B 0190:2010
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 分類······························································································································· 1
3 用語及び定義 ··················································································································· 1
B 0190:2010
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本高圧
力技術協会(HPI)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正す
べきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 0190:1986は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権にかかわる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0190:2010
圧力容器の構造に関する共通用語
Glossary of terms used in construction of pressure vessels
1
適用範囲
この規格は,圧力容器の構造に共通する用語及びその定義について規定する。
2
分類
圧力容器の構造共通用語の分類は,次による。
a) 設計
b) 部材及び形状
c) 材料
d) 溶接及び工作
e) 試験及び検査
3
用語及び定義
用語及び定義は,次による。
なお,対応英語を参考として示す。
a) 設計
番号
用語
読み方
定義
対応英語(参考)
1101
計算厚さ
けいさんあつ
さ
圧力容器に関する日本工業規格の強度計算式によ
って必要とされる厚さ。腐れ代を含まない厚さ。
calculated thickness
1102
最小制限厚さ
さいしょうせ
いげんあつ
さ
圧力容器に関する日本工業規格によって規定され
た最小の厚さ。
minimum thickness
1103
呼び厚さ
よびあつさ
板,管などの厚さの呼び寸法。公称厚さともいう。 nominal thickness
1104
厚さ
あつさ
呼び厚さ又は実際の厚さの総称。
thickness
1105
腐れ代
くされしろ
腐食,磨耗などによる減肉が予想される場合に,設
計上想定する減肉分の厚さ。
corrosion allowance
1106
呼び径
よびけい
管,フランジ,バルブ,ボルトなどの大きさを表す
ための呼び寸法。
nominal diameter
1107
圧力
あつりょく
圧力には絶対圧力とゲージ圧力とがあるが,特に明
記されていない場合は,ゲージ圧力。
(gauge) pressure
1108
設計圧力
せっけいあつ
りょく
圧力容器の計算厚さを算出するために用いる頂部
における圧力で,かつ,運転時の最高圧力に対して
余裕をもたせた値。二つの圧力室の間の隔壁を設計
するために用いる設計圧力は,差圧を基準に決める
こともできる。
design pressure
2
B 0190:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
読み方
定義
対応英語(参考)
1109
運転圧力
うんてんあつ
りょく
正常運転状態における圧力容器頂部における圧力。 operating pressure
1110
最高許容圧力
さいこうきょ
ようあつり
ょく
圧力容器の据付け姿勢の頂部において,指定温度で
許容できる最高の圧力。
maximum allowable
working pressure
1111
耐圧試験圧力
たいあつしけ
んあつりょ
く
耐圧試験時の圧力容器頂部の圧力。
test pressure,
hydrostatic test
pressure
1112
水圧試験圧力
すいあつしけ
んあつりょ
く
液体を用いて行う耐圧試験時の圧力容器頂部の圧
力。
hydrostatic test
pressure
1113
気圧試験圧力
きあつしけん
あつりょく
気体を用いて行う耐圧試験時の圧力容器頂部の圧
力。
pneumatic test
pressure
1114
設計温度
せっけいおん
ど
設計圧力と組み合わせて計算厚さを算出するため
に用いる温度。設計圧力の基準となった圧力が生じ
たときの耐圧部の金属温度を基準に設定し,この金
属温度のうち高温側の温度を設計温度とする。
design temperature
1115
最低設計金属
温度
さいていせっ
けいきんぞ
くおんど
設計圧力と組み合わせて計算厚さを算出するため
に用いる金属温度の低温側の温度。設計圧力の基準
となった圧力が生じたときの耐圧部の金属温度を
基準に設定し,この金属温度のうち低温側の温度を
最低設計金属温度とする。また,この温度以上では
ぜい性破壊が起こらないことを確認するための温
度。
minimum design
metal temperature
1116
最低許容金属
温度
さいていきょ
ようきんぞ
くおんど
指定の荷重を負荷しても,ぜい性破壊を生じるおそ
れのない最低の金属温度。
minimum allowable
metal temperature
1117
運転温度
うんてんおん
ど
正常運転状態における耐圧部の金属温度。
operating temperature
1118
試験温度
しけんおんど
耐圧試験時の耐圧部の金属温度。
test temperature,
hydrostatic test
temperature
1119
許容応力
きょようおう
りょく
圧力容器に関する日本工業規格によって規定され
た設計上許容される応力の限界。材料の種類,温度,
応力などの種類によって異なる。
allowable stress
1120
応力強さ
おうりょくつ
よさ
組合せ応力に対する等価強さ。主なものとしてトレ
スカの最大せん断応力説に基づくものと,ミーゼス
のひずみエネルギー説に基づくものとがある。
stress intensity
1121
許容応力強さ
きょようおう
りょくつよ
さ
設計上許容される応力強さの限界。応力強さの種類
で異なる。
stress intensity limit
1122
膜応力
まくおうりょ
く
対象とする断面の垂直応力の平均値。
membrane stress
1123
曲げ応力
まげおうりょ
く
対象とする断面で等価線形的に正から負(板厚中心
では0)に変化する応力の断面端部での値。
bending stress
1124
支圧応力
しあつおうり
ょく
構造物の部材が他の部材との接触によって圧縮力
を受けるときに,接触面に生じる圧縮応力。
bearing stress
3
B 0190:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
読み方
定義
対応英語(参考)
1125
垂直応力
すいちょくお
うりょく
考慮している面に対し垂直方向に生じる応力。一般
に垂直応力は要素の厚さ方向に一様に分布せず,全
体にわたって一様に分布している部分と,厚さ方向
の位置によって変化する部分に分けられる。
normal stress
1126
せん断応力
せんだんおう
りょく
考慮している面に対し接線方向に生じる応力。
shear stress
1127
流動応力
りゅうどうお
うりょく
全断面降伏による塑性崩壊の評価に用いる応力。一
般的には降伏強さと引張強さとの平均値を用いる。
flow stress
1128
一次応力
いちじおうり
ょく
圧力又は他の機械的荷重に対して釣り合いの法則
を満足するために生じる応力。
primary stress
1129
一次一般膜応
力
いちじいっぱ
んまくおう
りょく
圧力又は他の機械的荷重によって生じる膜応力で
あって,かつ,構造上の不連続性がない部分のもの。
general primary
membrane stress
1130
一次局部膜応
力
いちじきょく
ぶまくおう
りょく
圧力又は他の機械的荷重によって生じる膜応力で
あって,かつ,他の一次応力及び不連続効果又はそ
のいずれかと組み合わされた場合に,過度のひずみ
を生じさせるような性質をもった膜応力。
local primary
membrane stress
1131
一次曲げ応力
いちじまげお
うりょく
圧力又は他の機械的荷重によって生じる曲げ応力
であって,かつ,構造上の不連続性がない部分のも
の。
primary bending
stress
1132
二次応力
にじおうりょ
く
構造物の隣接部分の拘束又は自己拘束によって生
じる垂直応力又はせん断応力。
secondary stress
1133
ピーク応力
ぴーくおうり
ょく
