2
B 0417-1979
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
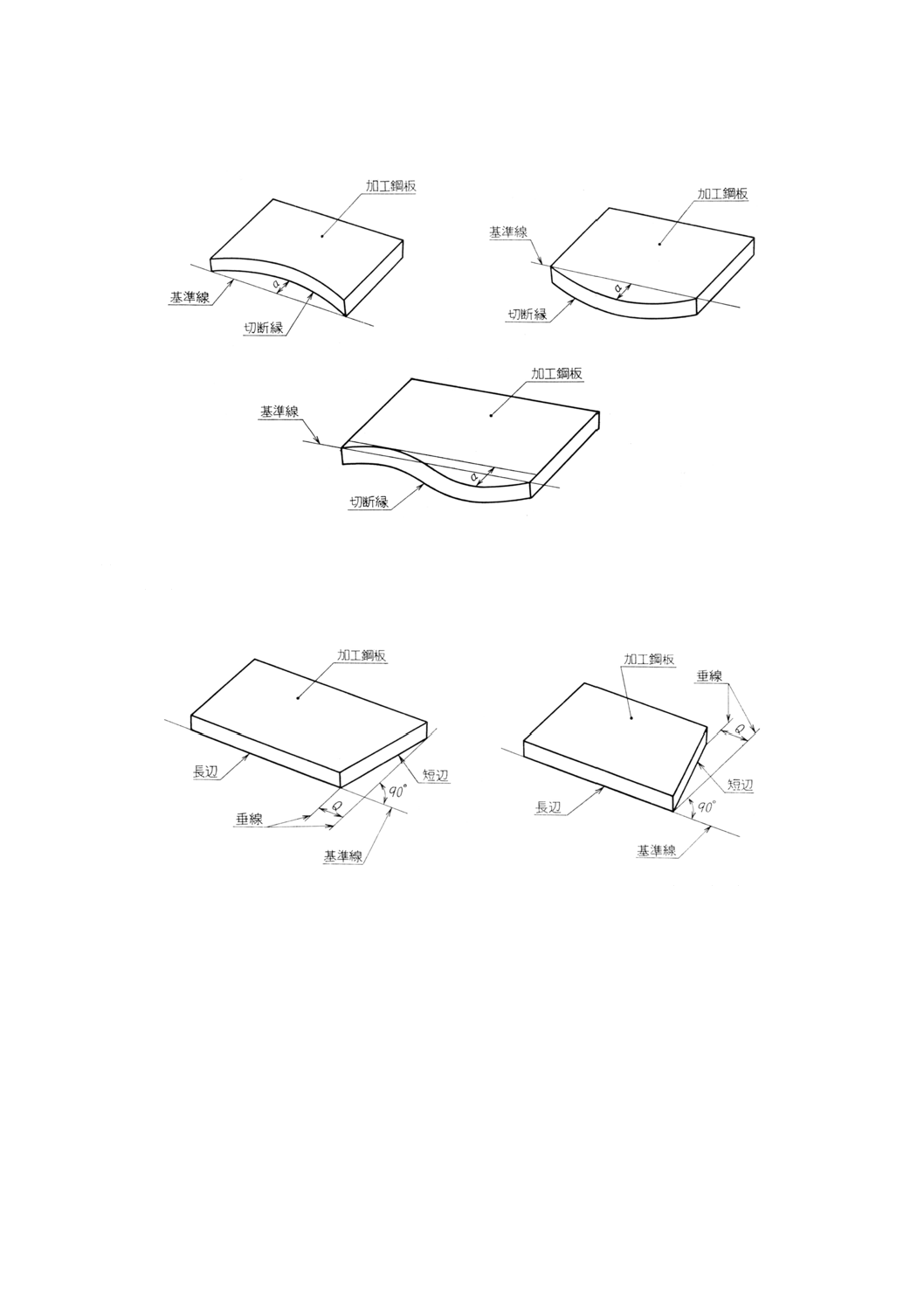
図1 真直度
(5) 直角度 長辺の両端を結ぶ基準線に対し,短辺の両端を通る垂線を引き,その垂線間の距離 (Q) (図
2参照)。
図2 直角度
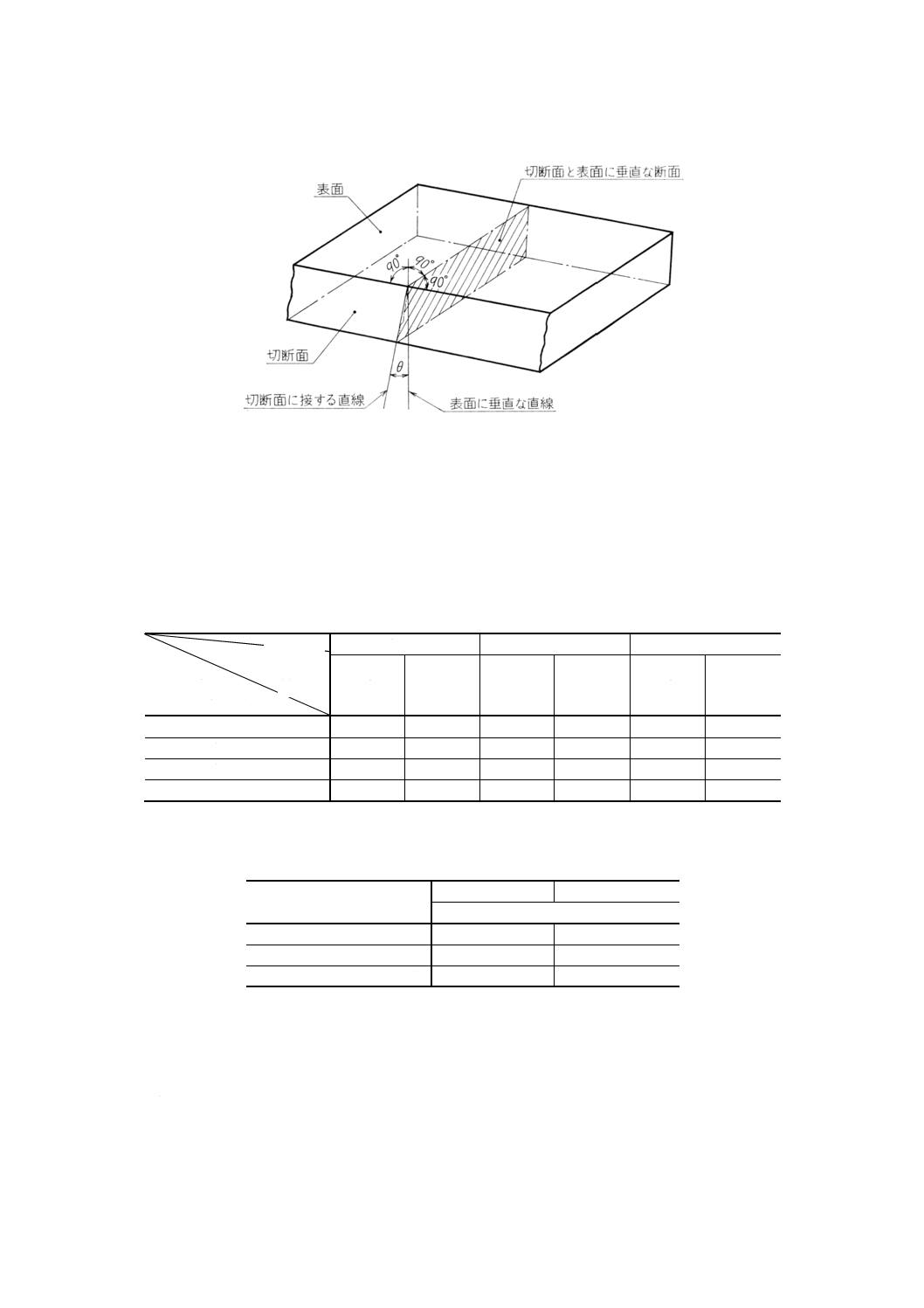
(6) 倒れ 加工鋼板の表面に垂直な直線と切断面に接する直線とでできる角 (θ) (図3参照)。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0417-1979
ガス切断加工鋼板普通許容差
Permissible Deviation in Dimensions without Tolerance
Indication for Gas Cut Steel Plates
1. 適用範囲 この規格は,厚さ6mm以上100mm以下の熱間圧延鋼板をガス切断機で直線切断(以下,
切断という。)した加工鋼板の長さ及び幅の普通許容差並びに切断縁の真直度及び直角度の普通許容値,切
断面の倒れ及び粗さの普通許容値(以下,普通許容差と総称する。)について規定する。
備考1. 普通許容差は,仕様書,図面などにおいて機能上特別な精度が要求されない寸法について,
許容差を個々には記入しないで一括して指示する場合に適用する。
2. 普通許容差の指示は,次の(1)又は(2)のいずれかによる。
(1) 各寸法の区分に対する数値の表
(2) 規格番号及び等級
例1.:JIS B 0417,B級
