2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0175-1996
ブローチ用語
Broaches−Vocabulary
1. 適用範囲 この規格は,主に金属切削用として一般に用いるブローチ(1)の呼び方並びに用語及びその
定義について規定する。
注(1) 荒刃と仕上刃とを組み合わせた多数の切れ刃を寸法順に配列した工具。主としてブローチ盤に
取り付けて使用する。
備考 この規格の引用規格を,次に示す。
JIS B 0102 歯車用語
JIS B 0170 切削工具用語(基本)
2. 分類 用語の分類は,次による。
(1) ブローチの種類
(1.1) 刃部材料による分類
(1.2) 構造による分類
(1.3) 操作方法による分類
(1.4) 加工する部分による分類
(1.5) 切削方向の刃の配列による分類
(1.6) 加工部品・仕上形状・機能又は用途による分類
(2) ブローチの要素
(3) ブローチの角
(4) ブローチのつかみ部
(5) ブローチの精度
(6) ブローチの刃部の損傷
(7) ブローチの一般の用語
3. ブローチの呼び方 ブローチは,2.(1)に示す分類の順に該当する用語を組み合わせて呼ぶ。
なお,刃部材料に高速度工具鋼を用いたブローチ,構造がむく(2)又は付刃のブローチ,操作方法が引き
抜きのブローチ,加工する部分が内面又は外面のブローチは,これら(次の例の括弧内の語)を省略して
呼ぶ。
注(2) 刃部材料に高速度工具鋼以外を用いたブローチの場合,むくを省略しない。
刃部材料に超硬合金を用いたブローチの場合,“合金”を省略して呼ぶ。
2
B 0175-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例
呼び方
刃部材料
構造
操作方法 加工する部分 切削方向の
刃の配列
加工部品・仕上形
状・機能又は用途
丸刃付きスプラインブローチ (速度工具鋼) (むく) (引き抜き)
(内面)
丸刃付き スプライン
押しセレーションブローチ
(速度工具鋼) (むく)
押し
(内面)
−
セレーション
かぎ穴ブローチ
(速度工具鋼) (むく) (引き抜き)
(内面)
−
かぎ穴
超硬サーフェスブローチ
超硬(合金) (付け刃)
−
(外面)
サーフェス
−
−
4. 用語及び定義 ブローチの用語及び定義は,次による。
なお,参考のために量記号,単位及び対応英語を示す。
備考1. 用語の一部に括弧をつけてあるものは,括弧の中の用字を省略してもよい。
2. 用語欄で用語の下の括弧付きの仮名書きは,読み方を示す。
3. 用語の定義の中の太字で示した用語は,この規格で規定しているものを示す。
4. 図は一例を示すものであって,形状及び大きさを表すものではない。
(1) ブローチの種類
(1.1) 刃部材料による分類
番号
用語
定義
対応英語(参考)
1101
高速度工具鋼ブロー
チ
刃部の材料に高速度工具鋼を使用したブローチ。
high speed steel broach
1102
超硬ブローチ
刃部の材料に超硬合金(炭化タングステンを主体とした焼
結物)を使用したブローチ。
carbide broach
(1.2) 構造による分類
番号
用語
定義
対応英語(参考)
1201
むくブローチ
全体が同一の材料からつくられ,一体になっているブロー
チ。
Solid broach
1202
組立ブローチ
二つ以上の部分を組み立てて作られたブローチ。
built-up broach
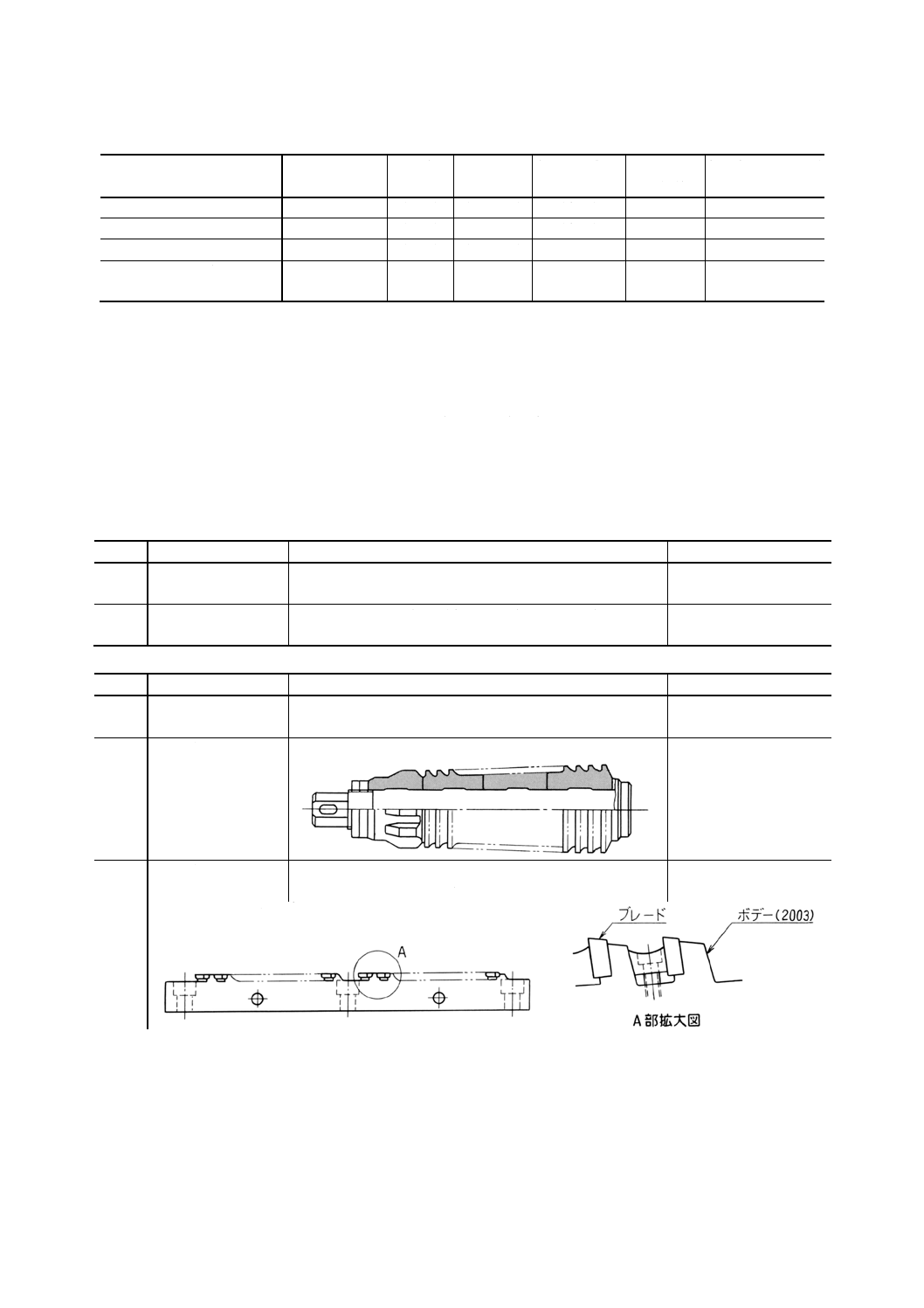
