B 0176-2 : 2002
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本工具工業会 (JSCTA) /財団法人日本規
格協会 (JSA) から工業標準原案を具して日本工業規格を改正して部編成に分割制定すべきとの申出があ
り,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。これによって,JIS
B 0176 : 1996は廃止され,JIS B 0176-1〜4に置き換えられる。
今回の制定は,日本工業規格を国際規格に整合させるため,JIS B 0176-2はISO 5968 : 1981, Circular
screwing dies−Terminology(ねじ切り丸ダイス−用語)を基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS B 0176-2には,次に示す附属書がある。
附属書(参考) JISと対応する国際規格との対比表
JIS B 0176の規格群には,次に示す部編成がある。
JIS B 0176-1 第1部:タップ
JIS B 0176-2 第2部:ねじ切りダイス
JIS B 0176-3 第3部:チェーザ
JIS B 0176-4 第4部:ねじ転造ダイス
B 0176-2 : 2002
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
ページ
1. 適用範囲 ························································································································ 1
2. 分類 ······························································································································ 1
3. ねじ切りダイスの名称の呼び方 ·························································································· 2
4. 用語及び定義 ·················································································································· 2
附属書(参考) JISと対応する国際規格との対比表 ·································································· 18
索引 ································································································································· 21
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0176-2 : 2002
ねじ加工工具用語−
第2部:ねじ切りダイス
Threading tools−Vocabulary
Part 2 : Thread cutting dies
序文 この規格は,1981年に発行されたISO 5968, Circular screwing dies−Terminologyを翻訳し,編集上及
び/又は技術的内容を変更して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,原国際規格を変更している事項である。
1. 適用範囲 この規格は,主として金属加工用として一般に用いるねじ切りダイス(1)に関する用語及び
その定義について規定する。
注(1) 切りくずを逃がす溝をもち,おねじを切るのに用いるめねじ形の工具。ダイスと呼ぶ場合もあ
る。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide21に基づき,IDT(一致している),MOD(修
正している),NEQ(同等でない)とする。
ISO 5968 : 1981 Circular screwing dies−Terminology (MOD)
2. 分類 用語の分類は,次による。
a) ねじ切りダイスの種類
1) 刃部材料及び表面処理による分類
2) 構造による分類
3) 機能又は用途による分類
3.1)
製造方法による分類
