B 0642:2010
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 2
4 略号······························································································································ 10
5 (測定器の)設計特性 ······································································································ 11
5.1 一般 ··························································································································· 11
5.2 指示測定器における一般的な設計特性 ··············································································· 11
5.3 実量器における一般的な設計特性····················································································· 12
6 (測定器の)計測特性 ······································································································ 12
6.1 一般 ··························································································································· 12
6.2 計測特性の識別,定義及び選択························································································ 13
6.3 指示測定器における一般的な計測特性 ··············································································· 14
6.4 実量器−一般的な計測特性······························································································ 16
7 計測特性の表示方法及び規定方法 ······················································································· 17
7.1 一般 ··························································································································· 17
7.2 特性曲線の表示−固定ゼロ及び浮動ゼロ ············································································ 17
7.3 統計的な計測特性の表示 ································································································ 19
7.4 一つの値をもつ計測特性の規定方法 ·················································································· 20
7.5 測定範囲内で定義された計測特性の規定方法 ······································································ 20
7.6 二次元又は三次元の範囲で定義された計測特性の規定方法 ···················································· 24
8 計測特性の校正 ··············································································································· 25
8.1 測定器の製造業者 ········································································································· 25
8.2 測定器の使用者 ············································································································ 25
9 表示······························································································································ 25
附属書A(参考)測定器の製品規格の一般要求事項及びその手引 ·················································· 26
附属書B(参考)測定器の要求事項の仕様書 ············································································· 28
附属書C(参考)GPSマトリックスとの関係 ············································································ 30
附属書JA(参考)浮動ゼロの表現方法 ···················································································· 32
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 35
B 0642:2010
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本機械学会(JSME)及び財団法
人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工
業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格
JIS
B 0642:2010
製品の幾何特性仕様(GPS)−
測定器の一般的な概念及び要求事項
Geometrical product specifications (GPS)-
General concepts and requirements for GPS measuring equipment
序文
この規格は,2006年に第1版として発行されたISO 14978を基とし,JISとして最大許容誤差の具体的
な数値を規定するなど,技術的内容を変更して作成した日本工業規格である。
この規格は,製品の幾何特性仕様(GPS)の一つで,GPS基本規格に属し,すべての幾何特性の規格チ
ェーンのリンク番号5及び6に関係している。この規格と他のGPS規格との関連については,附属書C
を参照。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JBに示す。また,附属書JAは対応国際規格にはない事項である。
1
適用範囲
この規格は,一般的な測定器,例えば,マイクロメータ,ダイヤルゲージ,ノギス,ハイトゲージ及び
ブロックゲージの一般要求事項,用語,定義,設計特性及び計測特性について規定し,関連する規格に対
して一般的な基礎となる。ただし,更に複雑な測定器についても適用することができる。この規格は,測
定器の規格の開発及び規格の内容を決定するときの手引でもある。
また,この規格は,製造業者(供給者)と使用者(顧客)との間の相互伝達を容易にし,測定器の仕様
を明確にすることを目的としている。さらに,校正,工作物測定などの,企業内での品質保証の測定プロ
セスで使用される測定器の特性を決定し,選択するための手引にもなる。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 14978:2006,Geometrical product specifications (GPS)−General concepts and requirements for
GPS measuring equipment(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0021 製品の幾何特性仕様(GPS)−幾何公差表示方式−形状,姿勢,位置及び振れの公差表示
方式
注記 対応国際規格:ISO 1101,Geometrical Product Specifications (GPS)−Geometrical tolerancing−
2
