B 0641-1:2020
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 2
2 引用規格························································································································· 2
3 用語及び定義 ··················································································································· 3
4 既定判定基準 ·················································································································· 10
4.1 一般 ··························································································································· 10
4.2 既定の適合確率限界 ······································································································ 13
4.3 既定の不適合確率限界 ··································································································· 13
5 仕様に対する適合及び不適合の検証 ···················································································· 13
5.1 一般 ··························································································································· 13
5.2 仕様との適合を検証するための基準·················································································· 13
5.3 仕様との不適合を検証するための基準··············································································· 14
5.4 検証できない領域 ········································································································· 15
6 受渡当事者間での適用 ······································································································ 16
6.1 一般 ··························································································································· 16
6.2 適合を検証しようとする供給者 ······················································································· 16
6.3 不適合を検証しようとする顧客 ······················································································· 16
附属書A(参考)旧規格との関係 ··························································································· 17
附属書B(参考)GPSマトリックスモデルとの関係 ··································································· 20
附属書JA(参考)経済性を考慮した測定装置,及び製品の受入又は拒絶のための判定基準の例 ········· 21
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 29
B 0641-1:2020
(2)
まえがき
この規格は,産業標準化法第16条において準用する同法第12条第1項の規定に基づき,一般財団法人
日本規格協会(JSA)から,産業標準原案を添えて日本産業規格を改正すべきとの申出があり,日本産業
標準調査会の審議を経て,経済産業大臣が改正した日本産業規格である。これによって,JIS B 0641-1:2001
は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本産業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 0641の規格群には,次に示す部編成がある。
JIS B 0641-1 第1部:仕様に対する合否判定基準
日本産業規格 JIS
B 0641-1:2020
製品の幾何特性仕様(GPS)−
製品及び測定装置の測定による検査−
第1部:仕様に対する合否判定基準
Geometrical product specifications (GPS)-Inspection by measurement of
workpieces and measuring equipment-Part 1: Decision rules for proving
conformance or nonconformance with specifications
序文
この規格は,2017年に第3版として発行されたISO 14253-1を基に,対応国際規格を翻訳し,技術的内
容を変更することなく作成した日本産業規格であるが,ISO/TR 14253-6に由来する用語を日本産業規格と
して追加している。
参考として,附属書Aに旧規格(JIS B 0641-1:2001)との関係を示し,附属書JAにはISO/TR 14253-6
に由来する判定基準を示している。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JBに示す。
この規格は,製品の幾何特性仕様(GPS)の規格であり,GPS基本規格(ISO 14638参照)として取り
扱う。
この規格は,GPS基本規格の全てのチェーンのチェーンリンクDに影響する。
ISO 14638に示すISO/GPSマスタープランは,この規格が,ISO/GPSシステムのどの部分を構成してい
るかの概要を示す。
ほかに指示がない限り,JIS B 0024に規定されているISO/GPSの基本的な規則をこの規格に適用し,こ
の規格で与える既定の判定基準を,ISO/GPS規格に適用する。
この規格と他の規格及びGPSマトリックスモデルとの詳細な関係を,附属書Bに示す。
仕様の適合又は不適合を検証する場合は,測定の不確かさの推定値を考慮する必要がある。この問題は,
測定値が仕様の上限値又は下限値の付近にある場合に発生する。 この場合,仕様に対する適合又は不適合
の検証は困難である。その理由は,測定の不確かさには,測定値が仕様の領域内にあっても真の値が仕様
の領域外であったり,測定値が仕様の領域外であっても真の値が仕様の領域内となる可能性を含んでいる
からである。したがって,供給者と顧客とは発生し得る問題を解決する方法を事前に合意する必要がある。
この規格は,仕様に適合又は不適合しているかどうかを検証するための,既定の受入の領域と拒絶の領
域(判定基準)とを定義する方法について説明する。
この規格では,例えば,検証において正しい判定を行う確率に影響し得る測定物の変化しやすさなど(数
学的には,事前に制約されていない最大エントロピー分布[10]が仮定されている。),測定量の取得し得る
2
B 0641-1:2020
値の事前知識を考慮することを意図しているわけではない。
1
適用範囲
この規格は,製品(又は製品の母集団)の特性に対する所定の公差又は測定機器の計測特性に関する最
大許容誤差を使用して,適合又は不適合を検証するための方法を規定する。この方法は,測定値が仕様限
界に近づいたときの測定の不確かさも考慮している。