例2.:切断長さ,切断幅,真直度,直角度:JIS B 0417,A級
倒れ,粗さ:JIS B 0417,B級
3. 切断面が垂直な短形の加工鋼板以外のものは,この規格を適用しない。
4. 焼入れ焼もどしをした鋼板及びコイル鋼板は,この規格を適用しない。
5. プラズマ切断機により切断したものは,この規格を適用しない。
引用規格:
JIS B 0601 表面粗さ
関連規格:JIS B 0404 寸法の普通許容差の通則
JIS B 0410 金属板せん断加工品普通許容差
2. 用語の意味 この規格で用いる主な用語の意味は,次のとおりとする。
(1) 切断面 切断によって加工鋼板にできた面。
(2) 切断縁 切断面の最突出部を結ぶ線(図1参照)。
(3) 切断長さ及び切断幅 切断した加工鋼板の実際の長辺及び短辺。
(4) 真直度 切断縁の両端を結ぶ基準線に対する切断線の最大のくるいの大きさ (a) (図1参照)。
2
B 0417-1979
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 真直度
(5) 直角度 長辺の両端を結ぶ基準線に対し,短辺の両端を通る垂線を引き,その垂線間の距離 (Q) (図
2参照)。
図2 直角度
(6) 倒れ 加工鋼板の表面に垂直な直線と切断面に接する直線とでできる角 (θ) (図3参照)。
3
B 0417-1979
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 倒れ
(7) 粗さ 切断面のおうとつの最大高さの区分値。
3. 等級 普通許容差の等級は,A級及びB級の2等級とする。
4. 普通許容差
4.1