応力集中(切欠き効果)又は局部熱応力によって,
一次応力又は二次応力に付加される応力の増加分。
peak stress
1134
負荷応力
ふかおうりょ
く
圧力,重力などの機械的荷重によって生じる応力。 load stress
1135
熱応力
ねつおうりょ
く
自由な熱膨張を拘束するために生じる応力。
thermal stress
1136
残留応力
ざんりゅうお
うりょく
外力又は温度こう配がない状態で,物体内部に残っ
ている応力。残留応力は,冷間加工又は溶接時若し
くは熱処理時の不均等な加熱・冷却によって生じ
る。
residual stress
1137
繰返し応力強
さの振幅
くりかえしお
うりょくつ
よさのしん
ぷく
応力サイクルにおける応力強さの最大の変動範囲
の1/2。
stress intensity
amplitude
1138
応力サイクル
おうりょくさ
いくる
応力が,ある初期値から始まり,最大値及び最小値
を経てその初期値に戻る周期(単一の運転サイクル
に対して二つ以上の応力サイクルが生じることが
ある。)。
stress cycle
4
B 0190:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
読み方
定義
対応英語(参考)
1139
運転サイクル
うんてんさい
くる
運転によって初めの状態から新しい状態に移り,再
びサイクル開始時の状態に戻るまでの周期。運転サ
イクルには次の三つのサイクルが含まれている。
始動−停止サイクル 一つの極値が大気温度及び
大気圧力又はそのいずれかと等しく他の極値が正
常の運転状態であるようなサイクル。
正常の運転サイクル 始動及び停止の中間にあっ
て,目的を遂行するため容器に要求されるサイク
ル。
異常状態又は緊急状態のサイクル 設計上考慮し
なければならない異常状態又は緊急状態の発生及
びそれからの回復。
operational cycle
1140
設計荷重
せっけいかじ
ゅう
構造計算又は応力解析に用いる荷重で,設計圧力を
含む圧力及び他の機械的荷重など。
design load
1141
試験荷重
しけんかじゅ
う
耐圧試験時に作用する荷重で,耐圧試験圧力を含む
圧力及び他の機械的荷重。
test load
1142
運転荷重
うんてんかじ
ゅう
実際の運転状態における荷重で,圧力及び他の機械
的荷重並びに熱的(定常及び非定常温度分布によ
る)荷重。
operating load
1143
運転荷重条件
うんてんかじ
ゅうじょう
けん
運転荷重の変動幅,繰返し回数などの作用条件で,
疲労解析における荷重条件として使用する。
operating load
condition
1144
応力解析
おうりょくか
いせき
公式によらない設計を行う目的で,ある条件下での
圧力容器各部に生じる応力を算出する方法。
stress analysis
1145
疲労解析
ひろうかいせ
き
繰返し荷重によって疲労損傷を受けるおそれのあ
る容器の設計の健全性を解析によって確認するた
めの手法。
fatigue analysis
1146
実験的解析
じっけんてき
かいせき
応力解析の適用が困難な場合に,実際の機器及び模
型に予想される荷重を加えて,応力を計測したり,
崩壊荷重を求めたりすることによって,新たに設計
する容器の強度評価を行う手法。
experimental analysis
1147
簡易弾塑性解
析
かんいだんそ
せいかいせ
き
塑性解析の適用が実際的でない場合に,弾性解析の
結果を用いて安全側に塑性ひずみを算出する方法。
simplified
elastic-plastic
analysis
1148
塑性解析
そせいかいせ
き
材料のひずみ硬化性を含む塑性的特性を考慮して,
応力,ひずみ,変形,崩壊荷重などを求める解析。
plastic analysis
1149
塑性関節
そせいかんせ
つ
極限解析で用いる理想化した概念で,材料をひずみ
硬化がない弾完全塑性材と仮定し,部材のある断面
の領域が引張及び圧縮の降伏状態になり,部材がこ
の断面で外力に対して自由に回転できる状態。
plastic hinge
1150
極限解析
きょくげんか
いせき
塑性解析の一つで,材料の塑性的特性をひずみ硬化
がない弾完全塑性として扱い,釣合いが不安定とな
る限界条件から崩壊荷重を求める解析。
limit analysis
1151
疲労強度減少
係数
ひろうきょう
どげんしょ
うけいすう
特定の繰返し回数における平滑材の疲労強度を,同
じ繰返し回数における切欠き材の疲労強度で除し
た値。構造物の局部的な構造不連続では,切欠き効
果に起因して,その疲労強度が不連続のない場合に
比べて減少する。構造不連続部の疲労解析を行うと
きに用いる。
fatigue strength
reduction factor
5
B 0190:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
読み方
定義
対応英語(参考)
1152
応力集中係数
おうりょくし
ゅうちゅう
けいすう
構造物の局部的な構造不連続部の最大応力を公称
応力(構造上の不連続性がない部位における応力)
で除した値。構造不連続部の疲労解析を行うとき
に,疲労強度減少係数の代わりに算出した周囲の応
力に乗じる係数として用いる。
stress concentration
factor
1153
設計疲労曲線
せっけいひろ
うきょくせ
ん
設計上の疲労寿命を算定するために,繰返し応力強
さの振幅から許容できる繰返し回数を求めるため
の設計曲線。
design fatigue curve
1154
崩壊荷重
ほうかいかじ
ゅう
構造物の変形が不都合に増加する状態に至るとき
の荷重。極限解析法によって求めた崩壊荷重は,ひ
ずみ硬化がない弾完全塑性材からなる構造物が保
持できる最大荷重で,この荷重で構造物の変形は無
制限に増加することになる。崩壊荷重は,塑性解析
法又は実験的解析法で求めた構造物の弾性変形の
割合を指定して定義することもある。
collapse load
1155
熱応力ラチェ
ット
ねつおうりょ
くらちぇっ
と
熱応力の変動によって,構造物に進行性の漸増非弾
性変形又はひずみが生じる現象。
thermal stress
ratcheting
1156
シェークダウ
ン
弾性シェークダウンと塑性シェークダウンとがあ
る。弾性シェークダウンは,構造物が数サイクルの
荷重繰返しを受けた後に,最終的に弾性的挙動を示
す現象。塑性シェークダウンは,数サイクルの荷重
繰返しを受けた後に,最終的に応力−ひずみ関係が
閉じたループ曲線を描く現象。
shakedown
1157
クリープ領域
くりーぷりょ
ういき
許容応力が材料のクリープ特性によって定まる温
度領域。
creep range,
creep regime
1158
安全係数
あんぜんけい
すう
材料と製品のばらつき,荷重及び応力推定の不確か
さなどに備えて,設計時に余裕をとるための係数。
圧力容器の構造においては,材料強度から許容応力
を決めるための係数のことを意味する場合が多い。
安全率ともいう。同じ意味で,設計係数を用いるこ
ともある。
safety factor
1159
設計係数
せっけいけい
すう
材料と製品のばらつき,荷重及び応力推定の不確か
さなどに備えて,設計時に余裕をとるための係数。
圧力容器の構造においては,材料強度から許容応力
を決めるための係数のことを意味する場合が多い
が,設計時に余裕をとるための荷重倍数を意味する
こともある。
design factor
1160
構造上の不連
続性
こうぞうじょ
うのふれん
ぞくせい
構造物の形状が急激に変化している箇所で,応力及
びひずみ分布に影響を与える原因となるもの。
structural
discontinuity
1161
長手継手
ながてつぎて
円筒胴などにおいて胴の長さ方向の(溶接)継手。 longitudinal joint
(of shell)
1162
周継手
しゅうつぎて
円筒胴などにおいて胴の周方向の(溶接)継手。
circumferential joint
(of shell)
1163
溶接継手効率
ようせつつぎ
てこうりつ
溶接継手設計において,母材の強さから溶接継手の
強さを求めるときに乗じる係数。仕上げの状態,非
破壊試験の有無及びその種類によって決まる1.00
以下の係数。
weld joint efficiency
6
B 0190:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
読み方
定義
対応英語(参考)
1164
鋳造品品質係
数
ちゅうぞうひ
んひんしつ
けいすう
鋳造品の許容応力を求めるときに乗じる係数。仕上
げの状態,非破壊試験の有無及びその種類によって
決まる1.00以下の値。
casting quality factor
1165
致死的物質
ちしてきぶっ
しつ
有毒なガス又は液で,単独又は空気と混合し,極少
量のガス又は液の蒸気を吸い込んだときに生命に
危険を生じる物質。
lethal substance
b) 部材及び形状
番号
用語
読み方
