B 0181 : 1998 (ISO 2806 : 1994)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS B 0181-1993は改正され,この規格に置き換えられる。
今回の改正では,対応国際規格であるISO 2806 : 1994, Industrial automation systems−Numerical control of
machines−Vocabularyとの整合化を行った。
なお,附属書Bは,対応国際規格にはない事項を追加したものである。
JIS B 0181には,次に示す附属書がある。
附属書A(参考) 座標系及び位置,旋盤の座標系,並びにフライス盤の座標系
附属書B(参考) ISO 2806に規定されていない用語
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0181 : 1998
(ISO 2806 : 1994)
産業オートメーションシステム−
機械の数値制御−用語
Industrial automation systems−
Numerical control of machines−Vocabulary
序文 この規格は,1994年に第2版として発行されたISO 2806, Industrial automation systems−Numerical
control of machines−Vocabularyを翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本
工業規格である。
1. 一般
1.1
適用範囲 この規格は,産業オートメーションシステムにおける数値制御機械に関して用いる主な
用語を規定する。
備考 この規格の対応国際規格を,次に示す。
ISO 2806 : 1994 Industrial automation systems−Numerical control of machines−Vocabulary
1.2
引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成
する。これらの規格は,記載の発効年の版だけがこの規格の規定を構成するものであって,その後の改正
版・追補は,適用しない。
JIS B 6310 : 1998 産業オートメーションシステム−機械及び装置の制御−座標系及び運動の記号
備考 この規格は,ISO/DIS 841 : Industrial automation systems−Physical device control−Axis and
Motion nomenclatureと同等である。
JIS X 0004 : 1989 情報処理用語(データの構成)
JIS X 0007 : 1992 情報処理用語(プログラミング)
JIS X 0201 : 1997 7ビット及び8ビットの情報交換用符号化文字集合
備考 この規格は,ISO/IEC 646 : 1991, Information processing−ISO 7-bit coded character set for
information interchangeと同等である。
JIS X 0211 : 1994 符号化文字集合用制御機能
備考 この規格は,ISO/IEC 6429 : 1992, Information technology−Control functions for coded character
setsと同等である。
1.3
従うべき原則と規則 この用語は,ISO 10241 (International terminology standards−Preparation and
layout) に規定されている原則と規則に従って決められている。
1.4
座標系と位置 附属書A(参考)の附属書A図1, 附属書A図2及び附属書A図3は,この規格で
規定された座標系と位置を例示している。
2
B 0181 : 1998 (ISO 2806 : 1994)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2. 用語及び定義
2.1
一般
番号
用語
定義
対応英語
2.1.1
数値制御,
NC
工作物に対する工具経路 (2.1.10), 加工に必要な作業の工
程などを,それに対応する数値情報で指令する制御。
numerical control,
