B 0271:2018
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 呼び針径及びそれらに適用するねじのピッチ又は(25.4 mm当たりの)山数 ······························· 2
5 材料······························································································································· 3
6 標準温度························································································································· 3
7 性能······························································································································· 4
7.1 許容差 ························································································································· 4
7.2 硬さ ···························································································································· 4
7.3 最大高さ粗さ ················································································································ 4
8 測定方法························································································································· 4
8.1 針径の測定方法及び求め方 ······························································································ 4
8.2 呼び針径に対する表示針径の差の求め方············································································· 6
8.3 一組の針の表示針径の相互差の求め方················································································ 6
8.4 軸方向の直径不同の求め方 ······························································································ 6
8.5 円周方向の直径不同の測定方法及び求め方 ·········································································· 7
8.6 硬さの測定方法 ············································································································· 7
8.7 最大高さ粗さの測定方法 ································································································· 7
9 検査······························································································································· 7
10 表示 ····························································································································· 7
附属書JA(規定)ISO 16239に規定されていない呼び針径及び性能 ··············································· 8
附属書JB(参考)針径の測定例 ····························································································· 11
附属書JC(参考)JISと対応国際規格との対比表 ······································································ 13
B 0271:2018
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本精密測定機器
工業会(JMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正
すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 0271:2004は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
B 0271:2018
ねじ測定用針
Wires for measuring screw threads
序文
この規格は,2013年に第1版として発行されたISO 16239を基とし,技術的な差異の整合性を図るため,
技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JCに示す。また,附属書JA及び附属書JBは対応国際規格に
はない事項である。
1
適用範囲
この規格は,ねじ測定用針の呼び針径,材料,性能及び表示について規定する。
この針は,メートルねじ(M),ユニファイねじ(UN),管用平行ねじ(G),管用テーパねじ(R)及び
メートル台形ねじ(Tr)のうち,リード角が5°未満のおねじの有効径測定に使用することができる。
なお,ISO 16239に規定されていない呼び針径及び性能については,附属書JAによる。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 16239:2013,Metric series wires for measuring screw threads(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0101 ねじ用語
注記 対応国際規格:ISO 5408,Screw threads−Vocabulary
