B 0176-4 : 2002
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本工具工業会 (JSCTA) /財団法人日本規
格協会 (JSA) から工業標準原案を具して日本工業規格を改正して部編成に分割制定すべきとの申出があ
り,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。これによって,JIS
B 0176 : 1996は廃止され,JIS B 0176-1〜4に置き換えられる。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS B 0176の規格群には,次に示す部編成がある。
JIS B 0176-1 第1部:タップ
JIS B 0176-2 第2部:ねじ切りダイス
JIS B 0176-3 第3部:チェーザ
JIS B 0176-4 第4部:ねじ転造ダイス
B 0176-4 : 2002
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
ページ
1. 適用範囲 ························································································································ 1
2. 分類 ······························································································································ 1
3. ねじ転造ダイスの名称の呼び方 ·························································································· 1
4. 用語及び定義 ·················································································································· 2
索引 ·································································································································· 20
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0176-4 : 2002
ねじ加工工具用語−
第4部:ねじ転造ダイス
Threading tools−Vocabulary
Part 4 : Thread rolling dies
1. 適用範囲 この規格は,主として金属加工用として一般に用いるねじ転造ダイス(1)に関する用語及び
その定義について規定する。
注(1) 回転又は往復運動をしておねじを転造する工具。ダイスと呼ぶ場合もある。
2. 分類 用語の分類は,次による。
a) ねじ転造ダイスの種類
1) ねじ部材料及び表面処理による分類
2) 構造による分類
3) 機能又は用途による分類
3.1)
製造方法による分類
3.2)
形状による分類
3.3)
用途による分類
3.4)
ねじの種類による分類
b) ねじ転造ダイスの要素
c) ねじ転造ダイスの角
d) ねじ転造ダイスの精度
e) ねじ転造ダイスねじ部の損傷
f)
ねじ転造ダイス一般
3. ねじ転造ダイスの名称の呼び方 ねじ転造ダイスの種類を表す名称は,ねじ部材料及び表面処理,ね
じの種類,構造,用途,形状の順に該当する用語を組み合わせて呼び,製造方法については省略する。ま
た,ねじの種類は呼びに換えてもよい(表1参照)。
2
B 0176-4 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 ねじ転造ダイスの名称の呼び方の例
呼び方
ねじ部材料及び表
面処理
ねじの種類
構造
用途
形状
メートル並目ねじ用ねじ転造
丸ダイス