NC
2.1.2
CNC
コンピュータを組み込んで,機械機能 (2.6) の一部又は全
部を実行する数値制御 (2.1.1)。
computerized numerical
control,
CNC
2.1.3
分散形数値制御,
DNC
生産管理コンピュータと数値制御 (2.1.1) システムとの間
でデータを分配する階層システム。
参考 従来のDNCは,direct numerical controlの略語
であり“1台以上の数値制御工作機械のパート
プログラム (2.3.7) 又はマシンプログラム
(2.3.8) を共通の記憶装置に格納し,数値制御工
作機械の要求に応じて必要とするプログラム
を,その機械に分配する機能をもつ数値制御”
と定義されていた。
distributed numerical
control,
DNC
2.1.4
軸
機械の構成要素が直線又は回転モードで動くことのでき
る主要な方向(JIS B 6310参照)。
axis
2.1.5
検出器,
センサ
位置,速度などの物理量を検出して,その値に対応する信
号に変換する機器。
sensor
2.1.6
アブソリュートデ
ィメンション
座標系の原点からの距離又は角度。
absolute dimension,
absolute coordinates
2.1.7
インクレメンタル
ディメンション
順次測定での直前の点からの距離又は角度。
incremental dimension,
incremental coordinates
2.1.8
最小設定単位
マシンプログラム (2.3.8) に入力できる最小単位。
least input increment
2.1.9
最小移動単位
数値制御装置が軸 (2.1.4) の移動量を指令できる最小単
位。
least command increment
2.1.10
工具経路
切削工具の特定の点によって描かれる経路。
tool path
2.1.11
補間
与えられた数学関数,例えば,直線,円弧又は高次の関数
に従って,必要な経路又は輪郭上の既知の点間の点群を求
めること。
interpolation
2.1.12
適応制御
工程中に検出された状態から制御システムのパラメータ
を最適に調整する制御機能。
adaptive control
2.1.13
メインプロセッサ パートプログラム (2.3.7) の計算を実行し,特定の部品に
対してそれを加工する機械に関係なくカッタロケーショ
ンデータ (CLdata) (2.3.17) を作成するコンピュータプロ
グラム。
general purpose processor,
main processor
2.1.14
ポストプロセッサ メインプロセッサから出力されたカッタロケーションデ
ータ (2.3.17) を入力として,特定の数値制御工作機械に合
ったマシンプログラム (2.3.8) を作るコンピュータプログ
ラム。
post processor
3
B 0181 : 1998 (ISO 2806 : 1994)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.2
キャラクタ
番号
用語
定義
対応英語
2.2.1
キャラクタ
データを表現,構成又は制御するために用いる要素の集
合。
備考 キャラクタは,次のように分類することができ
る。(JIS X 0004参照)
種類
例
図形キャラクタ
数字
文字
記号
特殊キャラクタ
制御キャラクタ
伝送制御キャラクタ
書式制御キャラクタ
コード拡張キャラクタ
装置制御キャラクタ
character
2.2.2
制御キャラクタ
特定の文脈で表現される制御機能を規定するキャラクタ
(2.2.1)。
備考1. 制御キャラクタは,続いて起こる動作に使用
するために記録することができる(JIS X
0004参照)。
2. 制御キャラクタは,図形キャラクタでないが,
ある条件の下では図形表現をもつことができ
る(JIS X 0201及びJIS X 0211参照)。
control character
2.2.3
デリートキャラク
タ
紙テープ上の不必要なキャラクタ (2.2.1) を削除する制御
キャラクタ (2.2.2)。
delete character
2.2.4
エンドオブブロッ
クキャラクタ
入力データ (2.4.1) のブロックの終わりを示す制御キャラ
クタ (2.2.2)。
end of block character