切断長さ及び切断幅の普通許容差 切断長さ及び切断幅の普通許容差は,表1のとおりとする。
表1 切断長さ及び切断幅の普通許容差
単位 mm
板厚区分
切断長さ
等級別
又は切断幅区分
6以上27以下
27を超え50以下
50を超え100以下
A級
B級
A級
B級
A級
B級
1000以下
±1
±2
±1.5
±2.5
±2
±3.5
1000を超え 3150以下
±1.5
±2.5
±2
±3
±2.5
±4
3150を超え 6000以下
±2
±3
±2.5
±3.5
±3
±4.5
6000を超え 10000以下
±2
±3.5
±2.5
±4
±3.5
±5
4.2
真直度の普通許容値 真直度の普通許容値は,表2のとおりとする。
表2 真直度の普通許容値
単位 mm
切断長さ区分
A級
B級
1000につき
3150以下
0.4
1
3150を超え 6000以下
0.5
1.2
6000を超え 10000以下
0.6
1.5
備考1. 板厚6mm以上10mm以下及び切断幅200mm以下の加工鋼
板については,適用しない。
2. 上表中の1000につきとは,全長にわたるくるいの大きさ
を測定し,その数値を1000mm当たりの数値で示すことを
いう。
4.3
直角度の普通許容値 直角度の普通許容値は,表3のとおりとする。
4
B 0417-1979
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
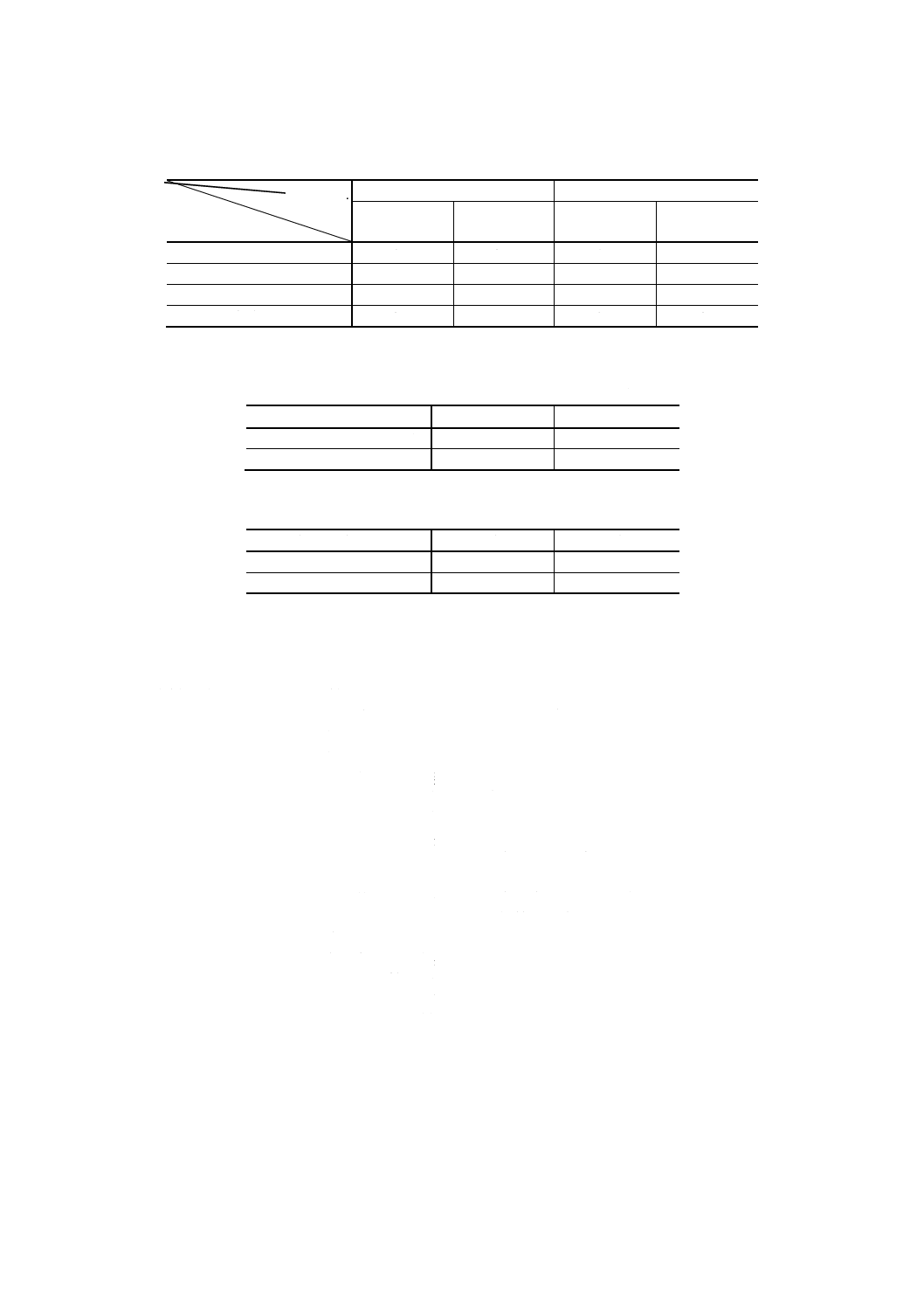
表3 直角度の普通許容値
単位 mm
板厚区分
切断幅
等級別
(短辺)区分
6以上50以下
50を超え100以下
A級
B級
A級
B級