この規格は,次を含むISO/TC 213で開発された規格を基としたGPS基本規格(ISO 14638参照)で定
義されている仕様に適用する。
− 製品の仕様及び製品の母集団の仕様(通常,上限値,下限値又はその両方として与えられる。)
− 測定装置仕様(通常,最大許容誤差として与えられる。)
この規格は,数値として表現される特性及び最大許容誤差にだけ適用する。
経済性を考慮して,測定装置,及び製品の受入又は拒絶を判定する場合には,附属書JAを参照する。
注記1 附属書JAは,次に示す国際規格を基に作成した。
ISO/TR 14253-6:2012,Geometrical product specifications (GPS)−Inspection by measurement of
workpieces and measuring equipment−Part 6: Generalized decision rules for the acceptance and
rejection of instruments and workpieces
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 14253-1:2017,Geometrical product specifications (GPS)−Inspection by measurement of
workpieces and measuring equipment−Part 1: Decision rules for verifying conformity or
nonconformity with specifications(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0642 製品の幾何特性仕様(GPS)−測定器の一般的な概念及び要求事項
注記 対応国際規格:ISO 14978:2006,Geometrical product specifications (GPS)−General concepts and
requirements for GPS measuring equipment
JIS Q 9000 品質マネジメントシステム−基本及び用語
注記 対応国際規格:ISO 9000:2015,Quality management systems−Fundamentals and vocabulary
JIS Z 8101-2 統計−用語及び記号−第2部:統計の応用
注記 対応国際規格:ISO 3534-2,Statistics−Vocabulary and symbols−Part 2: Applied statistics
ISO/IEC Guide 98-3,Uncertainty of measurement−Part 3: Guide to the expression of uncertainty in
measurement (GUM:1995)
ISO/IEC Guide 98-4,Uncertainty of measurement−Part 4: Role of measurement uncertainty in conformity
assessment
ISO/IEC Guide 99,International vocabulary of metrology−Basic and general concepts and associated terms
(VIM)
ISO 17450-2,Geometrical product specifications (GPS)−General concepts−Part 2: Basic tenets,
3
B 0641-1:2020
specifications, operators, uncertainties and ambiguities
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 8101-2,JIS Q 9000,JIS B 0642,ISO 17450-2,ISO/IEC
Guide 98-3,ISO/IEC Guide 98-4及びISO/IEC Guide 99によるほか,次による。
注記1 “確率密度関数(probability density function, PDF)”は,JIS Z 8101-1で定義されている。
注記2 “仕様限界(specification limit)”,“上側仕様限界(upper specification limit, USL)”,“下側仕様
限界(lower specification limit, LSL)”,“仕様幅(specified tolerance)”及び“母集団(population)”
はJIS Z 8101-2で定義されている。
注記3 “最大許容測定誤差(maximum permissible measurement error)”,“測定の不確かさ(measurement
uncertainty)”,“測定の標準不確かさ(standard measurement uncertainty)”,“測定の合成標準不
確かさ(combined standard measurement uncertainty)”,“包含区間(coverage interval)”及び“包
含確率(coverage probability)”は,ISO/IEC Guide 99で定義されている。
注記4 “受入限界(acceptance limit)”,“受入の区間(acceptance interval)”,“拒絶の区間(rejection
interval)”,“適合確率(conformance probability)”及び“ガードバンド(guard band)”は,ISO/IEC
Guide 98-4で定義されている。
注記5 “適合(conformity)”及び“不適合(nonconformity)”はJIS Q 9000で定義されている。
注記6 この規格では,“特性”は,製品の特性,製品の母集団の特性又は測定装置の計測特性のいず
れかを表すために使用する。適合評価には測定が含まれるため,これらの特性は測定量とも
呼ばれる。
注記7 3.13〜3.24に示す用語は,附属書JAで用いている用語である。
3.1
仕様の領域(specification zone)
製品の特性,母集団の特性,又は測定装置の計測特性の最大許容誤差(MPE)の仕様を満たす値の領域。
注記 仕様とは,図面,形式,若しくはその他関連文書であり,又はそれらを含むこともある。
3.2
適合確率限界(conformance probability limit)
適合を検証するときの,合意された適合確率の最小値。
注記1 適合を検証する場合,適合確率限界は受入の基準を設定する際に有効である。
注記2 適合確率限界pは,誤った受入のリスクが(1−p)以下であることを意味する。
3.3
既定の適合確率限界(default conformance probability limit)
この規格で,既定として設定する適合確率限界(3.2)。
注記 この規格では既定の適合確率限界は95 %である(4.2参照)。
3.4
下側不適合確率(lower nonconformance probability)
特性値が下側仕様限界を下回る確率。
注記1 下側不適合確率は,下側不適合限界が存在する場合に限り存在する。
注記2 適合確率,下側不適合確率及び上側不適合確率の和は1になる。
4
B 0641-1:2020
3.5
上側不適合確率(upper nonconformance probability)
特性値が上側仕様限界を上回る確率。
注記1 上側不適合確率は,上側仕様限界が存在する場合に限り存在する。
注記2 適合確率,下側不適合確率及び上側不適合確率の和は1になる。
3.6
不適合確率限界(nonconformance probability limit)
不適合を検証する場合に,上側不適合確率(3.5)又は下側不適合確率(3.4)のいずれかの合意された最
小値。
注記1 不適合を検証する場合に,不適合確率限界は受入の基準を設定する際に有効である。
注記2 不適合確率限界pは,誤った拒絶のリスクが(1−p)以下であることを意味する。
3.7
既定の不適合確率限界(default nonconformance probability limit)
この規格で,既定として設定する不適合確率限界(3.6)。
3.8
受入の領域(acceptance zone)
一つ又は複数の受入の区間の組。
3.9
既定の受入の領域(default acceptance zone)
既定の適合確率限界(3.3)に基づいた受入の領域(3.8)。
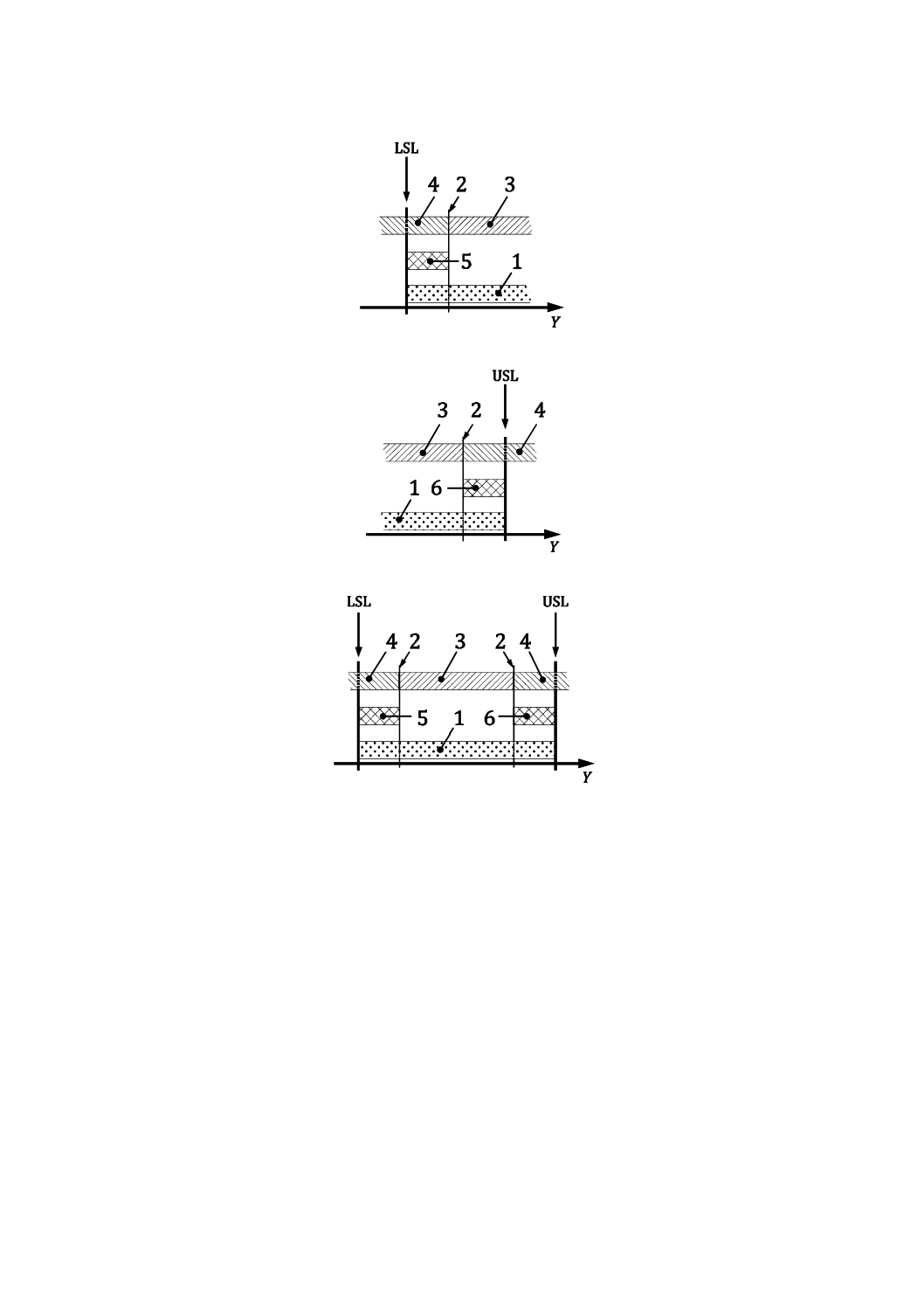
注記 図1を参照。
5
B 0641-1:2020
a) 下側仕様限界によってだけ規定された仕様
b) 上側仕様限界によってだけ規定された仕様
c) 下側仕様限界及び上側仕様限界で規定された仕様
キー
1 仕様の領域
2 受入限界
3 受入の領域
4 拒絶の領域
