B 0176-1 : 2002
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本工具工業会 (JSCTA) /財団法人日本規
格協会 (JSA) から工業標準原案を具して日本工業規格を改正して部編成に分割制定すべきとの申出があ
り,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。これによって,JIS
B 0176 : 1996は廃止され,JIS B 0176-1〜4に置き換えられる。
今回の制定は,日本工業規格を国際規格に整合させるため,JIS B 0176-1はISO 5967 : 1981, Taps for thread
cutting−Nomenclature of the main types and terminology(ねじ加工用タップ−主要な種類の名称及び用語)を
基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS B 0176-1には,次に示す附属書がある。
付属書(参考) JISと対応する国際規格との対比表
JIS B 0176の規格群には,次に示す部編成がある。
JIS B 0176-1 第1部;タップ
JIS B 0176-2 第2部:ねじ切りダイス
JIS B 0176-3 第3部:チェーザ
JIS B 0176-4 第4部:ねじ転造ダイス
B 0176-1 : 2002
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 分類 ······························································································································ 1
3. タップの名称の呼び方 ······································································································ 2
4. 用語及び定義 ·················································································································· 2
附属書(参考) JISと対応する国際規格との対比表 ································································· 25
索引 ·································································································································· 28
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0176-1 : 2002
ねじ加工工具用語−
第1部:タップ
Threading tools−Vocabulary
Part 1 : Taps
序文 この規格は,1981年に発行されISO 5967,Taps for thread cutting−Nomenclature of the main types and
terminologyを翻訳し,編集上及び/又は技術的内容を変更して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,原国際規格を変更している事項である。
1. 適用範囲 この規格は,主として金属加工用として一般に用いるタップ(1)に関する用語及びその定義
について規定する。
注(1) 主に回転とねじのリードに合った送りとによって下穴にめねじを形成するおねじ形の工具。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 5967 : 1981 Taps for thread cutting−Nomenclature of the main types and terminology (MOD)
2. 分類 用語の分類は,次による。
a) タップの種類
1) 刃部材料及び表面処理による分類
2) 構造による分類
3) シャンクの形態による分類
4) 機能又は用途による分類
4.1)
製造方法による分類
4.2)
用途による分類
4.3)
ねじの種類による分類
4.4)
溝の形態による分類
b) タップの要素
c) タップの角
d) タップの精度
e) タップ刃部の損傷
f)
タップ一般
2
B 0176-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. タップの名称の呼び方 タップの種類を表す名称は,タップの種類の番号順2.a)1)〜2.a)4)4.4)に該当
する用語を組み合わせて呼ぶ。ただし,製造方法については,これを省略し,ねじの種類による分類を刃
部材料及び表面処理の分類の後に呼ぶ。また,ねじの種類は呼びに換えてもよい(表1参照)。
表1 タップの名称の呼び方の例
呼び方
刃部材料及び
表面処理
ねじの種類 構造
シャンク
の形態
用途
溝の形態
メートル並目ねじ用ハ
ンドタップ上げ
(高速度工具鋼) メートル並
目ねじ用
(むく)(ストレー
トシャンク)
ハンド,上げ
(直溝)
M3ハンドタップ上げ
M3
合金工具鋼メートル細
目ねじ用ベントタップ
合金工具鋼
メートル細
目ねじ用
(溶接)ベント(シャ
ンク)
−
(直溝)
ユニファイ並目ねじ用
油穴付きスパイラルタ
ップ
(高速度工具鋼) ユニファイ
並目ねじ用
(むく)(ストレー
トシャンク)
油穴付き
スパイラル
超硬メートル並目ねじ
用テーパシャンクイン
ターラップスパイラル
ポイントタップ
超硬(合金)
メートル並
目ねじ用
(ろう
付け)
テーパシャ
ンク
インターラッ
プ
スパイラル
ポイント
超硬チタンナイトライ
ドコーティングユニフ
ァイ細目ねじ用ハンド
タップ
超硬(合金),
チタンナイトラ
イドコーティン
グ
ユニファイ
細目ねじ用
(むく)(ストレー
トシャンク)
ハンド
(直溝)
備考 括弧を付けてあるものは,省略してもよい。
4. 用語及び定義 タップの用語及びその定義は,次による。