2.2.5
伝送制御キャラク
タ
電気通信網におけるデータ伝送を制御し,又は容易にする
ために用いられる制御キャラクタ (2.2.2) の総称(JIS X
0201参照)。
transmission control
character
2.2.6
キャンセル
前に指令した機能を取り消す指令 (2.4.3)。
cancel
2.2.7
エンドオブプログ
ラム
マシンプログラムの完了を示す補助機能 (2.6.2) 。
備考1. ブロック内のすべての指令を終了した後,主
軸又はその他の機能(例えば,クーラント機
能)をキャンセルする。
2. 制御及び/又は機械のリセットに用いる。
end of program
2.2.8
エンドオブデータ ブロック内のすべての指令が終わった後,主軸又はその他
の機能(例えば,クーラント機能)をキャンセルする機能。
備考1. 制御及び/又は機械のリセットに用いる。
2. リセットは,プログラムスタートキャラクタ
への戻りが含まれる。
end of data
2.2.9
プログラムストッ
プ
マシンプログラムの実行を一時中断する補助機能 (2.6.2)。
ブロック (2.3.2) 内の指令 (2.4.3) を実行した後,主軸又
はその他の機能(例えば,クーント機能)をキャンセルし,
それ以後の処理を停止する。
program stop
2.2.10
リセット
装置を規定された初期の状態に戻す補助機能(2.6.2) 。
reset
4
B 0181 : 1998 (ISO 2806 : 1994)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.3
プログラミング
番号
用語
定義
対応英語
2.3.1
アドレス
ワードの最初にあり,ワード内のそれに続くデータを識別
するキャラクタ (2.2.1) 又はキャラクタのグループ。
address
2.3.2
ブロック
一つの作業に対するすべての命令を含むワードのグルー
プ。
備考1. 一つのブロックは,エンドオブブロックキャ
ラクタ (2.2.4) によって次に続くブロックと
区別する。
2. 位置決め制御システムでは,ブロックは位置
の座標値及び作業を完了するのに必要な補助
機能のすべての命令を含む。
block
2.3.3
プランニングシー
ト
パートプログラム (2.3.7) の前に作成する作業の手順書。 planning sheet
2.3.4
実行プログラム
CNC (2.1.2) システムで機械の操作を実行させるための命
令の列。
excutive program
2.3.5
演算命令文
一つ以上の引数又は引数のグループを伴った関数ニーモ
ニックから成る命令。
operational statement
2.3.6
サブプログラム
マシンプログラム (2.3.8) の制御命令によって,繰り返し
呼び出すことのできる他のマシンプログラム。
sub program
2.3.7
パートプログラム マシンプログラム (2.3.8) 又は自動プログラミングで処理
する入力データ (2.4.1) として作成された命令の列。
part program
2.3.8
マシンプログラム 数値制御システムを直接操作できるようにした言語及び
フォーマットで順序づけられた命令の列。
machine program
2.3.9
マニュアルプログ
ラミング
マシンプログラム (2.3.8) を人手によって作成すること。 manual part programming
2.3.10
自動プログラミン
グ
メインプロセッサ (2.1.13) とポストプロセッサ (2.1.14)
とを使用してマシンプログラム (2.3.8) を作成すること。
computer part
programming
2.3.11
アブソリュートプ
ログラミング
アブソリュートディメンション (2.1.6) によってプログラ
ムを作成すること。
absolute programming
2.3.12
インクレメンタル
プログラミング
インクレメンタルディメンション (2.1.7) によってプログ
ラムを作成すること。
incremental programming
2.3.13
ブロックフォーマ
ット
ブロック内のワード,キャラクタ (2.2.1) 及びデータの配
列。
block format
2.3.14
ブロックフォーマ
ット仕様
ブロックフォーマット (2.3.13) を識別する仕様。
