2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0253-1985
管用テーパねじゲージ
Gauges for Taper Pipe Threads
1. 適用範囲 この規格は,JIS B 0203(管用テーパねじ)に規定する管用テーパおねじ (R), 管用テー
パめねじ (Rc) 及び管用平行めねじ (Rp) の寸法検査に用いる管用テーパねじゲージ(以下,ねじ用ゲー
ジという。)及びその点検に用いるゲージ(以下,点検プラグという。また,ねじ用ゲージと点検プラグを
総称してゲージという。)について規定する。
なお,JIS B 0203に規定する管用テーパねじ (PT) 及び管用平行めねじ (PS) に適用するゲージは附属書
による。
備考 ねじの外径,内径,フランク,山の頂,谷底の形状,有効径の真円度,表面粗さ及びその他の
検査が必要な場合には,この規格のゲージ以外の測定機器具による。
引用規格:
JIS B 0203 管用テーパねじ
JIS B 0262 テーパねじゲージの検査方法
JIS G 4404 合金工具鋼鋼材
対応国際規格:
ISO 7/2 Pipe threads where pressure-tight joints are made on the threads−Part2:Verification by
means of limit gauges
2. ねじ用ゲージの種類,形状,寸法,許容差及び公差 ねじ用ゲージの種類は表1に,それらの形状及
び寸法は付表1.付表2に,許容差及び公差は付表4,付表5による。
表1 ねじ用ゲージの種類
検査されるねじ
ねじ用ゲージの種類
適用表
管用テーパおねじ (R)
テーパねじリングゲージ
付表1,付表4
管用テーパめねじ (Rc)
テーパねじプラグゲージ
付表2,付表5
管用平行めねじ (Rp)
3. 点検プラグの記号,形状,寸法,許容差及び公差 表1に示すゲージのうちテーパねじリングゲージ
に対する点検プラグの記号は表2に,その形状及び寸法は付表3に,許容差及び公差は付表6による。
表2 点検プラグの記号
点検されるゲージ
点検に用いるゲージ
記号
適用表
テーパねじリングゲージ
点検プラグ
CP
付表3,付表6
2
B 0253-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 材料,硬さ及び表面粗さ ゲージの材料は,JIS G 4404(合金工具鋼鋼材)に規定するSKS3又はこ
れと同等以上の品質をもつ材料とし,ゲージ部の硬さは,HV660以上(HRC58以上)とする。
また,ゲージ面の表面粗さは,原則として0.8Sとする。
5. ゲージの検査方法 この規格に定めるゲージの検査方法は,JIS B 0262(テーパねじゲージの検査方
法)による。
6. 測定の温度条件 この規格に定める各寸法の数値は,20℃におけるものとする。
7. ねじ用ゲージの使用目的と使い方及びねじ用ゲージによる合否の判定 ねじ用ゲージの使用目的と
使い方及びねじ用ゲージによる合否の判定は次による。
(1) テーパねじリングゲージ このゲージは,テーパおねじの基準径から管端までの範囲のねじの互換性
を総合的に検査するもので,ゲージの切欠きに対するテーパおねじ管端の軸方向のずれによって判定
する。このゲージの使い方は,ゲージをテーパおねじに止まるまでねじ込み,テーパおねじの管端が
ゲージの切欠きの範囲内にあれば,そのテーパおねじは,テーパねじリングゲージによるはめあい検
査に合格したとする。
(2) テーパねじプラグゲージ このゲージは,テーパめねじ又は平行めねじの管端から,テーパおねじの
基準の長さに相当する長さの範囲内で,ねじの互換性を総合的に検査するもので,ゲージの切欠きに
対するテーパめねじ又は平行めねじの管端の軸方向のずれによって判定する。このゲージの使い方は,
ゲージをテーパめねじ又は平行めねじに止まるまでねじ込み,テーパめねじ又は平行めねじの管端が
ゲージの最大及び最小の切欠きの範囲内にあれば,そのテーパめねじ又は平行めねじは,テーパねじ
プラグゲージによるはめあい検査に合格したとする。
(3) 取引上のねじ用ゲージによる合否の判定の不一致の取扱い ねじ用ゲージによる合否の判定で生産
者側と使用者側の使用するゲージの違いによって不一致が起きた場合は,合格の判定をした方のゲー
ジがこの規格の規定(許容できる摩耗を考慮に入れる。)を満足しているならば,そのねじは,はめあ
い検査に合格したとして扱う。
8. 点検プラグの使用目的と使い方及び点検プラグによる合否の判定 点検プラグの使用目的と使い方