JIS B 0651 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−触針式表面粗さ測定機の特性
JIS B 0659-1 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式;測定標準−第1部:標準片
JIS B 0680 製品の幾何特性仕様(GPS)−製品の幾何特性仕様及び検証に用いる標準温度
注記 対応国際規格:ISO 1,Geometrical Product Specifications(GPS)−Standard reference temperature
for geometrical product specification and verification
JIS Z 2244 ビッカース硬さ試験−試験方法
2
B 0271:2018
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0101によるほか,次による。
3.1
最適針(best-size wire)
リード角が0°の仮想のねじフランクにおいて,有効径位置に接触する円筒状の針。
注記 基準山形が対称断面形であるねじ山(対称ねじ)に対する最適針の直径は,次の式で求める。
2
cos
2
α
P
ここに,
P: ピッチ(mm)
α/2: ねじ山の半角(度)
3.2
呼び針径
最適針の直径で,小数点以下3桁までの数値。
3.3
表示針径
1本の針の中央部(図2のE2位置)において,8.1の測定方法によって求めた針径の最大と最小との平
均値。
3.4
平均表示針径
一組の針のそれぞれの表示針径の平均値。
4
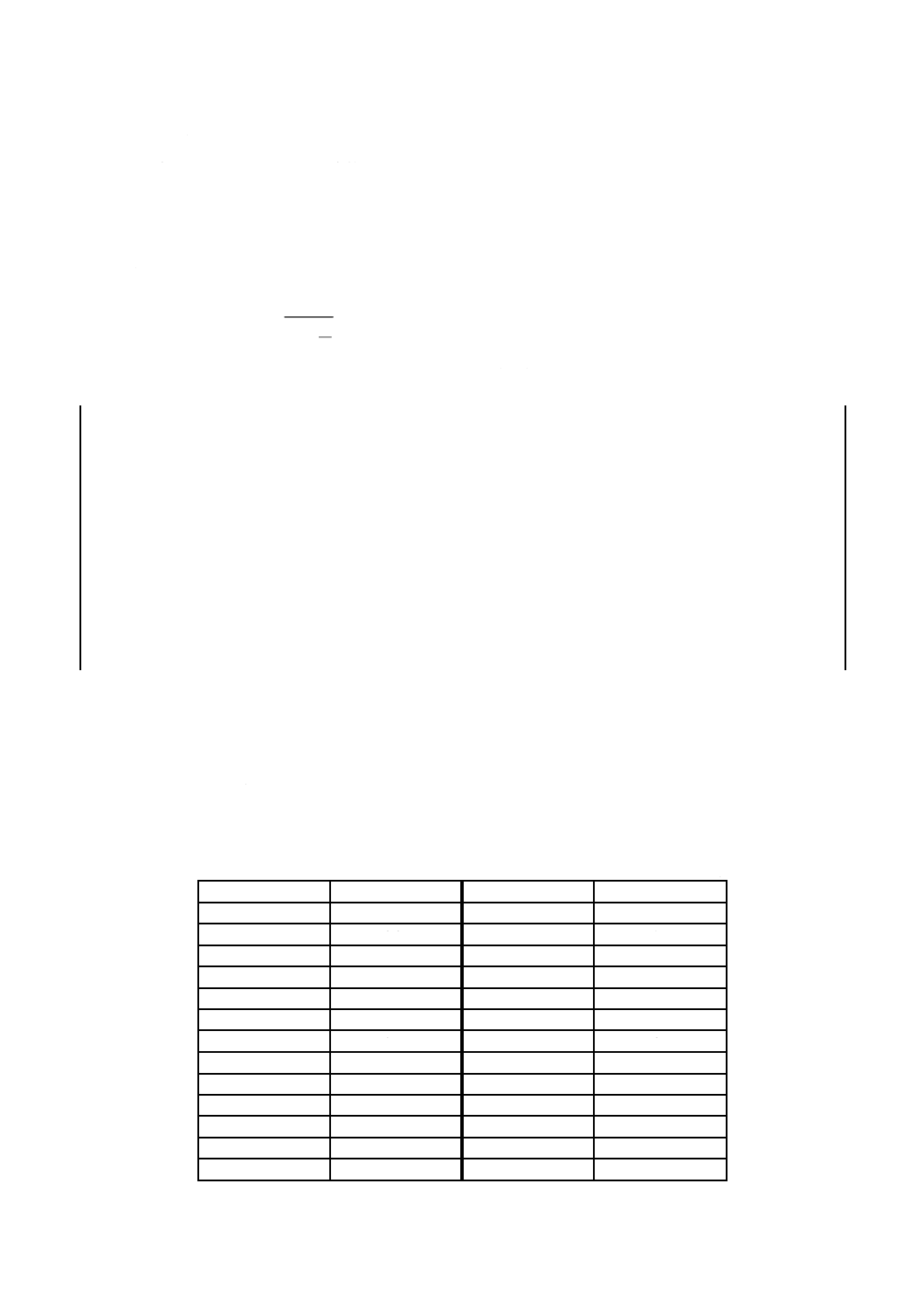
呼び針径及びそれらに適用するねじのピッチ又は(25.4 mm当たりの)山数
代表的なねじ4種について,呼び針径及びそれらに適用するねじのピッチ又は(25.4 mm当たりの)山
数を表1〜表4に示す。ただし,表1〜表4に規定する呼び針径の針ではねじの有効径の測定が困難な場
合,受渡当事者間の協議による。
表1−一般用メートルねじ(M)用
単位 mm
呼び針径
ねじのピッチ
呼び針径
ねじのピッチ
0.115
0.2
0.866
1.5
0.144
0.25
1.010
1.75
0.173
0.3
1.155
2
0.202
0.35
1.443
2.5
0.231
0.4
1.732
3
0.260
0.45
2.021
3.5
0.289
0.5
2.309
4
0.346
0.6
2.598
4.5
0.404
0.7
2.887
5
0.433
0.75
3.175
5.5
0.462
0.8
3.464
6
0.577
1
4.619
8
0.722
1.25
−
−
3
B 0271:2018
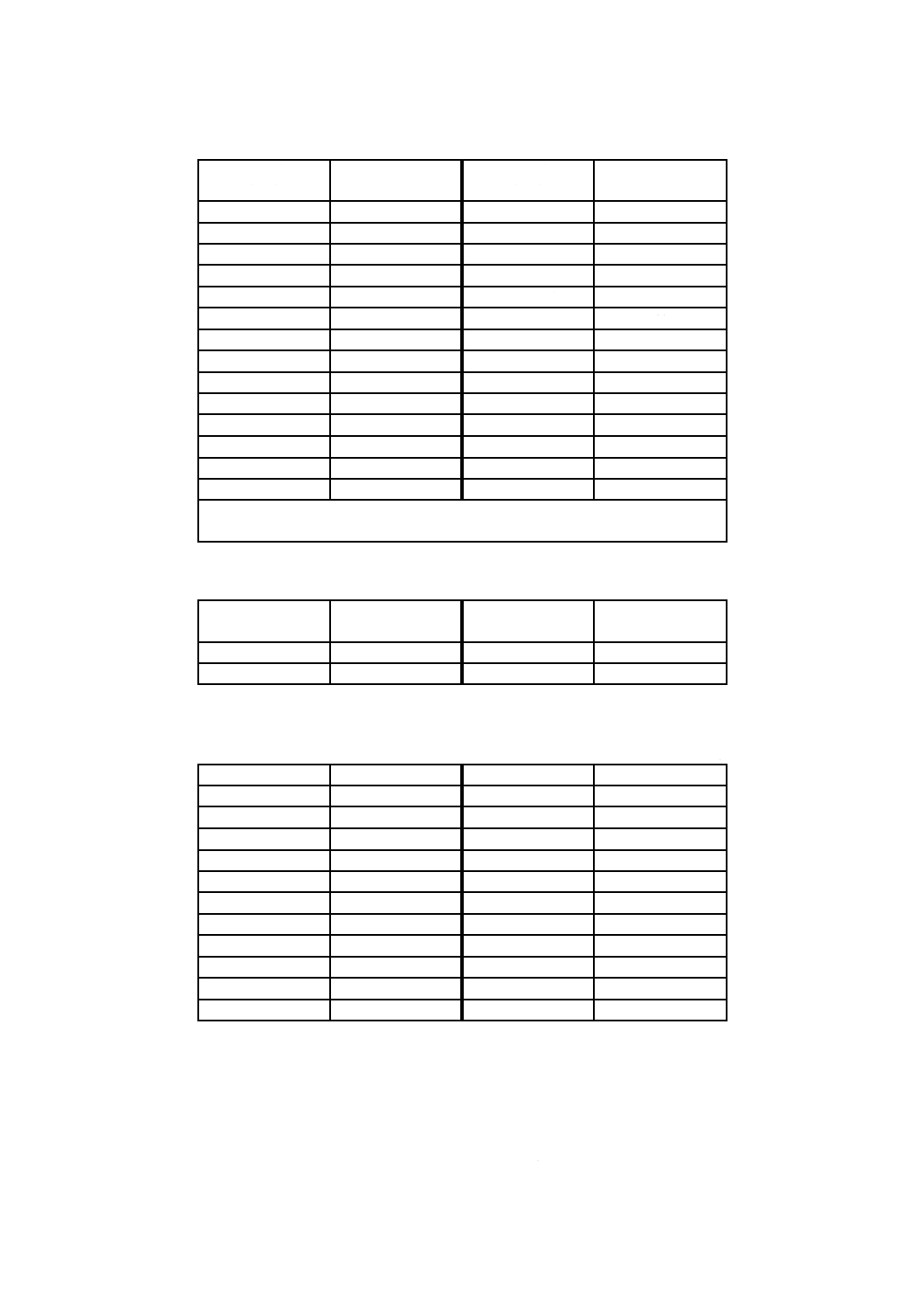
表2−ユニファイねじ(UN)用
呼び針径
(mm)
ねじの山数
呼び針径
(mm)
ねじの山数
0.183
80
0.917
16
0.204
72
1.047 a)
14
0.229
64
1.128
13
0.262
56
1.222
12
0.306
48
1.275 a)
11½
0.333
44
1.333
11
0.367
40
1.466
10
0.407
36
1.629
9
0.458
32
1.833 a)
8
0.524
28
2.095
7
0.543 a)
27
2.444
6
0.611
24
2.933
5
0.733
20
3.259
4½
0.815 a)
18
3.666
4
注a) これらの針はNPT,NPSC,NPTFなどのアメリカ管用ねじに使用すること
ができる。