block format specification
2.3.15
アドレスブロック
フォーマット
各ワードが識別用のアドレス (2.3.1) をもつブロックフォ
ーマット (2.3.13) 。
address block format
2.3.16
可変ブロックフォ
ーマット
ワードの順序は規定されているが,新しい値を規定すると
きにだけ特定のワードを示す必要があるブロックフォー
マット (2.3.13) 。
variable block format
2.3.17
カッタロケーショ
ンデータ,
CLデータ
自動プログラミングシステムでメインプロセッサ (2.1.13)
によって求められた工具経路 (2.1.10) のデータ。
cutter location data,
CL data
2.3.18
プログラム番号サ
ーチ
マシンプログラム (2.3.8) の中から,指定した番号のマシ
ンプログラムを検索して呼び出すこと。
program number search
2.3.19
プログラム名サー
チ
マシンプログラム (2.3.8) の中から,指定した名前のマシ
ンプログラムを検索して呼び出すこと。
program name search
5
B 0181 : 1998 (ISO 2806 : 1994)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.4
入力データ
番号
用語
定義
対応英語
2.4.1
入力データ
物理的,磁気的又は電子的な媒体(例えば,せん孔テープ,
フロッピーディスク又はICカード)によって,制御装置
に送られるコード化された命令。
input data
2.4.2
手動データ入力,
MDI
人手によってデータ入力することによってパートプログ
ラム (2.3.7) が生成されるCNC (2.1.2) システムの運転モ
ード。
manual data input,
MDI
2.4.3
指令
運動又は機能を始動する操作命令。
command
2.4.4
(コンピュータ)
命令コード,
機械コード
命令の列の中で,命令を表すために用いられるコード(JIS
X 0007参照)。
(computer) instruction
code,
machine code
2.4.5
テープ作成
せん孔テープ又は磁気テープにパートプログラム (2.3.7)
を記録する行動。
tape preparation
2.4.6
数値制御テープ,
NCテープ
マシンプログラム (2.3.8) を記録したテープ。
control tape
2.4.7
プログラム番号
マシンプログラム (2.3.8) の中から特定のプログラムを識
別するために付けられた番号。
program number
2.4.8
プログラム名
マシンプログラム (2.3.8) の中から特定のプログラムを識
別するために付けられた名前。
program name
2.4.9
シーケンス番号
マシンプログラム (2.3.8) 中のブロック (2.3.2) の相対位
置を表すために各ブロックに付けられた番号。
sequence number
2.5
運転モード
番号
用語
定義
対応英語
2.5.1
手動モード
手動入力による運転モード。
command mode
2.5.2
位置決め制御シス
テム
a) 各制御軸の運動が,次の目標位置だけを規定する命令
に従って運転され,
b) 異なった制御軸の運動が互いに対応付けられずに,同
時又は順次実行され,
c) 送り速度が入力データ (2.4.1) で規定されていない
制御方式。
positioning control system
2.5.3
直線切削制御シス
テム
a) 各制御軸の運動が,次の目標とその位置へ行くのに必
要な送り速度との両方を規定した命令に従って運転
され,
b) 各制御軸の運動が互いに対応付けられずに順次実行
され,
c) 工具又は刃先の運動が直線,円又はその他の機械案内
面に平行にだけ起こる
制御方式。
line motion control system
2.5.4
輪郭制御システム a) 二つ以上の制御軸の運動が,次の目標位置とその位置
へ移動するために,必要な経路及び送り速度が,規定
した命令に従って運転され,
b) それぞれの軸の送り速度が互いに変化して,必要な輪
郭が生成される
制御方式。
contouring control system
6