及び点検プラグによる合否の判定は次による。
(1) 新製したテーパねじリングゲージを点検する場合 点検プラグは,新製したテーパねじリングゲージ
の総合有効径を検査するために使用し,新製したテーパねじリングゲージに点検プラグを手でしっか
りとねじ込んだとき,テーパねじリングゲージの大径の端面と,点検プラグの切欠きの端面とのずれ
が,付表4に示すfの数値以内にあれば点検プラグによる検査に合格したとする。
(2) テーパねじリングゲージの摩耗限界を点検する場合 点検プラグは,テーパねじリングゲージの有効
径が規定された摩耗限界を超えていないかどうかを確認するために使用し,テーパねじリングゲージ
に点検プラグを手でしっかりとねじ込んだとき,テーパねじリングゲージの大径の端面に対し,点検
プラグの切り欠きの端面が,付表4に示すwの数値以上ねじ込まれなければ摩耗限界を超えていない
と判定する。
3
B 0253-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9. 製品の呼び方 ゲージの呼び方は,ゲージの記号(1)及びねじの呼びによる。
注(1) ゲージの記号は,点検プラグにだけ適用する。
例: テーパねじリングゲージの場合 R 11/2
テーパねじプラグゲージの場合 Rc 11/2
点検プラグの場合 R 11/2 CP
10. 表示 ゲージの適当な箇所に,製品の呼び方,製造業者名又はその略号及び製造番号を表示する。た
だし,ねじを表す記号はすべてRとしてもよい。
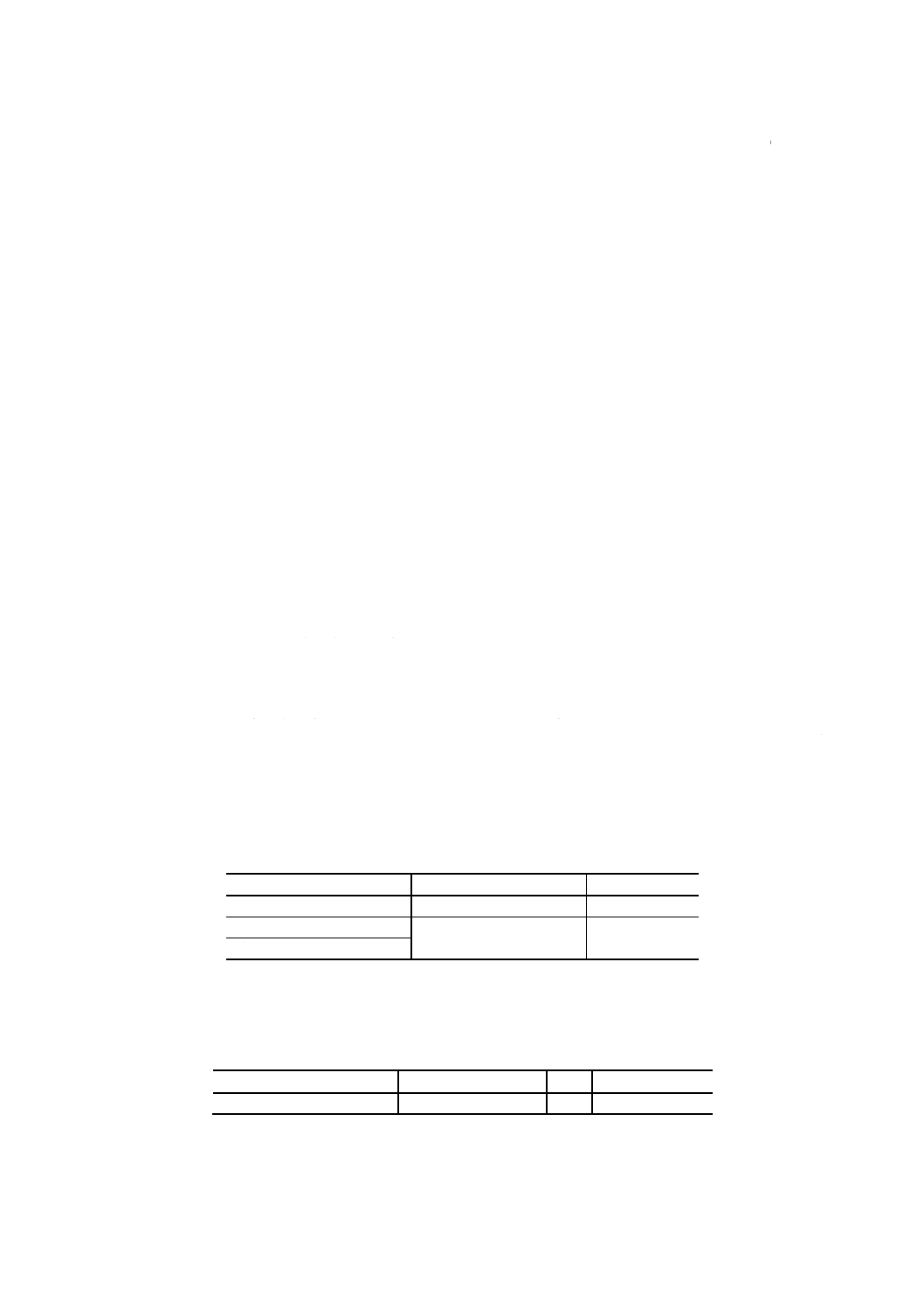
付表1 テーパねじリングゲージの形状及び寸法
単位 mm
検査され
るねじの
呼び
ねじ
山数
25.4mm
につき
n
ピッチ
P
(参考)
丸 み
r
基準径の位置における寸法(2)
ゲージの
長さ
l3
切欠きの
長さ
T1
ねじ部の
長さ
l4
小径側端
面の逃げ
の径
g
谷の径
d
有効径
d2
内 径
d1
R 1/16
28
0.907 1
0.125
7.723
7.142
6.561
4.876
1.814
2.948
9.5
R 1/8
28
0.907 1
0.125
9.728
9.147
8.566
4.876
1.814
2.948
11.5
R 1/4
19
1.336 8
0.184
13.157
12.301
11.445
7.353
2.674
4.345
15.5
R 3/8
19
1.336 8
0.184
16.662
15.806
14.950
7.687
2.674
4.345
19.0
R 1/2
14
1.814 3
0.249
20.955
19.793
18.631
9.979
3.628
5.896
23.5
R 3/4
14
1.814 3
0.249
26.441
25.279
24.117
11.339
3.628
5.896
29.0
R1
11
2.309 1
0.317
33.249
31.770
30.291
12.700
4.618
7.504
36.0
R11/4
11
2.309 1
0.317
41.910
40.431
38.952
15.009
4.618
7.504
44.5
R11/2
11
2.309 1
0.317
47.803
46.324
44.845
15.009
4.618
7.504
50.5
R2
11
2.309 1
0.317
59.614
58.135
56.656
18.184
4.618
8.659
62.0
R21/2
11
2.309 1
0.317
75.184
73.705
72.226
20.926
6.927
10.390
77.5
R3
11
2.309 1
0.317
87.884
86.405
84.926
24.101
6.927
10.390
90.5
R4
11
2.309 1
0.317
113.030
111.551
110.072
28.864
6.927
11.545
115.5
R5
11
2.309 1
0.317
138.430
136.951
135.472
32.039
6.927
12.700
141.0
R6
11
2.309 1
0.317
163.830
162.351
160.872
32.039
6.927
12.700
166.5
注(2) この寸法は,JIS B 0203の基準径の数値と一致する。
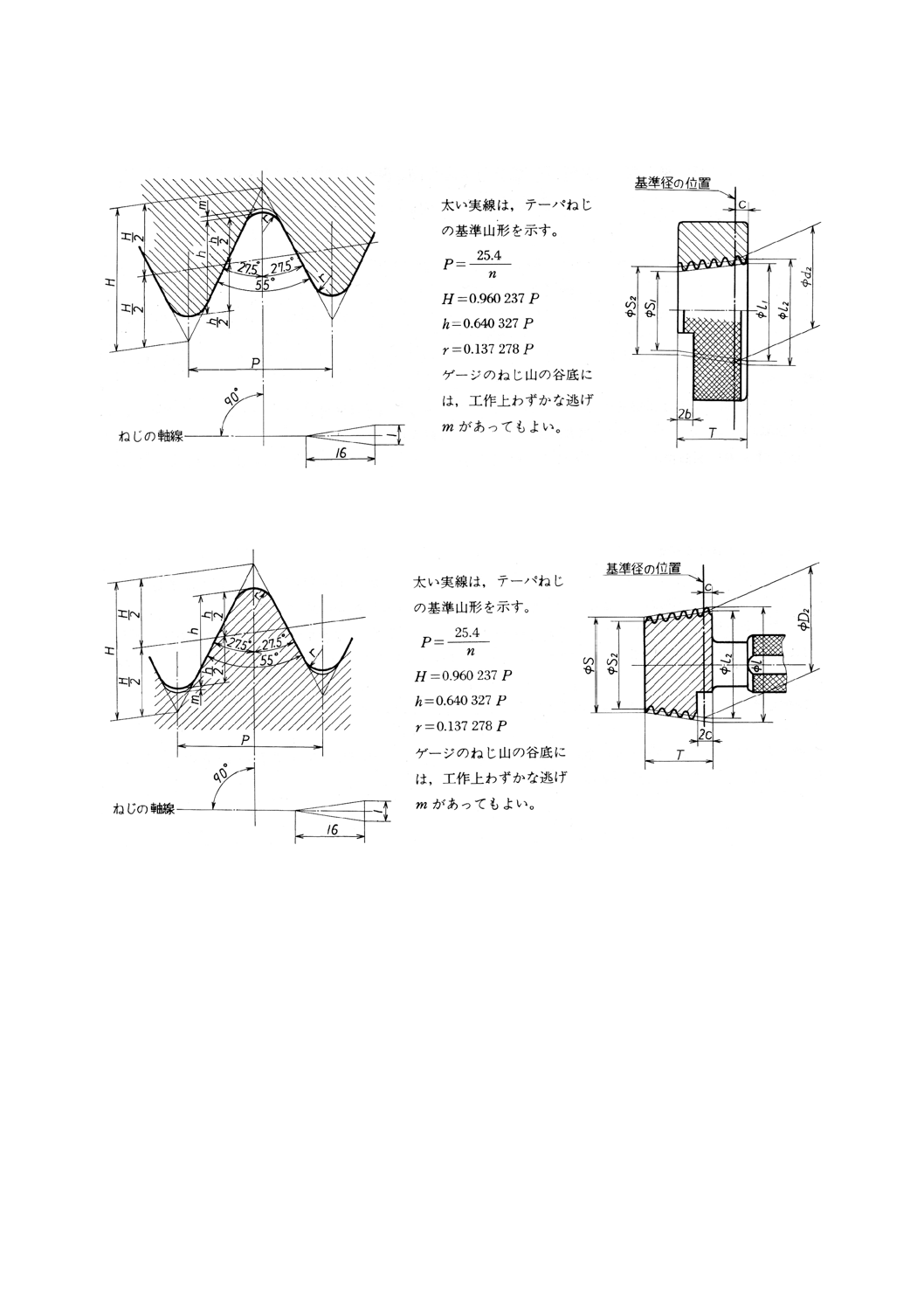
備考1. 谷の丸み部は,検査されるおねじの山の丸みと接触しないように,適宜逃がした形状としてよい。
