIS Z 8103 計測用語
参考 この規格で用いる計測用語は,JIS Z 8103によるので,これを引用規格に追加した。
ISO 10012-1 : 1992 Quality assurance requirements for measuring equipment −Part 1 : Metrological
confirmation system for measuring equipment
ISO/TS 14253-2 : 1999 Geometrical Product Specifications (GPS) −Inspection by measurement of
workpieces and measuring equipment−Part 2 : Guide to the estimation of uncertainty in GPS
measurement, in calibration of measuring equipment and in product verification
Guide to the expression of uncertainty in measurement (GUM), BIPM, IEC, IFCC, ISO, IUPAC, OIML,
1993
3. 定義 この規格で用いる主な用語の定義はJIS B 0601,JIS B 0651及びJIS Z 8103による。
4. 標準片の設計要求事項
4.1
材料 標準片のタイプAからタイプEで使う材料は,(製造及び校正の)コストに関係する精度寿
命を保証するのに十分な硬さをもたなければならない。また,表面は,評価に影響しないように十分平滑
でなければならない。
4.2
標準片の大きさ 標準片の測定領域は,すべての測定目的に必要な長さが確保できるように十分大
きくなければならない。測定領域とは,校正のために測定を行う範囲をいう。一つの標準片には,複数の
種類の標準が作り込まれていてもよい。また,コストの面から標準片全体の大きさは規定しない。
5. 標準片のタイプ,目的及び計測特性
3
B 0659-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.1
一般事項 多様な機能の触針式表面粗さ測定機を校正するために,複数のタイプの標準片が必要で
ある。各標準片の特性及び校正の対象となる測定機の特性を考慮して標準片を選択する。触針式表面粗さ
測定機の校正が妥当であるかどうかは,これらの特性の正しい組合せに依存する。
広範囲の要求を満たすために,異なった五つのタイプの標準片を定める(表1参照)。
表1 標準片のタイプ及び名称
タイプ
名称
A
深さ用標準片
B
触針先端用標準片
C
間隔用標準片
D
粗さ用標準片
E
座標用標準片
5.2
タイプA−深さ用標準片 この標準片は,触針式表面粗さ測定機で得られる輪郭曲線の縦方向成分
を校正するために用いる。
5.2.1
タイプA1−平底の広幅溝 この標準片は,底の平らな広幅溝及び頂上の平らな山,又は深さが等
しいか若しくは変化する複数の分離した溝をもつ。これらの溝は,触針先端の形状又は状態の影響を受け
ることがないように十分広い幅をもつ(図1参照)。
5.2.2
タイプA2−丸底の広幅溝 この標準片は,触針先端の形状又は状態の影響を受けないように十分
大きな半径の丸底をもつ。これ以外は,タイプA1と同じである(図2参照)。
5.3
タイプB−触針先端用標準片 この標準片は,主に触針先端の状態を把握するために用いる。
5.3.1
タイプB1 この標準片は,触針先端の寸法の影響を敏感に受ける断面形状の狭い1本の溝,又は
その寸法の影響を徐々に受けるように配置された複数の分離した溝をもつ。複数の狭い溝は,触針先端の
形状又は状態の影響を敏感に受けるような半径の丸い底をもつ。
5.3.2
タイプB2 この標準片は,Ra(算術平均粗さ)の呼び値が等しくなるように作られた2種類の平