3.2)
用途による分類
3.3)
ねじの種類による分類
3.4)
溝の形態による分類
b) ねじ切りダイスの要素
c) ねじ切りダイスの角
d) ねじ切りダイスの精度
e) ねじ切りダイス刃部の損傷
f)
ねじ切りダイス一般
2
B 0176-2 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. ねじ切りダイスの名称の呼び方 ねじ切りダイスの種類を表す名称は,ねじ切りダイスの種類の番号
順2.a)1)〜2.a)3)3.4)に該当する用語を組み合わせて呼ぶ。ただし,製造方法については,これを省略し,
ねじの種類による分類を刃部材料及び表面処理の分類の後に呼ぶ。また,ねじの種類は呼びに換えてもよ
い(表1参照)。
表1 ねじ切りダイスの名称の呼び方の例
呼び方
刃部材料及び表
面処理
ねじの種類
構造
用途
溝の形態
メートル並目ねじ用調整
ねじ付きアジャスタブル
ねじ切り丸ダイス
(合金工具鋼) メートル並目ね
じ用
(むく) 調整ねじ付きア
ジャスタブル
(直溝)
高速度鋼窒化処理メート
ル細目ねじ用ソリッドね
じれ溝丸ダイス
高速度(工具)
鋼窒化処理
メートル細目ね
じ用
(むく) ソリッド
ねじれ溝
超硬ユニファイ並目ねじ
用付刃ソリッドねじ切り
丸ダイス
超硬(合金)
ユニファイ並目
ねじ用
付刃
ソリッド
(直溝)
1/2-20 UNF割りこまダイ
ス
(合金工具鋼) 1/2-20 UNF
(むく) 割りこま
(直溝)
備考 括弧を付けてあるものは,省略してもよい。
4. 用語及び定義 ねじ切りダイスの用語及びその定義は,次による。
なお,定義欄に対応国際規格の用語番号,又はインデックス番号を括弧で示す。また,参考のために量
記号,単位及び対応英語を示す。
備考1. 用語の一部に括弧を付けてあるものは,括弧の中の用字を省略してもよい。
2. 用語欄で用語の下の括弧付きの仮名書きは,読み方を示す。
3. 用語の定義の中の太字で示す用語は,この規格で規定しているものである。
4. 図は一例を示すものであって,形状及び大きさを表すものではない。
なお,図中の括弧内の数字は,この規格の用語の番号を示す。
a) ねじ切りダイスの種類
1) 刃部材料及び表面処理による分類
番号
用語
定義
対応英語(参考)
1101
合金工具鋼(ねじ切り)ダ
イス
刃部の材料に合金工具鋼を使用したダイス。
alloy tool steel ( thread
cutting) die
1102
高速度(工具)鋼(ねじ切
り)ダイス
刃部の材料に高速度工具鋼を使用したダイス。
high speed (tool) steel
(thread cutting) die
1103
超硬(合金)(ねじ切り)ダ
イス
刃部の材料に超硬合金(炭化タングステンを主体
とした焼結体)を使用したダイス。
cemented carbide (thread
cutting) die,
carbide (thread cutting) die
1104
窒化処理(ねじ切り)ダイ
ス
刃部の材料の表面に窒化処理を施した工具材料
を使用したダイス。
nitrided (thread cutting) die
1105
酸化処理(ねじ切り)ダイ
ス
刃部の材料の表面に酸化処理を施した工具材料
を使用したダイス。
oxidized (thread cutting)
die
1106
窒化酸化処理(ねじ切り)
ダイス
刃部の材料の表面に窒化及び酸化処理を施した
工具材料を使用したダイス。
nitrided and oxidized
(thread cutting) die
3
B 0176-2 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) 構造による分類
番号
用語
定義
対応英語(参考)
1201
(ねじ切り)むくダイス
ねじ部とボデーとが同一材料からなり,一体とな
っているダイス。
−
1202
(ねじ切り)付刃ダイス(つ
けはだいす)
刃部をボデーに溶接又はろう付けしたダイス。
sectional type (thread
cutting) die
1203
(ねじ切り)植刃ダイス
ボデーにチェーザを機械的に取り付けたダイス。
inserted chaser (thread
cutting) die
3) 機能又は用途による分類
3.1)
製造方法による分類
番号
用語
定義
対応英語(参考)
1301
研削(仕上げ)(ねじ切り)
ダイス
ねじ部を研削仕上げしたダイス。
ground (thread) (thread
cutting) die
1302
切削(仕上げ)(ねじ切り)
ダイス
ねじ部を切削仕上げしたダイス。
cut (thread) (thread cutting)
die