2. 両端の不完全ねじ山は,面取り又は41回転以内で除去する。
4
B 0253-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
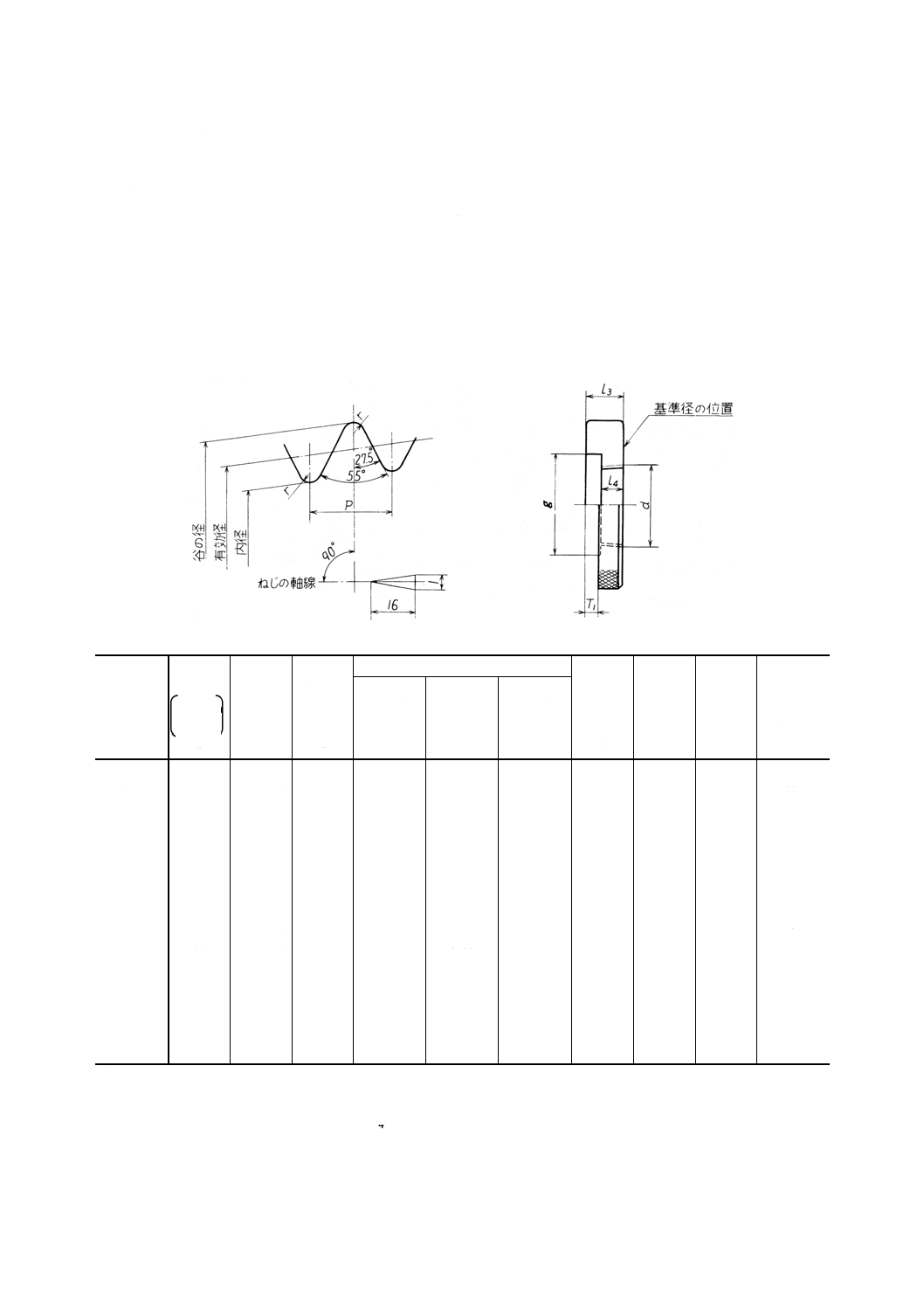
付表2 テーパねじプラグゲージの形状及び寸法
単位 mm
検査される
ねじの呼び
ねじ
山数
25.4
mm
につ
き
n
ピッチ
P
(参考)
丸み
r
基準径の位置に
おける寸法(2)
ゲージ
の長さ
l0
基準径
の位置
から大
径の端
面まで
の長さ
l1
基準径
の位置
から小
径の完
全ねじ
山まで
の最小
長さ
l2
ねじ部
の長さ
L
(参考)
切欠きの寸法
外径
D
有効径
D2
谷の径
D1
長さ
T2
高さ
c1
c2
Rc 1/16
Rp 1/16
28
0.907 1 0.125 7.723
7.142
6.561 5.103
2.721
2.494
6.690 2.268 1.2
0.8
Rc 1/8
Rp 1/8
28
0.907 1 0.125 9.728
9.147
8.566 5.103
2.721
2.494
6.690 2.268 1.2
0.8
Rc 1/4
Rp 1/4
19
1.336 8 0.184 13.157 12.301
11.445 7.687
4.011
3.677 10.027 3.342 2.0
1.6
Rc 3/8
Rp 3/8
19
1.336 8 0.184 16.662 15.806
14.950 8.021
4.011
3.677 10.361 3.342 2.0
1.6
Rc 1/2
Rp 1/2
14
1.814 3 0.249 20.955 19.793
18.631 10.432
5.442
4.988 13.606 4.536 3.2
2.4
Rc 3/4
Rp 3/4
14
1.814 3 0.249 26.441 25.279
24.117 11.793
5.442
4.988 14.967 4.536 3.2
2.4
Rc1
Rp1
11
2.309 1 0.317 33.249 31.770
30.291 13.277
6.927
6.350 17.318 5.773 4.0
3.2
Rc11/4
Rp11/4
11
2.309 1 0.317 41.910 40.431
38.952 15.586
6.927
6.350 19.626 5.773 5.0
3.6
Rc11/2
Rp11/2
11
2.309 1 0.317 47.803 46.324
44.845 15.586
6.927
6.350 19.626 5.773 5.5
4.0
Rc2
Rp2
11
2.309 1 0.317 59.614 58.135
56.656 18.761
6.927
7.504 22.802 5.773 6.0
4.0
Rc21/2
Rp21/2
11
2.309 1 0.317 75.184 73.705
72.226 20.926
6.927
9.236 24.390 6.927 7.0
4.5
Rc3
Rp3
11
2.309 1 0.317 87.884 86.405
84.926 24.101
6.927
9.236 27.564 6.927 7.0
4.5
Rc4
Rp4
11
2.309 1 0.317 113.030 111.551 110.072 28.864
6.927 10.390 32.328 6.927 8.0
5.0
Rc5
Rp5
11
2.309 1 0.317 138.430 136.951 135.472 32.039
6.927 11.545 35.502 6.927 8.0
5.0
Rc6
Rp6
11
2.309 1 0.317 163.830 162.351 160.872 32.039
6.927 11.545 35.502 6.927 8.0
5.0
注(2) この寸法は,JIS B 0203の基準径の数値と一致する。
備考1. 谷の丸み部は,検査されるめねじの山の丸みと接触しないように,適宜逃がした形状としてよい。
2. 両端の不完全ねじ山は,面取り又は41回転以内で除去する。
3. R1/16及びR1/8のゲージの最大切欠きは,切欠きの詳細図に示すように90゜ずらした位置にとってもよい。
5
B 0253-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
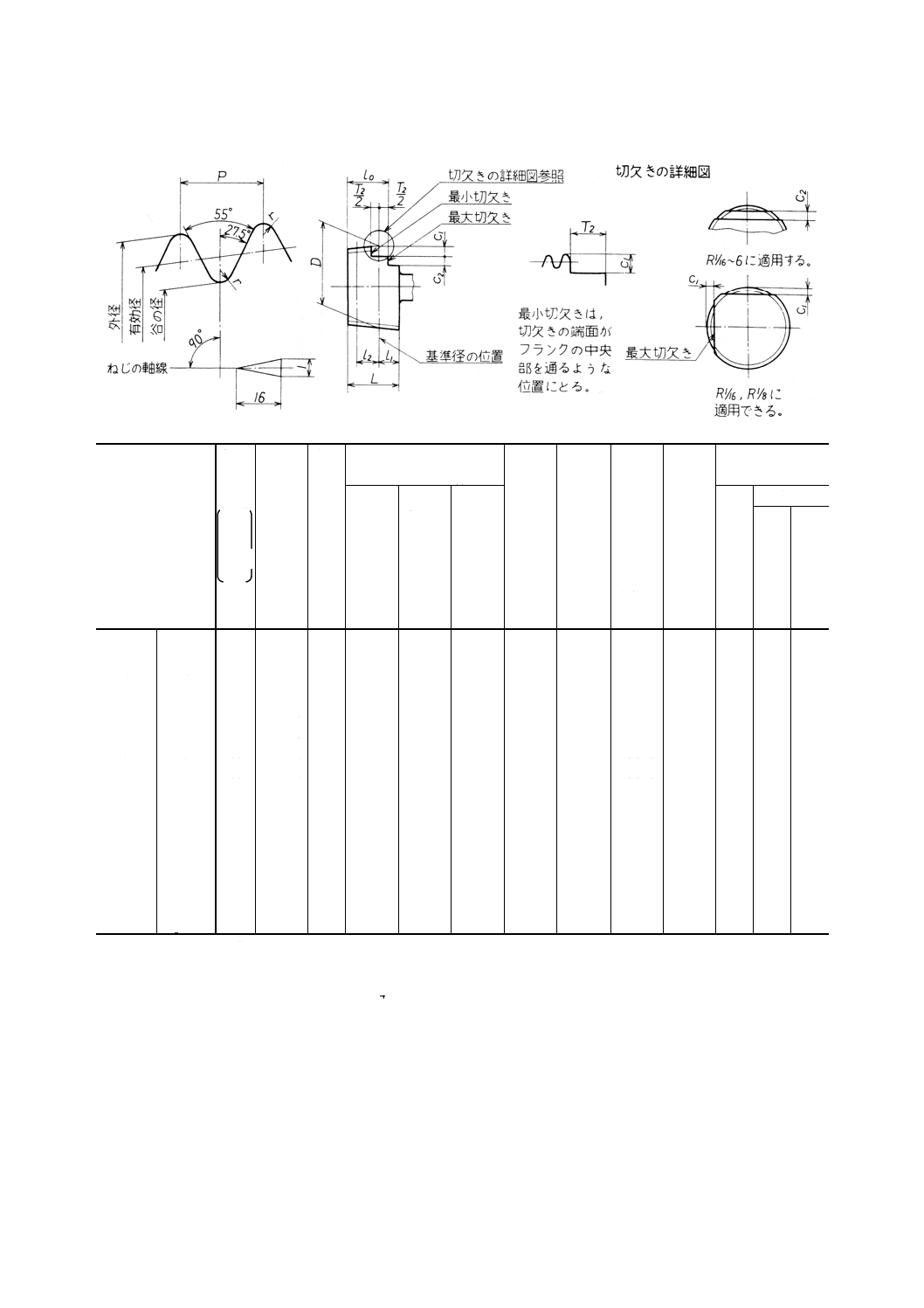
付表3 点検プラグの形状及び寸法
単位 mm
検査され
るねじの
呼び
ねじ
山数