行格子状の溝をもつ。一つは触針先端寸法の影響を受ける溝であり,他の一つは影響を受けない溝である
(図3及び図4参照)。
5.3.3
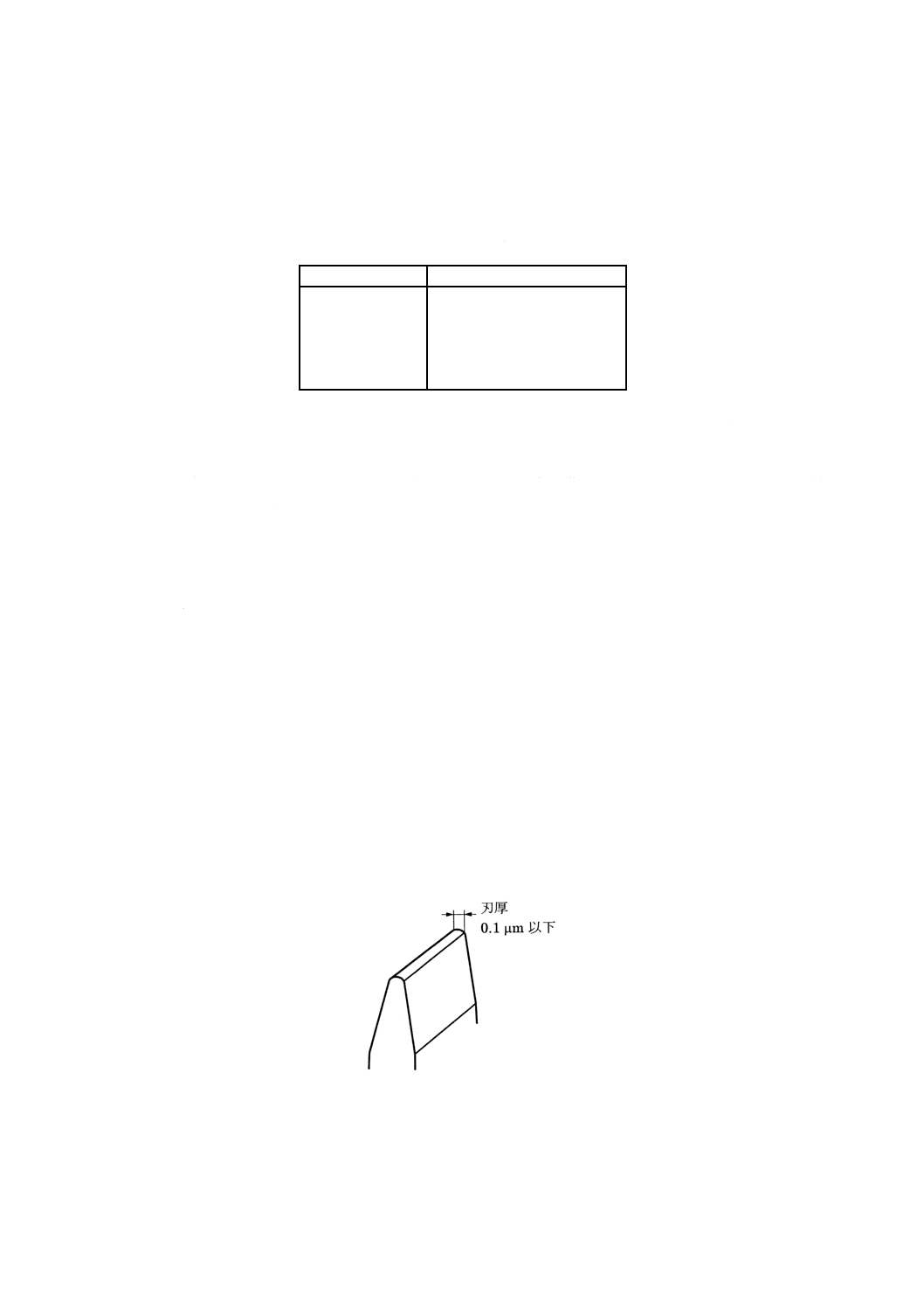
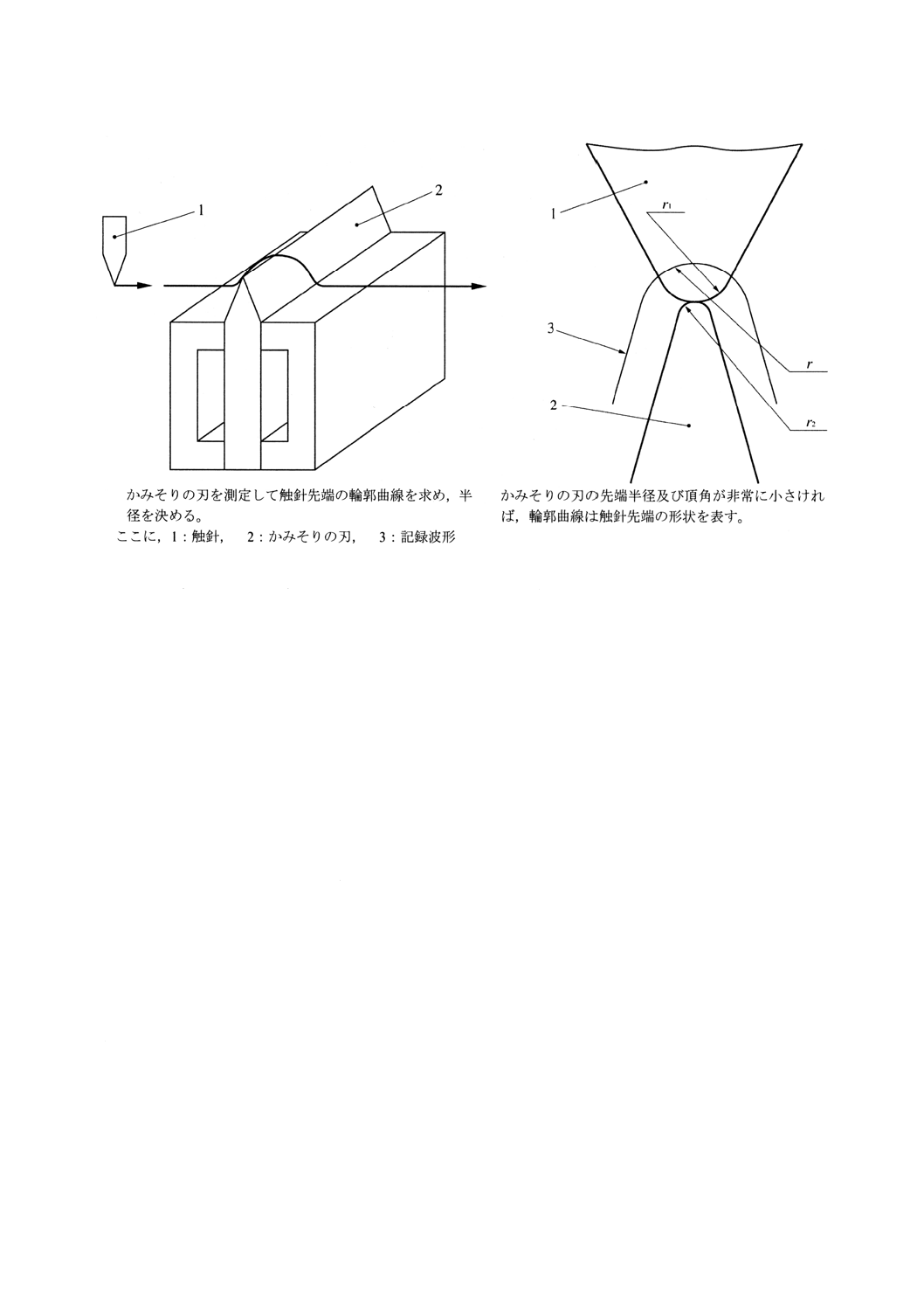
タイプB3 この標準片は,鋭く突き出たエッジをもつ。例えば,コーティングしていないかみそ
りの刃の場合,その先端の刃厚はほぼ0.1μm以下である。このような刃を測定し,記録された輪郭曲線に
よって触針の状態を評価してもよい。
参考 刃厚とは参考図1による。
参考図1 かみそりの刃の刃厚
4
B 0659-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.4
タイプC−間隔用標準片 この標準片は,主に輪郭曲線の横方向成分を校正するために用いる。も
し溝の深さが深さ用標準片と同等な精度であれば,輪郭曲線の縦方向成分の校正にも用いることができる。
タイプCの一連の標準片において,複数の間隔及び振幅をもつ標準片を用意すれば,振幅伝達特性を点検
することも可能になる。
これらは,正弦波,三角波又は円弧のような単純形状が連なった平行格子状の溝をもつ。
一連のタイプC標準片の基本要件は,標準片を正しく用いれば触針式表面粗さ測定機の校正又は検証を
同じ状態で行うことができるという意味で,それぞれ異なった溝形状であっても標準化された標準片は互
換できることである。
5.5
タイプD−粗さ用標準片
5.5.1
一般事項 この標準片は,触針式表面粗さ測定機の総合点検に用いる。
備考 タイプDの測定領域における値のばらつきは,一般にタイプCより大きい。したがって,タイ
プDの特長を十分に生かすには,通常,複数の適切な位置で測定した統計的に意味のある数の
測定値を平均することが必要である。
5.5.2
タイプD1−一方向に不規則な輪郭形状 この標準片は,測定方向に(例えば,研削加工によって
得られるような)不規則な輪郭曲線をもち,測定方向に直角な方向の形状はほぼ一定である。
この標準片は,広範囲の突起間隔をもつ試料を想定したものであるが,よい平均値を得るために必要な
測定回数を減らしている。
この標準片は,再確認のために,一連の校正の最終段階の総合点検に用いる。
5.5.3
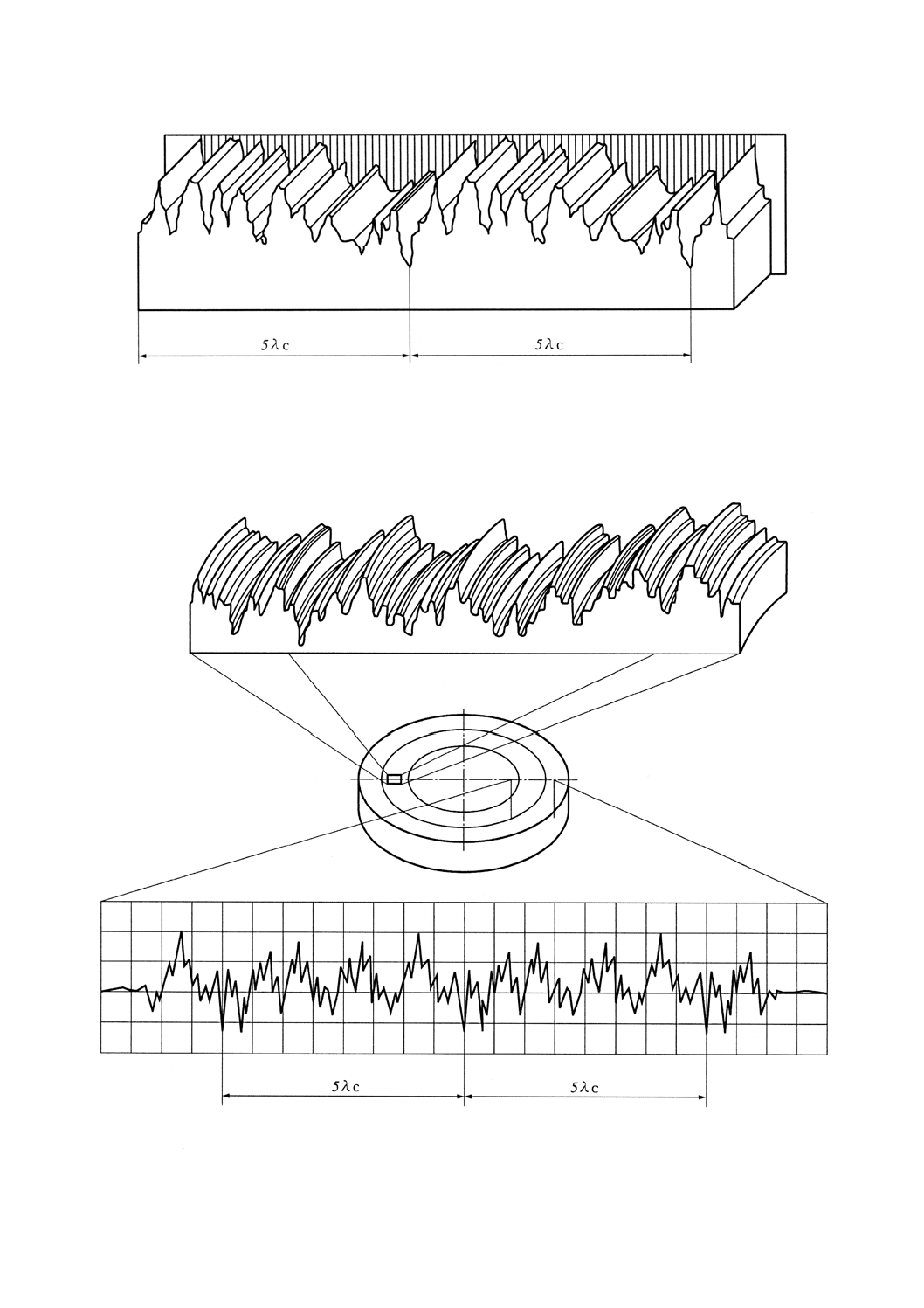
タイプD2−半径方向に不規則な輪郭形状 この円形の標準片は,半径方向に不規則な輪郭曲線を
もち,円周方向の形状はほぼ一定である。
5.6
タイプE−座標用標準片 この標準片は,触針式表面粗さ測定機の座標系を総合点検するために用
いる。
5.6.1
タイプE1−精密な球又は半球 この標準片は,球又は半球の形状である。
5.6.2
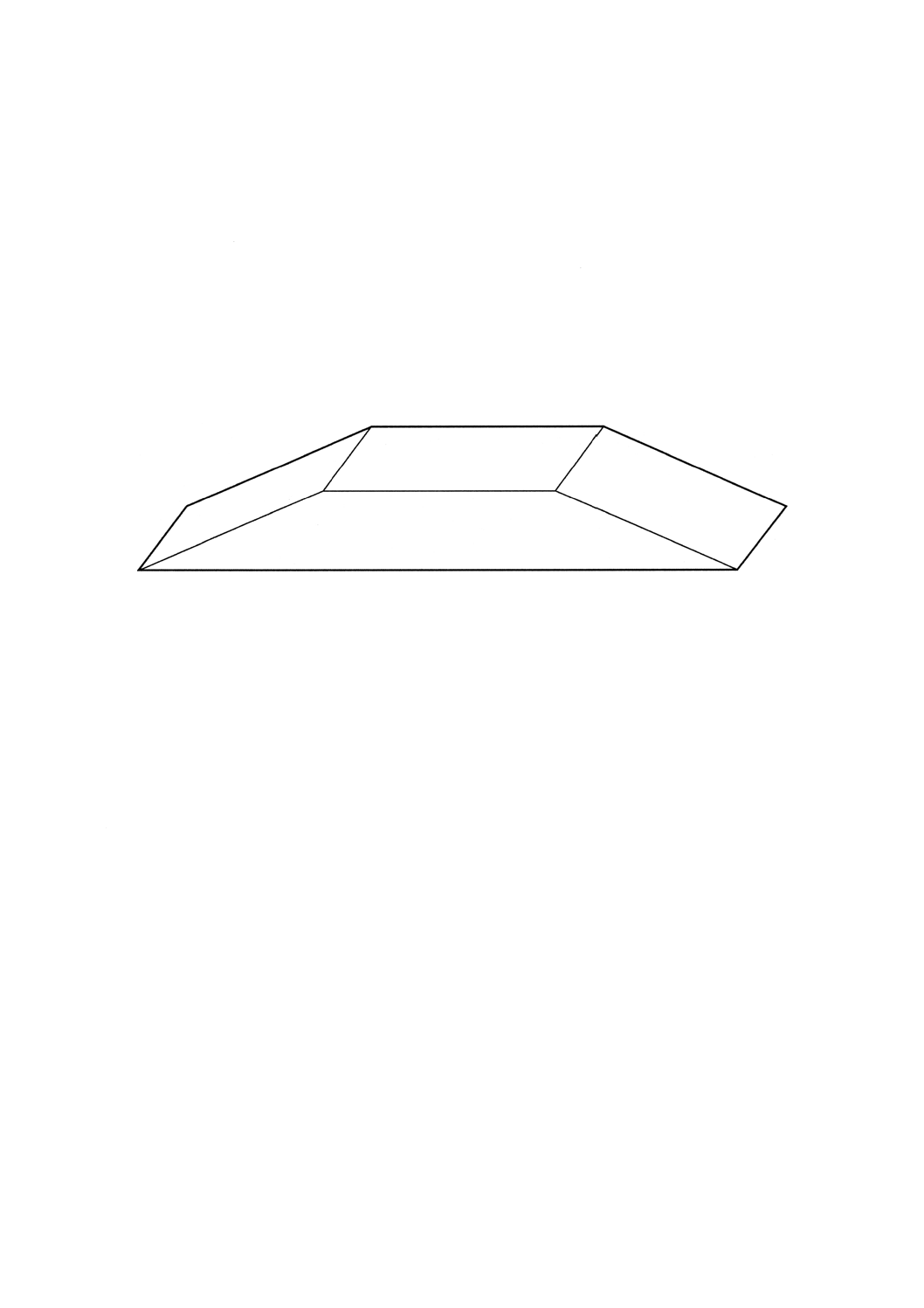
タイプE2−精密な台形プリズム この標準片は,断面が台形のプリズムで,その底面は平行面の
長い方とする。台形の上面及び両側の斜面が測定面である。触針式表面粗さ測定機の測定範囲全体にわた
って触針先端が面に接するように,両側の測定面の角度を設計する。
6. 標準片の要求事項
6.1
タイプA−深さ用標準片
6.1.1
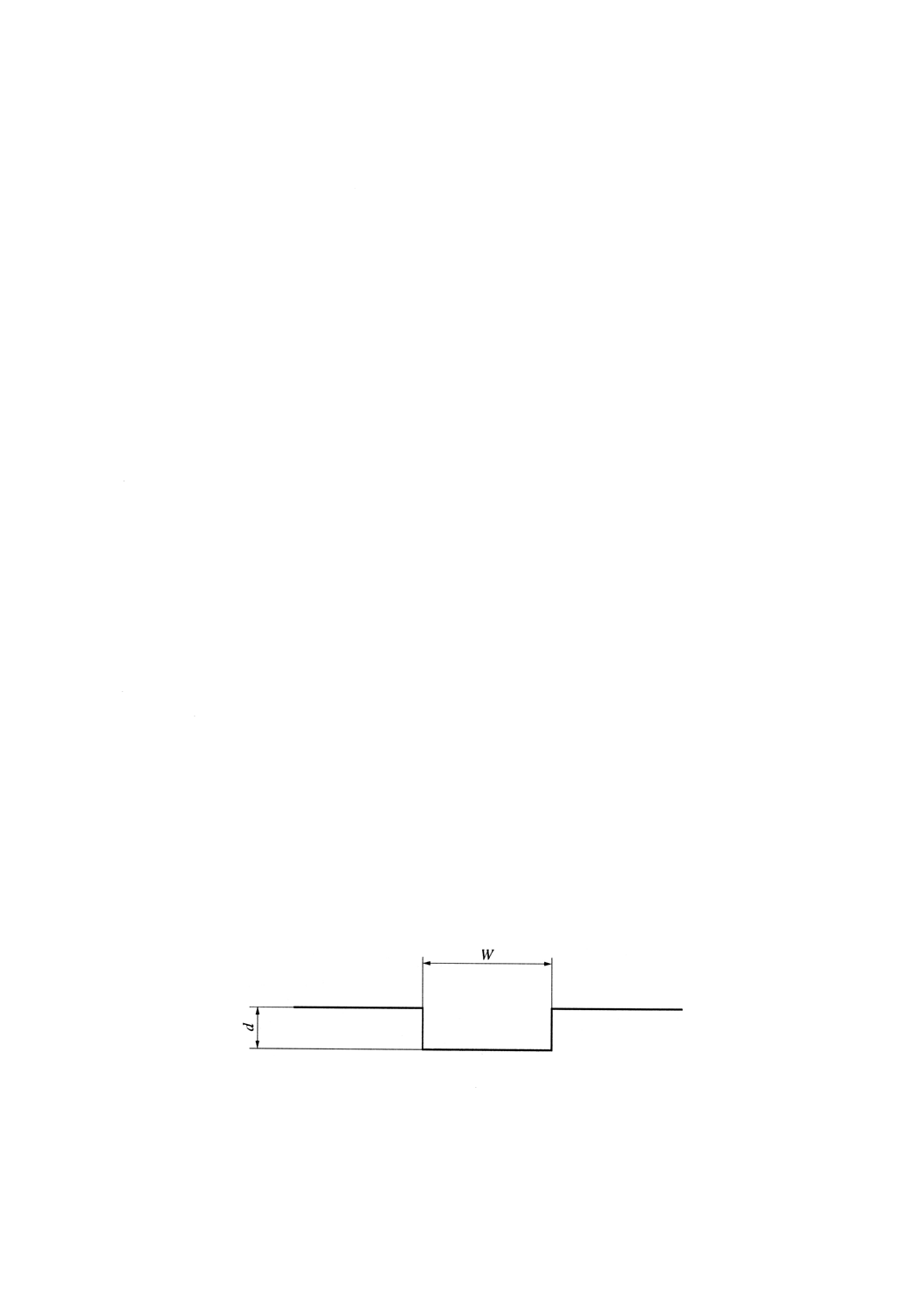
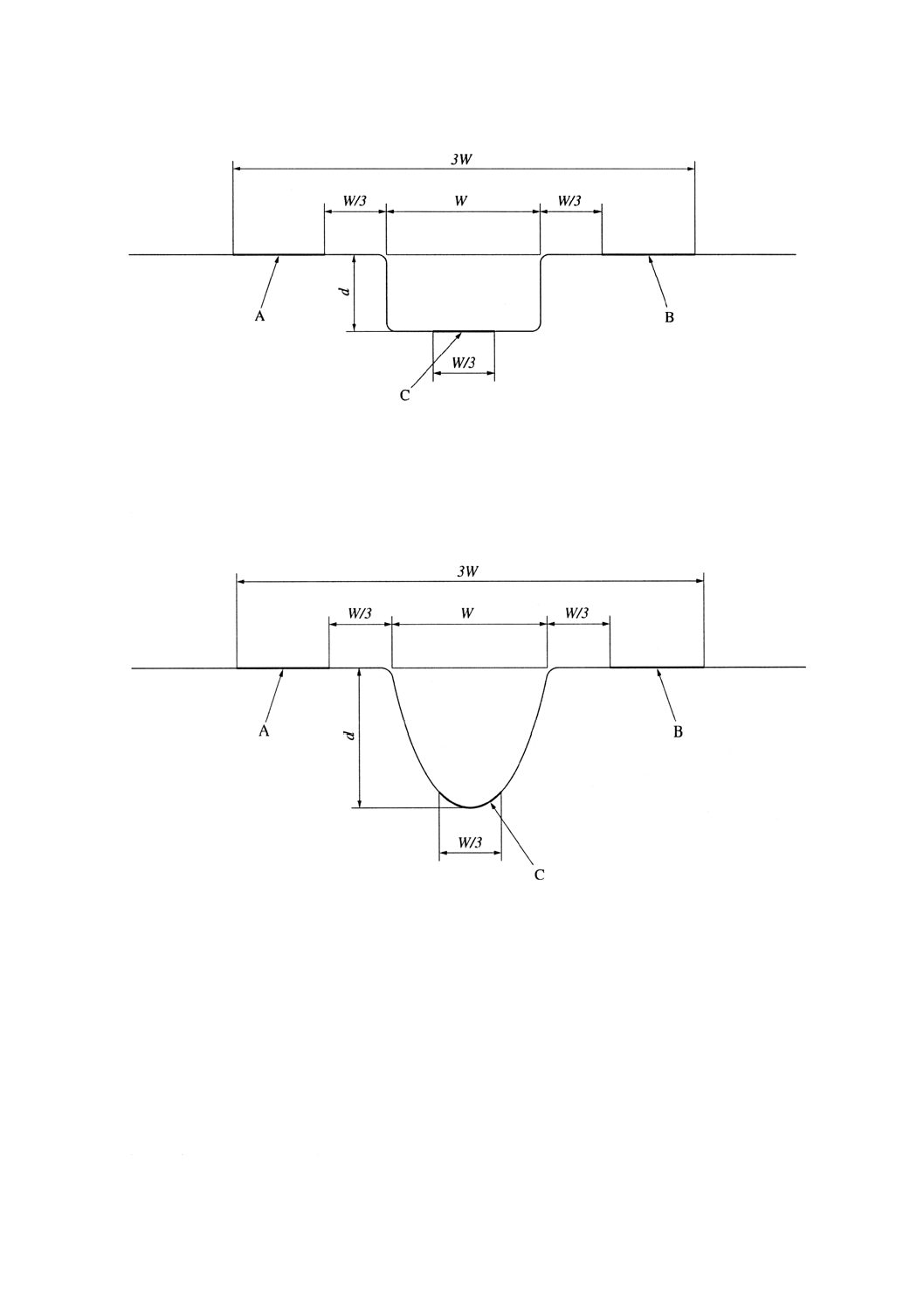
タイプA1−平底の広幅溝 この標準片の平底の広幅溝は,幅W及び深さdによって与えられる(図
1参照)。
備考 溝の両側にある平らな頂部は同一平面にある。
図1 タイプA1の溝
6.1.2
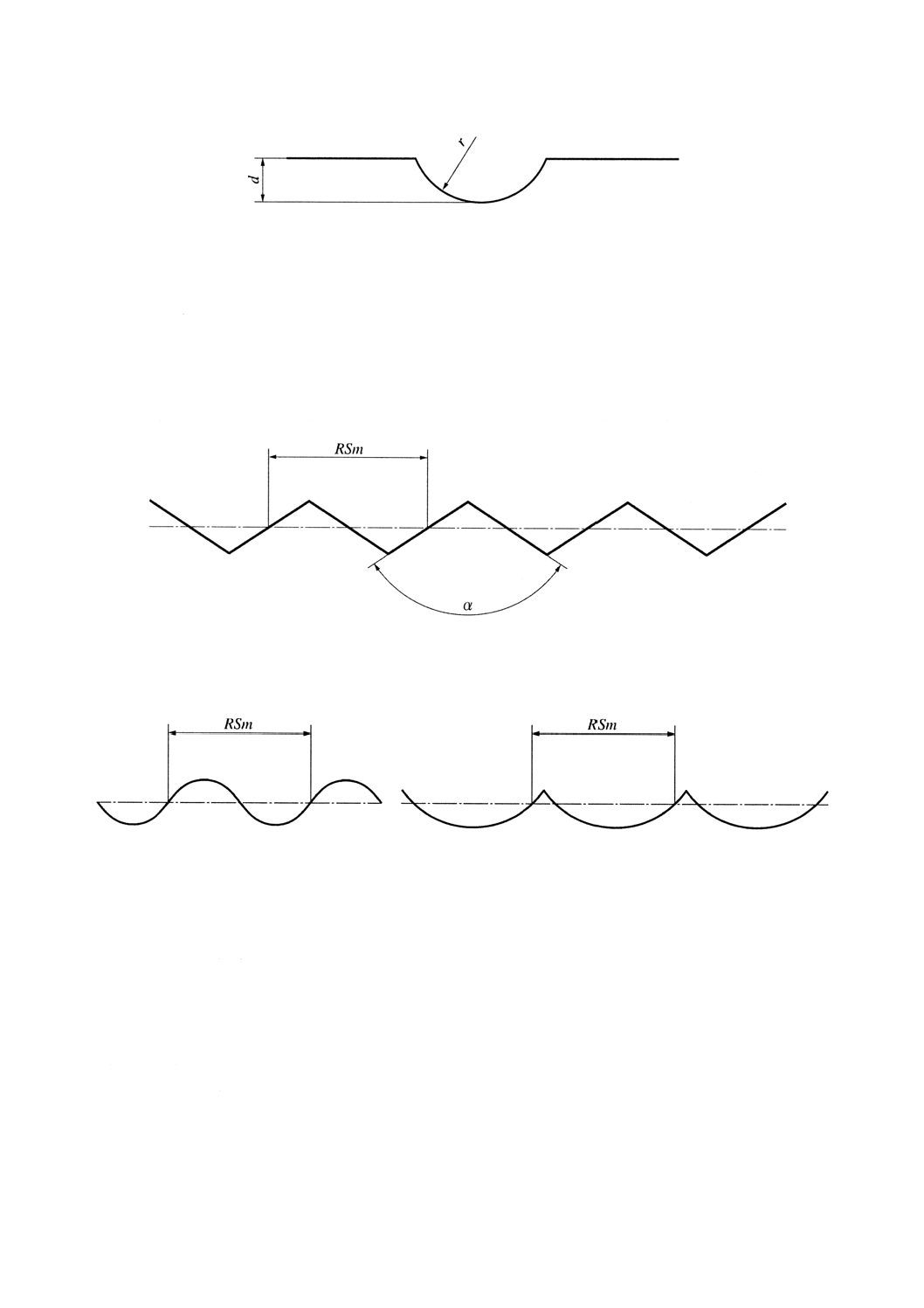
タイプA2−丸底の広幅溝 この標準片の丸底の広幅溝は,半径r及び深さdによって与えられる
(図2参照)。
5