3.2)
用途による分類
番号
用語
定義
対応英語(参考)
1311
(ねじ切り)丸ダイス
外形が円形のダイス。
備考 寸法調整ができるものとできないも
のとがある。
circular screwing die
4
B 0176-2 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
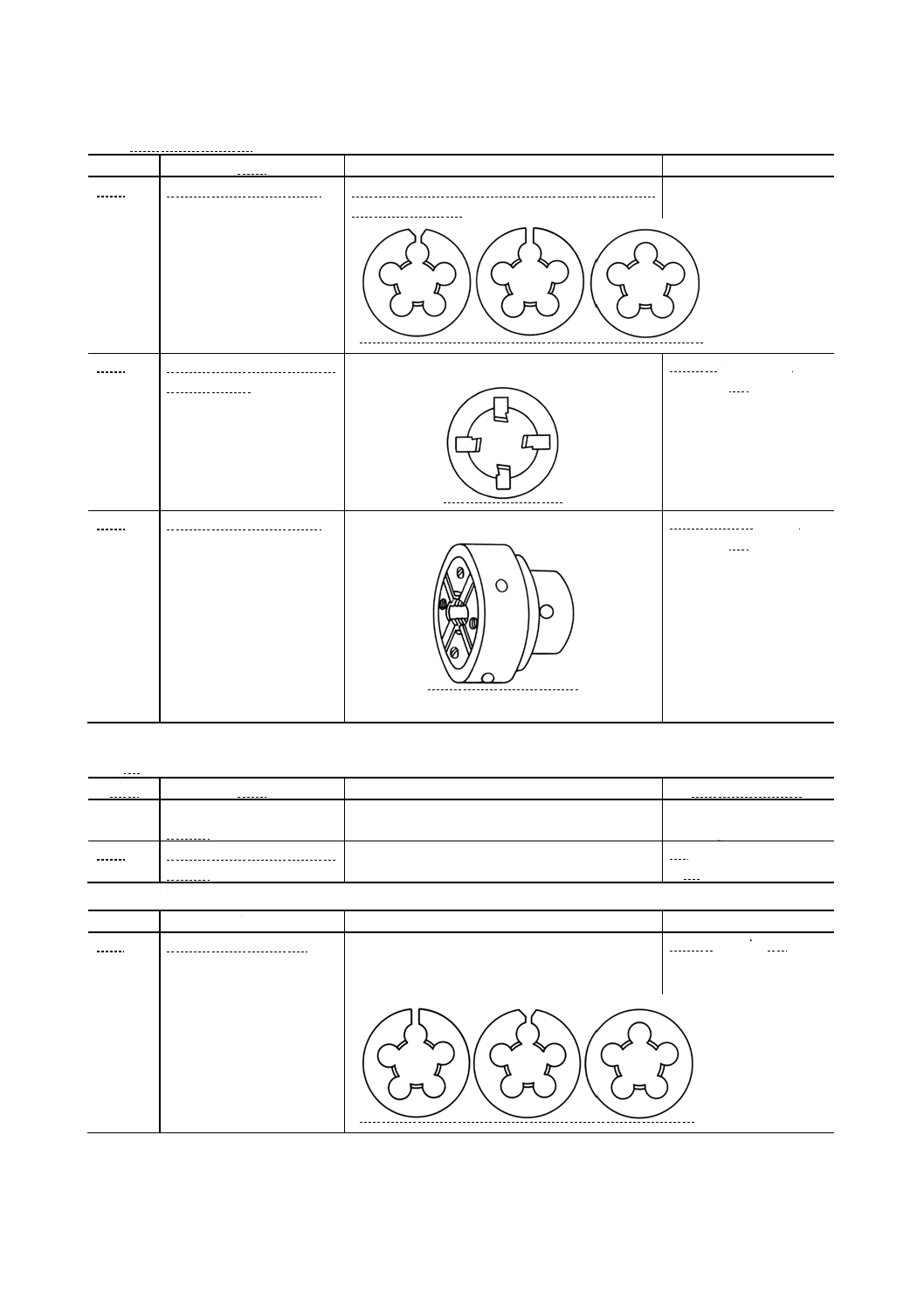
1312
調整ねじ付きアジャスタブ
ル(ねじ切り)丸ダイス
調整ねじで寸法調整のできる丸ダイス。
備考 接線方向 (tangential adjusting) 又は半
径方向 (radial adjusting) にねじ込ん
で調整する2方式がある。 (No.3,
No.4)
adjustable (thread cutting)
round die with adjusting
screw
adjustable circular
(screwing) die with
adjusting screw
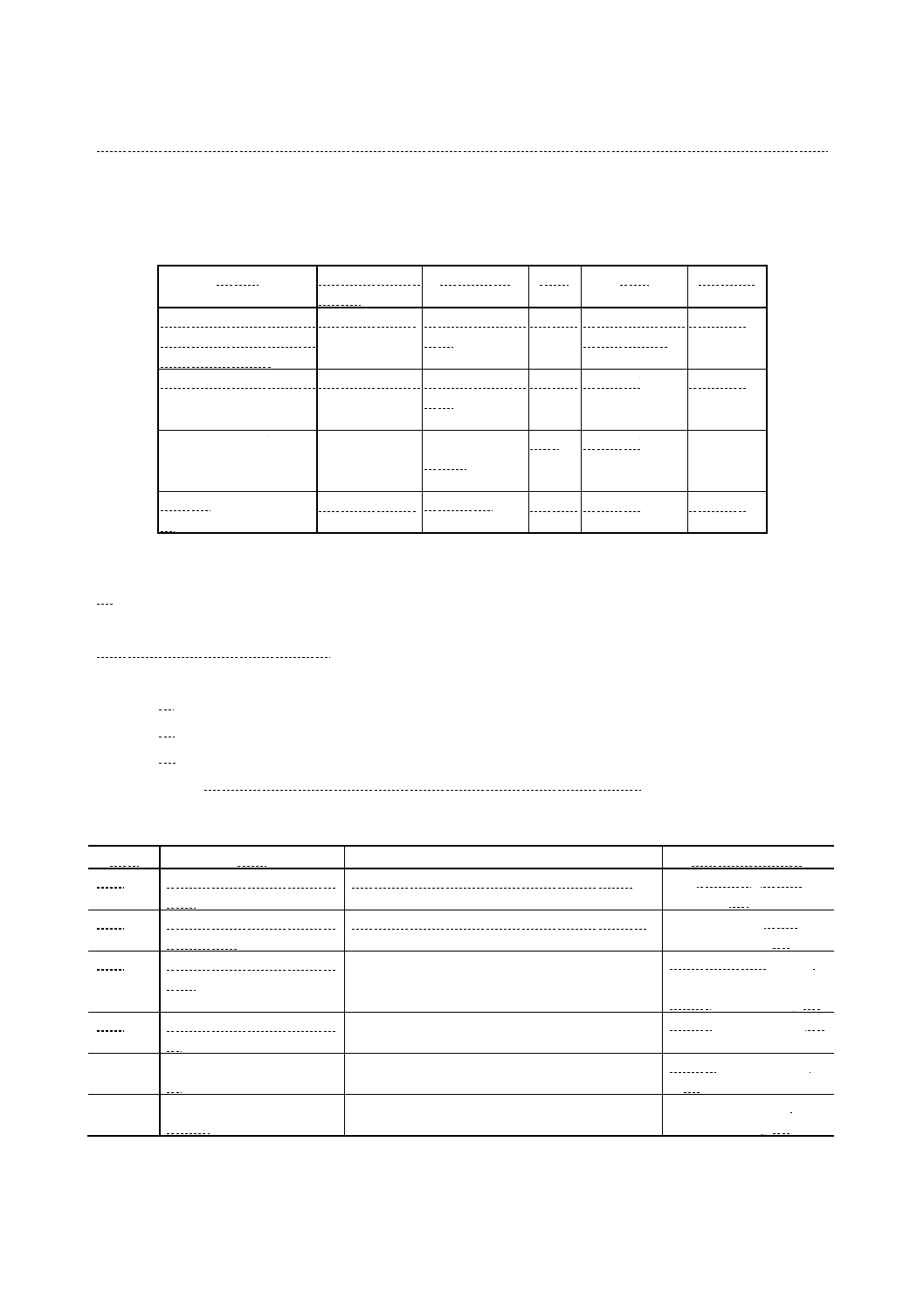
1313
調整ねじなしアジャスタブ
ル(ねじ切り)丸ダイス
ダイスのボデーには調整ねじがなく,ホルダに付
けてあるねじ又はくさびで寸法調整のできる丸
ダイス。 (No.2)
adjustable circular
(screwing) die without
adjusting screw
1314
ソリッド(ねじ切り)丸ダ
イス
すりわりがなく,寸法調整ができない丸ダイス。
(No.1)
solid (thread cutting) round
die,
solid circular (screwing)
die
1315
(ねじ切り)角ダイス
外形が四角で,寸法調整ができないダイス。
(thread cutting) square
dienut
1316
(ねじ切り)六角ダイス
外形が六角で,寸法調整ができないダイス。
(thread cutting) hexagon
dienut
5
B 0176-2 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1317
(ねじ切り)割りこまダイ
ス
寸法調整するために二つに割れているダイス。
sectional (thread cutting)
die
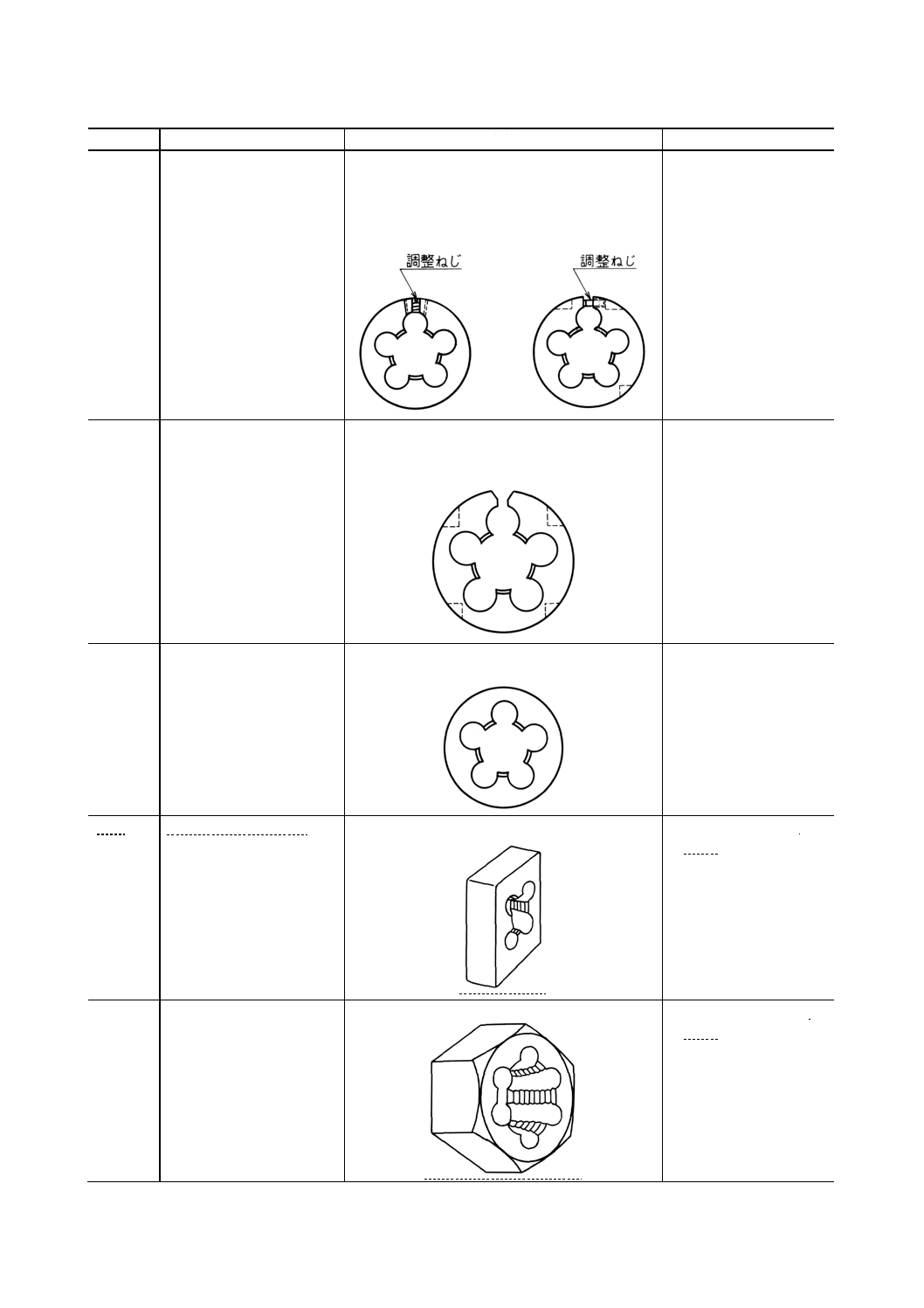
1318
(ねじ切り)ばねダイス
寸法調整ができる円筒形のダイス。
(thread cutting) flexible
die,
(thread cutting) spring die
1319
テーパ(ねじ切り)ダイス テーパねじのねじ切りに用いるダイス。
(thread cutting) taper
thread die
3.3)
ねじの種類による分類
番号
用語
定義
対応英語(参考)
1321
メートル並目ねじ用(ねじ
切り)ダイス
メートル並目ねじのねじ切りに用いるダイス
(JIS B 0205-1, JIS B 0205-4, JIS B 4451参照)。
(thread cutting) dies for
metric coarse thread
1322
メートル細目ねじ用(ねじ
切り)ダイス
メートル細目ねじのねじ切りに用いるダイス
(JIS B 0205-1, JIS B 0205-4, JIS B 4451参照)。
(thread cutting) dies for
metric fine thread
1323
ユニファイ並目ねじ用(ね
じ切り)ダイス
ユニファイ並目ねじのねじ切りに用いるダイス
(JIS B 0206, JIS B 4451参照)。
(thread cutting) dies for
unified coarse thread
1324
ユニファイ細目ねじ用(ね
じ切り)ダイス
ユニファイ細目ねじのねじ切りに用いるダイス
(JIS B 0208, JIS B 4451参照)。
(thread cutting) dies for
unified fine thread
1325
管用平行ねじ用(ねじ切り)
ダイス
管用平行ねじのねじ切りに用いるダイス(JIS B
0202, JIS B 4455参照)。
(thread cutting) dies for
parallel pipe thread
1326
管用テーパねじ用(ねじ切
り)ダイス
管用テーパねじのねじ切りに用いるダイス(JIS
B 0203, JIS B 4456参照)。
(thread cutting) dies for
taper pipe thread
1327
ミニチュアねじ用(ねじ切
り)ダイス
ミニチュアねじのねじ切りに用いるダイス(JIS