5 下側仕様限界のガードバンドgLA
6 上側仕様限界のガードバンドgUA
Y 特性値
LSL 下側仕様限界
USL 上限仕様限界
注記 ほとんどの場合,特性値に関連する確率密度関数は対称であるとみなされ,したがって,gUA,gLAは同じ
幅をもつ。
図1−適合を検証する場合の受入の領域及び拒絶の領域
3.10
拒絶の領域(rejection zone)
一つ又は複数の拒絶の区間の組。
6
B 0641-1:2020
注記 拒絶の領域は,受入の領域(3.8)の補集合である。
3.11
既定の拒絶の領域(default rejection zone)
既定の不適合確率限界(3.7)に基づいて設定した拒絶の領域(3.10)。
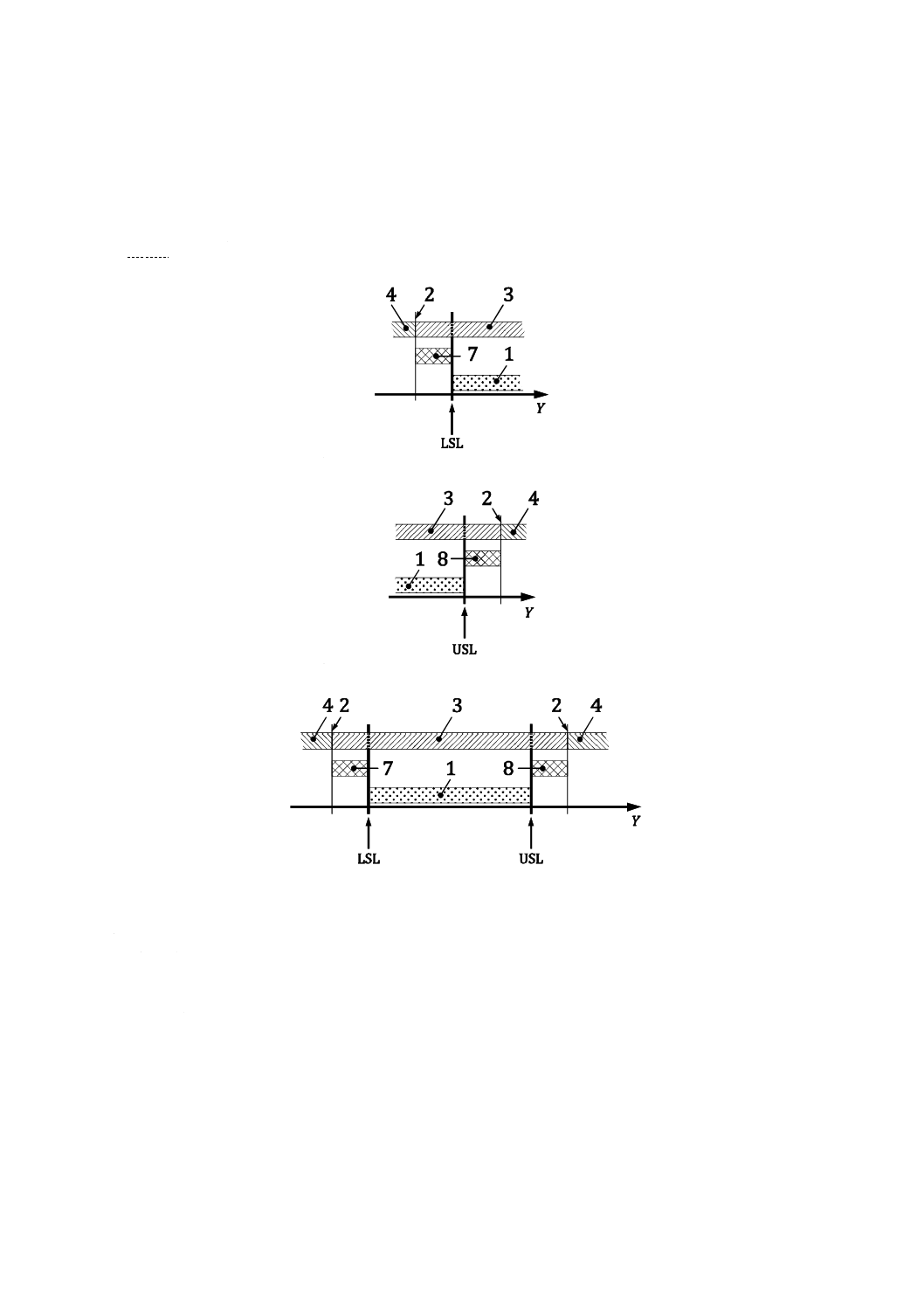
注記 図2を参照。
a) 下側仕様限界によってだけ規定された仕様
b) 上側仕様限界によってだけ規定された仕様
c) 下側仕様限界及び上側仕様限界で規定された仕様
キー
1 仕様の領域
2 受入限界
3 受入の領域
4 拒絶の領域
7 下側仕様限界のガードバンドgLR
8 上側仕様限界のガードバンドgUR
Y 特性値
LSL 下側仕様限界
USL 上限仕様限界
注記 ほとんどの場合,特性値に関連する確率密度関数は対称であるとみなされ,したがって,gUR,gLRは同じ幅
をもつ。
図2−不適合を検証する場合の拒絶の領域及び受入の領域
7
B 0641-1:2020
3.12
検証できない領域(uncertainty zone)
仕様限界の付近にある適合確率限界(3.2)に従って適合を検証できない区間と,不適合確率限界(3.6)
に従って不適合を検証できない区間との組。
注記1 検証できない領域は,片側仕様の仕様限界又は両側仕様の仕様限界の付近にある。
注記2 上側仕様限界及び下側仕様限界の検証できない領域は,異なる大きさになる場合がある。
注記3 適合を検証する場合,検証できない領域は拒絶の領域(3.10)の一部であり,受入の領域(3.8)
の一部ではない。
注記4 不適合を検証する場合,検証できない領域は受入の領域(3.8)の一部であり,拒絶の領域(3.10)
の一部ではない。
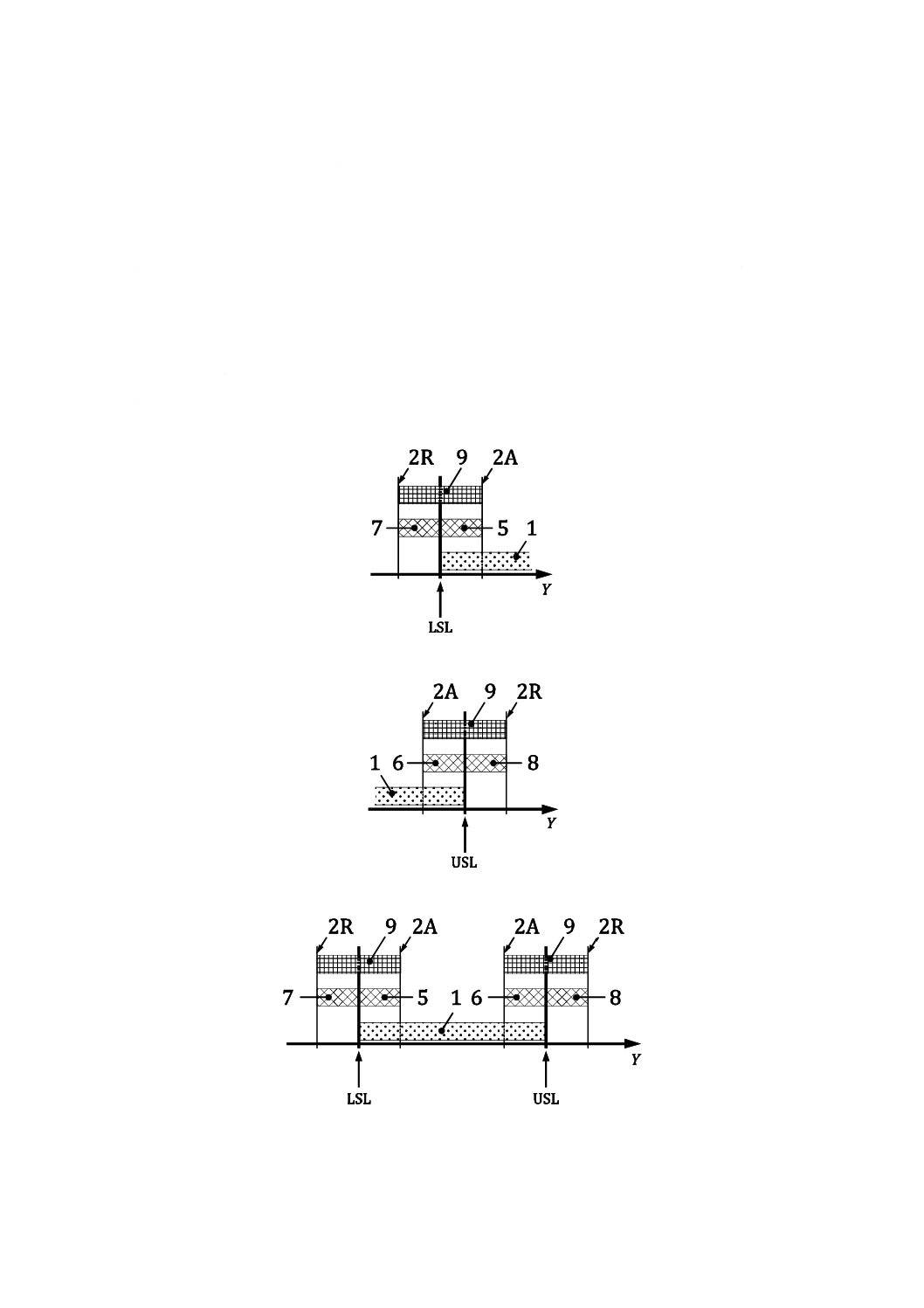
注記5 図3〜図6を参照。
a) 下側仕様限界によってだけ規定された仕様
b) 上側仕様限界によってだけ規定された仕様
c) 下側仕様限界及び上側仕様限界で規定された仕様
図3−検証できない領域
8
B 0641-1:2020
キー
1 仕様の領域
2A 適合を検証するための受入限界
2R 不適合を検証するための受入限界
5 適合を検証するための下側仕様限界のガードバンドgLA
6 適合を検証するための上側仕様限界のガードバンドgUA
7 不適合を検証するための下側仕様限界のガードバンドgLR
8 不適合を検証するための上側仕様限界のガードバンドgUR
9 検証できない領域
Y 特性値
LSL 下側仕様限界
USL 上限仕様限界
注記1 図3 c) は,図3 a) 及び図3 b) の組合せとみなすことができる。
注記2 ほとんどの場合,特性値に関連する確率密度関数は対称であるとみなされ,したがって,gUA,gLA及び
gUR,gLRは同じ幅をもつ。
図3−検証できない領域(続き)
3.13
二分判定基準(binary decision rule)
受入又は拒絶の二つの可能な結果だけをもつ判定基準。
3.14
消費者のリスク(consumer's risk)
受け入れられた製品が不適合である確率。
注記 ISO/IEC Guide 98-4において,“消費者のリスク(specific consumerʼs rule)”と呼ばれている。
3.15
測定能力指数,Cm(measurement capability index)
公差を,製品の特性の測定値の合成標準不確かさの定数倍で除した値。
注記1 附属書JAでは,合成標準不確かさに乗じる定数は4としている。したがって,幅T(USL
−LSL)の両側公差域に適合するための特性を測定する場合,Cm=T/4uCであり,ここで,uC
は特性の測定値の合成標準不確かさである。
注記2 附属書JAでは,“許容限界(tolerance limit)”という用語は“仕様限界(specification limit)”
と同義語である。
3.16
工程分布(process distribution)
製造工程から合理的に推定された特性値の確率分布。
注記 この分布は,十分大きな標本数から測定された特性の度数分布(通常はヒストグラムで表示さ
れる。)から推定できる。
3.17
工程能力指数,Cp(process capability index)
指定された公差に関連する工程能力を記述する指数。
注記1 この定義は附属書JAに特有であり,ISO 22514-1で与えられたより一般的な定義の,特別な
場合である。
9
B 0641-1:2020
注記2 附属書JAでは,工程分布は公差(すなわち,仕様)域の中央に位置し,工程能力指数は生
産分布の領域幅と標準偏差の6倍との比である。
3.18
生産者のリスク(producer's risk)
拒絶された製品が適合している確率。
注記 ISO/IEC Guide 98-4において,“生産者のリスク(specific producerʼs rule)”と呼ばれている。
3.19
拡張受入(relaxed acceptance)
受入の領域が増加し,ガードバンドの幅だけ仕様限界の外側にある状況。
注記1 拡張受入は,受入の領域の幅を増加させ,したがって,許容される製品が適合製品である確
率を低下させるので,注意して使用する。
注記2 拡張受入と縮小拒絶とは,二分判定基準となる。
注記3 拡大したガードバンド幅の大きさは,不確かさの大きな測定が受入可能な製品の数を増やす
ことを避けるために,2×uCの代わりに指定される。
注記4 拡張受入の例として,図JA.2を参照。
3.20
拡張拒絶(relaxed rejection)
拒絶の領域が増加し,ガードバンドの幅だけ仕様限界の内側にある状況。
注記1 拡張拒絶は,拒絶の領域の幅を増加させ,したがって,拒絶された製品が不適合製品である
確率を低下させるので,注意して使用する。
注記2 縮小受入と拡張拒絶とは,二分判定基準となる。
注記3 拡張拒絶の例として,図JA.1を参照。
3.21
単純受入(simple acceptance)
仕様の領域が受入の領域に等しい受入基準。
注記 単純受入と単純拒絶との組合せは,二分判定基準となる。
3.22
単純拒絶(simple rejection)
拒絶の領域が仕様の領域外の全てと等しい拒絶基準。
注記 単純受入と単純拒絶との組合せは,二分判定基準となる。
3.23
縮小受入(stringent acceptance,guarded acceptance)
受入の領域が減少し,ガードバンドの幅だけ仕様限界の内側にある状況。
注記1 縮小受入は,受入の領域の幅を減少させ,したがって,受け入れられた製品が適合製品であ
る確率を高める。
注記2 縮小受入と拡張拒絶とは,二分判定基準となる。
注記3 この規格の既定の判定基準は,2×uCのガードバンド幅による縮小受入の例である。
注記4 縮小受入の例として,図JA.1を参照。
3.24
縮小拒絶(stringent rejection)
10
B 0641-1:2020
拒絶の領域が減少し,ガードバンドの幅だけ仕様限界の外側にある状況。
注記1 縮小拒絶は,拒絶の領域の幅を減少させ,したがって,拒絶された製品が不適合製品である
確率を高める。
注記2 拡張受入と縮小拒絶とは,二分判定基準となる。
注記3 縮小拒絶の例として,図JA.2を参照。
4
既定判定基準
4.1
一般
両側公差が指定された製品特性のような,指定された特定の仕様は,図面及びそれぞれの規格チェーン
(ISO 14638を参照)又は測定装置の(標準としての)測定特性の詳細な説明と,指示値の最大許容誤差
(MPE)とに記述される。
いかなる測定も測定の不確かさに影響される。真の値は正確に知ることができず,あらかじめ決めた包
含確率をもつ包含区間の間にあるとされる。
注記1 測定の不確かさを推定する方法のガイダンスについては,GUM又はISO 14253-2を参照。
注記2 製品特性の推定値の不確かさは,母集団特性の推定値の不確かさとは異なる(例えば,個々
の値の不確かさが平均値の不確かさと異なる。)。
測定量に合理的に帰属できる値の平均及び分散は,しばしば確率密度関数でモデル化される。
しばしば,PDFはガウス分布(正規分布)と仮定される。この場合,95 %の包含確率は包含係数k=1.96
に対応し,通常はk=2に近似される。測定値に関して対称包含区間を仮定することは一般的である。 し
かし,包含確率が満たされる限り,許容できる非対称区間も仮定可能である。
測定値には不確かさが含まれているため,それらの測定値に基づく判定は間違っている可能性がある。
適合確率は,真の値が仕様の領域内に入る確率である。適合確率が適合確率限界(例えば95 %)を上回っ