B 0659-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 溝の両側にある平らな頂部は同一平面にある。
図2 タイプA2の溝
6.1.3
評価基準 タイプA1及びタイプA2の評価基準は,7.1及び7.2による。また,平均値の記述に関
する必要事項は8.に示す。
6.2
タイプB−触針先端用標準片
6.2.1
タイプB1 この標準片の丸底の狭い溝は,半径r及び深さdによって与えられる。
6.2.2
タイプB2 この標準片は,共通の基板上に6.2.2.1及び6.2.2.2に示す二つ以上の溝パターンをもつ。
6.2.2.1
触針先端に敏感な溝 Raの値が触針先端の大きさの影響を受けるようなRSm(粗さ曲線要素の
平均長さ)及び頂角αをもち,鋭い山頂及び谷底からなる二等辺三角形(図3参照)。
図3 タイプB2の溝(触針先端に敏感な溝)
6.2.2.2
触針先端に鈍感な溝 Raの値が触針先端の大きさの影響を受けないような近似的な正弦波又は
円弧の溝(図4参照)。
図4 タイプB2の溝(触針先端に鈍感な溝)
6.2.2.3
評価基準 タイプB2の評価基準は7.3による。
6.2.3
タイプB3 この標準片は,評価対象とする触針の半径及び頂角よりも小さい半径及び頂角をもつ
鋭く突き出たエッジである。
タイプB3の評価基準は,7.4による。
6.3
タイプC−間隔用標準片
6.3.1
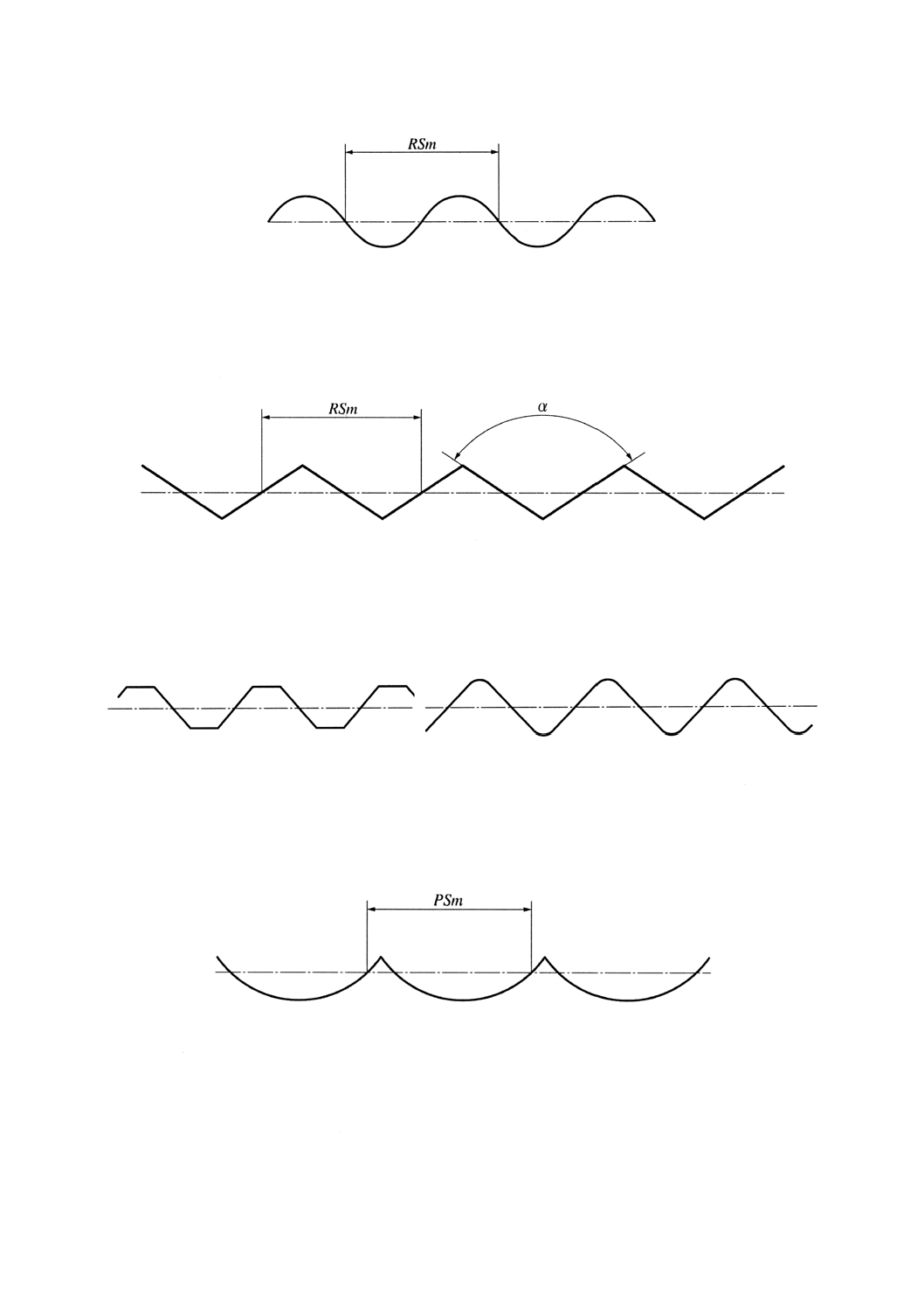
タイプC1−正弦波の溝 この標準片は,正弦波状の断面形状をもち,RSm及びRaによって特性
が与えられる。これらの値は,触針先端半径及びフィルタの影響を受けないように選ばなければならない
(図5参照)。
タイプC1の評価基準は,7.5による。
6
B 0659-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5 タイプC1の溝
6.3.2
タイプC2−二等辺三角形の溝 この標準片は,二等辺三角形の断面形状をもち,RSm及びRaに
よって特性が与えられる。これらの値は,触針先端半径及びフィルタによる影響を受けないように選ばな
ければならない(図6参照)。
タイプC2の評価基準は,7.5による。
図6 タイプC2の溝
6.3.3
タイプC3−疑似正弦波の溝 この標準片は,三角形の山頂及び谷底を丸めるか,又は平らにした
疑似正弦波の断面形状をもち,RSm及びRaによって特性が与えられる。その全高調波成分の二乗平均平
方根 (rms) は,基本波のrms値の10%以下でなければならない(図7参照)。
タイプC3の評価基準は,7.5による。
図7 タイプC3の溝
6.3.4
タイプC4−円弧の溝 この標準片は,円弧を連ねた断面形状をもち,PSm(断面曲線要素の平均
長さ)及びPa(断面曲線の算術平均高さ)によって特性が与えられる。これらの値は,触針又はフィルタ
による減衰が無視できるように選ばなければならない(図8参照)。
タイプC4の評価基準は,7.5による。
図8 タイプC4の溝
6.4
タイプD−粗さ用標準片
6.4.1
タイプD1−一方向に不規則な輪郭形状 この標準片は,Ra及びRz(最大高さ粗さ)によって特性
が与えられる。これは不規則な輪郭曲線が標準片の測定方向に5λc間隔で繰り返される波形である。この
標準片の測定方向に直角な輪郭曲線の形状は一定である(図9参照)。
タイプD1の評価基準は,7.5による。
7
B 0659-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図9 タイプD1の溝(5λc間隔で繰り返される輪郭曲線)
6.4.2
タイプD2−半径方向に不規則な輪郭形状 この標準片は,Ra及びRzによって特性が与えられる。
これは不規則な輪郭曲線が標準片の半径方向に5λcの間隔で繰り返される波形である。この標準片の測定
方向に直角な円周方向の輪郭曲線の形状は一定である(図10参照)。