B 0201参照)。
(thread cutting) dies for
miniature screw thread
1328
メートル台形ねじ用(ねじ
切り)ダイス
メートル台形ねじのねじ切りに用いるダイス
(JIS B 0216参照)。
(thread cutting) dies for
metric trapezoidal thread
1329
自転車ねじ用(ねじ切り)
ダイス
自転車ねじのねじ切りに用いるダイス(JIS B
0225参照)。
(thread cutting) dies for
cycle thread
6
B 0176-2 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.4)
溝の形態による分類
番号
用語
定義
対応英語(参考)
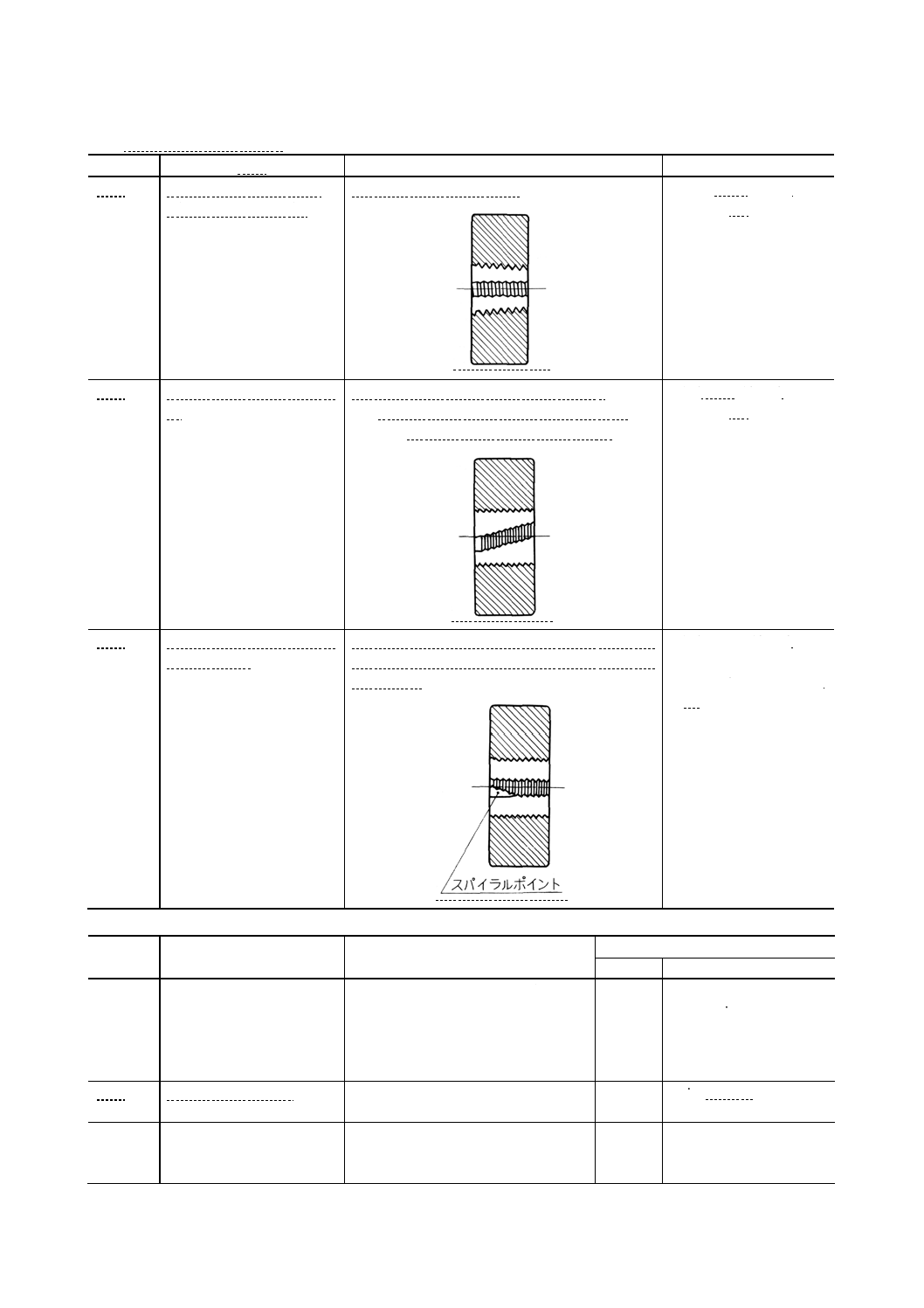
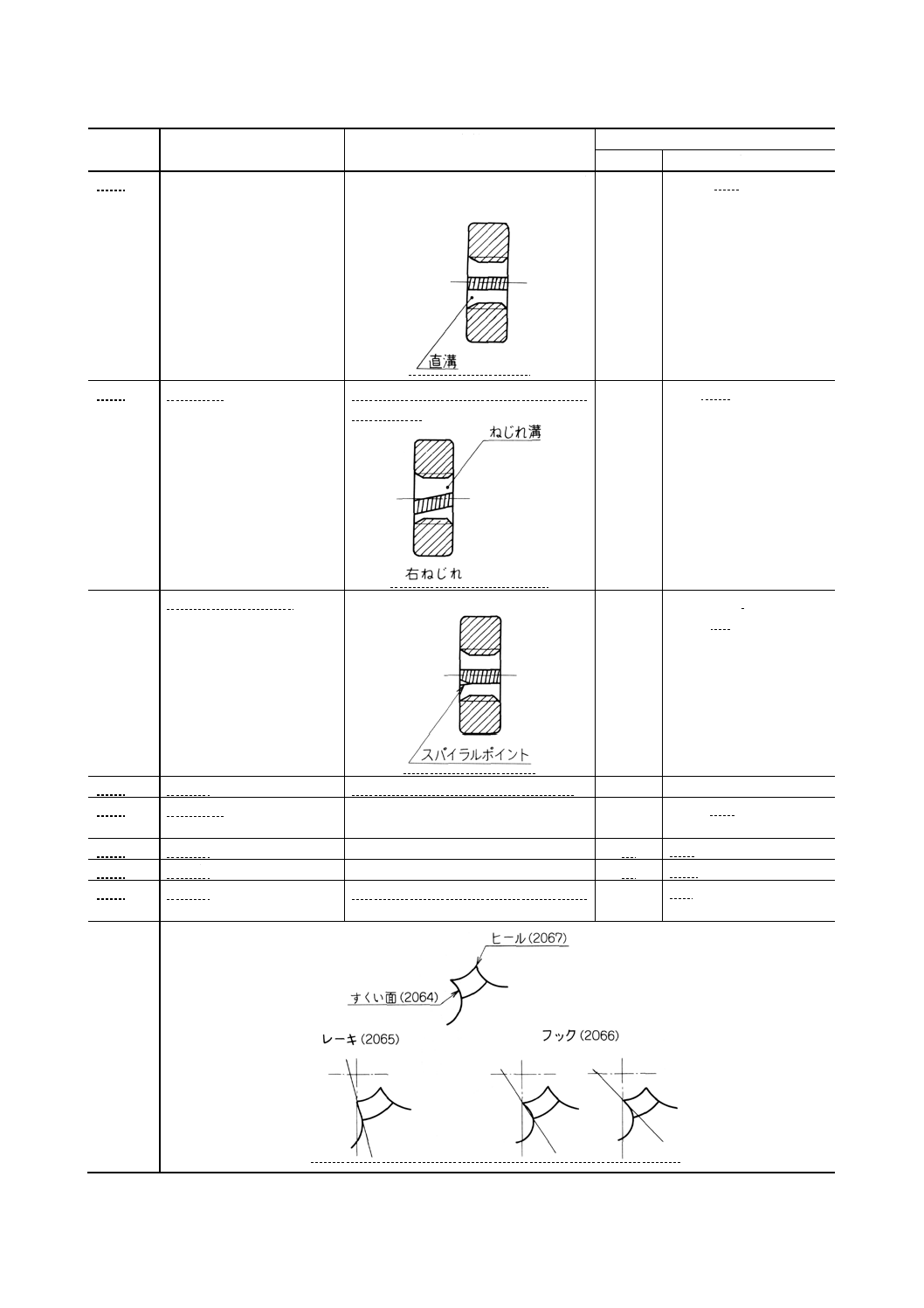
1331
(ねじ切り)直溝ダイス
(ちょくみぞだいす)
溝が軸線に平行なダイス。
straight fluted (thread
cutting) die
1332
(ねじ切り)ねじれ溝ダイ
ス
溝が軸線に対してねじれているダイス。
備考1. 右ねじれと左ねじれとがある。
2. スパイラルダイスともいう。
spiral fluted (thread
cutting) die
1333
(ねじ切り)スパイラルポ
イントダイス
食付き部の切れ刃側を数山斜めに削り取って,切
りくずが容易に進行方向に排出されるようにし
たダイス。
spiral pointed (thread
cutting) die,
peeling cut (thread cutting)
die
b) ねじ切りダイスの要素
番号
用語
定義
参考
量記号
対応英語
2001
呼び
ねじの種類を表す記号,呼び径を表す
数字及び,ピッチ又は山数などで表
す。 (Index 10)
例 M8
M8×1
1/2-13UNC G1/8
−
nominal designation,
nominal size
2002
(試験ねじの)外径
試験ねじの山の頂に接する仮想的な
円筒(又は円すい)の直径。
−
major diameter
2003
(試験ねじの)有効径
試験ねじのねじ溝の幅がねじ山の幅
に等しくなるような仮想的な円筒(又
は円すい)の直径。
−
pitch diameter
7
B 0176-2 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
2004
(試験ねじの)谷の径
試験ねじの谷底に接する仮想的な円
筒(又は円すい)の直径。
−
minor diameter
2005
(試験ねじの)ピッチ
試験ねじの軸線を含む断面において,
互いに隣り合うねじ山の相対応する2
点を軸線に平行に測った距離。
P
pitch
2006
(25.4mmにつき)山数
(やますう)
25.4mmをピッチで割った値(JIS B
0101参照)。
n
threads per inch
2007
(試験ねじの)ねじ山の角
度
試験ねじの軸線を含んだ断面形にお
いて測った隣り合う二つのフランク
がなす角度。ねじ山の全角ということ
もある。
α
included angle of thread
2008
(試験ねじの)山の半角
試験ねじの対称断面形のねじ山にお
けるフランク角。ねじ山の角度の半分
に等しい。
α/2
half angle of thread
2009
基準径の位置
テーパダイスにおいて基準径を示す
ための軸直角平面の位置(JIS B 4456
参照)。
−
position of gauge plane
2010
(試験ねじの)ねじ山のア
デンダム
試験ねじの有効径から外径までの半
径差。
−
addendum of thread
2011
(試験ねじの)ねじ山のデ
デンダム
試験ねじの有効径から谷の径までの
半径差。
−
dedendum of thread
2012
山の頂
(やまのいただき)
ねじ山の両側のフランクを連絡する
面(JIS B 0101参照)。
−
crest
2013
山の丸み
山の頂に円弧部があるとき,その半
径。
−
crest radius
2014
谷底
ねじ溝の両側のフランクを連絡する
面(JIS B 0101参照)。
−
root
2015
谷の丸み
谷底に円弧部があるとき,その半径。
−
root radius
2016
フランク
山の頂と谷底とを連絡する面。軸線を
含んだ断面形では一般に直線になっ
ている(JIS B 0101参照)。
−
flank
2017
右ねじ
軸方向に見たとき,時計回り(右回り)
にたどれば,その人から遠ざかるよう