なお,定義欄に対応国際規格の用語番号を括弧で示す。また,参考のために量記号,単位及び対応英語
を示す。
備考1. 用語の一部に括弧を付けてあるものは,括弧の中の用字を省略してもよい。
2. 用語欄で用語の下の括弧付きの仮名書きは,読み方を示す。
3. 用語の定義の中の太字で示す用語は,この規格で規定しているものである。
4. 図は一例を示すものであって,形状及び大きさを表すものではない。
なお,図中の括弧内の数字は,この規格の用語の番号を示す。
a) タップの種類
1) 刃部材料及び表面処理による分類
番号
用語
定義
対応英語(参考)
1101
合金工具鋼タップ
刃部の材料に合金工具鋼を使用したタップ。
alloy tool steel tap
1102
高速度(工具)鋼タップ
刃部の材料に高速度工具鋼を使用したタップ。
high speed (tool) steel tap
1103
超硬(合金)タップ
刃部の材料に超硬合金(炭化タングステンを主体
とした焼結体)を使用したタップ。
cememed carbide tap,
carbide tap
1104
コーティングタップ
刃部の材料に窒化チタニウム(チタンナイトライ
ド),炭化チタニウム(チタンカーバイド)などを
表面に一層又は多層に化学的若しくは物理的に密
着させた工具材料を使用したタップ。
備考 高速度鋼チタンナイトライドコーティング
タップや超硬チタンカーバイドコーティン
グタップなどがある。
coated tap
3
B 0176-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1105
窒化処理タップ
刃部の材料の表面に窒化処理を施した工具材料を
使用したタップ。
nitrided tap
1106
酸化処理タップ
刃部の材料の表面に酸化処理を施した工具材料を
使用したタップ。
oxidized tap
1107
窒化酸化処理タップ
刃部の材料の表面に窒化及び酸化処理を施した工
具材料を使用したタップ。
nitrided and oxidized tap
2) 構造による分類
番号
用語
定義
対応英語(参考)
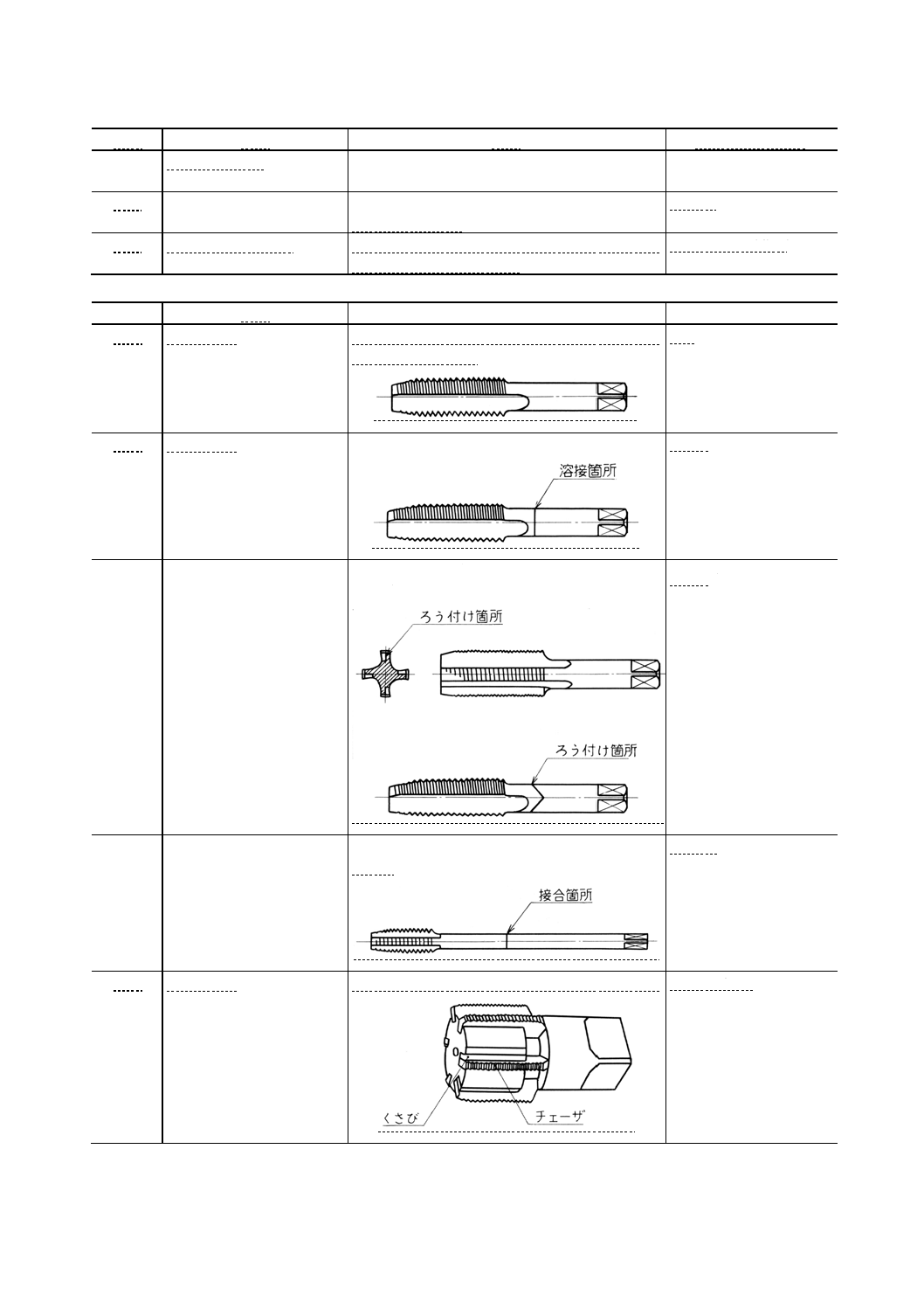
1201
むくタップ
ねじ部とシャンクとが同一材料からなり,一体と
なっているタップ。
solid tap
1202
溶接タップ
ねじ部にシャンクを溶接したタップ。
welded tap
1203
ろう付けタップ
刃部の材料をボデー又はシャンクにろう付けした
タップ。
brazed tap
1204
接ぎ柄タップ
ねじ部とシャンクとをねじなどで機械的に接いだ
タップ
sectional type tap
1205
植刃タップ
ボデーにチェーザを機械的に取り付けたタップ。
inserted chaser tap
4
B 0176-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
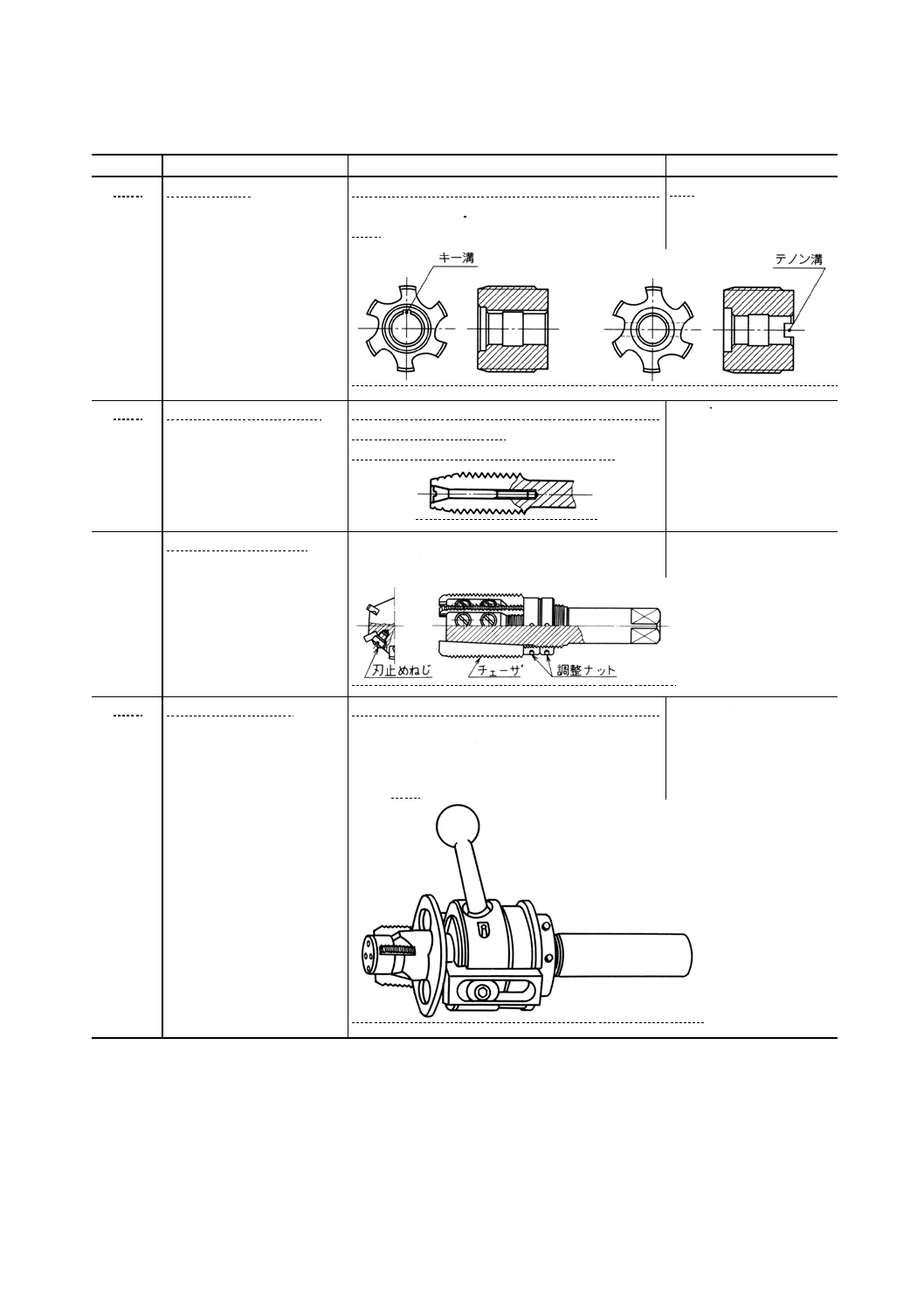
1206
シェルタッブ
ねじ部が中空でシャンクに取り付けて使用するタ
ップ。 (140, 141)
備考 キー溝タイプ,テノン溝タイプなどがある。
shell tap
1207
エキスパンションタッブ
割り溝があって,ねじ又はこまによってねじ部の
径を調節できるタップ。
備考 (割り溝)調整式タップともいう。
expansion tap
1208
アジャスタブルタップ
チェーザを植え込んであり,ねじ部の径を調節で
きるタップ。
adjustable tap
1209
コラプシブルタップ
ねじ立てが終わるとチェーザが内側に引き込ま
れ,逆転させないでねじ穴からタップを引き抜く
ことができるタップ。
備考 通常4個のチェーザが取り付けられてい
る。
collapsible tap
5
B 0176-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3) シャンクの形態による分類
番号
用語
定義
対応英語(参考)
1301
ストレートシャンクタップ シャンクが円筒になっているタップ。
straight shank tap
1302
フルダイヤメータシャンク
タッブ
ストレートシャンクタップのうちでシャンク径が
ねじ部の径とほぼ同じか太いタップ。 (110, 111)
full-diameter shank tap with
plain connecting portion
1303
ネック付きタップ
ねじ部とシャンクとの間にネックが付いているフ
ルダイヤメータシャンクタップ。 (112)
full-diameter shank tap with
recess
1304
レリーブシャンクタップ
ストレートシャンクタップのうちでシャンク径が
ねじ部の径より細いタップ。 (113)
relieved-shank tap,
reduced shank tap
1305
テーパシャンクタップ
シャンクがテーパになっているタップ。
taper shank tap
1306
ペアンタップ
特殊なねじ立て盤に使われ,シャンクにキー溝を
もつタップ。
備考 引きねじ用めねじをもつものもある。
pearn tap
1307
ベント(シャンク)タップ シャンクが曲がっていて,自動ねじ立盤で使用し,
ねじ立てされたナットは曲がったシャンクを通
って自動的に送り出され,機械を逆転又は停止
することがなく連続的にナットにねじ立てする
タップ。 (132, 133)
bent shank tap
6
B 0176-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1308
ボール溝付きタップ
ホルダに取り付けるため,シャンクにボールの入
る溝をもつタップ。
ball groove shank tap
4) 機能又は用途による分類
4.1)
製造方法による分類
番号
用語
定義
対応英語(参考)
1401
研削(仕上げ)タップ
ねじ部を研削仕上げしたタップ。
ground (thread) tap
1402
切削(仕上げ)タップ
ねじ部を切削仕上げしたタップ。
cut (thread) tap
1403
転造(仕上げ)タップ
ねじ部を転造仕上げしたタップ。
rolled (thread) tap
4.2)
用途による分類
番号
用語
定義
対応英語(参考)
1411
ハンドタップ
一般に使用するタップ。主に機械でねじ立てを行