ている場合に検査項目が受け入れられるような判定基準を設定することが,その適合確率限界の補完(例
えば5 %)に対する誤った判定のリスクを効果的に制限する。
適合確率は,包含確率と混同してはならない。
ガードバンドは,仕様限界に近い不確かな測定値による誤った判定を防ぐ。
そのガードバンドは,測定結果の確率密度関数及び合意された確率限界によって完全に決定する。
受入の領域は,製品,母集団の特性の仕様の領域,又は測定装置機器特性の最大許容誤差の各仕様の領
域をガードバンドで削減することによって設定する。図1を参照。この図は,片側特性の規則も示してい
る。測定値が受入の領域内にある場合,適合と検証する。
指定された仕様の領域及び適合確率限界又は不適合確率限界のいずれかに関する受入の領域は,適合又
は不適合のいずれが検証されているか否かによって異なる。図4〜図6を参照。
適合を検証する場合,受入の領域は,仕様の領域内に完全に入る適合確率限界に等しい包含確率をもつ
包含区間に存在し得る測定値の領域である。
不適合を検証する場合,受入の領域は,仕様の領域の完全に外側にある不適合確率限界に等しい包含確
率をもつ包含区間に存在し得ない測定値の領域である。
適合を検証する場合,受入の領域は次のいずれかの方法で表示できる。
− 適合確率,すなわち,仕様の領域の確率密度関数の積分値が合意値と等しい又は大きい。
− 完全に仕様の領域内に(適合確率限界に等しい包含確率をもつ)包含区間が存在する。
注記3 適合確率は,仕様の領域の確率密度関数の積分値である。
11
B 0641-1:2020
ガードして拒絶する拒絶の領域は,仕様の領域又は最大許容誤差の各仕様限界をガードバンドで拡大す
ることによって設定する。図2参照。この図は,片側仕様の規則も示している。測定値が拒絶の領域に入
ることで不適合と検証する。
不適合を検証する場合,拒絶の領域は次のいずれかの方法で表示できる。
− 上側不適合確率又は下側不適合確率のいずれかが合意値と等しい又は大きい。
− 仕様の領域の完全に上又は完全に下に(不適合確率限界に等しい包含確率をもつ)包含区間が存在す
る。
注記4 上側不適合確率は,仕様の領域の上側範囲の確率密度関数の積分であり,下側不適合確率は,
仕様の領域の下側範囲の確率密度関数の積分である。
適合を検証する場合,拒絶の領域は,完全に仕様の領域内にある適合確率限界に等しい包含確率をもつ
包含区間が存在しない領域である。
そのとき,適合の検証は,測定値が受入の領域に入るか拒絶の領域に入るかに要約される。不適合の検
証も同様である。
受入の領域及び拒絶の領域は,ガードバンド及び仕様の領域の関数である。その結果,受入の領域及び
拒絶の領域は,仕様が同じであっても変わる場合がある。
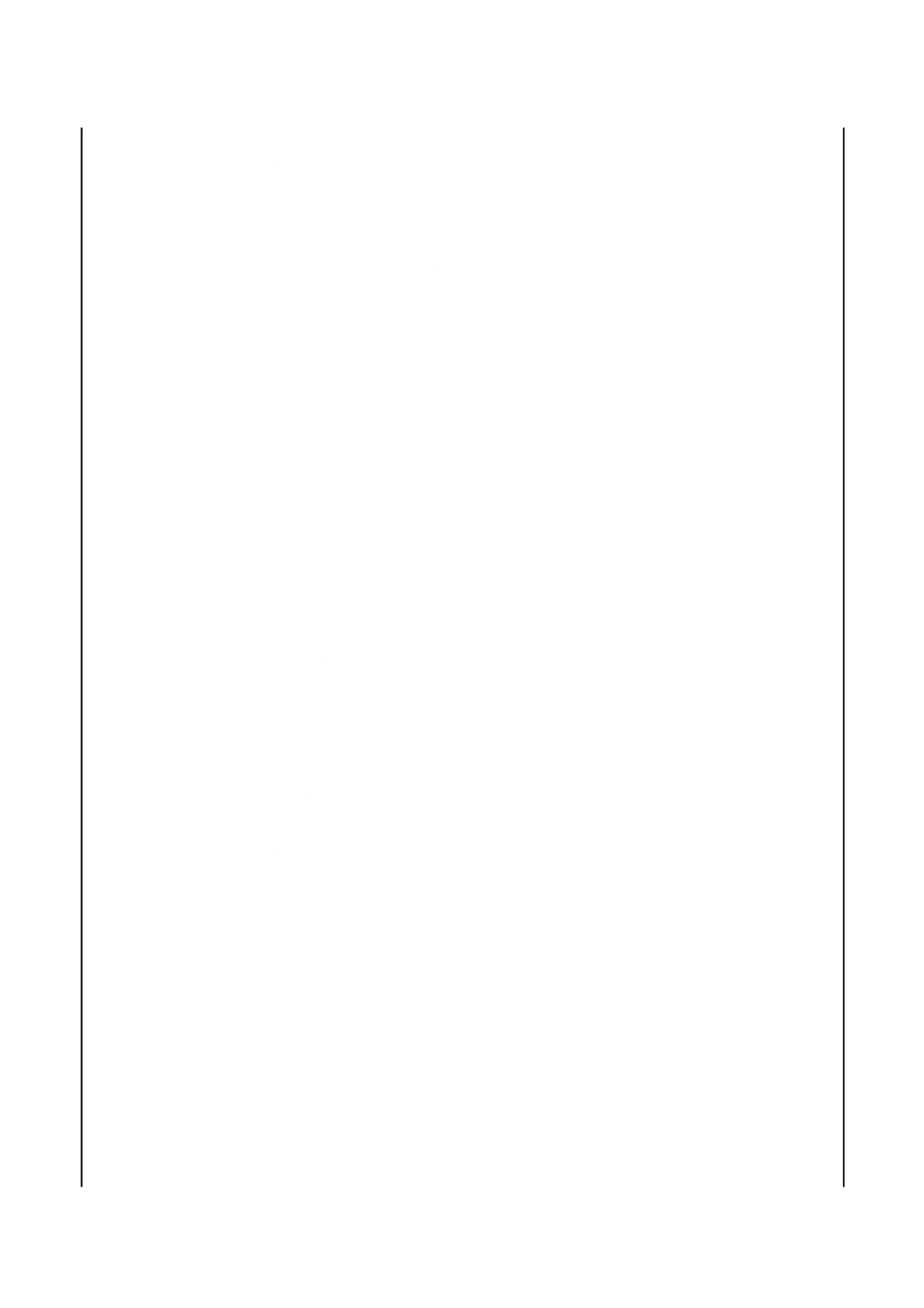
図4〜図6は,不確かさが含まれていない仕様段階から,不確かさでガードバンドを設定する検証段階
への移行を示している。簡略化のために,両側仕様だけを示している。
キー
C 設計又は仕様段階
D 特定の測定の不確かさの検証段階
E 適合の検証(5.2参照)
1 仕様の領域
2 仕様の領域外
3 受入の領域(適合を検証する場合)
4 拒絶の領域(適合を検証する場合)
5 測定の不確かさが増加すると,受入の領域が減少する
LSL 下限仕様限界
USL 上限仕様限界
図4−測定の不確かさによって,適合が検証できる領域が減少する
12
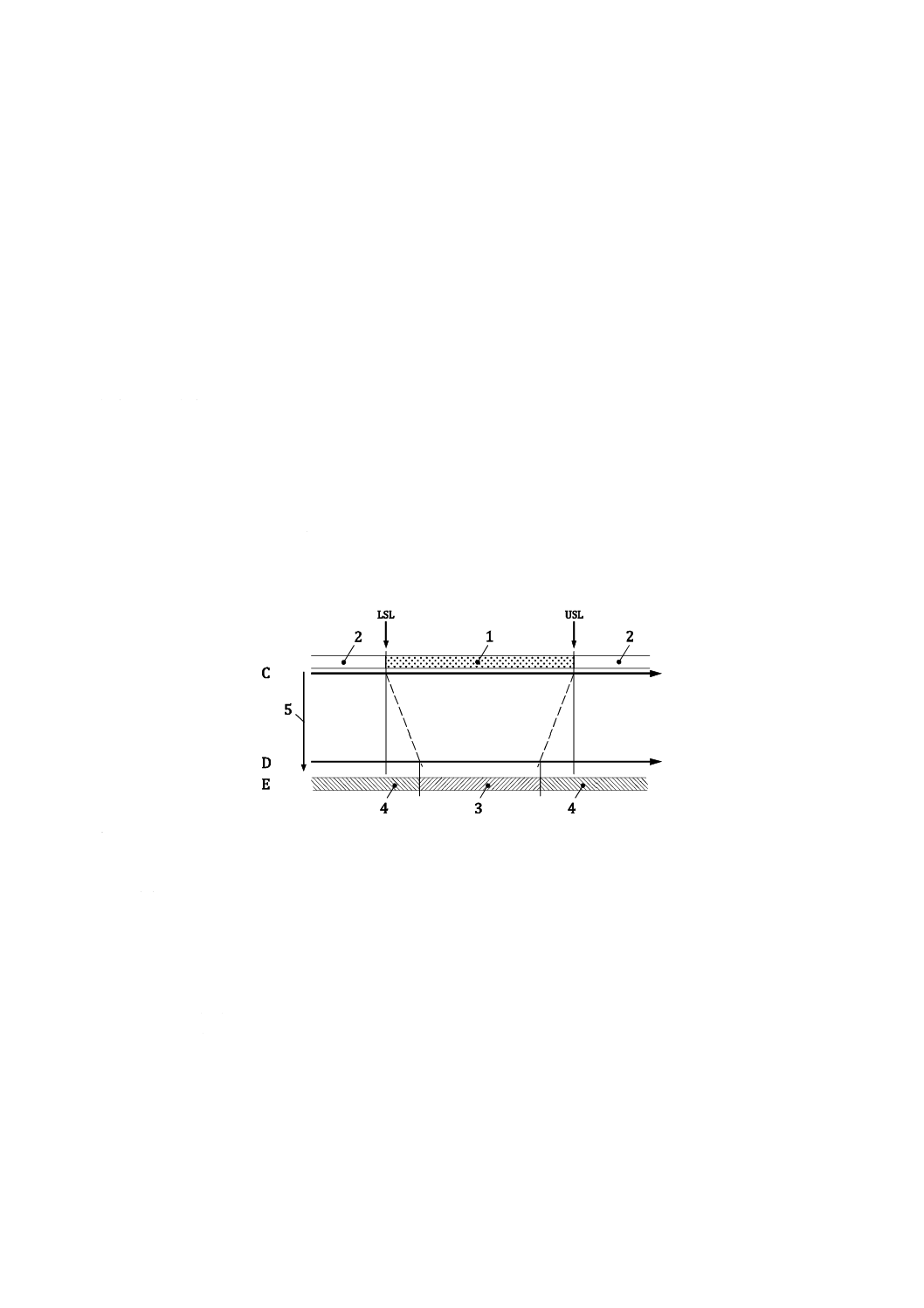
B 0641-1:2020
キー
C 設計又は仕様段階
D 特定の測定の不確かさの検証段階
F 不適合の検証(5.3参照)
1 仕様の領域
2 仕様の領域外
3 受入の領域(不適合を確認する場合)
4 拒絶の領域(不適合を確認する場合)
5 測定の不確かさが増加すると,拒絶の領域が減少する
LSL 下限仕様限界
USL 上限仕様限界
図5−測定の不確かさによって,不適合が検証できる領域が減少する
キー
C 設計又は仕様段階
D 特定の測定の不確かさの検証段階
E 適合の検証(5.2参照)
F 不適合の検証(5.3参照)
1 仕様の領域
2 仕様の領域外
3 適合が検証された領域
4 不適合が検証された領域
5 測定の不確かさが増加すると,受入の領域及び拒絶の領域の両方が減少する
9 検証できない領域
LSL 下限仕様限界
USL 上限仕様限界
図6−適合又は不適合が確認できる領域に影響する測定の不確かさ
13
B 0641-1:2020
4.2
既定の適合確率限界
適合確率限界は95 %を既定とする。受渡当事者は異なる限界で合意してもよい(箇条6参照)。合意は
図面(例えば,契約書又は技術図面)に記録しなければならない。
4.3
既定の不適合確率限界
不適合確率限界は95 %を既定とする。 受渡当事者は異なる限界で合意してもよい(箇条6参照)。合意
は図面(例えば,契約書又は技術図面)に記録しなければならない。
注記 既定の適合確率限界と既定の不適合確率限界とは補完的ではなく,合計で100 %とはならない。
それらは様々な状況による。
5
仕様に対する適合及び不適合の検証
5.1
一般
製品の特性,母集団の特性,及び計測特性に対して,適合又は不適合の検証に適用する。この箇条では,
製品の特性だけを記述するが,この考え方は他の特性に対しても同様に適用できる。
5.2
仕様との適合を検証するための基準
5.2.1
一般
仕様との適合が検証されるのは,測定値が受入の領域にある場合である。受入の領域は,適合確率限界
を考慮して,ガードバンドによって減少された仕様の領域である。
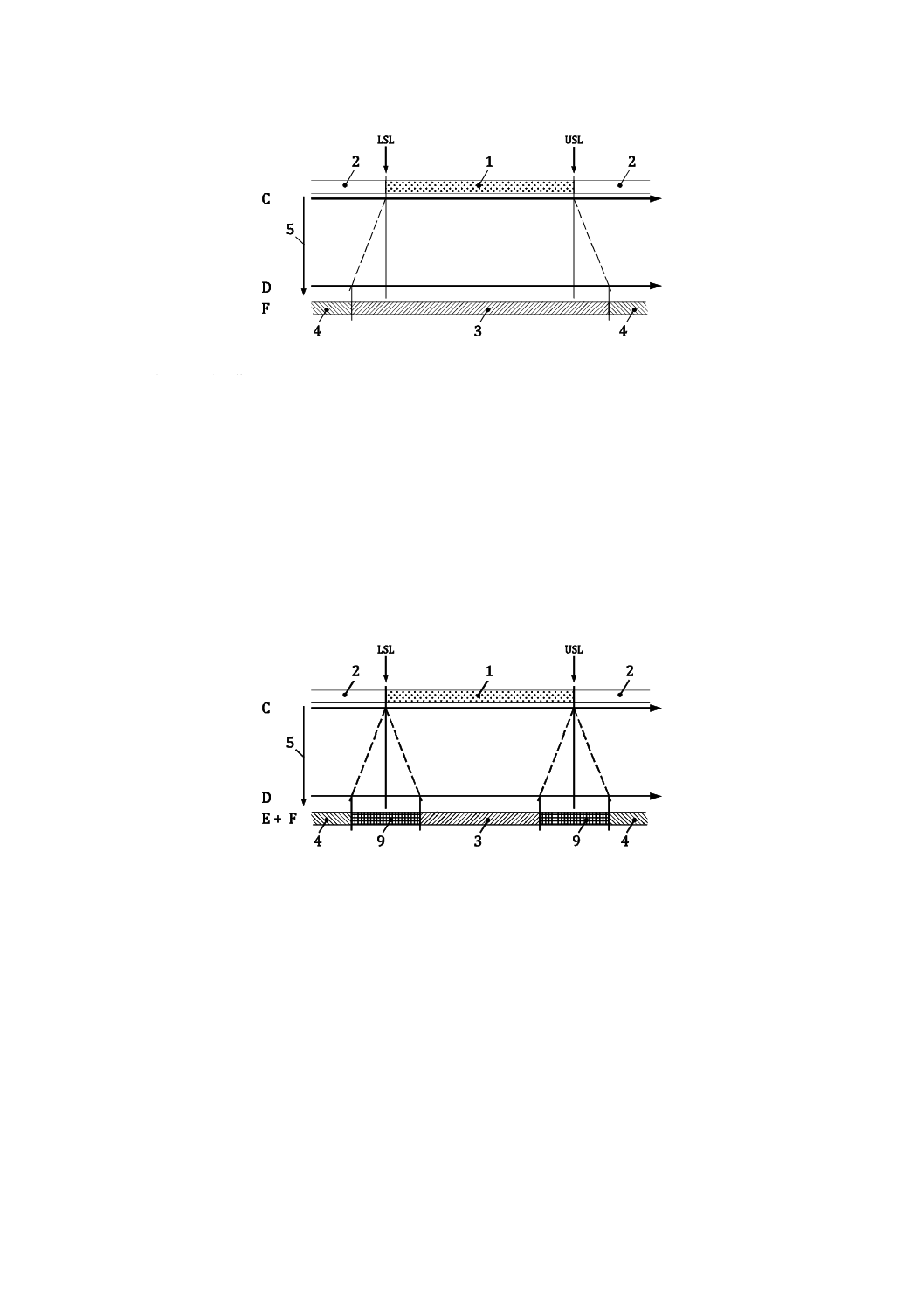
5.2.2
正規確率密度関数及び既定の適合確率限界の場合
測定値の確率密度関数が仕様の領域の幅よりも十分小さい標準偏差をもつ正規分布の場合,95 %の既定
の適合確率限界は,合成標準不確かさの1.65倍のガードバンド幅に相当するガードバンド係数1.65に対応
する(図7参照)。
14
B 0641-1:2020
キー
A 測定値(yL=LSL+gLA)の確率密度関数
B 適合確率
C 適合を検証するための受入の領域
1 仕様の領域
2 LSL+gLAにおける測定値の確率密度関数
3 既定の受入の領域
4 既定の拒絶の領域
5 下側仕様限界におけるガードバンドgLA
6 上限仕様限界におけるガードバンドgUA
yL 適合が検証できる最小測定値
yU 適合が検証できる最大測定値
Y 測定値
LSL 下側仕様限界
USL 上側仕様限界
ε 極限の残差
PDF 確率密度関数
P(conf) 適合確率
図7−仕様との適合の検証
5.3
仕様との不適合を検証するための基準
5.3.1
一般
仕様との不適合が検証されるのは,測定値が拒絶の領域にある場合である。拒絶の領域は,不適合確率
限界を考慮してガードバンドによって拡大された仕様の領域の外側の領域である。
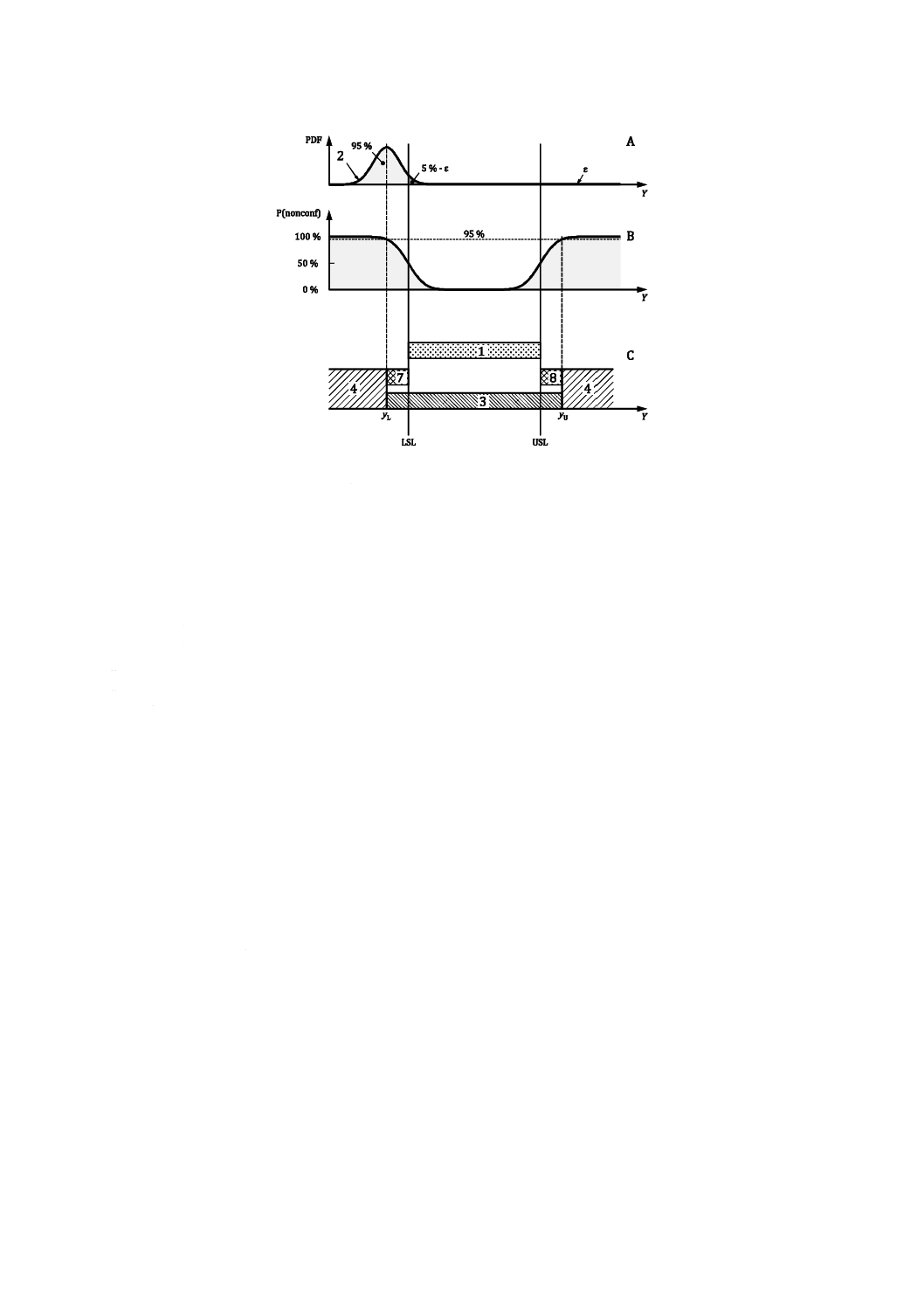
5.3.2
正規確率密度関数及び既定の不適合確率限界の場合
測定値の確率密度関数が仕様の領域の幅よりも十分小さい標準偏差をもつ正規分布の場合,95 %の既定
の不適合確率限界は,合成標準不確かさの1.65倍のガードバンド幅に相当するガードバンド係数1.65に対
応する(図8参照)。
15
B 0641-1:2020
キー
A 測定値(yL=LSL−gLR)の確率密度関数
B 適合確率
C 不適合を検証するためのガードバンド
1 仕様の領域
2 LSL−gLRにおける測定値の確率密度関数
3 既定の受入の領域
4 既定の拒絶の領域
7 下側仕様限界におけるガードバンドgLR
8 上限仕様限界におけるガードバンドgUR
yL 不適合が検証できるLSLより小さな最大測定値
yU 不適合が検証できるUSLより大きな最小測定値
Y 測定値
LSL 下側仕様限界
USL 上側仕様限界
ε 極限の残差
PDF 確率密度関数
P(nonconf)
図8−仕様との不適合の検証
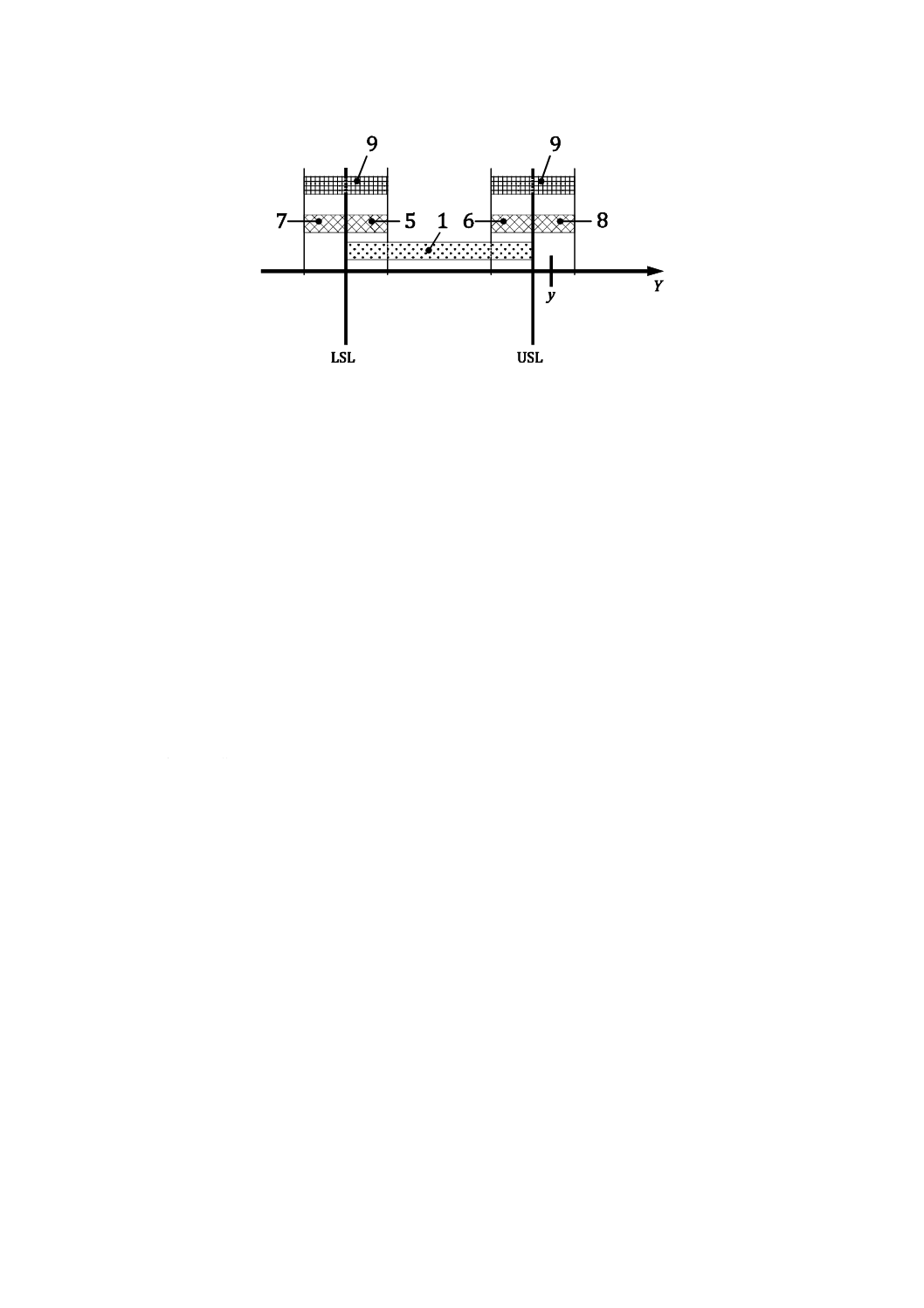
5.4
検証できない領域
測定値が検証できない領域(すなわち,ガードバンドの一方の中)にある場合,製品は,仕様との適合
を検証するときに拒絶され,仕様との不適合を検証するときには受け入れられる(図9参照)。
16
B 0641-1:2020
キー
1 仕様の領域
5 適合を検証するための下側仕様限界におけるガードバンドgLA
6 適合を検証するための上側仕様限界におけるガードバンドgUA
7 不適合を検証するための下側仕様限界におけるガードバンドgLR
8 不適合を検証するための上側仕様限界におけるガードバンドgUR
9 検証できない領域
y 測定値
LSL 下側仕様限界
USL 上側仕様限界
図9−検証できない領域
6
受渡当事者間での適用
6.1
一般
この規格で規定する基準は,受渡当事者間にあらかじめ合意がない場合に適用する。
基準の背景には,“測定の不確かさは,常に,適合又は不適合を検証するために測定を行う当事者に対し
て不利に作用する”という原則がある。