定義
対応英語(参考)
2101
たて形容器
たてがたよう
き
胴の中心軸が鉛直となるように据え付ける圧力容
器。
vertical vessel
2102
横置容器
よこおきよう
き
胴の中心軸が水平となるように据え付ける圧力容
器。
horizontal vessel
2103
複合容器
ふくごうよう
き
2個以上の独立した圧力室をもつ圧力容器。
composited pressure
vessel
2104
耐圧部
たいあつぶ
圧力容器を構成する部品のうち,圧力を保持し圧力
による荷重を受ける部分。
pressure retaining
parts
2105
非耐圧部
ひたいあつぶ
耐圧部以外の構造部分。
nonpressure parts
2106
胴
どう
圧力容器の端部を除く主体部を構成する円筒形,円
すい形,球形などの部分。
shell
2107
円筒胴
えんとうどう
円筒形の胴。
cylindrical shell
2108
円すい胴
えんすいどう
円すい形の胴。
conical shell
2109
球形胴
きゅうけいど
う
球形の胴。
spherical shell
2110
非円形胴
ひえんけいど
う
横断面が円形ではなく,多角形,だ円形などの胴。 noncircular shell
2111
鏡板
かがみいた
圧力容器の端部又は中間間仕切りを形成する皿形
などの形状をした部分。単に鏡ともいう。
head
2112
皿形鏡板
さらがたかが
みいた
断面の形状が皿形をした鏡板。
torispherical head
2113
半だ円体形鏡
板
はんだえんた
いけいかが
みいた
断面の形状が半だ円形をした鏡板。
ellipsoidal head
2114
全半球形鏡板
ぜんはんきゅ
うけいかが
みいた
断面の形状が半球形をした鏡板。
hemispherical head
2115
円すい形鏡板
えんすいがた
かがみいた
円すいの形状をした鏡板。
conical head
2116
平鏡板
ひらかがみい
た
全部又は中央の大部分が平板の形をした鏡板。
flat head
2117
ふた板
ふたいた
圧力を保持する目的で,開口部を閉鎖するために取
り付け,取り外すことのできるふた。
cover plate
2118 (円すい胴の)
大径端部
(えんすいどう
の)だいけい
たんぶ
円すい胴の大径側の端部。
large end (of conical
section)
2119 (円すい胴の)
小径端部
(えんすいどう
の)しょうけ
いたんぶ
円すい胴の小径側の端部。
small end (of conical
section)
7
B 0190:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
読み方
定義
対応英語(参考)
2120 (鏡板の)中高
面
(かがみいた
の)ちゅうこ
うめん
鏡板の凸側の面。
convex side (of head)
2121 (鏡板の)中低
面
(かがみいた
の)ちゅうて
いめん
鏡板の凹側の面。
concave side
(of head)
2122
鏡板のフラン
ジ部
かがみいたの
ふらんじぶ
鏡板の端部の円筒状の部分。
head flange,
head skirt
2123
タンジェント
ライン
円筒胴と,隅に丸みのある鏡板又は円すい胴とを接
続した構造における曲がりの始まる線。
tangent line
2124
ジャケット
二重構造の容器で基本容器を覆った部分の容器。
jacket
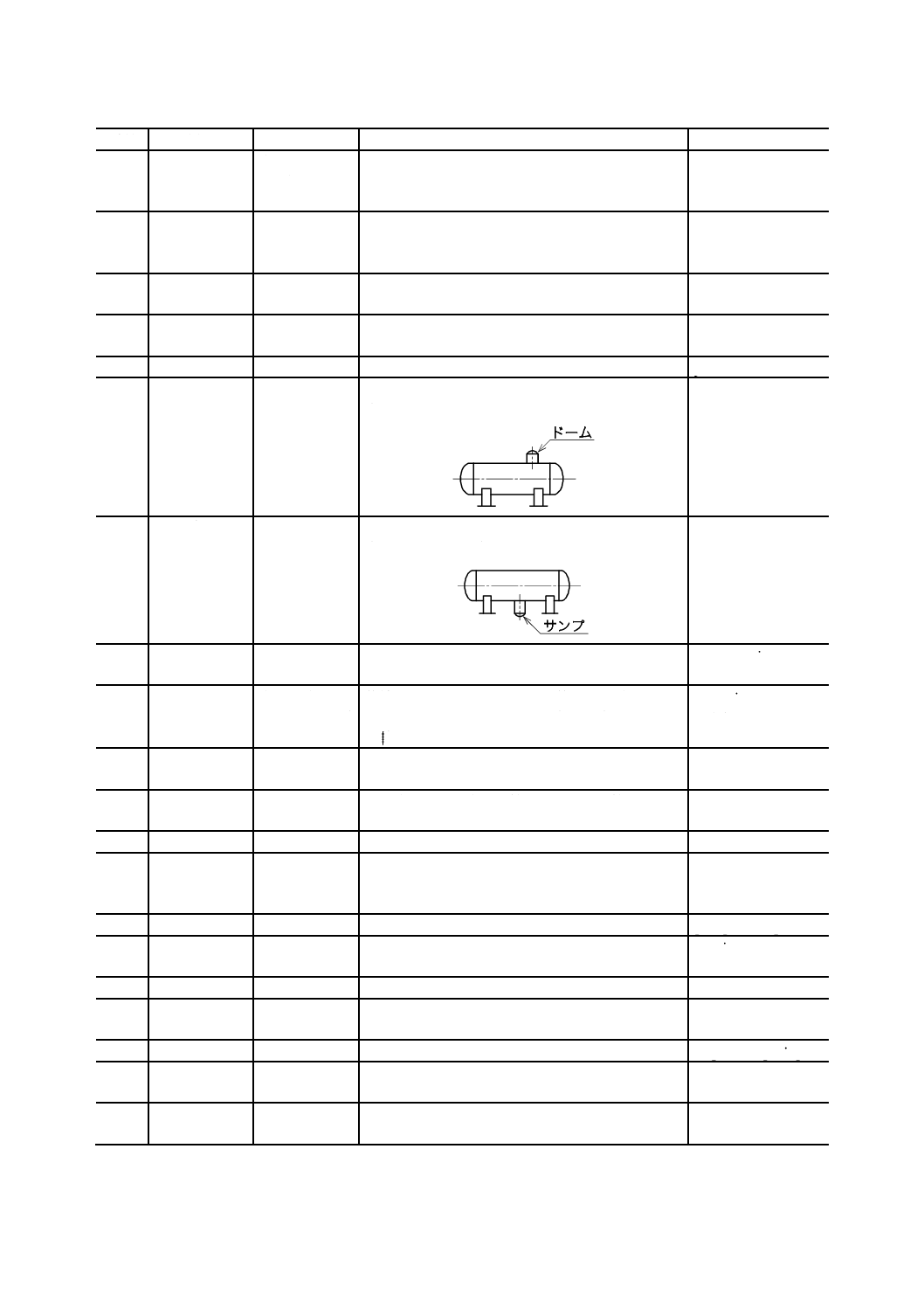
2125
ドーム
内容物の分離などをするために,容器本体の上部に
突き出した分岐胴部。
dome
2126
サンプ
内容物の分離などをするために容器本体の下部に
突き出した分岐胴部。
sump
2127
強め輪
つよめわ
円筒胴,円すい胴などに,剛性を高めるために取り
付ける輪状の部材。
stiffening ring
2128 (胴の)伸縮継
手
(どうの)しん
しゅくつぎ
て
伸縮を容易にして,胴に生じる熱応力を緩和するた
めに取り付ける胴の一部を構成する波形断面をも
つ輪状の部材。
expansion joint
(of shell)
2129
ライニング
容器の内面に,金属の薄板,ゴム,ガラスなどを内
張りすること,又は内張り。
lining
2130
管板
かんばん
熱交換器などで多数の管を溶接又は拡管などによ
って取り付ける板。“くだいた”ともいう。
tubesheet
2131
管穴
かんあな
管板に管を取り付けるためにあけた穴。
tube hole
2132
ステー
管板,平鏡板などに加わる荷重の一部又は全部を分
担する棒,管板などの強度部材。部材の形状によっ
て棒ステー,管ステー,ガセットステーなどという。
stay
2133
仕切板
しきりいた
熱交換器などで各流路間を区切るための板。
pass partition plate
2134
穴
あな
圧力容器にあけた開口部。
opening,
hole
2135
マンホール
内部作業などのため,人が出入りする穴。
manhole
2136
知らせ穴
しらせあな
胴板などの厚さの減少や,特定箇所の初期漏れを検
知するために外側から設けた穴。
telltale hole
2137
検査穴
けんさあな
内部点検のための穴。
inspection opening
2138
掃除穴
そうじあな
内部の掃除のための穴。
sweep hole,
hand hole
2139
のぞき窓
のぞきまど
運転時に内部点検をするために,ガラス板などを取
り付けた穴。
peep hole
8
B 0190:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
読み方
定義
対応英語(参考)
2140
ノズル,
(管台)
(かんだい)
圧力容器の胴,鏡板などに配管,計装品などを接続
するために設けた分岐部。
nozzle
2141
ノズルネック,
(管台壁)
(かんだいへ
き)
ノズルの胴部。
nozzle neck
2142
強め材
つよめざい
開口部などで,剛性を高めるために有効な部材。
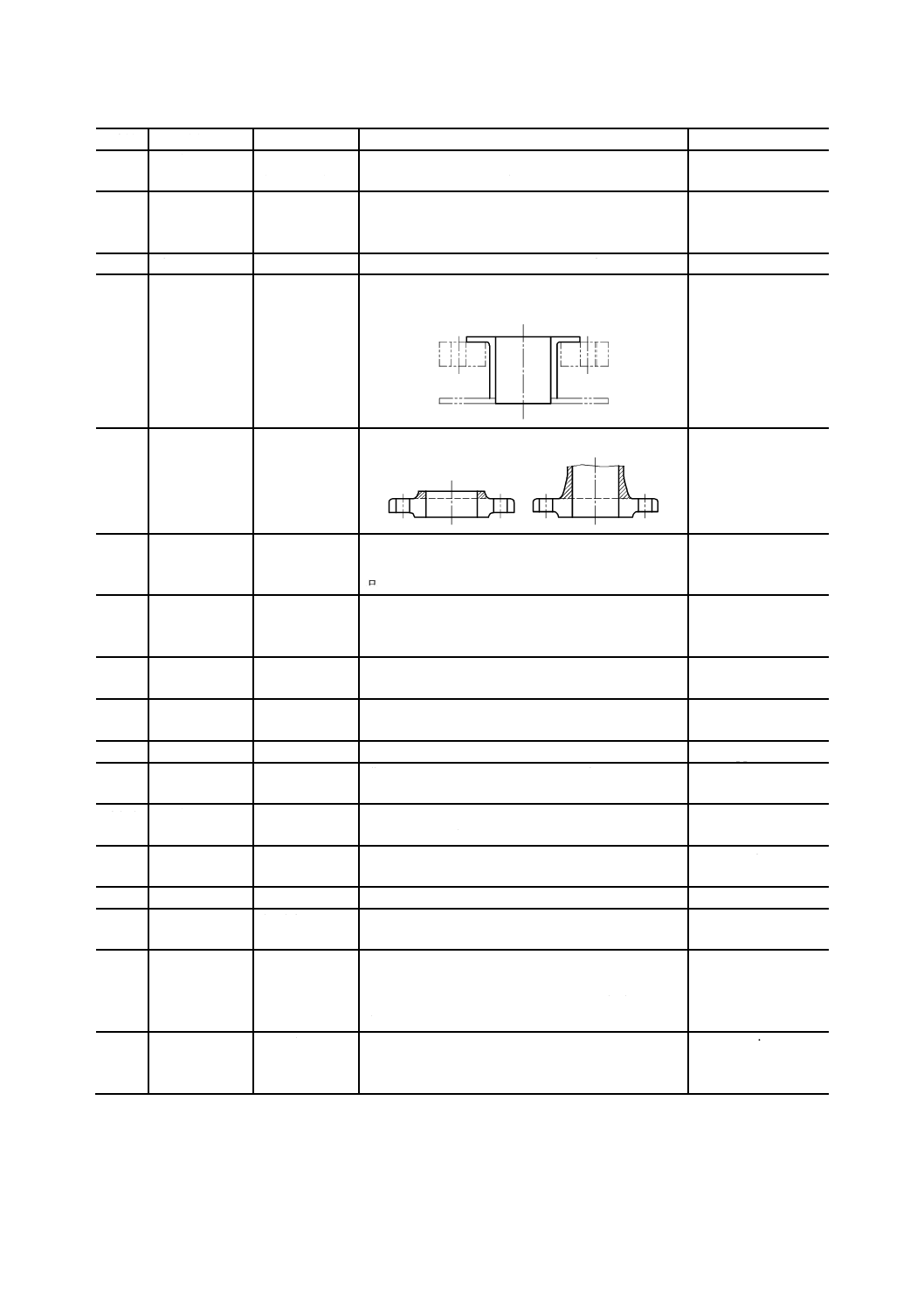
reinforcement
2143
スタブエンド
ルーズ形フランジ(ラップジョイント形フランジ)
用のノズルの端部。
stub end
2144 (フランジの)
ハブ
フランジ背面の軸方向に設けられた突起部分。
hub (of flange)
2145
取付物
とりつけぶつ
強め材,ラグ,支持構造物,ブラケットなど,圧力
容器に溶接又は植込みボルトなどで取り付けた部
品。
attachments
2146
当て板
あていた
局部的に加わる応力を緩和するなどの目的で取付
物,支持構造物などを設けた耐圧部に取り付ける
板。
pad plate,
wear plate
2147
ラグ
容器のラダー,ダビット,保温材,内部部材などを
取り付けるための金具類。
lug
2148
支持構造物
しじこうぞう
ぶつ
圧力容器を支持するための構造部分で,スカート,
サドル,レグ,ラグサポートなど。
support structure
2149
スカート
たて形容器を円筒又は円すい状で支持する構造物。 skirt support
2150
サドル
横置容器を,その胴の約1/3以上を支持するための
くら(鞍)状の構造物。
saddle support
2151
レグ
たて形容器を支持するために,形鋼,管などで製作
した脚状の構造物。
leg support
2152
ラグサポート
たて形容器を架構などに据え付けるために胴に設
けたラグ形式の支持構造物。
lug support
2153
ブラケット
容器に保温材などを取り付けるための取付物。
bracket
2154
附属品
ふぞくひん
液面計,圧力計,温度計及びそれらに附属するバル
ブなどの部品。
auxiliaries
2155
過圧防止安全
装置
かあつぼうし
あんぜんそ
うち
圧力容器の内圧(外圧)が所定の圧力を超えた場合
に,危険を防止するために自動的に直ちに所定の圧
力以下にする装置。安全弁,逃し弁,破裂板,過圧
自動停止装置などがある。
pressure relief device
2156
急速開閉ふた
装置
きゅうそくか
いへいふた
そうち
繰返し開閉を行うために,ふた板を急速に作動でき
る装置。
quick opening closure
9
B 0190:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
読み方
定義
対応英語(参考)
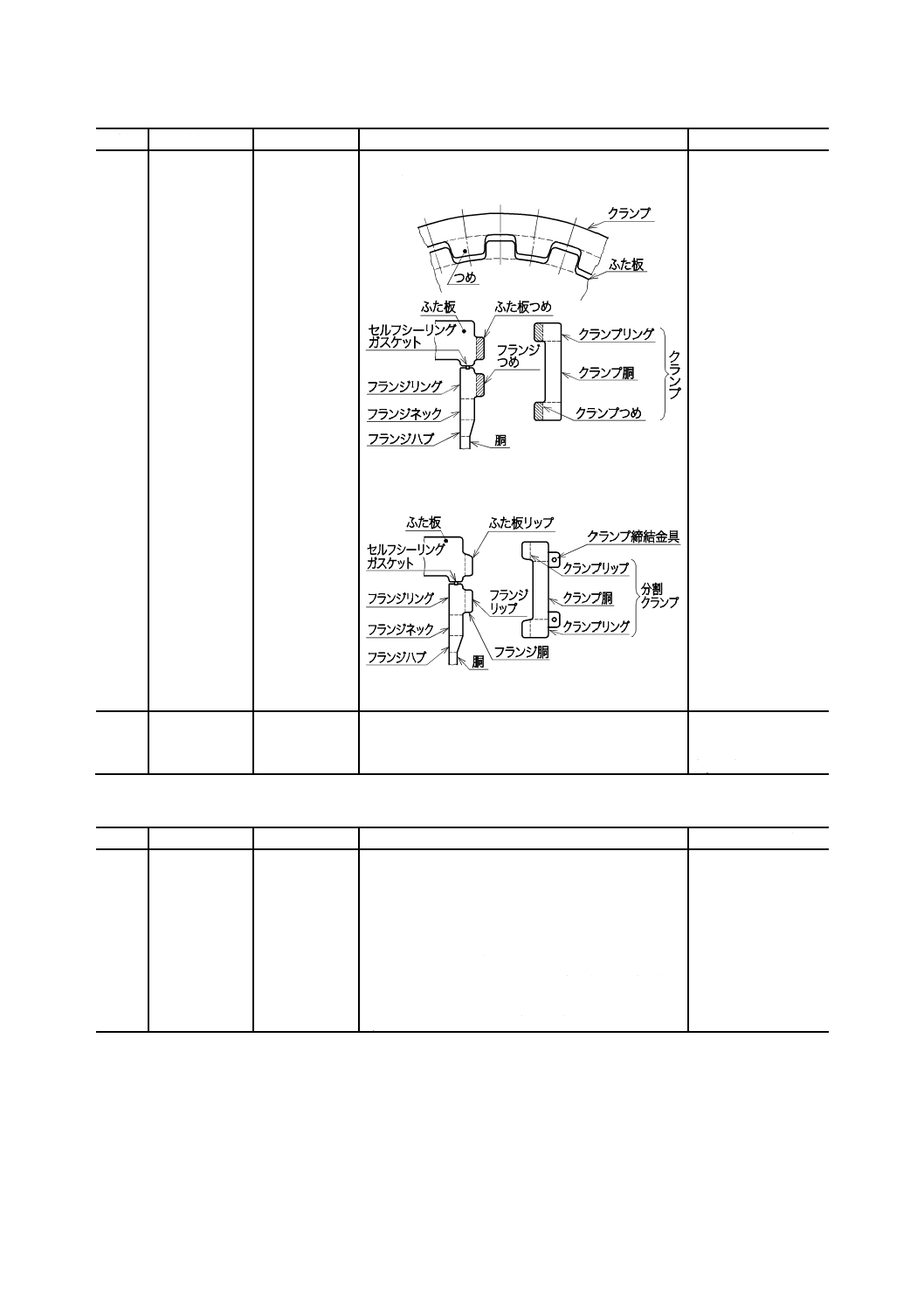
2157
クランプ
胴側フランジとふた板とを連結するための部材。そ
の構造は,図1及び図2による。
図1−一体クランプ形
clamp
図2−分割クランプ形
2158
多層容器
たそうようき
2層以上で構成した胴をもつ圧力容器。
layered pressure
vessel,
layered vessel
c) 材料
番号