うが,手作業で使用することもある。 (110, 111,
112, 113)
備考 ショートマシンタップともいう。
hand tap,
short machine and hand tap
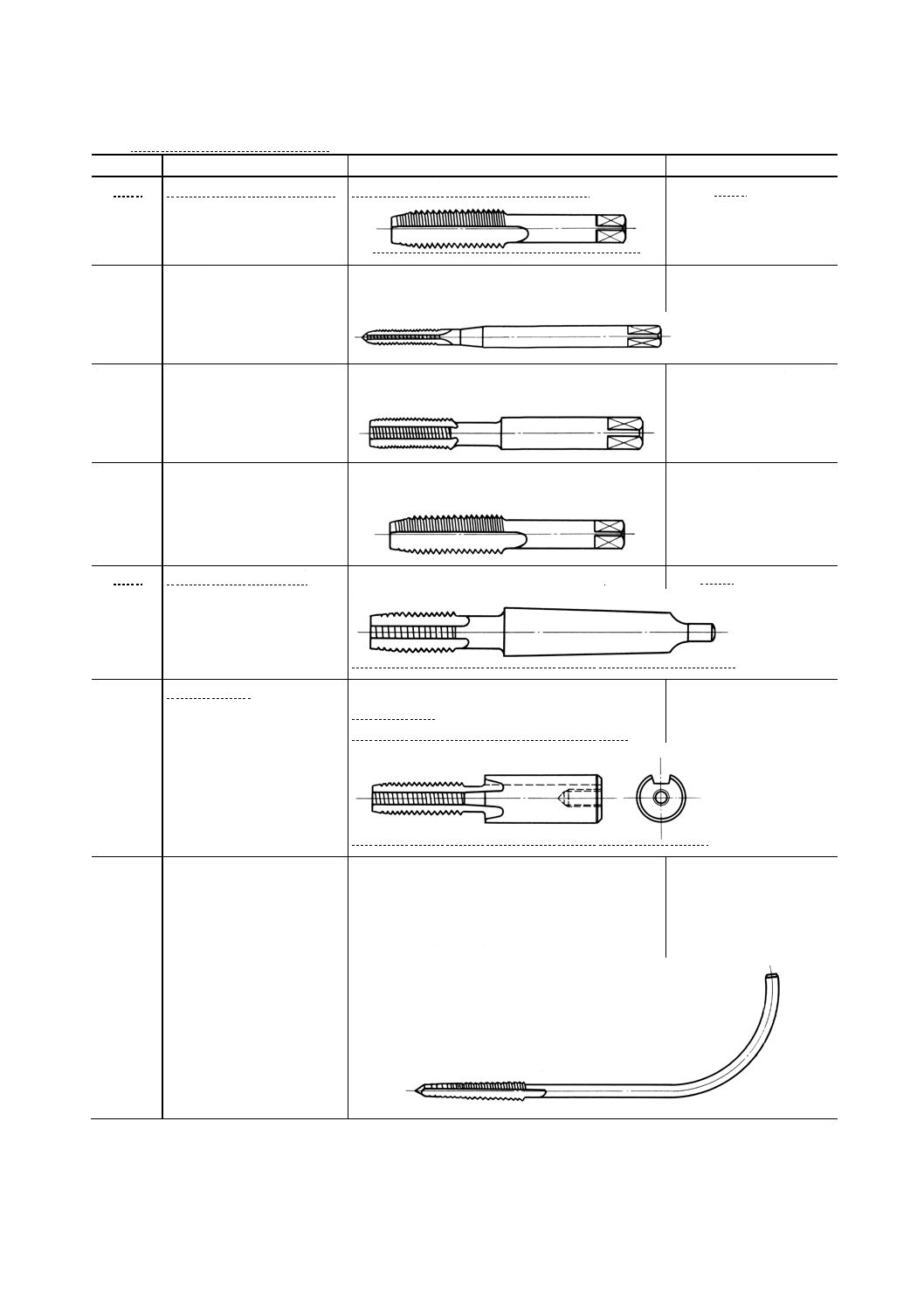
1412
等径ハンドタップ
ハンドタップのうちの等径タップ。
備考 一般に食付き部の山数によって,先・中・
上げのタップに分けられる。
regular hand tap,
ordinary hand tap
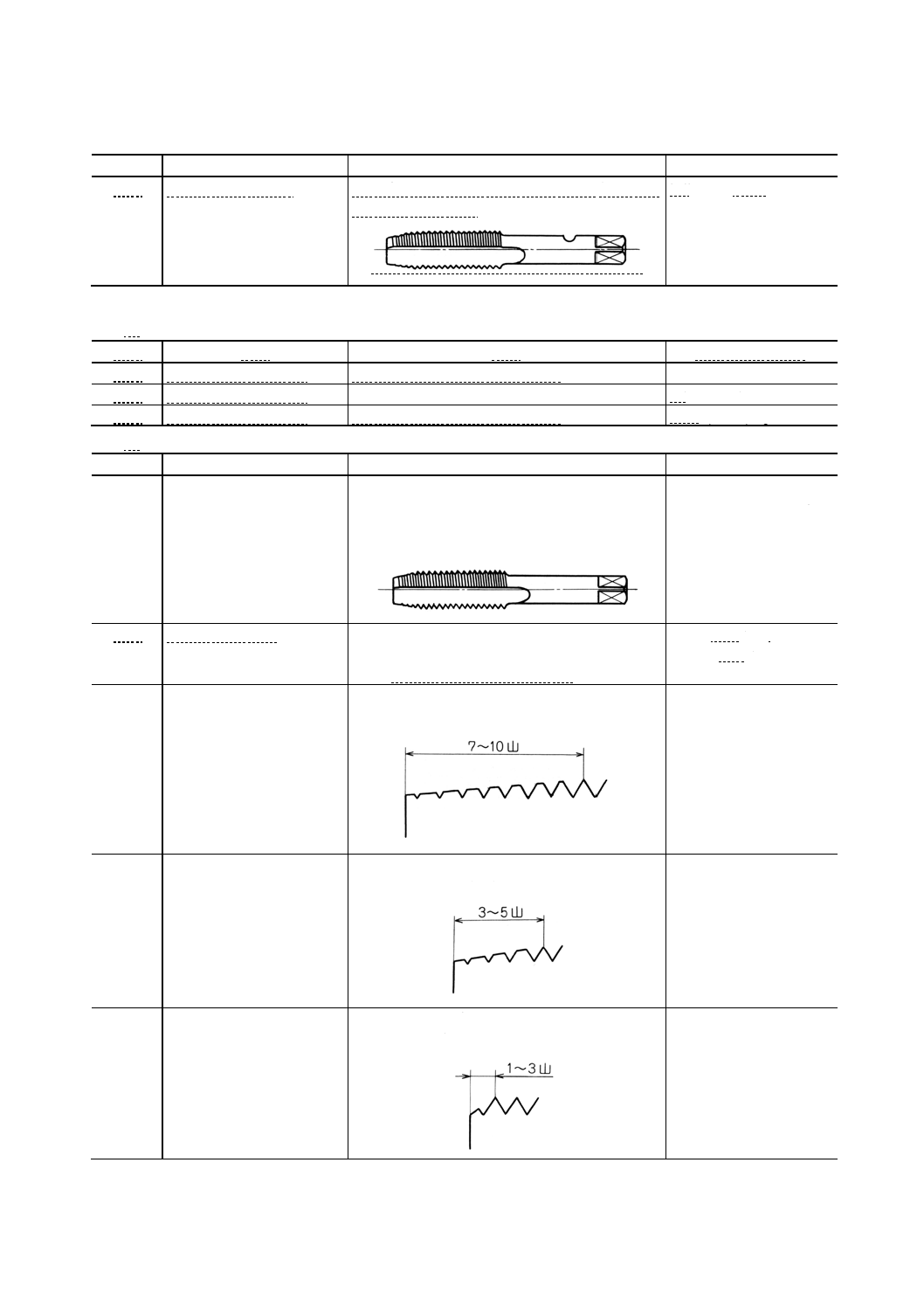
1413
先タップ
等径ハンドタップのうちで,食付き部の山数が7
〜10山のタップ。 (202)
taper (hand) tap
1414
中タップ
等径ハンドタップのうちで,食付き部の山数が3
〜5山のタップ。 (201)
plug (hand) tap
1415
上げタップ
等径ハンドタップのうちで,食付き部の山数が1
〜3山のタップ。 (200)
hottoming (hand) tap
7
B 0176-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1416
等径タップ
ねじ部の径が等しく,食付き部の山数が異なる2
本以上を一組としたタップ。 (251, 261)
regular tap
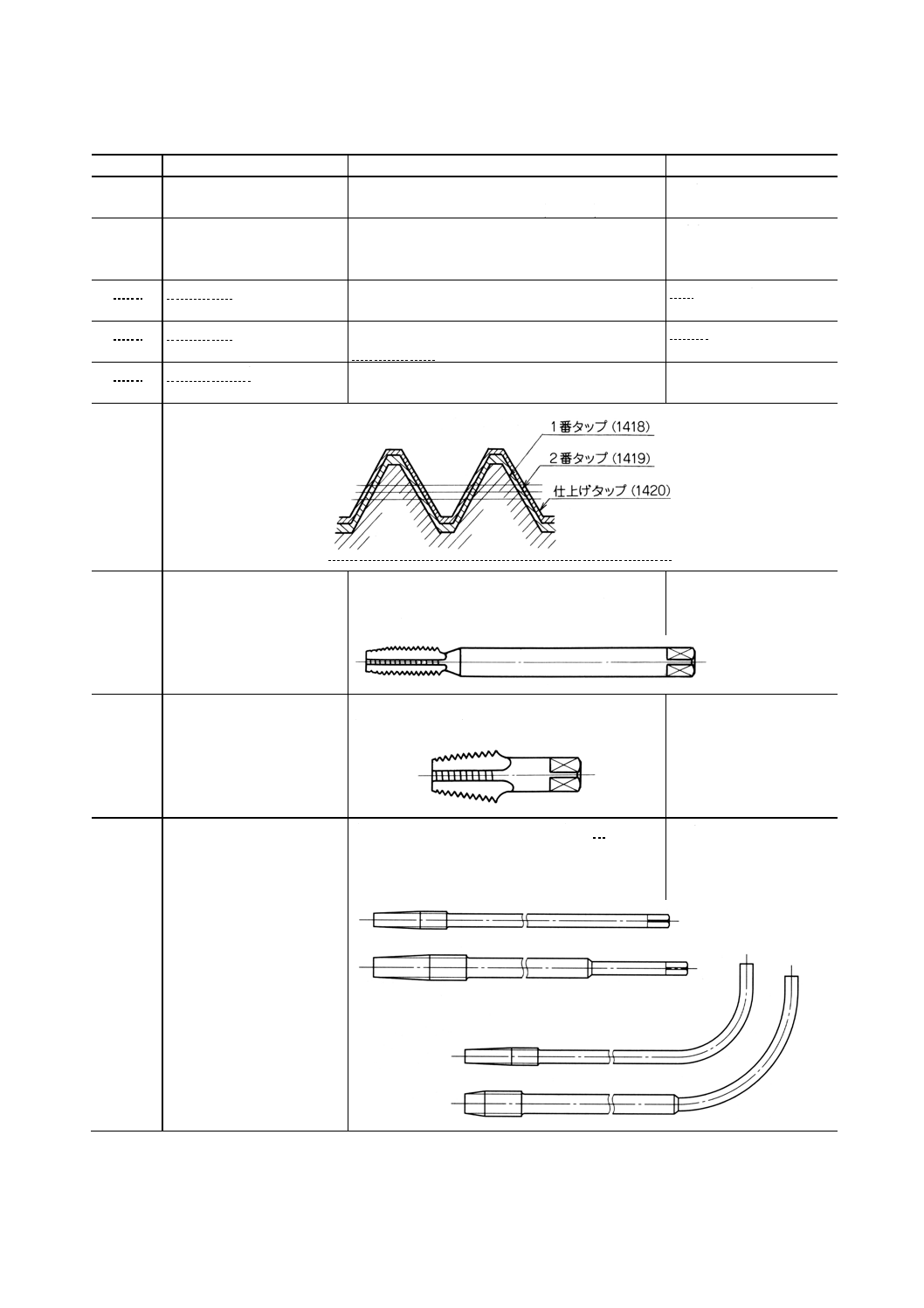
1417
増径タップ
(ぞうけいたっぷ)
2本以上を一組とし,1番タップから順次その径を
大きくし,仕上げタップで所要の径に仕上げるよ
うに作られているタップ。 (250, 260)
serial tap
1418
1番タップ
増径タップのうちで最初のねじ立てに使用するタ
ップ。
first roughing tap
1419
2番タップ
増径タップのうちで1番タップを通した後に使用
するタップ。
second roughing tap
1420
仕上げタップ
増径タップのうちで最後の仕上げに使用するタッ
プ。
finishing tap
1421
ロング(シャンク)タップ ストレートシャンクタップのうちで,ハンドタッ
プに比べてシャンクが長いタップ。 (120, 121,
122, 123)
long shank tap
1422
テーパタップ
テーパねじのねじ立てに用いるねじ部にテーパが
付いているタップ。 (150)
taper thread tap
1423
自動ねじ立盤用タップ
自動ねじ立盤に使用するタップ(JIS B 4433参
照)。 (130, 131, 132, 133)
備考 ねじ立盤の仕様によってシャンクの形状が
異なる。
tap for automatic tapping
machine
8
B 0176-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1424
ナットタップ
主にねじ立盤でナットを作るときに使用するタッ
プ。ハンドタップに比べシャンクが長く,かつ比
較的食付き部が長い(JIS B 4433参照)。 (203)
nut tap
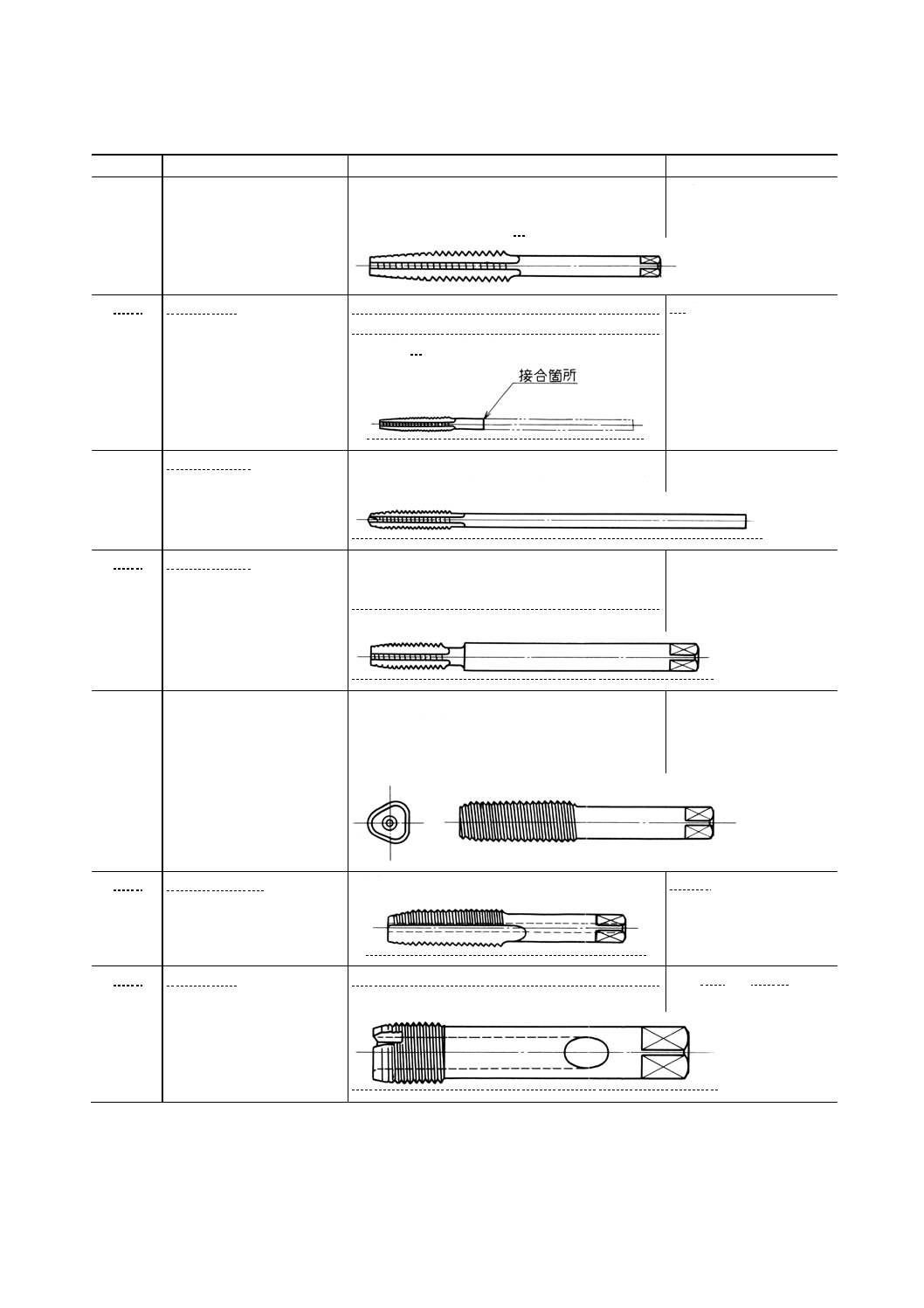
1425
ニブタップ
主にねじ立盤でナットを作るときにベントシャン
ク又はストレートシャンクに接合して使用するタ
ップ(JIS B 4433参照)。
nib tap
1426
タッパタップ
ねじ立て作業中,ねじ立てされたナットを複数個
ためられるように長いシャンクをもったタップ。
tapper tap
1427
プーリタップ
シャンク径がねじの外径とほぼ同じで,ハンドタ
ップに比べてシャンクが長く,プーリなどのボス
にオイルカップ又は止めねじなどを取り付けるた
めのねじ立てをリムの穴を通して行うタップ。
pulley tap
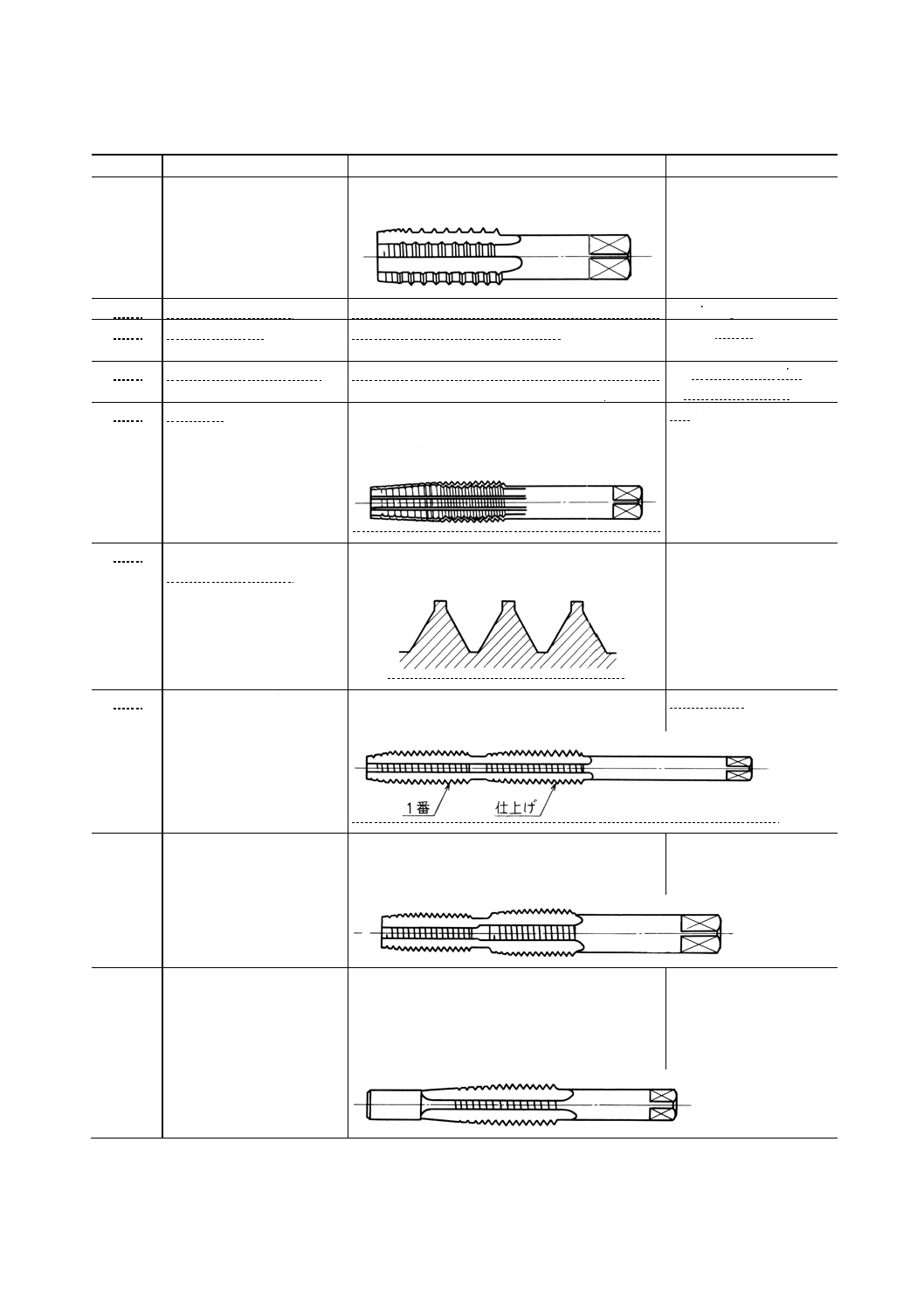
1428
盛上げタップ
切れ刃がなく塑性加工によってめねじを成形する
タップ。 (204)
備考1. 油溝のあるものとないものとがある。
2. 油溝のないものを溝なしタップという。
thread forming tap, fluteless
tap
1429
油穴付きタップ
ボデーに油穴をもったタップ。
oil hole tap
1430
深穴タップ
深いねじ立てをする際,切りくずを排出するため
タップの心部に穴をもったタップ。
deep hole tap, hollow tap
9
B 0176-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1431
インターラップタップ
溝数を奇数とし,各ランドのねじ山を一山とびに
取り除いたタップ。 (211)
interrupted thread tap
1432
オーバサイズタップ
ねじ部の径を標準より大きくしたタップの総称。 oversize tap
1433
多条ねじタップ
多条ねじの加工に用いるタップ。
備考 2条ねじ用,3条ねじ用などがある。
multiple thread tap
1434
インサートコイルタップ
インサートコイルを使う場合のめねじを加工する
ため,ねじ部の径を大きくしたタップ。
tap for helical coil wire
screw thread insert
1435
種タップ
ハンドタップに比べて溝数が多く,ねじ切りダイ
スその他,おねじ加工工具のねじ仕上げ加工に用
いるタップ。
hob tap
1436
山高タップ
(やまたかたっぷ)
めねじの谷底に特に大きなすきまができるように
山の頂を高くしたタップ。
supercrest tap
1437
増径段付きタップ
ねじ部を先端からシャンクの方へ段階的に順次径
を大きくし,最終部で所要の径に仕上げるタップ。
tandem serial tap
1438
異径段付きタップ
ねじ部に2種類又はそれ以上の径の異なるねじ
(ただし,ピッチ又は山数が等しい。)をもったタ
ップ。 (212)
tandem tap
1439
案内付きタップ
ねじ下穴又は基準穴とねじの軸心とを同心にする
ため,穴と同径の案内部をもったタップ。 (213)
備考 先に加工したねじと同軸とし,リードを合
わせ加工したいときなどに用いる案内ねじ
をもった案内ねじ付きタップもある。
pilot tap
10
B 0176-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