注記1 測定の不確かさの改善は,適合又は不適合を検証する当事者にとって利益となる。
注記2 当事者が社内で検証を行うか,第三者に測定を依頼するかにかかわらず,上の原則を適用す
る。
これらの基準は,内部の受渡当事者間及び再検証にも適用する。
6.2
適合を検証しようとする供給者
供給者は,その見積もられた測定の不確かさを用いて,5.2に従って,適合を検証しなければならない。
注記 納品する全ての製品又は測定装置は,慣習的に,供給者が仕様に適合していることを検証する。
6.3
不適合を検証しようとする顧客
顧客は,その見積もられた測定の不確かさを用いて,5.3に従って,不適合を検証しなければならない。
注記 中間業者(reseller)は第一に顧客であり,次に同じ製品又は測定装置の供給者である。中間業
者はその顧客に対し,製品又は測定装置の適合を検証することはできず,同時に,その供給者
に対しても,それらの不適合を検証することができない状況になることがある。それは,測定
結果が検証できない領域に入った場合である。この状況を避けるために,中間業者はその顧客
に対する適合を検証するため,供給者から提供された証明を使うのがよい。
17
B 0641-1:2020
附属書A
(参考)
旧規格との関係
この規格は,JIS B 0641-1:2001及びISO/IEC Guide 98-4で説明されている包含確率(この附属書の説明
では“従来の方法”と呼ぶ。)ではなく,適合確率に重点を置いている。従来の方法で使用されていた固定
された包含確率の使用は,生産コストの不必要な増加につながる可能性がある。この附属書では,この規
格で導入した方法と従来の方法との違いについて説明する。
従来の方法は,既定の包含係数k=2を基準にしていた。これは,ガウス確率密度関数の既定包含確率
95 %にほぼ相当する。
続く説明では,正規分布の確率密度関数と従来の95 %の包含確率とを考察し,この規格で導入されてい
る95 %の適合確率と比較する。
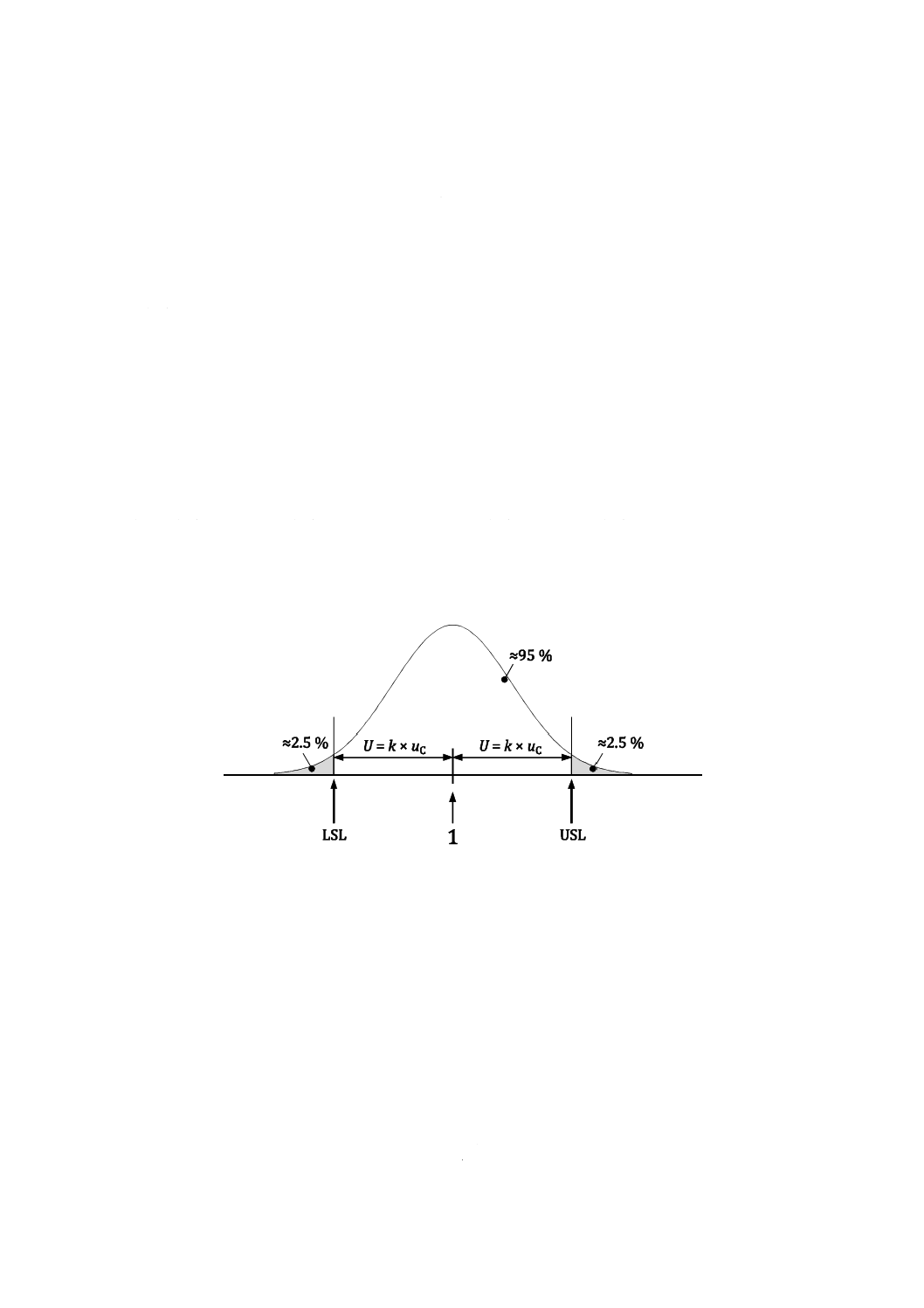
受入の領域が仕様の領域の中央の単一の値に過ぎない例外的な場合(両側仕様の場合)では,二つの方
法は一致する(図A.1参照)。
注記 包含係数k=2の包含確率は95.45 %であり,包含確率95 %の包含係数はk=1.96である。
仕様の領域の中央での測定では,真の値が上限仕様限界(USL)を上回る可能性が2.5 %であり,値が下
限仕様限界(LSL)を下回る確率が2.5 %であるため,適合確率は95 %である。
キー
1 受入の領域が単一の値の場合
LSL 下側仕様限界
USL 上側仕様限界
図A.1−仕様の領域の幅が3.92×uC(従来の方法:4×uC)の場合の適合の検証
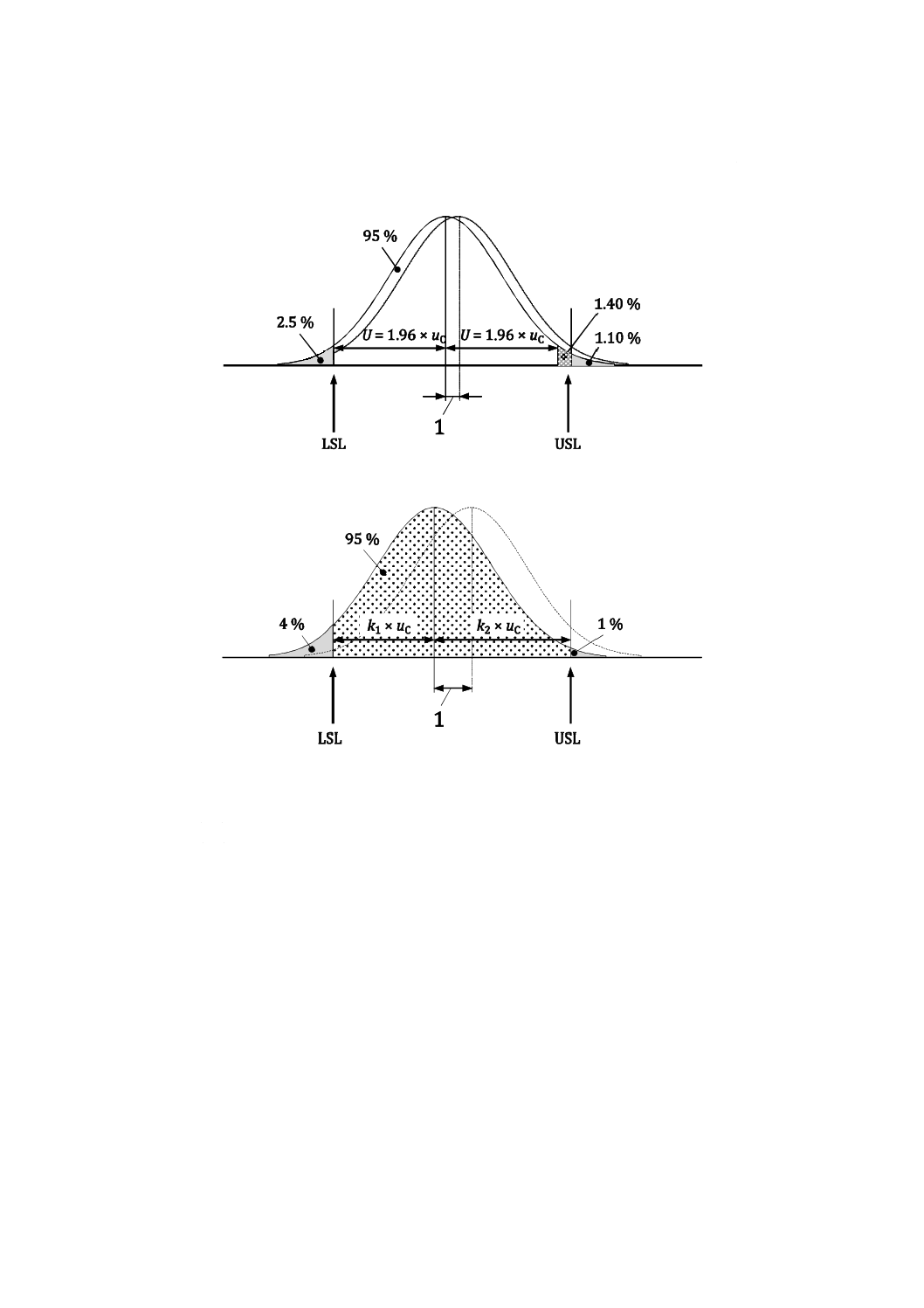
(USL−LSL)/uCが4より大きくなると,受入の領域はもはや単一の値ではなくなり,二つの方法の差
がより顕著になる。仕様の領域の上限と下限とで1.96×uCを取り除いて受入の領域を計算した場合,いず
れかの受入限界で測定された値に対して,測定の不確かさが減少すると不適合確率が減少する。例えば,
(USL−LSL)/uC=4.25の場合,LSL+1.96×uCでの測定値は,下限不適合確率が2.5 %,上限不適合確率
が1.10 %となる。したがって,従来の方法による適合確率は,所望の95 %ではなく96.40 %であり,これ
はまた,不必要に生産コストを増加させる[図A.2 a) 参照]。
18
B 0641-1:2020
95 %の適合確率を目指すことは,95 %の適合確率の要件を満たす受入の領域を作成するために,可能な
測定値(k1≠k2)に対して妥当な包含間隔を非対称に配置できることを意味する[図A.2 b) 参照]。
a) 従来の方法
b) 新しい方法
キー
1 受入の領域
LSL 下側仕様限界
USL 上側仕様限界
図A.2−仕様の領域の幅が4.25×uCの場合の適合の検証
(USL−LSL)がuCよりも十分大きい[(USL−LSL)≫uC]のが,一般的な場合である(図7)。
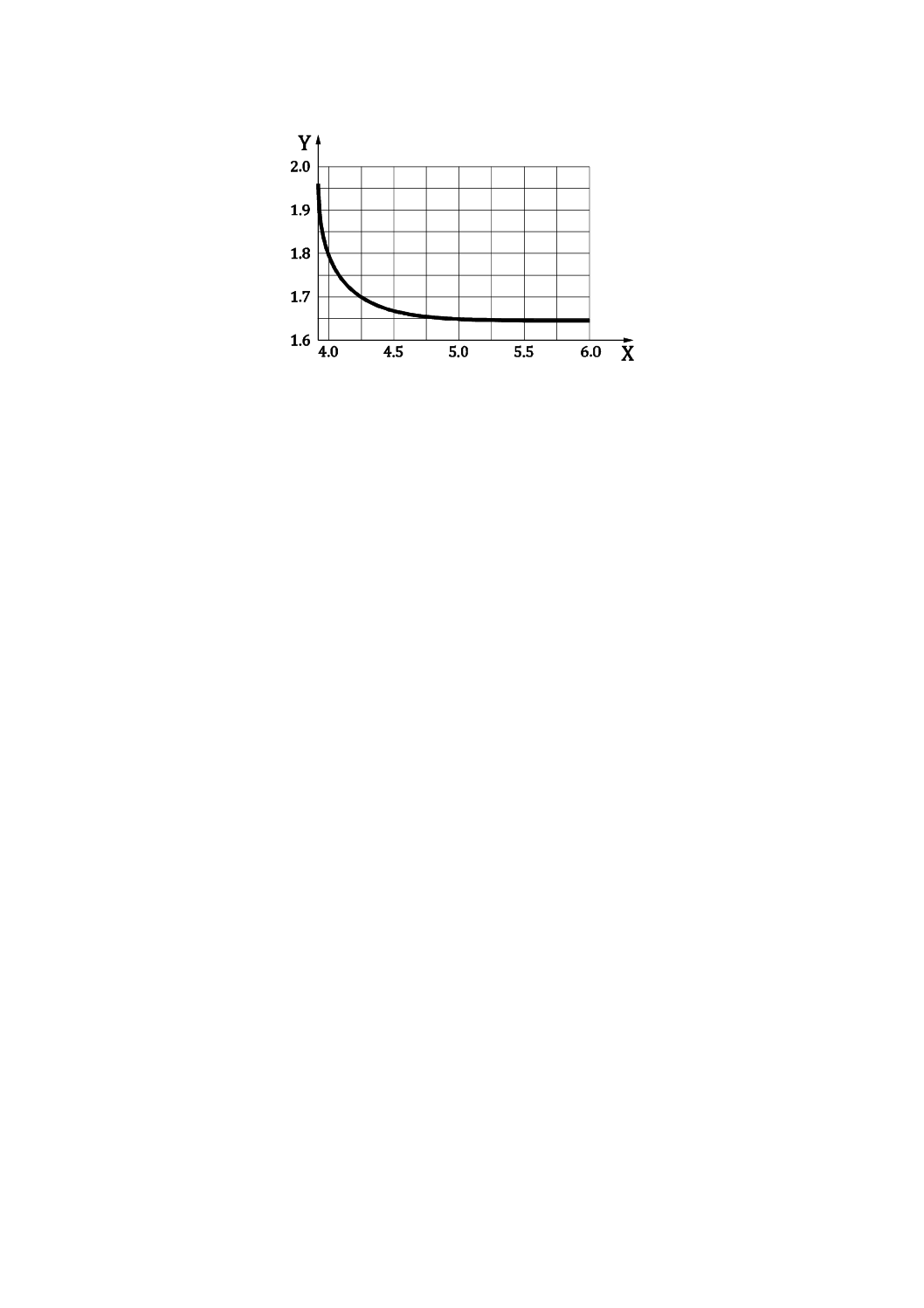
図A.3は,仕様の領域の幅に対して不確かさが小さくなった場合のガードバンド係数が1.65に近づく
95 %の適合確率を示している。これは,確率分布の片側でだけ,誤った決定のための5 %のリスクを考慮
する必要があることを意味する。
19
B 0641-1:2020
キー
X (USL−LSL)/uC
Y ガードバンド係数g
注記 gの最大値は1.96であり,(USL−LSL)/uCが2×1.96=3.92に等しいときに適用される。
図A.3−仕様の領域の幅と結合された測定の不確かさuCとの比の関数として95 %の包含確率に対する
ガードバンド係数g
20
B 0641-1:2020
附属書B
(参考)
GPSマトリックスモデルとの関係
B.1
一般
GPSマトリックスモデルの詳細な記載は,ISO 14638を参照する。
ISO 14638に示されるISO/GPSマスタ−プランは,この規格がその一部を構成するISO/GPSシステムの
全体像を与える。他に指定がなければ,JIS B 0024で規定するISO/GPSの基本的な規則は,この規格に適
用し,この規格で与えられる既定の判定基準は,ISO/GPS規格に適用する。
B.2
この規格とその使用法
この規格は次の基準を与える。
− 見積もられた測定の不確かさを考慮に入れ,製品と測定装置に関してGPS仕様との適合の検証
− 見積もられた測定の不確かさを考慮に入れ,製品と測定装置に関してGPS仕様との不適合の検証
− GPS仕様との適合及び不適合のいずれも検証できない場合の取り扱い
この規格においては,測定の不確かさはGUM及びISO 14253-2に従って見積もる。
B.3
マトリックスモデルにおける位置付け
この規格はGPS基本規格であり,表B.1に示すように,GPSマトリックスの全ての規格チェーンのチェ
ーンリンクDに影響を与える。
表B.1−ISO/GPS規格マトリックスモデル
チェーンリンク
A
B
C
D
E
F
G
記号及び指
示法
形体に対す
る要求事項
形体の性質
適合及び不
適合
測定
測定機器
校正
サイズ
距離
形状
姿勢
位置
振れ
表面性状
(輪郭曲線)
表面性状
(三次元)
表面欠陥
B.4
関連規格
関連国際規格又は日本産業規格は,表B.1に示す規格チェーンに含まれる規格である。
21
B 0641-1:2020
附属書JA
(参考)
経済性を考慮した測定装置,及び製品の受入又は拒絶のための判定基準の例
JA.1
一般
この規格は,計量分野において,製品の受入又は拒絶の判定基準に係る不確かさの重要性の認識を高め
る。一方,この附属書は,この規格の規定の判定基準が最適な選択肢ではない場合に対応できるよう,適
用範囲を拡大するものである。ここでの手順と用語とは,リスク分析の最近の進展に従ったものである。
この附属書は,ISO/IEC Guide 98-4に記載されたガイドに従う。判定基準は,判定限界をどこに設定す
るかを決定し,製品公差に影響を与えない。測定における(常に存在する)不確かさに対処し,この不確
かさが受入又は拒絶の決定にどのように影響するかを明確に述べている。
この規格の規定の判定基準に従えば,受け入れられた製品が実際に仕様に適合している可能性は高くな
るが,重要度の低い適用対象においては,経済的に最適な判定基準は,より緩い基準となる場合がある。
例えば,工作物の製造において,その真の値の分布がガウス分布であり,標準偏差の6倍を仕様の領域(Cp
=1)とする場合を考察する。測定能力指数が4(Cm=4)の測定システムにおいて,この規格の規定の基
準を使用すると,不適合製品を受け入れる確率は0.000 02となる。したがって,この場合,この規格の既
定の判定基準を使用することで,仕様に適合する製品の受入決定をほぼ確実に行うことができる。
対照的に,この例において,単純受入の判定基準として,仕様限界まで受け入れることとすると,不適
合製品を受け入れる可能性は0.000 74となり,この規格の規定の基準の場合よりも30倍以上大きくなる。
この規格の規定の基準は,受け入れた製品が実際に仕様に適合していることを示し,安全性が非常に重視
される状況,又は欠陥のある製品が非常に大きな影響を及ぼす場合では,この規格の規定の基準は,受け
入れた製品が実際に仕様に適合していることを高い信頼性で補償し,それゆえ,誤った受入によって生じ
る大きな損失の発生を減らすことから,経済的な観点から多くの場合,正当化される。上記の例では,単
純受入ルールにおいては,適合製品の0.3 %を拒否するのに対して,この規格の規定の判定基準では,適
合製品の3.1 %を拒否する。
あまり重要でない製品については,不適合製品を受け入れる経済的コストがそれほど重要ではない場合,
より多くの製品を受け入れる判定基準は,より経済的である。少数の不適合製品しか受け入れないという