(合金工具鋼)
メートル並目ね
じ用
(むく) (リード付き)
丸
高速度鋼窒化処理メートル細
目ねじ用逃がし付きねじ転造
平ダイス
高速度(工具)鋼
窒化処理
メートル細目ね
じ用
(むく) 逃がし付き
平
超硬ユニファイ並目ねじ用も
み切りねじ転造平ダイス
超硬(合金)
ユニファイ並目
ねじ用
(むく) もみ切り
平
高速度鋼メートル並目ねじ用
プラネタリねじ転造セグメン
トダイス
高速度(工具)鋼 メートル並目ね
じ用
(むく) プラネタリ
セグメント
備考 括弧を付けたものは,省略してもよい。
4. 用語及び定義 ねじ転造ダイスの用語及びその定義は,次による。
なお,参考のために量記号,単位及び対応英語を示す。
備考1. 用語の一部に括弧を付けてあるものは,括弧の中の用字を省略してもよい。
2. 用語欄で用語の下の括弧付きの仮名書きは,読み方を示す。
3. 用語の定義の中で太字で示す用語は,この規格で規定しているものである。
4. 図は一例を示すものであって,形状及び大きさを表すものではない。
なお,図中の括弧内の数字は,この規格の用語の番号を示す。
a) ねじ転造ダイスの種類
1) ねじ部材料及び表面処理による分類
番号
用語
定義
対応英語(参考)
1101
合金工具鋼(ねじ転
造)ダイス
ねじ部の材料に合金工具鋼を使用したダイス。
alloy tool steel (thread
rolling) dies
1102
高速度(工具)鋼(ね
じ転造)ダイス
ねじ部の材料に高速度工具鋼を使用したダイス。
high speed (tool) steel
(thread rolling) dies
1103
超硬(合金)(ねじ転
造)ダイス
ねじ部の材料に超硬合金(炭化タングステンを主体とし
た焼結体)を使用したダイス。
cemented carbide (thread
rolling) dies,
carbide (thread rolling) dies
1104
コーティング(ねじ
転造)ダイス
ねじ部の材料に窒化チタニウム(チタンナイトライド),
炭化チタニウム(チタンカーバイド)などを表面に一層
又は多層に化学的若しくは物理的に密着させた工具材料
を使用したダイス。
備考 高速度鋼チタンナイトライドコーティングダ
イス,超硬チタンカーバイドコーティングダイ
スなどがある。
coated (thread rolling) dies
1105
窒化処理(ねじ転造)
ダイス
ねじ部の材料の表面に窒化処理を施した工具材料を使用
したダイス。
nitrided (thread rolling)
dies
1106
酸化処理(ねじ転造)
ダイス
ねじ部の材料の表面に酸化処理を施した工具材料を使用
したダイス。
oxidized (thread rolling)
dies
1107
窒化酸化処理(ねじ
転造)ダイス
ねじ部の材料の表面に窒化及び酸化処理を施した工具材
料を使用したダイス。
nitrided and oxidized
(thread rolling) dies
3
B 0176-4 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) 構造による分類
番号
用語
定義
対応英語(参考)
1201
(ねじ転造)むくダ
イス
全体が同一材料からなり,一体となっているダイス。
(thread rolling) solid dies
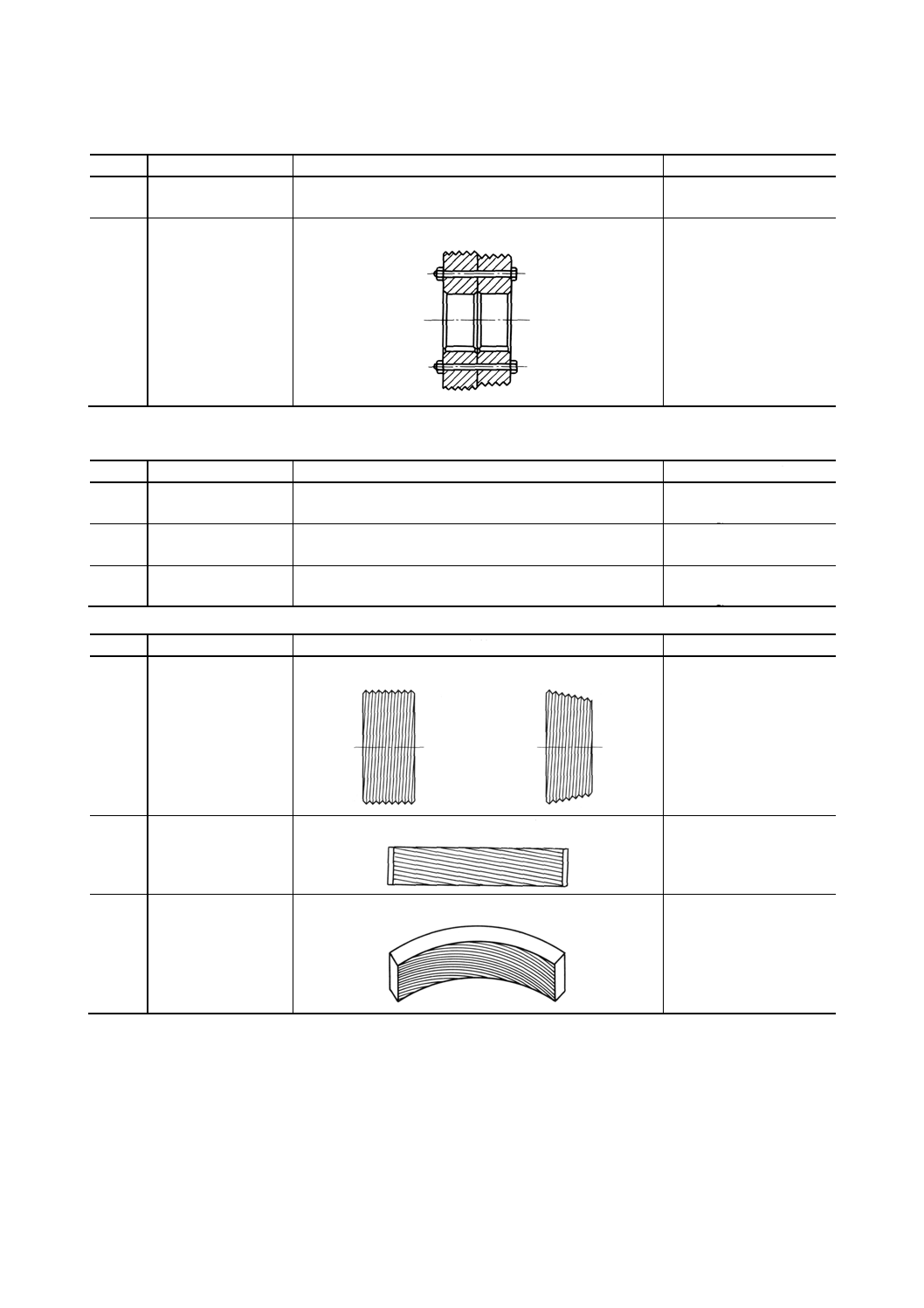
1202
(ねじ転造)組立ダ
イス
複数の部品を組み立てて1個のダイスとしたもの。
(thread rolling) assembly
dies,
(thread rolling) built-up
dies
3) 機能又は用途による分類
3.1)
製造方法による分類
番号
用語
定義
対応英語(参考)
1301
研削(仕上げ)(ねじ
転造)ダイス
ねじ部を研削仕上げしたダイス。
ground (thread) (thread
rolling) dies
1302
切削(仕上げ)(ねじ
転造)ダイス
ねじ部を切削仕上げしたダイス。
cut (thread) (thread rolling)
dies
1303
転造(仕上げ)(ねじ
転造)ダイス
ねじ部を転造仕上げしたダイス。