表3−管用平行ねじ(G)及び管用テーパねじ(R)用
呼び針径
(mm)
ねじの山数
呼び針径
(mm)
ねじの山数
0.511
28
1.023
14
0.754
19
1.302
11
表4−メートル台形ねじ(Tr)用
単位 mm
呼び針径
ねじのピッチ
呼び針径
ねじのピッチ
0.776
1.5
7.247
14
1.035
2
8.282
16
1.553
3
9.317
18
2.071
4
10.353
20
2.588
5
11.388
22
3.106
6
12.423
24
3.623
7
14.494
28
4.141
8
16.564
32
4.659
9
18.635
36
5.176
10
20.706
40
6.212
12
22.776
44
5
材料
針は,亀裂及びその他有害な欠陥がなく,寸法安定性が確保された材料を使用する。
6
標準温度
この規格に規定する各寸法は,JIS B 0680に規定する標準温度20 ℃における値とする。
4
B 0271:2018
7
性能
7.1
許容差
針に1級及び2級の等級を規定し,それらに対する許容差を表5に示す。
等級は必要とされる測定の不確かさに応じて選択する。
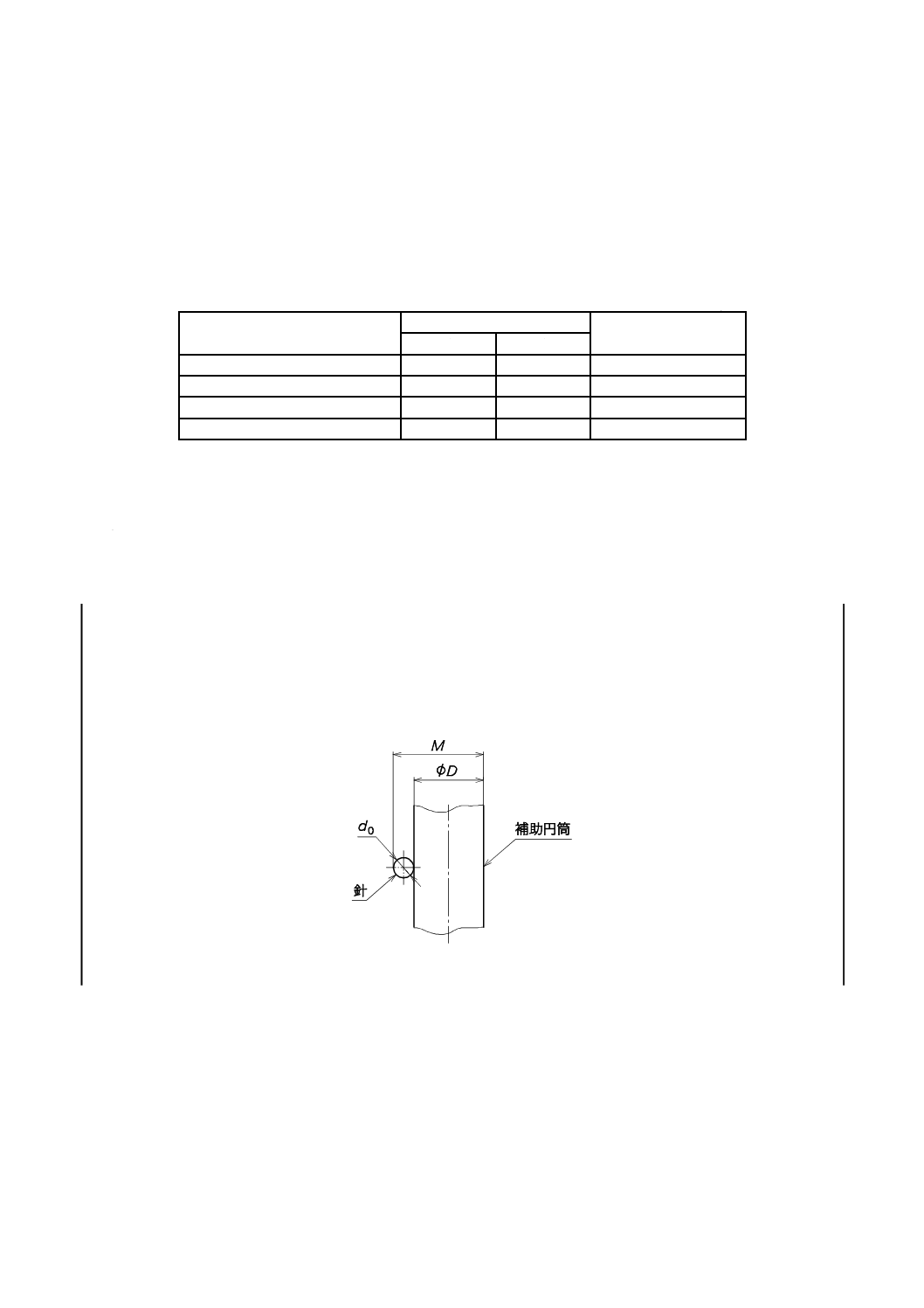
表5−許容差
単位 μm
項目
許容差
測定方法及び求め方
1級
2級
呼び針径に対する表示針径の差
±0.5
±1
8.2
一組の針の表示針径の相互差
0.25以下
0.5以下
8.3
軸方向の直径不同
0.25以下
0.5以下
8.4
円周方向の直径不同
0.25以下
0.5以下
8.5
7.2
硬さ
針の硬さは,(760±50)HV5とする。
7.3
最大高さ粗さ
針の円筒面の最大高さ粗さは,Rz 0.4とする。
8
測定方法
8.1
針径の測定方法及び求め方
図1のように直交させた針と補助円筒(D=19 mm〜21 mm)との外側距離M(mm)を測定し,次のい
ずれかの式によって針径d0(mm)を求める(測定例を附属書JBに示す。)。
図1−針径の測定
5
B 0271:2018
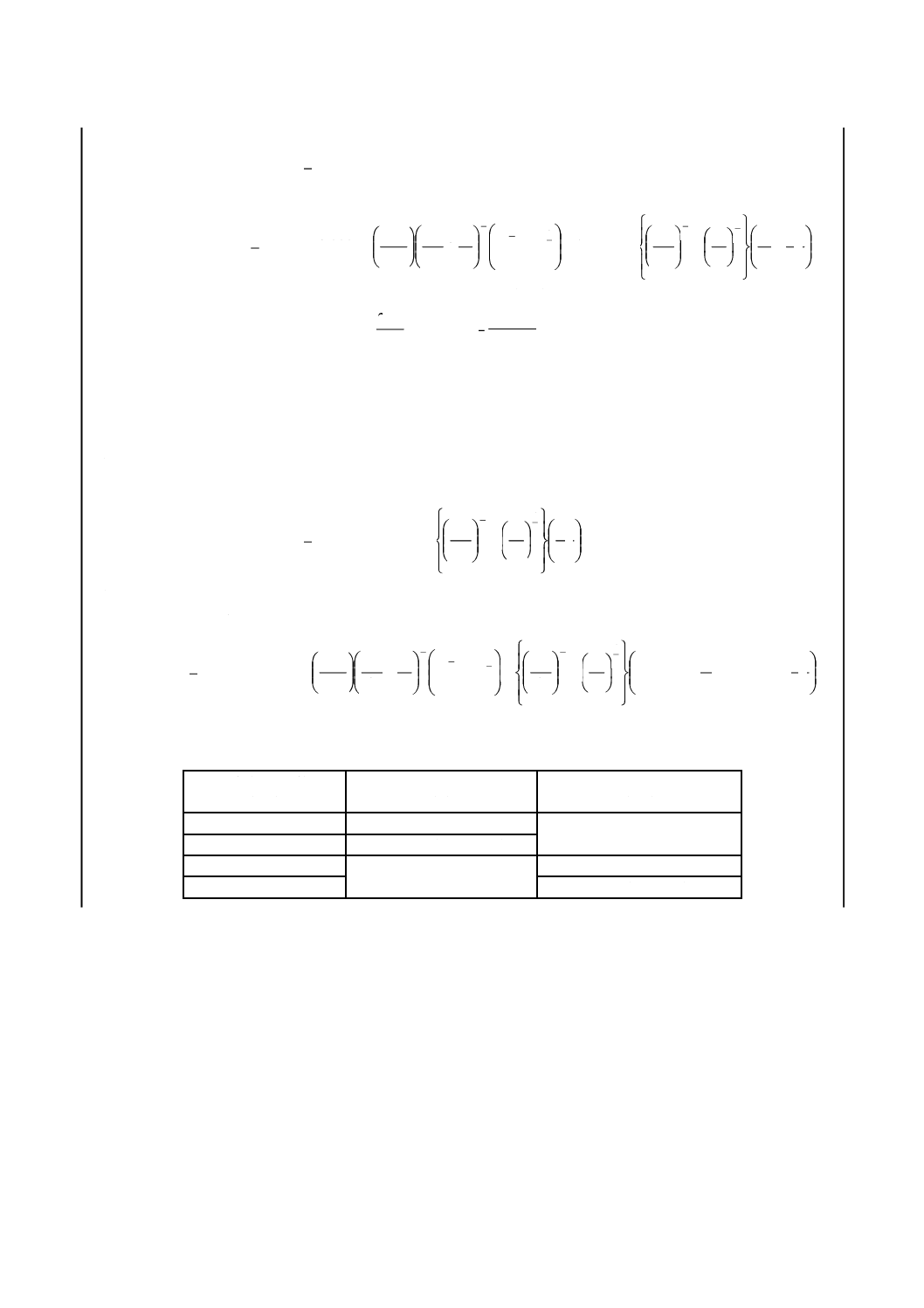
a) 針,補助円筒及び測定器の測定面の材質が合金工具鋼,測定力及び接触長さが表6の場合。
D
M
d
−
=
0
b) 針,補助円筒及び測定器の測定面の材質が合金工具鋼,測定力及び接触長さが表6によらない場合。
−
−
+
−
+
′
+
−
=
0
0
3
1
3
1
w
3
2
0
3
2
3
1
w
0
1
1
047
000
.0
1
1
2
33
000
.0
L
F
L
F
D
d
F
F
D
d
K
D
M
d
πμ
ここに,
dw: 呼び針径(mm)
πμ
K′
2
:
w
w
cos
d
D
d
D
+
−
=
τ
で計算し,表7から求める。
F: 測定に用いた実際の測定力(N)
F0: 表6における測定力の中央値(N)
L: 測定に用いた実際の測定面の接触長さ(mm)
L0: 表6における接触長さの中央値(mm)
c) 針及び補助円筒の材質が合金工具鋼,測定器の測定面の材質が超硬合金,測定力及び接触長さが表6
の場合。
−
−
−
=
0
0
3
1
3
1
w
0
1
1
006
000
.0
L
F
D
d
D
M
d
d) 針及び補助円筒の材質が合金工具鋼,測定器の測定面の材質が超硬合金,測定力及び接触長さが表6
によらない場合。
−
−
+
−
+
′
+
−
=
0
0
3
1
3
1
w
3
2
0
3
2
3
1
w
0
047
000
.0
041
000
.0
1
1
1
1
2
33
000
.0
L
F
L
F
D
d
F
F
D
d
K
D
M
d
πμ
表6−針径の測定条件
呼び針径dwの範囲
(mm)
測定力