タイプD2の評価基準は,7.5による。
図10 タイプD2の溝(5λc間隔で繰り返される輪郭曲線)
6.5
タイプE−座標用標準片
8
B 0659-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.5.1
タイプE1−精密な球又は半球 この標準片は,半径及びPt(断面曲線の最大断面高さ)によって
特性が与えられる。
備考 触針式表面粗さ測定機の縦方向の全測定範囲において,球又は半球の最高点の左右どちらに測
定しても(触針の先端球以外の部分が接触しないで)触針先端が接触する球又は半球の半径で
なければならない。
6.5.2
タイプE2−精密な台形プリズム この標準片は,各面間の角度及び各面のPtによって特性が与え
られる。
備考 触針式表面粗さ測定機の縦方向の全測定範囲において,プリズム全体について左右どちらに測
定しても(触針先端球以外の部分が接触しないで)触針先端が接触するような台形断面の大き
さ及び形状でなければならない。この標準片の上面の長さは,安定して平行調整できるように
十分長くなければならない(図11参照)。
図11 タイプE2−精密な台形プリズム
7. 標準片の測定量の評価基準
7.1
タイプA1 未知数α,β及びhを含む次の式を,溝幅の3倍の長さの輪郭曲線に最小二乗法によって
当てはめる(図12参照)。
Z=α×X+β+h×δ
変数δは領域A及びBにおいて数値 “+1” を,また,領域Cにおいて数値 “−1” をとる。溝深さdは,
推定値hの2倍である。
溝の角の丸みの影響を避けるため,溝の両側の上面では溝幅の3分の1に等しい長さを評価の対象から
除き,溝の底面ではその幅の中央の3分の1についてだけ評価する。評価に用いる部分を図12のA,B及
びCによって示す。
(欠陥部分を除き)五つ以上の数の測定箇所は,測定領域全体にわたって均等に分布させる。
9
B 0659-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 溝の両側にある平らな頂部は同一平面にある。
図12 タイプA1の校正値の求め方
7.2
タイプA2 上面を表す最小二乗直線を溝の上部に描く。溝幅の中央の3分の1について最小二乗円
を当てはめる。最小二乗直線から最小二乗円の最低点までを溝の深さとする(図13参照)。
評価に用いる部分を図13のA,B及びCによって示す。
(欠陥部分を除き)五つ以上の数の測定箇所は,測定領域全体にわたって均等に分布させる。
備考 溝の両側にある平らな頂部は同一平面にある。
図13 タイプA2の校正値の求め方
7.3
タイプB2 触針先端に敏感な溝パターンのRaの平均と触針先端に鈍感な溝パターンのRaの平均と
の比は,保証書,もし特別な指示がない場合には,JIS B 0633に従って十分に鋭い(呼び半径2μmより小
さい)触針及びカットオフ値λcの位相補償フィルタを用いて校正しなければならない。
(欠陥部分を除き)18以上の数の測定箇所は,測定領域全体にわたって均等に分布させる。
7.4
タイプB3 図14に示すように,鋭く突き出たかみそりの刃のようなエッジを測定することによっ
て,触針の状態を測定してもよい。r1を触針先端半径,r2をかみそりの刃のエッジ半径とすれば,記録さ
れた輪郭曲線の半径rはr=r1+r2となる。さらに,r2がr1より非常に小さければ,その記録した半径は,
ほぼ触針先端半径に等しくなる。この方法は,送り速度が非常に低く,輪郭曲線を直接記録できる触針式
表面粗さ測定機によってだけ可能である。
10
B 0659-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図14 タイプB3の標準片の使用法
7.5
タイプC1からタイプC4,及びタイプD 該当するJIS(JIS B 0601,JIS B 0631,JIS B 0633及び