B 0181 : 1998 (ISO 2806 : 1994)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.6
機械機能
番号
用語
定義
対応英語
2.6.1
準備機能,
G機能
機械及び/又は制御システムの機能モードを決める指令
(2.4.3)。
備考 例えば,補間の種類,固定サイクル,ねじ切り,
寸法の単位。
preparatory function
2.6.2
補助機能,
M機能
機械及び/又は制御システムの個々の機能を制御する指
令 (2.4.3)。
備考 例えば,クーラント・オン,主軸停止,又はク
ーラント停止。
miscellaneous function
2.6.3
工具機能,
T機能
工具の指定又は指定された工具に関連する事項を適当な
フォーマット仕様 (2.3.14) によって指定する機能。
tool function
2.6.4
送り機能,
F機能
工作物に対する工具の送り速度又は送り量を指定する機
能。
feed function
2.6.5
主軸機能,
S機能
主軸の回転速度を指定する機能。
spindle speed function
2.6.6
ミラーイメージ機
能
指定した座標軸に対して,マシンプログラム (2.3.8) 上の
ディメンションワードの座標値の正・負を反転させる機
能。
mirror image function
2.6.7
フィードホールド マシンプログラム (2.3.8) の実行中に送りを一時的に休止
させる機能。
feed hold
2.6.8
Z軸指令キャンセ
ル
マシンプログラム (2.3.8) のチェックなどを目的に,Z軸
を移動させずにプログラムを実行する機能。
Z-axis feed cancel
2.6.9
スキップ機能
外部からの信号によって,そのブロックの残りの実行を中
断し,次のブロックに飛び越す機能。
skip function
2.6.10
固定サイクル
中ぐり,穴あけ,タップ立て,これらの組合せなどを行う
ために,あらかじめ定められた一連の作業シーケンスを一
つにまとめたもの。
fixed cycle,
canned cycle
2.6.11
ドウェル
周期的又は継続的でない決められた間の時間遅れを与え
る機能。
dwell
2.6.12
インタロックバイ
パス
設定されているインタロックを一時的に解除する指令。
interlock bypass
2.6.13
オプショナルブロ
ックスキップ,
ブロックデリート
ブロック (2.3.2) の最初に機能キャラクタ“/”(スラッシ
ュ)を付加して,このブロックを選択的に飛び越しができ
るようにする機能。
optional block skip,
block delete
2.6.14
オプショナルスト
ップ
この機能を有効にすればプログラムストップ (2.2.9) と同
一の機能を果たし,無効にすればこの指令が無視される補
助機能 (2.6.2)。
optional stop
2.6.15
主軸オリエンテー
ション
あらかじめ決められた角度の位置に主軸を停止させる補
助機能 (2.6.2)。
oriented spindle stop
2.6.16
オーバーライド
作業中に作業者がプログラムされた値(例えば,送り速度,
主軸速度)を一時的に変更することができる手動制御機
能。
override
2.6.17
初期化
機械の開始条件を決める作業のシーケンス。
initialization
2.6.18
時計回り円弧
経路の中心の回りに負の角度方向(JIS B 6310参照)に工
具の基準点が回転することによって描かれる円弧経路。
clockwise arc
2.6.19
反時計回り円弧
経路の中心の回りに正の角度方向(JIS B 6310参照)に工
具の基準点が回転することによって描かれる円弧経路。
counter-clockwise arc
2.6.20
自動モード
プログラム又は作業者によって停止させられるまではマ
シンプログラムに従って運転する数値制御機械の運転モ
ード。
automatic mode of
operation
7
B 0181 : 1998 (ISO 2806 : 1994)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語
2.6.21
シングルブロック
運転モード
作業者の起動で,マシンプログラムの1ブロックだけが自
動モードで運転する数値制御機械の運転モード。