(N)
接触長さ
(mm)
0.115〜 0.306
1.7〜 2.3(中央値2.0)
4〜 6(中央値5)
0.333〜 0.611
4.4〜 5.4(中央値4.9)
0.722〜 2.444
8.8〜10.8(中央値9.8)
6〜 8(中央値7)
2.588〜22.776
8〜10(中央値9)
6
B 0271:2018
表7−πμ
K′
2
の表
cos τ
πμ
K′
2
cos τ
πμ
K′
2
0
0.10
0.20
0.30
0.40
0.50
0.60
0.62
0.64
0.66
0.68
0.70
0.72
0.74
0.76
0.78
0.80
0.81
0.82
0.83
0.84
0.85
0.86
0.87
0.88
0.89
0.90
1.000
0.998
0.991
0.979
0.962
0.938
0.904
0.896
0.888
0.879
0.869
0.859
0.847
0.835
0.822
0.808
0.792
0.783
0.774
0.765
0.755
0.745
0.733
0.721
0.709
0.695
0.680
0.905
0.910
0.915
0.920
0.925
0.930
0.935
0.940
0.945
0.950
0.955
0.960
0.965
0.970
0.975
0.980
0.985
0.990
0.992
0.994
0.996
0.998
0.999 0
0.999 5
0.999 9
1.000 0
0.672
0.664
0.655
0.646
0.636
0.626
0.615
0.603
0.591
0.577
0.563
0.547
0.529
0.509
0.486
0.459
0.427
0.384
0.362
0.335
0.301
0.249
0.206
0.170
0.107
0
8.2
呼び針径に対する表示針径の差の求め方
呼び針径と表示針径との差である。
8.3
一組の針の表示針径の相互差の求め方
一組の針の最大表示針径と最小表示針径との差である。
8.4
軸方向の直径不同の求め方
図2に示す“E1”,“E2”及び“E3”の位置において,それぞれ直交する2方向の針径(d01及びd02)を
8.1の方法で測定し,合計6個の値の最大と最小との差を求める。“E1”,“E2”及び“E3”は有効長を4等
分した区切りの位置とする。
7
B 0271:2018
図2−測定位置
8.5
円周方向の直径不同の測定方法及び求め方
図3に示すように,円筒面に設けた60°のV溝内に針を当てがい,針を回転させたときの測定器の指示
の最大と最小との差を1.5で除した値とする。測定位置は,図2に示す“E1”,“E2”及び“E3”の計3か
所とする。
図3−円周方向の直径不同の測定
8.6
硬さの測定方法
JIS Z 2244に規定するビッカース硬さ試験方法に従い測定する。
8.7
最大高さ粗さの測定方法
JIS B 0651に規定する触針式表面粗さ測定機を使用し測定する。又は,JIS B 0659-1の附属書1(比較用
表面粗さ標準片)に示す比較用表面粗さ標準片と比較測定をする。
9
検査
針の検査は,箇条8に従って測定し,箇条7の規定に適合しなければならない。
10
表示
針又は針の附属物に次の事項を表示する。
a) “w”の文字及び呼び針径並びに“−(ダッシュ)及び等級を表す数値”
b) 平均表示針径
c) 個々の針を識別するための番号・印など。
d) 個々の針の表示針径
e) 製造業者名又はその略号
f)
製造年月又はその略号及び製造番号
8
B 0271:2018
附属書JA
(規定)
ISO 16239に規定されていない呼び針径及び性能
JA.1 一般