JIS B 0651)に従って輪郭曲線を測定し,パラメータを計算しなければならない。
(欠陥部分を除き)12以上の数の測定箇所は,測定領域全体にわたって均等に分布させる。
各標準片に表示されているパラメータの値は,直線基準案内を用い,JIS B 0651に従って測定されたデ
ータにフィルタを掛けた輪郭曲線から求めたものである。一般に,広幅溝は触針先端寸法の影響を受けな
いが,狭幅溝ではその影響を受けるので,触針先端寸法をパラメータの値とともに表示しなければならな
い。
7.6
タイプE1 触針の形状及び触針式表面粗さ測定機の測定範囲の限界内で,輪郭曲線をできるだけ長
く,頂上に対して左右対称に測定しなければならない。
輪郭曲線に当てはめた最小二乗円弧を用いて,Pt及び半径を求めなければならない。
7.7
タイプE2 触針の形状及び触針式表面粗さ測定機の測定範囲の限界内で,台形の上面及びその両側
面を含む長手方向に平行な輪郭曲線を左右対称にできるだけ長く測定しなければならない。
それぞれの面に当てはめた最小二乗直線によって,三つの面の真直度及び台形の上面とその両側面との
間の角度を求めなければならない。
8. 標準片の校正証明書 各標準片を個々に校正した後,ISO 10012-1で定義しているように,標準片に
対して少なくとも次の項目を含む必要最小限の情報を添付しなければならない。
a) 個々の校正値を求めるときに用いた触針先端の有効半径
b) 実行した測定回数を含む校正の詳細
c) それぞれ関連する計測特性に対する校正値の平均及び(GUM又はISO/TS 14253-2,又は両方に従っ
て)推定した拡張不確かさU
d) それぞれの計測特性に関する(平均値からの)標準偏差
11
B 0659-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
e) 校正するときの他の参照条件。例えば,ディジタル評価の基本(横方向の離散化,縦方向の量子化),
及び表示した値が直接測定又は間接測定によって得られたものかどうかの区別
以上の必要情報をできる限り個々の標準片に表示しなければならない。しかし,十分な表示場所がない
場合は,別に記述し,例えば,一貫番号を付けることによって標準片を特定できるようにしてもよい。
備考1. 呼び値は,識別(確認)のためだけに用いる。呼び値と公認値との差は,誤差とはみなさな
い。
2. 公認値とは,触針式表面粗さ測定機を校正するために用いる値のことである。この値は,標
準片の測定領域にわたって定められた数及び測定箇所で測定した値の平均であり,校正に用
いた測定機の既知の誤差はできる限り補正する。測定領域で目に見えるような欠陥は,測定
対象から除かなければならない。校正に用いた測定機で生じる未知で補正できない残差曲線
誤差を認めるために,その限界が推定できる場合,校正値の平均に含まれるある程度の不確
かさは許容される。
12
B 0659-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
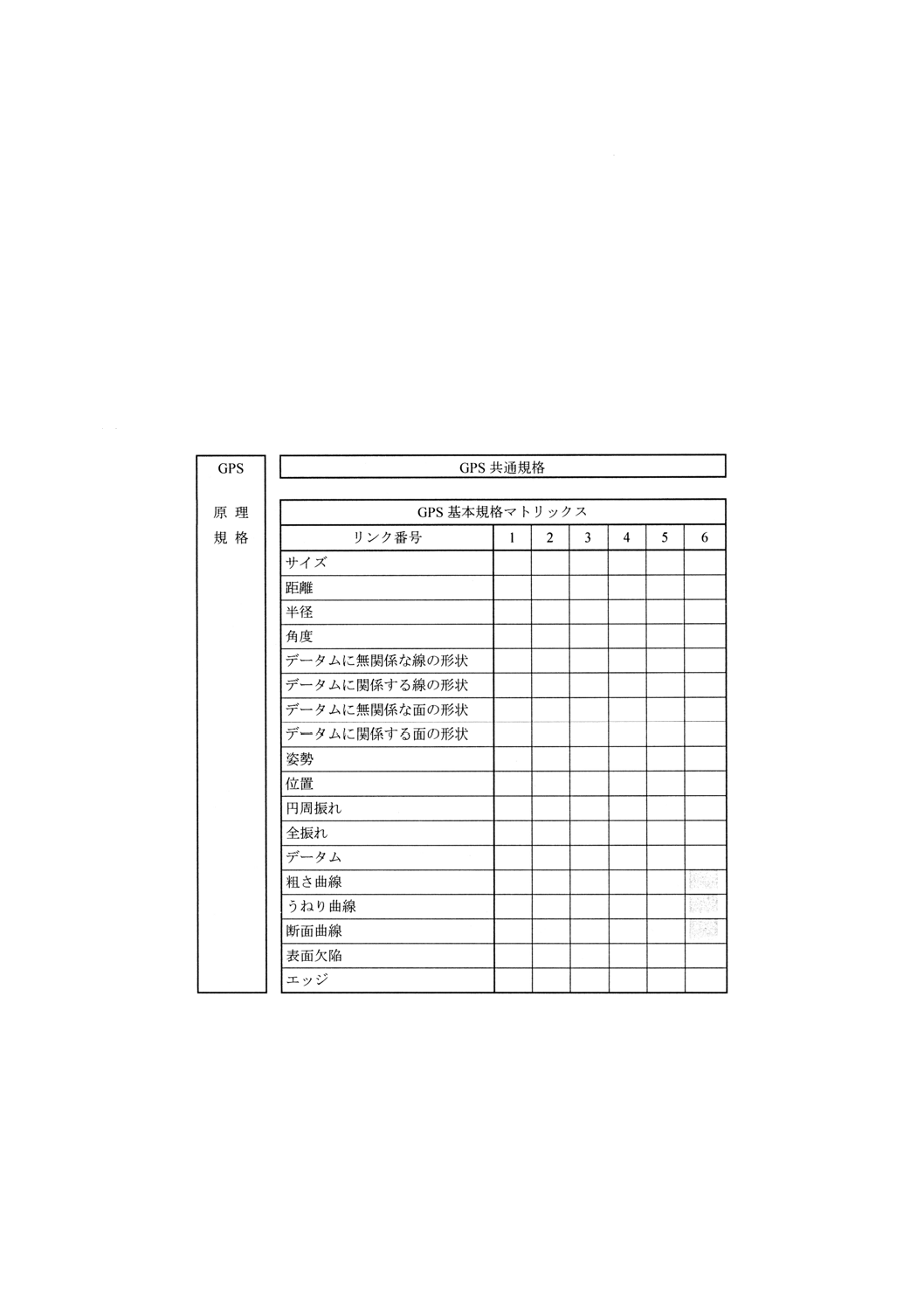
附属書A(参考) GPSマトリックス
GPSマトリックスの詳細は,TR B 0007製品の幾何特性仕様 (GPS) −マスタープランを参照する。
A.1 規格及びその利用についての情報 この規格は,JIS B 0651で定義されているような輪郭曲線方式に
よって表面性状を測定する触針式表面粗さ測定機の校正に用いる標準片を定義する。
A.2 GPSマトリックスにおける位置付け この規格は,図A.1に示すGPSマトリックスの粗さ曲線,うね
り曲線及び断面曲線に関する規格チェーンのリンク番号6にかかわるGPS基本規格である。
A.3 関連国際規格 関連国際規格は,図A.1に示す規格チェーンに含まれる規格である。
図A.1
13
B 0659-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(参考) 参考文献