1203
植刃ブローチ
(うえば−)
ボデーにブレードを機械的に取り付けたブローチ。
備考 ブレードはJIS B 0170による。
inserted broach
3
B 0175-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
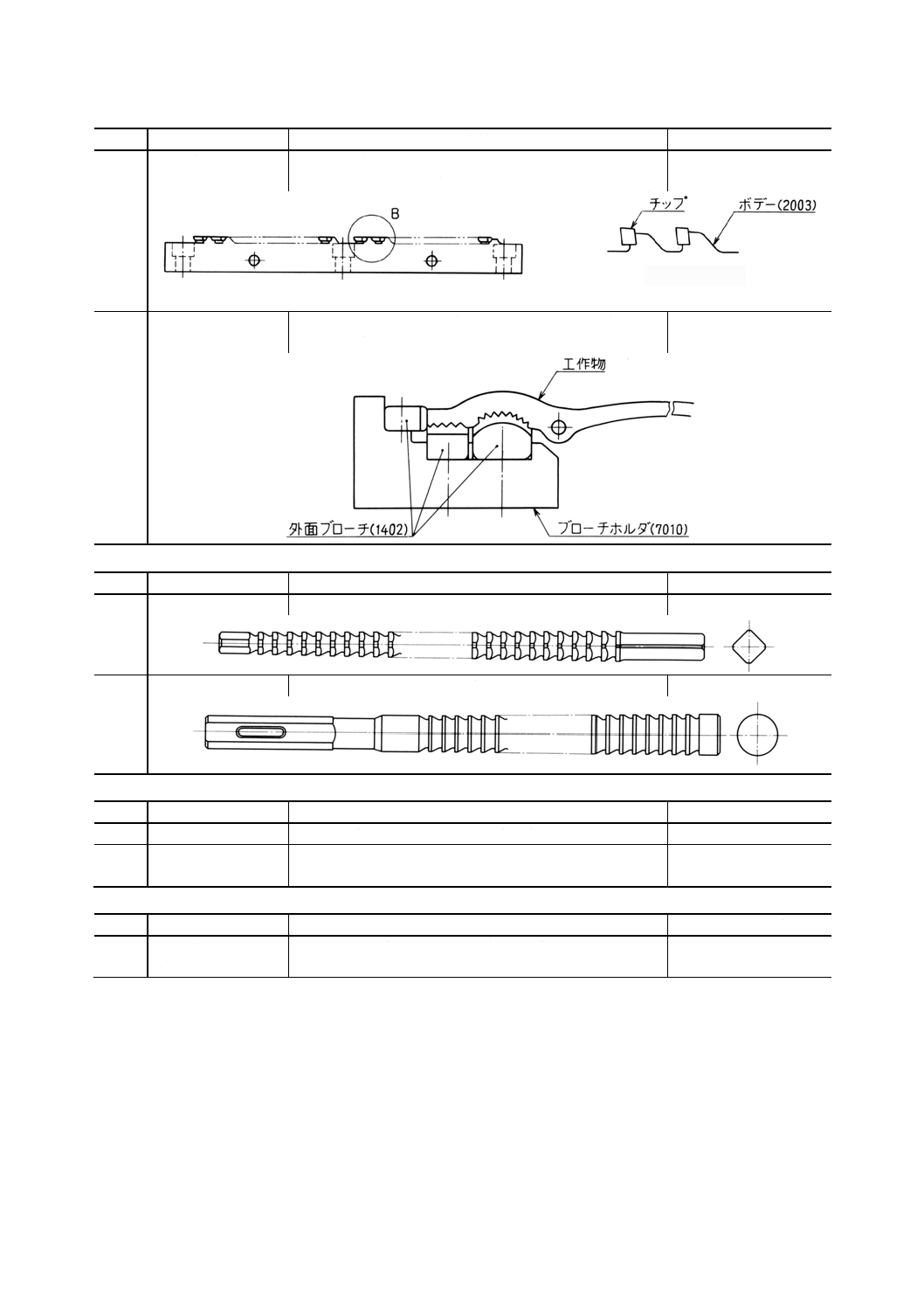
1204
付刃ブローチ
(つけは−)
チップをボデーにろう付け又は溶接したブローチ。
備考 チップはJIS B 0170による。
tipped broach
B部拡大図
1205
組合せブローチ
2か所以上の加工部を同時に加工するために組み合わせて
使用するブローチ。
−
(1.3) 操作方法による分類
番号
用語
定義
対応英語(参考)
1301
押しブローチ
押抜きによって切削を行うブローチ。
pushing broach
1302
引抜きブローチ
引抜きによって切削を行うブローチ。
pulling broach
(1.4) 加工する部分による分類
番号
用語
定義
対応英語(参考)
1401
内面ブローチ
工作物の内面を所要の形に仕上げるブローチ。
internal broach
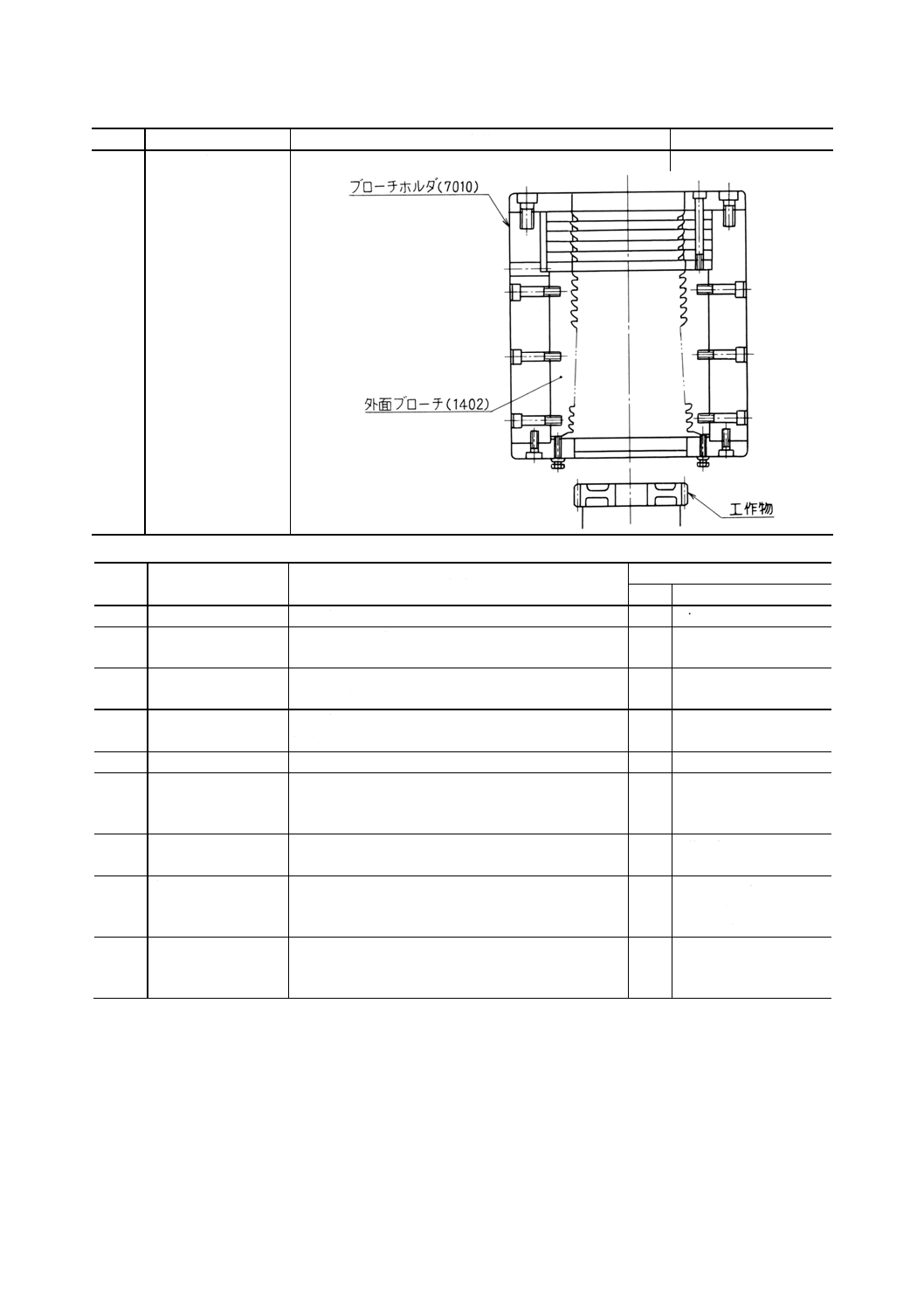
1402
外面ブローチ
工作物の外面を所要の形に仕上げるブローチ。
備考 サーフェスブローチともいう。
external broach ;
surface broach
(1.5) 切削方向の刃の配列による分類
番号
用語
定義
対応英語(参考)
1501
コンビネーション
ブローチ
丸穴及びキー溝,丸穴及びスプライン溝などのように二つ
以上の切削部分をもったブローチの総称。
combination broach
4
B 0175-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
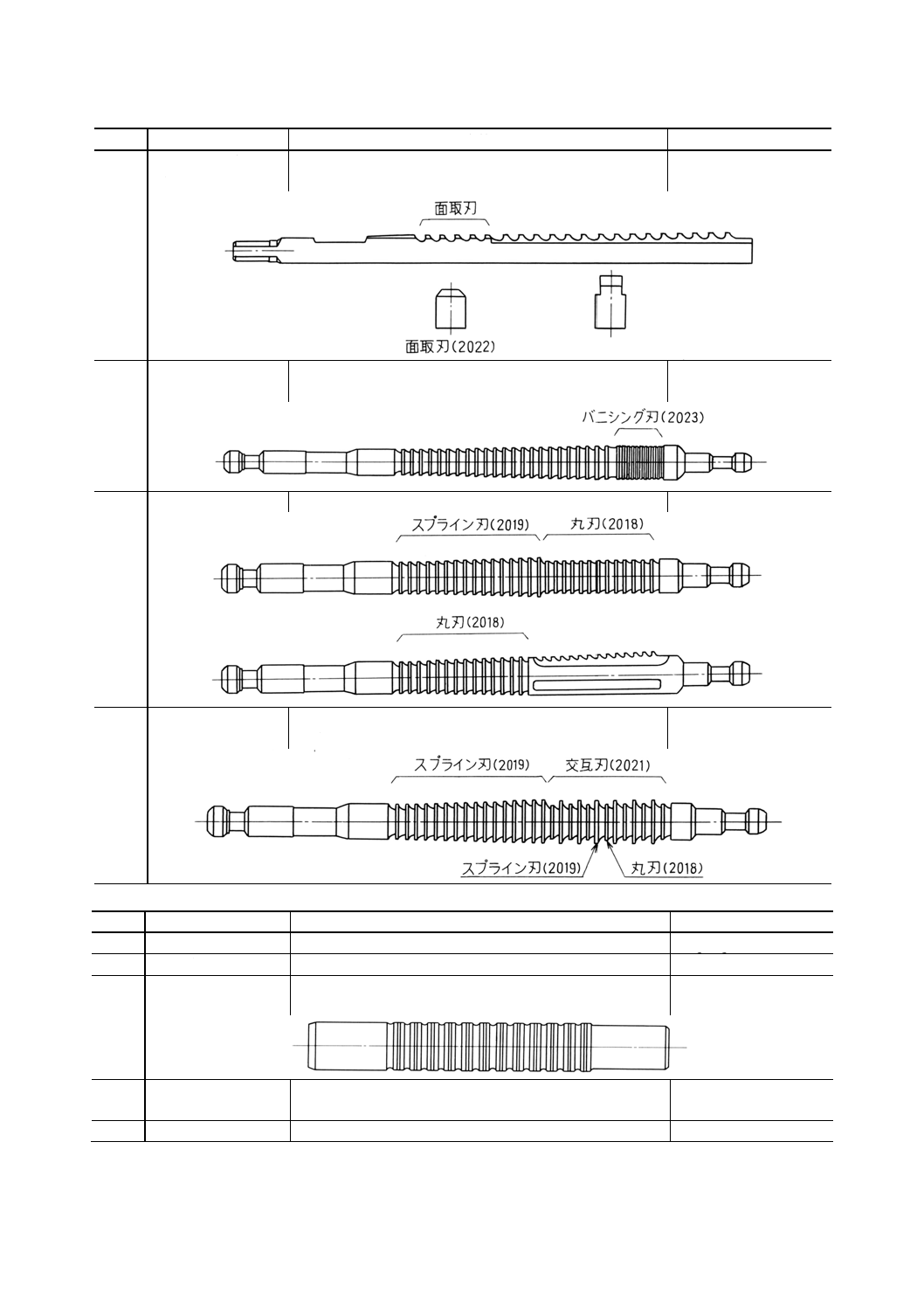
1502
面取刃付きブロー
チ
刃部の前部又は後部に面取刃をもつブローチ。
−
1503
バニシング刃付き
ブローチ
刃部の後部にバニシング刃をもつブローチ。
備考 たくま(琢磨)刃付きブローチともいう。
−
1504
丸刃付きブローチ
刃部の前部又は後部に丸刃をもつブローチ。
−
1505
交互丸刃付きブロ
ーチ
丸刃と面取刃・スプライン刃などとを交互に配列したブロ
ーチ。
−
(1.6) 加工部品・仕上形状・機能(又は,用途)による分類
番号
用語
定義
対応英語(参考)
1601
荒ブローチ
荒加工に用いるブローチ。
roughing broach
1602
仕上ブローチ
仕上加工に用いるブローチ。
finishing broach
1603
バニシングブローチ
バニシング仕上加工に用いるブローチ。
備考 たくま(琢磨)ブローチともいう。
burnishing broach
1604
組ブローチ
荒ブローチ及び仕上ブローチなどのように2本以上組みに
して使用するブローチ。
−
1605
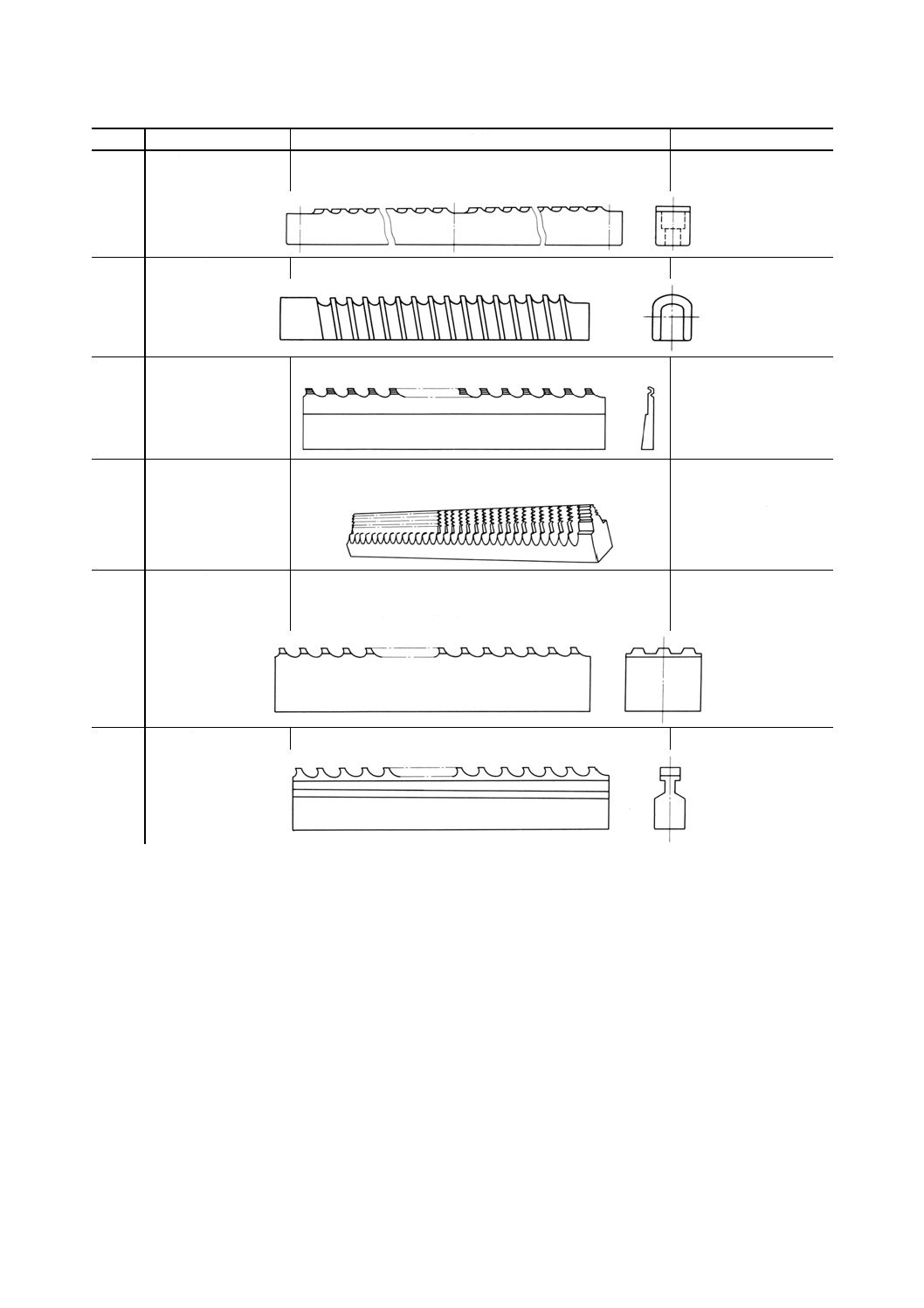
キー溝ブローチ
キー溝を加工するのに用いるブローチ。
keyway broach
5
B 0175-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1606
平形キー溝ブローチ
角形のボデーをもったキー溝ブローチ。