なねじ(JIS B 0101参照)。
−
right-hand thread
2018
左ねじ
軸方向に見たとき,逆時計回り(左回
り)にたどれば,その人から遠ざかる
ようなねじ(JIS B 0101参照)。
−
left-hand thread
2019
内径
ダイスのねじ山の山の頂に接する仮
想的な円筒(又は円すい)の直径。
d1
minor diameter of die
2020
ボデー
ダイスの基幹部,それ自身が切れ刃を
形成するか,又はブレード若しくはチ
ップを保持する部分を含めた全体。
(Index 1)
−
body
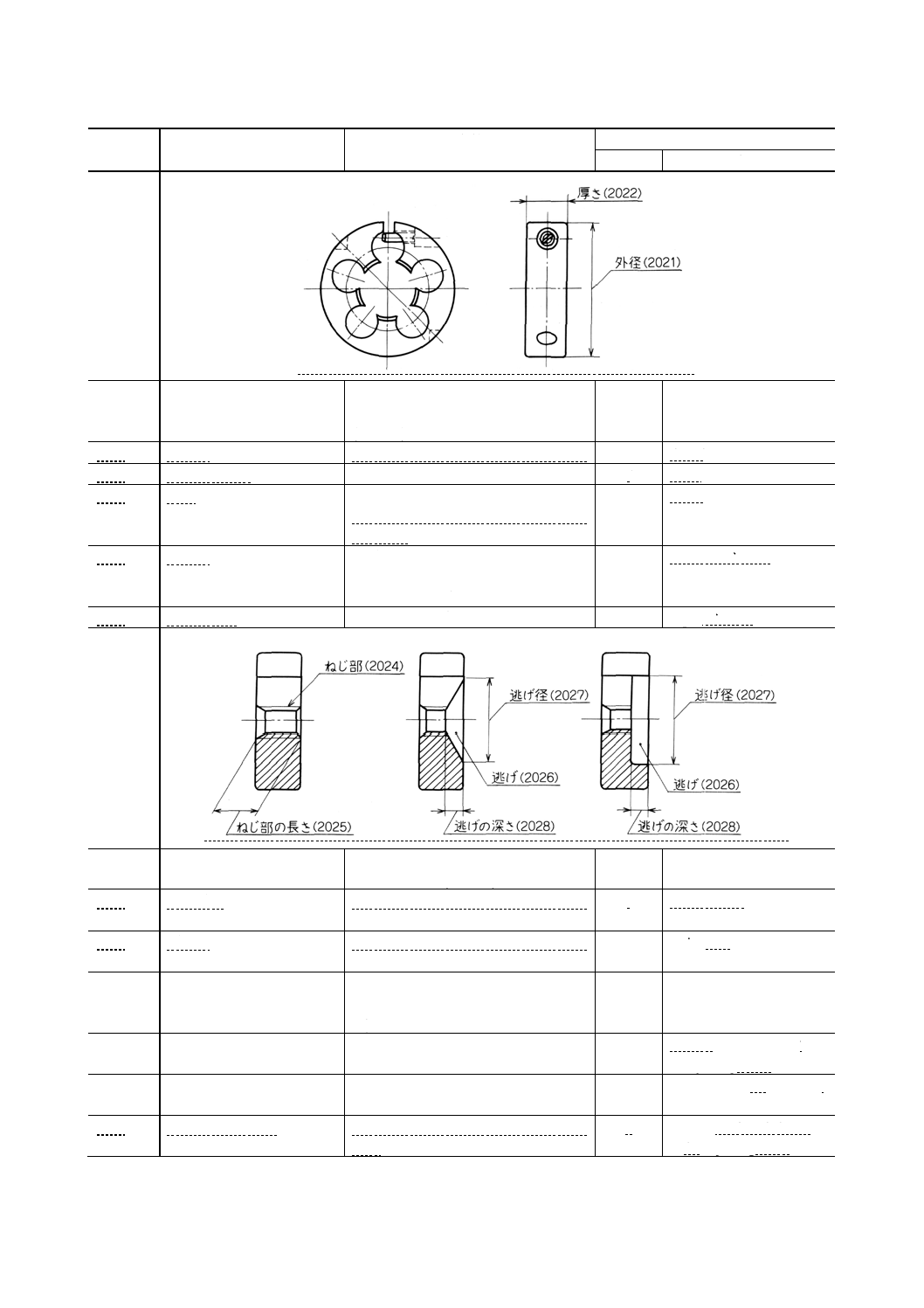
2021
外径
ダイスの直径。 (Index 9)
D
outside diameter
2022
厚さ
ダイスの厚さ。 (Index 11)
T
thickness
8
B 0176-2 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
2023
刃部
ダイスの切削に直接あずかる部分。切
れ刃,すくい面及び逃げ面からなる。
(Index 3)
−
cutting part
2024
ねじ部
食付き部を含んだねじ山のある部分。
−
thread part
2025
ねじ部の長さ
軸に平行に測ったねじ部の長さ。
l
thead length
2026
逃げ
小さい呼びのダイスのねじ部の長さ
を適正な長さにするために削り取っ
た部分。
−
recess
2027
逃げ径
逃げの直径。
備考 円すい状の場合は,最大径
をいう。
db
diameter of recess
2028
逃げの深さ
裏面からの逃げの深さ。
lb
depth of recess
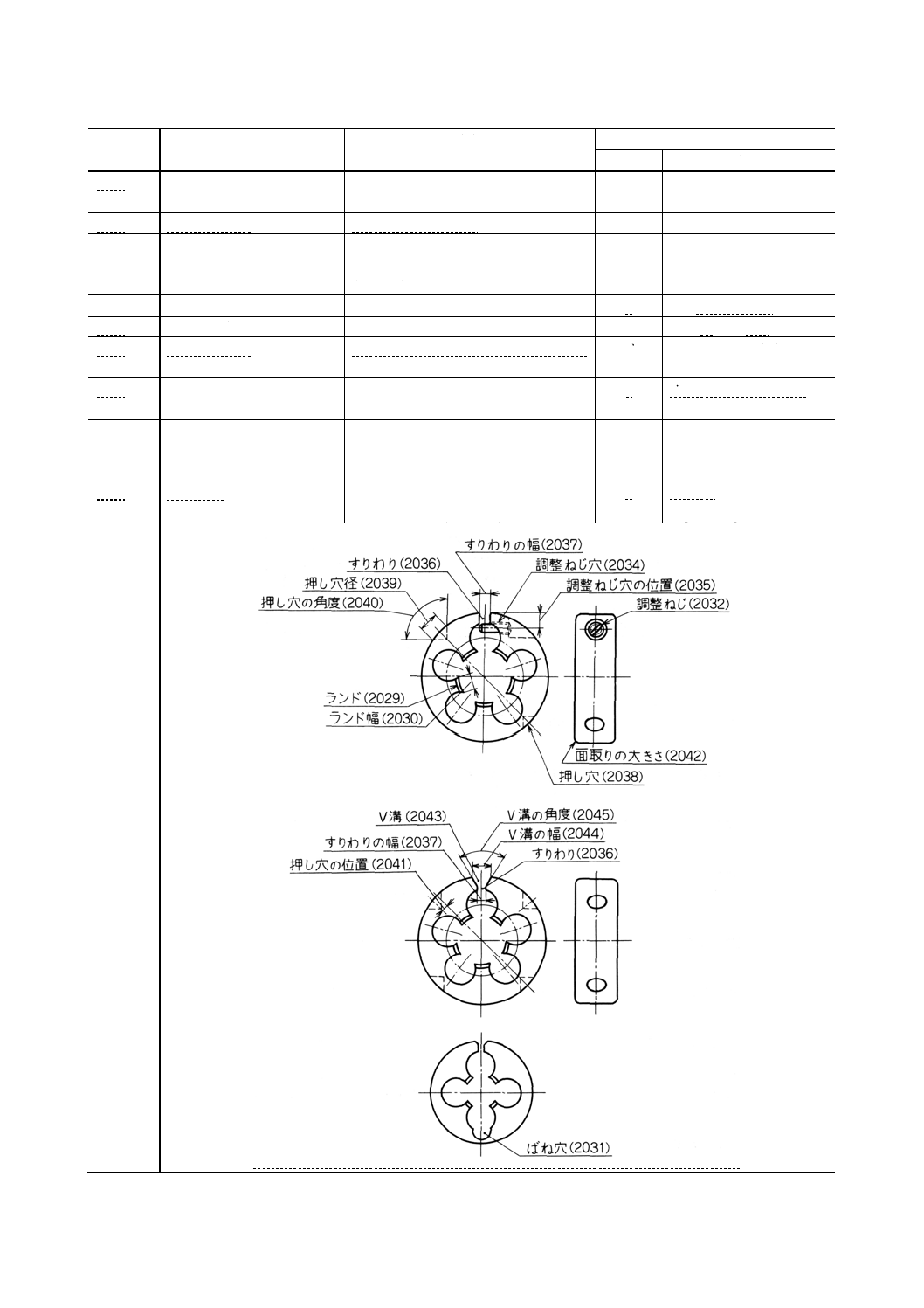
2029
ランド
切れ刃からヒールまでの堤状の幅を
もった部分。 (Index 5)
−
land
2030
ランド幅
切れ刃からヒールまでの堤状のねじ
山がある部分の幅。
t
width of land
2031
ばね穴
寸法調整のためにばねの作用をさせ
るために設けた穴。
−
spring hole
2032
調整ねじ
寸法調整をするねじ。接線方向の調整
ねじと半径方向の調整ねじ (Index
23) とがある。
−
adjusting screw
2033
調整ねじの呼び
調整ねじの直径及びピッチを表すも
の。
d
nominal designation of
adjusting screw
2034
調整ねじ穴
調整ねじをねじ込むねじ穴。
−
threaded hole for adjusting
screw
2035
調整ねじ穴の位置
ダイスの外周面からねじ穴までの寸
法。
c
position of threaded hole
for adjusting screw
9
B 0176-2 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
2036
すりわり
寸法調整のために,切りくず穴まで割
った溝。
−
slot
2037
すりわりの幅
すりわりの溝の幅。
a
width of slot
2038
押し穴
ダイスをホルダなどに固定するため
に使用する締付ボルトの当たり穴。
(Index 8)
−
spot hole
2039
押し穴径
押し穴の最大の直径。
b
spot hole diameter
2040
押し穴の角度
押し穴の円すいの角度。
−
angle of spot hole
2041
押し穴の位置
ダイスの中心と押し穴との中心のず
れ。
f
position of spot hole
2042
面取りの大きさ
ダイスの表面又は裏面と外径面とを
結ぶ角の面取りの大きさ。
r
size of chamfered corner
2043
V溝
ボルト又はくさびによって寸法を調
整するすりわり部のV形の溝。 (Index
7)
−
V-groove for adjusting
screw
2044
V溝の幅
V溝の最大の幅。
e
width of V-groove
2045
V溝の角度
V溝の角度。 (Index 15)
−
angle of V-groove
10
B 0176-2 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
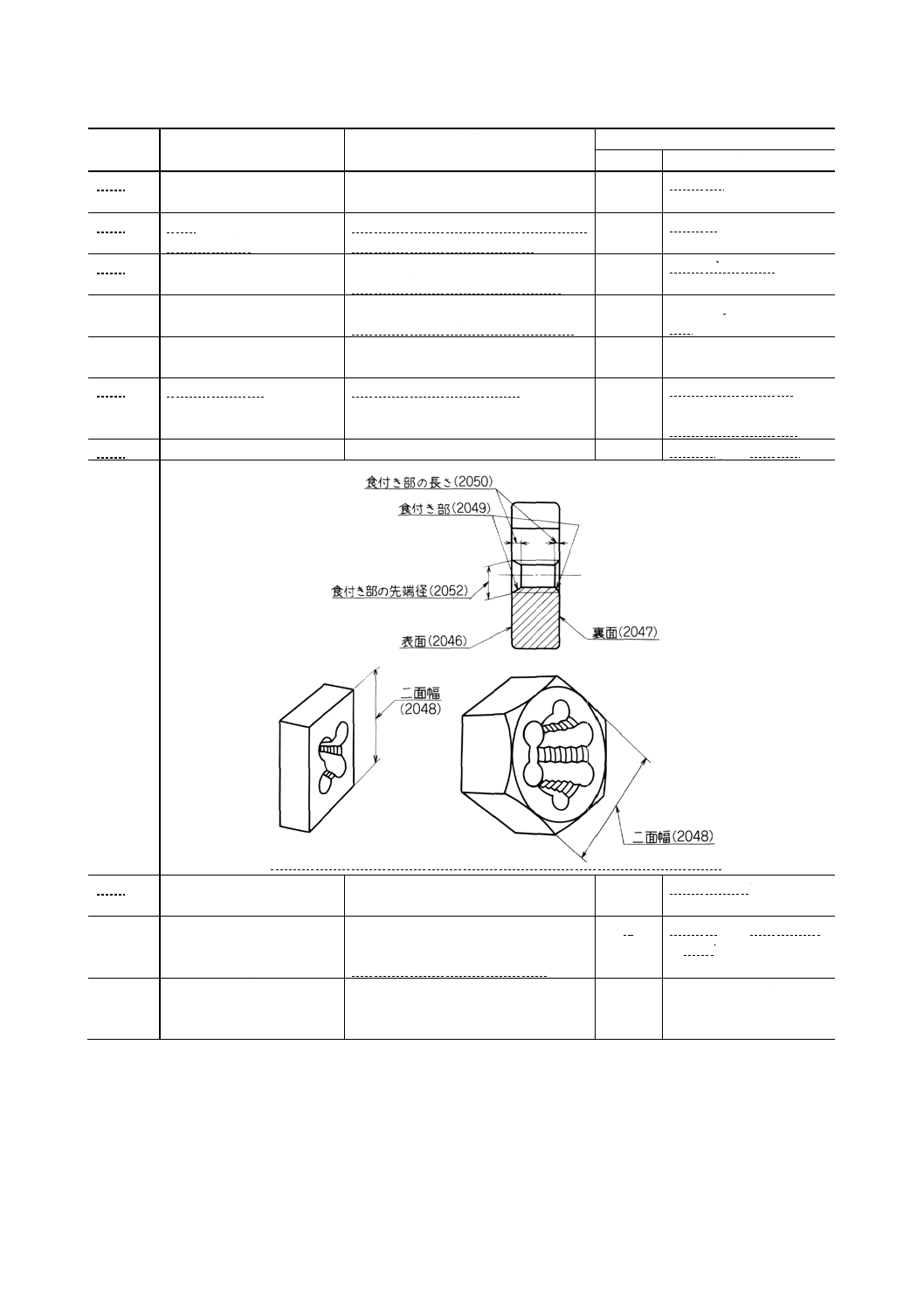
2046
表面
(おもてめん)
一般に,ダイスの食付き部の長い側の
面。
−
front face
2047
裏面
(うらめん)
一般に,ダイスの食付き部の短い側の
面。又は逃げがある側の面。
−
rear face