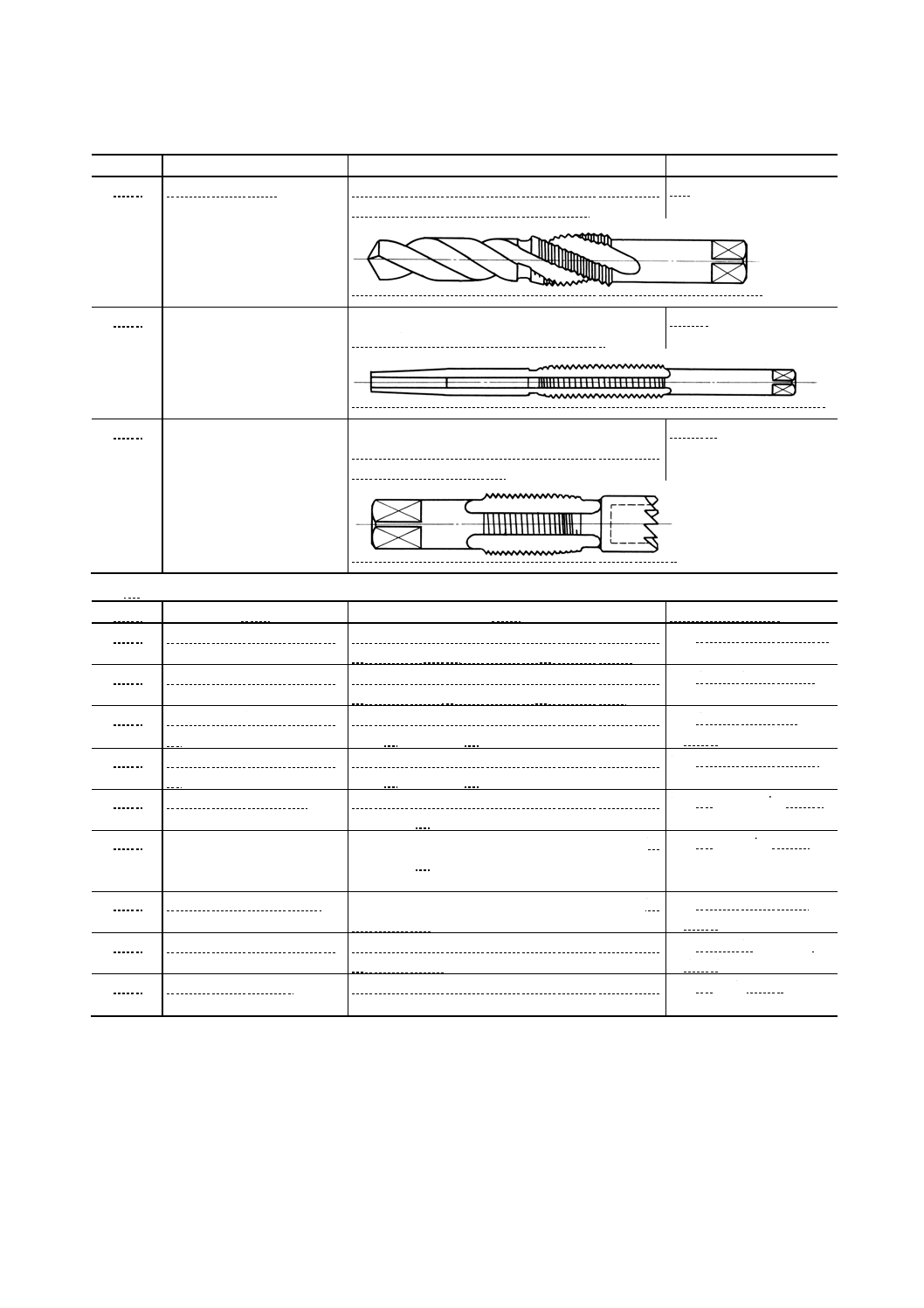
1440
ドリル付きタップ
ねじ下穴あけとねじ立てとを1工程で行うもの
で,先端にドリル部をもったタップ。
drill tap
1441
リーマ付きタップ
ねじ下穴の仕上げとねじ立てとを1工程で行うも
ので,先端にリーマ部をもったタップ。
reamer tap
1442
ホールソー付きタップ
薄板に大径のねじ立てをする場合,ねじ下穴あけ
とねじ立てとを1工程で行うもので,先端にホー
ルソーをもったタップ。
hole saw tap
4.3)
ねじの種類による分類
番号
用語
定義
対応英語(参考)
1451
メートル並目ねじ用タップ メートル並目ねじのねじ立てに用いるタップ(JIS
B 0205-1, JIS B 0205-4,JIS B 4430参照)。
taps for metric coarse thread
1452
メートル細目ねじ用タップ メートル細目ねじのねじ立てに用いるタップ(JIS
B 0205-1,JIS B 0205-4,JIS B 4430参照)。
taps for metric fine thread
1453
ユニファイ並目ねじ用タッ
プ
ユニファイ並目ねじのねじ立てに用いるタップ
(JIS B 0206,JIS B 4432参照)。
taps for unified coarse
thread
1454
ユニファイ細目ねじ用タッ
プ
ユニファイ細目ねじのねじ立てに用いるタップ
(JIS B 0208,JIS B 4432参照)。
taps for unified fine thread
1455
管用平行ねじ用タップ
管用平行ねじのねじ立てに用いるタップ(JIS B
0202,JIS B 4445参照)。
taps for parallel pipe thread
1456
管用テーパねじ用タップ
管用テーパねじのねじ立てに用いるタップ(JIS B
0203,JIS B 4446参照)。
備考 テーパタップと平行タップとがある。
taps for taper pipe thread
1457
ミニチュアねじ用タップ
ミニチュアねじのねじ立てに用いるタップ(JIS B
0201参照)。
taps for miniature screw
thread
1458
メートル台形ねじ用タップ メートル台形ねじのねじ立てに用いるタップ(JIS
B 0216参照)。
taps for metric trapezoidl
thread
1459
自転車ねじ用タップ
自転車ねじのねじ立てに用いるタップ(JIS B
0225参照)。
taps for cycle thread
11
B 0176-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.4)
溝の形態による分類
番号
用語
定義
対応英語(参考)
1461
直溝タップ
(ちょくみぞたっぷ)
溝が軸線に平行なタップ。 (207)
straight fluted tap
1462
(右)スパイラルタップ
溝が軸線に対して右にねじれているタップ。右ね
じの場合,切りくずがシャンク側に排出される。
(209)
備考 溝のねじれ角によってスロー,ミディアム
及びファーストがある。
(right hand) spiral fluted tap
1463
左スパイラルタップ
溝が軸線に対して左にねじれているタップ。右ね
じの場合,切りくずが進行方向に排出される。
(210)
left hand spiral fluted tap
1464
スパイラルポイントタップ 食付き部の切れ刃側の溝を数山斜めに削りとっ
て,切りくずが容易に進行方向に排出されるよう
にしたタップ。ポイントタップともいう。 (205,
206, 208)
備考1. 直溝があるものとないものとがある。
2. 油溝があるものとないものとがある。
spiral pointed tap
b) タップの要素
番号
用語
定義
参考
量記号
対応英語
2001
呼び
ねじの種類を表す記号,呼び径を表す
数字,及びピッチ又は山数などで表す。
例 M8, M8×1, 1/2-13UNC, Gl/8
−
nominal designation,
nominal size
2002
基準山形
ねじ山の実際の断面形を定めるための
基準となる理論上のねじ山形状(JIS B
0101参照)。
備考 ねじの軸線を含んだ断面形につ
いていうのが普通である。
−
basic profile
2003
外径
ねじの山の頂に接する仮想的な円筒
(又は円すい)の直径。 (339)
−
major diameter
2004
外径の基準寸法
外径の許容限界寸法の基準となる寸法
(JIS B 0401-1,JIS B 4430参照)。 (320,
400)
D
basic major diameter
12
B 0176-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
2005
外径の最小許容寸法
外径の最小許容限界寸法。 (401)
dmin
permissible minimum major
diameter
2006
外径の基礎となる許容差
外径の最小許容寸法と外径の基準寸法
との差。 (402)
JS
minimum clearance on
major diameter
2007
有効径
ねじ溝の幅がねじ山の幅に等しくなる
ような仮想的な円筒(又は円すい)の
直径。この場合,ピッチが規定のピッ
チに等しいときは単独有効径に等しい
(JIS B 0101参照)。
−
pitch diameter
2008
単独有効径
a) 平行ねじの場合は,軸線に沿って
測ったねじ溝の幅が規定上のピッ
チの1/2であるような仮想的な円
筒の直径。
b) テーパねじの場合は,テーパ面に
沿って測ったねじ溝の幅が,テー
パ面に沿って測った規定上のピッ
チの1/2であるような円すいの直
径(JIS B 0101参照)。
−
simple pitch diameter
2009
有効径の基準寸法
有効径の許容限界寸法の基準となる寸
法(JIS B 0401-1,JIS B 4430参照)。
(403)
d2
basic pitch diameter
2010
有効径の最小許容寸法
有効径の最小許容限界寸法。 (404)
d2min
minimum pitch diameter
2011
有効径の最大許容寸法
有効径の最大許容限界寸法。 (405)
d2max