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Tolerances of form, orientation, location and run-out(MOD)
JIS B 0022 幾何公差のためのデータム
注記 対応国際規格:ISO 5459,Technical drawings−Geometrical tolerancing−Datums and datum-
systems for geometrical tolerances(MOD)
JIS B 0641-1 製品の幾何特性仕様(GPS)−製品及び測定装置の測定による検査−第1部:仕様に対
する合否判定基準
注記 対応国際規格:ISO 14253-1,Geometrical Product Specifications (GPS)−Inspection by
measurement of workpieces and measuring equipment−Part 1: Decision rules for proving
conformance or non-conformance with specifications(IDT)
JIS B 0680 製品の幾何特性仕様(GPS)−製品の幾何特性仕様及び検証に用いる標準温度
注記 対応国際規格:ISO 1,Geometrical Product Specifications (GPS)−Standard reference temperature
for geometrical product specification and verification(IDT)
JIS Z 8103 計測用語
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0641-1及びJIS Z 8103によるほか,次による。
3.1
測定器,ME(measuring equipment)
指定され,定義された測定を行う測定プロセスを実行するために必要となる装置,標準器及び/若しく
は補助装置,又はこれらの組合せ。
注記 この定義には,例えば,指示測定器(3.2)及び実量器(3.3)を含む。
3.2
指示測定器(indicating measuring instrument)
測定量の値を指示する測定器。
注記1 表示は,アナログ又はデジタルである。
注記2 一つ以上の測定量が同時に表示可能である。
注記3 指示測定器には,記録が可能なものもある。
例1 アナログの機械式ダイヤルゲージ
例2 デジタルノギス
例3 マイクロメータ
3.3
実量器(material measure)
ある量の既知の値を恒常的に再現する器具。
例1 ブロックゲージ
例2 ボールプレート
例3 アングルブロック
例4 限界ゲージ(例えば,すきまゲージ)
例5 表面粗さ標準片
例6 巻き尺
注記1 実量器は,測定器の概念に含まれる。
3
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記2 例は,長さの例を示す。
3.4
単一特性の測定器(mono-characteristic measuring equipment)
一つの計測特性によって特徴付けた測定器。
注記1 単一特性の測定器は,この規格で実際の複数特性の測定器の場合と対比させた単純化した理
論的な概念である。
注記2 特に不確かさを評価する場合は,簡略化のために複数特性の測定器(3.5)を“ブラックボッ
クス”とみなすことで,単一特性の測定器であると仮定する。
3.5
複数特性の測定器(multi-characteristic measuring equipment)
二つ以上の計測特性によって特徴付けた測定器。
注記 すべての測定器は,複数特性である(3.4の注記2参照)。
3.6
測定プロセス(measurement process)
測定を実現するために関係する作業,作用及び資源の集合。
注記1 この用語は,測定器の校正及び測定物の測定のための一般的な用語として用いる。
注記2 資源には,人も含む。
3.7
測定器の限定的使用(intended use)
測定器を制限して使用する測定プロセス。
注記 限定的使用では,校正に必要な計測要求の数を減らすことができる。
3.8
測定器の校正(calibration)
特定した条件の下で,測定器若しくは測定システムによって表示された量,又は実量器若しくは標準物
質によって示された量と標準によって実現した値との関係を確定する一連の操作。
注記1 校正の結果は,指示値の測定量への変換,又は補正の必要性について決定する。
注記2 校正は,影響量の作用のような他の計測上の性質を決定する。
注記3 校正の結果は,校正証明書又は校正報告書に記録する。
3.9
計測特性の校正(calibration of a metrological characteristic)
個々の条件で,計測上の特性値と標準によって実現した値との対応関係を確定するための一連の操作。
注記 例えば,外側マイクロメータの測定面の平面度及び平行度のように,測定器による測定結果と
適合するために数学的,又は幾何学的な変換を必要とする量として計測特性を定義し,校正す
る。
3.10
測定器の総合的な校正(global calibration)
測定器のすべての計測特性の校正。
注記1 総合的な校正は,その測定器の限定的使用が校正のときに未知の場合,又は新しい測定器の
提供に関連して設定された仕様の検証のための受入検査に使用できる。
注記2 企業の計測システムの日常操作においては,総合的な校正は,通常必要はない(3.11参照)。
4
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.11
測定器の作業関連校正(task-related calibration)
限定的使用に対する測定の不確かさに影響する計測特性だけの校正。
注記1 通常,測定器の作業関連校正は,限定的使用に対する測定の不確かさに大きく影響する計測
特性だけの校正を含む。
注記2 測定器の作業関連校正は,総合的な校正とは別に,より経済的な手順で実施し,特定の不確
かさ要因に使用するために最適化した情報を供給するよう計画する。
3.12
(測定器の)計測特性,MC(metrological characteristic)
測定結果に影響する測定器の特性。
注記1 計測特性は,直接,不確かさに影響する(箇条6参照)。
注記2 計測特性は,数値で表し,測定器の測定結果の単位とは異なる単位で評価する場合がある。
注記3 測定器は,通常,幾つかの計測特性をもつ。
注記4 計測特性が校正の対象となる場合がある(3.10及び3.11参照)。
3.13
(測定器の)設計特性,DC(design characteristic)
測定に直接影響しない測定器の特性。
注記 設計特性は,例えば,互換性,目盛線及びデジタル表示の読取りやすさ,耐摩耗性などに影響
する(箇条5参照)。
3.14
(測定器の)計測要求,MR(metrological requirement)
計測特性に対する要求。
注記1 計測要求は,測定する製品/形体の仕様要求から作成するか,又は一般的な原則によって決
定する。
注記2 計測要求は,最大許容誤差(MPE,3.21参照),又は許容限界(MPL,3.20参照)として表
記する。
注記3 測定器は,各計測特性に対して,通常,幾つかの計測要求をもつ。
3.15
(測定器の)設計要求,DR(design requirement)
設計特性に対する要求。
注記1 設計要求は,測定器の限定的使用から作成するか,又は一般的な原則及び与えられた規格に
よって決定する。
注記2 設計要求は,寸法形状,材料要件,入出力条件などによって与える(箇条5参照)。
3.16
(測定器の)(指示)誤差[error (of indication)]
測定器の指示値から対応する入力量としての真の値を差し引いた値。
真の値は,決定できないため,実際には取決めによる真の値を用いる。
注記1 この概念は,主として測定器が参照標準と比較する場合に適用する。
注記2 実量器の指示値は,それに値付けされた値である。
5
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.17
実計測特性値(value of the actual metrological characteristic)
校正によって求めた計測特性の値。
3.18
計測特性の誤差(偏差)[error (deviation value) of a metrological characteristic]
実際の計測特性を表した誤差値。実際の値から特性の理想値を差し引いた値。
注記1 計測特性の誤差は,実際の測定器の測定結果以外のほかの単位で評価してもよい。
注記2 この用語は,複数特性の測定器に使用する。
3.19
(単一特性測定器の)最大許容誤差(maximum permissible errors)
単一特性測定器の仕様,規定などによって許容する誤差の最大値。
7.5及び図9〜図11に示す。
注記1 この用語は,単一計測特性の測定器だけに適用する。
注記2 この用語及び定義は,一般に測定器の仕様に適用しない。また,複数特性の測定器の計測特
性の概念でもない。この用語の代わりに,3.20又は3.21を使用する。
3.20
計測特性の許容限界,MPL(permissible limits of a metrological characteristic)
測定器の仕様,規定などによって許容する特性値の限界値。
計測特性及びMPL関数については,7.5.5及び図12に示す。
注記 MPLは,一つの値若しくは幾つかの値の,集合又は関数である(MPL関数)。
3.21
計測特性の最大許容誤差,MPE(maximum permissible errors of a metrological characteristic)