flat type keyway broach
1607
丸形キー溝ブローチ
丸形のボデーをもったキー溝ブローチ。
round type keyway
broach
1608
丸ブローチ
丸穴を加工するのに用いるブローチ。
round broach
1609
二面取り丸ブローチ
平行な2直線で切り取った円の形状をもつ穴を加工するの
に用いるブローチ。
備考 二面取り穴の形状。
flatted round broach ;
double “D” broach
1610
小判形ブローチ
小判形の穴を加工するのに用いるブローチ。
備考 加工穴の形状。
oval broach
1611
角形ブローチ
多角形の穴を加工するのに用いるブローチ。
Polygonal broach
1612
四角ブローチ
四角穴を加工するのに用いるブローチ。
備考1. 角ブローチともいう。
2. 四角穴の形状。
square broach
1613
六角ブローチ
六角穴を加工するのに用いるブローチ。
備考 六角穴の形状。
hexagonal broach
6
B 0175-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1614
二重六角ブローチ
めがねレンチの穴を加工するのに用いるブローチ。
備考 めがねレンチ穴の形状。
offset wrench broach
1615
スプラインブローチ
スプライン穴を加工するのに用いるブローチ。
spline broach
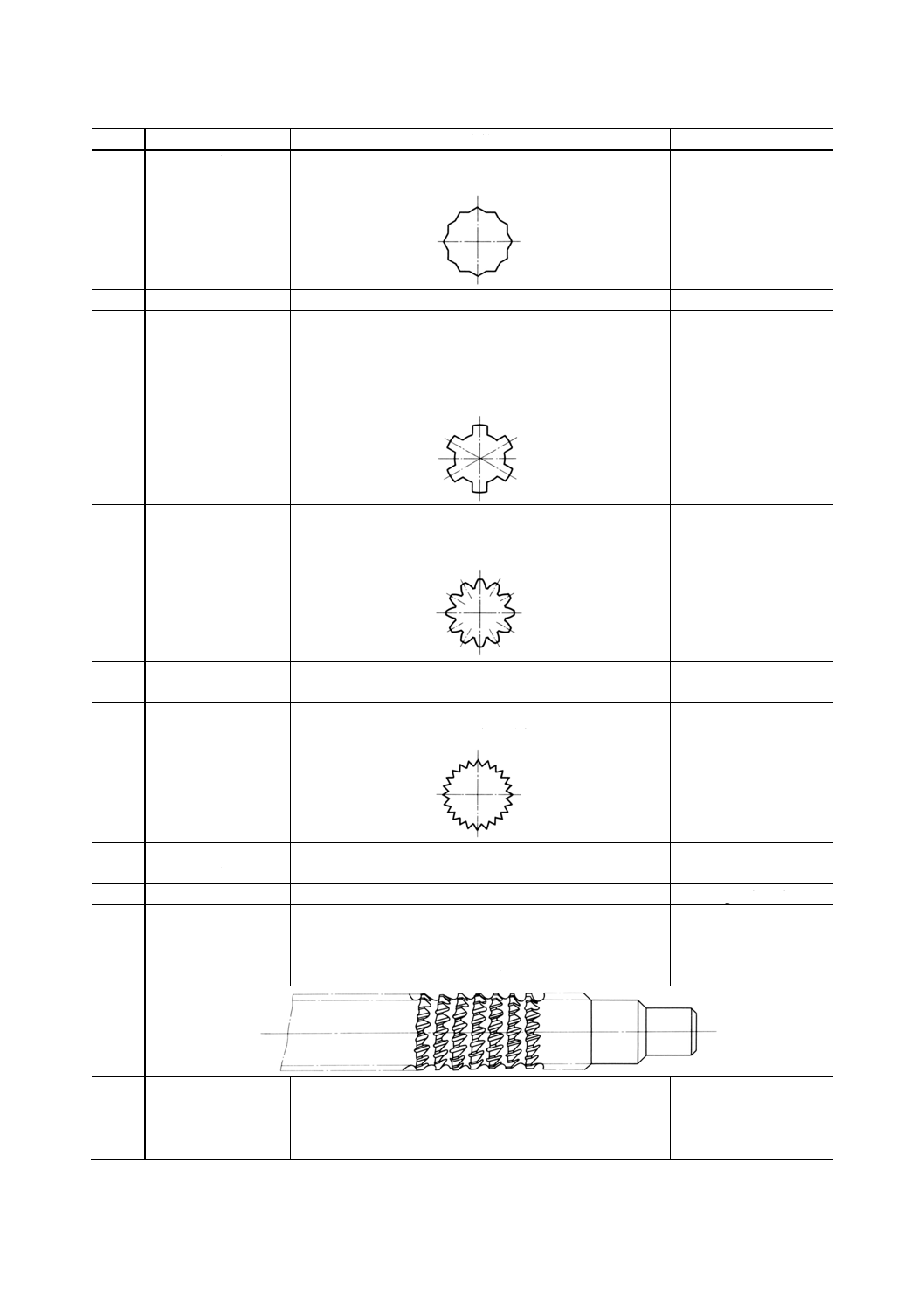
1616
角形スプラインブロ
ーチ
角形スプライン穴を加工するのに用いるブローチ。
備考1. スプラインの溝数によって三スプラインブロ
ーチ,四スプラインブローチ,六スプライン
ブローチなどがある。
2. 六スプライン穴の形状。
Straight-sided spline
broach ;
parallel spline broach
1617
インボリュートスプ
ラインブローチ
インボリュートスプライン穴を加工するのに用いるブロー
チ。
備考 インボリュートスプライン穴の形状。
involute spline broach
1618
セレーションブロー
チ
セレーション穴を加工するのに用いるブローチ。
serration broach
1619
山形セレーションブ
ローチ
山形セレーション穴を加工するのに用いるブローチ。
備考 山形セレーション穴の形状。
straight-sided serration
broach
1620
インボリュートセレ
ーションブローチ
インボリュートセレーション穴を加工するのに用いるブロ
ーチ
involute serration broach
1621
内歯車用ブローチ
内歯車を加工するのに用いるブローチ。
internal gear broach
1622
ヘリカルブローチ
ねじれ溝穴を加工するのに用いるブローチ。
備考1. スパイラルブローチともいう。
2. 形状にヘリカルスプラインブローチ,ヘリカ
ルインボリュートブローチなどがある。
helical broach
1623
ライフルブローチ
銃こう(腔)のこう(腔)旋を加工するのに用いるヘリカ
ルブローチ。
rifle broach
1624
ラチェットブローチ
ラチェット歯形を加工するのに用いるブローチ。
ratchet broach
1625
油溝ブローチ
油溝を加工するのに用いるブローチ。
oil groove broach
7
B 0175-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1626