2048
二面幅
角ダイス又は六角ダイスにおいて,四
角又は六角の対応する辺の間隔。
−
width of across flat
2049
食付き部
ダイスが工作物に食い付いて,切削し
ながらダイス自身を案内する部分。
−
chamfer,
lead
2050
食付き部の長さ
軸に平行に測った食付き部の長さ。
(Index 13)
lc
chamfer length,
lead length
2051
食付き部の山数
食付き部の長さ内の山数。
nc
number of chamfered
threads,
number of lead threads
2052
食付き部の先端径
食付き部の先端切れ刃の最大直径。
dp
chamfer point diameter
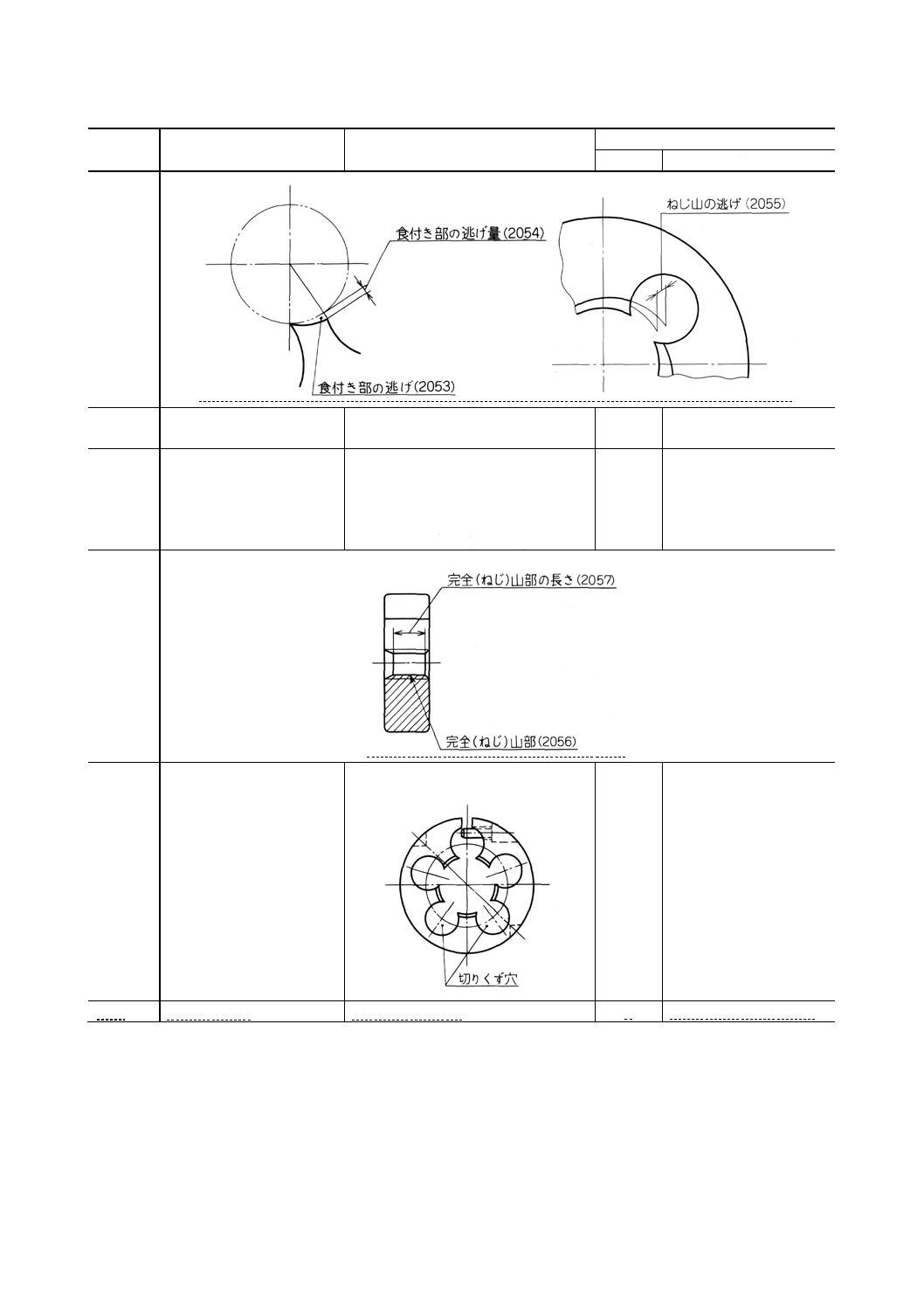
2053
食付き部の逃げ
食付き部において,切れ刃からヒール
にかけて施した逃げ。
−
chamfer relief
2054
食付き部の逃げ量
食付き部において,ダイスの中心から
山の頂までの半径が,切れ刃からヒー
ルまでの間に増大している量。
Sc
indicator drop for chamfer
relief
2055
ねじ山の逃げ
ランドにおいて切れ刃からヒールに
かけてねじ山に施した逃げ。 (Index
16)
−
radial thread relief
11
B 0176-2 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
2056
完全(ねじ)山部
完全なねじ山の形をもつ部分。
(Index 4)
−
full thread part,
complete thread portion
2057
完全(ねじ)山部の長さ
軸に平行に測った完全(ねじ)山部の
長さ。
備考 一般には,ねじ部の長さか
ら食付き部の長さを引いた
長さ。 (Index 14)
lt
full thread length,
complete thread length
2058
切りくず穴
切りくずのたまり又は排出する穴。
(Index 6)
−
clearance hole
2059
切りくず穴数
切りくず穴の数。
Z
number of clearance holes
12
B 0176-2 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
2060
直溝
(ちょくみぞ)
ダイスの軸に対して平行な切りくず
穴。
−
straight flute
2061
ねじれ溝
ダイスの軸に対してねじれている切
りくず穴。
−
spiral flute
2062
スパイラルポイント
食付き部にねじれ溝を付けた部分。
−
spiral point,
peeling cut
2063
切れ刃
すくい面が逃げ面につながる部分。
−
cutting edge
2064
すくい面
切削を営む主体となる面。切りくず
は,この面上を擦過する。
−
cutting face
2065
レーキ
すくい面が平面の形状。
−
rake
2066
フック
すくい面が曲面の形状。
−
hook
2067
ヒール
逃げ面と切りくず穴とのつなぎとな
る部分。
−
heel
13
B 0176-2 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) ねじ切りダイスの角
番号
用語
定義
参考
量記号
対応英語
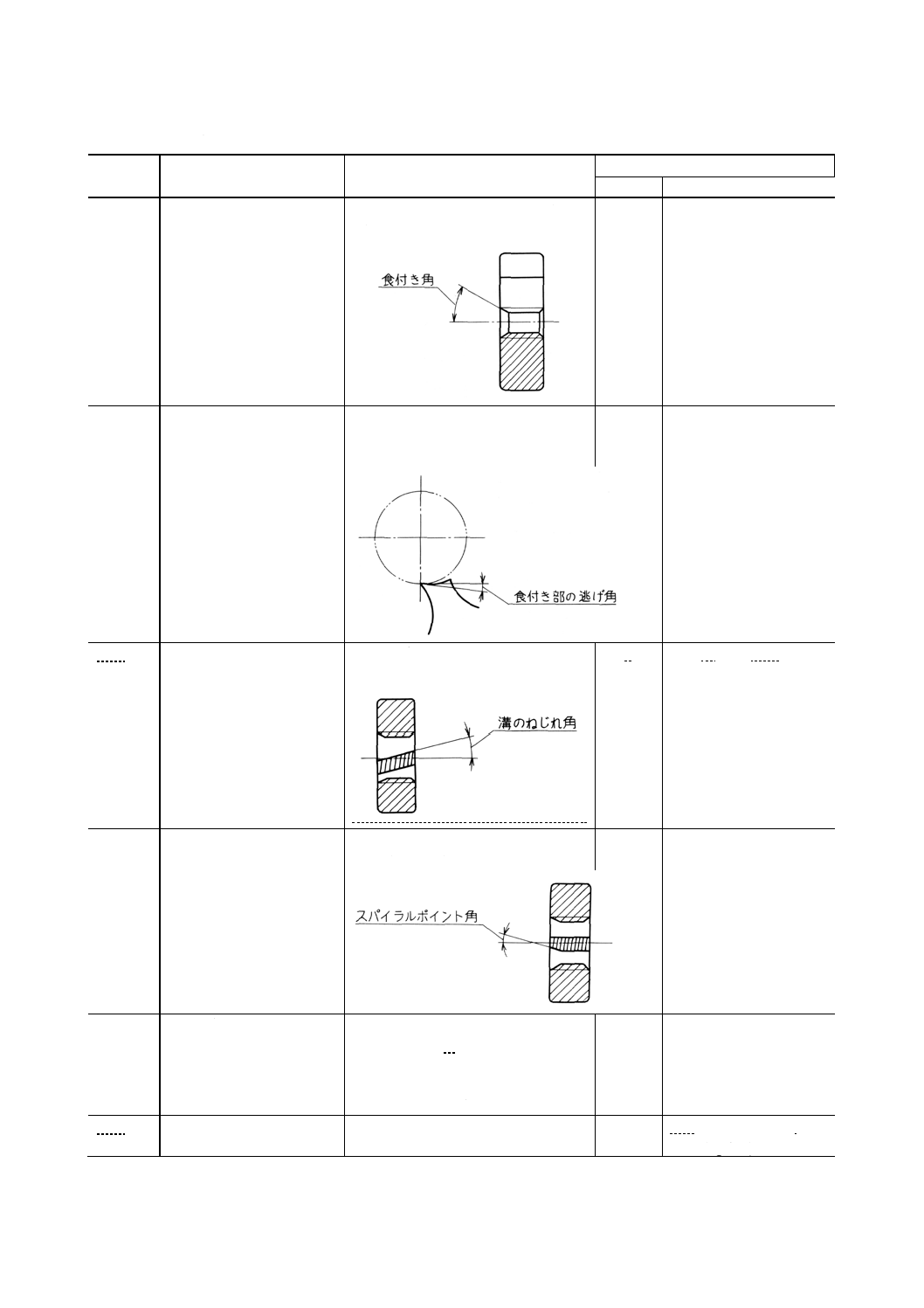
3001
食付き角
食付き部と軸線とがなす角。 (Index
17)
κ
chamfer angle,
lead angle
3002
食付き部の逃げ角
切削されるねじの仕上げ面に対する
食付き部の逃げ面の傾きを表す角。
(Index 20)
αc
chamfer relief angle
3003
溝のねじれ角
切りくず穴とその一点を通る軸線に
平行な直線とがなす角。
σ
angle of spiral flute
3004
スパイラルポイント角
スパイラルポイント部の溝のねじれ
角。 (Index 21)
σ
spiral point angle,
peeling cut angle
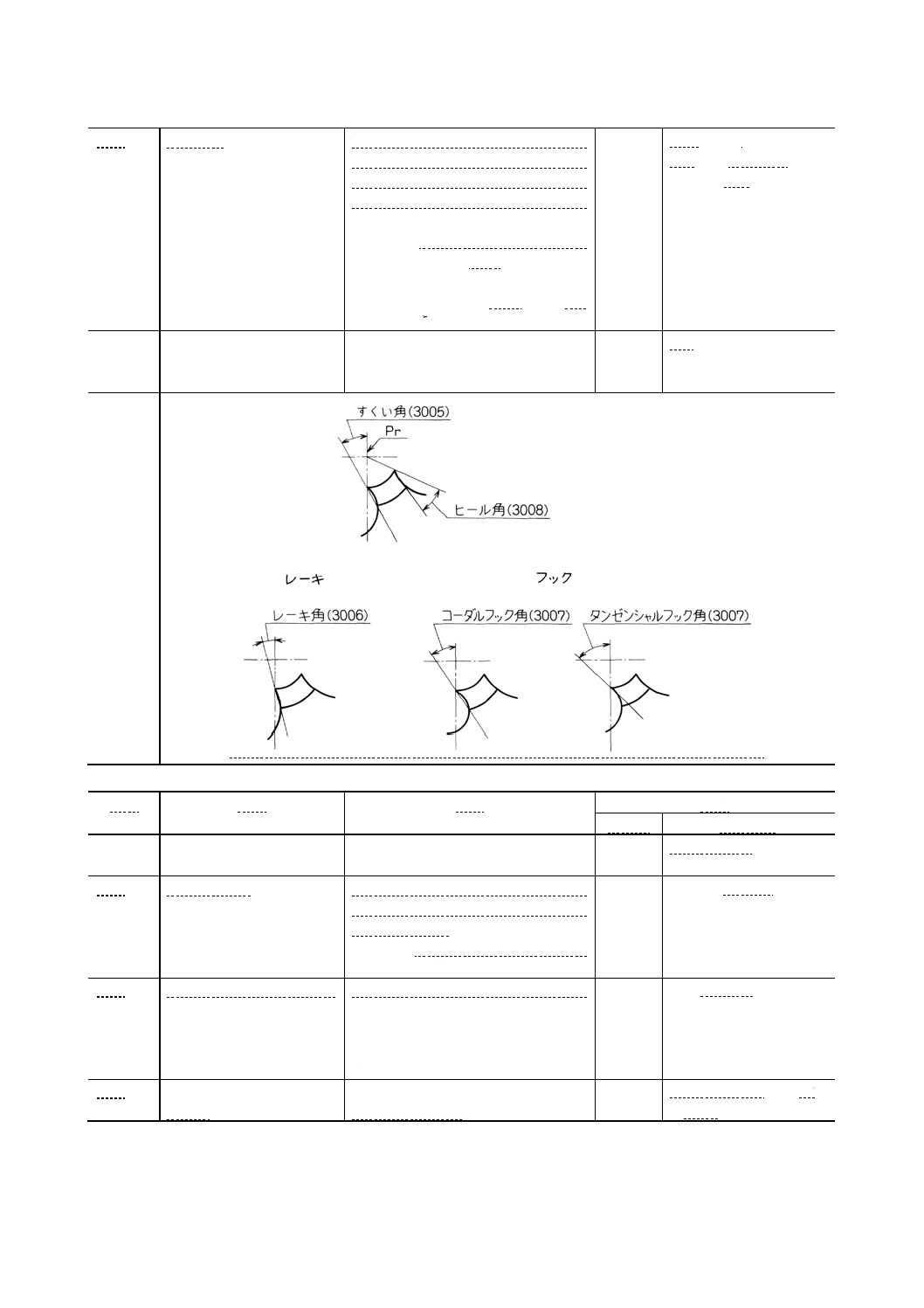
3005
すくい角
基準面 (Pr) に対するすくい面の傾き
を表す角(JIS B 0170参照)。 (Index
18, Index 19)
備考 レーキ角及びフック角を総
称した角。
γ
rake,
rake angle
3006
レーキ角
すくい面がレーキの場合のすくい角。
γr
rake angle (of straight
cutting face)