測定器の仕様,規定などによって許容する計測特性の誤差の最大値。
計測特性及びMPE関数については,7.5及び図9〜図11に示す。
注記 MPEは,一つの値若しくは幾つかの値の,集合又は関数である(MPE関数)。
3.22
(単一特性測定器の)繰返し性(repeatability)
単一特性測定器を用いて,同じ条件下で同一の測定量を繰返し測定したとき,ほぼ同等の指示値を示す
測定器の能力。
注記1 条件には,次のものを含む。
− 観測者による変動の最小化
− 同一の測定手順
− 同一の観測者
− 同一の条件下で用いる同一の測定器
− 同一の場所
− 短時間での繰返し
注記2 繰返し性は,指示値の分散を用いて定量的に表すことができる。
注記3 この用語及び定義は,一般に測定器の仕様に適用しない。また,複数特性の測定器の計測特
性の概念でもない。この用語の代わりに,3.23を使用する。
6
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.23
計測特性の繰返し性(repeatability of a metrological characteristic)
同一条件下の繰返し測定で,その計測特性の値がほぼ同様の値を与える測定器の能力。
注記1 この定義は,単一特性測定器の繰返し性(3.22参照)と同じである。
注記2 繰返し性は,指示の特性値の分散を用いて定量的に表すことができる。
3.24
ヒステリシス(hysteresis)
測定器の指示における,先の物理的な刺激の向きに依存する特性。
注記 例えば,ヒステリシスは,刺激の方向が変化した後の移動した距離に依存することもある。
3.25
識別能(しきい値)[discrimination (threshold)]
測定器の応答における,検出可能な変化を生じない物理的刺激の最大値。
注記 例えば,識別能は,(内部又は外部の)ノイズ又は摩擦に依存する。これは刺激の値にも依存す
る。
3.26
(表示装置の)分解能(resolution of a displaying device)
表示装置における,識別可能な最小の指示値間の差。
注記1 この定義は,記録装置にも適用する。
注記2 6.3.2.3を参照。
注記3 デジタル表示装置において,分解能は,デジタルステップと等しい。
3.27
デジタルステップ(digital step)
デジタル表示装置において,変化し得る最小けた(桁)。
3.28
アナログスケール(analogue scale)
図1及び図2を参照。
7
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
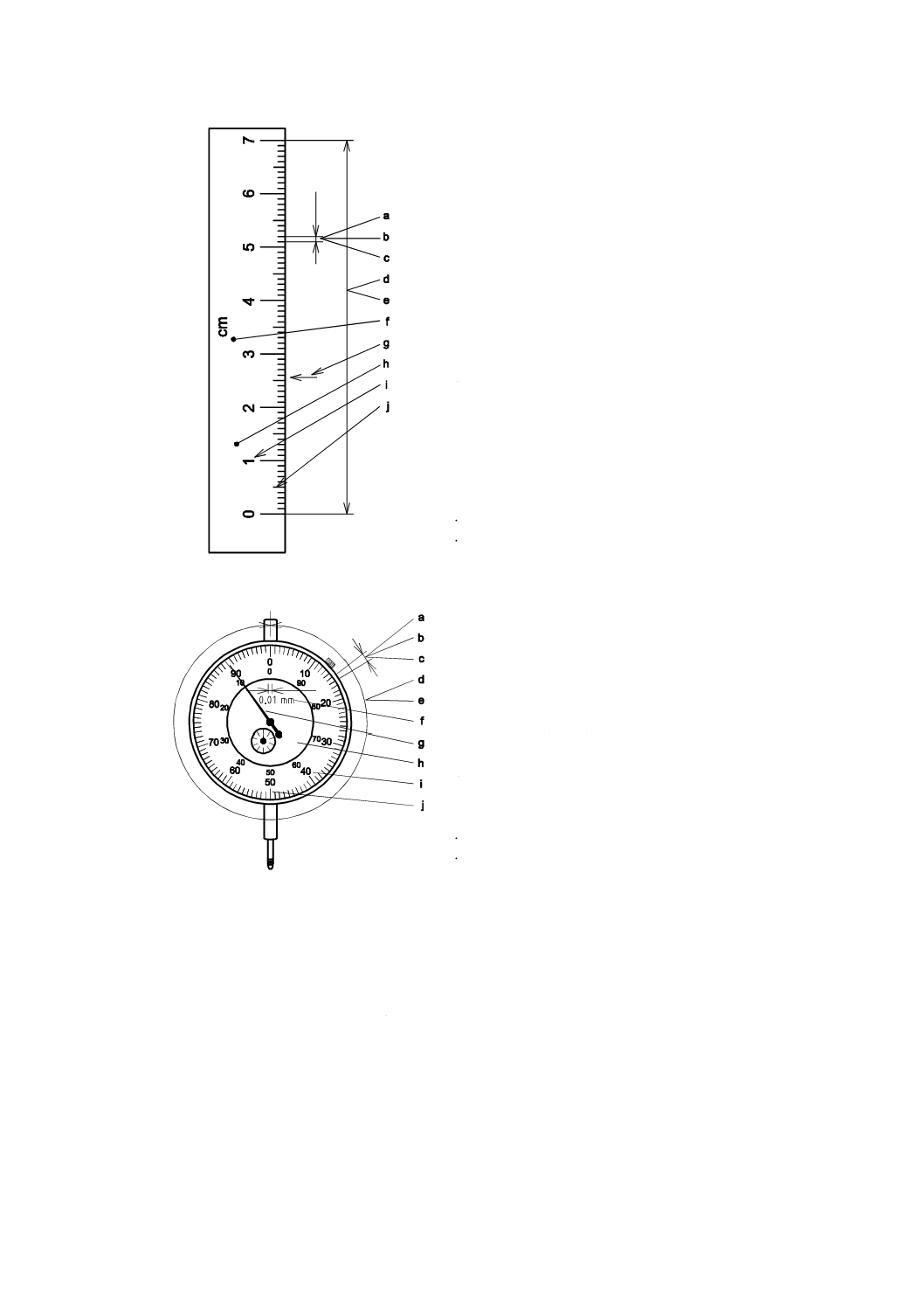
a
目(3.28.1)
b
目量(3.28.2):この例では0.1 cm。
c
目幅(3.28.3):この例では0.1 cm。
d
目盛長さ(3.28.4):この例では7 cm。
e
目盛範囲(3.28.6):この例では0〜7 cm。
目盛スパン(3.28.7):この例では7 cm。
f
刻印された目盛の単位:この例ではcm。
g
指標(3.28.8)
h
目盛面(3.28.9)
i
目盛数字(3.28.10):この例では0,1,…,7。
j
目盛線(3.28.11)
図1−アナログ直線目盛に関する用語
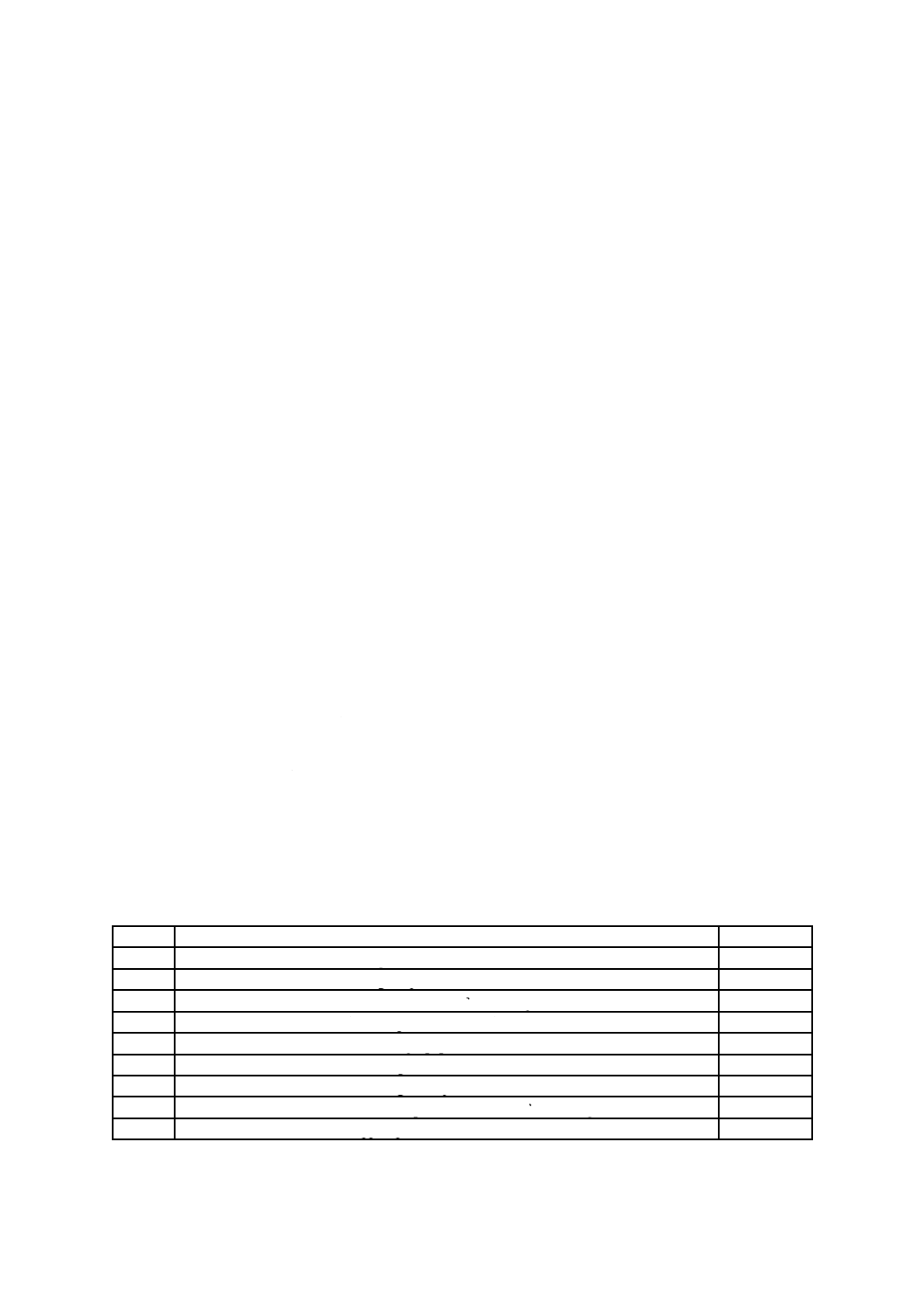
a
目(3.28.1)
b
目量(3.28.2):この例では0.01 mm。
c
目幅(3.28.3):この例では0.9 mm。
d
目盛長さ(3.28.5):この例では約90 mm。
e
目盛範囲(3.28.6):この例では0〜1 mm。
目盛スパン(3.28.7):この例では1 mm。
f
刻印された目盛の単位:この例では0.01 mm。
g
指標(3.28.8)
h
目盛面(3.28.9)
i
目盛数字(3.28.10):この例では2組ある。
j
目盛線(3.28.11)
図2−アナログ円形目盛に関する用語
3.28.1
目(scale division)
二つの隣り合う目盛線の各々の間の部分。
注記 例えば,二つの隣り合う目盛線間の空間。
3.28.2
目量(scale interval)
目盛に表示された単位で,二つの隣り合う目盛線間に相当する量。
3.28.3
目幅(scale spacing)
8
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
二つの隣り合う目盛線間の距離。
注記 例えば,二つの隣り合う目盛線間の物理的な距離。
3.28.4
アナログ直線目盛の目盛長さ(scale length)
最初の目盛線から最後の目盛線までの間の物理的な長さ。
3.28.5
アナログ円形目盛の目盛長さ(scale length)
すべての最短目盛線の中心を通る円の物理的な円周長さ。
3.28.6
目盛範囲(scale range)
指示の両限界に挟まれた範囲。
注記 目盛範囲の最小値は,必ずしもゼロではない。例えば,内側マイクロメータでは,5 mmから
開始するものもある。
3.28.7
目盛スパン(scale span)
目盛範囲の両限界間の差。
3.28.8
指標(index)
針,矢などの形状の実体をもち,目盛に対する位置によって,指示値を決定できる表示装置の固定又は
可動部分。指針。
3.28.9
目盛面(face dial)
目盛のある物理的な面。
3.28.10
目盛数字(scale numbering)
目盛線によって連結し,順序よく並んだ数値の組合せ。
3.28.11
目盛線(scale mark)
目盛を構成する線。
3.29
固定ゼロ(fixed zero)
指示誤差がゼロになるように固定した基準点(固定基準点)を基準として,指示誤差を表す方法。
固定基準点とは,ある一点での指示誤差をゼロとしたときの点。
3.30
浮動ゼロ(floating zero)
指示誤差がゼロになるように基準点(浮動基準点)を動かして,指示誤差を表す方法。
浮動基準点とは,指示誤差がゼロになるように測定範囲内で動かした任意の一点。
3.31
固定ゼロ誤差(fixed zero error)
固定基準点に対する指示誤差で,ある一点での指示誤差をゼロとしたときの,他の点での指示誤差。

9
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.32
浮動ゼロ誤差(floating zero error)
基準点を浮動させた状態で,ある測定長さを測定したときの指示誤差。
3.33
基準点(reference point)
測定器の範囲内で設定した評価のための基準点。
3.34
公称範囲(nominal range)
測定器の個々の設定によって制限した,指示の範囲。
注記 公称範囲は,通常,上限及び下限で決定する。例えば,24.5 mmから50.6 mmまで。
下限がゼロの場合,公称範囲は,上限だけで決定する(図3参照)。
3.35
公称スパン(nominal span)
公称範囲の二つの限界値の差の絶対値。
3.36
測定範囲(measuring range)
指定された限界内に測定器の誤差が納まらなければならない測定値の組。
注記1 誤差は,取決めによる真値に関連して決定される。
注記2 図3に長さにおける例を示す。
注記3 個々の限界は,MPE及びMPLの組として与える。
1
公称範囲(3.34)
:24.5 mmから50.6 mmまで
公称スパン(3.35)
:26.1 mm(50.6 mm−24.5 mm=26.1 mm)
2
測定範囲(3.36)
:25 mmから50 mmまで
測定スパン(3.37)
:25 mm(50 mm−25 mm=25 mm)
3
プリレンジ(3.38)
:24.5 mmから25 mmまで
プリスパン(3.39)
:0.5 mm(25 mm−24.5 mm=0.5 mm)
4
ポストレンジ(3.40) :50 mmから50.6 mmまで
ポストスパン(3.41) :0.6 mm(50.6 mm−50 mm=0.6 mm)
注記 例として,25 mm〜50 mmの外側マイクロメータを使用。
図3−範囲及びスパンの用語
3.37
測定スパン(measuring span)
測定範囲の二つの限界値の差の絶対値。
10
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.38
プリレンジ(pre-range)
測定器を測定範囲の下限から最も低い目盛まで設定できる指示の区間(図3参照)。
3.39
プリスパン(pre-span)
二つのプリレンジの限界の幅(図3参照)。
3.40
ポストレンジ(post-range)
測定器を測定範囲の上限から最も高い目盛まで設定できる指示の区間(図3参照)。
3.41
ポストスパン(post-span)
二つのポストレンジの限界の幅(図3参照)。
3.42
連番による識別(serialised identification)
測定器又は測定器の一部を識別するために使用する固有の英数字表示。
測定器の連番による識別は,品質保証上の要求事項である。
注記 製造業者の製造番号は,連番による識別の例である。
3.43
測定器の受入検査(acceptance test)
製造業者が規定した測定器の性能を使用者が検証すること。
注記 測定器の操作方法は,受渡当事者間で一致させる。
3.44
測定器の定期検査(verification test)
測定器の性能を維持し,確認するため,使用者が定期的に検証すること。定期検査は,使用者が規定し,
受入検査と同様な手順で実施する。
4
略号
この規格では,表1の略号を適用する。
表1−略号
略号
用語
参照
DC
設計特性
(Design characteristic)
3.13
DR
設計要求
(Design requirement)
3.15