用語
読み方
定義
対応英語(参考)
3101
炭素鋼
たんそこう
鉄と炭素との合金で炭素含有量が通常0.02〜約
2 %の範囲の鋼。
なお,少量のけい素,マンガン,りん,硫黄など
を含むのが普通である。便宜上,炭素含有量又は硬
さ(強度も含まれる。)によって炭素鋼は更に次の
ように分類する場合がある(JIS G 0203参照)。
a) 炭素含有量による分類 低炭素鋼,中炭素鋼,
高炭素鋼
b) 硬さによる分類 極軟鋼,軟鋼,硬鋼
carbon steel
10
B 0190:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
読み方
定義
対応英語(参考)
3102
合金鋼
ごうきんこう
鋼の性質を改善向上させるため,又は所定の性質を
もたせるために合金元素を1種又は2種以上含有さ
せた鋼。合金元素の含有率の基準はISO 4948-1と
若干異なるが,関税協力理事会(Customs
Co-operation Council)の分類では化学成分が次の数
値以上の鋼をいう。
alloy steel
合金
元素
含有量
合金
元素
含有量
合金
元素
含有量
Al
B
Cr
Co
Cu
Pb
0.3 %
0.000 8 %
0.3 %
0.3 %
0.4 %
0.4 %
Mn
Mo
Ni
Nb
Si
Ti
1.65 %
0.08 %
0.3 %
0.06 %
0.6 %
0.05 %
W
V
Zr
その他
S,P,C,N
を除く。
0.3 %
0.1 %
0.05 %
0.1 %
便宜上,合金元素含有率の多少によって,高合金鋼
又は低合金鋼ということもある(JIS G 0203参照)。
3103
キルド鋼
きるどこう
フェロシリコン,アルミニウムなどで十分に脱酸を
行った鋼。
鋼塊鋳造による場合は,鋼塊用鋳型(インゴット
ケース)内での凝固進行中に,一酸化炭素を発生せ
ずに静かに凝固し,比較的均質で偏析が少なく気泡
もないが,上部中心に収縮孔ができ,歩留まりはよ
くない。連続鋳造による鋼は,キルド鋼であり,鋼
塊鋳造による鋼に比べ均質で歩留まりもよい。キル
ド鋼は,更に結晶粒度又は脱酸剤によって次のよう
に分類する(JIS G 0203参照)。
a) 結晶粒度による分類
粗粒キルド鋼:オーステナイト結晶粒度で粒度
番号5未満のキルド鋼
細粒キルド鋼:オーステナイト結晶粒度で粒度
番号5以上のキルド鋼
b) 脱酸剤による分類
シリコンキルド鋼
アルミ(ニウム)キルド鋼
シリコンアルミ(ニウム)キルド鋼
killed steel
3104
鋼材
こうざい
圧延,鍛造,引抜き,鋳造などの各種の方法で所要
の形状に加工された鋼の総称。鋼塊は含まない(JIS
G 0203参照)。
steel products
3105
鋼板
こうはん
平らに熱間圧延又は冷間圧延した鋼で,平板状に切
断した鋼材。鋼帯からの切板も含む。ただし,平鋼
は,含まない(JIS G 0203参照)。
steel plates,
steel sheets
3106
鋼管
こうかん
筒状に成形加工された鋼材。継目なしのものと,溶
接又は鍛接されたものとがある(JIS G 0203参照)。
steel tubes,
steel pipes
3107
棒鋼
ぼうこう
棒状に熱間圧延又は鍛造した鋼で所定の長さに切
断した鋼材。断面の形状によって,丸鋼(円形),
角鋼(正方形),平鋼(長方形),六角鋼(六角形),
八角鋼(八角形),異形棒鋼(特殊形状)などがあ
る(JIS G 0203参照)。
steel bars
3108
鋳鉄品(鉄鋳造
品)
ちゅうてつひ
ん(てつちゅ
うぞうひん)
鉄を鋳型に鋳込んで所要形状にした製品。
iron castings
11
B 0190:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
読み方
定義
対応英語(参考)
3109
鋳鋼品
ちゅうこうひ
ん
鋼を鋳型に鋳込んで所要形状にした製品。
鋳型としては,砂型,金型,耐火粘土製のもの,黒
鉛製のものなどがある(JIS G 0203参照)。
steel castings
3110
鍛鋼品
たんこうひん
適切な鍛錬成形比を与えるように鋼塊又は鋼片を
鍛錬成形し,通常,所定の機械的性質を与えるため
に熱処理を施したもの(JIS G 0203参照)。
steel forgings
3111
中空鍛造品
ちゅうくうた
んぞうひん
鋼塊から心金を用いてせん孔若しくは押し抜きし
た素材,又は中空鋼塊を用いて中空鍛錬若しくは穴
ひろげ鍛錬によって中空の形状に鍛錬成形した鍛
造品(JIS G 0203参照)。
hollowed forgings
3112
高張力鋼
こうちょうり
ょくこう
建築,橋,船舶,車両,自動車その他の構造物用及
び圧力容器用として,通常,引張強さ490 N/mm2
以上で溶接性,切欠きじん性及び加工性も重視して
製造した鋼材。冷延鋼板では引張強さ340 N/mm2
以上を高張力鋼という(JIS G 0203参照)。
high strength steels
3113
ステンレス鋼
すてんれすこ
う
クロム含有率を10.5 %以上,炭素含有率を1.2 %以
下とし,耐食性を向上させた合金鋼。常温における
組織によってマルテンサイト系,フェライト系,オ
ーステナイト系,オーステナイト・フェライト系,
析出硬化系の5種類に分類する(JIS G 0203参照)。
stainless steels
3114
マルテンサイ
ト系ステン
レス鋼
まるてんさい
とけいすて
んれすこう
フェライト系ステンレス鋼の炭素含有量を高め,熱
処理によってマルテンサイト組織とすることによ
って硬化することのできるステンレス鋼。SUS 410
がその代表的なものである(JIS G 0203参照)。
martensitic stainless
steels
3115
フェライト系
ステンレス
鋼
ふぇらいとけ
いすてんれ
すこう
クロムを10.5 %以上含有し,常温でフェライト組
織を示すステンレス鋼。SUS 430がその代表的なも
のである(JIS G 0203参照)。
ferritic stainless steels
3116
オーステナイ
ト系ステン
レス鋼
おーすてない
とけいすて
んれすこう
常温においてもオーステナイト組織を示すステン
レス鋼。SUS 304がその代表的なものである(JIS G
0203参照)。
austenitic stainless
steels
3117
オーステナイ
ト・フェライ
ト系ステン
レス鋼
おーすてない
と・ふぇらい
とけいすて
んれすこう
常温でオーステナイト組織とフェライト組織が混
在するステンレス鋼。二相ステンレス鋼(duplex
stainless steels)ともいう(JIS G 0203参照)。
austenitic-ferritic
stainless steels
3118
析出硬化系ス
テンレス鋼
せきしゅつこ
うかけいす
てんれすこ
う
アルミニウム,銅などの元素を少量添加し,熱処理
によってこれらの元素の化合物などを析出させて
硬化する性質をもたせたステンレス鋼(JIS G 0203
参照)。
precipitation
hardening stainless
steels
3119
耐熱鋼
たいねつこう
高温における各種環境で耐酸化性,耐高温腐食性又
は高温強度を保持する合金鋼。数%以上のクロムの
ほか,ニッケル,コバルト,タングステン,及び/
又はその他の合金元素を含むことが多い。
主としてその組織によってマルテンサイト系,フ
ェライト系,オーステナイト系及び析出硬化系の四
つに分類する(JIS G 0203参照)。
heat resisting steels
12
B 0190:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
読み方
定義
対応英語(参考)
3120
クラッド鋼板
及び鋼帯
くらっどこう
はんおよび
こうたい
主に耐摩耗性又は耐化学腐食性のある鋼又は合金
を,低炭素鋼,低合金鋼などの母材と張り合わせた
鋼板及び鋼帯。通常は圧延又は爆着で製造する。と
きには,溶接プロセスなどその他の方法を用いる場
合がある。
なお,母材の片面に合わせ材を張り合わせたもの
を片面クラッド鋼,両面に合わせ材を張り合わせた
ものを両面クラッド鋼という(JIS G 0203参照)。
clad steels
3121
溶鋼分析値
(とりべ分析
値)
ようこうぶん
せきち
(とりべぶんせ
きち)
溶鋼がとりべから鋳型に注入され,凝固するまでの
一連の過程において採取した分析試料について行
った分析値。
溶鋼を代表する化学成分を示し,鋼材の化学成分
は,通常,溶鋼分析値[又はとりべ分析値a)]で表
す(JIS G 0203参照)。
注a) とりべ分析値は,できるだけ用いないのが望
ましい。
heat analysis,
cast analysis,
ladle analysis
3122
製品分析値
せいひんぶん
せきち
鋼材から採取した分析試料について行った分析値
(JIS G 0203参照)。
product analysis,