1. TR B 0007 製品の幾何特性仕様 (GPS) −マスタープラン
備考 ISO/TR 14638 : 1995 Geometrical Product Specifications (GPS) −Masterplanがこの規格と一致し
ている。
14
B 0659-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(参考) 比較用表面粗さ標準片
比較用表面粗さ標準片は,我が国において広く普及しており(旧規格JIS B 0659 : 1996),原国際規格に
はないが,この附属書に参考として残す。
1. 用語の定義
a) 加工模様 機械加工によってできる筋目の模様
b) 原形 標準片を複写,転写などで作るときのもとになる面
c) 標準面 標準片の表面で表面粗さを表す一つの面
2. 形状及び品質
2.1
標準面 標準面は,破損,摩耗,さびなどの少ないものでなければならない。
2.2
表面粗さの範囲 標準面の表面粗さの範囲は,Ra(算術平均粗さ)の呼び値の場合は附属書1表1,
Rz(最大高さ粗さ)及びRzJIS(十点平均粗さ)の呼び値の場合は附属書1表2による。
備考1. 附属書1表1及び附属書1表2に用いた数列は,旧規格JIS B 0601 : 1994の算術平均粗さ,最大
高さ粗さ及び十点平均粗さの標準数列の中の公比2の数列である。
表面粗さの範囲の上限値及び下限値は,次の式で求めてある。
上限値=呼び値×1.12
下限値=呼び値×0.83
有効数値2けたで丸めてある。
2. 他の呼び値の数列の標準片が必要である場合は,附属書1表3から選ぶ。この場合の表面粗
さの範囲の上限値及び下限値は,備考1.による。
3. Raの標準数列は,附属書1表3の0.008から400までの範囲とする。
4. Rz及びRzJISの標準数列は,附属書1表3の0.025から1 600までの範囲とする。
附属書1表1 Raの呼び値による比較用標準片の範囲
単位 μm
Raの呼び値
0.025 0.05
0.1
0.2
0.4
0.8
1.6
3.2
6.3
12.5
25
50
Raの範囲
上限値
0.03
0.06
0.11
0.22
0.45
0.90
1.8
3.6
7.1
14
28
56
下限値
0.02
0.04
0.08
0.17
0.33
0.66
1.3
2.7
5.2
10
21
42
附属書1表2 Rz及びRzJISの呼び値による比較用標準片の範囲
単位 μm
Rz及びRzJISの呼び値
0.1
0.2
0.4
0.8
1.6
3.2
6.3
12.5
25
50
100
200
Rz及びRzJISの
範囲
上限値
0.11
0.22
0.45
0.90
1.8
3.6
7.1
14
28
56
112
224
下限値
0.08
0.17
0.33
0.66
1.3
2.7
5.2
10
21
42
83
166
15
B 0659-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1表3 標準数列
単位 μm
0.008
0.010
0.012
0.125
1.25
12.5
125
1 250
0.016
0.160
1.60
16.0
160
1 600
0.020
0.20
2.0
20
200
0.025
0.25
2.5
25
250
0.032
0.32
3.2
32
320
0.040
0.40
4.0
40
400
0.050
0.50
5.0
50
500
0.063
0.63
6.3
63
630
0.080
0.80
8.0
80
800
0.100
1.00
10.0
100
1 000
3.3
形状及び大きさ 標準面の形状は,平面,円筒外面又は円筒内面とする。標準面の加工模様に直角
な方向の辺の長さは,附属書1表4による。
3.4
標準面の状態 標準面は,その加工法の特徴をよく表しているものでなければならない。