MPL
計測特性の許容限界
(Permissible limits of a metrological characteristic)
3.20
LSL
下側仕様限界
(Lower specification limit)
JIS B 0641-1
ME
測定器
(Measuring equipment)
3.1
MC
計測特性
(Metrological characteristic)
3.12
MR
計測要求
(Metrological requirement)
3.14
MPE
計測特性の最大許容誤差 (Maximum permissible errors of a metrological characteristic)
3.21,3.19
USL
上側仕様限界
(Upper specification limit)
JIS B 0641-1
11
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
(測定器の)設計特性
5.1
一般
5.1.1
特性
測定器の設計特性は,たとえ,短期的に影響がないとしても測定結果(例えば,誤差及び測定の不確か
さ)に関して重要である。この設計特性は,測定器の製造業者(供給者),及び/又は使用者(顧客)によ
って機器の仕様の対象となる。これらの重要な設計特性の幾つかは,測定器のタイプ,設計及び限定的使
用に依存する。
幾つかの設計特性は,装置の長期的な計測性能に影響をもつ。例えば,摩耗は,計測特性の一部に影響
する。
5.1.2
測定器のための規格
重要な設計特性は,各々の測定器に関する規格の中で規定の対象となる。
互換性のために,この規格化は,最も重要な設計特性に限定し,測定技術及び測定器の今後の開発を制
限しない。
個々の測定器に関する規格は,設計特性として次の二つの方法で示すことができる。
− 製造業者によって,設計特性を明示的に一覧し,必要,かつ,可能な場合には,その公称値も示す。
− 設計特性及び関連する値,及び/又は規格化した許容限界値の一覧を示す。
これらの設計特性が最も重要な場合においては,二つの方法のうちの一つについて各々の個々の例(測
定器)で評価し,決定するよう規格化する。5.2及び5.3の設計特性のリストは,個々の測定器の規格のた
めの手引として使用する。
一般的に,設計特性の限界値に適合又は不適合かを判定する場合には,JIS B 0641-1の規定を適用する。
5.1.3
測定器の情報提示
測定器の製造業者は,製品に関する情報を顧客に提供することを意図した製品文書,仕様書などの中で
該当する測定器の規格に盛り込める設計特性を示さなければならない。
設計特性に関する追加的な関連情報を提供することは,製造業者にとって有益である(附属書B参照)。
使用者は,追加の設計特性を要求してもよい。この規格は,これらの要求を規定するための道具として
使う。
5.1.4
測定器の日常の使用
設計特性及び要求事項のMPE又はMPLの値は,取引に使用するが,使用者の通常の使用及び検証には
必要でない。
個々の測定器に対する規格の中で規格化された設計特性及び要求事項は,その企業で必要と決めた場合
を除き,計測システムの通常の操作には必要でない。
通常,組織又は企業は,個々の要求及び条件に基づくか,又は測定器のそれぞれのグループに対応した
設計特性を決めてもよい。これらの技術的な決定は,同時に費用の観点で評価され,仕様書に記載しなけ
ればならない(附属書B参照)。
5.2
指示測定器における一般的な設計特性
指示測定器の代表的な設計特性は,その測定器の使用における設計特性の重要性に関係する。次の設計
特性のリストは,すべてを網羅したものではなく,単なる例である。多くの場合,測定器には,特定の設
計特性が測定器の使用方法及びタイプに対して存在する。
− 互換性
例 全体及び詳細な測定,測定範囲,取付け及び/又は固定システムなど,並びに関連する幾何形
12
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
状/公差
− 耐摩耗性
例 測定器の関連した部品の材質,硬さなど
− 耐環境性
例 防水,防じん(塵),電気的保護,腐食防止
− 電気的要件
例 インタフェースプロトコル,電源,その他
− 特別な操作の仕様
例 巻上げ/リフト装置,アライメント装置
− 使用条件の限界
例 最高移動速度,温度範囲,電源及び空気圧の安定性
− 特別附属品
例 定盤,Vブロック,固定装置
5.3
実量器における一般的な設計特性
実量器の代表的な設計特性は,使用するときの特性の重要性に関係する。次の設計特性のリストは,一
例である。多くの場合に,特殊な設計特性が実量器の使用方法に存在する。
− 互換性
例 全体及び詳細な測定,測定範囲,取付け及び/又は固定システムなど,並びに関連する幾何形
状/公差
− 耐摩耗性
例 実量器の関連した部品の材質,硬さなど
− 耐環境性
例 腐食防止
− 使用条件の限界
例 湿度,化学的な環境
− 特別附属品
例 定盤,Vブロック,固定装置
6
(測定器の)計測特性
6.1
一般
6.1.1
特性
測定器の計測特性は,生じる誤差及び不確かさ要因の制御のため,並びに測定の不確かさの評価のため
に重要である。測定の不確かさにおける個々の計測特性の影響は,測定プロセスに依存する。実際の計測
特性の内容及びそれらの実際の数値の大きさに関する知識は,測定プロセスの設計及び測定器の選択の根
拠を与える。測定器における計測特性の繰返し性(3.23参照)は,測定の不確かさの評価のために重要な
情報である。計測特性の繰返し性は,関係するばらつきの標準偏差としても表すことができる。
6.1.2
測定器のための規格
個々の測定器に関する規格の中で,測定器の共通仕様に関する計測特性は,次のことを考慮する。
a) この規格を基に名称及び記号で識別して示し,定義する。
b) MPE又はMPLは,その計測特性を表す記号で示す。
13
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 箇条7に示す一般的な幾つかの計測特性,それらのMPE値又はMPL値の定義,MPE又はMPL関数
などを不必要に繰り返して定義することは避ける。
d) 校正は,異なる校正位置と異なる呼び寸法(スケール上の位置)とを十分な組合せ数だけ変えて,測
定の不確かさが十分に小さくなる手順で実施する。
e) 測定器及びスケール上の位置を変更する測定点数並びに測定の不確かさの大きさは,測定器,標準器,
環境条件,要求仕様などに基づいて規定する。測定点数及び個々の測定点のスケール上の位置は,様々
な要因による指示誤差の波長及び振幅によって規定する。波長が長く振幅が小さいときは,波長が短
く振幅が大きいときよりも測定点数は少なくてよい。したがって,必要な測定点数は,測定器の実際
の設計に左右される。
f)
すべての計測特性及びそれらのMPE又はMPLは,別途,温度を指定しない限り,JIS B 0680に従っ
て20 ℃で評価する。
g) 規格で定めた測定力,移動速度などの操作条件の下で,すべての計測特性及びそれらのMPE値又は
MPL値を求める。
h) 姿勢についての特別な制限がない限り,すべての計測特性及びそれらのMPE値又はMPL値は,可能
なすべての空間姿勢に適用する。
i)
計測特性は,装置に共通な使用方法に従って選択する(6.2参照)。MPE又はMPL(箇条7参照)の
定義及び選択,並びにそれらを明確にさせるために必要な条件は,利用及びその結果が最適になるよ
うな共通の使い方とする。
j)
広く普及している測定器の場合は,MPE及びMPLの具体的な値を規定することが多いが,MPE値又
はMPL値のための空欄を含む表を記載するときもある。MPE値及びMPL値は,受入検査の場合には
製造業者が,定期検査の場合には使用者が規定するのが一般的である。
k) 一般に,MPE値又はMPL値への合否判定には,JIS B 0641-1を適用する。
6.1.3
測定器の情報提示
受入検査では,MPE値若しくはMPL値,又は計測特性の関数は,製造業者(供給者)が規定する。製
造業者は,計測特性及びそれらのMPE値又はMPL値に関する付加的な情報を追加して明記する。製造業
者は,この規格又は個々の測定器の規格によって示されていない規制及び操作条件を準備する。
MPE値又はMPL値,追加情報,条件及び規制に関する情報は,仕様書又は他の文書で製造業者が明示
する。使用者は,これらの情報を仕様書(附属書B参照)に記入する。
6.1.4
測定器の校正
使用者は,不確かさの見積り(ISO/TS 14253-2:1999参照)によって,主に影響する計測特性を列挙し,
理解する。
専門家の判断及び過去の知識を不確かさの評価手順において使用できる。校正手順もまた,専門家の判
断及び過去の知識を用いた不確かさの見積りを基に決定する。
計測特性の校正は,調査によるか,又は過去の知識によるかに関係なく,計測特性の繰返し性を考慮に
入れて行う。これは校正手順の最初に実施する。
使用者の校正又は定期検査のためのMPE値若しくはMPL値,又は計測特性の関数は,使用者が規定す
る。
6.2
計測特性の識別,定義及び選択
測定器の計測特性は,幾つかの方法を選択し定義する。可能な場合には,計測特性,及びその計測特性
に対する要求事項の定義(MPE又はMPLの定義)は,必要な条件を含め,次の事項を考慮して選択し,
14
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
定義する。
− 測定器の一般的かつ限定的使用(例えば,通常の操作及び作業者)− 一般的な不確かさの要因を手引
として用いてよい。
− 他の計測特性との独立性
− 測定プロセスにおける測定器の測定の不確かさ
− 測定器に固有の物理的な原理の関連性
− 保守作業及びそれに伴う誤差同定
− 測定器の部品及び機能の関係