平ブローチ
(ひら−)
平面を加工するのに用いるブローチ。
備考 平面ブローチともいう。
plain broach
1627
スパナブローチ
スパナの口を加工するのに用いるブローチ。
spanner broach
1628
かぎ穴ブローチ
かぎ穴を加工するのに用いるブローチ。
cylinder key broach
1629
クリスマスツリー形
ブローチ
タービンディスクのクリスマスツリー形状を加工するのに
用いるブローチ。
pine-tree form broach ;
fir-tree form broach ;
Christmas tree form
broach
1630
ラックブローチ
ラック形状(JIS B 0102の番号11203参照)を加工するの
に用いるブローチ。
備考 JIS B 0102参照
rack broach
1631
T溝ブローチ
T溝形状を加工するのに用いるブローチ。
T-slot broach
8
B 0175-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1632
ポットブローチ
工作物の外周を加工するのに用いる筒形のブローチ。
pot broach
(2) ブローチの要素
番号
用語
定義
参考
量記号
対応英語
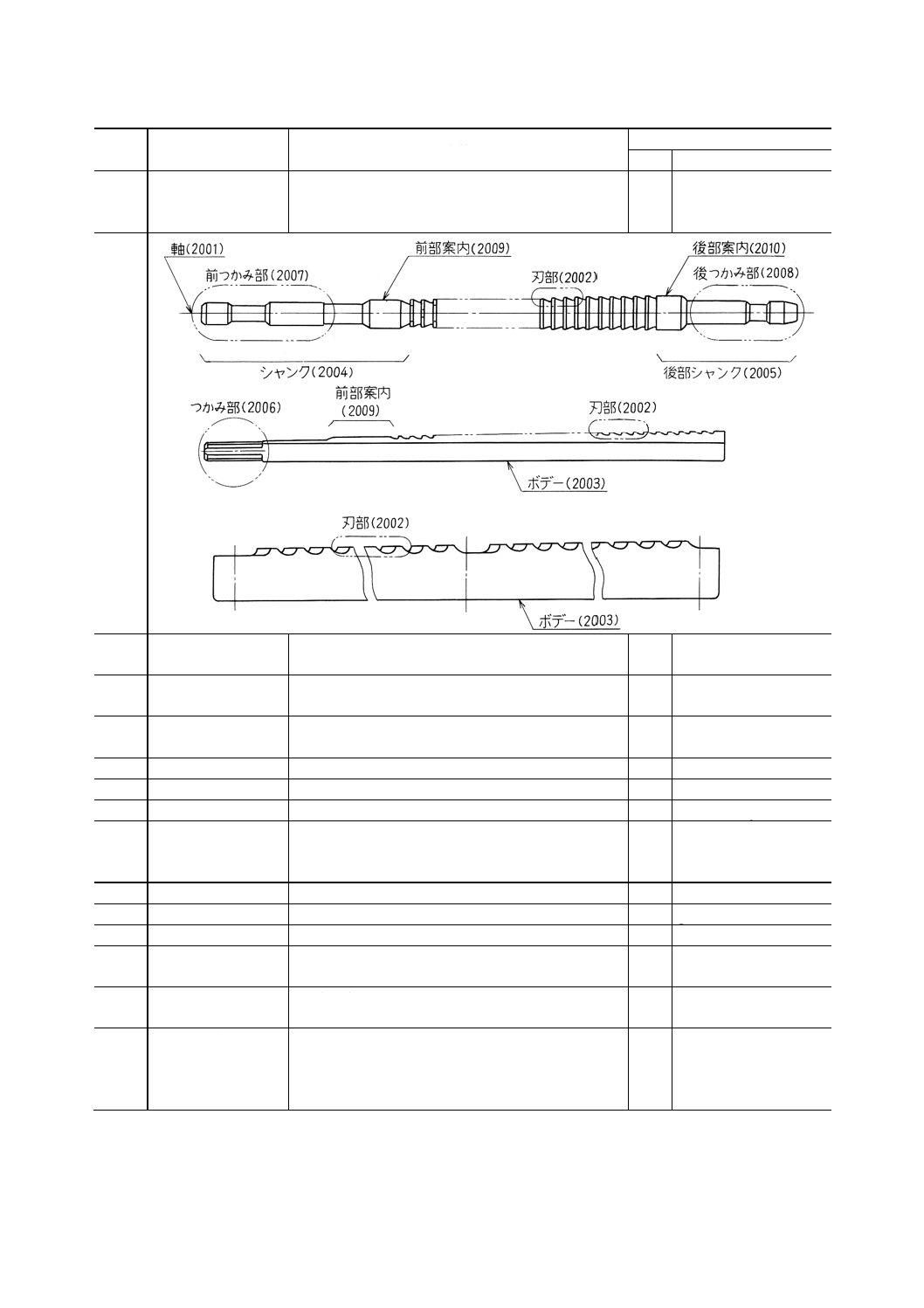
2001
軸
内面ブローチなどの長手方向の中心線。
− axis
2002
刃部
すくい面,逃げ面,背面及び刃の側面から構成される
部分の総称(JIS B 0170参照)。
− cutting tooth
2003
ボデー
平形キー溝ブローチや平ブローチなどの基幹部(JIS B
0170参照)。
− body
2004
シャンク
内面ブローチなどの前つかみ部の端から第1刃までの
部分。
− shank
2005
後部シャンク
後部案内から後つかみ部の端までの部分。
− rear shank
2006
つかみ部
ブローチの両端にあり,ブローチ盤に取り付ける部
分。
備考 前つかみ部と後つかみ部とがある。
−
−
2007
前つかみ部
ブローチのつかみ部の一端で,ブローチ盤のプルヘッ
ドに取り付ける部分。
− pull end
2008
後つかみ部
ブローチのつかみ部の一端で,ブローチ盤のリトリー
ビングヘッドに取り付ける部分。
− follower end ;
retriever ;
follow rest
2009
前部案内
第1刃のすぐ前にある部分。
備考 一般に工作物の下穴に合わせ,工作物を正し
く第1刃に案内する部分。案内ともいう。
− front pilot
9
B 0175-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
2010
後部案内
最終刃のすぐ後にある部分。
備考 一般に工作物が正しく最終刃を抜けるまで
案内する部分。
− rear pilot
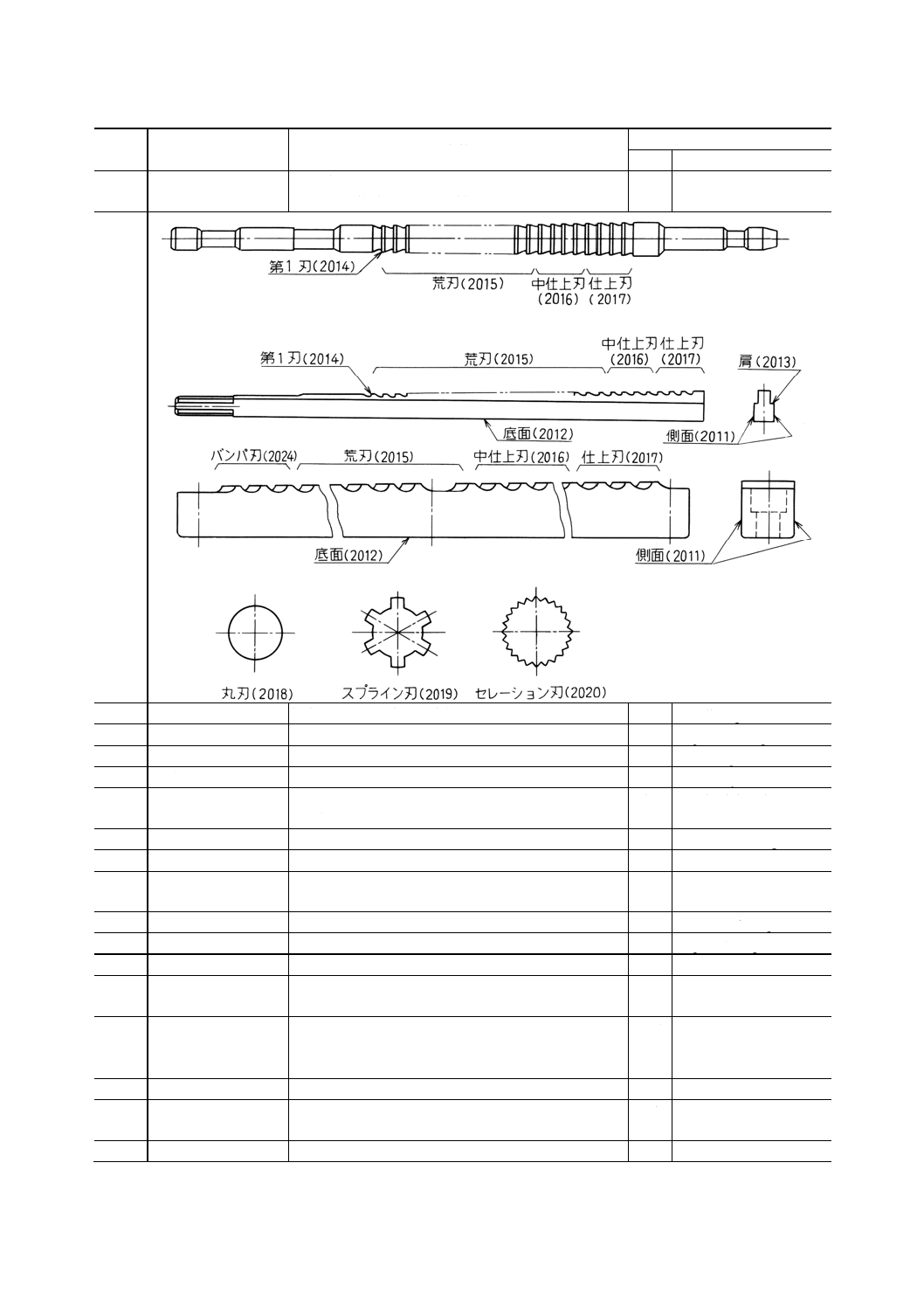
2011
側面
平形キー溝ブローチや平ブローチなどの角形状のブ
ローチの横の面。
− side face
2012
底面
平形キー溝ブローチや平ブローチなどの角形状のブ
ローチの底の面。
− base
2013
肩
平形キー溝ブローチなどのブローチ幅と刃幅の寸法
が異なるときの段の部分の面。
− shoulder
2014
第1刃
最初の刃。
− first tooth
2015
荒刃