315以下
1
2
1.5
3
315を超え 1000以下
1.5
3
2
4
1000を超え 2000以下
2
4
2.5
5
2000を超え 3150以下
2.5
5
3
6
4.4
倒れの普通許容値 倒れの普通許容値は,表4のとおりとする。
表4 倒れの普通許容値
単位 度
板厚区分mm
A級
B級
6以上 50以下
2
5
50を超え100以下
1.5
4
4.5
粗さの普通許容値 切断面の粗さの普通許容値は,表5のとおりとする。
表5 粗さの普通許容値
板厚区分 mm
A級
B級
6以上 50以下
50S
70S
50を超え100以下
70S
100S
備考 これらの数値は,JIS B 0601(表面粗さ)に規定されている
最大高さの区分値による。
原案作成委員会構成員名簿
氏名
所属
(委員長)
稲 垣 道 夫
科学技術庁金属材料技術研究所
手 塚 敬 三
日本ウェルディングロッド株式会社
田 沼 欣 司
科学技術庁金属材料技術研究所
田 中 政 直
石福金属興業株式会社
藤 田 譲
東京大学船舶工学科
竹 花 范 平
運輸省船舶技術研究所
市 川 慎 平
株式会社田中製作所
山 口 登
小池酸素工業株式会社精機工場
北 角 利 之
株式会社千代田精機
川 平 水 哉
鋼板剪断機械株式会社
藤 野 宏
石川島播磨重工業株式会社東京第二工場
関 根 通 男
日本鋼管株式会社鶴見造船所
青 柳 篤 幸
全国厚板シアリング工業組合生産性委員長
久 松 保
全国厚板シアリング工業組合生産性委員
高 田 繁 一
松尾橋梁株式会社八千代工場
相 場 昭
東京芝浦電気株式会社府中工場
福 原 章 男
新日本製鉄株式会社
仲井真 弘 多
工業技術院標準部機械規格課