rolled (thread) (thread
rolling) dies
3.2)
形状による分類
番号
用語
定義
対応英語(参考)
1311
(ねじ転造)丸ダイ
ス
円筒形又は円すい形の外周にねじ形のあるダイス。
(thread rolling) cylindrical
dies
1312
(ねじ転造)平ダイ
ス
平板の片面又は両面にねじ形のあるダイス。
(thread rolling) flat dies
1313
(ねじ転造)セグメ
ントダイス
円弧形の内面にねじ形のあるダイス。
(thread rolling) segment
dies
4
B 0176-4 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.3)
用途による分類
番号
用語
定義
対応英語(参考)
1321
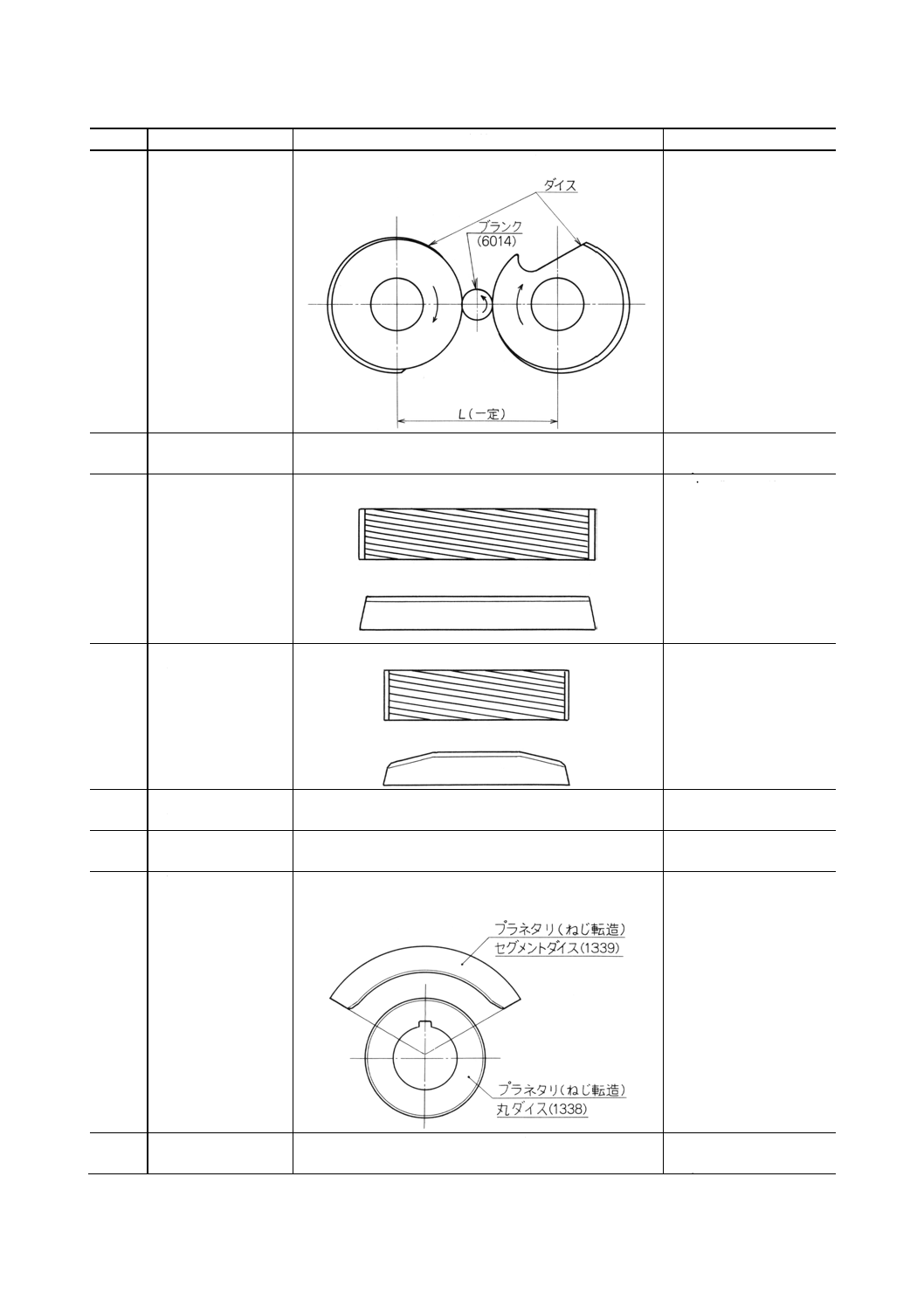
テーパ(ねじ転造)
ダイス
テーパねじを転造するダイス(番号1311の右図参照)。
(thread rolling) taper dies
1322
逃がし付き(ねじ転
造)ダイス
転造されるねじ部品の形状によってねじ部の一部を取り
払ったダイス。
−
1323
もみ切り(ねじ転造)
ダイス
木ねじ又はタッピンねじのように先端をしぼり,切断す
るための刃が付いたダイス。
−
1324
リード付き(ねじ転
造)丸ダイス
ねじ山にリードを付けた丸ダイス(番号1311の左図参
照)。
(thread rolling) cylindrical
helical dies
1325
リードなし(ねじ転
造)丸ダイス
ねじ山にリードを付けない丸ダイス。
(thread rolling) cylindrical
annular dies
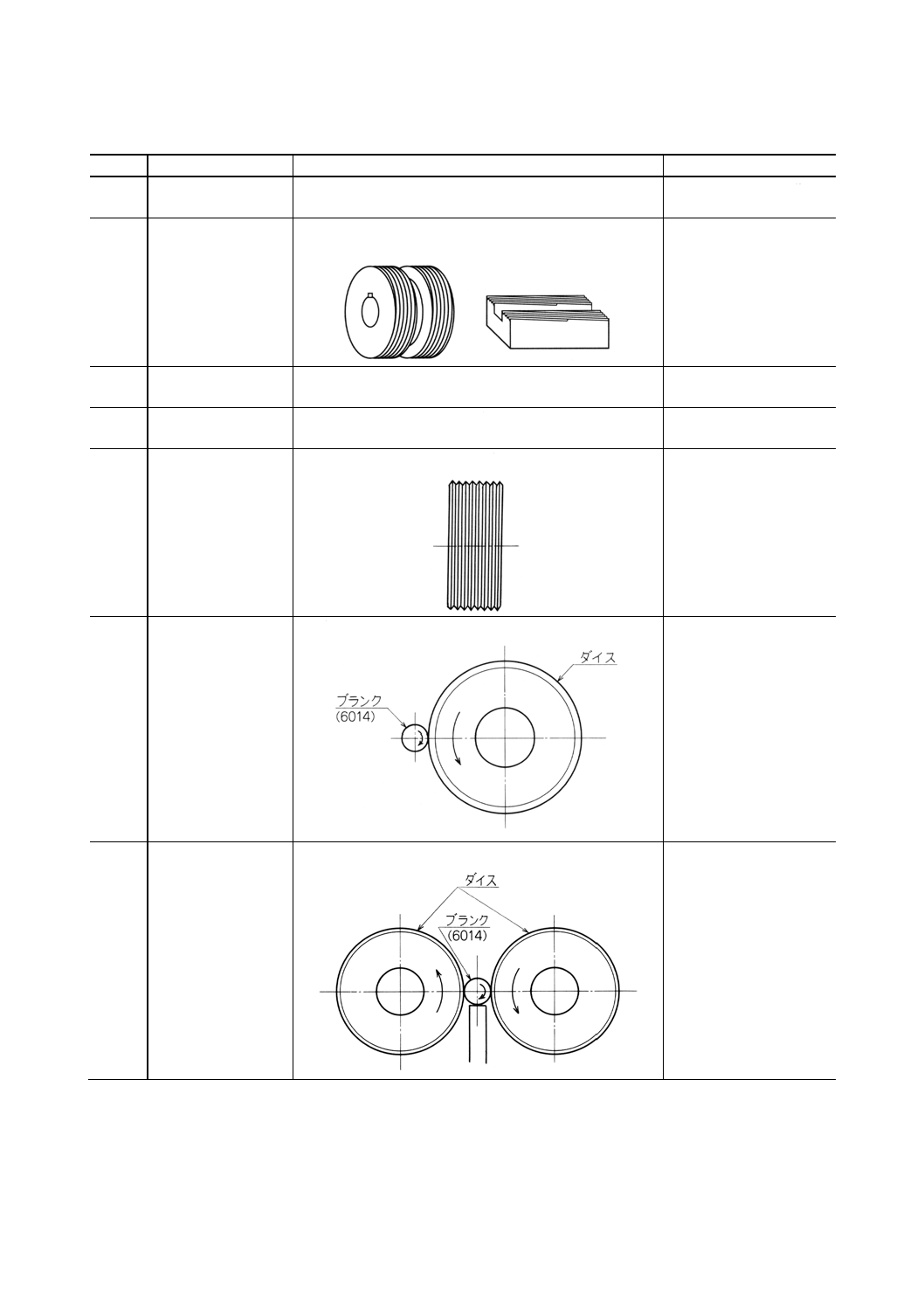
1326
単軸用(ねじ転造)
丸ダイス
丸ダイス1個でねじを転造するもの。
−
1327
二軸用(ねじ転造)
丸ダイス
丸ダイス2個でねじを転造するもの。
−
5
B 0176-4 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
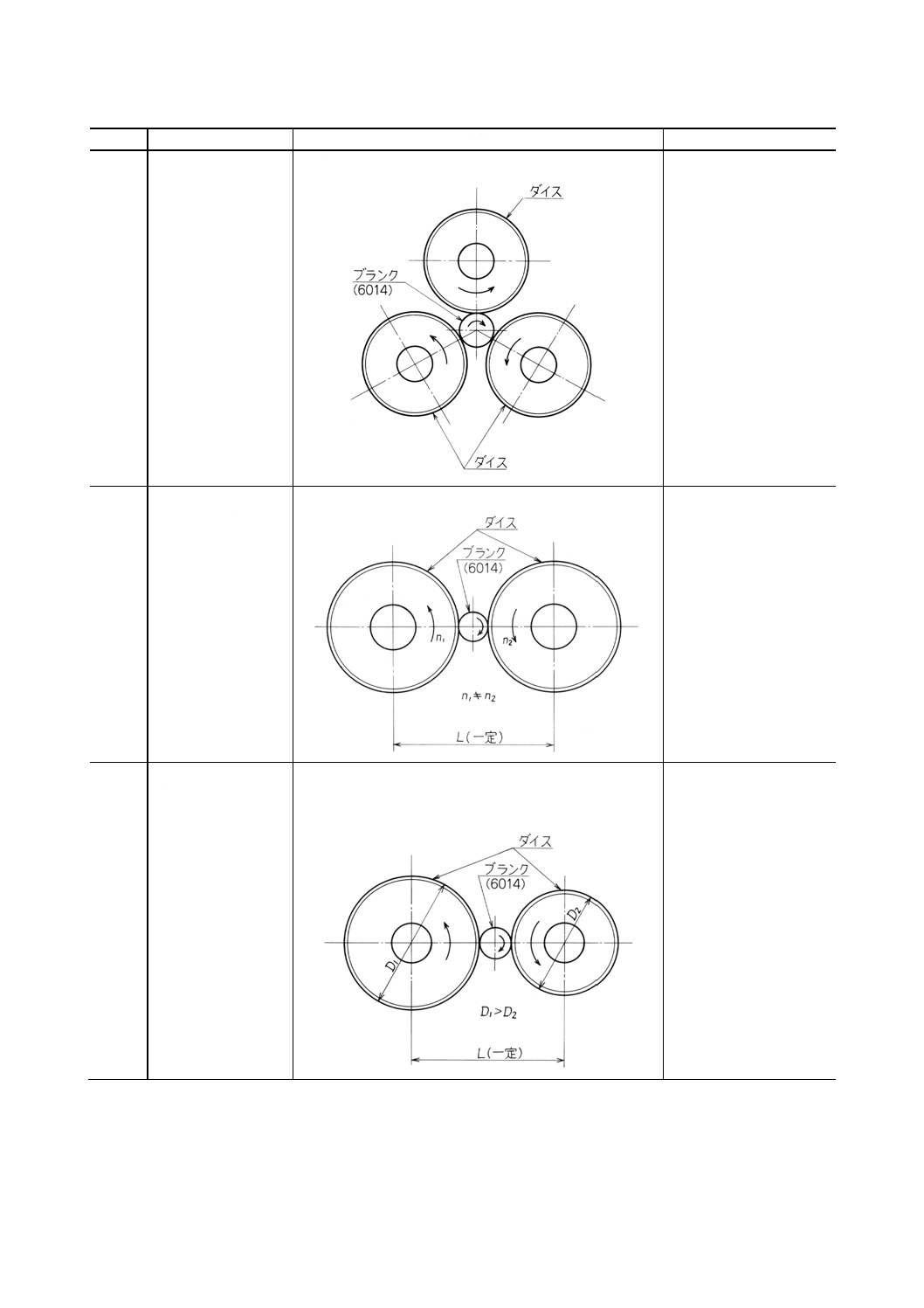
1328
三軸用(ねじ転造)
丸ダイス
丸ダイス3個でねじを転造するもの。
−
1329
差速式転造盤用(ね
じ転造)丸ダイス
差速式転造盤に用いる丸ダイス。
cylindrical dies for
differential thread rolling
machine
1330
異径(ねじ転造)丸
ダイス
径の異なる一組の丸ダイス。
備考 差速式転造盤を用いないで同じ目的に使用す
るもの。
−
6
B 0176-4 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1331
欠円(ねじ転造)丸
ダイス
ねじ部の一部に逃げが付いている丸ダイス。
−
1332
通し用(ねじ転造)
丸ダイス
通し転造に用いる丸ダイス。
through feed rolling
cylindrical dies
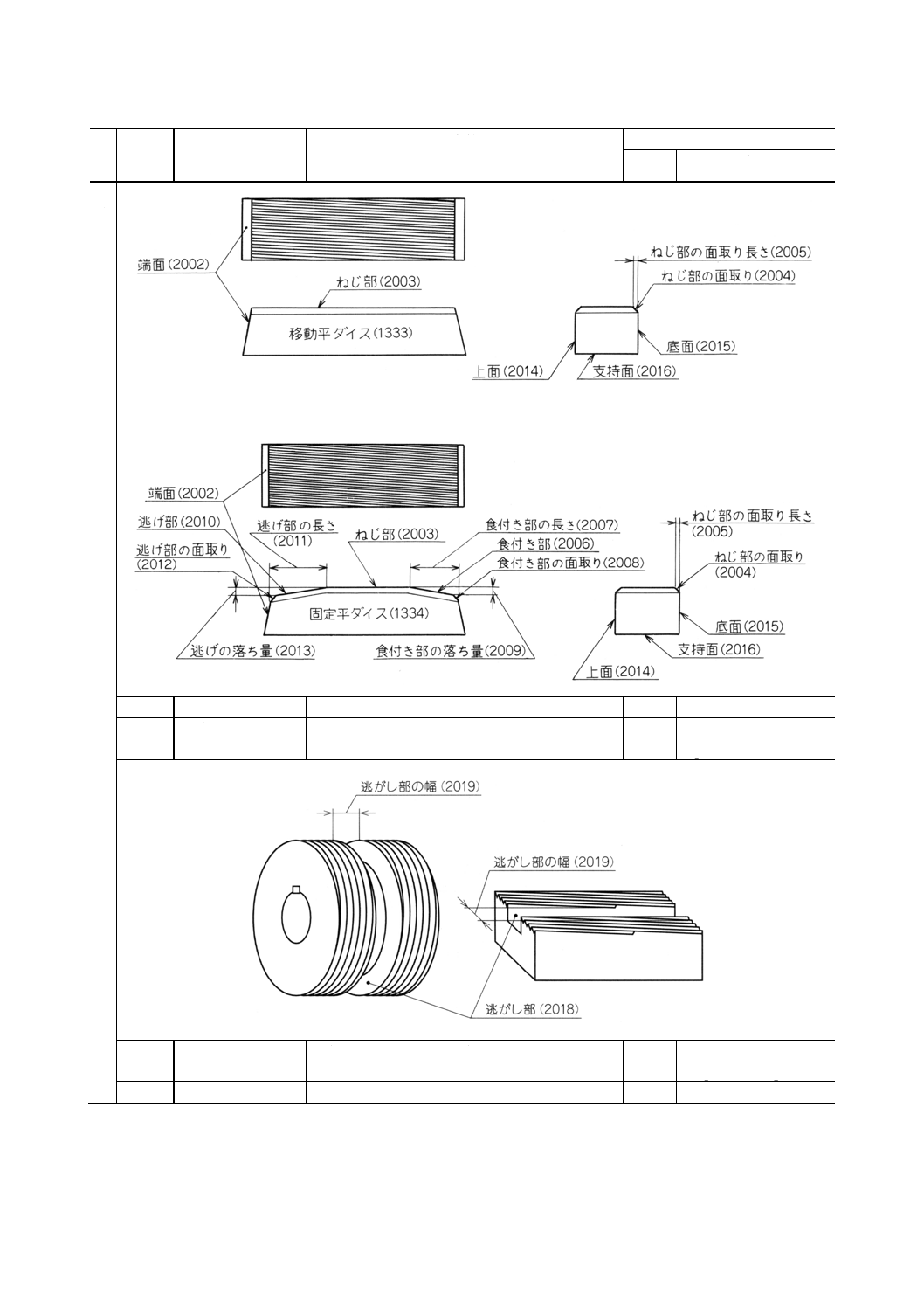
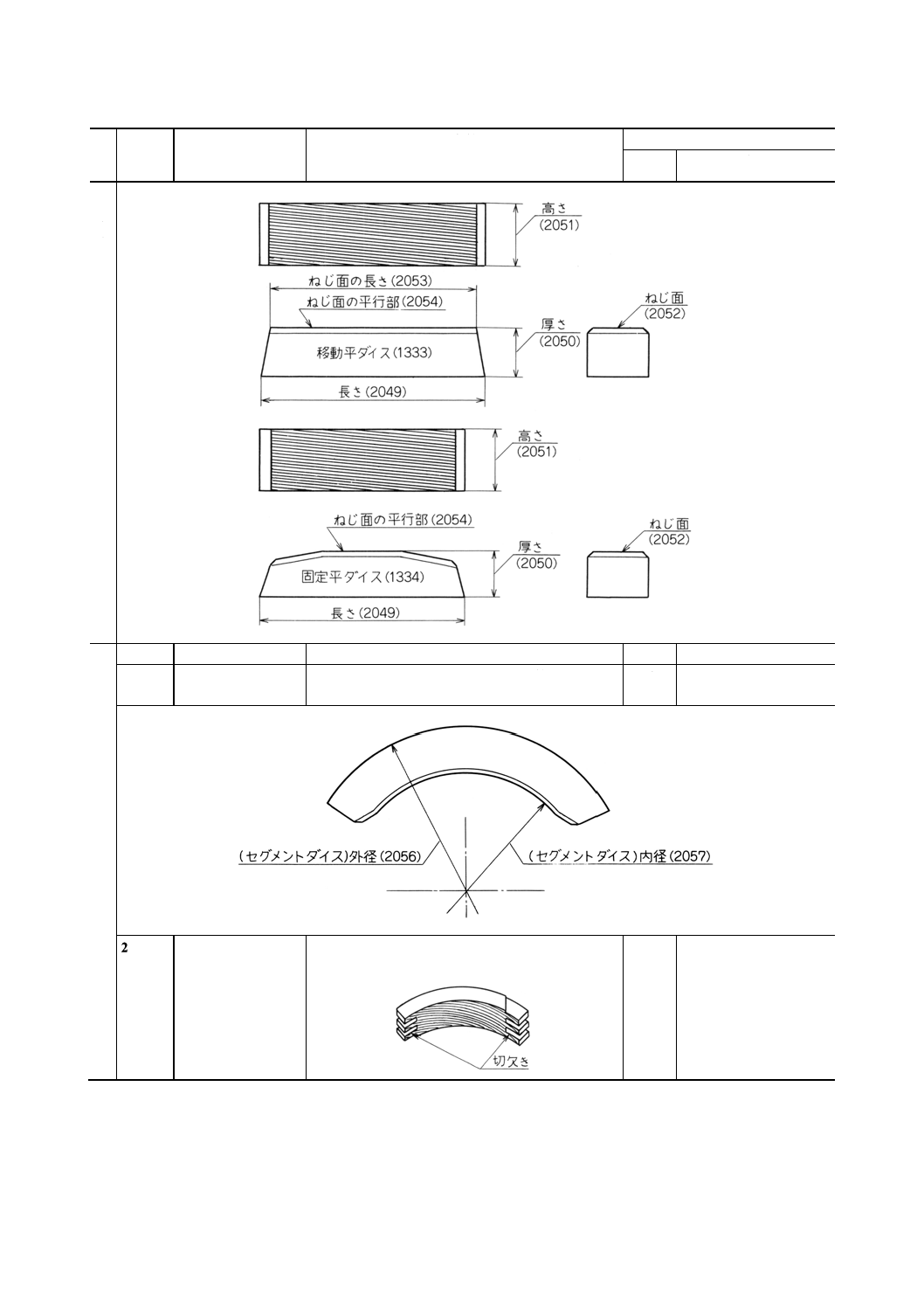
1333
移動(ねじ転造)平
ダイス
転造盤の移動側に取り付ける平ダイス。
moving flat dies (for thread
rolling)
1334
固定(ねじ転造)平
ダイス
転造盤の固定側に取り付ける平ダイス。
stationary flat dies (for
thread rolling)
1335
片面(ねじ転造)平
ダイス
ねじ部が片面だけにある平ダイス。
thread rolling flat dies
1336
両面(ねじ転造)平
ダイス
ねじ部が両面にある平ダイス。
thread rolling duplex flat
dies
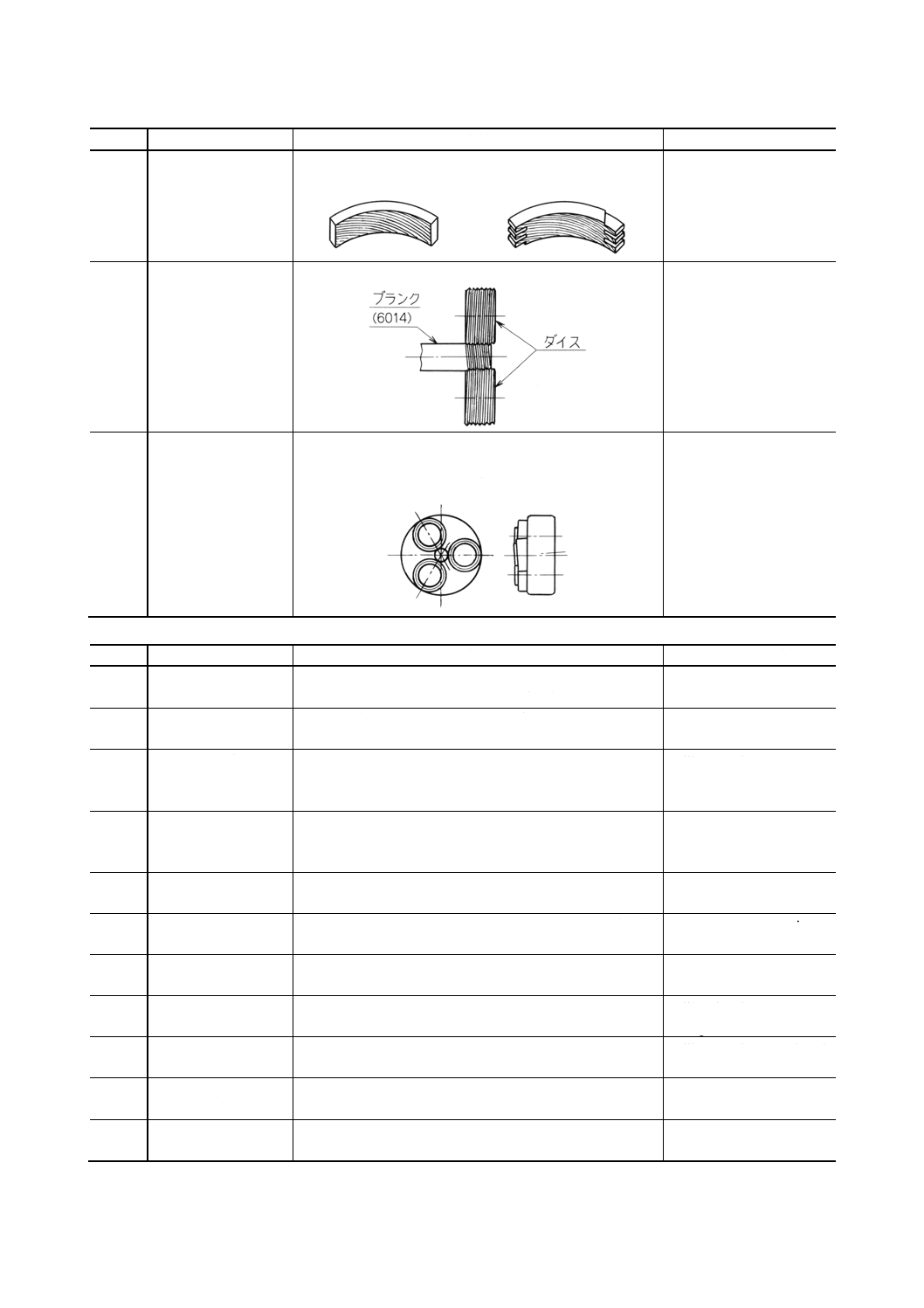
1337
プラネタリ(ねじ転
造)ダイス
丸ダイスとセグメントダイスとを組としてプラネタリね
じ転造盤に用いるダイス。