check analysis
3123
ぜい性
ぜいせい
硬くてもろく,変形能の小さい性質。
通常,シャルピー衝撃試験における吸収エネルギ
ーの大小,破面及び変形の状況によって比較する
(JIS G 0203参照)。
brittleness
3124
じん性
じんせい
粘り強くて,衝撃破壊又はぜい性破壊を起こしにく
いかどうかを表す尺度。
注記1 じん性は,平滑材の応力−ひずみ曲線の下
側の面積に比例する,材料を破断するため
に必要なエネルギーとして評価すること
が多い。
注記2 切欠きが存在する場合の材料の粘り強さ,
ぜい性破壊を起こしにくいかどうかの程
度を,慣用として単に“じん性”と呼ぶこ
とがあるが,これは厳密には“切欠きじん
性”である。シャルピー吸収エネルギーの
大小や遷移温度の高低などで評価するこ
とが多い。
toughness,
(notch toughness)
3125
破壊じん性
はかいじんせ
い
破壊力学で用いる,材料のぜい性破壊に対する抵抗
を表す尺度。その数値を破壊じん性値という。
破壊じん性としては次に示すものが用いられて
いる。
Kc :線形弾性破壊じん性。単に破壊じん性という
こともある。
K1C :平面ひずみ破壊じん性
δc :限界COD(き裂開口変位)
Jc :J積分基準による破壊じん性
(JIS G 0202参照)
fracture toughness
3126
耐クリープ性
たいくりーぷ
せい
高温において一定の応力のもとでひずみが時間と
ともに増加する現象を高温クリープといい,これに
耐える性質(JIS G 0203参照)。
creep resistance
13
B 0190:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
読み方
定義
対応英語(参考)
3127
鍛練成形比
たんれんせい
けいひ
鍛錬作業による変形の大きさの度合。一般には,鍛
造前の断面積と鍛造終了後の断面積との比に,作業
種類記号を添えて表す(JIS G 0203参照)。
forging ratio
3128
変態点,
変態温度
へんたいてん,
へんたいおん
ど
相変化の起こる温度で,変態が温度範囲にわたって
起こるときは,変態が開始し,終了する温度(JIS G
0201参照)。
注記 鋼については,例えば,次のような変態温度
がある。
AC1:加熱時,オーステナイトが生成し始め
る温度
AC3:加熱時,フェライトがオーステナイト
への変態を完了する温度
critical points,
transforamation
temperature
3129
結晶粒度
けっしょうり
ゅうど
顕微鏡観察断面に現出した結晶粒の大きさ(JIS G
0201参照)。
注記 一般に,これを比較法又は切断法によって求
めた(面積測定から求めた)粒度番号で表す。
オーステナイト結晶粒度及びフェライト
結晶粒度の試験方法はJIS G 0551による。
grain size
3130
焼ならし
やきならし
オーステナイト化後空冷する熱処理(JIS G 0201参
照)。
注記 その目的は,前加工の影響を除去し,結晶核
を微細化して,機械的性質を改善することで
ある。鉄鋼の焼ならし加工は,JIS B 6911に
規定している。
normalizing
3131
焼なまし
やきなまし
適切な温度に加熱及び均熱した後,室温に戻ったと
きに,平衡に近い状態の組織になるような条件で冷
却を行う熱処理(JIS G 0201参照)。
注記 この定義は,一般的であるので,処理の目的
を規定する表現を使用することを推奨する
(光輝焼なまし,完全焼なまし,軟化焼なま
し,変態域焼なまし,等温焼なまし及び変態
点下焼なまし)。
annealing
3132
焼入れ
やきいれ
鉄鋼製品を静止空気中より迅速に冷却する操作
(JIS G 0201参照)。
注記 冷却条件を規定する用語の使用を推奨する。
例えば,衝風冷却,水焼入れ,階段焼入れな
ど。
quenching
3133
焼戻し
やきもどし
一般に焼入硬化後,又は所要の性質を得るための熱
処理後に特定の温度(AC1未満)で,1回以上の回
数均熱した後,適切な速度で冷却することからなる
熱処理(JIS G 0201参照)。
注記 焼戻しは,一般に硬さの低下をもたらす。し
かし,硬度上昇を起こす場合もある(二次硬
化参照)。
tempering
3134
時効
じこう
急冷,冷間加工などの後,時間の経過に伴い鋼の性
質(例えば,硬さなど)が変化する現象(JIS G 0201
参照)。
注記 時効硬化を目的として行う操作の定義で用
いることもある。
ageing
14
B 0190:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
読み方
定義
対応英語(参考)
3135
熱加工制御
ねつかこうせ
いぎょ
制御圧延を基本に,その後空冷又は強制的な制御冷
却を行う製造法の総称(JIS G 0201参照)。
注記1 熱加工圧延及び加速冷却を含む。ただし,
古典的制御圧延だけの場合は含まない。
注記2 TMCPと呼ぶことがある。
thermo-mechanical
control process,
TMCP
3136
加速冷却
かそくれいき
ゃく
主として,厚板圧延工程において行う制御冷却で,
制御圧延に引き続き変態温度域を空冷よりも速い
冷却速度で冷却することによって,鋼の結晶組織を
調整し,機械的性質を改善する冷却方法(JIS G
0201参照)。
注記 加速冷却設備を用いて圧延ライン上で単に
急冷し,焼入処理を行う冷却方法は,加速冷
却に含まない。
accelerated cooling
3137
固溶化熱処理
こようかねつ
しょり
析出物を固溶体中に溶け込ませるための熱処理
(JIS G 0201参照)。
solution heat
treatment
3138
黒鉛化
こくえんか
セメンタイトが高温で分解して,セメンタイト中の
炭素が黒鉛の形で析出する現象(JIS G 0201参照)。
graphitization
d) 溶接及び工作
番号
用語
読み方
定義
対応英語(参考)
4101
ガス切断
がすせつだん
ガス炎で加熱し,金属と酸素の急激な化学反応を利
用して行う切断。酸素・アセチレン切断,酸素・水
素切断,酸素・プロパン切断,酸素・天然ガス切断
などの総称(JIS Z 3001-1参照)。
gas cutting
4102
アーク切断
あーくせつだ
ん
アークの熱を利用して行う切断(JIS Z 3001-1参
照)。
arc cutting
4103
プラズマ切断
ぷらずませつ
だん
プラズマアークの熱及び気流を利用して行う切断
(JIS Z 3001-1参照)。
arc plasma cutting,
plasma arc cutting
4104
機械切断
きかいせつだ
ん
部材をカッタなど機械的方法で切断すること。
mechanical cutting
4105
熱切断
ねつせつだん
部材をガスカット,ガウジング,プラズマなどで熱
的に切断すること。
thermal cutting
4106
エアアークガ
ウジング
アーク熱で溶かした金属を圧縮空気で連続的に吹
き飛ばして金属表面に溝を掘る方法(JIS Z 3001-1
参照)。
air arc gouging
4107
開先
かいさき
溶接する母材間に設ける溝。グルーブともいう(JIS
Z 3001-1参照)。
groove
4108
開先面
かいさきめん
開先部分の表面(JIS Z 3001-1参照)。
groove face
4109
ルート間隔
るーとかんか
く
溶接する母材の最小間隔(JIS Z 3001-1参照)。
root opening,
root gap
4110
溶接継手
ようせつつぎ
て
溶接された継手(JIS Z 3001-1参照)。
welded joint
4111
突合せ継手
つきあわせつ
ぎて
母材がほぼ同じ面内の溶接継手(JIS Z 3001-1参
照)。
butt joint
4112
すみ肉継手
すみにくつぎ
て
ほぼ直交する二つの面を溶接する三角形状の断面
をもつ溶接継手(JIS Z 3001-1参照)。
fillet welded joint
15
B 0190:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
読み方
定義
対応英語(参考)
4113
重ね継手
かさねつぎて
母材の一部を重ねた溶接継手(JIS Z 3001-1参照)。
注記 これにはすみ肉,スポット,シーム,ろう接
などの溶接がある。
lap joint
4114
T継手
てぃーつぎて
一つの板の端面を他の板の表面に載せて,T形のほ
ぼ直角となる溶接継手(JIS Z 3001-1参照)。
T-joint
4115
異材継手
いざいつぎて
成分若しくは組織がかなり異なる2枚の母材を溶
接,又は2枚の同種の母材と成分がかなり異なる溶
接材料を用いて溶接された継手。異種金属継手とも
いう。
dissimilar welded
joint
4116
手溶接
てようせつ
溶接操作を手で行う溶接(JIS Z 3001-1参照)。