25.4
mm
につき
n
ピッチ
P
(参考)
基準径の位置における寸法
基準径の位
置から小径
の完全ねじ
山までの最
小長さ
l4
点検プラ
グの基準
長さ
l5
ねじ部
の長さ
L
(参考)
切欠きの寸法
逃げ
の幅
b3
外径
d'
有効径(2)
d2
長さ
l1
高さ
c1
R 1/16
28
0.907 1
7.575
7.142
2.948
3.969
6.690
2.721
1.2
−
R 1/8
28
0.907 1
9.580
9.147
2.948
3.969
6.690
2.721
1.2
−
R 1/4
19
1.336 8
12.941
12.301
4.345
6.016
10.027
4.011
2.0
0.4
R 3/8
19
1.336 8
16.446
15.806
4.345
6.350
10.361
4.011
2.0
0.4
R 1/2
14
1.814 3
20.663
19.793
5.896
8.164
13.606
5.442
3.2
0.5
R 3/4
14
1.814 3
26.149
25.279
5.896
9.525
14.967
5.442
3.2
0.5
R1
11
2.309 1
32.884
31.770
7.504
10.391
17.318
6.927
4.0
0.6
R11/4
11
2.309 1
41.545
40.431
7.504
12.700
19.627
6.927
5.0
0.6
R11/2
11
2.309 1
47.438
46.324
7.504
12.700
19.627
6.927
5.5
0.6
R2
11
2.309 1
59.249
58.135
8.659
15.875
22.802
6.927
6.0
0.6
R21/2
11
2.309 1
74.813
73.705
10.390
17.462
24.389
6.927
7.0
0.6
R3
11
2.309 1
87.513
86.405
10.390
20.638
27.565
6.927
7.0
0.6
R4
11
2.309 1
112.659
111.551
11.545
25.400
32.327
6.927
8.0
0.6
R5
11
2.309 1
138.059
136.951
12.700
28.575
35.502
6.927
8.0
0.6
R6
11
2.309 1
163.459
162.351
12.700
28.575
35.502
6.927
8.0
0.6
注(2) この寸法は,JIS B 0203の基準径の数値と一致する。
備考1. 谷底の形状は,図のように短くしたフランク以外の部分がテーパねじリングゲージと接触しないように,適
宜の形状で幅b3の逃げをとる。ただし,ねじ山数28のものはフランクを延長した形状とする。
2. 両端の不完全ねじ山は,面取又は41回転以内で除去する。
6
B 0253-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
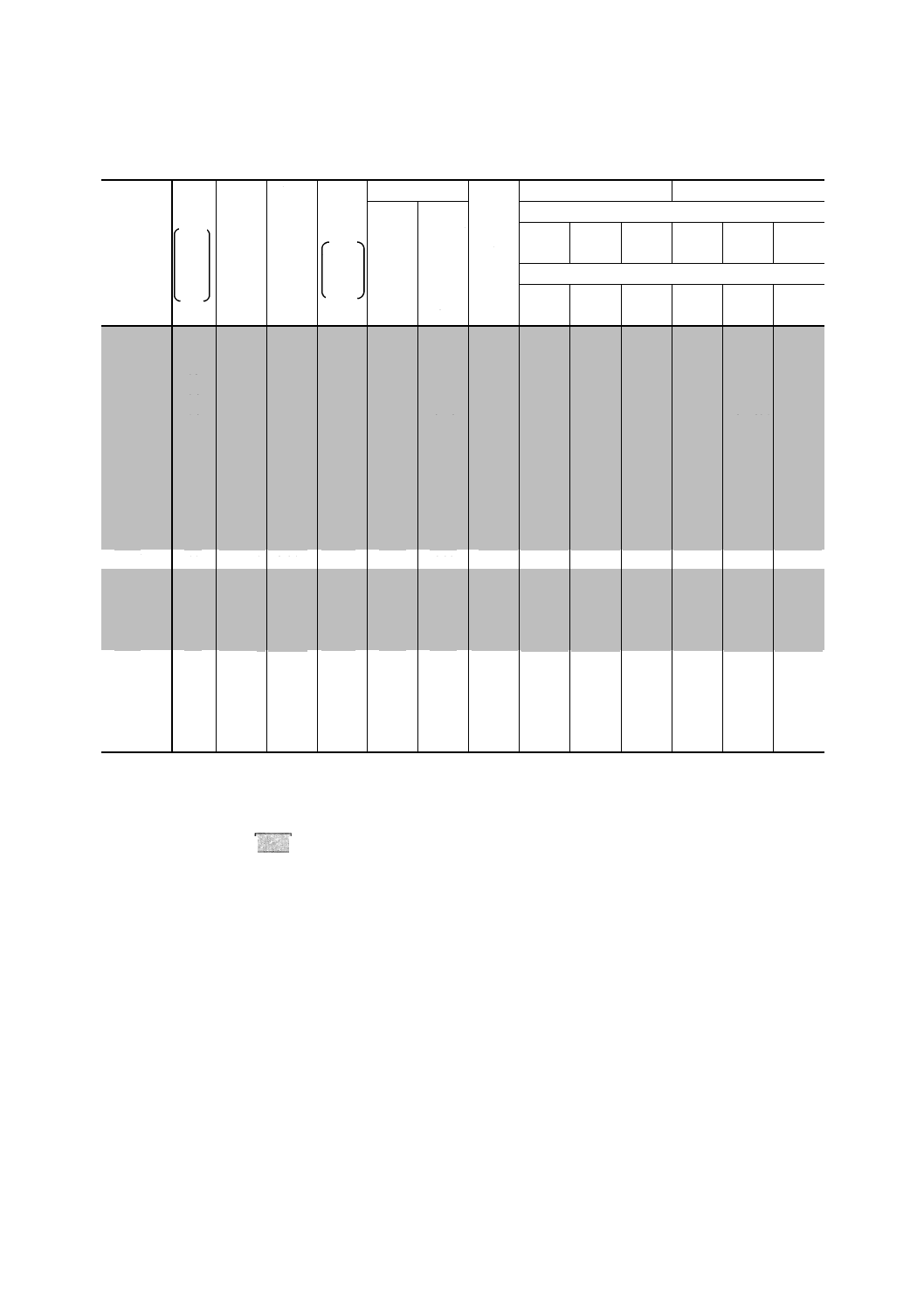
付表4 テーパねじリングゲージの許容差及び公差
単位 μm
検査される
ねじの呼び
ねじ
山数
25.4
mm
につき
n
ピッチ
P
(mm)
(参考)
ピッチ
の許容
差
±
山の半
角の許
容差
(分)
±
点検プラグの切欠き
の端面を基準とし
て,テーパねじリン
グゲージの大径の端
面のずれの許容差
テーパ角度
の許容差
有効径・
内径共通
内径
d1
ゲージ
の長さ
l3
切欠
きの
長さ
T1
新製の
場合
f
±
摩耗限界
w
+
上の
許容
差
−
下の
許容
差
−
公差 上の
許容
差
下の
許容
差
−
許容
差
±
R 1/16
28
0.9071
5
15
91
451
0
−10−⊿
7
21
14
0
13
13
R 1/8
28
0.9071
5
15
91
451
7
21
14
0
13
13
R 1/4
19
1.3368
5
13
134
622
9
27
18
0
13
13
R 3/8
19
1.3368
5
13
134
622
9
27
18
0
13
13
R 1/2
14
1.8143
5
11
181
838
12
36
24
0
13
13
R 3/4
14
1.8143
5
11
181
838
12
36
24
0
13
13
R1
11
2.3091
5
10
231
961
12
36
24
0
25
25
R11/4
11
2.3091
5
10
231
961
12
36
24
0
25
25
R11/2
11