14
B 0176-2 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3007
フック角
軸直角断面上において,切れ刃を通る
中心線とすくい面上の切れ刃とねじ
の谷底とを結んだ直線とがなす角,又
はその中心線と切れ刃におけるすく
い面の接線とがなす角。
備考 前者をコーダルフック角
(chordal hook angle),後者を
タンゼンシャルフック角
(tangential hook angle) とい
う。
γh
hook angle,
rake angle of curved
cutting face
3008
ヒール角
軸直角断面上において,ヒールを通る
中心線とヒールを通る切りくず穴面
の接線とがなす角。
γb
heel angle
d) ねじ切りダイスの精度
番号
用語
定義
参考
量記号
対応英語
4001
等級
ねじ部の精度によって区分される精
度特性。
−
tolerance class
4002
ねじ部の精度
ねじ部の径の許容差及び公差,並びに
ピッチの許容差及び山の半角の許容
差による精度。
備考 この精度は試験ねじによっ
て調べる。
−
accuracy of thread
4003
(試験ねじの)ピッチの許
容差
試験ねじの一定のねじ部の長さ(標準
のはめあい長さにとるのが普通であ
る。)内にある任意の山と山との間の
ピッチ合計に対して定められた許容
差。
Tp
pitch tolerance
4004
(試験ねじの)山の半角の
許容差
試験ねじの山の半角誤差に対して定
められた許容差。
Tα/2
tolerance on half angle of
thread
15
B 0176-2 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
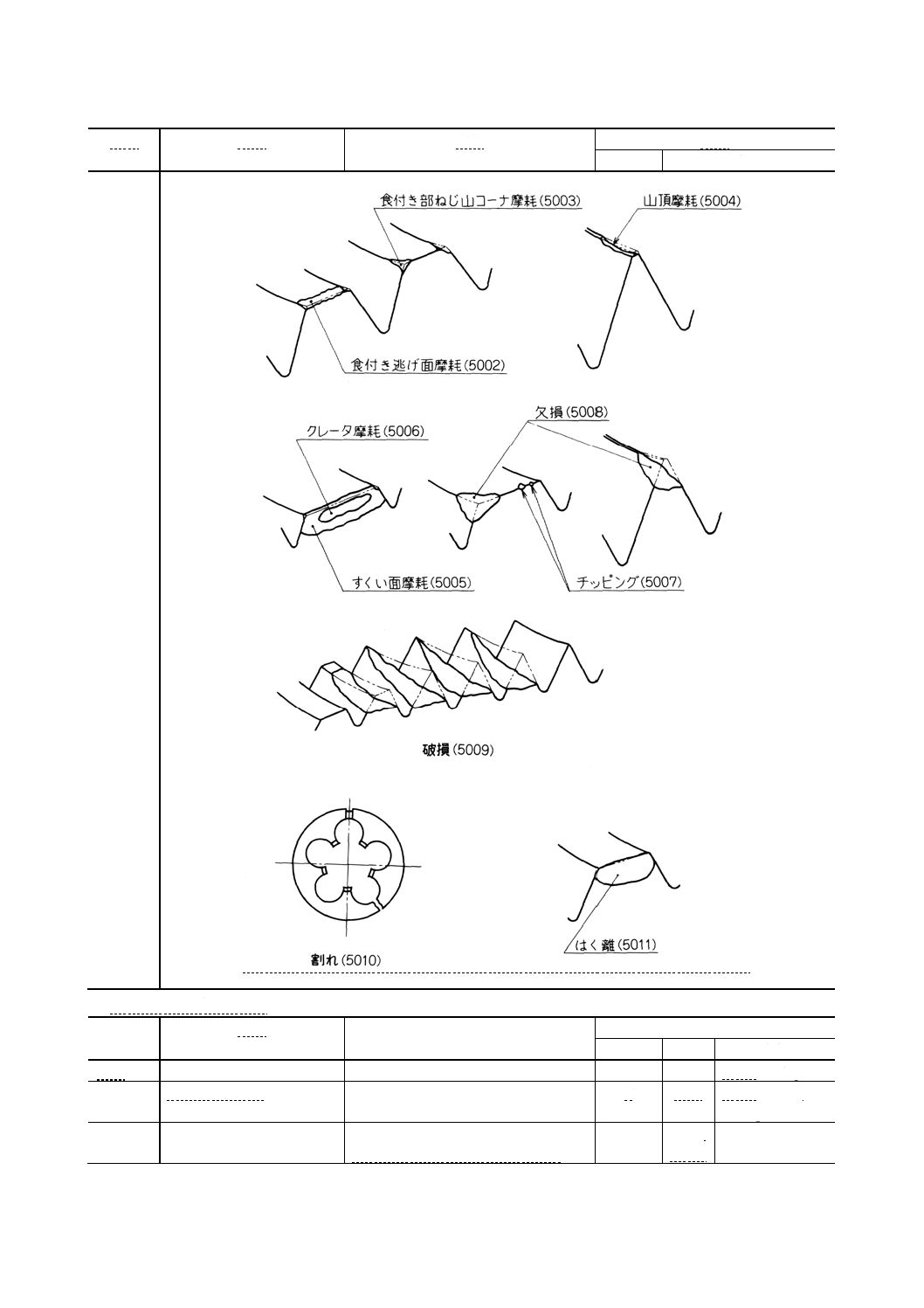
e) ねじ切りダイス刃部の損傷
番号
用語
定義
参考
量記号
対応英語
5001
摩耗
刃部に生じた漸進的な減耗。
−
wear
5002
食付き逃げ面摩耗
食付き部の逃げ面に生じる摩耗。
VB
chamfer flank wear
5003
食付き部ねじ山コーナ摩耗 食付き部の逃げ面とフランクとのり
ょう(稜)線に生じる摩耗。
−
−
5004
山頂摩耗
完全山部の山の頂に生じる摩耗。
−
crest wear
5005
すくい面摩耗
すくい面に生じる摩耗。
−
face wear
5006
クレータ摩耗
すくい面摩耗のうち,くぼみが生じる
摩耗。
KT
crater
5007
チッピング
切れ刃に生じた小さな欠け。
−
chipping
5008
欠損
刃部又はねじ部に生じた大きな欠け。
−
−
5009
破損
刃部又はねじ部の大きな範囲に及ぶ
破壊。
−
fracture of cutting part
5010
割れ
ボデーに生じた割れ。
−
−
5011
はく離
刃部又はねじ部に生じたりん(鱗)片
状の損失。
−
flaking
16
B 0176-2 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
f)
ねじ切りダイス一般
番号
用語
定義
参考
量記号
単位
対応英語
6001
ねじ切り
ダイスでおねじを加工すること。
−
−
thread cutting
6002
ねじ切りトルク
ねじ切りするときの回転抵抗。
T
N・m
thread cutting
torque
6003
切削速度
ダイスの谷底における,ダイスと工作
物との相対的な円周方向の速度。
Vc
m/s,
m/min
cutting speed
17
B 0176-2 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
単位
対応英語
6004
リード送り
ダイス又は工作物が,1回転で1リー
ド進むような送り方。1条ねじの場合
はピッチ送りともいう。
−
−
lead feed
6005
ねじブランク径
ねじブランクの直径。
−
−
blank diameter
6006
拡大代
(かくだいしろ)
ねじ切りを行った工作物のねじの直
径とダイスのねじの直径との差。
備考 拡大代はプラスとマイナス
とがある。
−
−
over size
6007
構成刃先
金属切削において,切削中に被削材の
一部が加工硬化によって母材より著
しく硬い変質物となって刃部にたい
積凝着し,元の刃先に変わって新たな
刃先が構成された状態となったもの
(JIS B 0170参照)。
−
−
built-up edge
6008
溶着
おねじ加工中に,食付き部の逃げ面,
フランク,山の頂又はすくい面に被削
材の一部が付着すること。
−
−