manual welding
4117
半自動溶接
はんじどうよ
うせつ
溶接ワイヤの送給を機械化した溶接(JIS Z 3001-1
参照)。
semiautomatic
welding
4118
自動溶接
じどうようせ
つ
母材の供給を除く操作を自動化した溶接(JIS Z
3001-1参照)。
注記 溶接中の溶接条件の人為的調節は可能。
machine welding
4119
全自動溶接
ぜんじどうよ
うせつ
母材の供給を含むすべての操作が自動化された溶
接(JIS Z 3001-1参照)。
注記 溶接中の溶接条件の人為的調節は不可能。
automatic welding
4120
アーク溶接
あーくようせ
つ
アークで行う溶接(JIS Z 3001-2参照)。
arc welding
4121
被覆アーク溶
接
ひふくあーく
ようせつ
被覆アーク溶接棒を用いて行う溶接。単に手溶接と
もいう(JIS Z 3001-2参照)。
shielded metal-arc
welding
4122
サブマージア
ーク溶接
さぶまーじあ
ーくようせ
つ
フラックス粉末に覆われた中で,溶接ワイヤと母材
との間のアークから生じるアーク熱で溶接する方
法。主に自動アーク溶接に用いる(JIS Z 3001-2参
照)。
submerged arc
welding
4123
ティグ溶接
てぃぐようせ
つ
電極にタングステンを,シールドガスにイナートガ
スを用いて行うガスシールドアーク溶接(JIS Z
3001-2参照)。
tangsten inert gas
welding,
TIG welding
16
B 0190:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
読み方
定義
対応英語(参考)
4124
ミグ溶接
みぐようせつ
アルゴン,ヘリウムなどのイナートガスでシールド
するガスシールドメタルアーク溶接(JIS Z 3001-2
参照)。
metal inert gas
welding,
MIG welding
4125
マグ溶接
まぐようせつ
炭酸ガス,アルゴンと炭酸ガスとの混合ガスなどの
活性シールドガスを用いる,ガスシールドメタルア
ーク溶接(JIS Z 3001-2参照)。
metal active gas
welding,
MAG welding
4126
炭酸ガスアー
ク溶接
たんさんがす
あーくよう
せつ
炭酸ガスをシールドガスとして用いるガスシール
ドメタルアーク溶接(JIS Z 3001-2参照)。
CO2 (gas shielded)
arc welding
4127
エレクトロガ
スアーク溶
接
えれくとろが
すあーくよ
うせつ
母材端と水冷銅壁で溶融池を囲み,炭酸ガスなどで
シールドしてアークを発生させて行う上進溶接
(JIS Z 3001-2参照)。
electrogas arc welding
4128
プラズマ溶接
ぷらずまよう
せつ
プラズマを用いるアーク溶接(JIS Z 3001-2参照)。
注記 シールドは補助ガスで行う。溶加材を使用す
る場合と使用しない場合とがある。
plasma arc welding
4129
エレクトロス
ラグ溶接
えれくとろす
らぐようせ
つ
溶融したスラグ浴の中に溶接ワイヤを連続的に供
給し,主に溶融スラグの抵抗熱によって,溶接ワイ
ヤ又は帯状電極と母材とを溶融して,溶着金属を盛
り上げて行う溶接(JIS Z 3001-2参照)。
electroslag welding
4130
電子ビーム溶
接
でんしびーむ
ようせつ
集束した電子ビームを使用する融接(JIS Z 3001-2
参照)。
electron beam
welding
4131
抵抗溶接
ていこうよう
せつ
溶接継手部に大電流を流し,ここに発生する抵抗熱
によって加熱し,圧力を加えて行う溶接(JIS Z
3001-2参照)。
resistance welding
4132
摩擦圧接
まさつあっせ
つ
母材を接触させ,加圧しながら接触面の相対運動に
よって摩擦熱を発生させ,アプセット推力を加えて
行う圧接。摩擦溶接ともいう(JIS Z 3001-2参照)。
friction welding
4133
突合せ溶接
つきあわせよ
うせつ
突合せ継手に用いる溶接。
butt welding
4134
両側溶接
りょうがわよ
うせつ
母材の両側から行う溶接。両面溶接ともいう(JIS Z
3001-2参照)。
double-side welding
4135
片側溶接
かたがわよう
せつ
母材の片側から行う溶接。片面溶接ともいう(JIS Z
3001-2参照)。
one-side welding
4136
プラグ溶接
ぷらぐようせ
つ
重ね合わせた母材の一方に開けた穴に行う溶接。栓
溶接ともいう(JIS Z 3001-1参照)。
plug welding
4137
肉盛溶接
にくもりよう
せつ
母材表面に硬化,耐食,補修,再生などの目的に応
じた所要の組織及び寸法の金属を溶着する方法
(JIS Z 3001-1参照)。
overlaying,
surfacing
4138
耐食肉盛
たいしょくに
くもり
母材表面にステンレス鋼,ニッケル,ニッケル合金
などの耐食・耐熱合金を溶着させて行う肉盛(JIS Z
3001-1参照)。
corrosion resistant
cladding
4139
タック溶接
たっくようせ
つ
本溶接の前に,所定の位置に母材を保持する位置決
めのための断続的な溶接(JIS Z 3001-2参照)。
注記 従来は,一時的溶接を含めて仮付け溶接とも
いわれていた。
tack welding
4140
本溶接
ほんようせつ
タック溶接の後,母材接合部全線に行う溶接。
production welding
4141
漏れ止め溶接
もれどめよう
せつ
流体の漏れを防ぐことだけを目的とする溶接(JIS
Z 3001-1参照)。
seal welding
4142
補修溶接
ほしゅうよう
せつ
寸法,形状の不整,欠陥部などを修正する溶接(JIS
Z 3001-1参照)。
repair welding
17
B 0190:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
読み方
定義
対応英語(参考)
4143
多層溶接
たそうようせ
つ
ビードを2層以上重ねる溶接(JIS Z 3001-2参照)。 multi-layer welding
4144
溶接線
ようせつせん
ビード又は溶接部を一つの線として表すときの仮
定線(JIS Z 3001-1参照)。
weld line
4145
溶接
ようせつ
2個以上の母材を,接合する母材間に連続性がある
ように,熱,圧力又はその両方によって一体にする
操作(JIS Z 3001-1参照)。
注記1 溶加材を用いても,用いなくてもよい。
注記2 溶接には肉盛などのサーフェシングを含
む。
welding
4146
溶接性
ようせつせい
母材に最適と思われる溶接棒又は溶接ワイヤ及び
溶接方法によって,良好な接合性及び機械的性質を
もっているかどうかの程度(JIS Z 3001-1参照)。
weldability
4147
溶接材料
ようせつざい
りょう
溶接に用いる被覆アーク溶接棒,溶接ワイヤ,フラ
ックス,シールドガス及びその他の溶接用消耗材料
の総称。
welding consumables
4148
溶加棒
ようかぼう
棒状の溶加材(JIS Z 3001-1参照)。
filler rod,
welding rod
4149
溶加材
ようかざい
溶接中に付加する材料。
フィラーメタルともいう(JIS Z 3001-1参照)。
filler metal,
filler material
4150
フラックス
溶接のとき,母材及び溶加材の酸化物などの有害物
を除去し,母材表面を保護し,又は溶接金属の精錬
を行う目的で用いる材料(JIS Z 3001-1参照)。
flux
4151
シールドガス
(溶接用−)
(ようせつよう
−)
溶接中にアークと溶融金属とを覆い,空気が溶接雰
囲気内に侵入することを防ぐために用いるガス
(JIS Z 3001-1参照)。
shielding gas
(for welding)
4152
溶接ワイヤ
ようせつわい
や
溶接に使用するコイル状の長いソリッドワイヤ又
はフラックス入りワイヤの総称(JIS Z 3001-1参
照)。
welding wire
4153
下向姿勢
したむきしせ
い
溶接軸がほぼ水平な継手に対し,上方から下を向い
て行う溶接姿勢(JIS Z 3001-1参照)。
flat position
4154
横向姿勢
よこむきしせ
い
溶接軸がほぼ水平な継手に対し,横方向にビードを
置く溶接姿勢。下図のうち,右側の図を,特に水平
すみ肉姿勢という(JIS Z 3001-1参照)。
horizontal position
18
B 0190:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
読み方
定義
対応英語(参考)
4155
立向姿勢
たてむきしせ
い
溶接軸がほぼ鉛直な継手に対し,上又は下から鉛直