2.3091
5
10
231
961
12
36
24
0
25
25
R2
11
2.3091
5
10
231
961
12
36
24
0
25
25
R21/2
11
2.3091
5
10
231
1 057
15
45
30
0
25
25
R3
11
2.3091
5
10
231
1 057
15
45
30
0
25
25
R4
11
2.3091
5
10
231
1 057
15
45
30
0
25
25
R5
11
2.3091
5
10
231
1 057
15
45
30
0
25
25
R6
11
2.3091
5
10
231
1 057
15
45
30
0
25
25
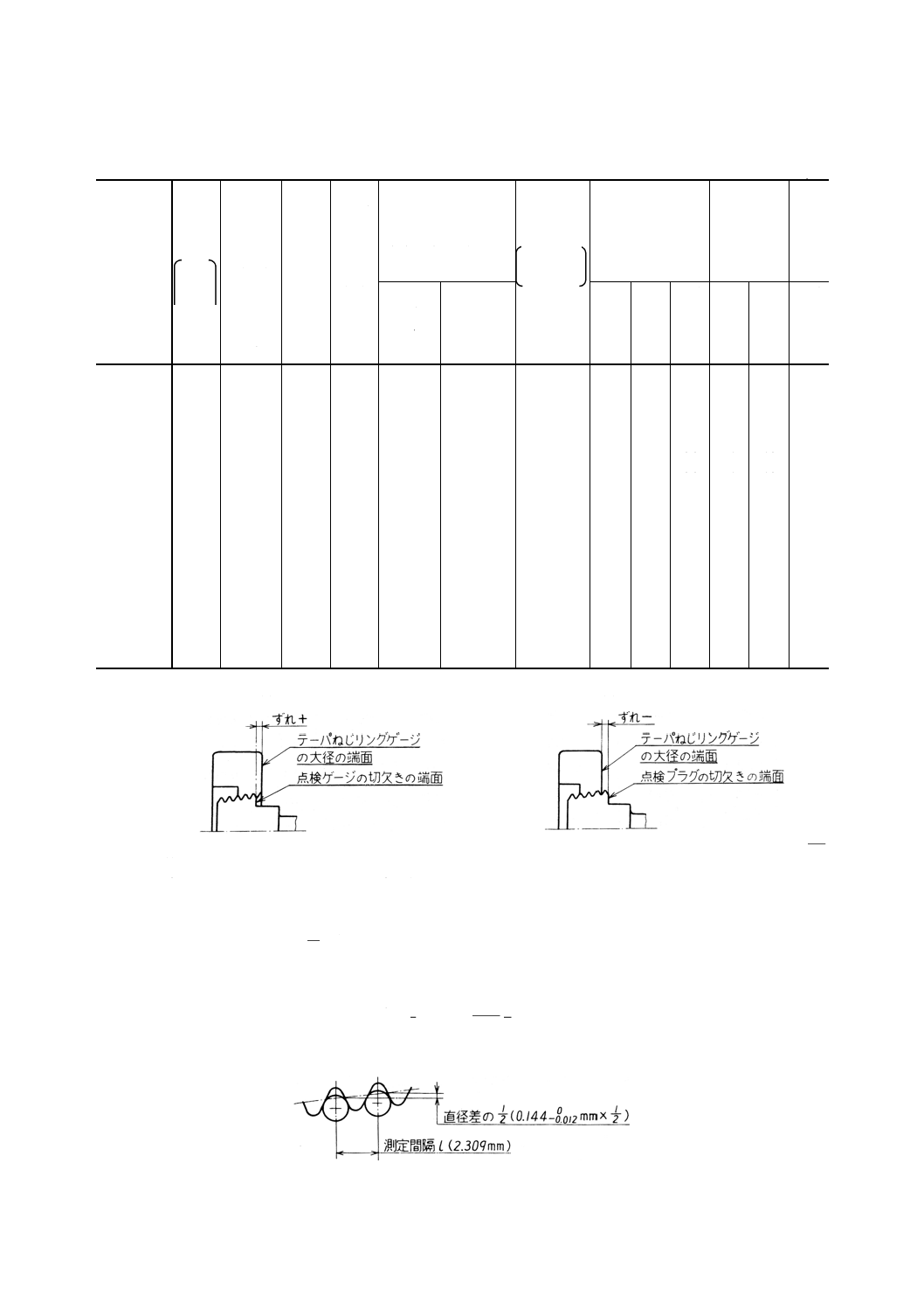
備考1. ずれの許容差の+,−の方向は,下図(a)又は(b)による。
(a) ずれが+の場合
(b) ずれが−の場合
2. テーパ角度の許容差は,任意の測定間隔lmmのとき,直径差の基準値に適用し,下の許容差の数値は
1000
l
m=
μ
⊿
で算出する。
例:テーパ角度を測定する場合に,ねじの軸線方向における測定間隔を2.309mmとすると,
測定間隔lは2.309mm
直径差の基準値は
144
.0
16
1
309
.2
≒
×
mm
テーパ角度の上の許容差は 0
テーパ角度の下の許容差は
m
m
m
l
m
m
m
μ
μ
μ
μ
μ
μ
12
309
.2
10
1000
10
10
≒−
⊿
−
−
=
−
−
=
−
−
7
B 0253-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
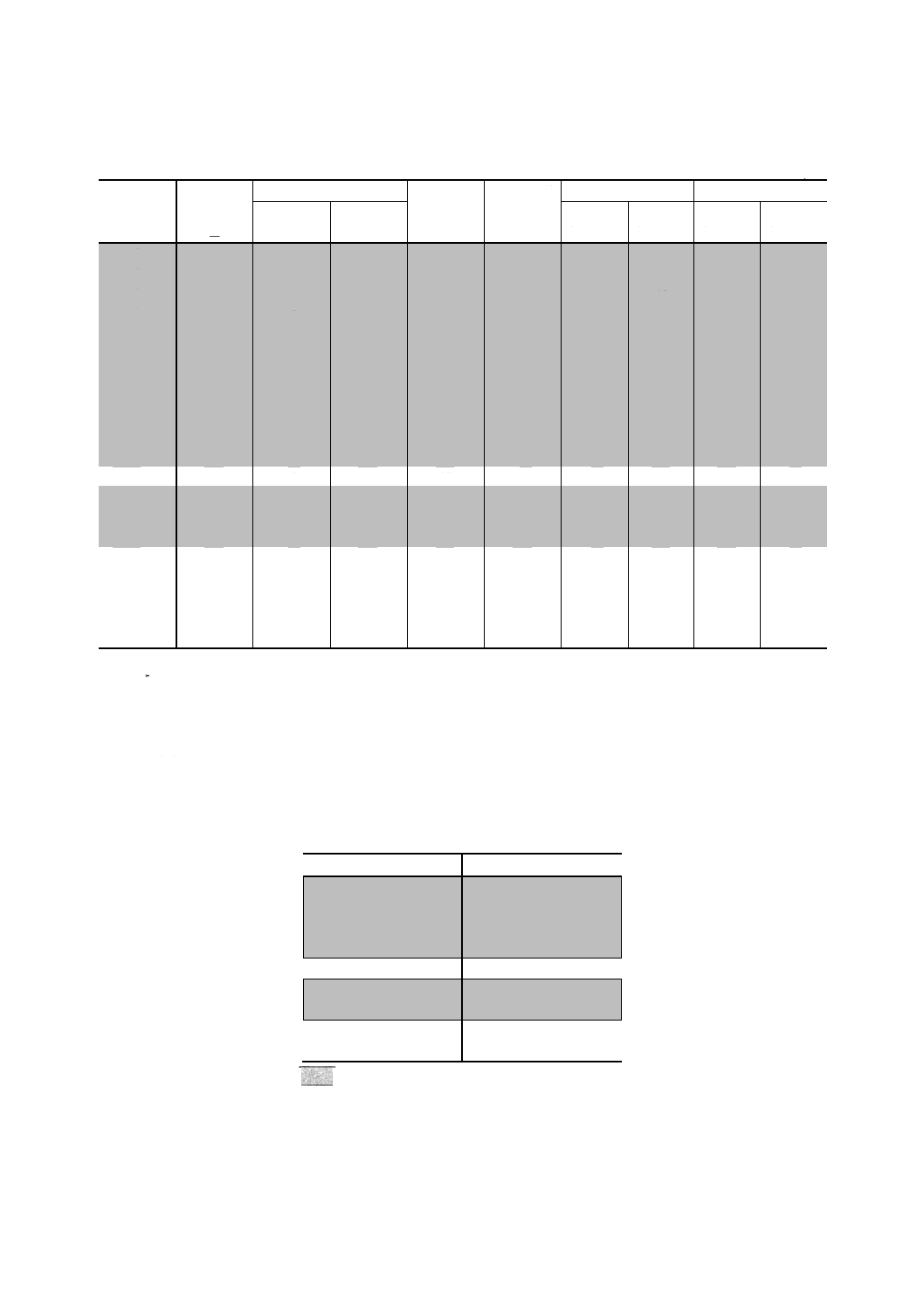
付表5 テーパねじプラグゲージの許容差及び公差
単位 μm
検査される
ねじの呼び
ねじ
山数
25.4
mm
につ
き
n
ピッチ
P
(mm)
(参考)
ピツ
チの
許容
差
±
山の
半角
の許
容差
(分)
±
外径
D
有効径
D2
外径
及び
有効
径の
摩耗
限界
−
テーパ角度
の許容差
外径・
有効径
共通
切欠
きの
長さ
T2
上の
許容
差
+
下の
許容
差
+
公差 上の
許容
差
+
下の
許容
差
+
公差
許容
差
±
Rc 1/16
Rp 1/16
28
0.9071
5
15
21
3
18
18
6
12
14
+5+⊿
0
13
Rc 1/8
Rp 1/8
28
0.9071
5
15
21
3
18
18
6
12
14
13
Rc 1/4
Rp 1/4
19
1.3368
5
13
24
4
20
21
7
14
21
13
Rc 3/8
Rp 3/8
19
1.3368
5
13
24
4
20
21
7
14
21
13
Rc 1/2
Rp 1/2
14
1.8143
5
11
24
4
20
21
7
14
28
13
Rc 3/4
Rp 3/4
14
1.8143
5
11
24
4
20
21
7
14
28
13
Rc1
Rp1
11
2.3091
5
10
31
5
26
27
9
18
36
25
Rc11/4
Rp11/4
11
2.3091
5
10
31
5
26
27
9
18
36
25
Rc11/2
Rp11/2
11
2.3091
5
10
31
5
26
27
9
18
36
25
Rc2
Rp2
11
2.3091
5
10
31
5
26
27
9
18
36
25
Rc21/2
Rp21/2
11
2.3091
5
10
31
5
26
27
9
18
36
25
Rc3
Rp3
11
2.3091
5
10
31
5
26
27
9
18
36
25
Rc4
Rp4
11
2.3091
5
10
31
5
26
27
9
18
36
25
Rc5
Rp5
11
2.3091
5
10
31
5
26
27
9
18
36
25
Rc6
Rp6
11
2.3091
5
10
31
5
26
27
9
18
36
25
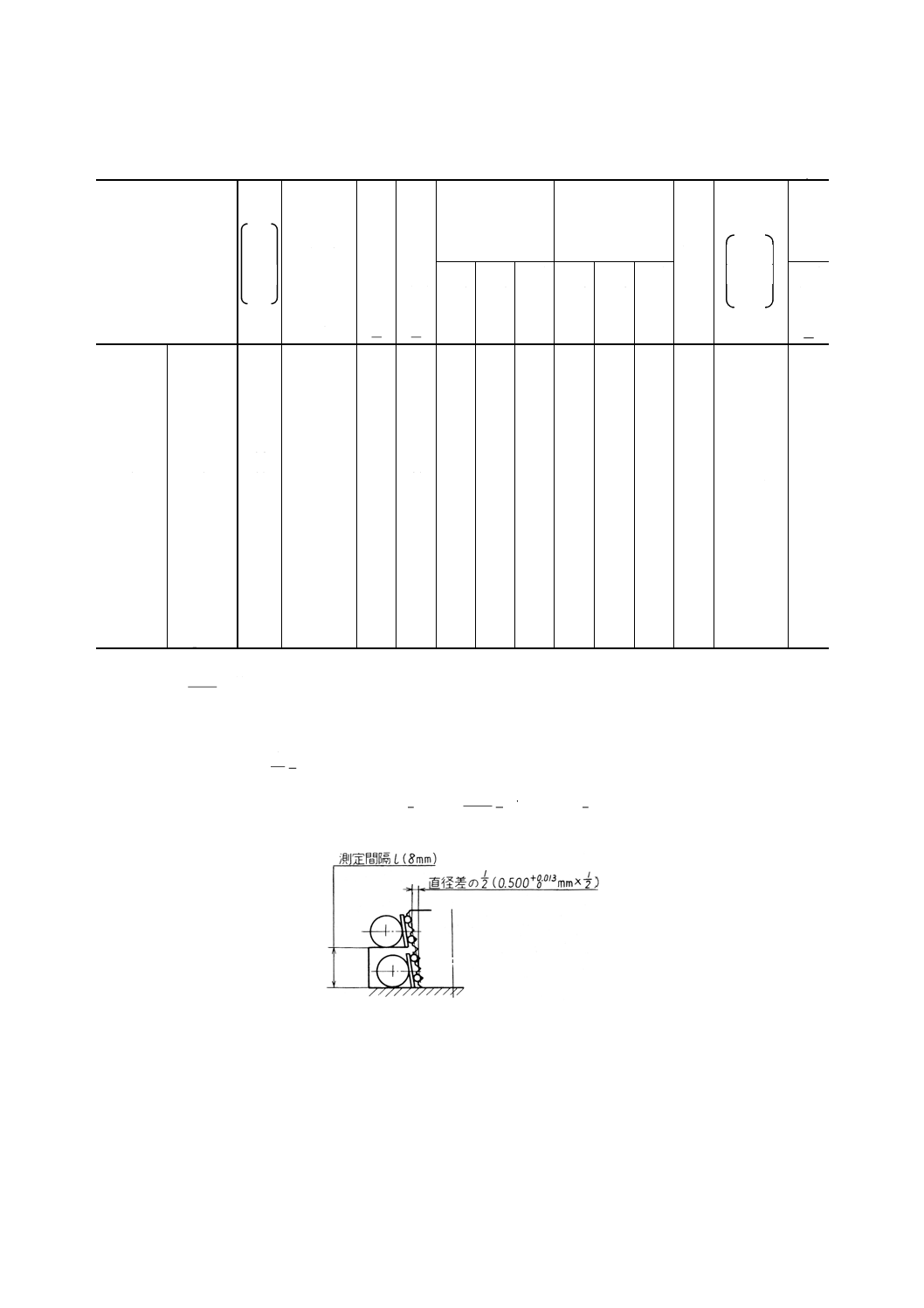
備考 テーパ角度の許容差は,任意の測定間隔lmmのとき,直径差の基準値に適用し,上の許容差の数値は
1000
l
m=
μ
⊿
で算出する。
例:テーパ角度を測定する場合に,ねじの軸線方向における測定間隔を8mmとすると,
測定間隔lは8mm
直径差の基準値は
mm
500
.0
16
1
8
=
×
テーパ角度の上の許容差は
m
m
m
l
m
m
m
μ
μ
μ
μ
μ
μ
13
8
5
1000
5
5
+
=
+
+
=
+
+
=
+
+
⊿