single block mode of
operation
2.6.22
テープサーチ
必要なブロック (2.3.2) の参照マークを表すシーケンス番
号 (2.4.9) をテープリーダに探索させる選択スイッチを使
用して作業者がテープ上の任意の必要なブロックを探索
できる制御システムの機能。
tape search
2.6.23
ワイヤ電極オフセ
ット
ワイヤ放電加工において,プログラムされたワイヤ電極の
経路と実際のワイヤ電極で加工される経路の差を補正す
る。
wire electrode path
correction
2.6.24
テーパ加工制御
ワイヤ放電加工において,ワイヤ電極の傾き又は工作物の
傾きを制御すること。
taper cutting control
2.6.25
後退制御
放電加工において,ワイヤ電極又は工具電極と工作物とが
電気的に短絡した場合に,短絡が解除するまで加工済み経
路に沿って後退させる制御。
reversible control
2.6.26
揺動加工制御
形彫り放電加工において,工具電極又は工作物を揺動させ
ながら,目的の寸法になるように加工を制御する。
planetary machinery
control
2.6.27
サーボ送り制御
放電加工において,ワイヤ電極又は工具電極と工作物との
間の放電ギャップを,所定の状態に保つように放電電圧又
は放電電流の値を常時フィードバックしながら送りを制
御する。
servo feed control
2.6.28
工具経路送り速度 工作物に対する工具基準点のカッタ経路に沿った速度。
単位時間又は1回転当たりの長さの単位で表す。
tool path feedrate
2.7
機械の座標系及び位置(附属書A参照)
番号
用語
定義
対応英語
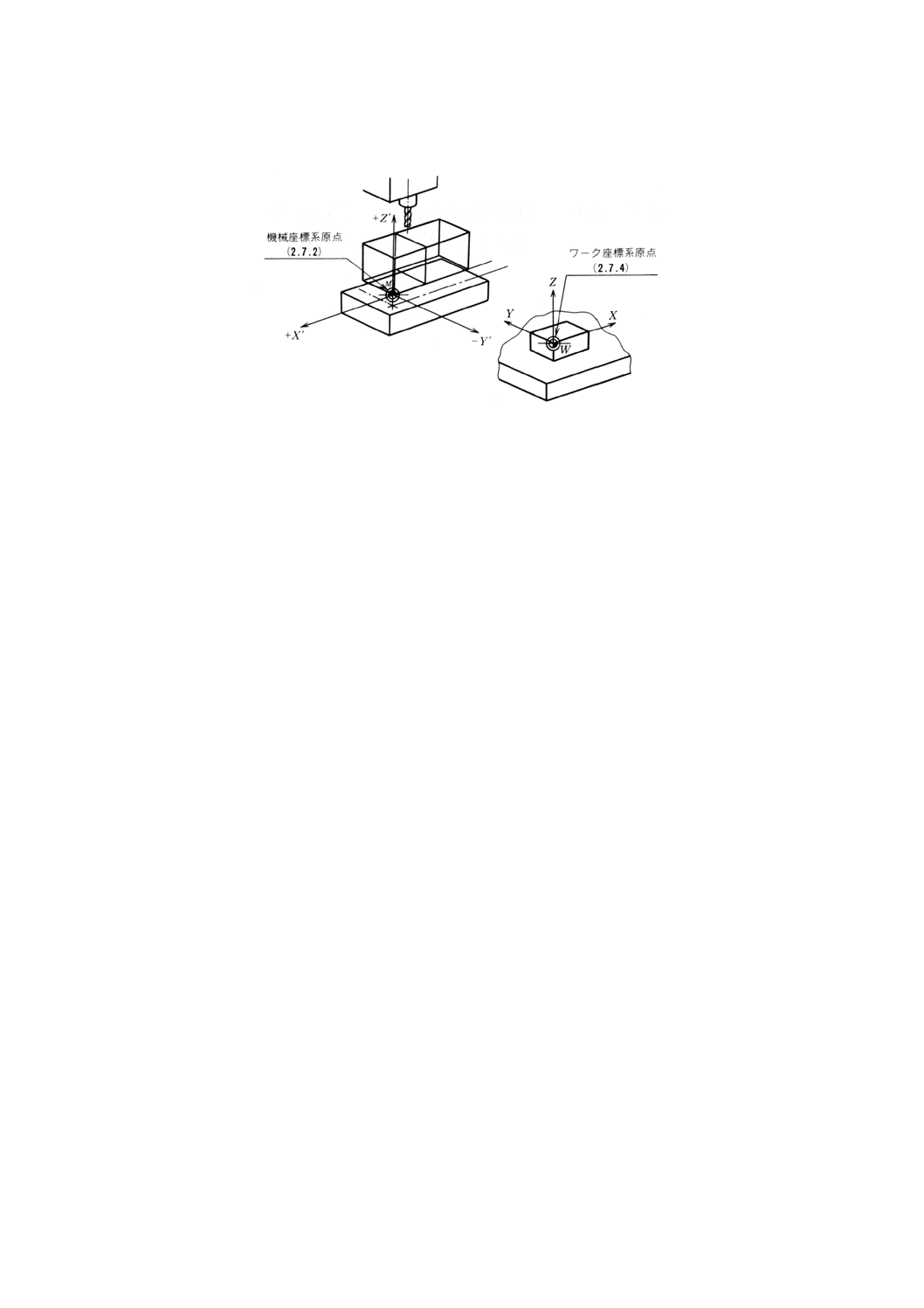
2.7.1
機械座標系
機械原点 (2.7.7) に関して機械上に固定された右手直交座
標系。
machine coordinate
system
2.7.2
機械座標系原点
機械座標系 (2.7.1) の原点。
machine coordinate origin
2.7.3
ワーク座標系
工作物上に固定された右手直交座標系。
workpiece coordinate
system
2.7.4
ワーク座標系原点 ワーク座標系 (2.7.3) の原点。
workpiece coordinate
origin
2.7.5
工具座標系
ツーリング上に固定された右手直交座標系。
tool coordinate system
2.7.6
工具座標系原点
工具座標系 (2.7.5) の原点。
tool coordinate origin
2.7.7
機械原点
製造者によって定められた機械の原点。
machine zero
2.7.8
レファレンス点
軸に沿った機械座標系原点 (2.7.2) を基準とする固定点。
始動のために用いる。
reference position
2.7.9
ホームポジション 軸に沿った機械座標系原点 (2.7.2) を基準とする固定点。
工具交換又はパレット交換のために用いる。
home position
2.7.10
ツールチェンジポ
ジション
軸に沿った機械座標系原点 (2.7.2) を基準とする点。工具
交換のために用いる。
tool change position
2.7.11
パレットチェンジ
ポジション
軸に沿った機械座標系原点 (2.7.2) を基準とする点。パレ
ット交換のために用いる。
pallet change position
2.7.12
事前定義ポジショ
ン
機械座標系 (2.7.1) のあらかじめ決められた点で,軸の位
置決めなどに用いる。
predefined position
8
B 0181 : 1998 (ISO 2806 : 1994)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.8
位置決め及び測定
番号
用語
定義
対応英語
2.8.1
アブソリュート位
置検出器
選択された原点に対して,機械要素の座標位置を直接示す
検出器 (2.1.5)。
absolute position sensor
2.8.2
インクレメンタル
位置検出器
機械要素の運動を,その位置の変化量として直接示す検出
器 (2.1.5)。
incremental position
sensor