この附属書は,ISO 16239に規定されていない呼び針径及び性能を規定し,2023年12月31日に廃止と
する。
なお,この附属書に規定していない材料,測定方法,検査及び表示は,本体による。
JA.2 呼び針径及びそれらに適用するねじのピッチ又は(25.4 mm当たりの)山数
呼び針径及びそれらに適用するねじのピッチ又は(25.4 mm当たりの)山数を表JA.1に示す。ただし,
表JA.1に規定する呼び針径ではねじの有効径の測定が困難な場合,受渡当事者間の協議による。
9
B 0271:2018
表JA.1−呼び針径及びそれらに適用するねじのピッチ又は山数
呼び針径
(mm)
ねじのピッチ又は山数
メートルねじ
ピッチ
(mm)
ユニファイねじ
山数
管用平行ねじ及び管用テーパねじ
山数
0.115 5
0.2
−
−
0.144 3
0.25
−
−
0.173 2
0.3
80
−
0.202 1
0.35
72
−
0.230 9
0.4
64
−
0.259 8
0.45
56
−
0.288 7
0.5
48
−
0.346 4
0.6
44,40
−
0.404 1
0.7
36
−
0.433 0
0.75
−
−
0.461 9
0.8
32
−
0.519 6
−
28
28
0.577 4
1
24
−
0.721 7
1.25
20
−
0.753 6
−
−
19
0.795 4
−
18
−
0.894 9
1.5
16
−
1.022 7
1.75
14
14
1.154 7
2
13
−
1.193 2
−
12
−
1.301 6
−
11
11
1.443 4
2.5
10
−
1.590 8
−
9
−
1.789 7
3
8
−
2.045 4
3.5
7
−
2.386 3
4
6
−
2.598 1
4.5
−
−
2.886 8
5
5
−
3.181 7
5.5
4½
−
3.464 1
6
−
−
3.579 4
−
4
−
JA.3 許容差及び円筒面の表面粗さ
許容差及び円筒面の表面粗さは,表JA.2による。
10
B 0271:2018
表JA.2−許容差及び円筒面の表面粗さ
単位 μm
項目
許容差
表示針径と呼び針径との差
±2.5
表示針径の相互差
0.5以下
円周方向の直径不同
0.5以下
軸方向の直径不同
0.5以下
円筒面の表面粗さ
Ra 0.05
JA.4 硬さ
針の硬さは,660 HV以上とする。
11
B 0271:2018
附属書JB
(参考)
針径の測定例
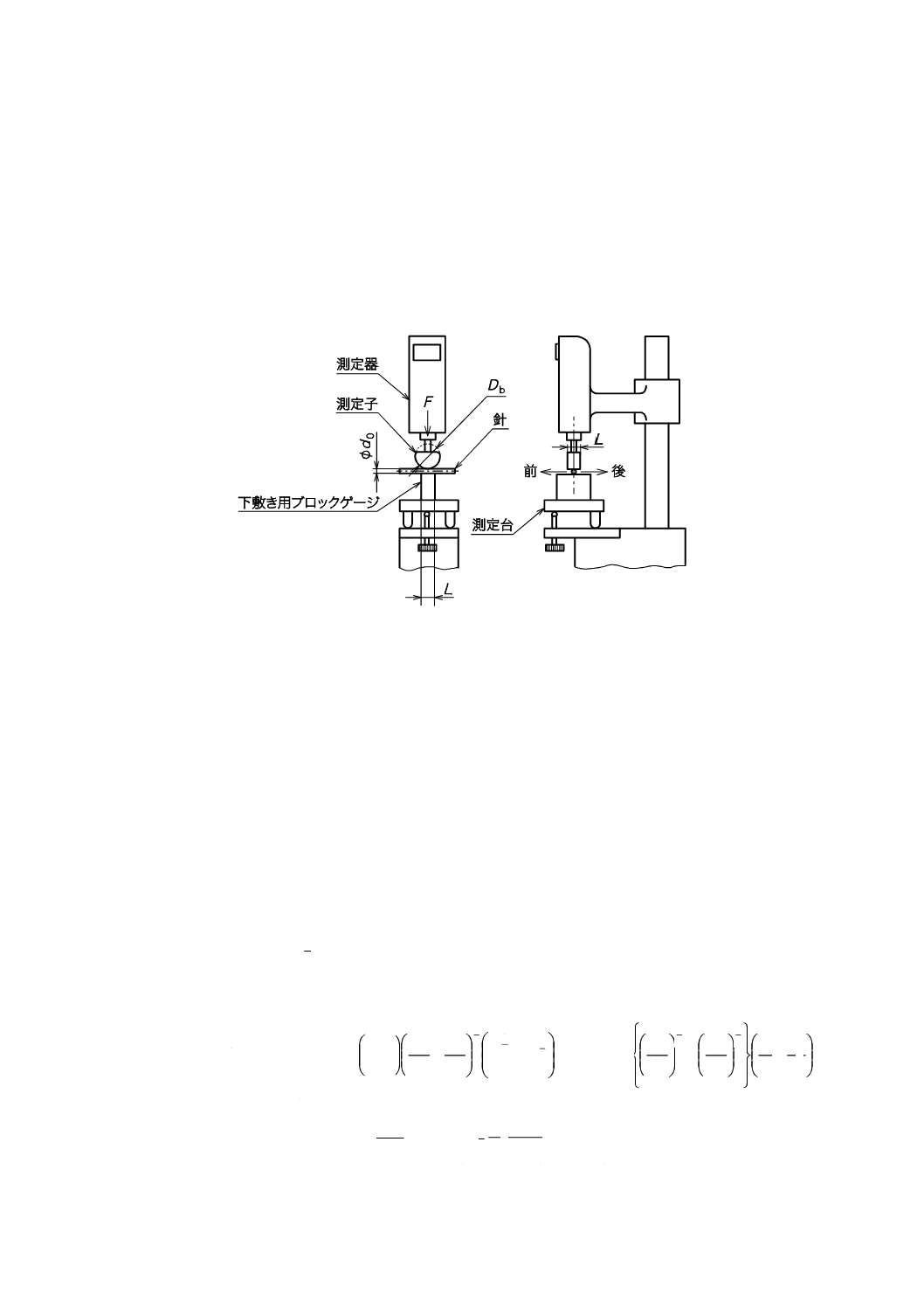
図1では,ねじの有効径測定と同じ測定器が使用できるように一般的な方法を規定したが,針径を正確
に測定でき,かつ,測定作業がしやすい測定例を次に示す。
図JB.1−図1を応用した針径の測定例
図JB.1に示すように,円筒形測定子(Db=19 mm〜21 mm)を取り付けた測定器の,測定子と下敷き用
ブロックゲージとの間に針を挟み込む。
針を前後に移動しても測定器の指示が変わらなくなるまで測定台の傾きを調節した後,呼び針径に近い
寸法のゼロ調整用ブロックゲージT(mm)を挟み込み,測定器の表示をゼロ調整する。
再び針を挟み込み,そのときの測定器の指示m(mm)を読み取り,次のいずれかの式によって針径d0
(mm)を求める。
なお,ゼロ調整用ブロックゲージと測定子との接触長さは,下敷き用ブロックゲージと針との接触長さ
と同じとする。
a) 針,下敷き用ブロックゲージ,ゼロ調整用ブロックゲージ及び測定子の材質が合金工具鋼,測定力及
び接触長さが表6の場合。
m
T
d
+
=
0
b) 針,下敷き用ブロックゲージ,ゼロ調整用ブロックゲージ及び測定子の材質が合金工具鋼,測定力及
び接触長さが表6によらない場合。
−
−
+
−
+
′
+
+
=
0
0
3