maximum pitch diameter
2012
有効径の公差
有効径の最大許容寸法と有効径の最小
許容寸法との差。 (406)
Td2
tolerance on pitch diameter
2013
有効径の下の許容差
有効径の最小許容寸法と有効径の基準
寸法との差。 (407)
Em
lower deviation of pitch
diameter
2014
有効径の上の許容差
有効径の最大許容寸法と有効径の基準
寸法との差。 (408)
ES
upper deviation of pitch
diameter
2015
谷の径
ねじの谷底に接する仮想的な円筒(又
は円すい)の直径。 (340)
−
minor diameter
2016
谷の径の基準寸法
谷の径の許容限界寸法の基準となる寸
法(JIS B 0401-1,JIS B 4430参照)。
d1
basic minor diameter
2017
公差域
上の許容差と下の許容差との間にある
領域。
−
tolerance zone
2018
基準径の位置
テーパタップにおいて基準径を示すた
めの軸直角平面の位置(JIS B 4446参
照)。
−
position of gauge plane
2019
とがり山の高さ
とがり三角形の高さ(JIS B 0101参照)。
H
fundamental triangle height
2020
ねじ山のアデンダム
有効径から外径までの半径差(JIS B
4446参照)。
備考 テーパタップなどでは,ねじ山
形によってねじ部の精度が決め
られるので,そのねじ山形の状態
を表すのに用いるもの。
−
addendum of thread
13
B 0176-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
2021
ねじ山のデデンダム
有効径から谷の径までの半径差(JIS B
4446参照)。
備考 テーパタップなどでは,ねじ山
形によってねじ部の精度が決め
られるので,そのねじ山形の状態
を表すのに用いるもの。
−
dedendum of thread
2022
アデンダムの基準寸法
ねじ山のアデンダムの基準の高さ。
ha
basic size of addendum
2023
デデンダムの基準寸法
ねじ山のデデンダムの基準の高さ。
hd
basic size of dedendum
2024
ピッチ
ねじの軸線を含む断面において,互い
に隣り合うねじ山の相対応する2点を
軸線に平行に測った距離(JIS B 0101
参照)。 (409)
P
pitch
2025
リード
ねじのつる巻き線に沿って軸の周りを
一周するとき,軸方向に進む距離(JIS
B 0101参照)。
−
lead
2026
(25.4mmにつき)山数
(やますう)
25.4mmをピッチで割った値(JIS B
0101参照)。
n
threads per inch
2027
ねじ山の角度
ねじの軸線を含んだ断面形において測
った隣り合う二つのフランクがなす角
度。ねじ山の全角ということもある
(JIS B 0101参照)。 (410)
α
included angle of thread
2028
山の半角
対称断面形のねじ山におけるフランク
角。ねじ山の角度の半分に等しい。
a/2
half angle of thread
2029
山の頂
(やまのいただき)
ねじ山の両側のフランクを連絡する面
(JIS B 0101参照)。
−
crest
2030
山の丸み
山の頂に円弧部があるとき,その半径。
−
crest radius
2031
谷底
ねじ溝の両側のフランクを連絡する面
(JIS B 0101参照)。
−
root
2032
谷の丸み
谷底に円弧部があるとき,その半径。
−
root radius
2033
フランク
山の頂と谷底とを連絡する面。軸線を
含んだ断面形では,一般に直線になっ
ている(JIS B 0101参照)。
−
flank
2034
右ねじ
軸方向に見たとき,時計回り(右回り)
にたどれば,その人から遠ざかるよう
なねじ(JIS B 0101参照)。 (411)
−
right-hand thread
2035
左ねじ
軸方向に見たとき,逆時計回り(左回
り)にたどれば,その人から遠ざかる
ようなねじ(JIS B 0101参照)。 (412)
−
left-hand thread
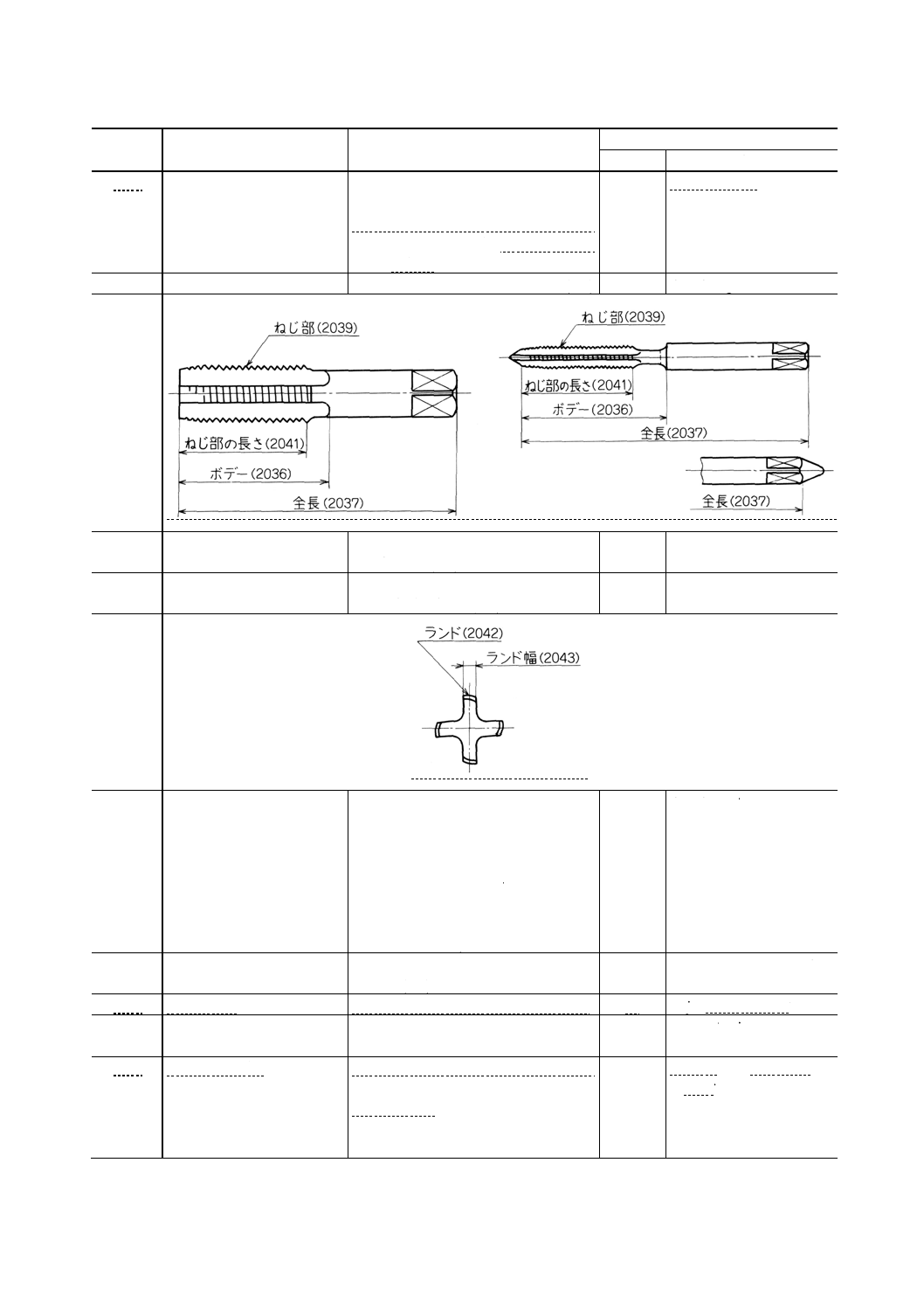
2036
ボデー
タップの基幹部,それ自身が切れ刃を
形成するか,又はブレード若しくはチ
ップを保持する部分を含めた全体。シ
ャンクタイプのタップの場合は,シャ
ンク前端からねじ部先端までの部分。
−
body
2037
全長
通常刃部の先端からシャンク末端まで
を軸に平行に測った長さ。 (310)
L
overall length
2038
刃部
タップの切削に直接あずかる部分。切
れ刃, すくい面及び逃げ面からなる。
−
cutting part
2039
ねじ部
食付き部を含んだねじ山のある部分。
−
thread part
14
B 0176-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
2040
ねじ部の径
ねじ部の一番大きい箇所の外径,有効
径及び谷の径。
備考 テーパタップにおいては基準径
の位置での外径, 有効径及び谷
の径。
−
thread diameter
2041
ねじ部の長さ
軸に平行に測ったねじ部の長さ。 (311)
l
thread length
2042
ランド
切れ刃からヒールまでの堤状の幅をも
った部分。 (334)
−
land
2043
ランド幅
切れ刃からヒールまでの堤状のねじ山
がある部分の幅。 (335)
t
width of land
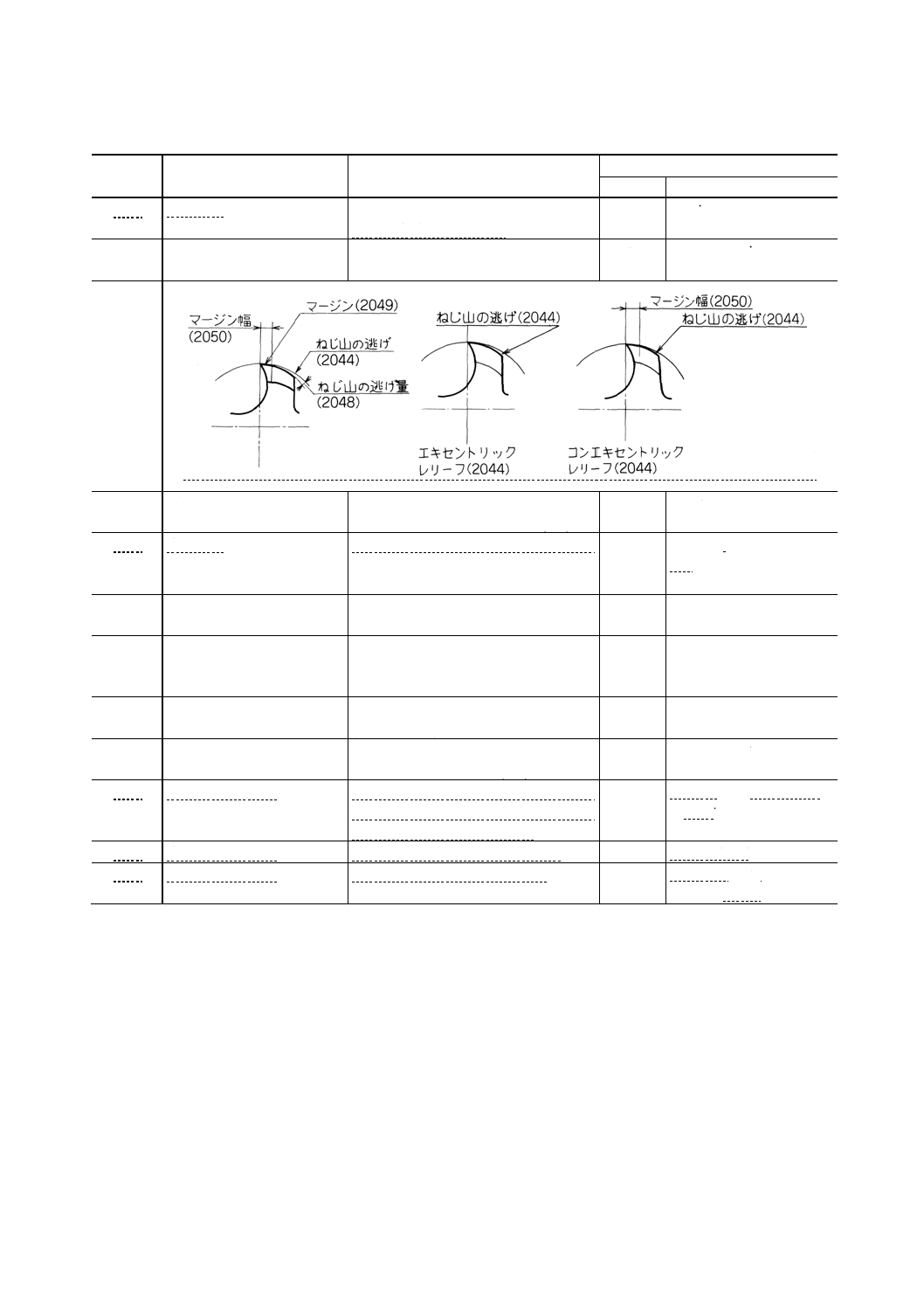
2044
ねじ山の逃げ
ランドにおいて切れ刃からヒールにか
けてねじ山に施した逃げ。 (351, 352,
353, 354)
備考 逃げの取り方によって,エキセン
トリックレリーフ (eccentric
thread relief) ,コンエキセントリ
ックレリーフ (con-eccentric
thread relief) などがある。
−
thread relief
2045
ノーレリーフねじ
ランドにおいて,ねじ山の逃げがない
ねじ。 (350)
−
no relief thread, concentric