− 測定原理又は方法
− 他の計測特性と比較した重要度
特別な場合には,ニーズ及び測定器の意図した使用によりよく適合させるために,この規格に示された
以外の計測特性を定義することは,使用者にとって有益である。
6.3
指示測定器における一般的な計測特性
6.3.1
一般
多くの場合に,次のような計測特性が指示測定器に関連する。仕様及びMPE又はMPLの定義は,7.5
による。
6.3.2
目量及び分解能
6.3.2.1
一般
アナログ測定器では,目量若しくは分解能,又は目量及び分解能の両方は,関連する計測特性であり,
測定器の個別規格に明示しなければならない。目量,アナログの分解能,及びデジタル読取りのデジタル
ステップは,装置の不確かさ要因の下限を決定する。
6.3.2.2
目量
(3.28.2参照)
6.3.2.3
読取りの分解能
“分解能”(3.26参照)は,目量より小さくできるが,目盛の設計並びに目盛線及び指針の品質に依存す
る。
6.3.3
デジタルステップ
“デジタルステップ”(3.27参照)は,デジタル読取りの分解能であり,表示しなければならない情報で
ある。
6.3.4
指示誤差
“指示誤差”(3.16参照)は,箇条7に規定するMPE関数で定義し,明示しなければならない。次に示
すような条件を明示することは,重要である。
− 固定ゼロ又は浮動ゼロ
− 一方向への移動によるものか,又は両方向の移動によるものか(ヒステリシスを含む。)。
− 他の条件,例えば,空間的な姿勢,最高移動速度など。
個々の測定器の規格において,MPE関数は,パラメータ記号の方程式及び/又はパラメータに対する
MPE値の表によって示す。7.5.4に示す測定範囲の端点及び遷移点は,必ず表に記載する。
6.3.5
指示誤差幅,h
指示誤差幅,h(図5及び7.5.2参照)は,測定範囲における浮動ゼロ誤差のMPE関数が一定値の単純
な場合である。固定ゼロにおいては,指示誤差幅は,指示誤差の最大値及び最小値の絶対値の和に等しい。
15
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 指示誤差幅は,固定ゼロ曲線上だけで明示されるので誤解されやすいが,測定器が浮動ゼロで
使用されるときの装置のMPE関数である。
6.3.6
ヒステリシス
指示のヒステリシス(3.24参照)は,指定された範囲(範囲が示されないときは全測定範囲)における
二つの異なる移動方向の同じ位置における指示値の差である。個々のヒステリシスの標準偏差,又は最大
値も重要なパラメータである。
ヒステリシスは,簡略化のために指示誤差のMPE関数に含まれ,移動方向の両方向における指示誤差
から得られる。ヒステリシスは,他の計測特性とも関連し,重要な場合がある。
6.3.7
温度関連特性
熱膨張の性質は,測定量又はゼロ点に対する温度影響に関係する“実効熱膨張係数”で示す。必要な場
合は,その不確かさを明示する。
幾つかの測定器において,測定器の温度変化に対する時定数Tcは,重要な情報であり,追加情報として
もよい。
6.3.8
測定力に関する特性
測定力のMPL関数は,関係する場合は,計測要求事項とする。測定力は,互換性のために測定器の個
別規格において,設計要求事項として示す。
測定力の繰返し性は,多くの場合に重要な特性であるが,その影響は,指示の繰返し性に含まれる。た
だし,特別の場合には測定力の繰返し性に注目することがある。
重力,すなわち空間の姿勢の影響は重要で,ゼロ点誤差及び指示誤差曲線の形に影響する場合は,必要
に応じて記述しなければならない。姿勢については特別な制限がない限り,一般要求事項で与えられる測
定力の計測特性及びMPL値は,測定器の空間におけるどのような姿勢にも適用しなければならない。
接触によって可動部分に加わる横方向の力の影響は,問題になることもあるので,必要に応じて,その
影響について記述し,規定しなければならない。
6.3.9
測定子の形状
測定子の形状,すなわち,丸め,面取り,表面性状などは,測定結果に影響することがあり,必要に応
じて要求事項として記述しなければならない。
6.3.10 その他の計測特性
幾つかの更なる計測特性が存在する。その例を次に示す。
− 視差(parallax):指標(index)及び目盛線(scale marks)に起因する。
− しきい値(threshold):スティックスリップ(stick slip)
− 時間安定性(time stability):例えば,座標測定器(形状,その他),レーザダイオード。
− 応答特性(response characteristic):速度及び時間
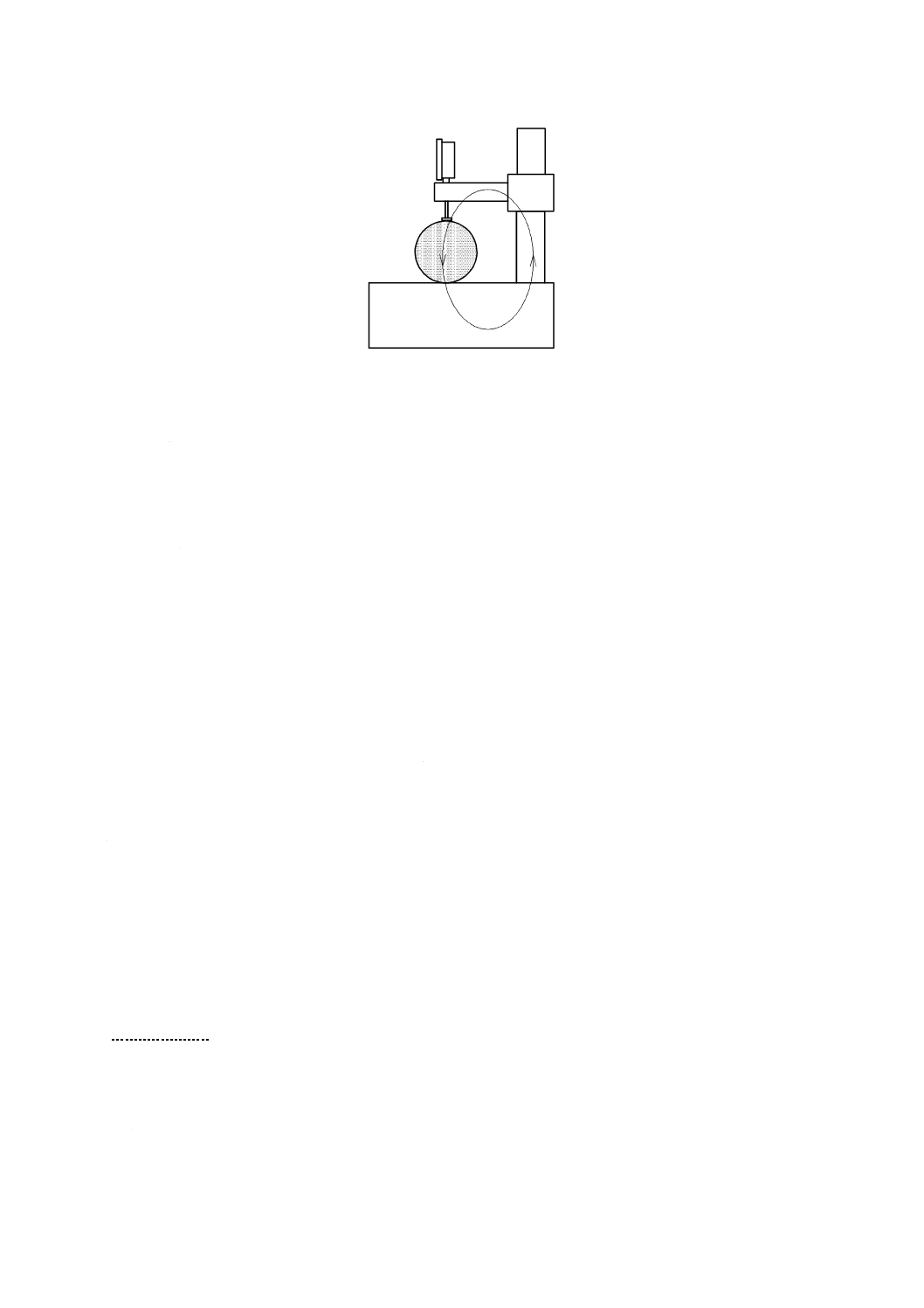
6.3.11 附属装置
測定器を操作時に附属装置で保持する場合には,附属装置も不確かさに影響を与える。したがって,附
属装置も計測特性の要求事項となる。
附属装置の特性が影響する例を図4に示す。この測定スタンドは,測定ループの重要な部分で,剛性,
温度及び温度こう配が測定結果に影響を与える。
16
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4−附属装置の測定ループ
6.4
実量器−一般的な計測特性
6.4.1
一般
多くの場合に,次のような計測特性が実量器に関連する。仕様のタイプ及びMPEタイプ又はMPLタイ
プの定義は,箇条7による。
6.4.2
目量及び分解能
6.4.2.1
一般
目盛のある実量器の場合は,目量若しくは読取りの分解能のいずれか一方,又はそれらの両方を仕様に
明示しなければならない(6.3.2参照)。
6.4.2.2
目量
(3.28.2参照)
6.4.2.3
読取りの分解能
(6.3.2.3参照)
6.4.3
形状の特性
実量器の形状は,幾何公差表示方式(JIS B 0021参照)を基に表す。実量器の計測特性と形状誤差とは
互いに独立したものとして定義する。
寸法公差と幾何公差とを関連付ける場合は,最大実体公差方式(JIS B 0023参照)を使用することがあ
る。
6.4.4
角度の特性
角度(実量器での形体間の相対的方向)は,JIS B 0021,JIS B 0022などによって指定する。実量器の角
度及び誤差は,互いに独立したものとして定義する。
寸法及び形状の仕様を組み合わせるために必要な場合には,最大実体公差方式(JIS B 0023参照)を使
用することがある。
6.4.5
実効熱膨張係数
(6.3.7参照)
6.4.6
長期安定性
特別な実量器では,経時的な安定性が重要な計測特性となる。この場合には,長期安定性は,実量器の
規格に含めなければならない。
例 ブロックゲージ,ステップゲージ,標準尺
17
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.4.7
その他の計測特性
そのほかに,幾つかの更なる計測特性が存在する。例を次に示す。
− ヤング率の影響
− 方向及び支持の影響
− 測定力及び重力の影響
− 測定子の形状の影響
7
計測特性の表示方法及び規定方法
7.1
一般
測定器の計測特性は,次によって特徴付けることができる。
− 単一の特性値又は誤差
− 一連の特性値若しくは誤差,又はそれらの関数
単一の特性値は,一つの基準点に基づくか,又は基準点に依存しない場合がある。一連の特性値は,図・
表において対となる座標点を形成し,例えば,もう一つのパラメータの呼び値又は真値に相当する値をも
っている。図・表において点を結んだ線は,測定範囲内の計測特性を表す特性曲線又は誤差曲線を描く(図
5参照)。特性曲線及び誤差曲線の値は,測定範囲内でどの点が基準点として選ばれたかに依存しているの
で,異なっていてもかまわない。使用条件は,計測特性の仕様又は要求と結び付けて記述又は定義する。
7.2
特性曲線の表示−固定ゼロ及び浮動ゼロ
7.2.1
一般
特性曲線は,指示測定器の場合に,様々な種類の指示誤差曲線として最も頻繁に使われる。まれに特性
曲線は,指示誤差以外の特性の表示にも使われる。ダイヤルゲージの測定力がその例である。固定ゼロ曲
線又は浮動ゼロ曲線のいずれを使うかは,計測特性の性質及び/又は校正方法による。固定ゼロ曲線から
浮動ゼロ曲線を作成することができる。
7.2.2
固定ゼロ
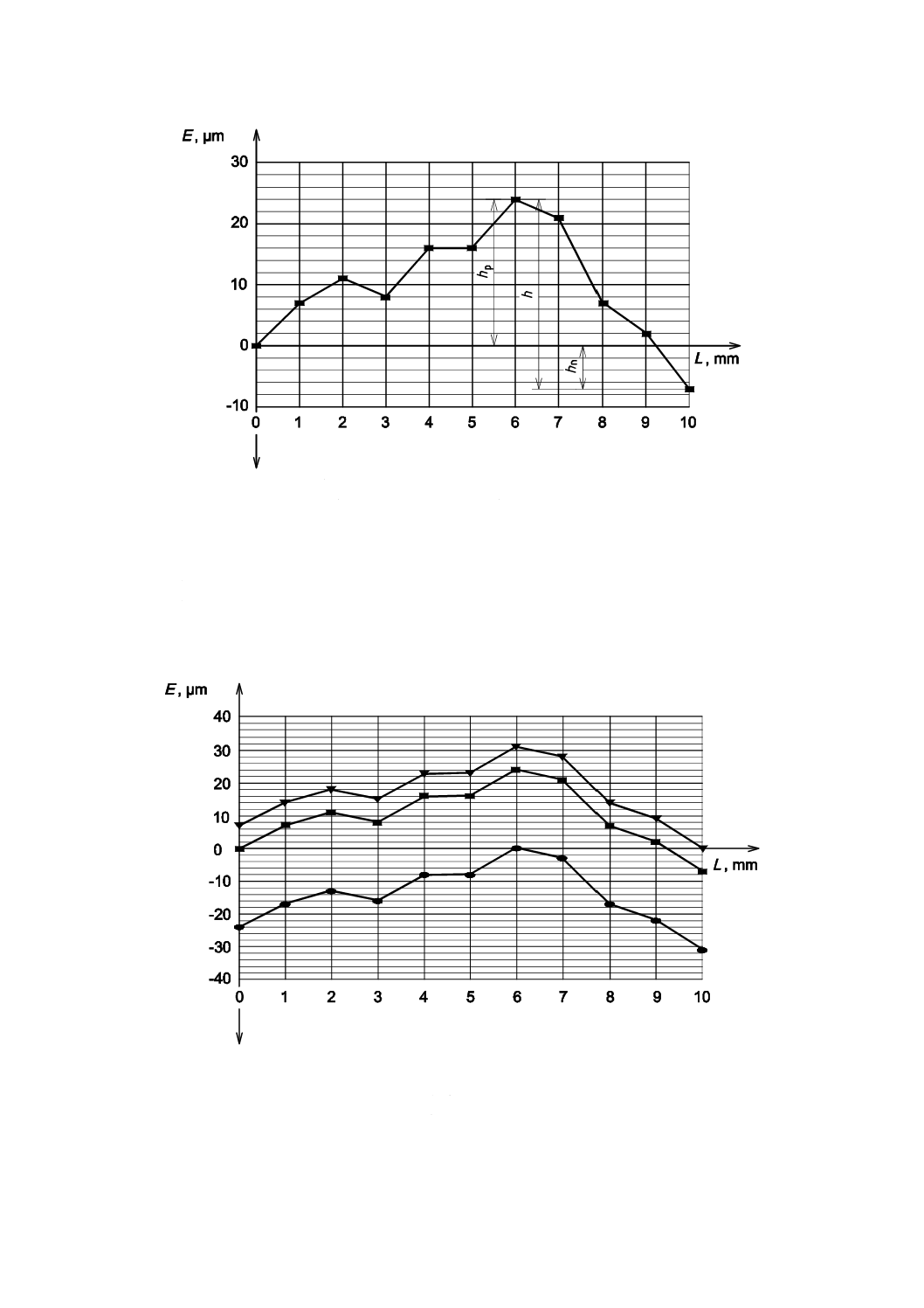
指示誤差曲線は,固定基準点(固定ゼロの例は,表2及び図5を参照)を基準として描く。図7は,図
5に示したデータを浮動ゼロ表示に変換した例である。
固定基準点が,測定器の実際の範囲内で他の測定点へ動かされると,誤差曲線は,図の中で上下に移動
し,それぞれhp,hnで示す指示値の正負の最大誤差が変化する(図6参照)。
指示誤差幅h及び誤差曲線の形は,変化しない。
固定基準点を動かすことは,範囲内の異なる測定点における指示誤差をゼロに調整することと同等であ
る。あいまいさを避けるため,固定基準点は,測定器の指示誤差を報告するときには,定義して報告しな
ければならない。
表2−同一の測定器の異なる基準点を使ったときの指示誤差の例
基準点
の位置
(mm)
指示長さ(mm)
0
1
2
3
4
5
6
7
8
9
10
指示誤差(μm)
0
0
7
11
8
16
16
24
21
7
2
−7
6
−24
−17
−13
−16
−8
−8
0
−3
−17
−22
−31
10
7
14
18
15
23
23
31
28
14
9
0
18
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
h
指示誤差幅(浮動ゼロ)
hp 正の最大誤差(固定ゼロが指示長さ0 mmの場合)
hn 負の最大誤差(固定ゼロが指示長さ0 mmの場合)
L
指示長さ
E
指示誤差
注記1 固定基準点が0 mmの測定点の場合の固定ゼロ(表2の1行目のデータ)