主な切削を行う刃。
− roughing teeth
2016
中仕上刃
仕上刃の前に配列される切込量の少ない刃。
− semi-finishing teeth
2017
仕上刃
工作物を所定の寸法に仕上げる刃。
備考 普通数枚の同一寸法の刃部で構成する。
なお,二枚目以降の刃部を予備刃ともいう。
− finishing teeth
2018
丸刃
丸穴を加工する刃。
− round tooth
2019
スプライン刃
スプラインを加工する刃。
− spline tooth
2020
セレーション刃
セレーションを加工する刃。
− serration tooth
2021
交互刃
丸刃とスプライン刃・セレーション刃・面取刃などと
を交互に配列した部分。
−
−
2022
面取刃
面取部を加工する刃。
備考 面取刃付きブローチ参照
− chamfering tooth
2023
バニシング刃
塑性加工によって仕上面荒さを向上させる機能をも
つ刃。
備考1. たくま(琢磨)刃ともいう。
2. バニシング付きブローチ参照
− burnishing tooth
10
B 0175-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
2024
バンパ刃
外面ブローチで荒刃の前にある刃。
備考 鍛造面などの切削に設ける。
− bumper tooth
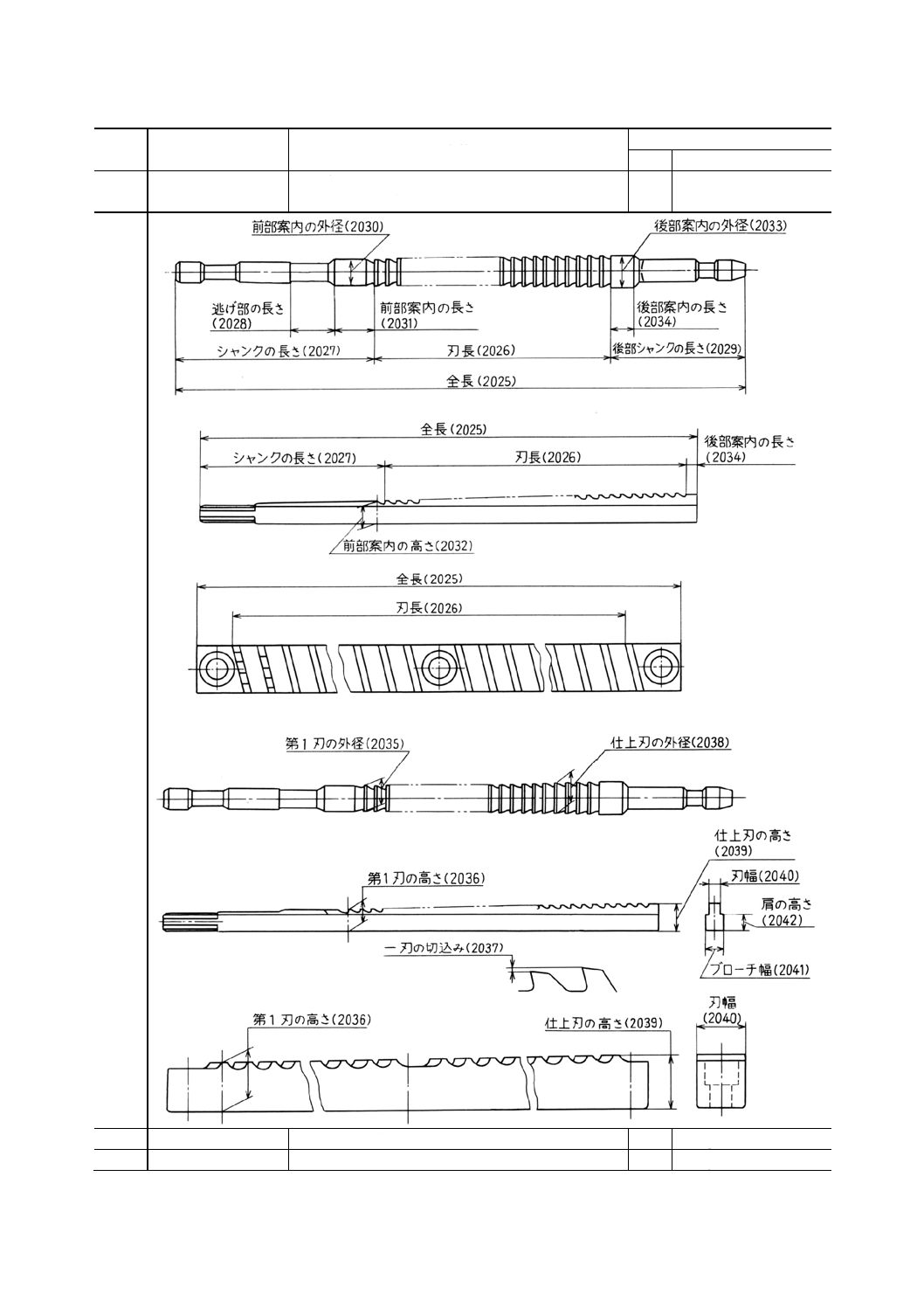
2025
全長
軸方向又は切削方向の全体の長さ。
L
overall length
2026
刃長
刃部の軸方向又は切削方向の長さ。
l
length of cutting teeth
2027
シャンクの長さ
シャンクの軸方向の長さ。
lS
shank length
2028
逃げ部の長さ
シャンクの長さを調整するための盗み部の長さ。
− recess length
2029
後部シャンクの長さ 内面ブローチなどの後部案内から後つかみ部の端ま
での軸方向の長さ。
lSR rear shank length
2030
前部案内の外径
丸ブローチなどの前部案内部の直径。
− diameter of front pilot
2031
前部案内の長さ
ブローチなどの前部案内部の軸方向の長さ。
− length of front pilot
2032
前部案内の高さ
平形キー溝ブローチなどの前部案内部の底面からの
最大高さ。
− height of front pilot
2033
後部案内の外径
丸ブローチなどの後部案内部の直径。
− diameter of rear pilot
2034
後部案内の長さ
ブローチなどの後部案内部の軸方向の長さ。
− length of rear pilot
2035
第1刃の外径
丸ブローチなどの第1刃の刃先の直径。
− diameter of first tooth
2036
第1刃の高さ
平形キー溝ブローチなどの底面から第1刃の刃先まで
の高さ。
− height of first tooth
2037
一刃の切込み
(ひとはのきりこみ)
一刃当たりの切込み寸法。
備考 平形キー溝ブローチなどでは,前の切れ刃との
高さの差,丸ブローチなどでは直径差をいう。
UT cut per tooth
2038
仕上刃の外径
丸ブローチなどの仕上刃の刃先の直径。
D
diameter of finishing tooth
2039
仕上刃の高さ
平形キー溝ブローチなどの底面から仕上刃の刃先ま
での高さ。
H
height of finishing tooth