2046
外径の逃げ
完全ねじ山部の山の頂に施した逃げ。
−
major diameter relief
2047
逃げなし外径
フランク及び谷の径にだけ,半径方向
の逃げを施したねじ。 (353, 354)
−
no relief major diameter
2048
ねじ山の逃げ量
タップの中心からねじ山までの半径
が,切れ刃からヒールまでの間に減少
している量。
備考 ねじの外径と有効径との逃げ量
が違うものもある。
St
indicator drop for thread
relief
15
B 0176-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
2049
マージン
ランドにおけるねじの半径方向の逃げ
面上で逃げのない部分。
margin
2050
マージン幅
マージンを切れ刃と直角に測った幅。
(356)
tm
width of margin
2051
バックテーパ
ねじ部の先端からシャンクに向かって
径を細くした軸方向の逃げ。 (358)
Bt
back taper
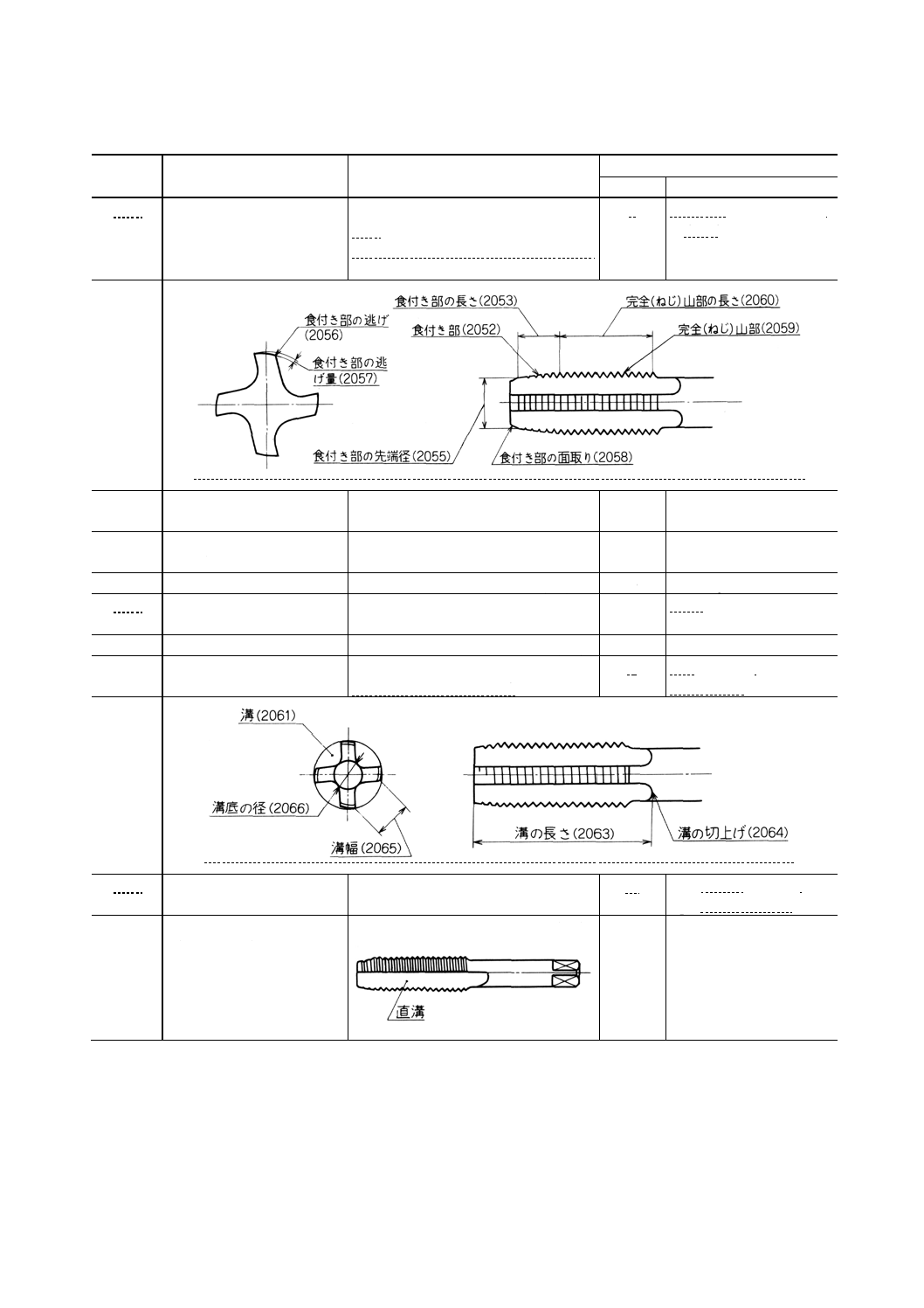
2052
食付き部
タップが工作物に食い付いて,切削又
は盛り上げながらタップ自身を案内す
る部分。
−
chamfer,
lead
2053
食付き部の長さ
軸に平行に測った食付き部の長さ。
(316)
lc
chamfer length, lead length
2054
食付き部の山数
食付き部の長さ内の山数。 (338)
nc
number of chamfered
threads,
number of lead threads
2055
食付き部の先端径
食付き部の先端切れ刃の最小直径。
(323, 341, 357)
dp
chamfer point diameter
2056
食付き部の逃げ
食付き部において,切れ刃からヒール
にかけて施した逃げ。 (355)
−
chamfer relief
2057
食付き部の逃げ量
食付き部において,タップの中心から
山の頂までの半径が切れ刃からヒール
までの間に減少している量。
Sc
indicator drop for chamfer
relief
2058
食付き部の面取り
食付き部の先端に施した面取り。
−
chamfer bevel
2059
完全(ねじ)山部
完全なねじ山の形をもつ部分。
−
full thread part,
complete thread portion
16
B 0176-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
2060
完全(ねじ)山部の長さ
軸に平行に測った完全ねじ山部の長
さ。
備考 一般には,ねじ部の長さから食
付き部の長さを引いた長さ。
lt
fun thread length, complete
thread length
2061
溝
隣り合った切れ刃とヒールとの間の切
りくず排出のための凹んだ部分。 (333)
flute
2062
溝数
(みぞすう)
溝の数。 (337)
Z
number of flutes
2063
溝の長さ
軸に平行に測った溝の長さ。 (314)
lf
flute length
2064
溝の切上げ
タップの溝を加工するときの工具の切
上げに対応する部分。
−
cutter sweep
2065
溝幅
軸直角断面上の溝をまたぐ幅。 (336)
tf
width of flute
2066
溝底の径
溝の底に接する仮想的な円筒(又は円
すい)の直径。 (324, 342)
df
core diameter,
web diameter
2067
溝底のテーパ
溝底の径が先端からシャンクに向かっ
て漸次大きくなっているテーパ。
−
taper of core diameter,
taper of web diameter
2068
直溝
(ちょくみぞ)
タップの軸に対して平行な溝。 (330)
−
straight flute
17
B 0176-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
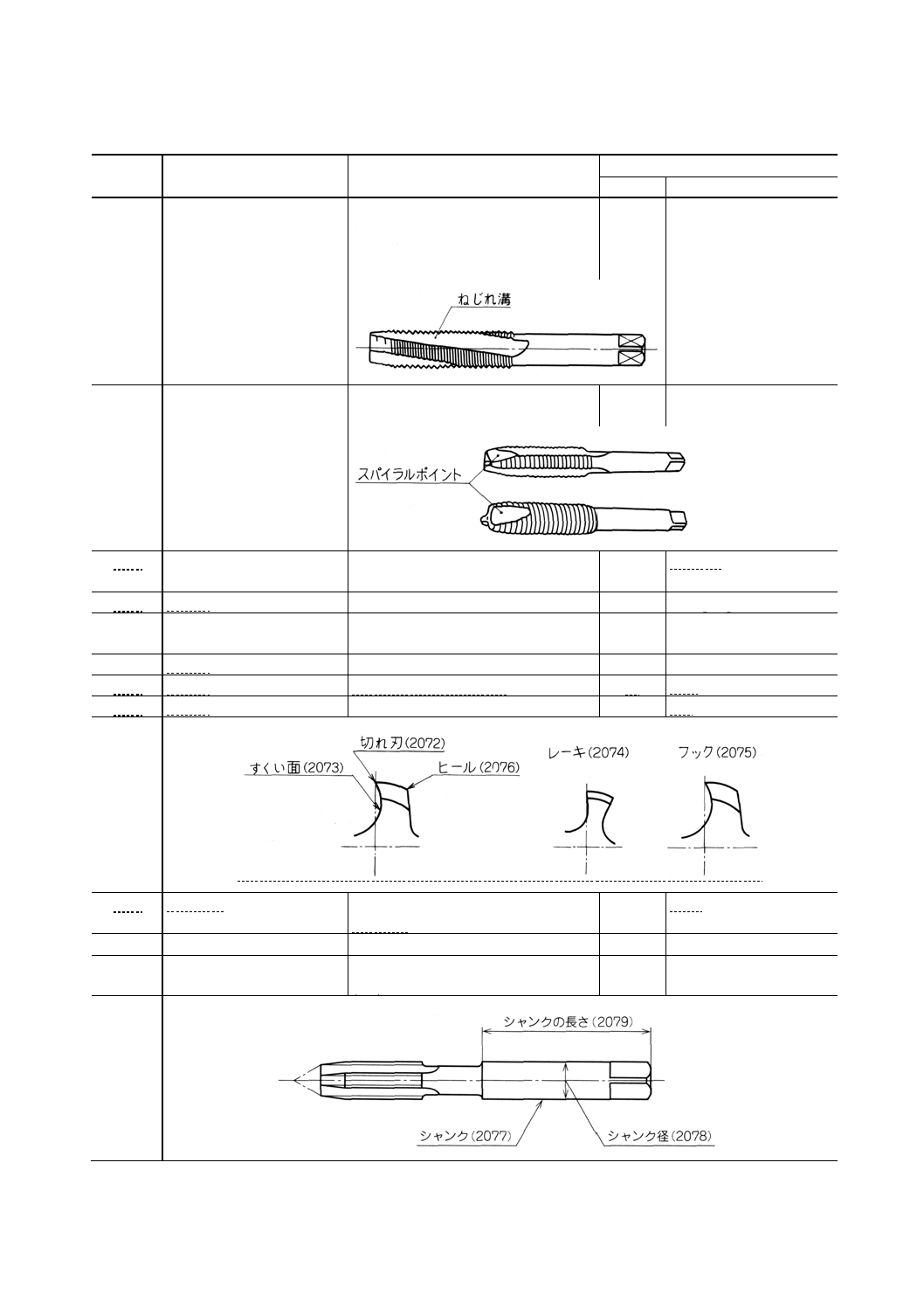
2069
ねじれ溝
タップの軸に対してねじれている溝。
(332)
備考 右ねじれ溝と左ねじれ溝とがあ
る。
−
spiral flute,
helical flute
2070
スパイラルポイント
食付き部にねじれ溝を付けた部分。
(331)
−
spiral point
2071
溝のリード
ねじれ溝の場合,溝に沿って軸を一周
したとき軸方向に移動する距離。
f1
flute lead
2072
切れ刃
すくい面が逃げ面につながる部分。
−
cutting edge
2073
すくい面
切削を営む主体となる面。切りくずは,
この面上を擦過する。
−
cutting face
2074
レーキ
すくい面が平面の形状。
−
rake
2075
フック
すくい面が曲面の形状。
−
hook
2076
ヒール
逃げ面と溝とのつなぎとなる部分。
−
heel
2077
シャンク
タップの柄部。使用に際してこれを保
持する。
−
shank
2078
シャンク径
シャンクの直径。 (321)
d
shank diameter
2079
シャンクの長さ
軸に平行に測ったシャンクの長さ。
(315)
ls
shank length
18
B 0176-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
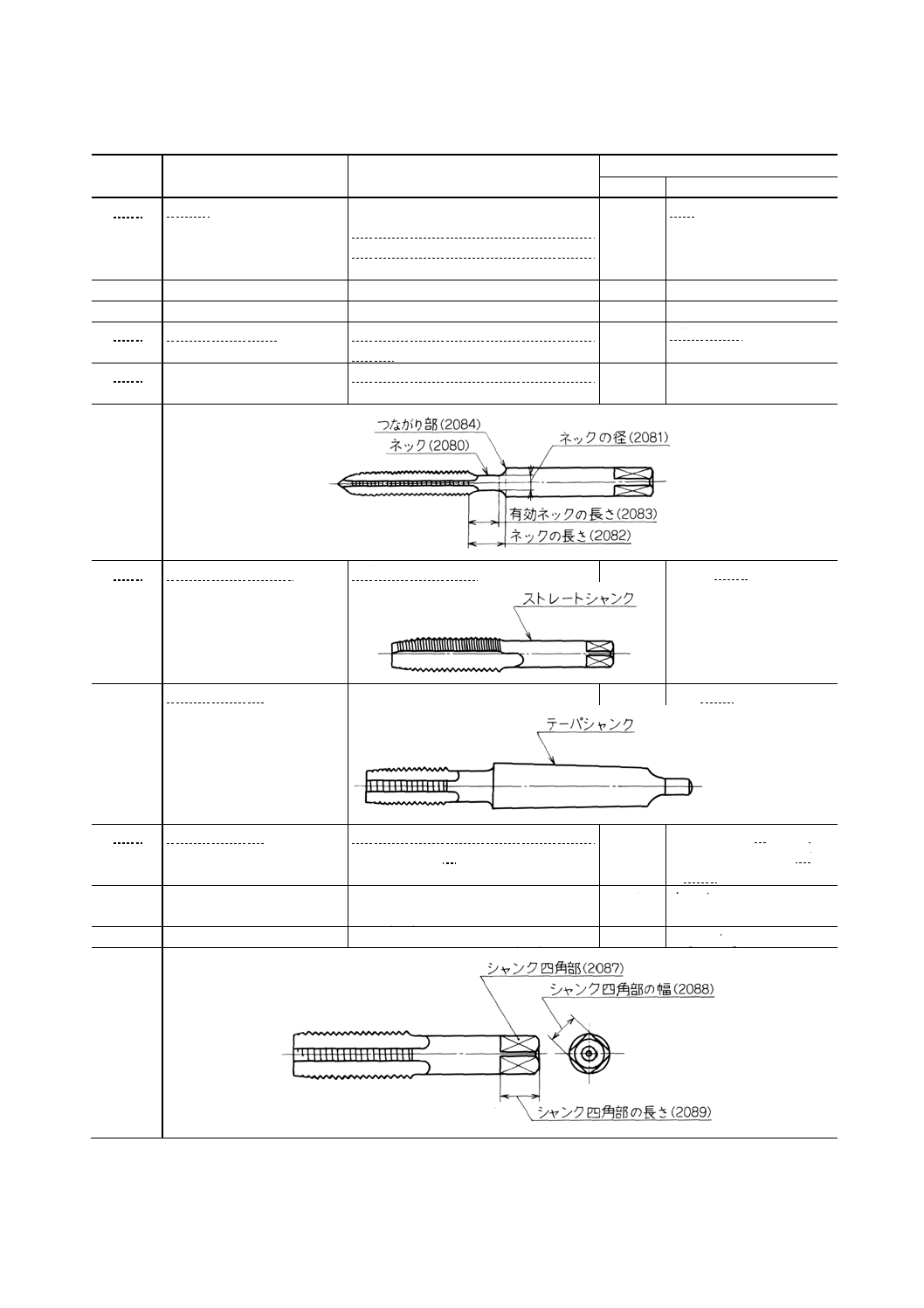
2080
ネック
タップの製作上又は使用上の必要によ
って,ねじ部とシャンクとの間に設け
たくびれた部分。ネックはボデーの一
部である。
−
neck
2081
ネックの径
ネックの円筒部の径。 (322)
−
neck diameter
2082
ネックの長さ
軸に平行に測ったネックの長さ。 (312)
ln
neck length
2083
有効ネックの長さ
ネックの長さからつながり部を引いた
長さ。
lne
effctive neck length
2084
つながり部
ネックの円筒部からシャンクに接続す
るテーパの部分。
−
connecting portion
2085
ストレートシャンク
円筒状のシャンク。
−
straight shank
2086