注記2 hの意味については,7.5.2を参照。
図5−指示誤差曲線の例
L
指示長さ
E
指示誤差
注記1 固定基準点が測定点0 mm,6 mm及び10 mmの場合の固定ゼロ(表2からのデータ)。
注記2 適用できる場合には,指示誤差曲線は,極座標又は対数目盛に表示してもよい。
図6−指示誤差曲線の例(基準点を移動した場合)
19
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.2.3
浮動ゼロ
浮動ゼロを使う場合には,例えば,図5に示す誤差曲線から直ちに理解できる情報は,実際の測定プロ
セスには適していない。浮動ゼロは,デジタル式の指示測定器で測定するときに使用することが多い。線
度器及び機械式ダイヤルゲージのようなアナログ式の測定器も,浮動ゼロで使用することが多い。
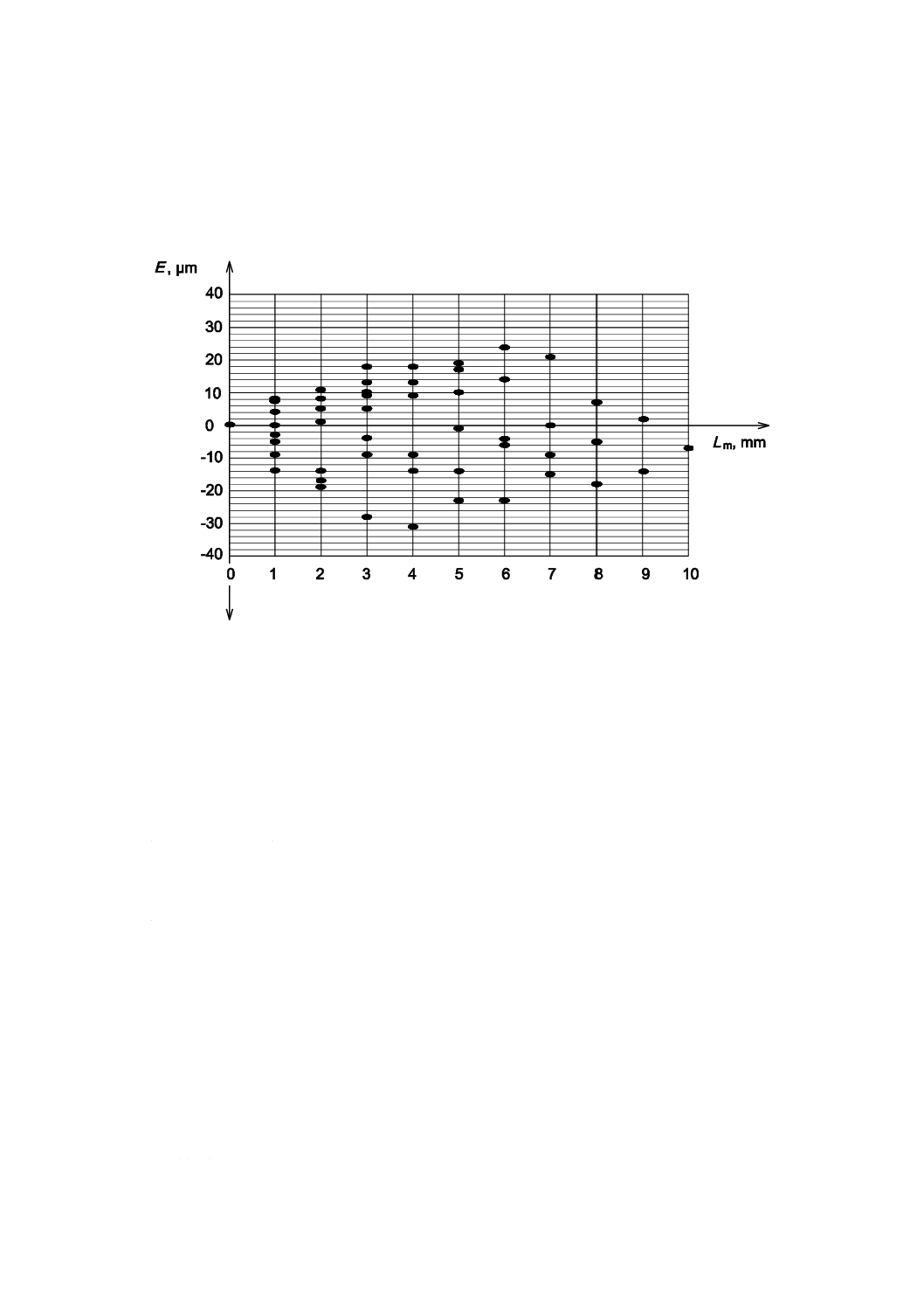
Lm 測定長さ
E
指示誤差
注記 表2,図5及び図6と同じデータを使用。
図7−浮動ゼロ誤差曲線の例
図7は,浮動ゼロを使った誤差曲線を示す。浮動ゼロ誤差は,基準点からの長さでなく,測定長さを基
準にしている。浮動ゼロ誤差は,固定ゼロ誤差曲線から作成できる。
表2及び図5の固定ゼロ誤差曲線を基に,例えば,
− 測定長さ1 mmの測定における誤差は,10 mmの測定長さにおける誤差の差として10回計算できる。
− 測定長さ2 mmの測定については,9回計算できる。
− など同様にして,
− 測定長さ10 mmの測定における誤差は,1回だけ計算できる。
表現方法の詳細については,附属書JAに示す。最大の浮動ゼロ誤差は,固定ゼロ誤差曲線で示した指
示誤差幅hと等しくなる(図5参照)。異なった測定長さに関する誤差の分布は,固定誤差曲線の形及び詳
細に依存する。例として,図7を示す。
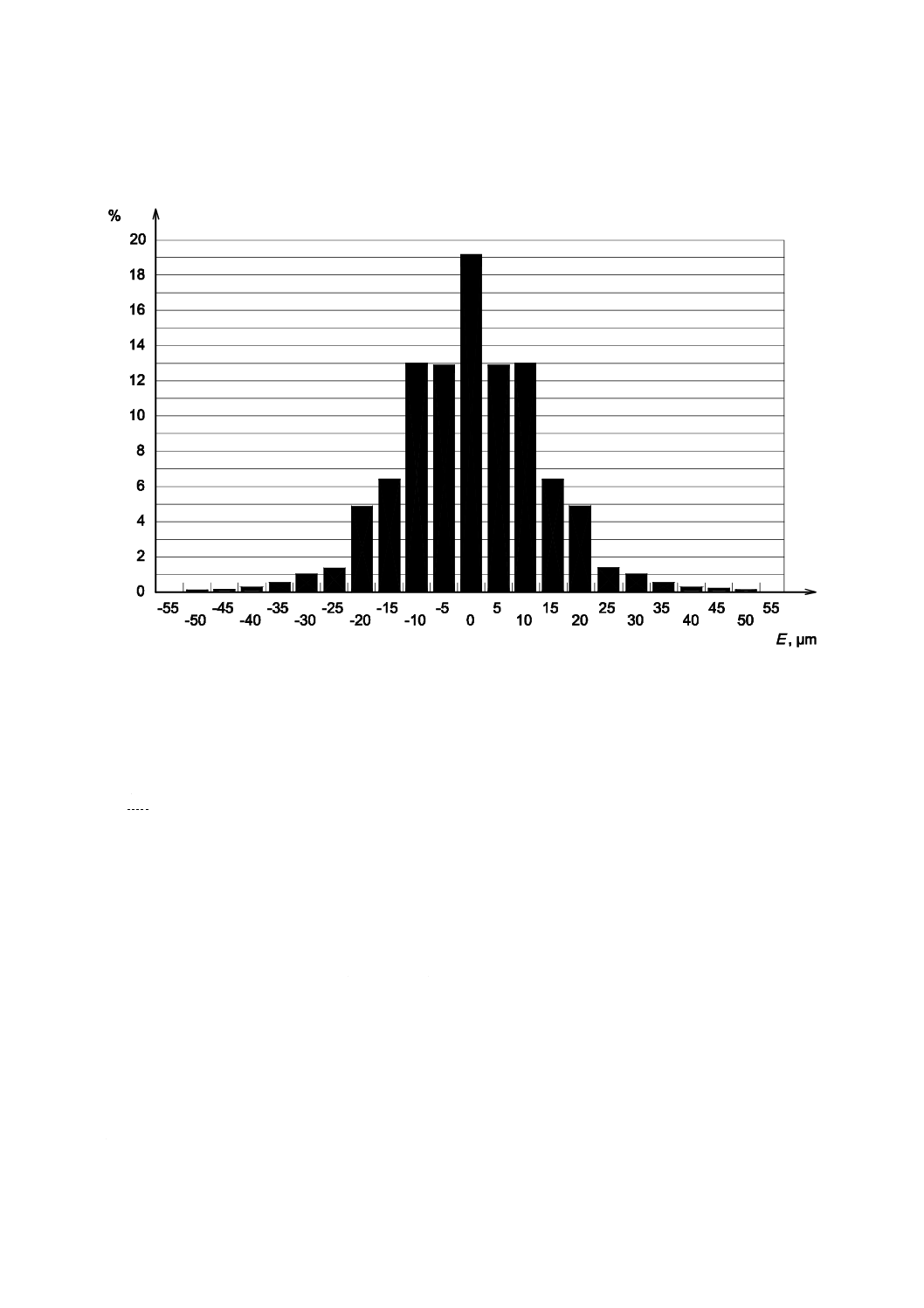
7.3
統計的な計測特性の表示
浮動ゼロにおいてデータ量が多いときには,指示誤差は,度数分布として表示することもできる(図8
参照)。度数分布図は,一つの測定長さだけについて表示している。この表示方法は,同一の測定器のグル
ープ及び/又は短い測定長さに対して適用することが多い。
度数分布は,その標準偏差で代表することもできる。図8に示す例では,標準偏差は,約13.0 μmであ
る。この標準偏差は,ISO/IEC Guide 98 (GUM)又はISO/TS 14253-2:1999による標準不確かさに相当する。
20
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定器の測定範囲と比較して測定長さが大きい場合の度数分布は,評価するのが難しい分布形状になっ
てしまうかもしれない。
E
指示誤差
注記 浮動ゼロ,測定長さ1 mm
図8−指示誤差の度数分布の例
7.4
一つの値をもつ計測特性の規定方法
測定器の計測特性が一つの値をもつ場合は,MPE値又はMPL値で定義する。
例 ブロックゲージの寸法許容差など。
MPE値又はMPL値は,片側の仕様限界としてUSL又はLSLで与えるか,又は両側の仕様限界として
USL及びLSLで与える。
MPE値又はMPL値の合否判定には,JIS B 0641-1を適用する。
7.5
測定範囲内で定義された計測特性の規定方法
7.5.1
一般
測定器の測定範囲内で定義された特性は,連続的なMPE関数又はMPL関数として次のように表現する。
MPE=f(パラメータ)
MPE値又はMPL値が対称な場合は,記号+/−を使う。片側の場合には,記号+又は−を使う。非対称
な場合には,記号+及び−を使う。
多くの場合に,MPE関数のパラメータは,測定器の指示した真値である。MPE関数又はMPL関数は,
次の場合を考慮し,規定する。
a) 連続的な場合は,直線であることが望ましい。
b) 測定範囲内の指定した領域内で,測定器の計測特性に対する限界を与える。
c) 片側の仕様限界は,USL又はLSLとして与える。
21
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 多くの場合,両側の仕様限界としてUSL及びLSLとして与える。
e) 指示誤差及び関連する計測特性,並びにMPE関数又はMPL関数は,通常,誤差の絶対値を限度とす
る対称な仕様として与える(図9〜図11参照)。
f)
指示誤差以外の特性は,通常は両側のMPL関数として与える。例を図12に示す。
g) MPE関数又はMPL関数は,固定ゼロ誤差及び浮動ゼロ誤差に対する測定器特性の仕様に利用しても
よい。
注記 固定ゼロ及び浮動ゼロが,同一の測定器に対して二つの異なるMPE関数又はMPL関数にな
ることを認識することは,重要である。
h) 7.3に従った標準偏差は,MPE関数を設定するための特別な方法として利用してもよい。
i)
合否判定には,JIS B 0641-1を適用する。
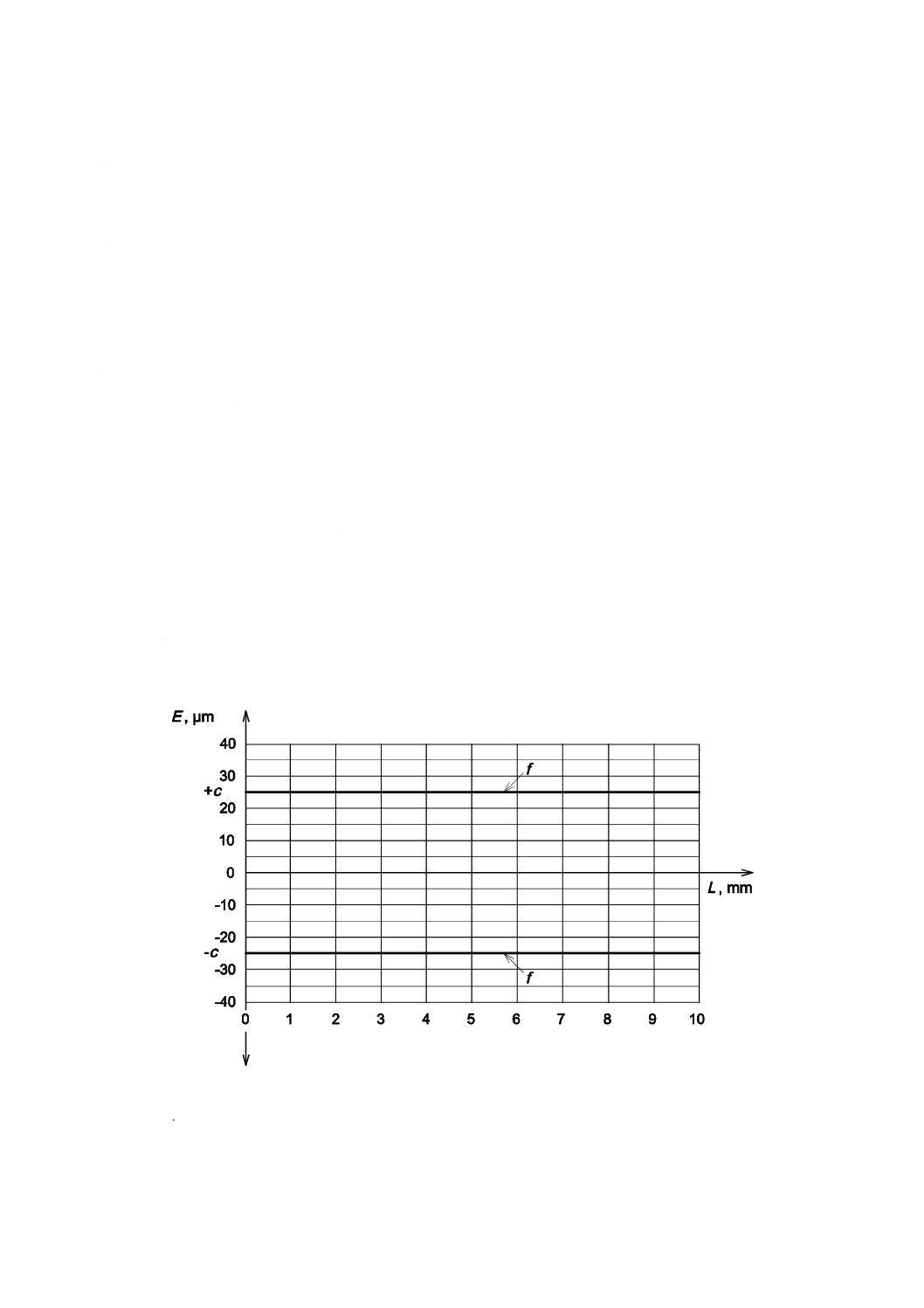
7.5.2
MPE関数が一定値の場合
一定値のMPE関数を定義する方法は,二つある。1番目の方法は,最も簡単なMPE関数で,測定範囲
内で一定数c(c>0)である(図9参照)。
上限MPE=c
下限MPE=−c
この要求事項と関連し,誤差の絶対値を制限し,固定ゼロ又は浮動ゼロに適用するかどうか,並びに片
側の仕様限界(USL若しくはLSL),又は対称な両側の仕様限界(USL及びLSL)かどうかを明確に記述
する。
2番目の方法は,測定器の指示誤差幅に適用する。この場合の関数は,次による。
指示誤差幅のMPE=c
注記 このMPEは,固定ゼロ誤差の全測定範囲に適用し,浮動ゼロには適用しない。
評価目的のために,図5を参照して,値hをcと比較する。
L
指示長さ
E
指示誤差
f
MPE関数
図9−誤差の絶対値を制限する一定値cをもつMPE関数の例
22
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
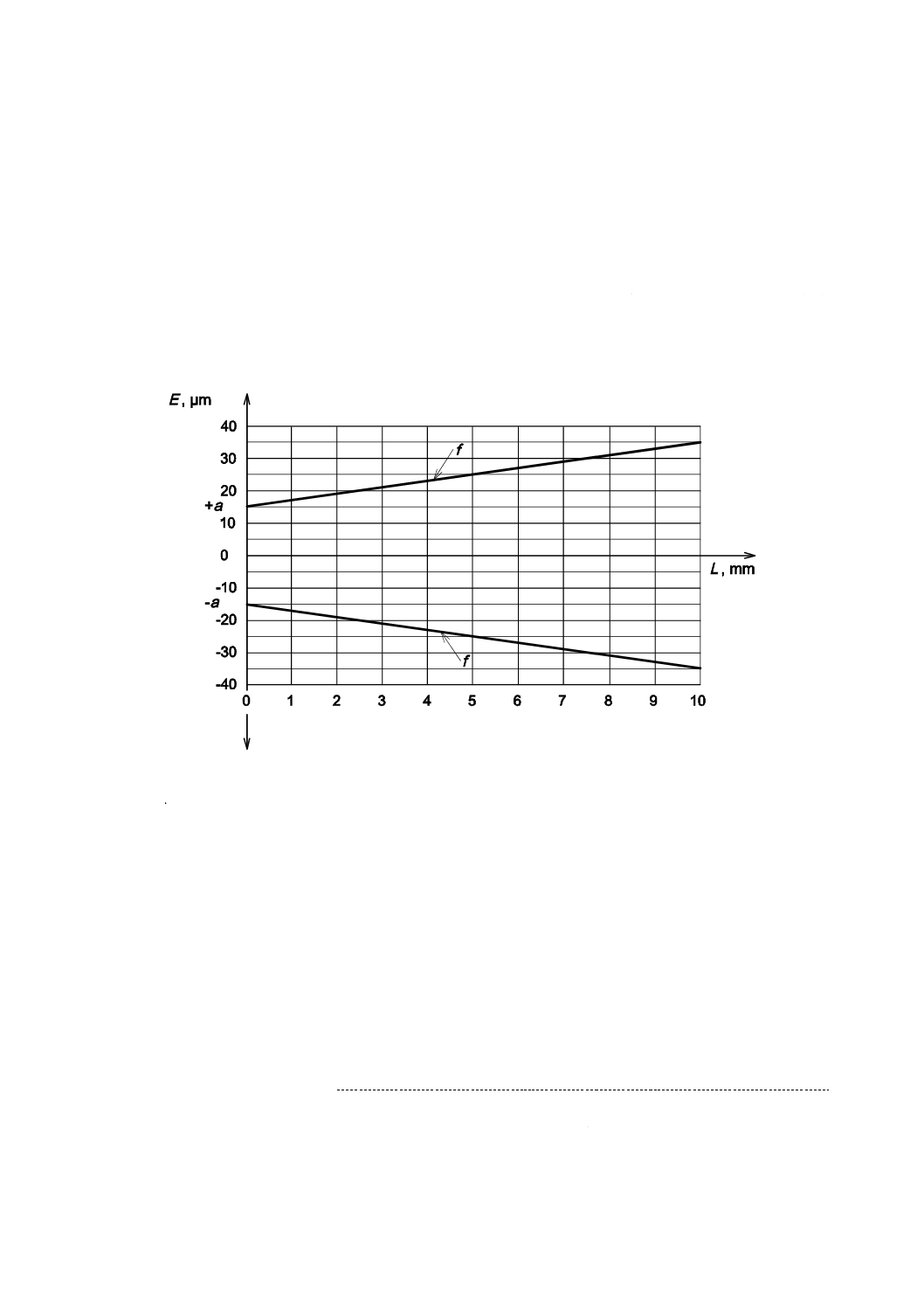
7.5.3
MPE関数が比例する場合
比例するMPE関数を定義する方法は,次による。
上限MPE=+(a+L×b)
下限MPE=−(a+L×b)
ここに,Lは,固定ゼロの場合には基準点からの距離,浮動ゼロの場合には測定長さであり,また,
a>0,及びb>0である。
MPE関数は,図10の例のように表すことができ,値は座標値で与える。測定範囲の両端の値は必す(須)
である。この要求事項と関連し,固定ゼロ又は浮動ゼロに適用するかどうか,並びに片側の仕様限界(USL
若しくはLSL)又は対称な両側の仕様限界(USL及びLSL)かどうかを明確に記述する。
L
指示長さ
E
指示誤差
f
MPE関数
図10−誤差の絶対値を制限する比例値をもつMPE関数の例
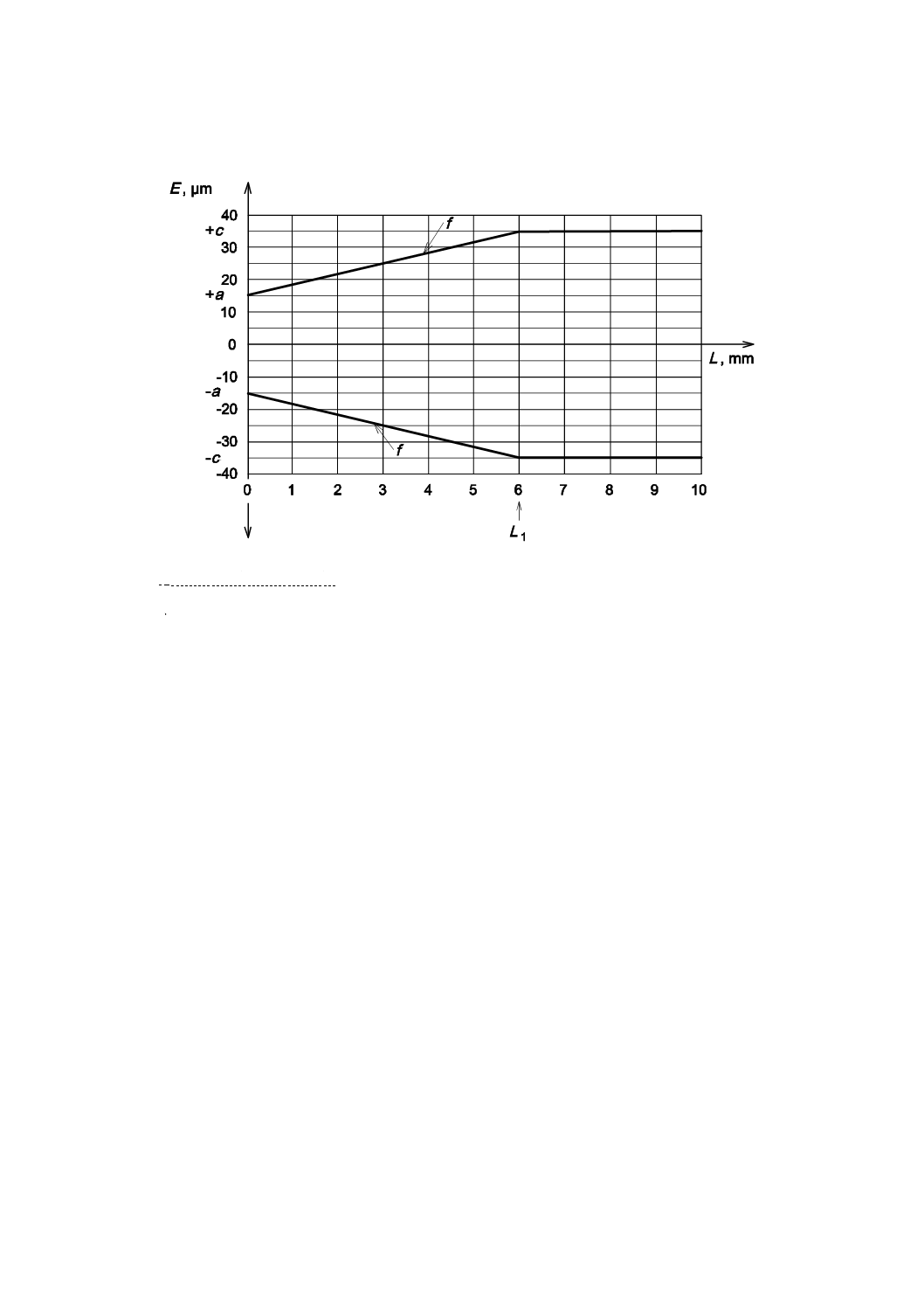
7.5.4
MPE関数が比例した部分及び最大値をもつ場合
比例した部分及び最大値をもつMPE関数を定義する方法は,次による。
上限MPE=(a+L×b)
0<L≦L1
下限MPE=−(a+L×b)
0<L≦L1
上限MPE=c
L≧L1
下限MPE=−c
L≧L1
ここに,Lは,固定ゼロの場合には基準点からの距離,浮動ゼロの場合には測定長さになる。また,
a>0,b>0,c=a+L1×bである。このMPE関数は,0からL1までは比例し,L1以上では一定の最大値と
なる。このMPE関数を図11に示す。値は,限界線上の座標値(値の組)として選び,測定範囲の端の値
及び遷移点は,図に必す(須)である。この要求に関連して,誤差の絶対値を制限し,固定ゼロ又は浮動
ゼロに適用するかどうか,並びに片側仕様限界(USL若しくはLSL)又は対称な仕様限界(USL及びLSL)
23
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
かどうかを明確に記述する。
L
指示長さ
L1 遷移点(この例では6)
E
指示誤差
f
MPE関数
図11−誤差の絶対値を制限する比例値及び最大値cをもつMPE関数の例
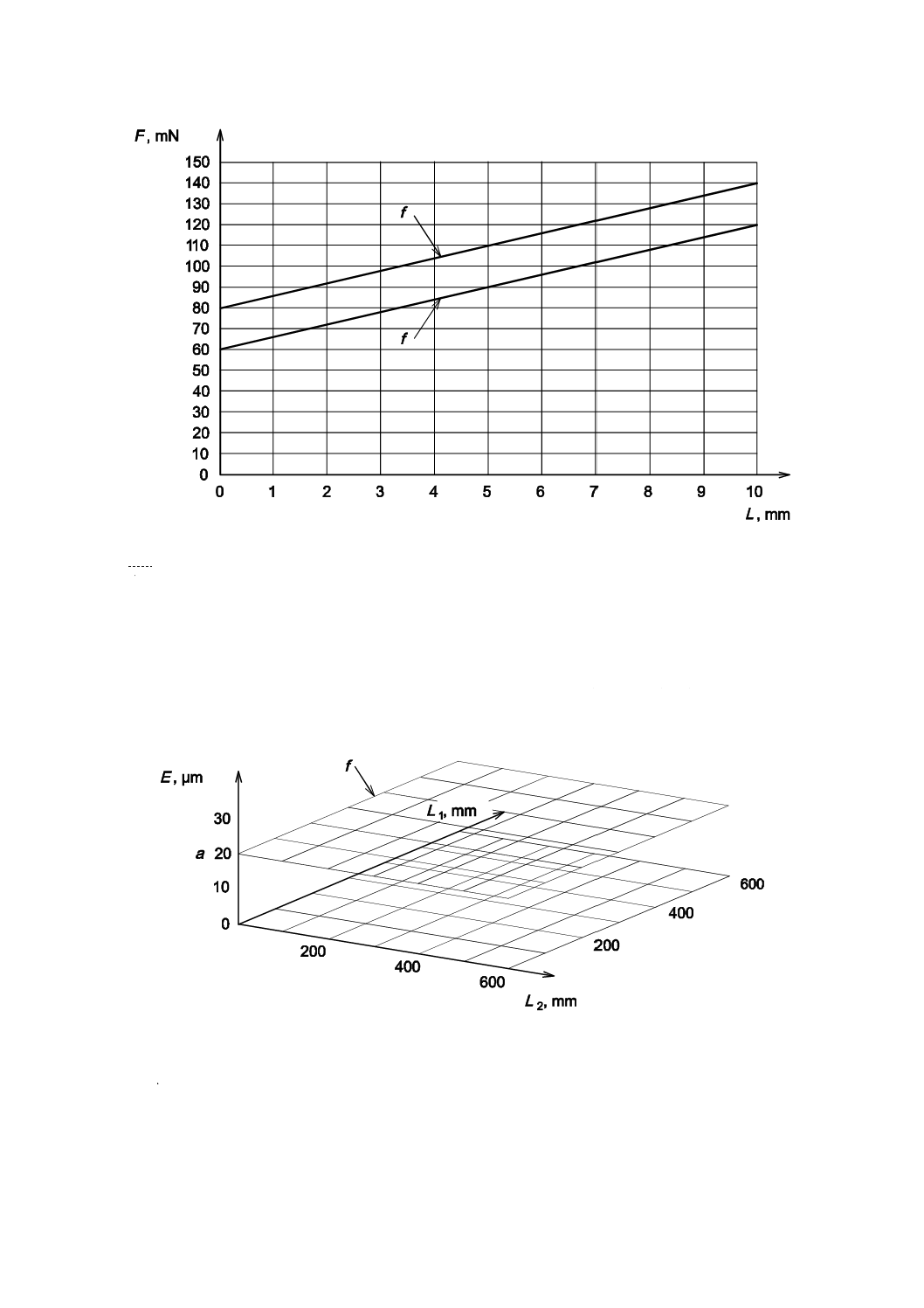
7.5.5
計測特性のための両側MPL関数
MPL関数の定義は,次による。
MPL(USL)=a1+L×b
MPL(LSL)=a2+L×b
図12は,指示誤差以外の計測特性の測定範囲における両側の仕様限界(MPL関数)を定義する一般的
な方法を示す。これは,常に固定ゼロで使用し,基準点は0である。
注記 図12は,機械式ダイヤルゲージの測定力を二つのMPL関数で示した例である。
24
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
L
指示長さ
F
測定力
f
MPL関数
図12−二つのMPL関数によって特性値を制限する例
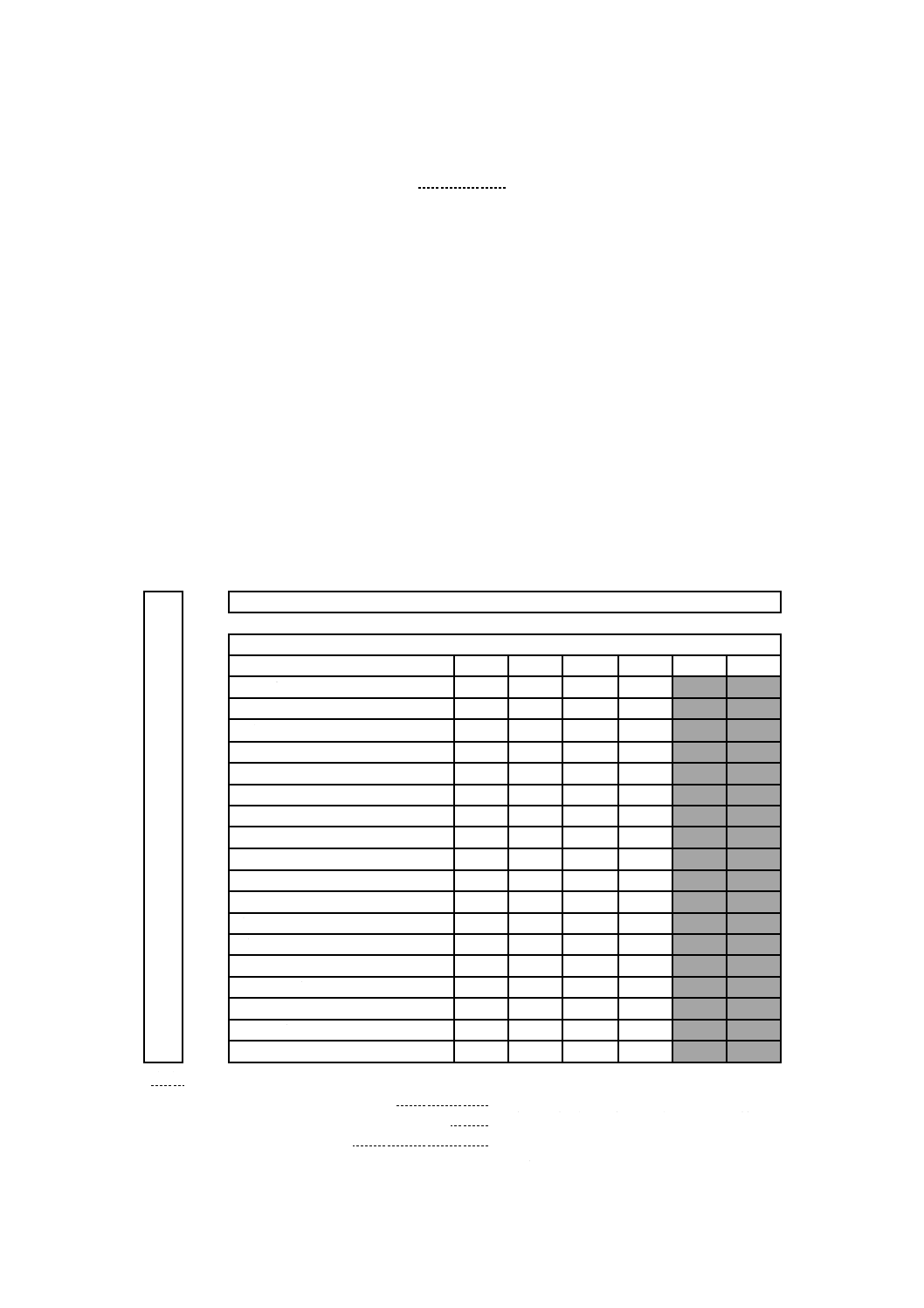
7.6
二次元又は三次元の範囲で定義された計測特性の規定方法
7.5で与えたMPE関数又はMPL関数は,二次元又は三次元の範囲(面積及び体積)で使うことがある
(図13参照)。
L1 指示長さ1
L2 指示長さ2
E
指示誤差
f
MPE関数
図13−全面にわたって,一定値MPE(=a)をもつ二次元のMPE関数の例
25
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
計測特性の校正
8.1
測定器の製造業者
製造業者は,計測特性を校正し,宣言したMPE値との適合を文書化しなければならない。
8.2
測定器の使用者
使用者は,測定器の限定的使用のために必要な計測特性を選び,それを校正(又は受入検査)によって