2.8.3
原点オフセット
測定システムの原点を,機械原点 (2.7.7) に対して決めら
れた範囲だけずらすこと。永久的な原点の位置は,数値制
御 (2.1.1) システムに記憶されている。
zero offset
2.8.4
浮動原点
測定システムの原点を,機械原点 (2.7.7) に対して任意の
位置に置くこと。永久的な原点の位置は,必ずしも記憶さ
れない。
floating zero
2.8.5
工具オフセット,
工具位置オフセッ
ト
プログラムの一部分又は全体に対して,制御軸方向と平行
に工具位置をずらすために変位を与えること。
tool offset
2.8.6
工具長オフセット 工具の長手方向の工具オフセット (2.8.5)。
tool length offset
2.8.7
工具径オフセット 二つの軸の変位がオフセット値に等しい工具に対して用
いられる工具オフセット (2.8.5)。
tool radius offset
2.8.8
クリアランスディ
スタンス
工具破損を避けるため,早送りから切削送りに変るときに
取られる工具と工作物の間の距離。
clearance distance
2.8.9
工具径補正
実際の工具径とプログラムされた工具径との差を補正す
るための,工具経路 (2.1.10) に直角な方向への変位。
cutter compensation
関連規格:JIS B 6315-1 : 1998 機械の数値制御−プログラムフォーマット及びアドレスワードの定義−第
1部:位置決め,直線運動及び輪郭制御システム用データフォーマット
JIS B 6315-2 : 1998 機械の数値制御−プログラムフォーマット及びアドレスワードの定義−
第2部:準備機能G及び補助機能Mのコード
9
B 0181 : 1998 (ISO 2806 : 1994)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
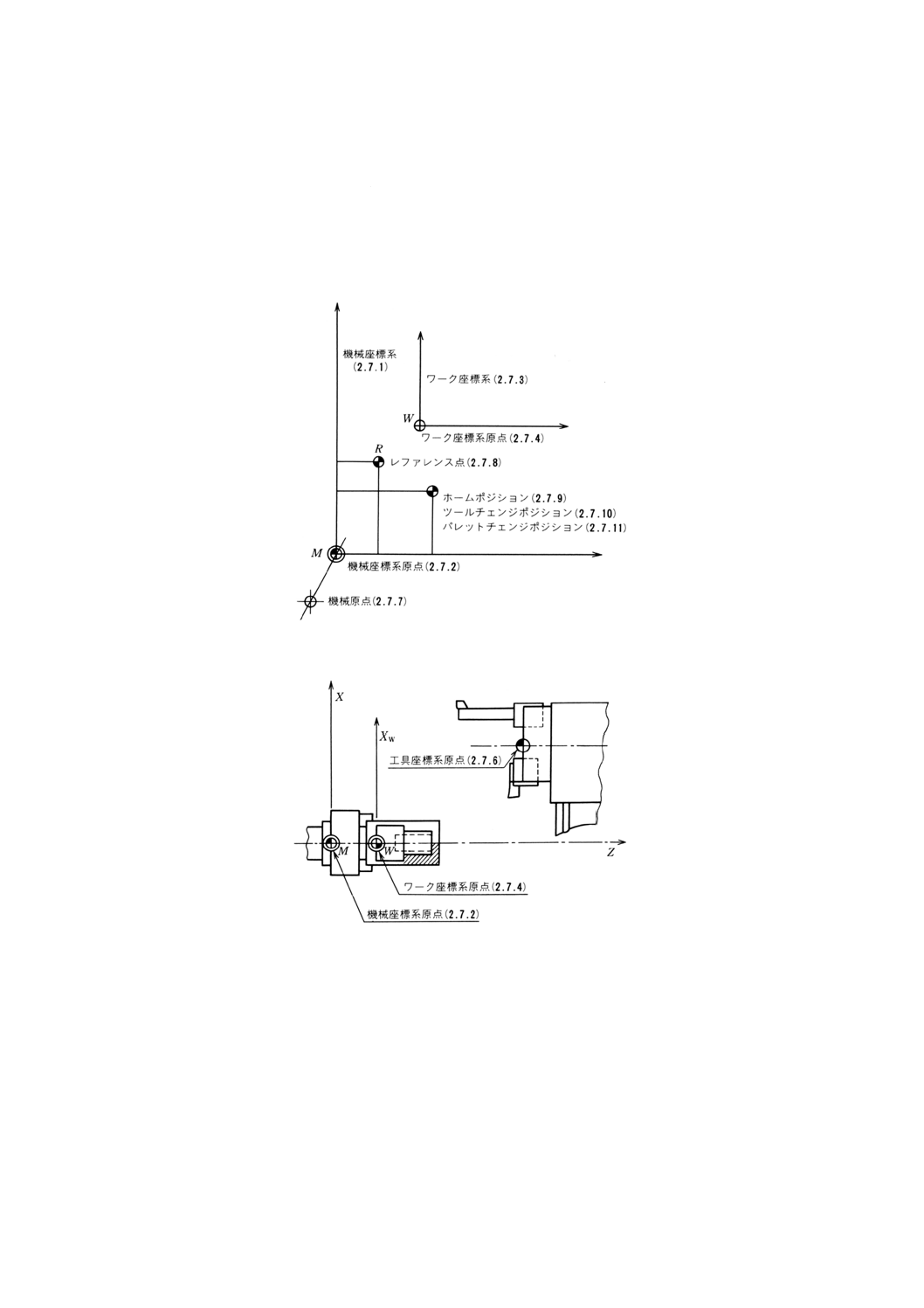
附属書A(参考) 座標系及び位置,旋盤の座標系,
並びにフライス盤の座標系
この附属書A(参考)は,規格本体の2.7に規定する事柄について図によって記述するものであって,
規定の一部ではない。
附属書A図1 座標系及び位置
附属書A図2 旋盤の座標系
10
B 0181 : 1998 (ISO 2806 : 1994)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A図3 フライス盤の座標系
11
B 0181 : 1998 (ISO 2806 : 1994)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(参考) ISO 2806に規定されていない用語
この附属書B(参考)は,ISO 2806に規定されてはいないが,よく用いられる用語について記述するも
のであって,規定の一部ではない。
番号
用語
定義
対応英語
B- 1
分配完了信号
移動指令又は運動が完了したときに,数値制御装置から出
される信号。
distribution end signal
B- 2
エンドオブレコー
ド
適当な入力媒体に記憶された情報の終わりを示すキャラ
クタ。
end of record
B- 3
プログラムスター
ト
マシンプログラムの最初を示すキャラクタ。数値制御テー
プでは巻戻しの停止位置を示すのに用いる。
program start
B- 4
コントロールアウ
ト
マシンプログラムにおいて,数値制御工作機械の制御に直
接関与しない情報の挿入の始まりを示すキャラクタ。
control out
B- 5
コントロールイン マシンプログラムにおいて,数値制御工作機械の制御に直
接関与しない情報の挿入の終わりを示すキャラクタ。
control in
B- 6
ワード,
語
命令の最小単位として扱われる,ある順序に並べられたキ
ャラクタの集まり。
word
B- 7
シーケンス番号サ
ーチ
マシンプログラムの中から,指定したシーケンス番号のブ
ロックを検索して呼び出すこと。
sequence number search
B- 8
レファレンス点復
帰
指定された制御軸をレファレンス点へ移動させること。
return to reference points
B- 9
外部データ入力
機能
数値制御装置の外部からデータを入力することによって,