(thread rolling) planetary
dies
1338
プラネタリ(ねじ転
造)丸ダイス
プラネタリねじ転造盤に用いる丸ダイス(番号1337参
照)。
(thread rolling) planetary
cylindrical dies
7
B 0176-4 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1339
プラネタリ(ねじ転
造)セグメントダイ
ス
プラネタリねじ転造盤に用いるセグメントダイス(番号
1337参照)。切欠き付きと切欠きなしタイプとがある。
(thread rolling) planetary
segment dies
1340
ねじ転造ヘッド用ダ
イス
ねじ転造ヘッドに用いる丸ダイス。
cylindrical dies for thread
rolling head
1341
丸こまローリングダ
イス
丸ダイス3個をダイスホルダに装着し自動盤で転造する
もの。
備考 主として小径ねじ加工に用いる。
−
3.4)
ねじの種類による分類
番号
用語
定義
対応英語(参考)
1351
メートル並目ねじ用
(ねじ転造)ダイス
メートル並目ねじの転造に用いるダイス(JIS B 0205-1,
JIS B 0205-4, JIS B 4501, JIS B 4502参照)。
rolling dies for metric
coarse thread
1352
メートル細目ねじ用
(ねじ転造)ダイス
メートル細目ねじの転造に用いるダイス(JIS B 0205-1,
JIS B 0205-4, JIS B 4501, JIS B 4502参照)。
rolling dies for metric fine
thread
1353
ユニファイ並目ねじ
用(ねじ転造)ダイ
ス
ユニファイ並目ねじの転造に用いるダイス(JIS B 0206
参照)。
rolling dies for unified
coarse thread
1354
ユニファイ細目ねじ
用(ねじ転造)ダイ
ス
ユニファイ細目ねじの転造に用いるダイス(JIS B 0208
参照)。
rolling dies for unified fine
thread
1355
管用平行ねじ用(ね
じ転造)ダイス
管用平行ねじの転造に用いるダイス(JIS B 0202参照)。 rolling dies for parallel pipe
thread
1356
管用テーパねじ用
(ねじ転造)ダイス
管用テーパねじの転造に用いるダイス(JIS B 0203参照)。 rolling dies for taper pipe
thread
1357
ミニチュアねじ用
(ねじ転造)ダイス
ミニチュアねじの転造に用いるダイス(JIS B 0201参照)。 rolling dies for miniature
screw thread
1358
メートル台形ねじ用
(ねじ転造)ダイス
メートル台形ねじの転造に用いるダイス(JIS B 0216参
照)。
rolling dies for metric
trapezoidal thread
1359
自転車ねじ用(ねじ
転造)ダイス
自転車ねじの転造に用いるダイス(JIS B 0225参照)。
rolling dies for cycle thread
1360
タッピンねじ用(ね
じ転造)ダイス
タッピンねじの転造に用いるダイス(JIS B 1115, JIS B
1122, JIS B 1123参照)。
rolling dies for tapping
screw thread
1361
木ねじ用(ねじ転造)
ダイス
木ねじの転造に用いるダイス(JIS B 1112, JIS B 1135参
照)。
rolling dies for wood screw
theread
8
B 0176-4 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) ねじ転造ダイスの要素
区
分
番号
用語
定義
参考
量記号
対応英語
共
通
2001
呼び
ねじの種類を表す記号,呼び径を表す数字及びピ
ッチ又は山数で表す。
例 M8, M8×1, 1/2-13UNC, G1/8
−
nominal designation,