welding
6009
切りくず詰まり
切削中に切りくずが排出されずに切
りくず穴に詰まる状態。
−
−
chip packing
6010
試験ねじ
ダイスのねじ部の精度を検査するた
めに,そのダイスで切ったねじ。
−
−
test screw
6011
標準のはめあい長さ
製品の実際のはめあいの長さと関係
なく,公差を算出するとき,基準とす
るはめあい長さ(JIS B 0101参照)。
備考 通りねじゲージの長さと一
致させるのが普通である。
−
−
reference length
of (thread)
engagement
関連規格 JIS B 0101 ねじ用語
JIS B 0170 切削工具用語(基本)
JIS B 0201 ミニチュアねじ
JIS B 0202 管用平行ねじ
JIS B 0203 管用テーパねじ
JIS B 0205-1 一般用メートルねじ−第1部:基準山形
JIS B 0205-4 一般用メートルねじ−第4部:基準寸法
JIS B 0206 ユニファイ並目ねじ
JIS B 0208 ユニファイ細目ねじ
JIS B 0216 メートル台形ねじ
JIS B 0225 自転車ねじ
JIS B 4451 ねじ切り丸ダイス
JIS B 4455 管用平行ねじ用ねじ切り丸ダイス
JIS B 4456 管用テーパねじ用ねじ切り丸ダイス
1
8
B
0
1
7
6
-2
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(参考) JISと対応する国際規格との対比表
JIS B 0176-2 : 2002 ねじ加工工具用語−第2部:ねじ切りダイス
ISO 5968 : 1981 ねじ切り丸ダイス−用語
(I) JISの規定
(II) 国際規
格番号
(III) 国際規格の規定
(IV) JISと国際規格との技術的差異の
項目ごとの評価及びその内容
(V) JISと国際規格との技術的
差異の理由及び今後の対策
表示箇所:
表示方法:
本体
定義欄に対応する
ISO規格の番号を括
弧で示す
項目番号
内容
項目番号
内容
項目ごと
の評価
技術的差異の内容
1.適用範囲
ねじ切りダイスに関す
る用語及びその定義を
規定。
ISO 5968
1.適用範囲
と応用分
野
ねじ切りダイスの用語を
規定。
IDT
−
2.分類
用語を6項目に分類し
て規定。
規定なし。
MOD/
追加
−
分類を明確にし,用語及びその
定義を索引しやすくしたので,
今後も残す。
3.ねじ切りダ
イスの名称の
呼び方
ねじ切りダイスの名称
の呼び方を規定。
規定なし。
MOD/
追加
−
ねじ切りダイスの名称を明確に
するため,今後も残す。
4.用語及び定
義
a)ねじ切りダイスの種
類
b)ねじ切りダイスの要
素
c)ねじ切りダイスの角
d)ねじ切りダイスの精
度
e)ねじ切りダイス刃部
の損傷
f)ねじ切りダイス一般
に分類して用語及びそ
の定義を規定。
2.
3.
ねじ切りダイスの形状
ねじ切りダイスの特徴
に分類して用語を規定。
MOD/
追加
a)ISO規格の用語を包含し
ている。
b)ISO規格の用語を包含し
ている。
c)ISO規格の用語を包含し
ている。
d)ISO規格には規定がない。
e)ISO規格には規定がない。
f)ISO規格には規定がない。
ISOの規格で使用している用語
及び定義にJISで使用している
用語及びその定義を追加してい
る。
1
9
B
0
1
7
6
-2
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
− IDT ··············· 技術的差異がない。
− MOD/追加 ······· 国際規格にない規定項目又は規定内容を追加している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
− IDT ··············· 国際規格と一致している。
− MOD ············· 国際規格を修正している。
20
B 0176-2 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業標準調査会標準部会 機械要素技術専門委員会 構成表
氏名
所属
(委員会長)
大 園 成 夫
東京電機大学工学部
(委員)
加 藤 伸 一
社団法人自動車技術会
川 口 俊 充
日本工具工業会
黒 澤 富 蔵
産業技術総合研究所
桑 田 浩 志
有限会社桑田設計標準化研究所
清 水 雄 輔
社団法人日本バルブ工業会
庄 野 敏 臣
社団法人日本工作機械工業会
筒 井 康 賢
産業技術総合研究所
真 弓 透
社団法人日本ベアリング工業会
丸 山 一 男
工学院大学機械工学科
望 月 正 紀
社団法人日本ねじ工業協会