確認しなければならない。計測特性の校正値は,関係する測定の不確かさと一緒に記述し,その校正値が
実際のMPE値に適合していることを証明しなければならない。
注記 測定器の通常の使用において,設置要求事項(MPL及びMPE)に従って,測定器の機能を確
認するために使われる要求事項の数及び資源の範囲を制限することは可能であり,かつ,適切
である。
9
表示
測定器の規格は,連続した英数字による通し番号をすべての測定器に表示しなければならないという要
求事項を含まなければならない。
通し番号を測定器に表示できない場合は,測定器を識別することを保証するために特別な方法を導入し
なければならない。
個別規格には,追加の表示を要求することができる。
表示は,読みやすく,耐久性があり,測定量に影響を与えない測定器の表面上に配置しなければならな
い。
26
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
測定器の製品規格の一般要求事項及びその手引
測定器の製品規格は,次の構成で作成することが望ましい。
規格の名称
規格の名称は,次の二つの例のいずれかによる。
例1 “装置の名称”
例2 製品の幾何特性仕様(GPS)−寸法の測定器:“装置の名称”−設計特性及び計測特性
目次
目次を記載する。
まえがき
序文
1
適用範囲
適用範囲は,次の例による。
この規格は,“装置の名称”の最も重要な設計特性及び計測特性について規定する。
2
引用規格
最低限JIS B 0642を引用する。JIS B 0642で既に引用した他の規格は,必ずしも必要ではない。
3
用語及び定義
個々の装置に関する固有の用語及び定義だけを規定する。一般の用語及び定義は,JIS Z 8103及びJIS B
0642を参照する。
4
設計特性
個々の測定器のための設計特性に関して,互換性のような重要な設計特性は,標準値及び公差として指
示する。設計特性の不必要な制約は,規格化しない。
5
計測特性
計測特性の最大許容誤差(MPE),又は計測特性の許容限界(MPL)の適切な定義を,各々の計測特性
のために示す。
6
計測特性の校正
校正方法は,規格の附属書で与え,少なくとも最も重要な計測特性のそれぞれの概要及び手引を示す。
計測特性は,適切な標準に関連付ける。標準の規格がある場合は,それを記載し,そうでない場合は,
標準について測定器の規格に含める。
7
仕様への適合の検証
仕様への適合の検証の表現は,次による。
“仕様への一致及び不一致を判定するため,JIS B 0641-1を適用する。不確かさの評価は,ISO/IEC Guide
98 (GUM)及びISO/TS 14253-2:1999に従って実行することが望ましい。”
8
表示
次の要求を含める。
測定器の表面に読みやすく,耐久性があり,測定量に影響を与えない箇所に,連続した英数字による通
し番号を表示する。測定器に表示することができない場合は,識別のための方法を記載する。
27
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(規定/参考)
測定器を,使用者が選定又は必要な設計特性及び計測特性を指定して購入する場合には,製造業者との
伝達手段を与えるために,この規格の附属書Bに示す仕様書を準備することが望ましい。
そのほかに,該当する計測特性の校正方法の詳細など,有効と考えられる情報を必要に応じて記載する。
附属書(参考)GPSマトリックスとの関係
GPSに関連した規格を示す附属書を記載する(附属書Cを参照)。
参考文献
関連した参考規格を必要に応じて記載する。
28
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
測定器の要求事項の仕様書
B.1
解説
測定器の規格には,すべての設計特性のための条件及び計測特性の要求仕様値は含まない。ただし,広
く普及している測定器の場合は,計測特性の要求仕様値を規格に含める場合がある。要求仕様値を規格に
含めていない場合には,使用者は,規格の番号だけでは測定器の要求事項を示すことはできない。使用者
は,個々の規格の設計特性及び計測特性の定義,及びこの附属書を利用して要求値を明示できる。使用者
は,この仕様書の空欄に記入することで,個々の測定器の要求事項を準備することができる。
この仕様書の目的は,使用者への必要な計測特性及び設計特性,並びに製造業者及び測定器の特定のた
めの伝達手段を与えることである。仕様書を使用者が記入し,企業の購入担当者に示す。
この仕様書は,すべての測定器の規格で与える仕様書のモデルとなり,個々の測定器の仕様書は,これ
を基に作成する。
B.2
仕様書の内容
仕様書には,次の6項目を含む。個々の規格で示す仕様書には,使用者のための重要な情報及び条件を
記入する空欄を設ける。
a) 品名及び識別
− 装置の一般的な名称
− 該当する場合,装置のサブグループの識別
− 附属品
− その他
b) 購入条件
− 商社/製造業者
− 価格(必要な場合)
− その他の要求事項(文書,校正証明書など)
c) 参照するJIS 関連する規格の参照は,次の文によって作る。
“設計特性及び計測特性は,JIS X XXXX及びJIS B 0642に従う。”
注記 JIS X XXXXは,測定器に関係した個々の規格。
仕様の一般的な定義は個々の規格でなく,この規格(JIS B 0642)で与えられるため,こ
の規格を参照する。
d) 設計特性の要求事項
− すべての関連した設計特性,及び空白又は数値で示す要求仕様値及び単位
注記 使用者は,設計特性及び設計要求事項のリストを減らすか,増やすか,又は変更が可能。
e) 計測特性の要求事項
− 測定器の規格に関連する計測特性及び空白又は数値で示す要求仕様値及び単位
注記 使用者は,計測特性及び計測要求事項のリストを減らすか,増やすか,又は変更が可能。
− 測定器の機能,個々の規格又はこの規格で与える計測特性の要求事項のための標準状態の可能な変
29
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
更又は限定
f)
会社に関連する情報及び要求事項
− 会社名
− 会社組織の部門又は他の部門の識別
− 品質要求に関する担当者
− 仕様書の版,日付など
− 別の関連した品質保証についての要求事項
30
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(参考)
GPSマトリックスとの関係
GPSマトリックスの詳細は,ISO/TR 14638[製品の幾何特性仕様(GPS)−マスタープラン]を参照す
る。
C.1 規格及びその利用についての情報
この規格は,使用者に測定器のJIS及びISO規格の利用における基本的な理解を与えることを意図して
いる。これは,個々の測定器についての規格に多数の反復表記を避けるために,測定器に関連して使用さ
れる一般的な概念を定義し,提示している。この規格は,製造業者が測定器の特性の仕様を評価し提示す
るための案内書となることを意図している。
個々の測定器についての規格を読んで利用するときに,この規格を手元に置くことが望ましい。
C.2 GPSマトリックスにおける位置付け
この規格は,図C.1に示すようにGPS基本規格のうち,すべての規格チェーンのリンク番号5及び6に
関係する。
G
P
S
原
理
規
格
GPS共通規格
GPS基本規格
リンク番号a)
1
2
3
4
5
6
サイズ
距離
半径
角度
データムに無関係な線の形状
データムに関係する線の形状
データムに無関係な表面の形状
データムに関係する表面の形状
姿勢
位置
円周振れ
全振れ
データム
粗さ曲線
うねり曲線
断面曲線
表面欠陥
エッジ
注a) リンク番号の意味は,次による。
1:製品の文書指示−コード化
2:公差の定義−理論的定義及び数値
3:実形体の定義−特性又はパラメータ
4:部品の偏差の評価−公差限界との比較
5:測定器への要求事項
6:校正にかかわる要求事項−測定標準
図C.1−GPSマトリックス
31
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
C.3 関連規格
関連規格は,図C.1に示す規格チェーンに含まれる規格である。
32
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
浮動ゼロの表現方法
JA.1
固定ゼロ及び浮動ゼロ
本体で用いている固定ゼロは,“任意の一点での指示誤差をゼロとして,他の点での指示誤差を表す”表
現方法である。また,浮動ゼロは,“測定範囲内の任意の部分を使って,ある測定長さ(指示の区間)を測
定したときの,その測定長さにおける指示誤差を表す”表現方法である。この附属書では,表2の固定ゼ
ロの表現から,浮動ゼロの表現を求める方法について説明する。
JA.2
固定ゼロでの基準点の移動
表JA.1−測定器による指示誤差の例(指示長さ0 mmの点を基準点とした固定ゼロ表現)
基準点
の位置
(mm)
指示長さ(mm)
0
1
2
3
4
5
6
7
8
9
10
指示誤差(μm)
0
0
7
11
8
16
16
24
21
7
2
−7
注記 この表のデータは,表2の1行目と同一である。
表JA.1は,測定器の指示長さが0 mmの点を基準点,すなわち,指示誤差が0 μmの点としたときの指
示長さ0〜10 mmのそれぞれの点での指示誤差を示した表である。
この表から,任意の点を基準点とした固定ゼロの表現を得ることができる。例えば,指示長さが6 mm
の点を基準点とすると,6 mmの点での指示誤差を0 μmとするために,測定範囲内のすべての点の指示誤
差に(−24)を加える必要がある。その結果,指示長さ6 mmの点を基準点とした固定ゼロ表現,表JA.2
を得る。
表JA.2−測定器による指示誤差の例(指示長さ6 mmの点を基準点とした固定ゼロ表現)
基準点
の位置
(mm)