nominal size
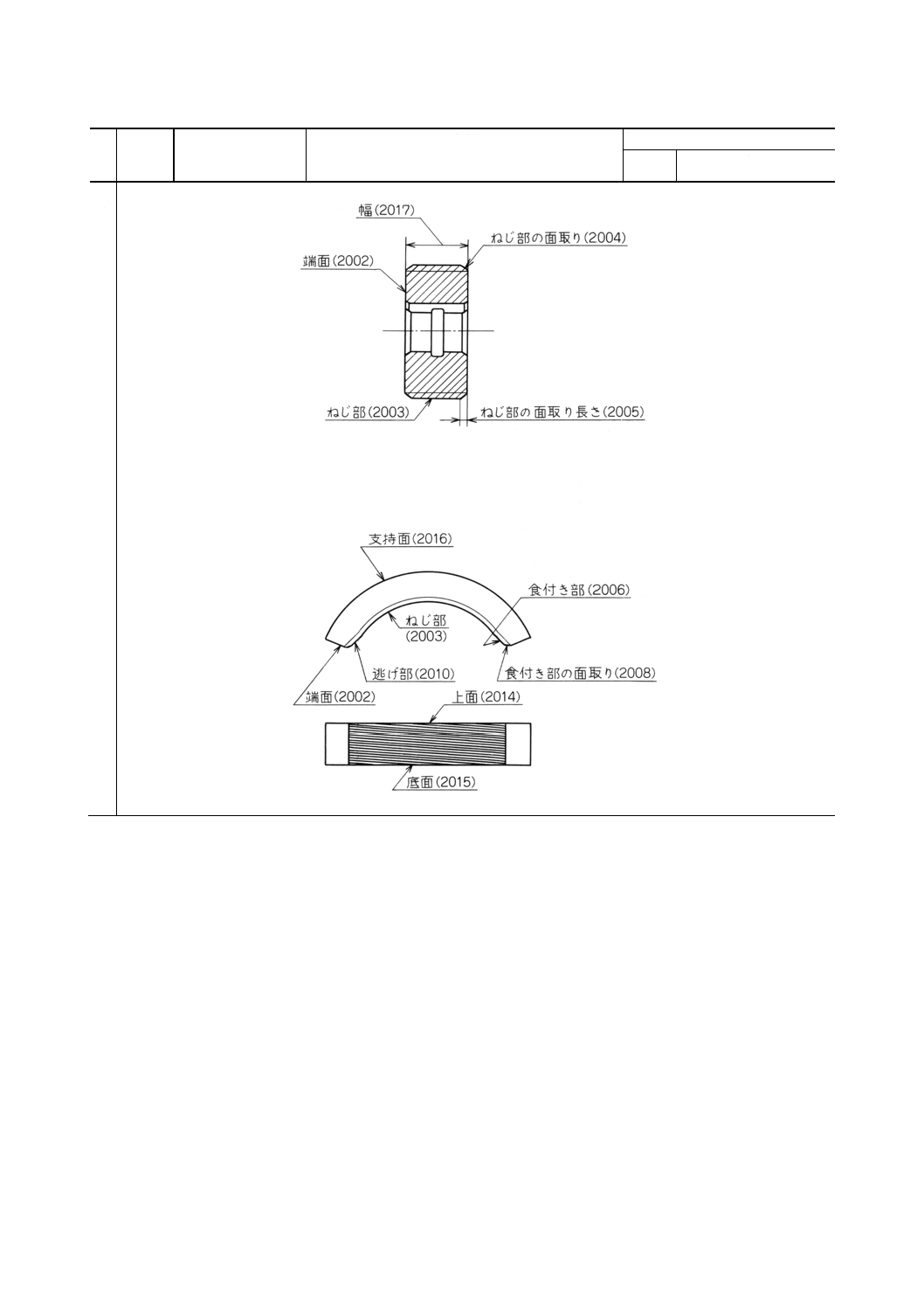
2002
端面
(たんめん)
丸ダイスの側面並びに平ダイス及びセグメントダ
イスの長手方向の端の面。
−
end face
2003
ねじ部
食付き部を含んだねじ山のある部分。
−
thread part
2004
ねじ部の面取り
丸ダイスのねじ部を両端のテーパ面又は,平ダイ
ス及びセグメントダイスの上面及び底面がねじ面
と交わるかどの傾斜面。
−
chamfer of thread
2005
ねじ部の面取り長
さ
ねじ部の面取り部の端面からの長さ,又は上面及
び底面からの長さ。
c
chamfer length of thread
2006
食付き部
ブランクがダイスの間に容易に食い付くように,
ブランクの入り側のねじ面に傾きを付けた部分。
−
lead in,
roll on
2007
食付き部の長さ
端面からの食付き部の長さ。
lc
length of lead in
2008
食付き部の面取り
食付き部と端面とが交わるかどの傾斜面。
−
chamfer of lead in
2009
食付き部の落ち量
食付き部の始めと終わりの高さの差。
Sc
drop of lead in
2010
逃げ部
転造されたねじがダイスから容易に排出できるよ
うに出口側のねじ面に傾きを付けた部分。
−
run off,
roll off
2011
逃げ部の長さ
端面からの逃げ部の長さ。
lr
length of run off
2012
逃げ部の面取り
逃げ部と端面とが交わるかどの傾斜面。
−
chamfer of run off
2013
逃げの落ち量
逃げ部の始めと終わりの高さの差。
Sr
drop of run off
2014
上面
ダイスを取り付けたとき上になる面。
−
top face
2015
底面
ダイスを取り付けたとき下になる面。
−
bottom face
2016
支持面
ねじ面の反対の面。
−
back face
2017
幅
丸ダイス又はセグメントダイスにおいて転造され
るねじの軸方向に測ったダイスの長さ。
W
width
9
B 0176-4 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
区
分
番号
用語
定義
参考
量記号
対応英語
共
通
10
B 0176-4 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
区
分
番号
用語
定義
参考
量記号
対応英語
共
通
2018
逃がし部
ねじ部においてねじ山を取り払った部分。
−
recess of thread portion
2019
逃がし部の幅
転造されるねじの軸方向に測った逃がし部の幅。
Rw
recess width of thread
portion
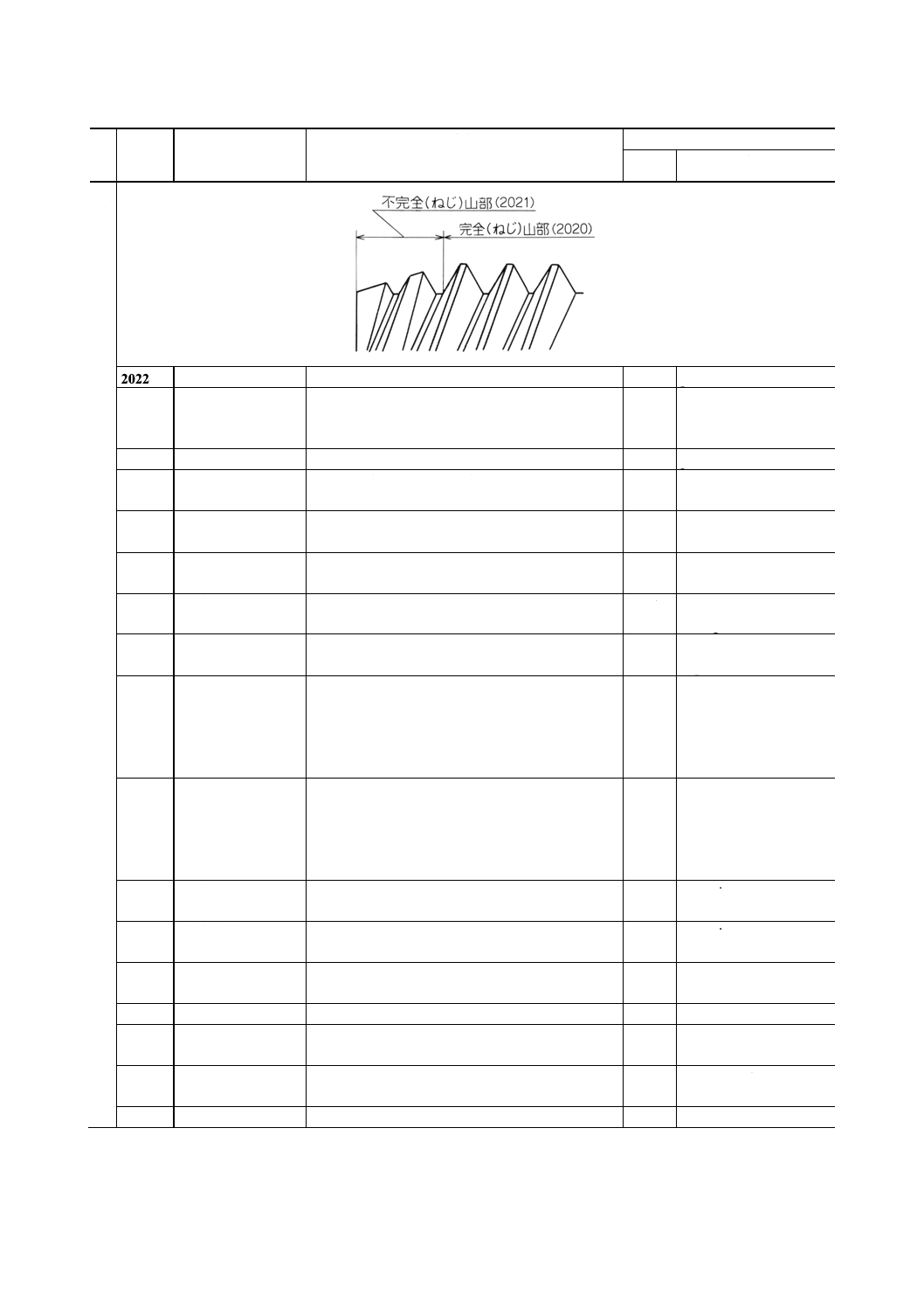
2020
完全(ねじ)山部
完全なねじ山の形をもつ部分。
−
full thread part,
complete thread portion
2021
不完全(ねじ)山部 完全なねじ山の形をもたない部分。
−
incomplete thread portion
11
B 0176-4 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
区
分
番号
用語
定義
参考
量記号
対応英語
共
通
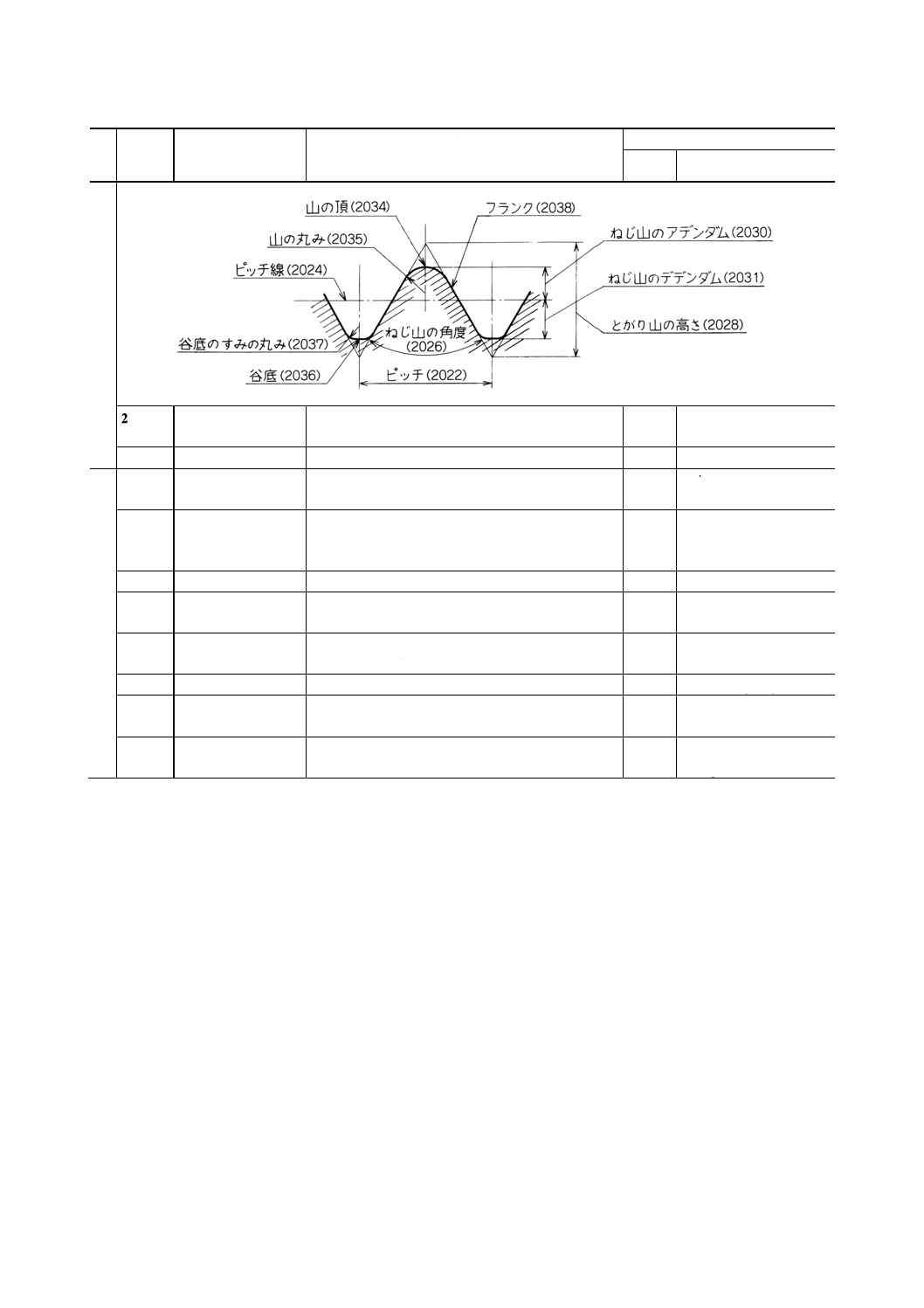
2022
ピッチ
転造されるねじのピッチに対応するピッチ。
P
pitch
2023
(25.4 mmにつき)
山数
(やますう)
25.4mmをピッチで割った値(JIS B 0101参照)。
n
threads per inch
2024
ピッチ線
転造されるねじのピッチ線に対応する線。
−
pitch line
2025
基準山形
ねじ山の実際の断面形を定めるための基準となる
理論上のねじ山形状。
−
basic profile
2026
ねじ山の角度
転造されるねじのねじ山の角度に対応するねじ山
の角度。
α
included angle of thread
2027
山の半角