テーパ角度の下の許容差は 0
8
B 0253-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表6 点検プラグの許容差及び公差
単位 μm
検査される
ねじの呼び
ねじ
山数
25.4
mm
につき
n
ピッチ
P
(mm)
(参考)
ピツチ
の許容
差
±
山の半
角の許
容差
(分)
±
外径
d'
有効径
d2
テーパ角度
の許容差
外径・
有効径
共通
許容差
±
公差 上の
許容
差
−
下の
許容
差
−
公差
R 1/16
28
0.907 1
5
15
6
12
10
18
8
+5+⊿
0
R 1/8
28
0.907 1
5
15
6
12
10
18
8
R 1/4
19
1.336 8
5
13
7
14
13
23
10
R 3/8
19
1.336 8
5
13
7
14
13
23
10
R 1/2
14
1.814 3
5
11
9
18
18
30
12
R 3/4
14
1.814 3
5
11
9
18
18
30
12
R1
11
2.309 1
5
10
9
18
18
30
12
R11/4
11
2.309 1
5
10
9
18
18
30
12
R11/2
11
2.309 1
5
10
9
18
18
30
12
R2
11
2.309 1
5
10
9
18
18
30
12
R21/2
11
2.309 1
5
10
12
24
22
38
16
R3
11
2.309 1
5
10
12
24
22
38
16
R4
11
2.309 1
5
10
12
24
22
38
16
R5
11
2.309 1
5
10
12
24
22
38
16
R6
11
2.309 1
5
10
12
24
22
38
16
備考 テーパ角度の許容差は,任意の測定間隔lmmのとき,直径差の基準値に適用し,上の許容
差の数値は
1000
l
m=
μ
⊿
で算出する(付表5の備考の例参照)。
9
B 0253-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書 JIS B 0203の附属書に規定するねじに用いる管用テーパねじゲー
ジ
1. 適用範囲 この附属書は,JIS B 0203に規定するテーパねじ (PT) 及び平行めねじ (PS) の寸法検査(1)
に用いる管用テーパねじゲージ(以下,ゲージという。)について規定する。
注(1) ねじの外径,内径,フランク,山の頂,谷底の形状,有効径の真円度,表面粗さ及びその他の
検査が必要な場合には,この規格のゲージ以外の測定機器具による。
2. ゲージの種類 ゲージの種類は,テーパねじリングゲージ(記号R)及びテーパねじプラグゲージ(記
号P)の2種類とする。
3. ゲージの形状,寸法及び許容差 テーパねじリングゲージの形状は附属書図1に,テーパねじプラグ
ゲージの形状は附属書図2により,その寸法は附属書表1に,許容差は附属書表2による。
4. 材料,硬さ及び表面粗さ ゲージの材料は,JIS G 4404に規定するSKS3又はこれと同等以上の品質
をもつ材料とし,ゲージ部の硬さは,HV660以上(HRC58以上)とする。
また,ゲージ面の表面粗さは,原則として0.8Sとする。
5. ゲージの検査方法 この規格に定めるゲージの検査方法は,JIS B 0262による。
6. 測定の温度条件 この規格に定める各寸法の数値は,20℃におけるものとする。
7. ゲージによる合否の判定
7.1
テーパねじの場合 工作したテーパねじに,ゲージを手締めの状態ではめ合わせたとき,管又は管
継手の末端が,ゲージの切欠きの範囲にあれば,そのテーパねじはゲージによる検査に合格したものとす
る。
7.2
平行めねじの場合 工作した平行めねじに,テーパねじプラグゲージを手締めの状態ではめ合わせ
たとき,管又は管継手の末端がテーパねじプラグゲージの切欠きの範囲内にあれば,その平行めねじはゲ
ージによる検査に合格したものとする。
8. 製品の呼び方 ゲージの呼び方は,ねじの呼び及びゲージの記号による。
例: PT7R
9. 表 示 ゲージの適当な箇所に,製品の呼び方,製造業者名又はその略号及び製造番号を表示する。
ただし,製品の呼び方のうちゲージの記号は省略してもよい。
10
B 0253-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書図1 テーパねじリングゲージ
附属書図2 テーパねじプラグゲージ
11
B 0253-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書表1 ゲージの寸法