指示長さ(mm)
0
1
2
3
4
5
6
7
8
9
10
指示誤差(μm)
6
−24
−17
−13
−16
−8
−8
0
−3
−17
−22
−31
注記 この表のデータは,表2の2行目と同一である。
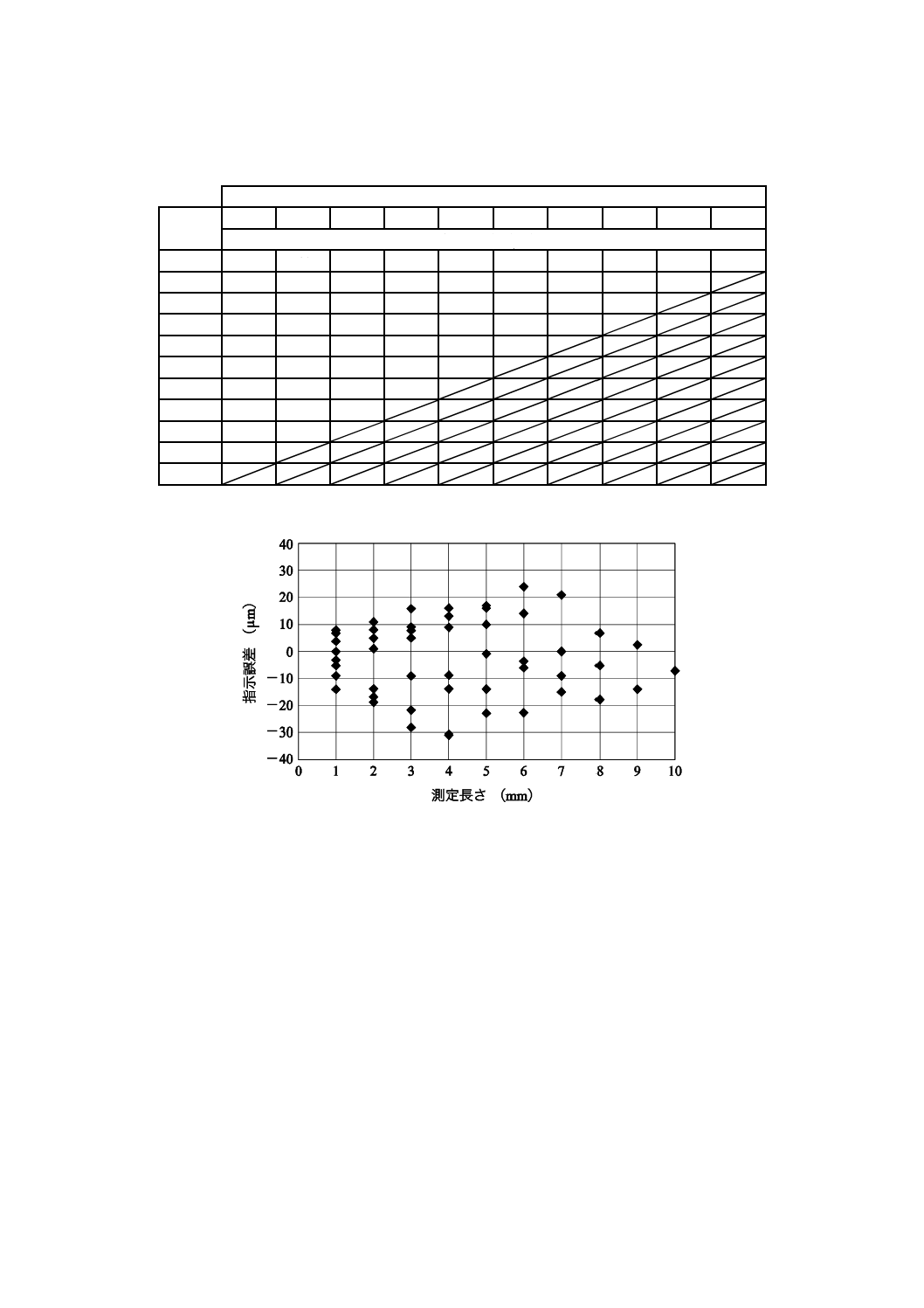
JA.3
固定ゼロから浮動ゼロへの変換
基準点を0〜10 mmまで変化させたときに,測定長さを横軸にとり,そのときの測定長さにおける指示
誤差を記入する。例えば,表JA.1の中で,測定長さ3 mmは,指示長さ0と3との間,1と4との間,…,
7と10との間の8か所の測定から得られる。したがって,測定長さ3 mmについては8通りの誤差が得ら
れる。
この手順をすべての基準点に適用すると,表JA.3が得られる。
表JA.3の測定長さを横軸にとり,縦軸に指示誤差をプロットすると,図JA.1が得られる。
33
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.3−浮動ゼロによる測定長さに対応する指示誤差
測定長さ(mm)
基準点
(mm)
1
2
3
4
5
6
7
8
9
10
指示誤差(μm)
0
7
11
8
16
16
24
21
7
2
−7
1
4
1
9
9
17
14
0
−5
−14
2
−3
5
5
13
10
−4
−9
−18
3
8
8
16
13
−1
−6
−15
4
0
8
5
−9
−14
−23
5
8
5
−9
−14
−23
6
−3
−17
−22
−31
7
−14
−19
−28
8
−5
−14
9
−9
10
図JA.1−浮動ゼロでの指示誤差表示
34
B 0642:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
JIS B 0023 製図−幾何公差表示方式−最大実体公差方式及び最小実体公差方式
注記 対応国際規格:ISO 2692,Geometrical product specifications (GPS)−Geometrical tolerancing−
Maximum material requirement (MMR), least material requirement (LMR) and reciprocity requirement
(RPR)及びAmd.1:1992(IDT)
JIS B 7420 限界プレーンゲージ
JIS B 7506 ブロックゲージ
注記 対応国際規格:ISO 3650:1998,Geometrical Product Specifications (GPS)−Length standards−Gauge
blocks(MOD)
ISO 8062-3,Geometrical product specifications (GPS)−Dimensional and geometrical tolerances for moulded parts
−Part 3: General dimensional and geometrical tolerances and machining allowances for castings
ISO/TS 14253-2:1999,Geometrical Product Specifications (GPS)−Inspection by measurement of workpieces and
measuring equipment−Part 2: Guide to the estimation of uncertainty in GPS measurement, in calibration of
measuring equipment and in product verification
ISO/TR 14638,Geometrical product specification (GPS)−Masterplan
ISO/TR 16015,Geometrical product specifications (GPS)−Systematic errors and contributions to measurement
uncertainty of length measurement due to thermal influences
ISO/TS 17450-2:2002,Geometrical product specifications (GPS)−General concepts−Part 2: Basic tenets,
specifications, operators and uncertainties
ISO/IEC Guide 98:1995,Guide to the expression of uncertainty in measurement (GUM)
ISO/IEC Guide 99:2007,International vocabulary of metrology−Basic and general concepts and associated terms
(VIM)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(参考)
JISと対応国際規格との対比表
JIS B 0642:2010 製品の幾何特性仕様(GPS)−測定器の一般的な概念及び要求事
項
ISO 14978:2006 Geometrical product specifications (GPS)−General concepts and
requirements for GPS measuring equipment
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの
評価及びその内容
(V)JISと国際規格との技術的差異の
理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
3 用語及び定
義
3
削除
全体の[VIM項目]の記載及びVIM
との関連の記載のNOTEをそれぞれ
削除。
VIMとの関連の記載は不要
3.1 測定器
3.1
変更
“測定標準,標準物質”を“標準器”
に変更。
標準物質の記載は不要
3.7 測定器の
限定的使用
3.7
削除
Note 2
理解のうえで記載は不要
3.11 測定器の
作業関連校正
3.11
削除
Note 3
理解のうえで記載は不要
3.13(測定器
の)設計特性
3.13
削除
Note 2
Note 1と重複
3.28 アナログ
スケール
3.28
削除
図1及び図2の目量(b)及び目幅(c)
の例から長目盛線間の定義を削除。
目量及び目幅は我が国では隣り合う
目盛(最小目盛)間について定義して
おり,長目盛間についての記述は混乱
を招く。
変更
図2のc,dの例を変更。
1 mm→0.9 mm,
100 mm→90 mm
ISO規格の表記は目量と誤解される
可能性があるため。
3.38 プリレン
ジ
3.38
削除
Note
図3の説明が重複し不要
3.40 ポストレ
ンジ
3.40
削除
Note
図3の説明が重複し不要
3
5
B
0
6
4
2
:
2
0
1
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの
評価及びその内容
(V)JISと国際規格との技術的差異の
理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
6.1.2 測定器の
ための規格
6.1.2
追加
j)に,“広く普及している測定器の場合
は,MPE及びMPLの具体的な値を規
定することが多いが,”を追加。
この規格の使用者の利便性のために
追加した。
6.3.2.2 目量
6.3.2.2
削除
説明文を削除し,(3.28.2参照)だけ
を記載。
バーニヤ目盛についての説明文は不
要
6.3.7 温度関連
特性
6.3.7
削除
時定数についての詳細な説明を削除。 詳細な説明は必要としない。
6.3.10 その他
の計測特性
6.3.10
削除
ロック機構を削除。
計測特性としては異質
7.2.3 浮動ゼロ
7.2.3
追加
“附属書JAに示す”を追加。
浮動ゼロの作成方法の詳細がないと
作成が困難なため。
7.5.2 MPE関数
が一定値の場
合
7.5.2
削除
浮動ゼロの場合には,二番目の方法は
適用しないことについての説明を削
除。
説明があることで,理解しにくくな
る。
7.5.4 MPE関数
が比例した部
分及び最大値
をもつ場合
7.5.4
追加
MPE関数の説明を追加。
理解を容易にする。
図12
図12
変更
図12の縦軸がEとなっているが説明
に合わせてF[測定力(mN)]に変更。
ISO規格の説明文と図に不一致があ
る。
−
8.3
削除
不確かさに関する適用についての記
載を削除。
ISO規格は測定点の数だけを問題に
している。不確かさについて,この部
分だけを強調する必要はなく,既に
JIS B 0641-1を引用している[箇条2,
5.1.2,6.1.2 k),7.4,附属書A]。
附属書A
(参考)
附属書A
(規定)
変更
規格の名称は,次の二つの例のいずれ
かによる。
例1 “装置の名称”
例2 製品の幾何特性仕様(GPS)−
寸法の測定器:“装置の名称”
−設計特性及び計測特性
使用者の参照の利便性を考慮し,規格
の名称は“装置の名称”だけの表現も
使用できることとする。
3
6
B
0
6
4
2
:
2
0
1
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JISと国際規格との対応の程度の全体評価:ISO 14978:2006,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
3
7
B
0
6
4
2
:
2
0
1
0