対称断面形のねじ山におけるフランク角。ねじ山
の角度の半分に等しい。
α/2
half angle of thread
2028
とがり山の高さ
とがり三角形の高さ(JIS B 0101参照)。
H
fundamental triangle
height
2029
基準山の高さ
基準山形における山の高さ。
Hl
height of basic thread
profile
2030
ねじ山のアデンダ
ム
ピッチ線から山の頂までのねじ山の高さ(JIS B
4501,JIS B 4502参照)。
備考 ねじ山形によってねじ部の精度が決め
られるので,そのねじ山形の状態を表
すのに用いるもの。
−
addendum of thread
2031
ねじ山のデデンダ
ム
ピッチ線から谷底までのねじ山の高さ(JIS B
4501,JIS B 4502参照)。
備考 ねじ山形によってねじ部の精度が決め
られるので,そのねじ山形の状態を表
すのに用いるもの。
−
dedendum of thread
2032
アデンダムの基準
寸法
ねじ山のアデンダムの基準の高さ。
ha
basic size of addendum
2033
デデンダムの基準
寸法
ねじ山のデデンダムの基準の高さ。
hd
basic size of dedendum
2034
山の頂
(やまのいただき)
ねじ山の両側のフランクを連絡する面(JIS B
0101参照)。
−
crest
2035
山の丸み
山の頂に円弧部があるとき,その半径。
−
crest radius
2036
谷底
ねじ溝の両側のフランクを連絡する面(JIS B
0101参照)。
−
root
2037
谷底のすみの丸み
谷底とねじ溝の両側のフランクとが交わる位置の
丸み。
−
corner roundness of thread
root
2038
フランク
山の頂と谷底とを連絡する面。
−
flank
12
B 0176-4 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
区
分
番号
用語
定義
参考
量記号
対応英語
共
通
2039
条数
(ねじ転造)丸ダイス及びプラネタリ(ねじ転造)
ダイスにおける円周上のねじの切り口の数。
N
number of starts
2040
リード
転造されるねじのリードに対応するリード。
−
lead
丸
ダ
イ
ス
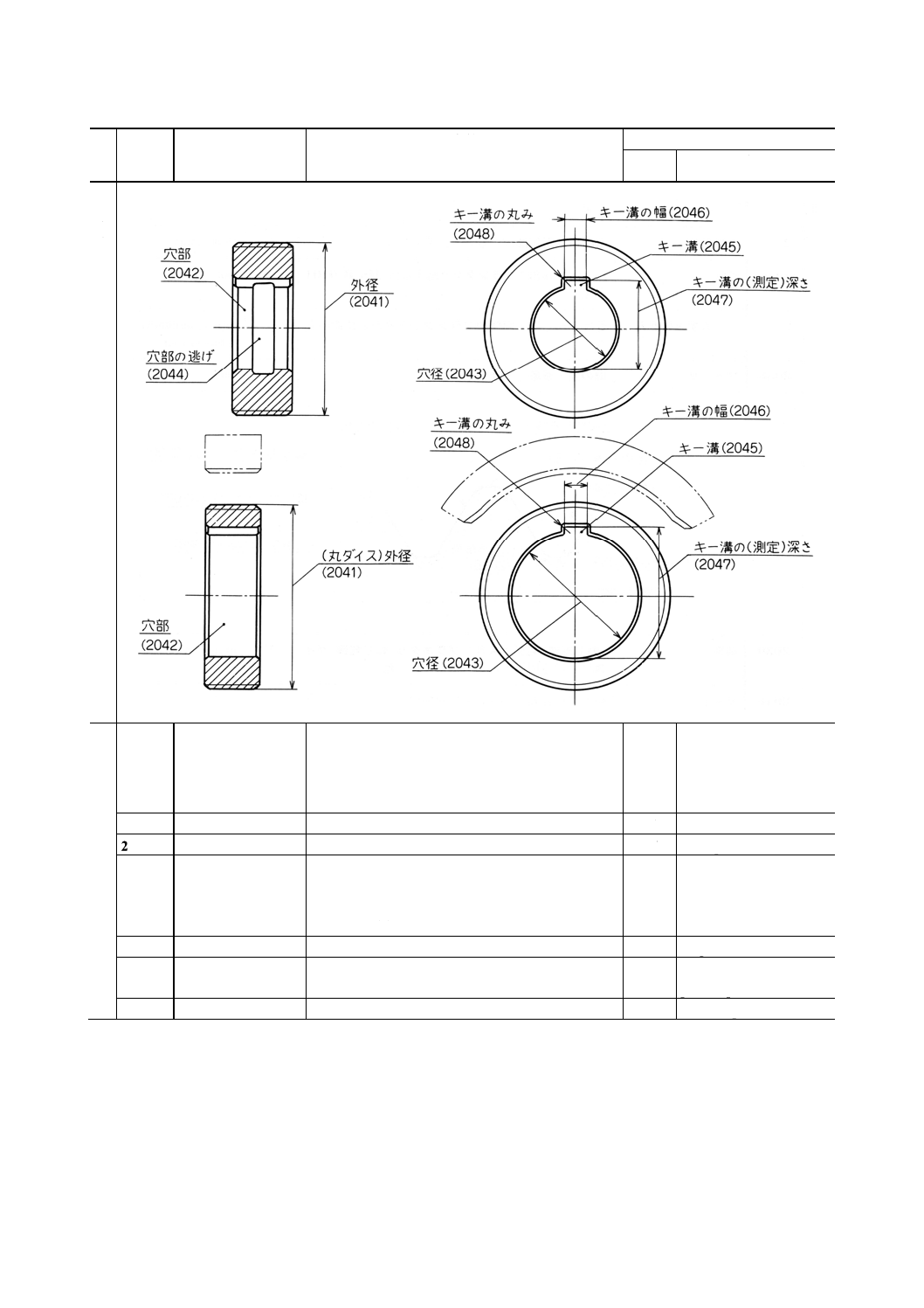
2041
外径
ねじの山の頂に接する仮想的な円筒(又は円すい)
の直径。
D
major diameter
2042
穴部
ダイスをアーバに取り付けるための穴。
備考 キー溝付きとキー溝がないものとがあ
る。
−
hole
2043
穴径
ダイスの穴の径。
d
hole diameter
2044
穴部の逃げ
ダイスとアーバとのはめあいをよくするために,
ダイスの穴部に逃がしを付けた部分。
−
hole recess
2045
キー溝
ダイスをアーバに保持するために穴部に設けられ
たキーが入る溝。
−
key way
2046
キー溝の幅
キー溝の幅。
F
width of key way
2047
キー溝の(測定)深
さ
キー溝の底とこれと反対側の穴部内面との距離。
E
depth of key way
2048
キー溝の丸み
キー溝の底の両すみにある丸み。
r
corner roundness of key
way
13
B 0176-4 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
区
分
番号
用語
定義
参考
量記号
対応英語
丸
ダ
イ
ス
平
ダ
イ
ス
2049
長さ
両端面間の最大距離。
Lm
Ls
die length,
overall length
2050
厚さ
ねじ面から支持面までの距離。
T
die thickness
2051
高さ
上面から底面までの距離。
W
die depth
2052
ねじ面
ねじ部の面。
備考 寸法又は測定の基準とする場合には,
一般にねじの山の頂を連ねる仮想線を
用いる。
−
die face
2053
ねじ面の長さ
ねじ面の両手方向の長さ。
−
length of die face
2054
ねじ面の平行部