単位 mm
検査され
るねじの
呼び
ねじ
山数
25.4
mm
につ
き
n
ピッチ
(参考)
P
丸み
r
ゲージ
の厚さ
各ゲー
ジに
共通
T
切欠きの長さ
基準径
の位置
におけ
る有効
径(2)
d2,D2
小径の端面における寸法 大径の端面における寸法
テーパ
ねじリ
ングゲ
ージ
2b
テーパ
ねじプ
ラグゲ
ージ
2c
テーパねじリングゲージ
−
有効径
S2
内径
S1
−
有効径
l2
内径
l1
テーパねじプラグゲージ
外径
S
有効径
S2
−
外径
l
有効径
l2
−
PT 1/8
28
0.907 1 0.125
6.01
1.82
2.26
9.147
9.423
8.842
8.261
9.799
9.218
8.637
PT 1/4
19
1.336 8 0.184
9.02
2.68
3.34
12.301 12.698 11.842 20.986 13.261 12.405 11.549
PT 3/8
19
1.336 8 0.184
9.36
2.68
3.34
15.806 16.181 15.325 14.469 16.766 15.910 15.054
PT 1/2
14
1.814 3 0.249
12.24
3.62
4.54
19.793 20.332 19.170 18.008 21.097 19.935 18.773
PT 3/4
14
1.814 3 0.249
13.61
3.62
4.54
25.279 25.732 24.570 23.408 26.583 25.421 24.259
PT1
11
2.309 1 0.317
15.59
4.62
5.78
31.770 32.455 30.976 29.497 33.430 31.951 30.472
PT11/4
11
2.309 1 0.317
17.90
4.62
5.78
40.431 40.972 39.493 38.014 42.091 40.612 39.133
PT11/2
11
2.309 1 0.317
17.90
4.62
5.78
46.324 46.865 45.386 43.907 47.984 46.505 45.026
PT2
11
2.309 1 0.317
21.08
4.62
5.78
58.135 58.477 56.998 55.519 59.795 58.316 56.837
PT21/2
11
2.309 1 0.317
24.38
6.92
6.92
73.705 73.876 72.397 70.918 75.400 73.921 72.442
PT3
11
2.309 1 0.317
27.56
6.92
6.92
86.405 86.378 84.899 83.420 88.100 86.621 85.142
PT31/2
11
2.309 1 0.317
29.15
6.92
6.92
98.851 98.724 97.245 95.766 100.546 99.067 97.588
PT4
11
2.309 1 0.317
32.32
6.92
6.92
111.551 111.226 109.747 108.268 113.246 111.767 110.288
PT5
11
2.309 1 0.317
35.50
6.92
6.92
136.951 136.427 134.948 133.469 138.646 137.167 135.688
PT6
11
2.309 1 0.317
35.50
6.92
6.92
162.351 161.827 160.348 158.869 164.046 162.567 161.088
PT7
11
2.309 1 0.317
45.09
10.16
10.16
187.751 186.729 185.250 183.771 189.548 188.069 186.590
PT8
11
2.309 1 0.317
48.26
10.16
10.16
213.151 211.931 210.452 208.973 214.948 213.469 211.990
PT9
11
2.309 1 0.317
48.26
10.16
10.16
238.551 237.331 235.852 234.373 240.348 238.869 237.390
PT10
11
2.309 1 0.317
51.44
10.16
10.16
263.951 262.532 261.053 259.574 265.748 264.269 262.790
PT12
11
2.309 1 0.317
53.98
12.70
12.70