3.5
製造方法 標準面の製造は,次のいずれかの方法による。
a) 原形を電鋳加工によって正転写する。
b) 原形からプラスチックで正転写を作り,金属加工面と同じような触覚,視覚をもつようにコーティン
グなどを施す。
c) 直接機械加工する。
附属書1表4 表面粗さの呼び値による比較用標準片の大きさ
Raの呼び値 μm
0.025
0.05
0.1
0.2
0.4
0.8
1.6
3.2
6.3
12.5
25
50
Rz及びRzJISの呼び値 μm
0.1
0.2
0.4
0.8
1.6
3.2
6.3
12.5
25
50
100
200
辺の長さ mm
20以上
30以上
50以上
4. 検査
4.1
測定方法 標準片の表面粗さは,JIS B 0651の検査項目に合格した測定機で測定する。
4.2
検査項目 標準片の検査は,次の項目について行い,それぞれの要求を満たさなければならない。
a) 標準面の表面粗さ 面内の任意の5か所で測定し,その平均値が附属書1表1及び附属書1表2に示
す範囲になければならない。
b) 標準面内のばらつき 5個の測定値のばらつきは,その平均値の±15%以内になければならない。
備考 原形を測定し,a)及びb)の各項目を満足すれば,標準片について測定しなくてもよい。ただし,
原形を測定する場合の測定箇所の数は,10以上とする。
5. 表示
5.1
製品又は容器の表示 標準片又は容器には,次の事項を表示しなければならない。
a) 製造業者名又はその略号
b) 製造年若しくはその略号,又は製造年月若しくはその略号
c) 表面粗さの呼び値の表示
d) 標準面の加工法の種類
16
B 0659-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2
粗さ曲線の表示 標準片には,標準面(原形から複写したものについては原形)の粗さ曲線を添付
しなければならない。
1
7
B
0
6
5
9
-1
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(参考) JISと対応する国際規格との対比表
JIS B 0659-1 : 2002 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式;測定
標準−第1部:標準片
ISO 5436-1 : 2000
製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式;測定
標準−第1部:標準片
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異
の項目ごとの評価及びその内容
表示箇所:本体
表示方法:点線の下線
(V)JISと国際規格との技術的差異の
理由及び今後の対策
項目番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
1.適用範囲
輪郭曲線方式の触針式表面粗さ
測定機の計測特性の校正にエタ
ロン(実量器)として用いる標
準片の特性を規定。
ISO
5436-1
1.
JISに同じ
IDT
2.引用規格
JIS B 0601, JIS B 0631
2.
ISO 4287, ISO 12085
IDT
JIS B 0633, JIS B 0651
ISO 4288, ISO 3274
IDT
ISO 10012-1,
ISO 10012-1,
IDT
ISO/TS 14253-2,
ISO/TS 14253-2
VIM
−
MOD/削除
VIMを削除
“3.定義”に合わせて,VIMを削除
し,JIS Z 8103を追加した。
JIS Z 8103
−
MOD/追加
JIS Z 8103を追加
3.定義
JIS B 0611, JIS B 0651及びJIS
Z 8103による。
3.
ISO 3274, ISO 4287及
びVIMによる。