ねじ面において支持面に平行な部分。
−
dwell,
parallel part of die face
2055
ねじ面の高さ
上面から底面に向かって測ったねじ面の幅。
lt
thread depth
14
B 0176-4 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
区
分
番号
用語
定義
参考
量記号
対応英語
平
ダ
イ
ス
セ
グ
メ
ン
ト
ダ
イ
ス
2056
外径
支持面の直径。
Ds
outside diameter
2057
内径
ねじ山の山の頂に接する仮想的な円筒(又は円す
い)の直径。
ds
inside diameter
2058
切欠き
ブランクを送り込むためのフィードホイールが入
る溝。
−
−
15
B 0176-4 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) ねじ転造ダイスの角
区
分
番号
用語
定義
参考
量記号
対応英語
共
通
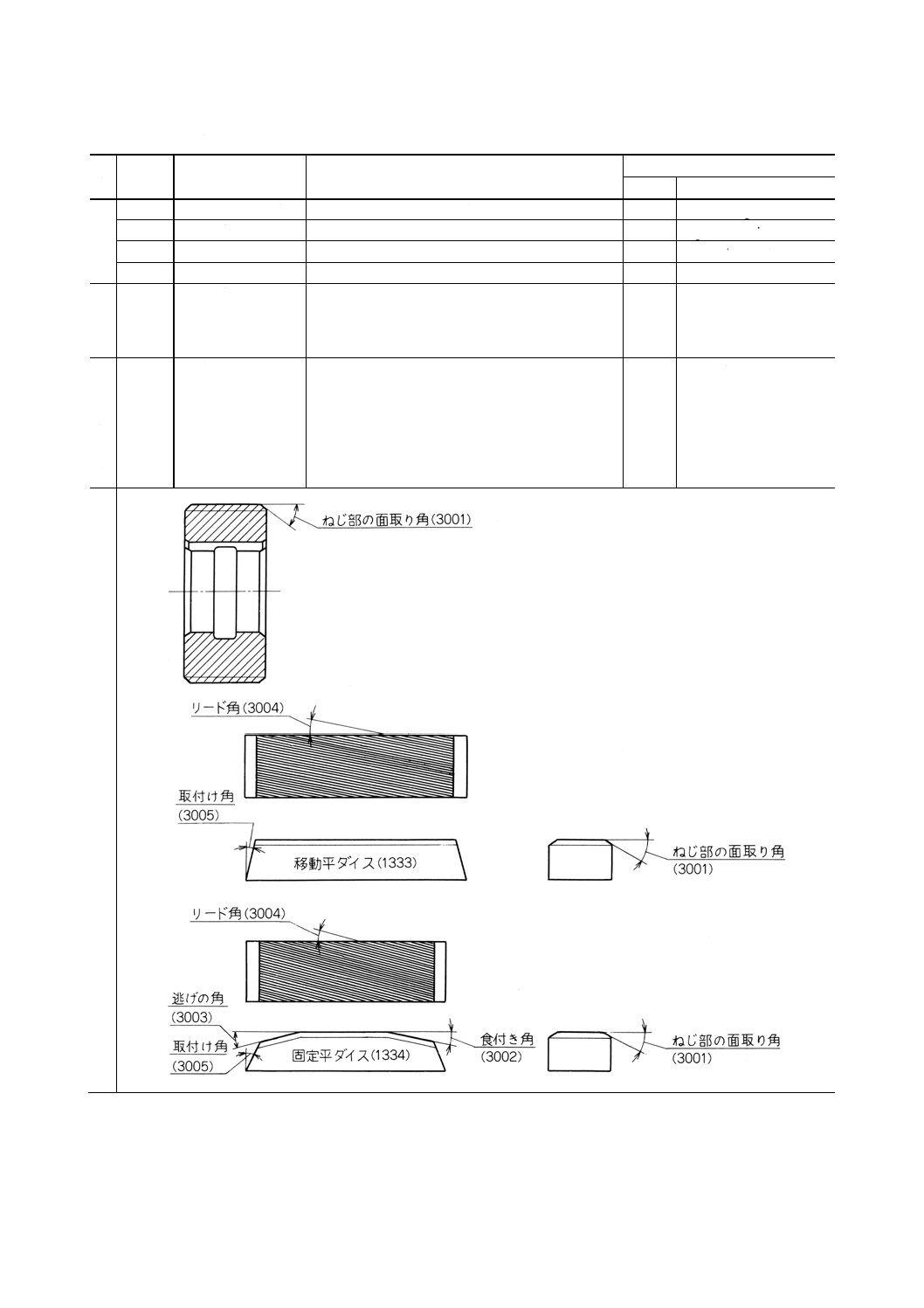
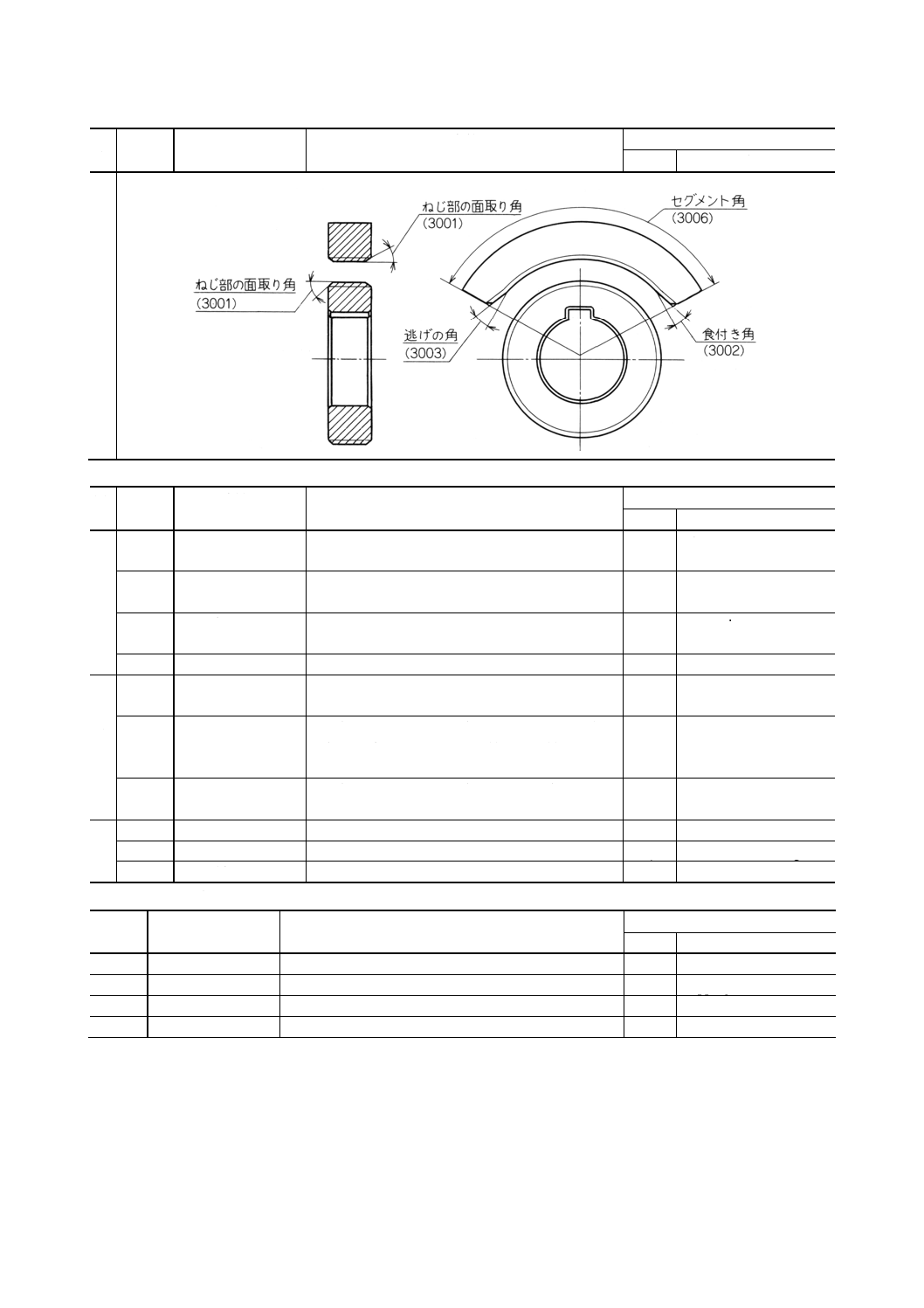
3001
ねじ部の面取り角
ねじ面と面取りされた傾斜面とがなす角。
κc
chamfer angle of thread
3002
食付き角
食付き部と支持面とがなす角。
κ
angle of lead in
3003
逃げの角
逃げ部と支持面とがなす角。
δ
angle of run off
3004
リード角
転造されるねじのリード角に対応する角。
β
lead angle
平
ダ
イ
ス
3005
取付け角
支持面及び底面に直交する面と端面とがなす角。
θc
clamping angle,
holding angle
セ
グ
メ
ン
ト
ダ
イ
ス
3006
セグメント角
円弧径の中心角。
θs
segment angle
16
B 0176-4 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
区
分
番号
用語
定義
参考
量記号
対応英語
d) ねじ転造ダイスの精度
区
分
番号
用語
定義
参考
量記号
対応英語
共
通
4001
等級
ねじ部の精度などの公差によって区分される精度
特性。
−
tolerance class
4002
ねじ部の精度
ねじ山のアデンダム,デデンダムの許容差,ピッ
チの許容差及び山の半角の許容差による精度。
−
accuracy of thread
4003
漸進ピッチ誤差
単一ピッチ誤差が常に正又は負の傾向をもつピッ
チ誤差。
−
progressive pitch error
4004
幅の相互差
一組のダイスの幅の差。
−
丸
ダ
イ
ス
4005
外径,有効径及び谷
の径の相互差
一組のダイスの外径,有効径及び谷の径のそれぞ
れの寸法の差。
−
4006
ねじ外径部の振れ
穴の軸心を基準にして回転したときのねじ外径部
の軸直角方向の半径寸法の最大値と最小値との
差。
−
run out on thread part
4007
端面の振れ
穴の軸心を基準にして回転したときの軸に垂直な
面から端面までの寸法の最大値と最小値との差。
−
run out on end face
平
ダ
イ
ス
4008
高さの相互差
一組のダイスの高さの差。
−
4009
リード角の許容差
リード角に対して定められた許容差。
Tβ
tolerance on lead angle
4010
リード角の相互差
一組のダイスのリード角の差。
−
e) ねじ転造ダイスねじ部の損傷
番号
用語
定義
参考
量記号
対応英語
5001
摩耗
ねじ部に生じた漸進的な減耗。
−
wear
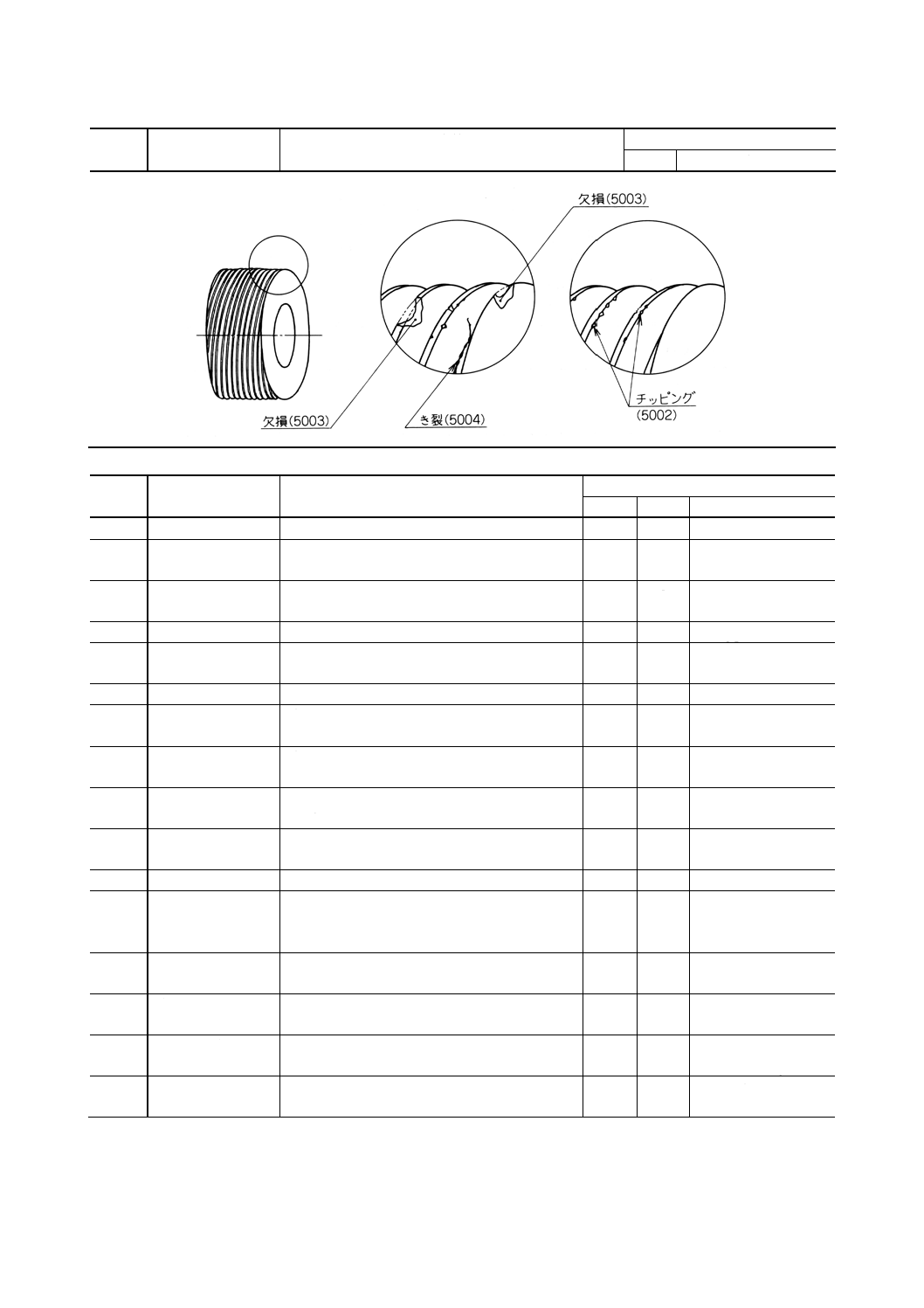
5002
チッピング
ダイスのねじ山の頂に生じた小さな欠け。
−
chipping
5003
欠損
ねじ部に生じた大きな欠け。
−
−
5004
き裂
ねじ部に生じた割れ。
−
crack
17
B 0176-4 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
f)
ねじ転造ダイス一般
番号