314.751 313.253 311.774 310.295 316.627 315.148 313.669
注(2) JIS B 0203の附属書付表の基準径の位置における有効径d2,D2による。
備考1. JIS B 0203の附属書付表・附属書備考4.により基準の長さaが表の数値と異なるねじに対しては,ゲージの
厚さは次の式によって算出する。
ゲージの厚さ=(指定によるa)+b+c
2. この表における
の部分は,この附属書における規定外事項である。
12
B 0253-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書表2 ゲージの許容差
単位 μm
検査される
ねじの呼び
ゲージの厚
さの許容差
±
切欠きの長さ
山の半角の
許容差
±(分)
ピッチの許
容差(3)
+又は−
外径・有効径
内径
上の許容差
+
下の許容差
−
上の許容
差+
下の許容
差−
上の許容
差+
下の許容
差−
PT 1/8
10
0
20
18
8
0
10
10
0
PT 1/4
10
0
20
14
8
0
10
10
0
PT 3/8
10
0
20
14
8
0
10
10
0
PT 1/2
10
0
20
12
9
0
16
16
0
PT 3/4
10
0
20
12
9
0
16
16
0
PT1
10
0
20
11
9
0
16
16
0
PT11/4
10
0
20
11
9
0
20
20
0
PT11/2
10
0
20
11
9
0
20
20
0
PT2
10
0
20
11
9
0
20
20
0
PT21/2
20
0
40
11
9
0
24
24
0
PT3
20
0
40
11
9
0
24
24
0
PT31/2
20
0
40
11
10
0
24
24
0
PT4
20
0
40
11
10
0
24
24
0
PT5
20
0
40
11
10
0
24
24
0
PT6
20
0
40
11
10
0
28
28
0
PT7
20
0
40
11
11
0
28
28
0
PT8
20
0
40
11
11
0
28
28
0
PT9
20
0
40
11
11
0
28
28
0
PT10
20
0
40
11
11
0
28
28
0
PT12
20
0
40
11
11
0
28
28
0
注(3) 表中のピッチの許容差とは,ゲージのねじ部全長内の,任意の山と山との間のピッチの合計に対するものをい
う。
備考1. 外径,有効径及び内径は,一つのゲージの全長にわたり,この許容差の範囲内に入っていなければならない。
2. テーパねじリングゲージの有効径,ピッチの許容差及び山の半角の許容差は,表の数値に関係なく,テーパ
ねじプラグゲージを手締めではめ合わせたとき,小径の端面のずれが次の表の範囲内にあることで,これに
適合するものとみなしてよい。
表
単位 mm
検査されるねじの呼び
ずれの許容値
PT 1/8〜PT 3/8
0.03以内
PT 1/2〜PT1
0.04以内
PT11/4〜PT2
0.06以内
PT21/2,PT3
0.07以内
PT31/2
0.07以内
PT4, PT5
0.07以内
PT6
0.08以内
PT7, PT8
0.08以内
PT9〜PT12
0.1 以内
備考3. この表における
の部分は,この附属書における規定外事項である。
13
B 0253-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
精密機械部会 ゲージ専門委員会 構成表
氏名
所属
(委員会長)
吉 本 勇
東京工業大学
沢 辺 雅 二
株式会社三豊製作所
宇田川 鉦 作
日本ねじ研究協会
田 島 秀 雄
通商産業省機械情報産業局
山 崎 宗 重
工業技術院標準部
関 長 臣
日本国有鉄道工作局
江 崎 久 男
財団法人日本車両検査協会
稲野辺 修 次
いすゞ自動車株式会社
山 本 孝
株式会社東京螺子製作所
野 中 信 一
日本光学工業株式会社
佐 藤 義 朗
株式会社サトーラシ
安 積 紀 夫
株式会社日立製作所土浦工場
保 科 直 美
株式会社東芝生産技術研究所
高 内 国 士
株式会社ゲージング
伊 勢 昭
東京測範株式会社
伊 藤 順一郎
黒田精工株式会社
戸 塚 修 平
オーエスジー株式会社
木 村 哲 男
株式会社第一測範製作所
羽 田 勝 彦
株式会社津上
細 野 定 雄
東洋ゲージ株式会社
川 上 英 利
株式会社三鷹精工
十 時 雅
東亜精機工業株式会社
市 川 忠 治
日本精密測定機器工業会
(事務局)
松 本 大 治
工業技術院標準部機械規格課
田 中 利 穂
工業技術院標準部機械規格課