MOD/変更
VIMを削除し,JIS Z
8103を追加
我が国固有の日本語による計測関係
の用語を統一して用いるために,
VIMを削除しJIS Z 8103を追加し
た。言語による違いであり,技術的
な差異はない。日本語による統一的
な用語の使用であるため,将来とも
維持する必要がある。
4.標準片の設計
要求事項
標準片の材料及び大きさについ
ての一般的な要求事項
4.
JISに同じ
IDT
−
1
8
B
0
6
5
9
-1
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(1)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異
の項目ごとの評価及びその内容
表示箇所:本体
表示方法:点線の下線
(V) JISと国際規格との技術的差異の
理由及び今後の対策
項目番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
5.標準片のタイ
プ,目的及び計
測特性
標準片のタイプ及びその使用目
的並びに計測特性
5.
JISに同じ
IDT
−
6.標準片の要求
事項
各標準片の詳細
6.
JISに同じ
IDT
−
7.標準片の測定
量の評価基準
測定量の評価方法
7.
JISに同じ
IDT
−
8.標準片の校正
証明書
標準片に添付する項目
8.
JISに同じ
IDT
−
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
− IDT ·················· 技術的差異がない。
− MOD/削除 ········· 国際規格の規定項目又は規定内容を削除している。
− MOD/追加 ········· 国際規格にない規定項目又は規定内容を追加している。
− MOD/変更 ········· 国際規格の規定内容を変更している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
− MOD ················ 国際規格を修正している。
19
B 0659-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
粗さ関係JIS原案作成委員会 構成表
氏名
所属
(委員長)
* 塚 田 忠 夫
明治大学理工学部
(幹事)
◎ 谷 村 吉 久
経済産業省産業技術総合研究所計量研究所
(委員)
穐 山 貞 治
経済産業省産業技術環境局
* 荒 井 正 敏
株式会社東京精密
* 加 納 孝 文
株式会社ミツトヨ
* 桑 田 浩 志
有限会社桑田設計標準化研究所
* 坂 野 憲 幾
経済産業省産業技術総合研究所計量研究所
* 笹 島 和 幸
東京工業大学情報理工学研究科
佐 藤 隆
株式会社東芝
野 口 昭 治
日本精工株式会社
橋 本 進
財団法人日本規格協会技術部
太 箸 孝 善
石川島播磨重工業株式会社
* 宮 下 勤
テーラーホブソン株式会社
* 宮 本 紘 三
株式会社小坂研究所
* 柳 和 久
長岡技術科学大学
(事務局)
杉 田 光 弘
財団法人日本規格協会技術部
増 森 かおる
財団法人日本規格協会技術部
備考 ◎印はWG主査,*印はWG委員兼務を示す。
(文責 塚田 忠夫)
日本工業標準調査会標準部会 機械要素技術専門委員会 構成表
氏名
所属
(委員会長)
大 園 成 夫
東京電機大学工学部精密機械工学科
(委員)
加 藤 伸 一
社団法人自動車技術会
川 口 俊 充
日本工具工業会
黒 澤 富 蔵
産業技術総合研究所
桑 田 浩 志
有限会社桑田設計標準化研究所
清 水 雄 輔
社団法人日本バルブ工業会
庄 野 敏 臣
社団法人日本工作機械工業会
筒 井 康 賢
産業技術総合研究所
真 弓 透
社団法人日本ベアリング工業会
丸 山 一 男
工学院大学機械工学科
望 月 正 紀
社団法人日本ねじ工業協会