条件は,通常,拒絶した不適合製品の数倍の数の適合製品を拒絶することとなるため,より多くの製品を
受け入れるという判定基準は,多くの場合,より経済的である。不適合製品を受け入れることに対するコ
スト要因は多数ある。製品の交換,保証費用の増加,企業の評判の損失,潜在的な訴訟などが含まれる。
特に,安全に不可欠な要素が傷害又は人命の喪失をもたらす場合,そのような結果に対するコストは非常
に高価となるため,受け入れた製品が仕様に適合する可能性を高めることになるのであれば,仕様に適合
する製品を意図せずに拒絶することに対するコストは,正当化されることになる。このような状況で,不
適合製品を受け入れる財務リスクは,通常,全ての予想(確率×コスト)費用の合計として計算される。
人間の安全が関わるケースでは,コストが非常に高くなる可能性がある。最終的に,判定基準の選択は,
製品に係る全ての関連コストに基づく取引上の決定事項となる。さらに,他の多くの要因を最適化できる
ことは明らかである(ただし,それらを網羅することはこの附属書の適用範囲を超えている。)。特に,製
造プロセス又は測定プロセスの変更は,判定基準の変更よりもより経済的である。実際には,これらの要
素の全てを考慮して最適化する必要があるが,この附属書では,判定基準の要素だけが考慮されている。
22
B 0641-1:2020
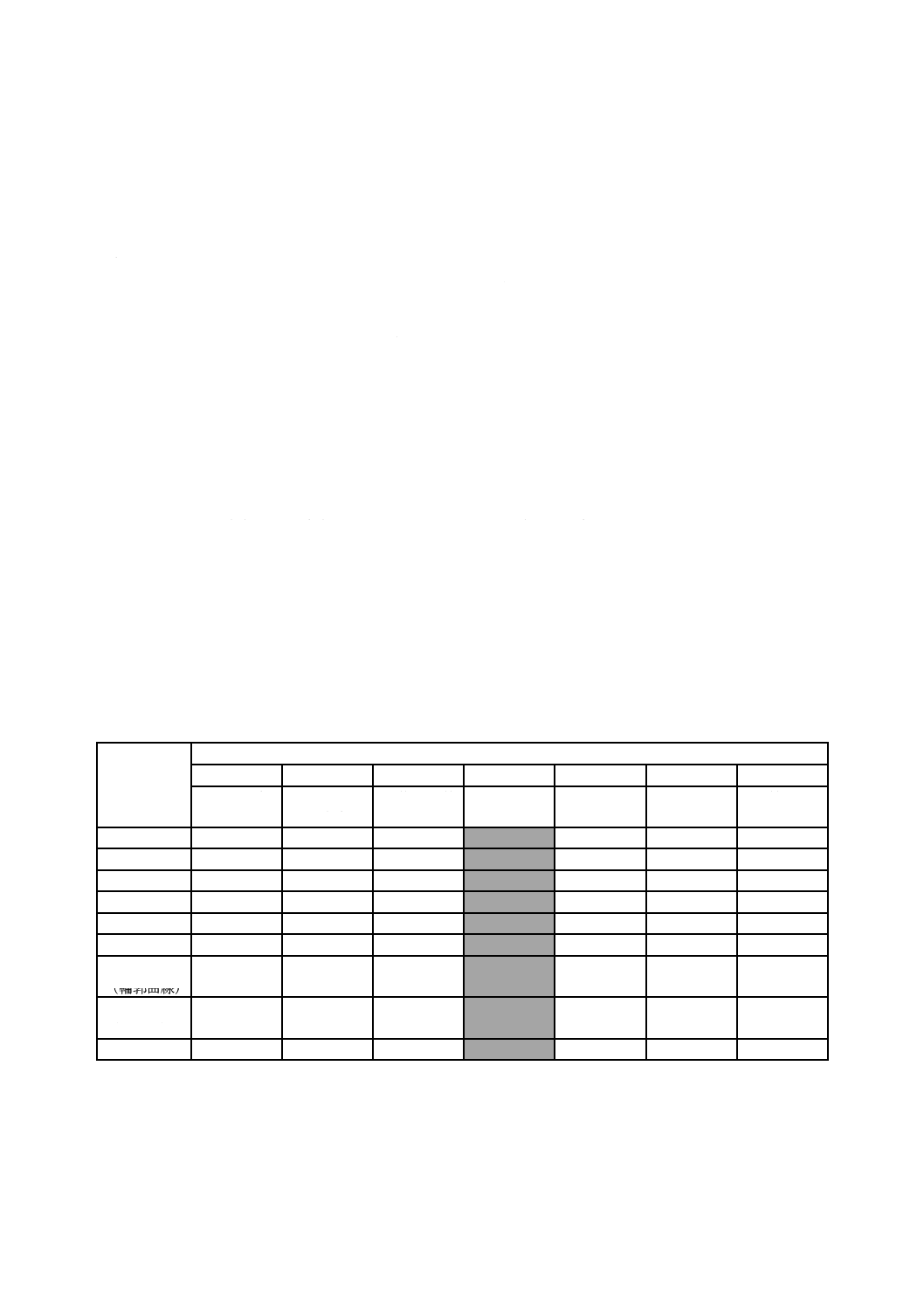
特定の工程能力指数(Cp),測定能力指数(Cm),及び特定の判定基準が与えられると,合否判定基準の
違いによる純利益計算表が完全に決定される(例えば,表JA.2参照)。したがって,これら三つの量は,
適合製品又は不適合製品の受入又は拒絶に関連する四つの確率を決定する。四つの確率が分かれば,その
特定のシナリオの純利益を決定するために,四つの確率に関連コスト(例えば,表JA.1参照)を乗じるこ
とによって経済結果が計算される。
注記 生産又は測定の確率分布関数(PDF)がガウス分布ではなく,かつ,中央にも位置しない場合,
四つの確率を計算するには実際のPDFが必要である。
JA.2
判定基準
JA.2.1
ガードバンド
判定基準について経済的影響を考慮すると,非常に縮小した受入基準から非常に拡張した受入基準まで
の範囲が連続している。測定の不確かさの計算は計測システムに依存するが,ガードバンドの計算は測定
の経済性に依存することに注意することが重要である。
JA.2.2
拡張受入及び縮小受入の領域
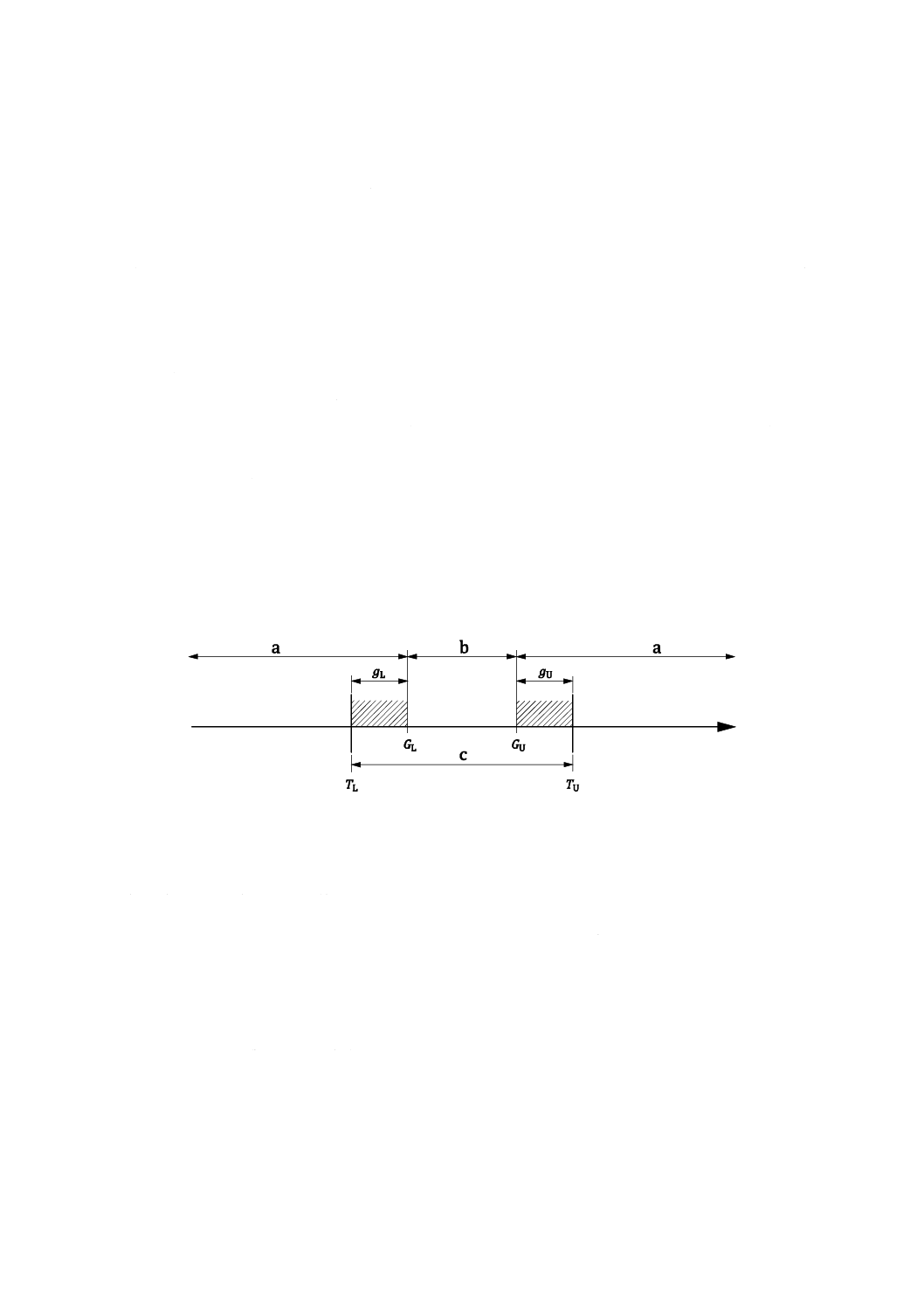
ガードバンドを大きくすることで,受け入れられた製品が仕様に適合する可能性が高くなる状況を“縮
小受入”という(図JA.1)。この規格の規定の判定基準は,合成標準不確かさの2倍に等しいガードバン
ドでの縮小受入の例である。縮小受入が受入範囲の幅を縮小し,受け入れられた製品が仕様に適合する確
率を高めている。
キー
a 拡張拒絶の領域
b 縮小受入の領域
c 仕様の領域
注記 製品の測定結果に対する縮小受入の領域は,許容範囲内にある上限(GU)及び下限(GL)の受入限界によ
って定義される。二つの拡張拒絶の領域も示している。許容限界(TU,TL)と受入限界との間のオフセッ
トは,ガードバンドgU及びgLである。縮小受入の基準は,不適合な製品を受入する確率を低減する。
図JA.1−製品の測定結果に対して縮小受入の領域
多くのガードバンドは縮小受入に適応するように設計されているが,状況によっては反対の効果が望ま
れる。受け入れられる製品の量を増やすために,図JA.2に示すガードバンドを使用することができる。こ
れは“拡張受入”として知られている。このような状況は,製品仕様書に,技術水準を超えた公差値が割
り当てられている場合に発生する可能性がある。このような状況では,縮小受入のガードバンドによって
受入の領域が存在せず,製品が受け入れられない。したがって,合理的な寸法の製品を受け入れるために,
拡張受入を使用する必要も考えられる。不適合製品を受け入れるコストが製造コストと同等の場合,拡張
23
B 0641-1:2020
受入を適用すると,より多くの製品を受け入れられ,利益が増加する。拡張受入の適用は,受入の領域は
増加するが,受け入れられた製品が仕様に適合する確率が低下することに,注意が必要である。
キー
a 縮小拒絶の領域
b 拡張受入の領域
c 仕様の領域
注記 製品の測定結果に対する拡張受入の領域は,許容範囲外にある上限(GU)及び下限(GL)の受入限界によ
って定義される。二つの縮小拒絶の領域も示している。許容限界(TU,TL)と受入限界との間のオフセッ
トは,ガードバンドgU及びgLである。拡張受入の基準は,不適合な製品を受入する確率を増加する。
図JA.2−製品の測定結果に対して拡張受入の領域
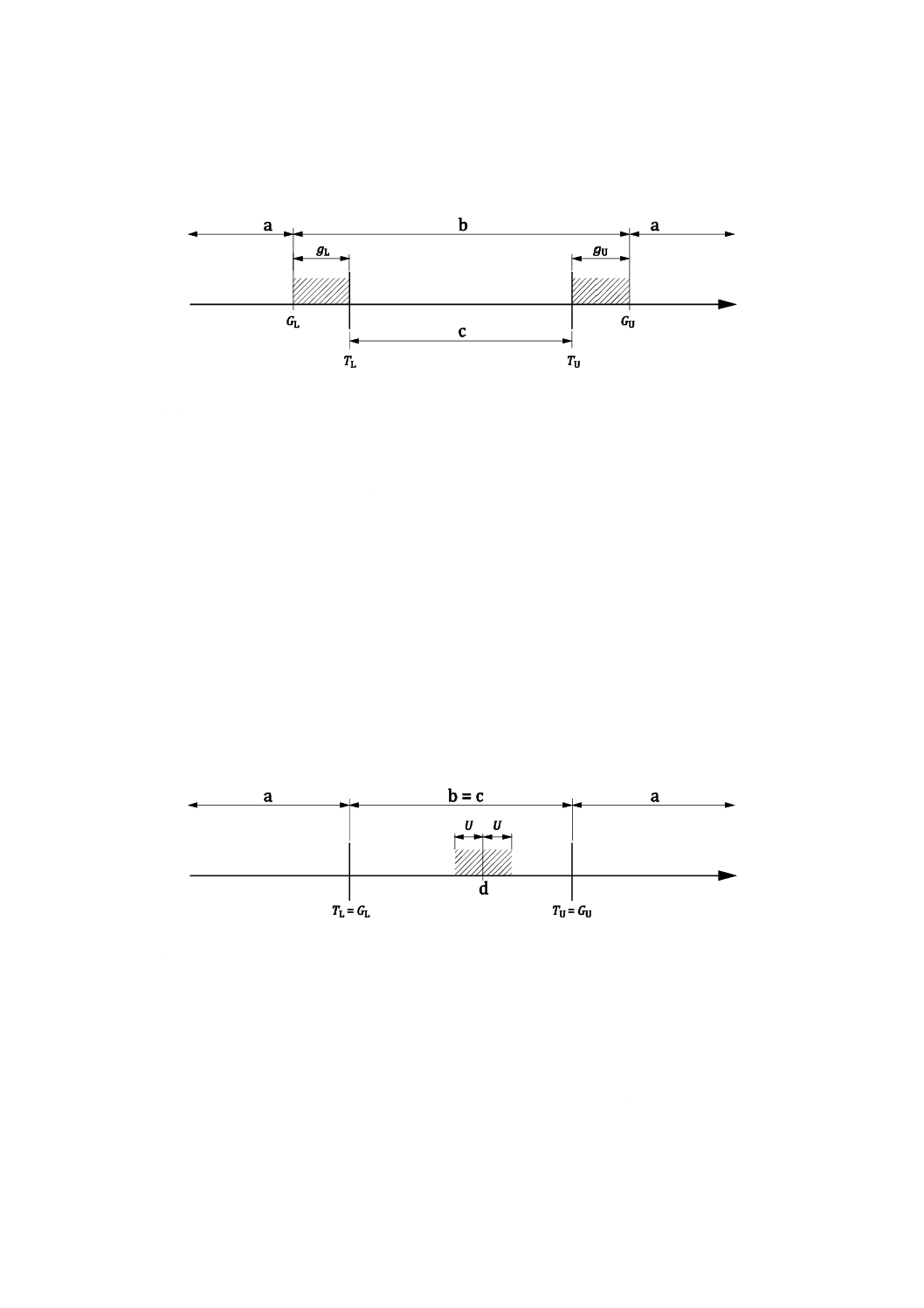
従来,最も一般的な受入の基準は,仕様限界までの測定結果を含む製品を受け入れることであった。こ
の基準(ガードバンドがゼロの状態)は,“単純受入”として知られている(図JA.3)。縮小受入及び拡張
受入は,ガードバンドを使用し,測定の不確かさを割り当てるのに対して,単純受入では,仕様の領域に
対する測定の不確かさの大きさを制限する。これは,仕様の領域と不確かさの範囲との比である測定能力
指数を用いて対応する。一般的な場合では,測定の不確かさの範囲の幅(4×uC)が仕様の領域の幅の4
分の1,すなわちCm=4である単純受入が使われる。
キー
a 単純拒絶の領域
b 単純受入の領域
c 仕様の領域
d 測定結果
注記 測定の不確かさの範囲は幅4×uCである。また,不確かさの範囲は製品の仕様の領域の4分の1以下である。
測定結果は,製品の受入を示す。
図JA.3−4:1の比率を使用した場合の単純受入及び拒絶
24
B 0641-1:2020
JA.2.3
拡張拒絶及び縮小拒絶の領域
二分判定基準の場合,拒絶の領域は受入の領域の残りになる。したがって,単純受入の場合,単純拒絶
の領域には,仕様限界を超えた全ての測定値が含まれる。図JA.3を参照。
拡張拒絶の領域は,仕様の領域の一部を含み,縮小受入と対応する(図JA.1)。“拡張拒絶”という用語
は,拡張拒絶の領域が仕様の領域も含むため,拒絶された製品が仕様に適合しない確率が低下することを
意味する。
縮小拒絶の領域は,仕様限界を外れた値から始まり,拡張受入の領域の残りになる(図JA.2)。“縮小拒
絶”という用語は,単純拒絶と比較して拒絶の領域の範囲が減少するため,拒絶された製品が仕様に適合
しない確率の増加を意味する。
JA.3
合否判定基準の例
JA.3.1
一般
次の例では,参考文献[9]に記載されている手法に基づいて,生産者のリスク及び消費者のリスクを計算
している。これらの例では,適切な合否判定基準を採用することによる検査工程の効率化の利点を示すと
ともに,合否判定基準に関する用語を使用することによって,検査工程の結果がどのように伝達されるか
を示す。
JA.3.2
工程能力指数=2/3かつ測定能力指数=2
JA.3.2.1
一般
ある生産施設において,高精度な部品を製造し,検査し,組立品に組み込む場合を想定する。設計上,
部品に対して非常に小さい公差が指定されるため,製造工程が工程能力指数Cp=2/3を満たすように管理
されているものとする。ここで,部品に対して指定された公差をT,製造される部品が従う分布の標準偏
差をupとすると,Cp=T/(6up) である。また,小さい公差を検証するに当たり,測定能力指数Cm=2を満た
す測定によって合否判定のための検査が実施されることとなる。ここで,検査における測定の標準不確か
さをumとすると,Cm=T/(4um) である。このような小さい公差を検証するためのCm=2を満たす測定は,
単独ではCm<2である測定によって得られた結果を算術平均することによって実現される場合もある。こ
れは個々の測定におけるランダムな要因に起因する不確かさが平均化効果によって低減され,最終的な算
出値の不確かさがCm=2を満たすような場合である。測定能力指数の低い測定によって得られた結果を平
均することで合否判定を行う場合は,受渡当事者は測定能力の問題について議論し,合否判定基準を既定
の判定基準から変更することに合意した上で,経済性を考慮して新たに採用する合否判定基準を選定する。
JA.3.2.2
原価モデル
この例における原価モデルを表JA.1に示す。仕様に適合している製品を受け入れた場合,1個当たりの
純利益(販売価格から総費用を引いたもの)が0.5円であるとする。ここでは利益と費用との相対関係だ
けが重要であるため,通貨単位は任意に考えてよい。
この製品が拒絶される場合,拒絶された製品は,仕様に適合していたか否かによらず廃棄されるものと
する。したがって,この製品が拒絶された場合の1個当たりの純損失は,製品の仕様に対する適合を問わ
ず,製造費用に等しい1円であるとする。続く例では,仕様に不適合な製品を誤って受け入れた場合につ
いて,発生する損失の違いによって6通りの場合について計算を行う。不適合品を受け入れたことによっ