テーパシャンク
円すい状のシャンク。
−
taper shank
2087
シャンク四角部
ストレートシャンクの端部に付けた四
角の部分(JIS B 4002参照)。
−
square portion of shank,
driving square portion of
shank
2088
シャンク四角部の幅
シャンク四角部の対応する二面間の距
離。 (317)
K
size of square
2089
シャンク四角部の長さ
シャンク四角部の長さ。 (313)
lK
length of square
19
B 0176-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
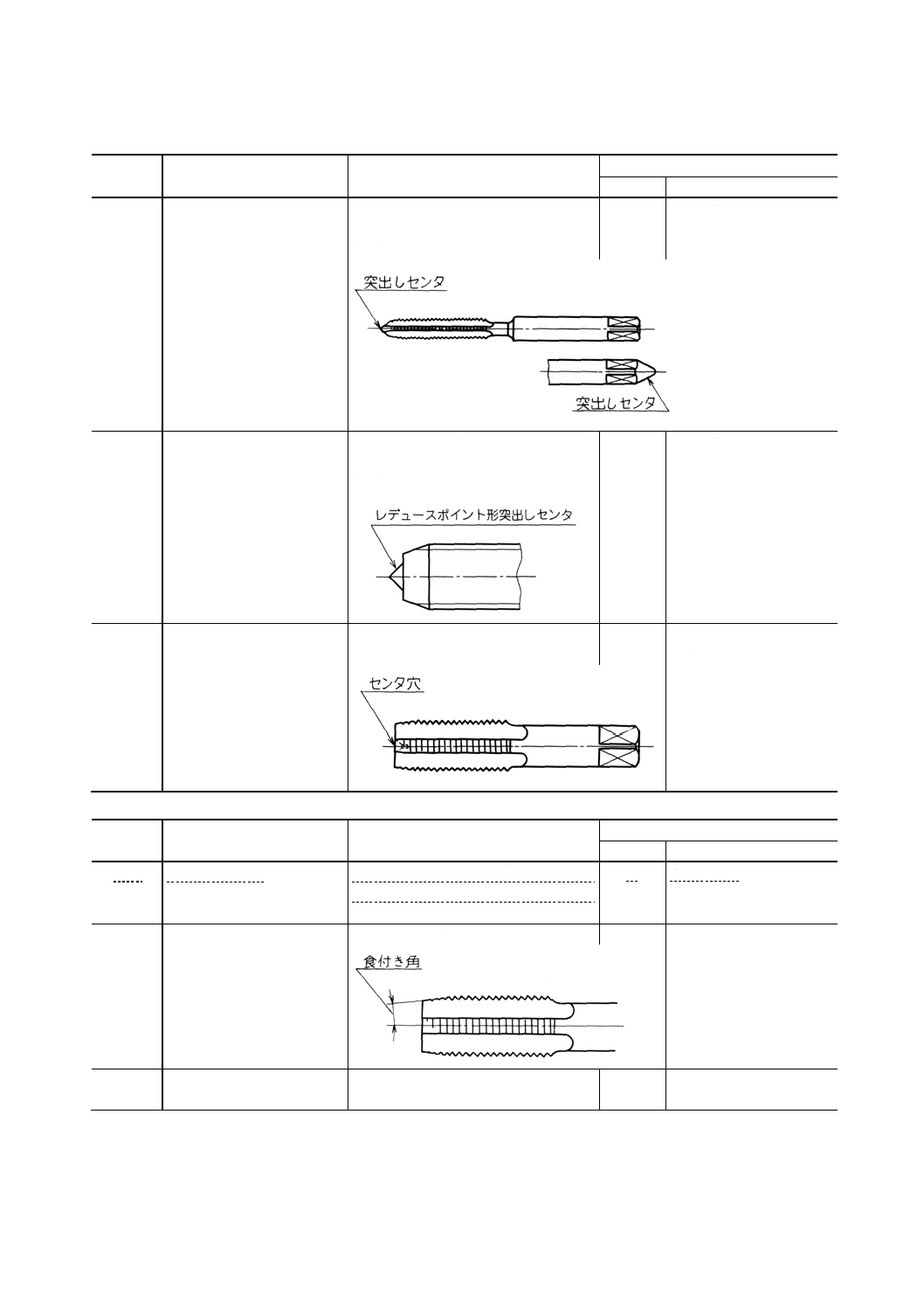
2090
突出しセンタ
機械加工及び測定においてタップを支
えるために用いる所定の突出し部分。
(215)
−
external centre
2091
レデュースポイント形突出
しセンタ
機械加工及び測定においてタップを支
えるために用いる所定の突出し部分。
(216)
−
external centre with reduced
point
2092
センタ穴
機械加工及び測定においてタップを支
えるために用いる所定の穴。 (214)
−
interal centre,
centre hole
c) タップの角
番号
用語
定義
参考
量記号
対応英語
3001
ねじ山の逃げ角
切削されるねじの仕上げ面に対するタ
ップのねじ山の逃げ面の傾きを表す
角。
αt
thread relief angle
3002
食付き角
食付き部と軸線とがなす角。 (343)
κ
chamfer angle, lead angle
3003
食付き部の逃げ角
切削されるねじの仕上げ面に対する食
付き部の逃げ面の傾きを表す角。
αc
chamfer relief angle
20
B 0176-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
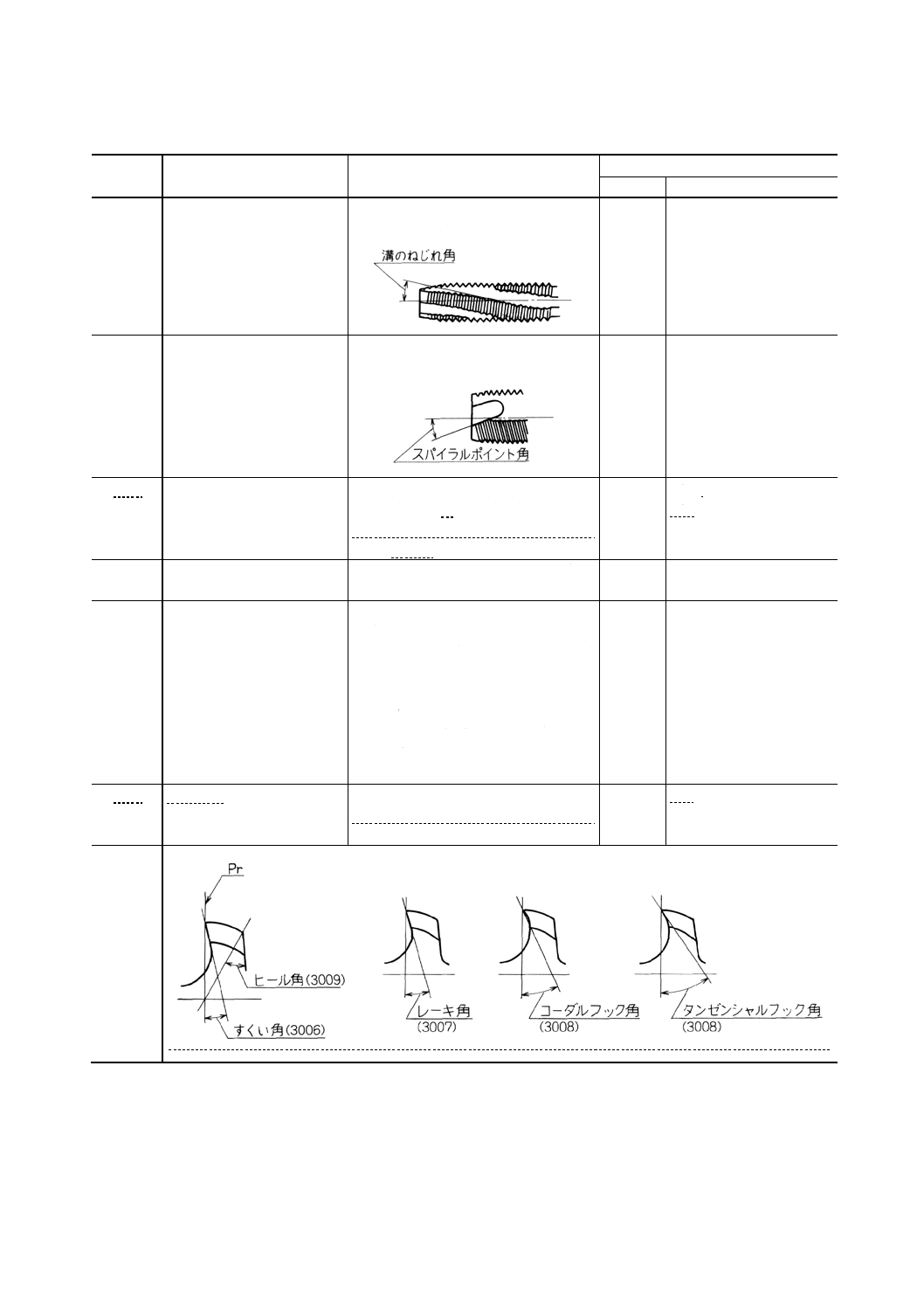
3004
溝のねじれ角
溝とその一点を通る軸線に平行な直線
とがなす角。 (344)
σ
angle of spiral flute,
angle of helical flute
3005
スパイラルポイント角
スパイラルポイントの溝のねじれ角。
(345)
σ
spiral point angle
3006
すくい角
基準面 (Pr) に対するすくい面の傾き
を表す角(JIS B 0170参照)。
備考 レーキ角及びフック角を総称し
た角。
γ
rake,
rake angle
3007
レーキ角
すくい面がレーキの場合のすくい角。
(346)
γr
rake angle (of straight
cutting face)
3008
フック角
軸直角断面上において切れ刃を通る中
心線とすくい面上の切れ刃とねじの谷
底とを結んだ直線とがなす角 (347),又
はその中心線と切れ刃におけるすくい
面の接線とがなす角。
備考 前者をコーダルフック角
(chordal hook angle),後者をタン
ゼンシャルフック角 (tangential
hook angle) という。
γh
hook angle,
rake angle of curved
cuttingface
3009
ヒール角
軸直角断面上において,ヒールを通る
中心線とヒールを通る溝面の接線とが
なす角。
γb
heel angle
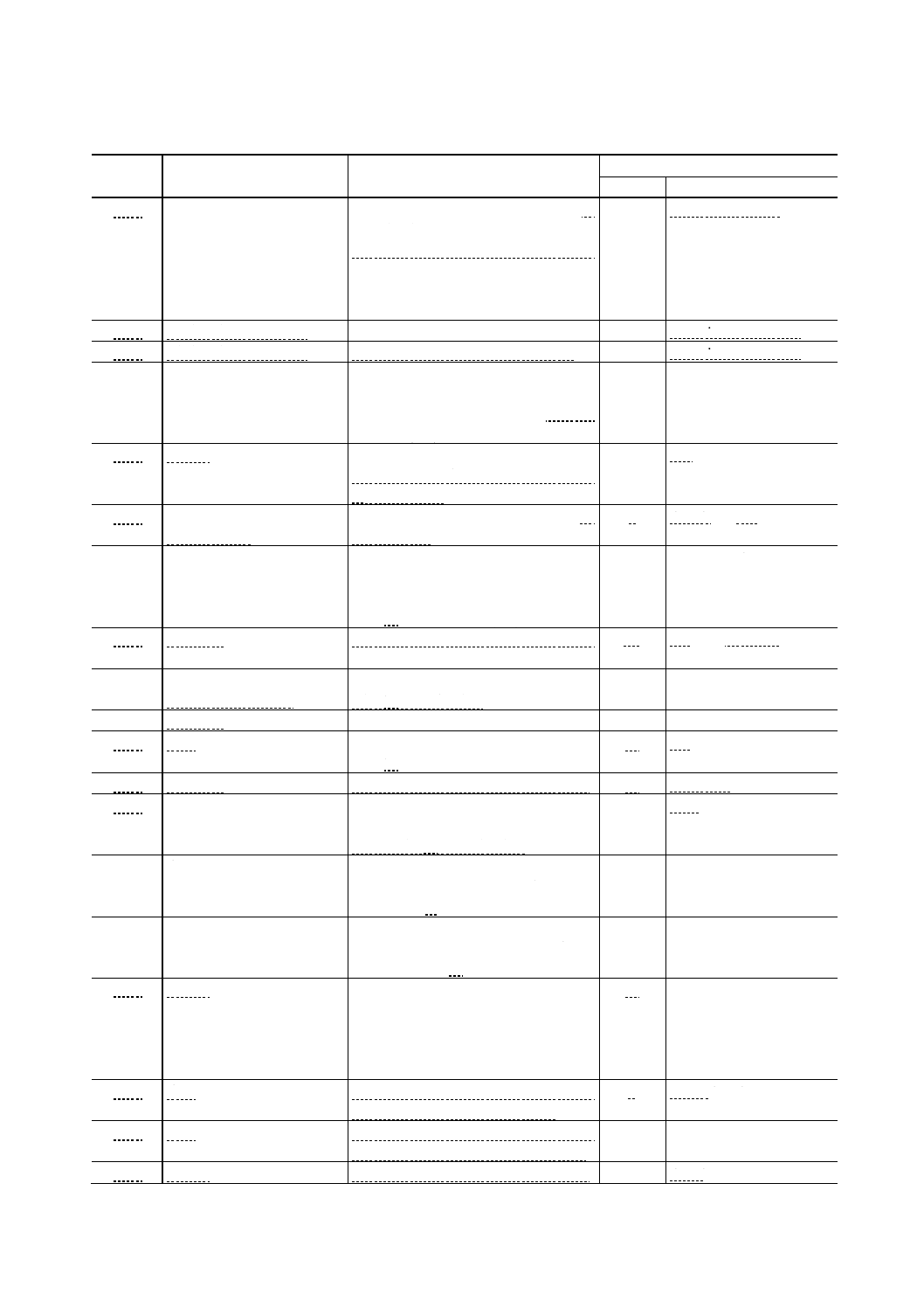
21
B 0176-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) タップの精度
番号
用語
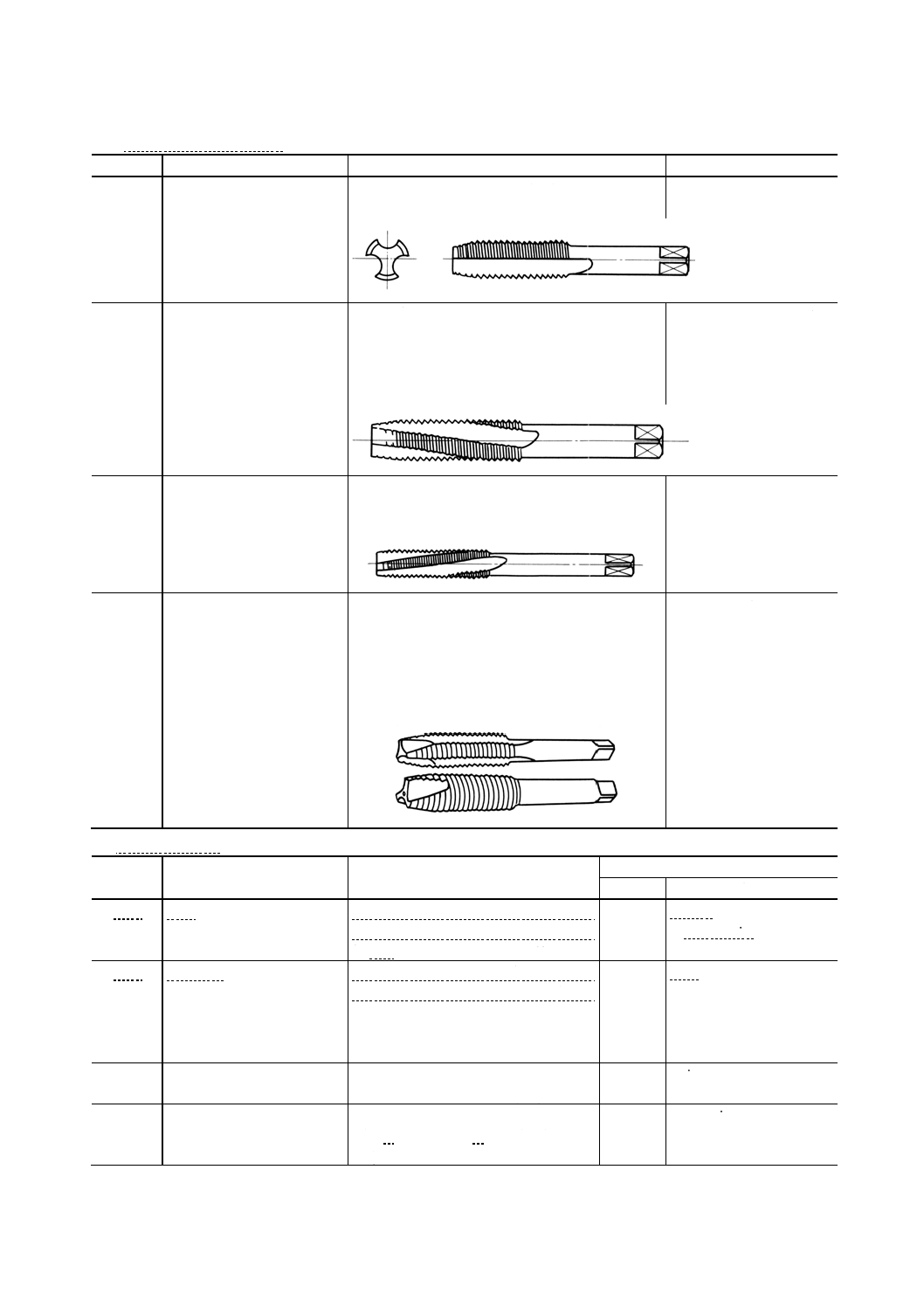
定義
参考
量記号
対応英語
4001
等級
ねじ部の精度, シャンク径の許容差及
び振れの公差によって区分される精度
特性。
−
tolerance class
4002
ねじ部の精度
ねじ部の径の許容差,公差及び公差位
置,並びにピッチの許容差及び山の半
角の許容差による精度。
−
accuracy of thread
4003
ねじ部の振れ
両センタを基準として回転したとき
の,ねじ部刃先の軸直角方向の半径寸
法の最大値と最小値との差。
δr
run out on thread
4004
食付き部の振れ
両センタを基準として回転したとき
の,食付き部切れ刃の軸直角方向の半
径寸法の最大値と最小値との差。
δr
run out on chamfer
4005
シャンクの振れ
両センタを基準として回転したとき
の,シャンクの半径寸法の最大値と最
小値との差。
δr
run out on shank
4006
曲がり
理想軸心と実際軸心との狂いの最大
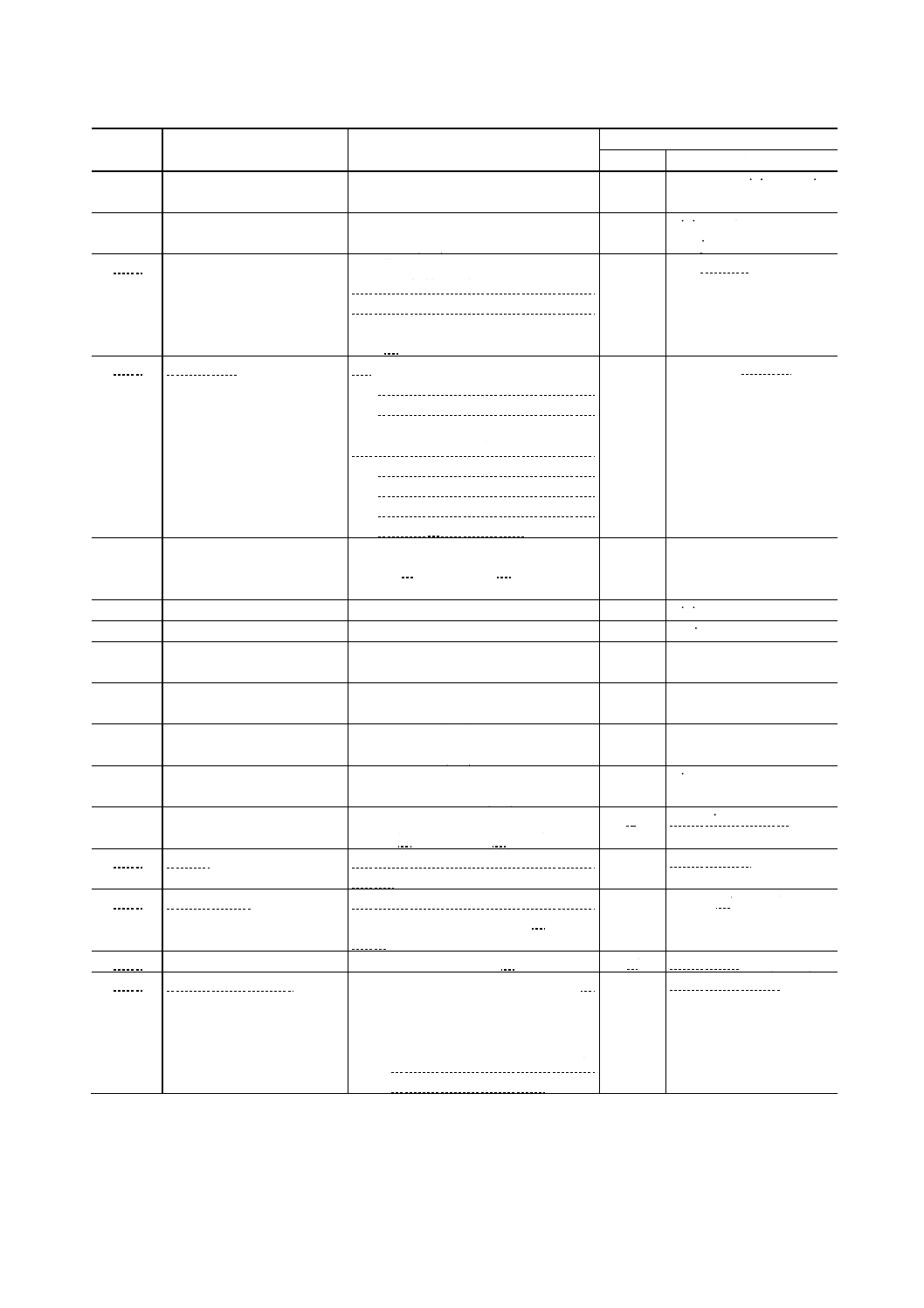
値。
δa
deflection
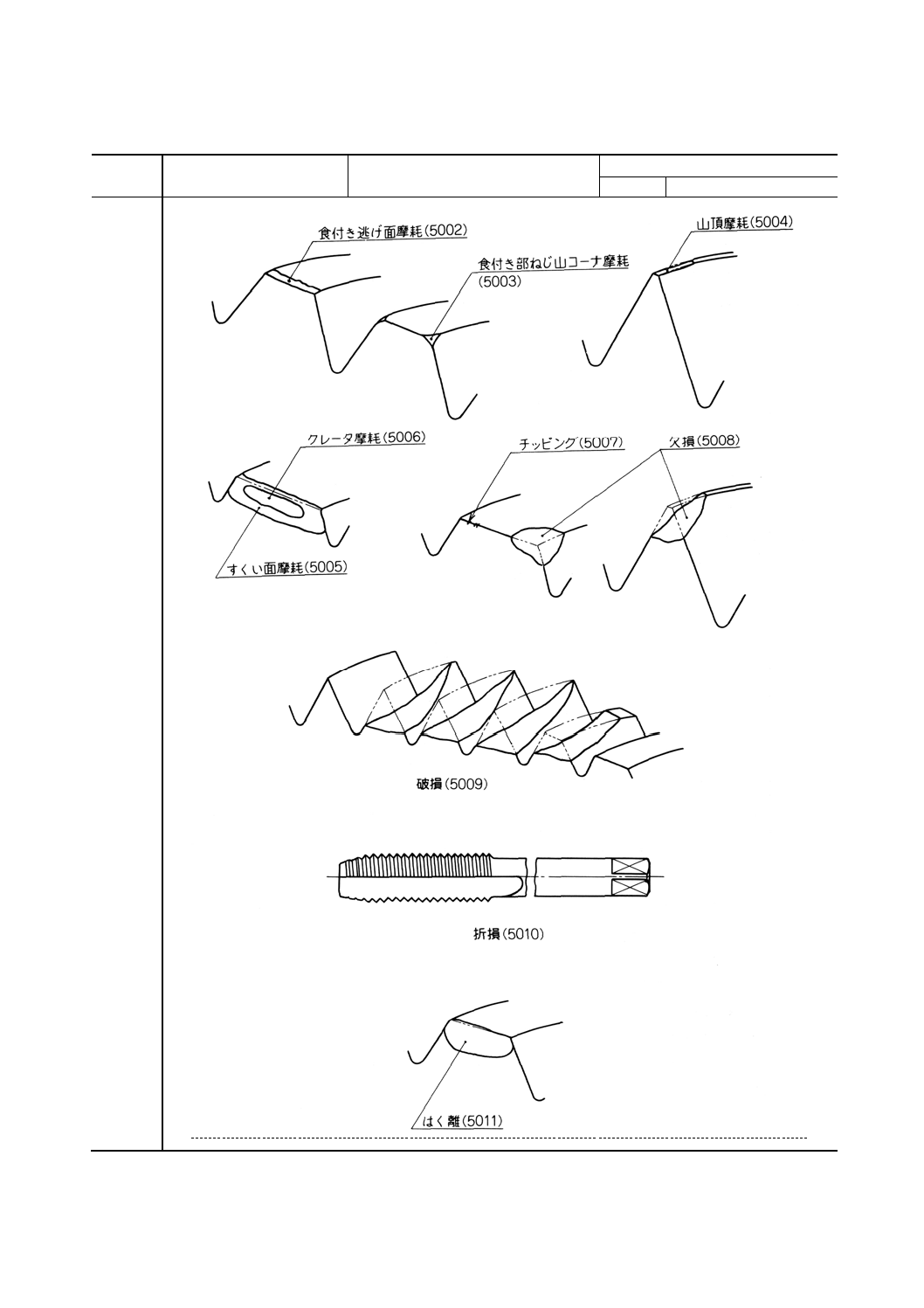
e) タップの刃部の損傷
番号
用語
定義
参考
量記号
対応英語
5001
摩耗
刃部に生じた漸進的な減耗。
−
wear
5002
食付き逃げ面摩耗
食付き部の逃げ面に生じる摩耗。
VB
chamfer flank wear
5003
食付き部ねじ山コーナ摩耗 食付き部の逃げ面とフランクとのりょ
う(稜)線に生じる摩耗。
−
−
5004
山頂摩耗
完全山部の山の頂に生じる摩耗。
−
crest wear
5005
すくい面摩耗
すくい面に生じる摩耗。
−
face wear
5006
クレータ摩耗
すくい面摩耗のうち,くぼみが生じる
摩耗。
KT
crater
5007
チッピング
切れ刃に生じた小さな欠け。
−
chipping
5008
欠損
刃部又はねじ部に生じた大きな欠け。
−
−
5009
破損
刃部又はねじ部の大きな範囲に及ぶ破
壊。
−
fracture of cutting part
5010
折損
ボデー又はシャンクに生じた折れ。
−
breakage
5011
はく離
刃部又はねじ部に生じたりん(鱗)片
状の損失。
−
flaking
22
B 0176-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
23