用語
定義
参考
量記号 単位
対応英語
6001
ねじ転造
ねじ転造ダイスでおねじを加工すること。
−
−
thread rolling
6002
(ねじ)転造盤
ねじ転造ダイスを用いて,おねじを転造する機
械。
−
−
thread rolling machine
6003
転造時間
転造加工で1個の製品を仕上げる時間。
備考 一般に秒で表す。
t
s
rolling time
6004
転造圧力
転造加工する場合に要する最大圧力。
Pt
Pa
rolling pressure
6005
転造速度
転造加工する際の周速度。
Vc
m/s,
m/min
rolling speed
6006
転がり数
ブランクが転造加工中に回転する数。
ν
−
−
6007
押し付け転造
ブランクの中心に向かってダイスを近づけて行
う転造法。
−
−
plunge rolling
6008
通し転造
ブランクを軸方向に移動させて製品を仕上げる
転造法。
−
−
through feed rolling
6009
完全転造
ダイスのねじ山の形が完全に製品に移されるよ
うな転造法。
−
−
−
6010
不完全転造
転造されるねじの山の頂をダイスのねじ山の谷
底まで盛り上げない転造法。
−
−
−
6011
歩き
転造加工中に製品が軸方向に動くこと。
−
−
−
6012
滑り止め
ブランクが滑らずに転造できるようにしたダイ
スの粗面加工。一般に液体ホーニング仕上げさ
れる。
−
−
−
6013
ピッチ合わせ
規定のねじが転造されるように対応するダイス
のねじ山の位相合わせ。
−
−
rolling dies phase
adjusting
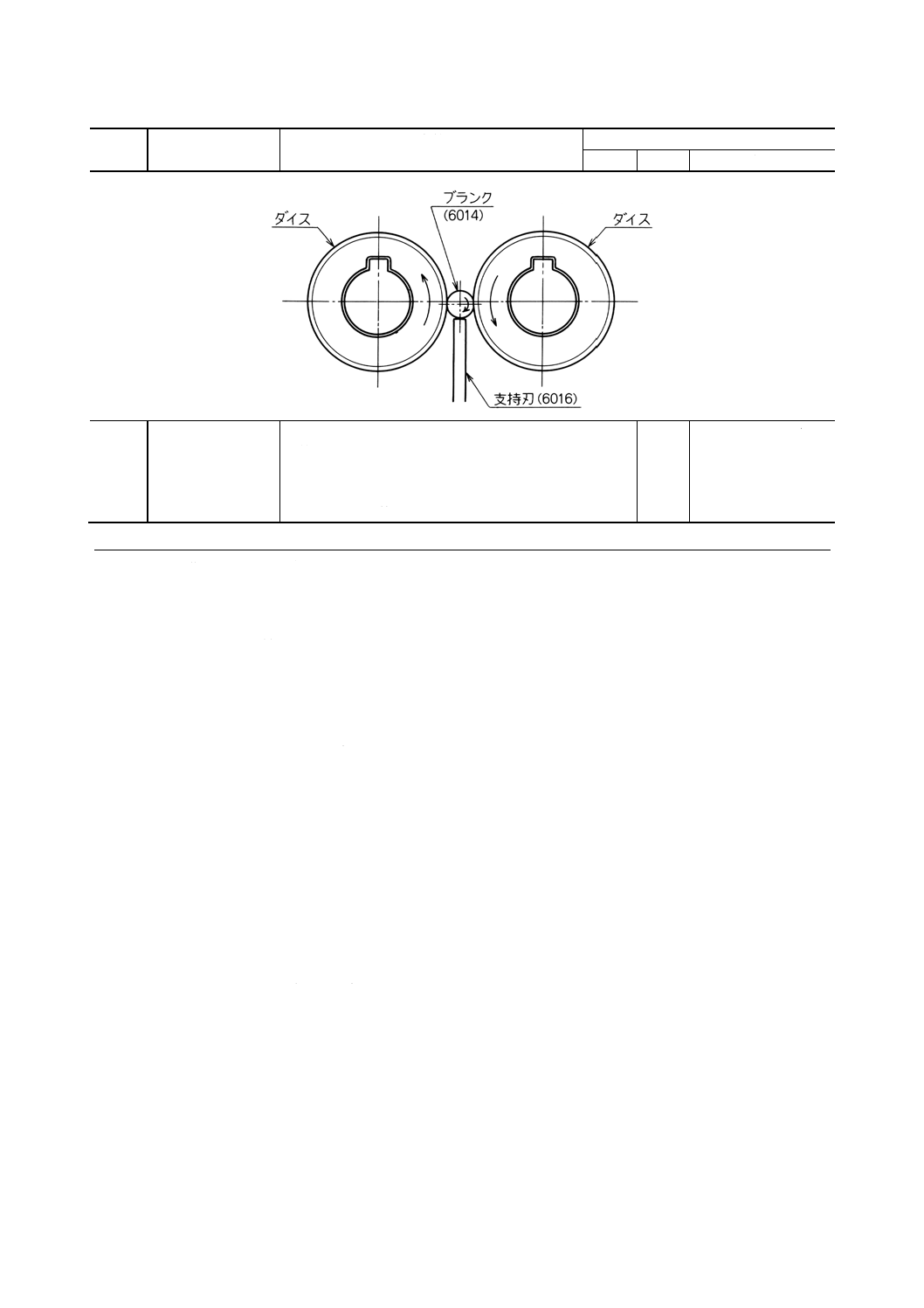
6014
ブランク
材料から切削又は塑性加工した,ねじのない中
間製品。
−
−
blank
6015
ねじ転造ブランク
径
おねじを転造する前の中間製品の直径。
dk
mm
blank diameter before
thread rolling
6016
支持刃
転造盤の支持台に取り付け,ブランクを直接支
える板。
−
−
work rest
18
B 0176-4 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号 単位
対応英語
6017
標準のはめあい長
さ
製品の実際のはめあいの長さと関係なく,公差
を算出するとき,基準とするはめあいの長さ
(JIS B 0101参照)。
備考 通りねじゲージの長さと一致させる
のが普通である。
−
−
reference length of
(thread) engagement
関連規格 JIS B 0101 ねじ用語
JIS B 0201 ミニチュアねじ
JIS B 0202 管用平行ねじ
JIS B 0203 管用テーパねじ
JIS B 0205-1 一般用メートルねじ−第1部:基準山形
JIS B 0205-4 一般用メートルねじ−第4部:基準寸法
JIS B 0206 ユニファイ並目ねじ
JIS B 0208 ユニファイ細目ねじ
JIS B 0216 メートル台形ねじ
JIS B 0225 自転車ねじ
JIS B 1112 十字穴付き木ねじ
JIS B 1115 すりわり付きタッピンねじ
JIS B 1122 十字穴付きタッピンねじ
JIS B 1123 六角タッピンねじ
JIS B 1135 すりわり付き木ねじ
JIS B 4501 ねじ転造丸ダイス
JIS B 4502 ねじ転造平ダイス
19
B 0176-4 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業標準調査会標準部会 機械要素技術専門委員会 構成表
氏名
所属
(委員会長)
大 園 成 夫
東京電機大学工学部
(委員)
加 藤 伸 一
社団法人自動車技術会
川 口 俊 充
日本工具工業会
黒 澤 富 蔵
産業技術総合研究所
桑 田 浩 志
有限会社桑田設計標準化研究所
清 水 雄 輔
社団法人日本バルブ工業会
庄 野 敏 臣
社団法人日本工作機械工業会
筒 井 康 賢
産業技術総合研究所
真 弓 透
社団法人日本ベアリング工業会
丸 山 一 男
工学院大学機械工学科
望 月 正 紀
社団法人日本ねじ工業協会