1
b
3
1
w
3
2
0
3
2
3
1
b
w
0
1
1
047
000
.0
1
1
2
33
000
.0
L
F
L
F
D
d
F
F
D
d
K
m
T
d
πμ
ここに,
dw: 呼び針径(mm)
πμ
K′
2
:
w
b
w
b
cos
d
D
d
D
+
−
=
τ
で計算し,表7から求める。
F: 測定に用いた実際の測定力(N)
12
B 0271:2018
F0: 表6における測定力の中央値(N)
L: 測定に用いた実際の測定面の接触長さ(mm)
L0: 表6における接触長さの中央値(mm)
c) 針,下敷き用ブロックゲージ及びゼロ調整用ブロックゲージの材質が合金工具鋼,測定子の材質が超
硬合金,測定力及び接触長さが表6の場合。
3
2
0
3
1
b
w
0
1
1
2
07
000
.0
F
D
d
K
m
T
d
+
′
−
+
=
πμ
参考文献 JIS B 0202 管用平行ねじ
JIS B 0203 管用テーパねじ
JIS B 0205-4 一般用メートルねじ−第4部:基準寸法
JIS B 0206 ユニファイ並目ねじ
JIS B 0208 ユニファイ細目ねじ
JIS B 0216-3 メートル台形ねじ−第3部:基準寸法
13
B 0271:2018
附属書JC
(参考)
JISと対応国際規格との対比表
JIS B 0271:2018 ねじ測定用針
ISO 16239:2013,Metric series wires for measuring screw threads
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
適用範囲の明確化
1
−
一致
JISは,ねじプラグゲージを含む意
味の“おねじ”とし,ねじプラグゲ
ージを強調していない。
ISO規格では,“主にねじプラグ
ゲージ”として,ねじプラグゲー
ジを強調している。技術的差異は
ない。
2 引用規格
測定方法及び検査
に関する規格
2
−
追加
JISは,JIS B 0651,JIS B 0659-1
及びJIS Z 2244を追加した。
JISは,適合性評価制度の対象と
する。今後も維持する。
3 用語及び
定義
3.2 呼び針径
3
−
追加
JISは,呼び針径を定義した。
ISO規格には,定義がないので規
定した。実質的な技術的差異はな
い。
3.3 表示針径
3
−
追加
JISは,呼び以外に実測寸法による
表示を定義した。
針の使用上,必須の用語であるた
め,JISに規定した。今後も維持
する。
3.4 平均表示針径
3
−
追加
JISは,呼び以外に実測寸法による
表示を定義した。
針の使用上,必須の用語であるた
め,JISに規定した。今後も維持
する。
4 呼び針径
及びそれら
に適用する
ねじのピッ
チ又は(25.4
mm当たり
の)山数
−
6
Nominal diameters of
best-size wires
一致
JISと対応国際規格との箇条が異な
る。技術的差異はない。
−
測定が困難な場合
の補足事項
追加
JISは,補足事項を追加した。
実質的な技術的差異はない。
3
B
0
2
7
1
:
2
0
1
8
14
B 0271:2018
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 材料
−
5
合金工具鋼
削除
JISは,合金工具鋼という単語を削
除した。
合金工具鋼以上の性能の材料が数
多く存在するため,材料の種類を
限定しない。今後も維持する。
6 標準温度
−
4
Reference temperature
一致
JISと対応国際規格との箇条が異な
る。技術的差異はない。
−
7 性能
7.2 硬さ
5
Material, hardness, and