プログラム番号サーチ,工具オフセット量の書き換え,ワ
ーク座標系の設定などができる機能。
external data input
B-10
プレイバック
手動で,工作物に対する工具経路,必要な作業などを教示
して,数値制御装置に記憶させ,その作業を再生させるこ
と。
play back
B-11
マシンロック
マシンプログラムのチェックなどを目的に,数値制御工作
機械の制御軸を移動させずにプログラムを実行させるこ
と。
machine lock
B-12
ドライラン
マシンプログラムのチェックなどを目的に,から運転する
こと。プログラムされた送り速度を無視して,手動で送り
速度を選択できる。
dry run
B-13
ステップ送り,
インクレメンタル
送り
押しボタンを押すことによって,あらかじめ定められた量
だけ移動させること。
step feed,
incremental feed
B-14
ジョグ送り
手動によって,あらかじめ定められた送り速度で送るこ
と。
jog feed
B-15
手動パルス発生
器,
ハンドル送り器
手動でハンドルを回転して,指令パルスを発生させる機器
で手動送りに用いられる。
manual pulse generator,
hand wheel
B-16
多系統制御
一つのマシンプログラムで制御する一組の軸の組合せを1
系統として,二つ以上の系統を制御する方式。
multi-path control
B-17
重畳制御
多系統制御において,一つのマシンプログラムに他のプロ
グラムを重ね合わせることによって,同時加工を可能とす
る制御。
superposition control
B-18
同期タッピング
タップ作業において,主軸回転角と送り量との比が常に一
定になるように制御する機能。
synchronized tapping
12
B 0181 : 1998 (ISO 2806 : 1994)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語
B-19
サイクルスタート 自動モード又はMDIモードにおいて,運転を開始させる
こと。
cycle start
B-20
モーダル
準備機能,工具機能などにおいて,指令を与えると,ある
状態を,その状態を変える指令が与えられるまで,保持す
ること。
modal
B-21
周速一定制御
旋削加工などにおいて,加工径に応じて切削速度を一定に
保つように主軸の回転速度を制御すること。
constant surface speed
control
B-22
ノーズR補正
刃先に円弧(ノーズR)をもつ非回転工具において,プロ
グラムされた工具位置と実際の刃先輪郭との差の補正。
工具経路に直交する方向において行う。
nose-radius compensation
B-23
ピッチ誤差補正
数値制御工作機械の送り系のピッチ誤差を補正すること。 pitch error compensation
B-24
バックラッシ補正 機械系のもつバックラッシを補正すること。
backlash compensation
整合化推進委員会
氏名
所属
(委員長)
伊 達 隆 夫
東芝機械株式会社
鈴 木 義 光
株式会社牧野フライス
吉 田 嘉太郎
千葉大学
米 谷 周
株式会社森精機
井 上 洋 一
日立精機株式会社
馬 場 修
オークマ株式会社
龍 江 義 孝
工業技術院機械技術研究所
光 岡 豊 一
東京科学電子工業専門学校
米 田 孝 夫
豊田工機株式会社
榎 本 稔
豊田工機株式会社
大 泉 忠 夫
株式会社牧野フライス
本 間 清
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
(事務局)
岡 安 英 雄
社団法人日本工作機械工業会
八 賀 聰 一
社団法人日本工作機械工業会
大 槻 文 芳
社団法人日本工作機械工業会
制御関連分科会
氏名
所属
(委員長)
光 岡 豊 一
東京化学電子工業専門学校
斉 藤 義 夫
東京工業大学
水 野 徹
ファナック株式会社
富 樫 正 毅
日立精機株式会社
工 藤 和 弘
三菱電機株式会社
北 出 隆 彦
オークマ株式会社
吉 田 順
株式会社牧野フライス
堀 田 茂 雄
豊田工機株式会社
橋 本 繁 晴
財団法人日本規格協会
(事務局)
和久田 基 美
社団法人日本工作機械工業会
大 槻 文 芳
社団法人日本工作機械工業会
松 本 将
社団法人日本工作機械工業会