2040
刃幅
切削方向に直角な面におけるブローチの切れ刃の幅。
B
width of tooth

11
B 0175-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
2041
ブローチ幅
軸方向又は切削方向に直角な面におけるブローチの
最大幅。
W
width of broach
2042
肩の高さ
平形キー溝ブローチなどの底面から肩までの高さ。
− height of shoulder
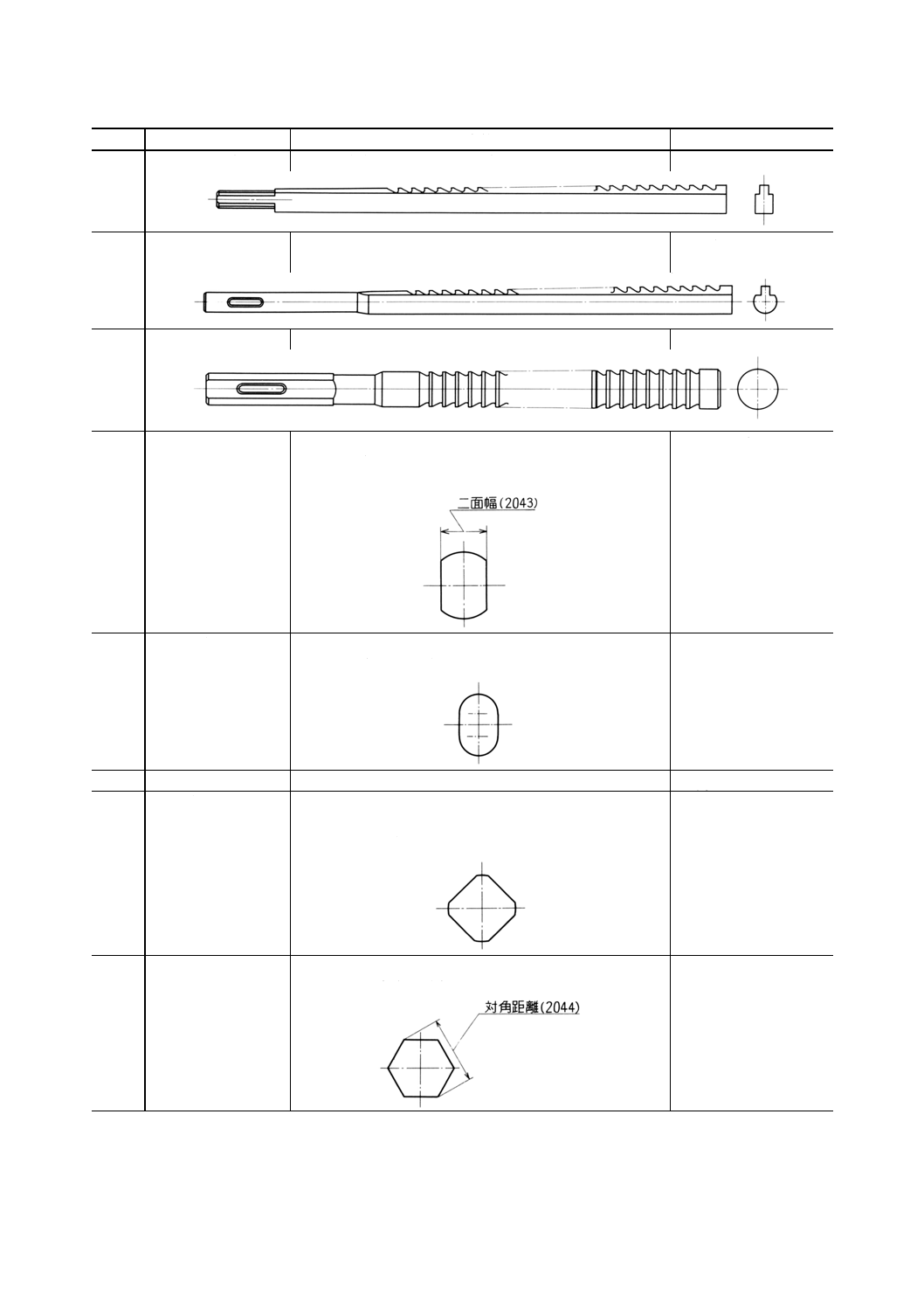
2043
二面幅
二面取り丸ブローチ,小判形ブローチ,角形ブローチ
などの互いに平行な二面間の距離。
備考 二面取り丸ブローチ参照
− width across flats
12
B 0175-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
2044
対角距離
角形ブローチなどの相対する角と角との間の距離。
備考 角形ブローチ参照
− width across corners
2045
刃
すくい面,逃げ面,背面及び側面から構成される部分。 − cutting tooth
2046
刃形
ブローチの切削方向の断面の刃の形状。
− cutting tooth form
13
B 0175-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
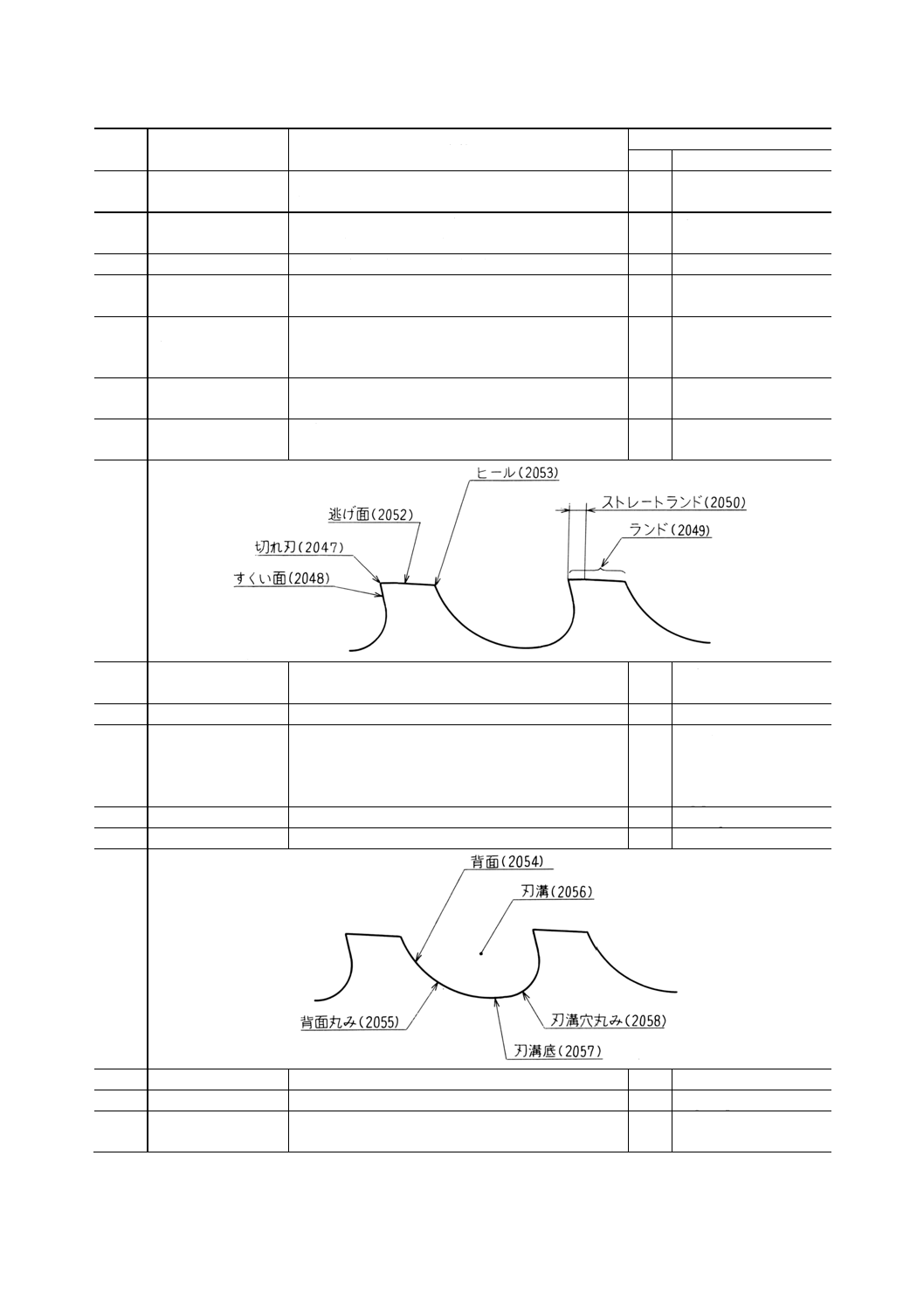
2047
切れ刃
すくい面の周縁の一部であって,工作物を削り取る部
分。
− cutting edge
2048
すくい面
切りくずが工作物から分離する際にこれに当たって
滑る面(JIS B 0170参照)。
− rake face
2049
ランド
刃の堤の部分(JIS B 0170参照)。
− land
2050
ストレートランド
ランドの部分ですくい面とともに切れ刃を形成する
逃げ角0°の部分。
− straight land on tip
2051
漸増ストレートラン
ド
(ぜんぞう−)
ストレートランド幅が,ブローチの最終刃に向かって
漸増しているもの。
− increased straight land
2052
逃げ面
すくい面とともに切れ刃を形成する面で,加工面に向
かいあった面(JIS B 0170参照)。
− flank
2053
ヒール
逃げ面と背面によって形成されるりょう(稜)線(JIS
B 0170参照)。
− heel
2054
背面
(はいめん)
逃げ面と刃溝底とを結ぶ面。
− tooth back
2055
背面丸み
背面の丸み。
−
−
2056
刃溝
隣り合う刃の空間部分で,切削中に切りくずを収容す
る溝。
− gullet ;
gash ;
chip space ;
chip pocket
2057
刃溝底
刃溝の底。
− bottom gullet
2058
刃溝底丸み
刃溝底の丸み。
−
−
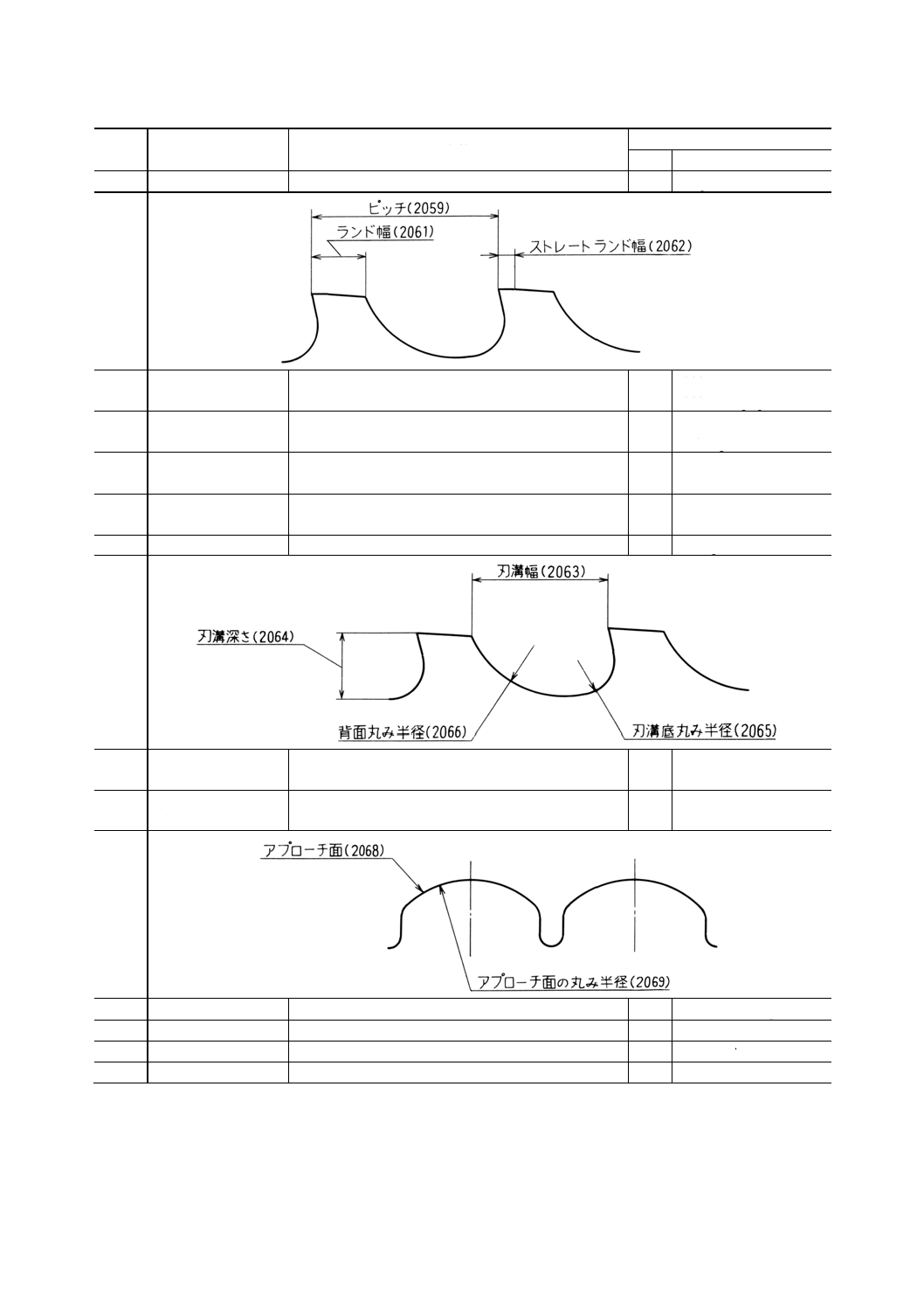
2059
ピッチ
一つの刃から次の刃までの切削方向の距離。
p
pitch
2060
不等ピッチ
刃のピッチが等しくないもの。
− irregular pitch
2061
ランド幅
ランドの切削方向の幅。
t
land width ;
tooth thickness
14
B 0175-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