surface finish
一致
JISと対応国際規格との箇条が異な
る。技術的差異はない。
−
7.3 最大高さ粗さ
5
Material, hardness, and
surface finish(材料の硬
度及び表面仕上げ)
一致
JISと対応国際規格との箇条が異な
る。技術的差異はない。また,JIS
は細分箇条名称を“最大高さ粗さ”
とした。
JISもISO規格も規定しているRz
0.4は最大高さ粗さのことなので,
そのほかの性能も含む表面性状と
いう文言は使用しない。今後も維
持する。
8 測定方法
8.1 針径の測定方
法及び求め方
8.1
−
追加
JISは,測定方法を限定し,詳細を
記載した。
ISO規格は,直接測定するか比較
測定するかを選択することになっ
ている。また,詳細がないので測
定方法による誤差が発生する可能
性がある。測定方法を限定し詳細
を規定することが望ましく,今後,
ISOへの提案を検討する。
8.2 呼び針径に対
する表示針径の差
の求め方
8
−
追加
JISは,求め方の詳細を記載した。 ISO規格は,詳細がないので分か
りにくい。今後,ISOへの提案を
検討する。
8.3 一組の針の表
示針径の相互差の
求め方
8
−
追加
JISは,求め方の詳細を記載した。 ISO規格は,詳細がないので分か
りにくい。今後,ISOへの提案を
検討する。
8.4 軸方向の直径
不同の求め方
8
−
追加
JISは,求め方の詳細を記載した。 JISは,測定者による測定結果の
誤差が最小限にできる。今後,ISO
への提案を検討する。
3
B
0
2
7
1
:
2
0
1
8
15
B 0271:2018
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
8 測定方法
(続き)
8.6 硬さの測定方
法
8
−
追加
ISO規格は,規定していない。
JISを適合性評価制度の対象とす
ることができる。今後,ISOへの
提案を検討する。
8.7 最大高さ粗さ
の測定方法
8
−
追加
ISO規格は,規定していない。
JISを適合性評価制度の対象とす
ることができる。今後,ISOへの
提案を検討する。
9 検査
−
−
−
追加
ISO規格は,規定していない。
JISを適合性評価制度の対象とす
ることができる。今後,ISOへの
提案を検討する。
10 表示
b) 平均表示針径
c) 個々の針を識
別するための番
号・印など。
d) 個々の針の表
示針径
f) 製造年月又はそ
の略号
9
−
追加
ISO規格は,規定していない。
JISは,使用時の計算及び管理が
容易にできる。今後,ISOへの提
案を検討する。
附属書JA
(規定)
改正前の規格
−
−
追加
JISは,改正前の規格を一部期限付
きで規定とした。
改正前JISとISO規格との内容が
大きく異なるため,市場を考慮し,
改正JISに適合させるための猶予
期間を設けた。2023年12月31日
に廃止する。ただし,技術的差異
はない。
附属書JB
(参考)
針径の測定例
−
−
追加
JISは,測定例の詳細を記載した。 ISO規格は,詳細がないので測定
方法による誤差が発生する可能性
がある。今後,ISOへの提案を検
討する。
3
B
0
2
7
1
:
2
0
1
8
16
B 0271:2018
JISと国際規格との対応の程度の全体評価:ISO 16239:2013,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致 ················ 技術的差異がない。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
3
B
0
2
7
1
:
2
0
1
8