B 0176-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
f)
タップ一般
番号
用語
定義
参考
量記号
単位
対応英語
6001
ねじ立て
タップでめねじを加工すること。
−
−
tapping
6002
ねじ立てトルク
ねじ立てするときの回転抵抗。
T
N・m tapping torque
6003
切削速度
タップの外周におけるタップと工作物
との相対的な円周方向の速度。
Vc
m/s,
m/min
cutting speed
6004
リード送り
タップ又は工作物が1回転で1リード
進むような送り方。1条ねじの場合はピ
ッチ送りともいう。
−
−
lead feed
6005
ねじ下穴
ねじ立て前の穴。
−
−
hole (size) before
threading
6006
通り穴
貫通しているねじ穴。
−
−
through hole
6007
止り穴
行き止まりのねじ穴。
−
−
blind hole
6008
拡大代
(かくだいしろ)
ねじ立てを行った工作物のねじの直径
とタップの直径との差。
備考 拡大代はプラスとマイナスとが
ある。
−
−
over size
6009
構成刃先
金属切削において,切削中に被削材の
一部が加工硬化によって母材より著
しく硬い変質物となって刃部にたい積
凝着し,元の刃先に変わって新たな刃
先が構成された状態になったもの(JIS
B 0170参照)。
−
−
built-up edge
6010
溶着
めねじ加工中に,食付き部の逃げ面,
フランク,山の頂又はすくい面に被削
材の一部が付着すること。
−
−
welding
6011
切りくず詰まり
切削中に切りくずが排出されずに溝に
詰まる状態。
−
−
chip packing
関連規格 JIS B 0101 ねじ用語
JIS B 0170 切削工具用語(基本)
JIS B 0201 ミニチュアねじ
JIS B 0202 管用平行ねじ
JIS B 0203 管用テーパねじ
JIS B 0205-1 一般用メートルねじ−第1部:基準山形
JIS B 0205-4 一般用メートルねじ−第4部:基準寸法
JIS B 0206 ユニファイ並目ねじ
JIS B 0208 ユニファイ細目ねじ
JIS B 0216 メートル台形ねじ
JIS B 0225 自転車ねじ
JIS B 0401-1 寸法公差及びはめあいの方式−第1部:公差,寸法差及びはめあいの基礎
JIS B 4002 ストレートシャンク部をもつ回転工具−シャンク径及びシャンク四角部の寸法
JIS B 4430 メートルねじ用ハンドタップ
JIS B 4432 ユニファイねじ用ハンドタップ
JIS B 4433 ナットタップ
24
B 0176-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 4445 管用平行ねじ用タップ
JIS B 4446 管用テーパねじ用タップ
2
5
B
0
1
7
6
-1
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(参考) JISと対応する国際規格との対比表
JIS B 0176-1 : 2002ねじ加工工具用語−第1部:タップ
ISO 5967 : 1981ねじ加工用タップ−主要な種類の名称及び用語
(I) JISの規定
(II) 国際規格
番号
(III) 国際規格の規定
(IV) JISと国際規格との技術的差異の
項目ごとの評価及びその内容
表示箇所:本体
表示方法:定義欄に対応するISO
規格の番号を括弧で示
す
(V) JISと国際規格との技術的
差異の理由及び今後の対策
項目番号
内容
項目番号
内容
項目ごと
の評価
技術的差異の内容
1.適用範囲
タップに関する用語及
びその定義を規定。
ISO 5967
1.適用範囲
及び応用分
野
ねじ加工用タップの主要
な種類の名称及び用語を
規定。
IDT
−
2.分類
用語を6項目に分類し
て規定。
1.適用範囲
及び応用分
野
用語を5項目に分類して
規定。
MOD/
追加
ISO規格とJISとでは,分類
の仕方が違っているが,ISO
規格の用語はJISに包含し
ている。
ISO規格とJISとでは,分類の仕
方が違うので,ほかの切削工具
用語のJISと整合させて分類し
検索しやすくした。
3.タップの名称
の呼び方
種類を表す名称の呼び
方を規定。
規定なし。
MOD/
追加
−
製品規格に規定している種類を
表す名称を明確にした。
4.用語及び定義 a)タップの種類
b)タップの要素
c)タップの角
d)タップの精度
e)タップの刃部の損傷
f)タップ一般
に分類して用語及びそ
の定義を規定。
3.
4.
5.
6.
7.
タップの主要な種類の名称
タップのねじ部形状
タップのセット
タップの寸法を表す記号
タップのねじ山
に分類して用語を規定。
MOD/
追加
a)ISO規格の用語を包含し
ている。
b)ISO規格の用語を包含し
ている。
c)ISO規格の用語を包含し
ている。
d)ISO規格には規定がない。
e)ISO規格には規定がない。
f)ISO規格には規定がない。
JISの製品規格にある製品に対
する用語及びその定義を明確に
した。
2
6
B
0
1
7
6
-1
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
− IDT ………………技術的差異がない。
− MOD/追加………国際規格にない規定項目又は規定内容を追加している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
− IDT…………………国際規格と一致している。
− MOD ………………国際規格を修正している。
27
B 0176-1 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業標準調査会標準部会 機械要素技術専門委員会 構成表
氏名
所属
(委員会長)
大 園 成 夫
東京電機大学工学部
(委員)
加 藤 伸 一
社団法人自動車技術会
川 口 俊 充
日本工具工業会
黒 澤 富 蔵
産業技術総合研究所
桑 田 浩 志
有限会社桑田設計標準化研究所
清 水 雄 輔
社団法人日本バルブ工業会
庄 野 敏 臣
社団法人日本工作機械工業会
筒 井 康 賢
産業技術総合研究所
真 弓 透
社団法人日本ベアリング工業会
丸 山 一 男
工学院大学機械工学科
望 月 正 紀
社団法人日本ねじ工業協会