2062
ストレートランド幅 ストレートランドの切削方向の幅。
ts
straight land width
2063
刃溝幅
刃溝の切削方向の幅。
− width of gullet ;
width of chip space
2064
刃溝深さ
切れ刃から刃溝底までの深さ。
h
depth of gullet ;
tooth depth
2065
刃溝底丸み半径
刃溝底の丸み半径。
r
gullet radius ;
face angle radius
2066
背面丸み半径
背面の丸み半径。
R
tooth radius ;
radius of tooth back
2067
刃溝面積
刃溝の断面面積。
A
tooth space
2068
アプローチ面
バニシング刃における工作物への近づき側の刃部の
面。
− approaching face
2069
アプローチ面の丸み
半径
アプローチ面が丸みをもつ場合の丸みの半径。
− approaching radius
2070
刃数
軸方向又は切削方向の刃の数。
NT number of cutting tooth
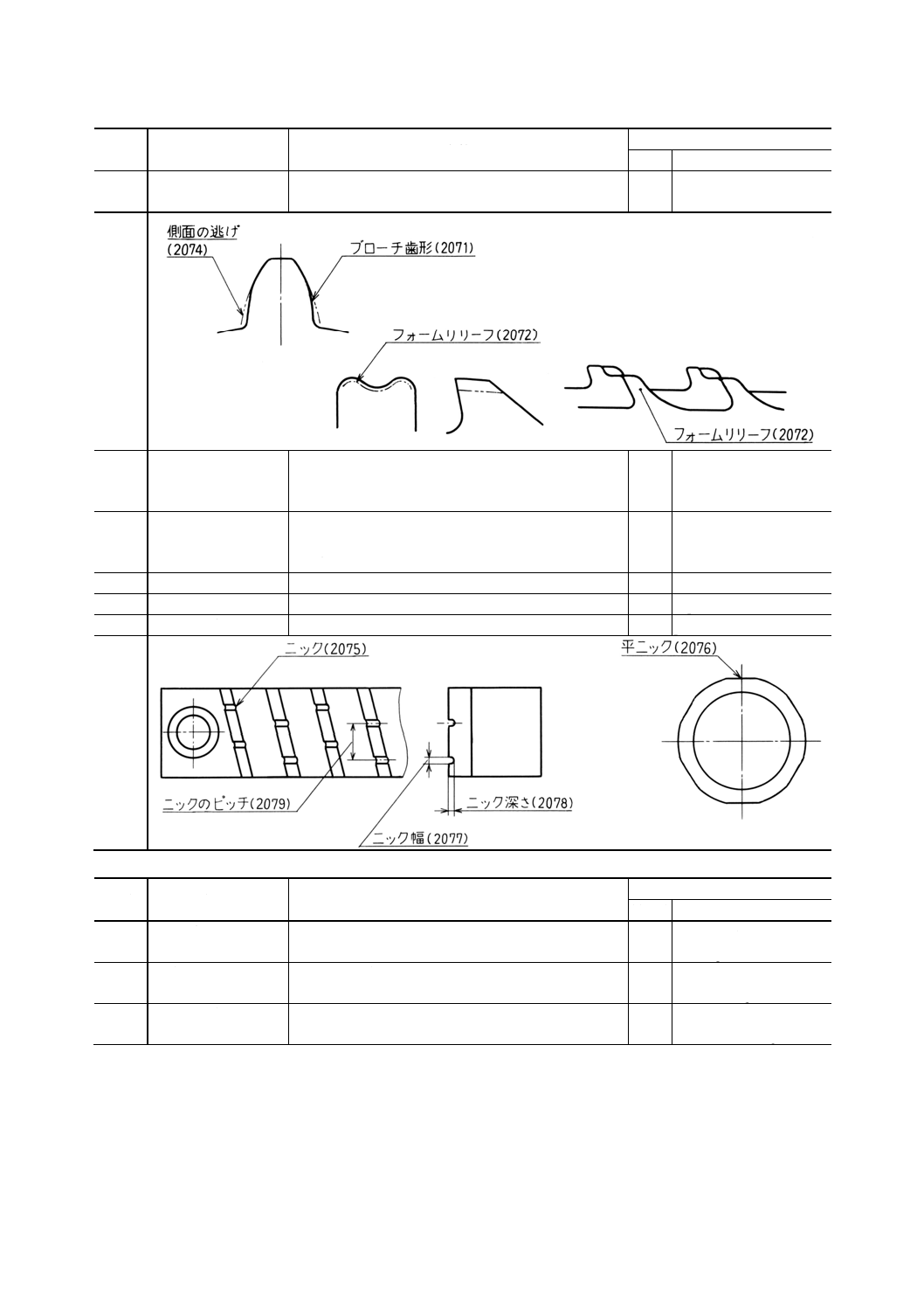
2071
ブローチ歯形
ブローチのすくい面の周縁の形状。
− tooth profile
2072
フォームリリーフ
歯形と同一形状で逃がす逃げ。
− form relief
2073
刃の側面
ブローチ歯形に続く側面。
− tooth side
15
B 0175-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
2074
側面の逃げ
切れ刃近くの側面を残し,切削された形状から逃がす
逃げ。
− side relief ;
side clearance
2075
ニック
切削中に切りくずを分断するために,切れ刃に設ける
溝。
− nick ;
chip breaker ;
notch
2076
平ニック
切削中に排出される円周方向,リング状の切りくずを
分断するために,丸ブローチなどの切れ刃に設ける平
たん部。
− flat nick ;
flat chip breaker
2077
ニック幅
ニックの溝幅。
− width of nick
2078
ニック深さ
ニックの溝深さ。
− depth of nick
2079
ニックのピッチ
隣接するニックの中心線間の距離。
− pitch of nick
(3) ブローチの角
番号
用語
定義
参考
量記号
対応英語
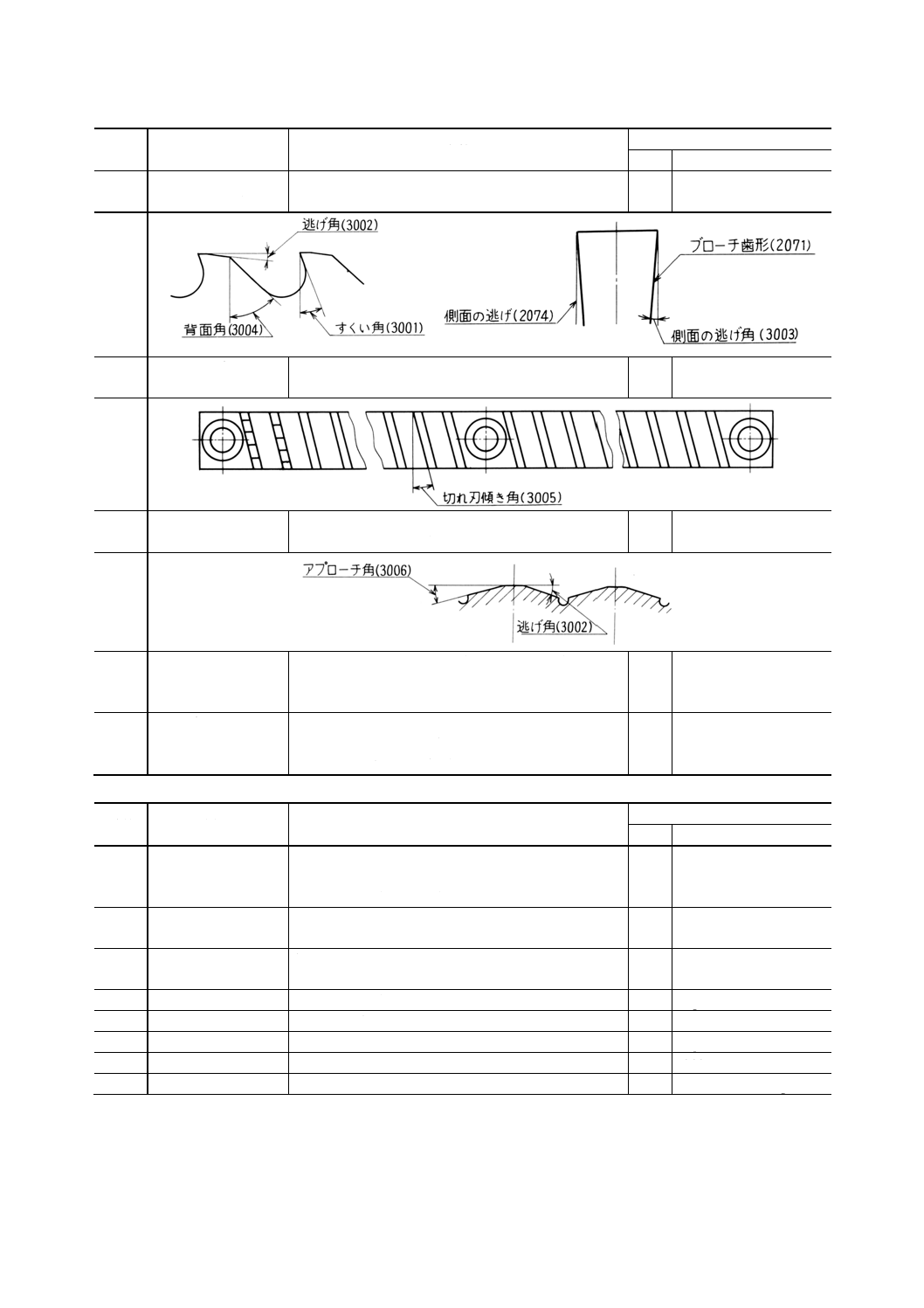
3001
すくい角
切削方向に垂直な面とすくい面とがなす角。
γ
rake angle ;
face angle
3002
逃げ角
仕上面と逃げ面とがなす角。
α
relief angle ;
clearance angle
3003
側面の逃げ角
仕上面と側面の逃げとがなす角。
− side relief angle ;
side clearance angle
16
B 0175-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
3004
背面角
(はいめんかく)
切削方向に垂直な面と背面とがなす角。
− back angle
3005
切れ刃傾き角
平ブローチなどの切れ刃と切削方向に垂直な面とが
なす角。
λ
cutting angle
3006
アプローチ角
ブローチ軸に平行な面とアプローチ面とがなす角。