にビードを置く溶接姿勢(JIS Z 3001-1参照)。
vertical position
4156
上向姿勢
うわむきしせ
い
溶接軸がほぼ水平な継手に対し,下方から上を向い
て行う溶接姿勢(JIS Z 3001-1参照)。
overhead position
4157
初層
しょそう
溶接継手における最初の層。
first layer
4158
裏はつり
うらはつり
開先溶接で,開先底部の欠陥部又は第1層部分など
を裏面からはつり取ること(JIS Z 3001-2参照)。
back chipping,
back gouging
4159
裏当て
うらあて
開先溶接において,片面から溶接施工するために,
又は溶け落ち,欠陥の発生などを防止するために,
開先の底部に裏から当てる金属板,粒状フラックス
など(JIS Z 3001-2参照)。
注記 金属板であって母材とともに溶接する場合
は,裏当て金ともいう。
backing
4160
裏波ビード
うらなみびー
ど
片側溶接において,電極と反対側(裏側)にできる
整った波形のビード(JIS Z 3001-2参照)。
penetration bead
4161
実際のど厚
(すみ肉の
−)
じっさいのど
あつ
(すみにくの
−)
実際に溶接された部分ののど厚。すみ肉溶接の断面
のルートから表面までの最短距離(JIS Z 3001-1参
照)。
actual throat (−of a
fillet weld)
4162
パス
溶接線に沿って行う1回の溶接操作(JIS Z 3001-2
参照)。
注記 溶接は,1又は複数のパスで構成する。
pass,
run
4163
バタリング
突合せ溶接する場合,母材成分その他の影響を防ぐ
ために,開先面にあらかじめ溶接金属の層を形成す
ること(JIS Z 3001-2参照)。
buttering
4164
溶込み
とけこみ
母材の溶けた部分の最頂点と溶接する面の表面と
の距離(JIS Z 3001-2参照)。
penetration
19
B 0190:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
読み方
定義
対応英語(参考)
4165
溶融
ようゆう
溶接材料と母材を一緒に又は母材同士を一緒に溶
かし合わせること。
fusion
4166
完全溶込み
かんぜんとけ
こみ
継手の板厚の全域にわたっている溶込み。
full penetration
4167
部分溶込み
ぶぶんとけこ
み
継手の板厚の全域にわたらない溶込み。
partial penetration
4168
余盛
よもり
突合せ継手で,母材表面から盛り上がった溶接金
属。
weld reinforcement
4169
パス間温度
ぱすかんおん
ど
多層溶接において次のパスを溶接する直前の溶接
金属及び近接する母材の温度。
注記 一般に上限温度で表す。
interpass temperature
4170
予熱
よねつ
溶接又は熱切断に先立って行う母材の加熱(JIS Z
3001-2参照)。
preheating
4171
後熱
ごねつ
溶接部又はガス切断部に後から熱を加えること
(JIS Z 3001-2参照)。
postheating
4172
溶接後熱処理
ようせつごね
つしょり
溶接後に行う,溶接部のじん性の回復及び溶接構造
物の残留応力の除去のために行う熱処理(JIS Z
3001-1参照)。
注記 応力除去熱処理は,この代表的な熱処理方法
である。
postweld heat
treatment,PWHT
4173
応力除去焼き
なまし
おうりょくじ
ょきょやき
なまし
溶接残留応力を除くために行う熱処理の一種。構造
用鋼では,約550〜650 ℃の温度範囲に一定時間保
持して炉冷する。
stress-relief annealing
4174
ピーニング
特殊なハンマーで溶接部を連続的に打撃して,表面
層に塑性変形を与える操作(JIS Z 3001-1参照)。
peening
4175
ビード
1回のパスによって作られる溶接金属(JIS Z 3001-2
参照)。
bead
4176
溶接部
ようせつぶ
溶接金属及び熱影響部を含んだ部分の総称(JIS Z
3001-1参照)。
weld
4177
熱影響部
ねつえいきょ
うぶ
溶接,切断などの熱で組織,や(冶)金的性質,機
械的性質などが変化を生じた,溶融していない母材
の部分(JIS Z 3001-1参照)。
heat-affected zone,
HAZ
4178
硬化層
こうかそう
溶接,切断などの熱影響によって,母材の硬さが高
くなった層。
hardened zone
4179
溶接金属
ようせつきん
ぞく
溶接部の一部で,溶接中に溶融凝固した金属。抵抗
溶接の場合はナゲット参照(JIS Z 3001-1参照)。
weld metal
20
B 0190:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
読み方
定義
対応英語(参考)
4180
溶着金属
ようちゃくき
んぞく
溶加材から溶接部に移行した金属(JIS Z 3001-1参
照)。
deposited metal
4181
ボンド部
ぼんどぶ
溶融部(溶接金属)と未溶融母材との境界の部分
(JIS Z 3001-1参照)。
注記 固相溶接,ろう接のように溶接金属がない場
合には,母材間の境界又は溶加材と母材の境
界をいう。
weld interface,
weld junction
4182
アンダカット
母材又は既溶接の上に溶接して生じた止端の溝
(JIS Z 3001-4参照)。
undercut
4183
オーバラップ
溶着金属が止端で母材に融合しないで重なった部
分(JIS Z 3001-4参照)。
overlap
4184
スラグ巻込み
すらぐまきこ
み
溶接金属に巻き込まれたスラグ(JIS Z 3001-4参
照)。
注記 その形成状況によって線状,孤立状,群れ状
などがある。
slag inclusion
4185
ブローホール
溶接金属中に生じる球状の空洞(JIS Z 3001-4参
照)。
gas pore,
blowhole
4186
ピンホール
溶着金属中の気孔。
pin hole
4187
ポロシティ
溶融中に発生したガスを巻き込むことによって,凝
固後の材料中に生じたブローホール,気孔などの総
称(JIS Z 3001-4参照)。
gas cavity,
porosity
4188
溶込み不足
とけこみぶそ
く
設計溶込みに比べ実溶込みが不足している状態。溶
込み不良ともいう(JIS Z 3001-4参照)。
lack of penetration,
incomplete
penetration
4189
融合不良
ゆうごうふり
ょう
溶接境界面が互いに十分溶け合っていない状態
(JIS Z 3001-4参照)。
lack of fusion
4190
溶接割れ
ようせつわれ
溶接部に生じる割れ状の欠陥。冷却又は応力の影響
で発生する固相の局部破壊による不連続部(JIS Z
3001-4参照)。
crack
4191
クレータ
ビードの終端にできるくぼみ(JIS Z 3001-2参照)。 crater
4192
スパッタ
アーク溶接,ガス溶接,ろう接などにおいて,溶接
中に飛散し,付着した金属粒(JIS Z 3001-4参照)。
spatter
21
B 0190:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
読み方
定義
対応英語(参考)
4193
スラグ
溶接部に生じる非金属物質(JIS Z 3001-2参照)。
slag
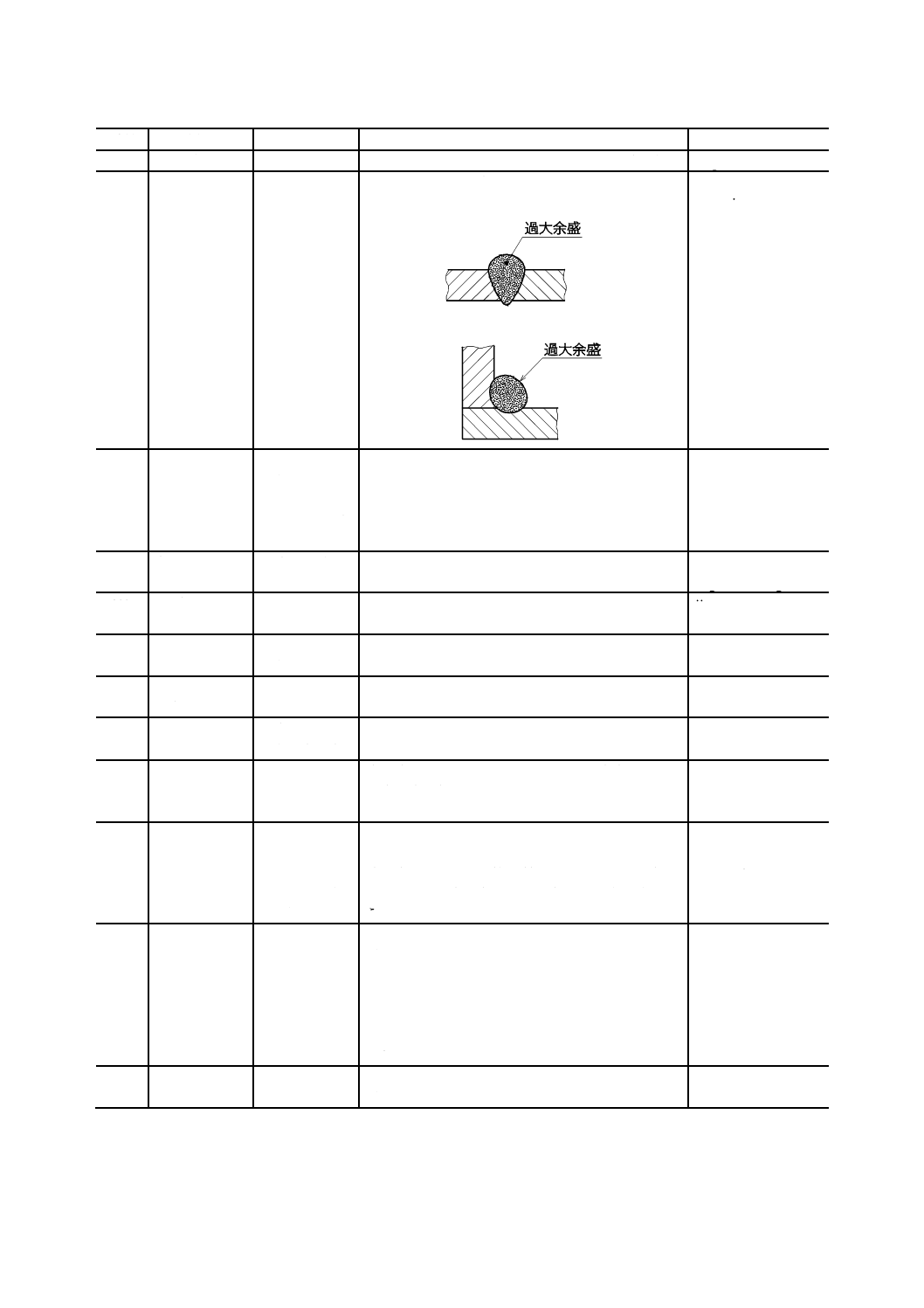
4194
過大余盛
かだいよもり
開先溶接又はすみ肉溶接で,必要寸法以上に表面か
ら盛り上がった溶接金属(JIS Z 3001-4参照)。
excess weld metal,
excessive convexity
4195
突合せ溶接の
継手端面の
食い違い
つきあわせよ
うせつのつ
ぎてたんめ
んのくいち
がい
突合せ継手面における母材の厚さ方向の中心線の
食い違い量(JIS B 8266参照)。目違いともいう(JIS
Z 3001-4参照)。
offset of butt joint,
misalignment,
linear misalignment
4196
角変形
かくへんけい
溶接後の2枚の母材が要求された角度でない状態
(JIS Z 3001-4参照)。
angular distortion,
angular misalignment
4197
ジグ跡
じぐあと
使用後の溶接ジグをガウジング,グラインダーなど
で,取り去った跡。
jig attachment scar
4198
溶接技能者
ようせつぎの
うしゃ
手又は半自動によって溶接作業を行う技能者。
welder
4199
溶接オペレー
タ
ようせつおぺ
れーた
自動溶接機を操作する作業者。
welding operator
4200
溶接施工方法
ようせつせこ
うほうほう
溶接構造物の製作の過程に用いる溶接継手の詳細