て発生する損失として,単純な交換に相当する場合(A)から,それ以外の追加の損失が発生する場合と
して製品の製造費用の50倍に相当する大きな損失が発生する場合(F)までを想定した。非常に大きな損
失が発生する場合としては,欠陥のある製品要素が組み込まれてしまった複雑なアセンブリ全体を再構築
25
B 0641-1:2020
しなければならない場合,その製品に不具合を生じると潜在的な訴訟費用が発生し得る場合,安全上重要
な要素である場合などがある。想定されるそれぞれの場合において,製品1個当たりの純利益幅は,適合
品の受入によって生じる利益の期待値から,その他の場合の損失の期待値を引いたものとなる。これを表
JA.2のA〜Fに示す。数値は1 000倍してある。
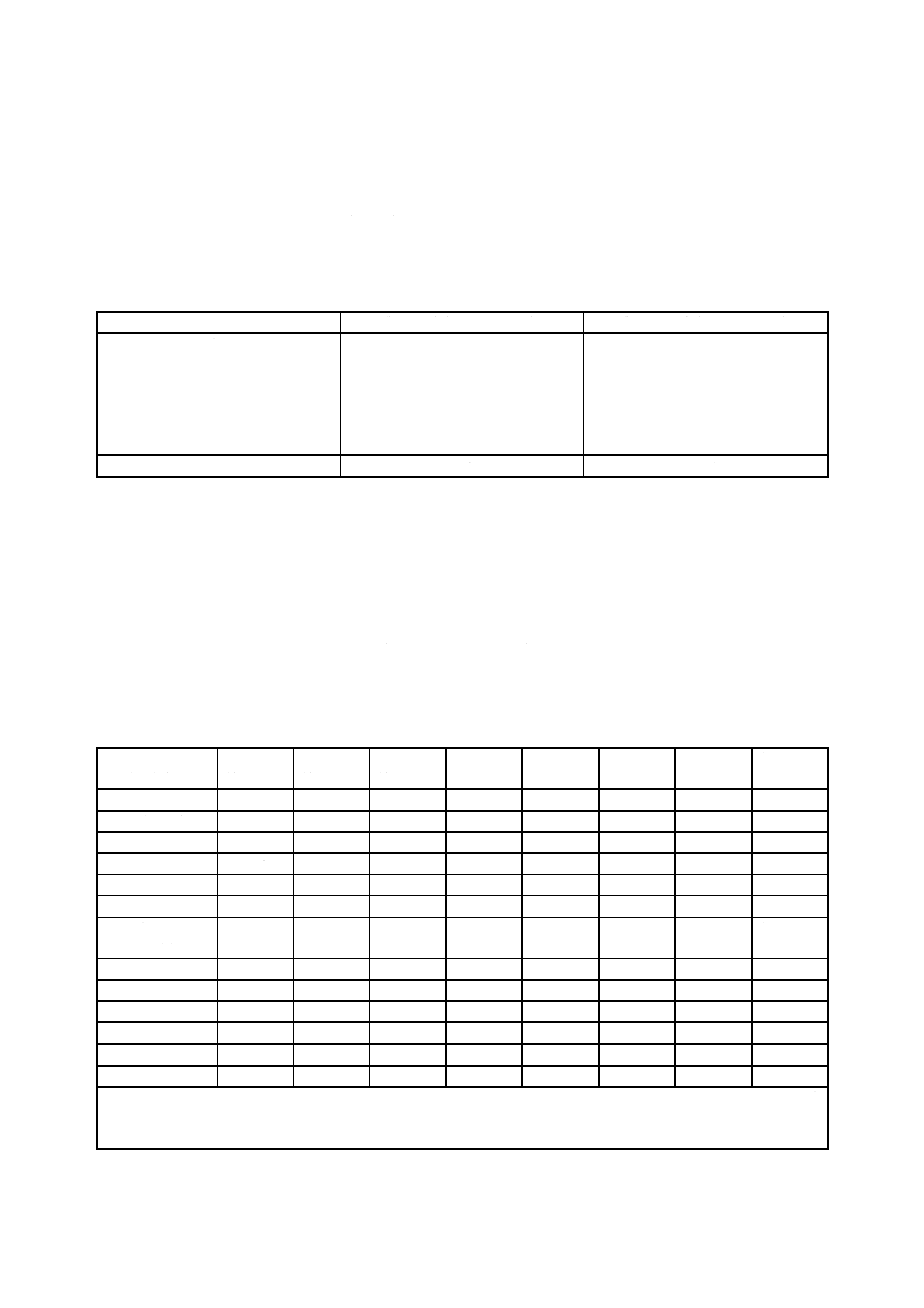
表JA.1−各決定の損益を示す利得表
単位 円
合否判定の結果
製品が適合品だった場合
製品が不適合品だった場合
受入
+0.5
A:−1
B:−2
C:−5
D:−10
E:−20
F:−50
拒絶
−1
−1
JA.3.2.3
合否判定基準の違いによる純利益幅
表JA.2に8通りの異なる合否判定基準に対して,それを適用した場合の純利益幅を示す。合否判定基準
としては無検査による全数受入から,測定の合成標準不確かさの2倍をガードバンド幅とした縮小受入ま
でを想定した。前者は,無限に広いガードバンド幅による拒絶の縮小に相当する。後者は,この規格にお
ける既定の合否判定基準である。表JA.2の最初の4行は,それぞれの合否判定基準を適用した際に,適合
品の受入,不適合品の受入,適合品の拒絶及び不適合品の拒絶が生じる確率を示している。合わせてそれ
ぞれの合否判定基準を適用した場合に,表JA.1の利得表から計算される経済的影響を示す。
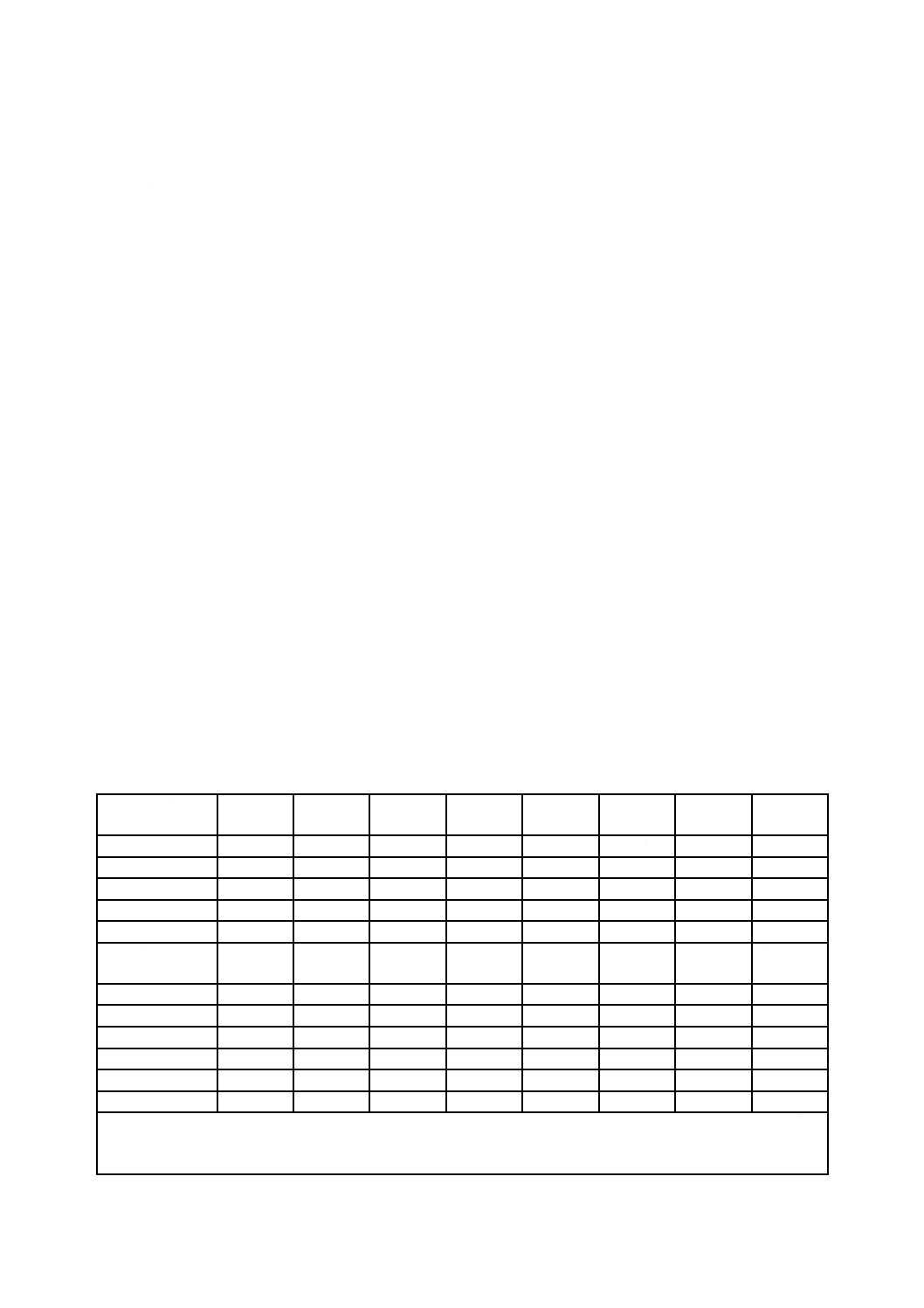
表JA.2−合否判定基準の違いによる純利計算表
受入/拒絶,適合
品/不適合品
2×uC
縮小受入
1.5×uC
縮小受入
0.5×uC
縮小受入
0×uC
単純受入
0.5×uC
拡張受入
1.5×uC
拡張受入
2×uC
拡張受入
無検査
受入/適合品
0.628 6
0.735 3
0.875 8
0.914 0
0.936 1
0.952 1
0.953 8
0.954 5
受入/不適合品
0.000 3
0.001 1
0.006 6
0.012 4
0.019 7
0.034 0
0.038 9
0.045 5
拒絶/適合品
0.325 9
0.219 2
0.078 7
0.040 5
0.018 4
0.002 4
0.000 7
0.000 0
拒絶/不適合品
0.045 2
0.044 4
0.038 9
0.033 1
0.025 8
0.011 5
0.006 6
0.000 0
1 000個当たりの
純利益 円
2×uC
縮小受入
1.5×uC
縮小受入
0.5×uC
縮小受入
0×uC
単純受入
0.5×uC
拡張受入
1.5×uC
拡張受入
2×uC
拡張受入
無検査
A:費用=1円
−57.14
103.01
313.74
370.96
404.20
428.19
430.77
431.75
B:費用=2円
−57.48
101.90
307.09
358.57
384.51
394.23
391.91
386.25
C:費用=5円
−58.48
98.58
287.14
321.40
325.42
292.33
275.32
249.75
D:費用=10円
−60.16
93.04
253.90
259.46
226.95
122.51
81.00
22.25
E:費用=20円
−63.51
81.96
187.41
135.57
30.00
−217.14
−307.63
−432.76
F:費用=50円
−73.56
48.72
−12.06
−236.09
−560.84
−1 236.09 −1 473.52 −1 797.77
この表は,Cp=2/3かつCm=2の場合に,それぞれの合否判定基準に従って,適合品,不適合品の受入又は拒絶
した結果を示す。それぞれの合否判定基準を適用した場合に,不適合品を受け入れたことによって発生する損失の
影響も合わせて示す。太字は発生する損失の大きさに応じて,最も大きな純利益が得られる結果である。
26
B 0641-1:2020
A:不適合品を受け入れた場合の損失が,新たな適合品と交換する費用,すなわち,製品の製造費用(こ
の例では1円)に過ぎないという限定的な場合である。この場合,不適合品を受け入れることによる損失
は,交換に必要な費用以外に発生しないため,無検査で全数を受け入れることが経済的に最適な合否判定
基準となる。
B及びC:不適合品を受け入れた場合の損失が増加するにつれ,拡張受入基準に従う合否判定を行うこ
とが経済的に合理的となる。これは拡張受入基準であっても,総費用の増加につながる不適合品の受入を
一定程度防止することができるからである。
D:不適合品を受け入れた場合の損失が製品の製造コストの10倍となる場合,単純受入基準に従う合否
判定を行うことが経済的に合理的となる。このような利得条件の場合,縮小受入基準に従う合否判定では,
適合品を拒絶する確率が高くなりすぎることによって純利益が減少する。逆に,拡張受入基準に従う合否
判定では,不適合品を受け入れる確率が高くなりすぎることによって損失が過度に増加する。
E及びF:不適合品を受け入れることによって発生する損失が比較的大きくなるため,縮小受入基準に
従う合否判定を行うことが経済的に合理的となる。これは測定の不確かさによって適合品と誤判定され,
受け入れてしまった場合には大きな損失を生じさせる不適合品の多くを拒絶することができるからである。
Fのように不適合品を受け入れた場合の損失が非常に大きい場合,測定の合成標準不確かさの1.5倍を
ガードバンド幅とする縮小受入基準に従う合否判定が最適な選択となる。この合否判定基準を用いると,
受け入れられた製品に不適合品が一つも含まれていない確率が非常に高くなるからである。例えば,その
製品に不具合を生じると大きな訴訟費用が発生し得る場合,安全上重要な要素である場合など,不適合品
を受け入れた場合の損失が非常に大きくなる可能性がある(JA.3.2.1参照)。
JA.3.3
工程能力指数=1かつ測定能力指数=4
JA.3.2の事例に対して,製造工程の改善及び測定技術の向上によって,Cp=1かつCm=4となった場合
についての例を示す。各々の決定による利得は,表JA.1と同じままとする。8通りの異なる合否判定基準
に対して,それを適用した場合の純利益幅を表JA.3に示す。
表JA.3−合否判定基準の違いによる純利益
受入/拒絶,適合
品/不適合品
2×uC
縮小受入
1.5×uC
縮小受入
0.5×uC
縮小受入
0×uC
単純受入
0.5×uC
拡張受入
1.5×uC
拡張受入
2×uC
拡張受入
無検査
受入,適合品
0.964 8
0.977 5
0.991 2
0.994 3
0.996 0
0.997 1
0.997 3
0.997 3
受入,不適合品
0.000 0
0.000 1
0.000 4
0.000 7
0.001 2
0.002 0
0.002 3
0.002 7
拒絶,適合品
0.032 5
0.019 8
0.006 1
0.003 0
0.001 3
0.000 2
0.000 0
0.000 0
拒絶,不適合品
0.002 7
0.002 6
0.002 3
0.002 0
0.001 5
0.000 7
0.000 4
0.000 0
1 000個当たりの
純利益円
2×uC
縮小受入
1.5×uC
縮小受入
0.5×uC
縮小受入
0×uC
単純受入
0.5×uC
拡張受入
1.5×uC
拡張受入
2×uC
拡張受入
無検査
A:費用=1円
447.26
466.19
486.73
491.44
439.99
495.71
495.89
495.95
B:費用=2円
447.24
466.13
486.33
490.70
492.82
493.70
493.59
493.25
C:費用=5円
447.18
465.93
485.14
488.49
489.31
487.67
486.70
485.15
D:費用=10円
447.08
465.60
483.16
484.81
483.46
477.63
475.21
471.65
E:費用=20円
446.88
464.93
479.19
477.43
471.77
457.54
452.24
444.65
F:費用=50円
446.27
462.94
467.29
455.32
436.70
397.26
383.32
363.66
この表は,Cp=1かつCm=4の場合に,それぞれの合否判定基準に従って適合品又は不適合品の受入又は拒絶し
た結果を示す。それぞれの合否判定基準を適用した場合に,不適合品を受け入れたことによって発生する損失の影
響も合わせて示す。太字の数値は発生する損失の大きさに応じて,最も大きな純利益が得られる結果である。
27
B 0641-1:2020