な施工方法。
welding procedure
4201
溶接施工要領
書
ようせつせこ
うようりょ
うしょ
溶接施工法試験によって確認した当該溶接継手に
最適な溶接条件・方法を示す書類。WPSともいう。
welding procedure
specification,WPS
4202
溶接施工法確
認試験記録
(書)
ようせつせこ
うほうかく
にんしけん
きろく(し
ょ)
最適な溶接施工法を決定するために,溶接試験板に
よる溶接条件の確認と,試験板溶接部から採取した
試験片を用いて機械的性質を確認するための試験。
この記録を,溶接施工法確認試験記録(PQR)とい
う。
welding procedure
qualification
record,PQR
4203
冷間成形
れいかんせい
けい
金属温度が常温の状態で塑性加工によって行う成
形。
なお,炭素鋼,低合金鋼の胴板,鏡板などの成形
で,割れ防止,成形伸びをよくする目的で,金属温
度を200〜500 ℃程度に上げて成形を行うことが
あるが,これを一般に温間成形(warm forming)と
いう。
cold forming
4204
熱間成形
ねっかんせい
けい
金属温度が高温の状態で塑性加工によって行う成
形。
hot forming
22
B 0190:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
e) 試験及び検査
番号
用語
読み方
定義
対応英語(参考)
5101
非破壊試験
ひはかいしけ
ん
素材又は製品を破壊せずに,きずの有無,その存在
位置,大きさ,形状,分布状態などを調べる試験(JIS
Z 2300参照)。
注記 材質試験などに用いることもある。放射線透
過試験,超音波探傷試験,磁粉探傷試験,浸
透探傷試験,渦流探傷試験などがある(将来
の有用さ及び役割を損なうことなく,きずを
検出し,位置の推定,寸法測定及び評価を行
うために,材料又は部品を試験する技術的方
法の開発と適用,本来の状態,特性及び組成
を評価すること,幾何学的形状を測定するこ
とも含む。)。
nondestructive
testing,NDT,
nondestructive
examination
5102
非破壊検査
ひはかいけん
さ
非破壊試験の結果から,規格などによる基準に従っ
て合否を判定する行為(JIS Z 2300参照)。
nondestructive
inspection,NDI
5103
非破壊試験員
ひはかいしけ
んいん
試験体に適用する非破壊試験方法について,十分な
知識,技能及び経験をもっていることが認められた
技術者。非破壊試験技術者ともいう(JIS Z 2305参
照)。
nondestructive
testing personnel
5104
きず
非破壊試験の結果から判断される不連続部(JIS Z
2300参照)。
flaw
5105
きず模様
きずもよう
非破壊試験によって検出されたきずの指示形状。
flaw indication
5106
きず指示長さ
きずしじなが
さ
非破壊試験によって推定したきずの長手方向の寸
法(JIS Z 2300参照)。
apparent flaw length
5107
きず指示高さ
きずしじたか
さ
非破壊試験によって推定したきずの板厚方向の寸
法(JIS Z 2300参照)。
apparent flaw height
5108
等級分類
とうきゅうぶ
んるい
規格の判定基準で,非破壊検査の指示の程度によっ
て,きずを分類すること。
classification of
indications
5109
判定基準
はんていきじ
ゅん
非破壊試験によって検出したきずの寸法,位置又は
種類などを考慮して,使用上有害かどうかを決める
基準(JIS Z 2300参照)。
acceptance criteria,
acceptance standard
5110
欠陥
けっかん
規格,仕様書などに規定された判定基準を超え,不
合格となるきず(JIS Z 2300参照)。
defect
5111
目視試験
もくししけん
試験体の表面性状[形状,色,粗さ,きず(欠陥)
の有無など]を,直接又は拡大鏡を用いて肉眼で調
べる試験(JIS Z 3001-1参照)。
visual test,VT,
visual examination
5112
放射線透過試
験
ほうしゃせん
とうかしけ
ん
放射線を試験体に照射し,透過した放射線の強さの
変化から,内部欠陥の状態,組立品の内部構造など
を調べる非破壊試験。線源としてX線,γ線又は
中性子線を用いる(JIS G 0202参照)。
radiography,
radiographic testing,
RT
5113
超音波探傷試
験
ちょうおんぱ
たんしょう
しけん
超音波を試験体中に伝えたときに,試験体の示す音
響的性質を利用して,試験体の内部きずや材質など
を調べる非破壊試験(JIS G 0202参照)。
ultrasonic testing,UT
5114
磁粉探傷試験
じふんたんし
ょうしけん
表面及び表面近傍の不連続部による指示を検出す
るために,漏えい磁界と適切な試験媒体とを用いる
非破壊試験(JIS Z 2300参照)。
magnetic particle
testing,MT
5115
浸透探傷試験
しんとうたん
しょうしけ
ん
一般に浸透処理,余剰浸透液の除去処理,及び現像
処理によって表面に開口したきずを,指示模様とし
て検出する非破壊試験(JIS Z 2300参照)。
penetrant testing,PT
23
B 0190:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
読み方
定義
対応英語(参考)
5116
渦電流探傷試
験,
渦流探傷試験
かでんりゅう
たんしょう
しけん
かりゅうたん
しょうしけ
ん
コイルを用いて導体に,時間的に変化する磁場(交
流など)を与え,導体に生じた渦電流が,きずなど
によって変化することを利用してきずの検出を行
う非破壊試験(JIS Z 2300参照)。
eddy current testing,
ET
5117
溶接継手の機
械試験
ようせつつぎ
てのきかい
しけん
母材と溶接金属とが一体となった状態で溶接継手
の性能を調べる試験で,継手引張試験,曲げ試験,
衝撃試験等を総称した試験。
production test
5118
継手引張試験
つぎてひっぱ
りしけん
溶接部を中央に置き,溶接線と直角の方向に引張力
を与える引張試験(JIS Z 3001-1参照)。
joint tensile test
5119
曲げ試験
まげしけん
材料の変形能を調べるための試験。通常,試験片を
規定の内側半径で規定の角度になるまで曲げ,わん
曲部の外側の裂けきず,その他の欠点の有無を調べ
る試験(JIS G 0202参照)。
bend test
5120
表曲げ試験
おもてまげし
けん
突合せ溶接継手の表側が引張側になるように曲げ
る試験(JIS Z 3001-1参照)。
face bend test
5121
裏曲げ試験
うらまげしけ
ん
突合せ溶接継手の裏側が引張側になるように曲げ
る試験(JIS Z 3001-1参照)。
root bend test
5122
側(がわ)曲げ
試験
がわまげしけ
ん
突合せ溶接継手の側面が引張側になるように曲げ
る試験(JIS Z 3001-1参照)。
side bend test
5123
衝撃試験
しょうげきし
けん
材料のじん性又はぜい性を調べるため,試験片に衝
撃荷重を加えて破断し,要したエネルギーの大小,
破面の様相,変形挙動,き裂の進展挙動などによっ
て評価する試験(JIS G 0202参照)。
impact test
5124
耐圧試験
たいあつしけ
ん
圧力容器の内圧(外圧)を受ける部分に,圧力をか
けて所定の圧力で安全に耐え得るか,否かを確認す
る試験。水で加圧する水圧試験,気体で加圧する気
圧試験がある。
pressure test
5125
漏れ試験
もれしけん
圧力容器の内圧(外圧)を受ける部分に,所定の圧
力をかけて漏れの有無を確認する試験。液体漏れ試
験及び気体漏れ試験がある。
leak test
参考文献 JIS B 6911 鉄鋼の焼ならし及び焼なまし加工
JIS B 8266 圧力容器の構造−特定規格
JIS G 0201 鉄鋼用語(熱処理)
JIS G 0202 鉄鋼用語(試験)
JIS G 0203 鉄鋼用語(製品及び品質)
JIS G 0551 鋼−結晶粒度の顕微鏡試験方法
JIS Z 2300 非破壊試験用語
JIS Z 2305 非破壊試験−技術者の資格及び認証
JIS Z 3001-1 溶接用語−第1部:一般
JIS Z 3001-2 溶接用語−第2部:溶接方法
JIS Z 3001-4 溶接用語−第4部:融接不完全部
ISO 4948-1,Steels−Classification−Part 1: Classification of steels into unalloyed and alloy steels
based on chemical composition