合否判定基準と経済性との関係の傾向は,JA.3.2の計算例と同じであるものの,不適合品を誤って受け
入れることによる損失が大きくなっても,縮小受入基準を採用する場合は,収益性がほとんど変化しない。
これは工程能力指数がCp=1と改善されたことによって,製造される製品のうち仕様を満たさない不適合
品が含まれる数が非常に少なくなるからである。さらに,測定能力指数がCm=4に向上したことによって,
合否判定において,誤った判定を下す可能性が低下するからである。
JA.3.4
生産分布が未知の場合の測定
先の二つの例は,検査のための測定に先立って製品の生産分布が既知であるという利点があった。実際
には工程能力指数Cp=2/3の場合でも,その工程から生産される平均的な製品は95 %の確率で仕様を満た
していることが検査に先立って分かっている。この場合に検査は,不適合品を誤って受け入れる確率を更
に低減させることを目的として行われる。検査を行うことによって発生する損失は,主として適合品を誤
って拒絶することによって生じる。
検査対象である製品の生産分布が事前情報として与えられておらず,許容される公差,測定結果及び測
定の不確かさだけが既知である場合を想定する。測定機の検査を例として考えるならば,仕様としての最
大許容測定誤差MPE,検査結果及び検査の不確かさだけが与えられている場合に相当する。この場合,不
適合品を誤って受け入れる確率が指定された許容水準を超えないようにするためには,製品の生産分布が
事前に分かっている場合と比較して,広い幅のガードバンドを設定する必要がある。これは,検査する製
品のほとんどが仕様に適合していることが検査者には分からないからである。ガードバンドを設定するこ
とによって,個々の測定結果に対して既知の信頼性区間を割り当てることができる。受渡当事者間で測定
能力の問題について議論し,合否判定基準を既定の判定基準から変更することに合意した上で,経済性を
考慮して新たに採用する合否判定基準を選定する場合を想定する。表JA.4に信頼区間と,これに対応する
縮小受入基準におけるガードバンドの幅との関係を示す。ここで,測定値はガウス分布に従うと仮定する。
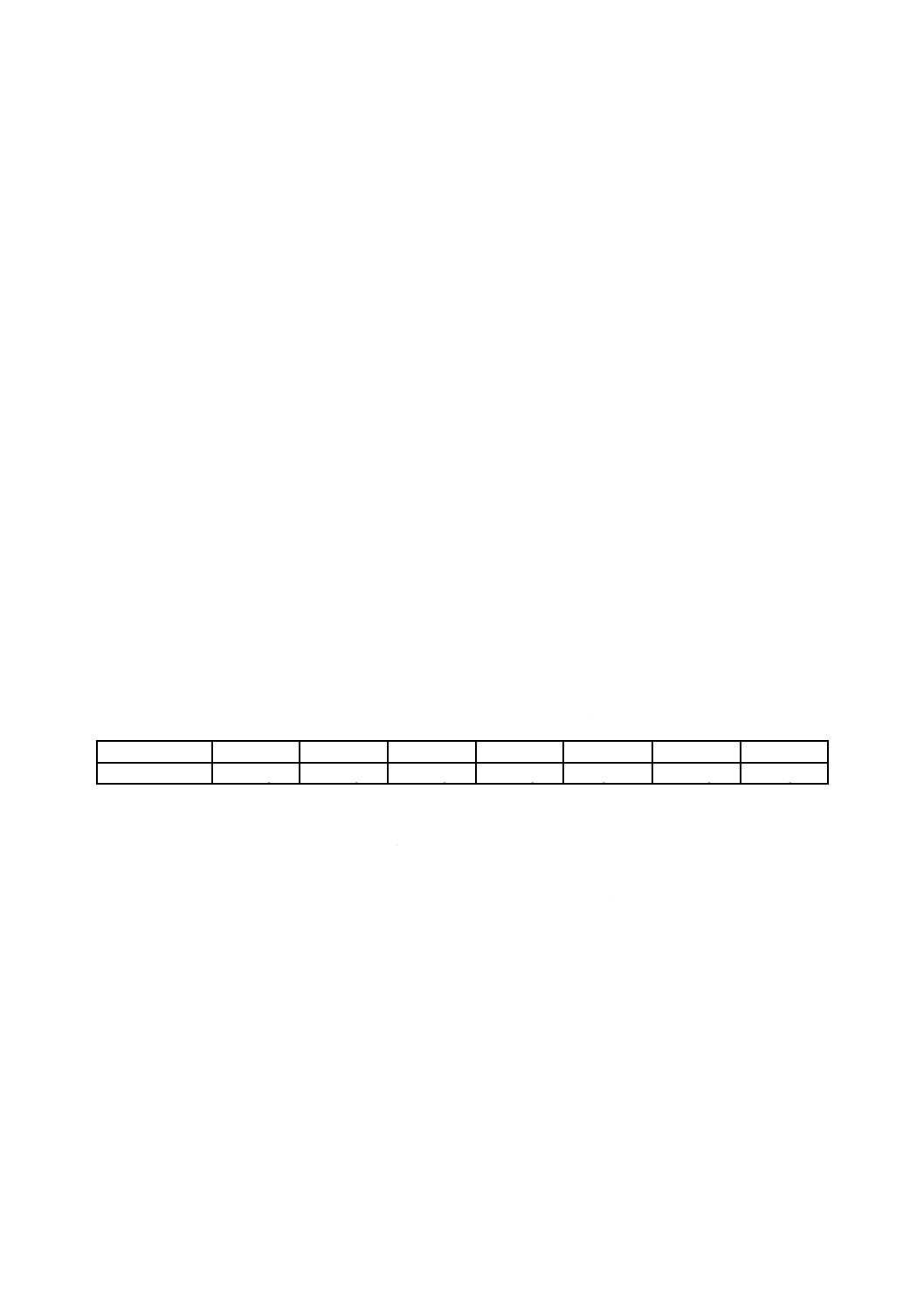
表JA.4−信頼区間とこれに対応する縮小受入基準におけるガードバンド幅との関係
適合確率
0.80
0.85
0.90
0.95
0.977
0.99
0.999
ガードバンド幅 0.84×uC
1.04×uC
1.28×uC
1.64×uC
2×uC
2.32×uC
3.1×uC
ある単独の製品が,特定の組立目的のために必要であり,その製品が現品限りで何らの追加情報も付与
されない状態で購入された場合,すなわち製品の生産分布が未知である場合について検討する。さらに,
契約上の時間的制約のために組立を即座に完了する必要があり,追加の製品を購入する時間的余裕がない
状況を想定する。この時点において,組立のために購入した製品と,ほぼ完成に近い組立品とは埋没費用
(回収できないコスト)に計上される。すなわち,これらに対する製造のための費用は既に発生しており,
組立品が完成して販売されない限り,価値を生まない。組立のために購入した製品が仕様に適合する場合,
これを使用して完成した組立品は価格Pで販売できるとする。一方,購入した製品が仕様に不適合だった
場合,Lの損失を生じる。ここで,使用に不適合な製品を使用することで,組立品に損傷を与えるだけで
なく,法的な責任も発生することによって,価格Pと比較して損失Lが非常に大きい(L≫P)とする。こ
こで購入した製品が仕様に適合している確率をcとする。したがって,この製品が仕様に不適合である確
率は (1−c) である。
経済的に合理的な合否判定基準は,c×P−(1−c)×L>0を満たす必要がある。すなわち,その判定基準
を適用することによって,経済的な利益が見込まれる必要がある。よって,c>L/(P+L) となる。この例で
はL/P=43とすると,cの最小値は0.977となる。表JA.4によると,この場合のガードバンド幅は,測定
28
B 0641-1:2020
の合成標準不確かさの2倍となる。したがって,ガードバンド幅を測定の合成標準不確かさの少なくとも
2倍とした縮小受入基準を合否判定基準とすることが適切である。さらに,c=L/(P+L) の場合に経済的な
利益の期待値が最大となり,生産分布が未知である場合の最適なガードバンド幅を与える。
参考文献
[1] JIS B 0024 製品の幾何特性仕様(GPS)−基本原則−GPS指示に関わる概念,原則及び規則
注記 ISO 8015,Geometrical product specifications (GPS)−Fundamentals−Concepts, principles and rules
[2] JIS Z 8101-1 統計−用語及び記号−第1部:一般統計用語及び確率で用いられる用語
注記 ISO 3534-1,Statistics−Vocabulary and symbols−Part 1: General statistical terms and terms used in
probability
[3] ISO 1938-1,Geometrical product specifications (GPS)−Dimensional measuring equipment−Part 1: Plain
limit gauges of linear size
[4] ISO 14253-2,Geometrical product specifications (GPS)−Inspection by measurement of workpieces and
measuring equipment−Part 2: Guidance for the estimation of uncertainty in GPS measurement, in calibration
of measuring equipment and in product verification
[5] ISO 14638,Geometrical product specifications (GPS)−Matrix model
[6] ISO 25378,Geometrical product specifications (GPS)−Characteristics and conditions−Definitions
[7] ISO 22514-1:2014,Statistical methods in process management−Capability and performance−Part 1: General
principles and concepts
[8] ASME B89.7.3.1-2001,Guidelines for decision rules: Considering measurement uncertainty in determining
conformance to specifications
[9] ASME B89.7.4.1-2005,Measurement Uncertainty and Conformance Testing: Risk Analysis
[10] JAYNES, E.T. "Prior probabilities." IEEE Transactions on systems science and cybernetics 4.3 (1968)
29
B 0641-1:2020
附属書JB
(参考)
JISと対応国際規格との対比表
JIS B 0641-1:2020 製品の幾何特性仕様(GPS)−製品及び測定装置の測定によ
る検査−第1部:仕様に対する合否判定基準
ISO 14253-1:2017,Geometrical product specifications (GPS)−Inspection by
measurement of workpieces and measuring equipment−Part 1: Decision rules for
verifying conformity or nonconformity with specifications
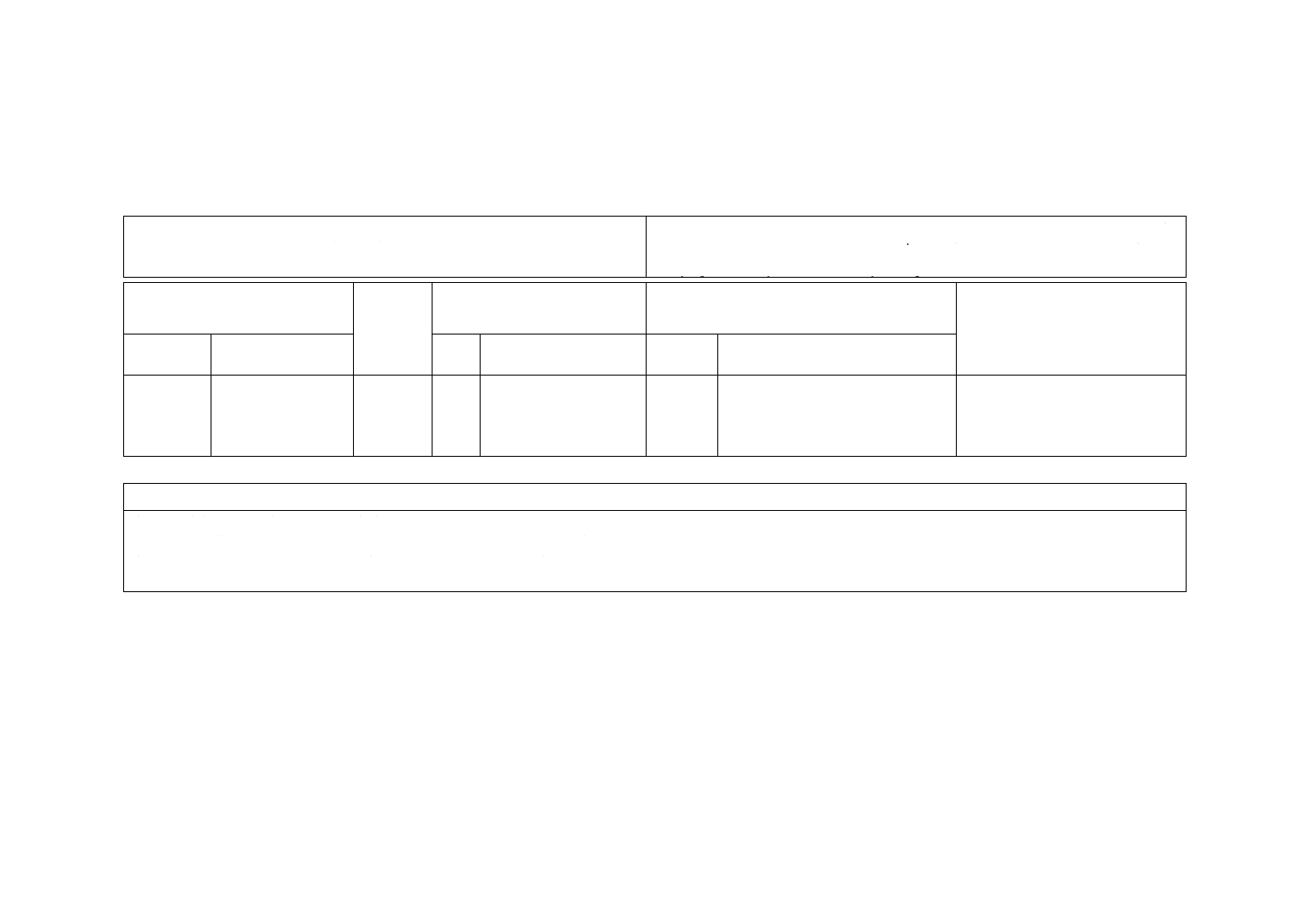
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
3
3.13〜3.24用語及び
定義
−
ISO/TR 14253-6を引用
追加
ISO/TR 14253-6の内容である経済
性を考慮した判定基準を附属書JA
(参考)に記載したため,必要な用
語を追記した。
ISO/TRはJISとすることができ
ないため,この規格に組み込むこ
ととした。
JISと国際規格との対応の程度の全体評価:ISO 14253-1:2017,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
3
B
0
6
4
1
-1
:
2
0
2
0