備考 JIS B 0170参照
− approach angle ;
lead angle
3007
圧力角
歯面上の1点で,その半径線と歯形への接線とがなす
角。
備考 JIS B 0102参照
α
pressure angle
3008
ねじれ角
歯すじと歯すじを考える歯車と同軸の任意の仮想の
円筒,又は円すいの母線とがなす鋭角。
備考 JIS B 0102参照
β
helix angle
(4) ブローチのつかみ部
番号
用語
定義
参考
量記号
対応英語
4001
コッタ形つかみ部
コッタ穴にコッタを入れて取り付ける形式のつかみ
部。
備考 A形及びB形がある。
− cotter type pull end
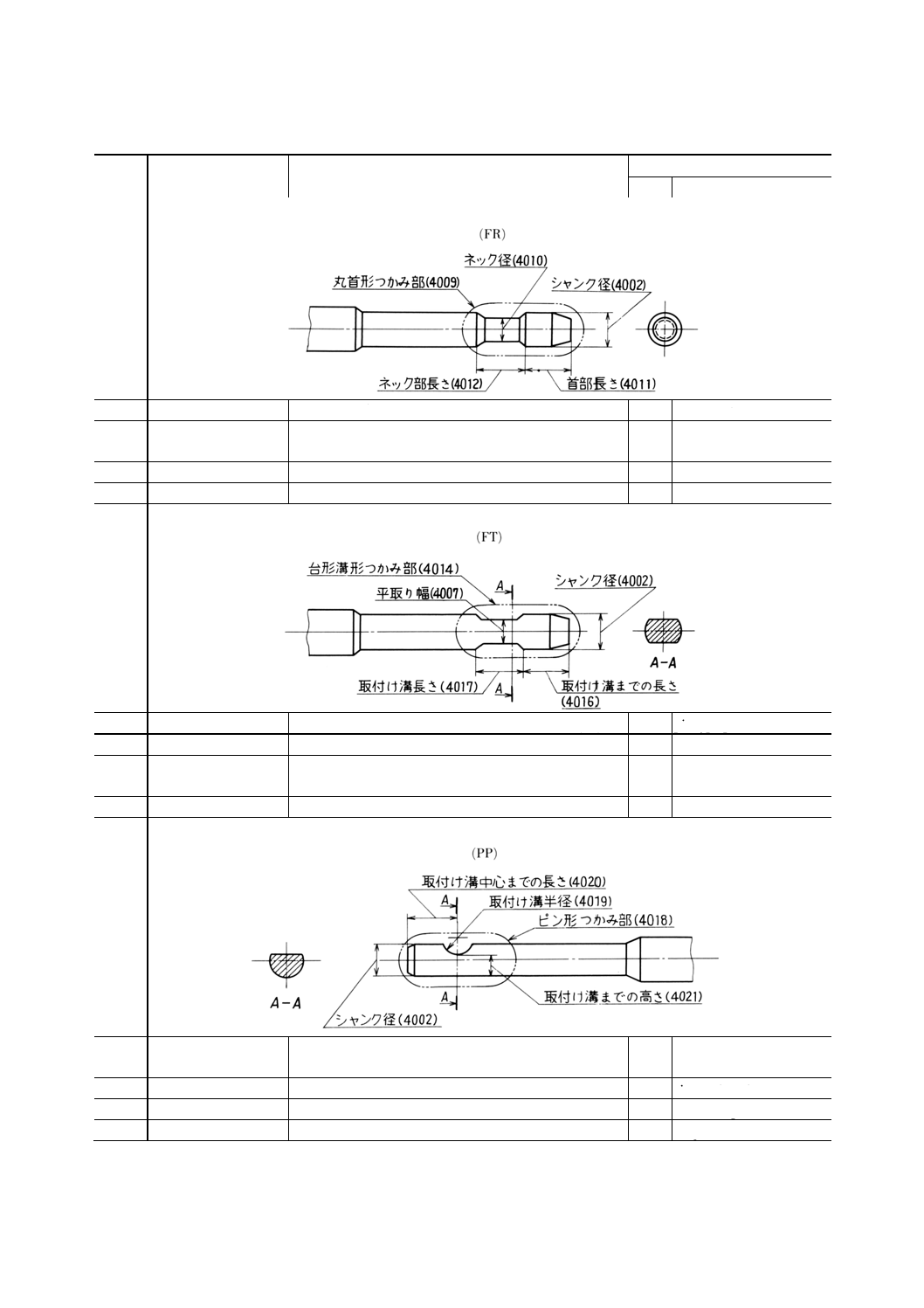
4002
シャンク径
プルヘッドに入る部分,又はリトリービングヘッドに
入る部分の直径。
d
shank diameter
4003
コッタ穴までの長さ 先端からコッタ穴までの長さ。
− distance from end to
cotter slot
4004
コッタ穴長さ
コッタ穴の長さ。
− length of cotter slot
4005
コッタ穴幅
コッタ穴の幅。
− width of cotter slot
4006
平取り長さ
つかみ部の平らに取った部分の長さ。
− length of flat face
4007
平取り幅
つかみ部の平らに取った部分の幅。
− width across flat faces
4008
シャンク径有効長さ シャンクをプルヘッドに取り付けるための有効長さ。 − effective shank length

17
B 0175-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
コッタ形つかみ部
4009
丸首形つかみ部
つめ式のプルヘッド又はリトリービングヘッドに取
り付ける丸形の前つかみ部又は後つかみ部。
備考 A形,B形及び後つかみ部 (FR) がある。
− round type pull end ;
round type retriever
4010
ネック径
つかみ部のつめの入る部分の直径。
dn
neck diameter
4011
首部長さ
先端又は後端からネック部までの長さ。
− head length
4012
ネック部長さ
ネック部の長さ。
− neck length
4013
平取り高さ
つかみ部の平らに取った一面から外周までの距離。
− height of flat
丸首形前つかみ部
18
B 0175-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
丸首形後つかみ部
4014
台形溝形つかみ部
台形溝形の後つかみ部 (FT)。
− trapezoid type retriever
4015
取付け溝
丸首形及び台形溝形などのつかみ部の取付け部分の
溝。
−
−
4016
取付け溝までの長さ 先端又は後端から取付け溝までの長さ。
−
−
4017
取付け溝長さ
取付け溝の長さ。
−
−
台形溝形つかみ部
4018
ピン形つかみ部
ピンによって取り付けられる形式のつかみ部 (PP)。
− pin type pull end
4019
取付け溝半径
ピンが入る溝の丸み。
r
−
4020
取付け溝中心までの
長さ
先端から取付け溝半径の中心までの長さ。
−
−
4021
取付け溝までの高さ 取付け溝半径の底から外周までの距離。
−
−
ピン形つかみ部
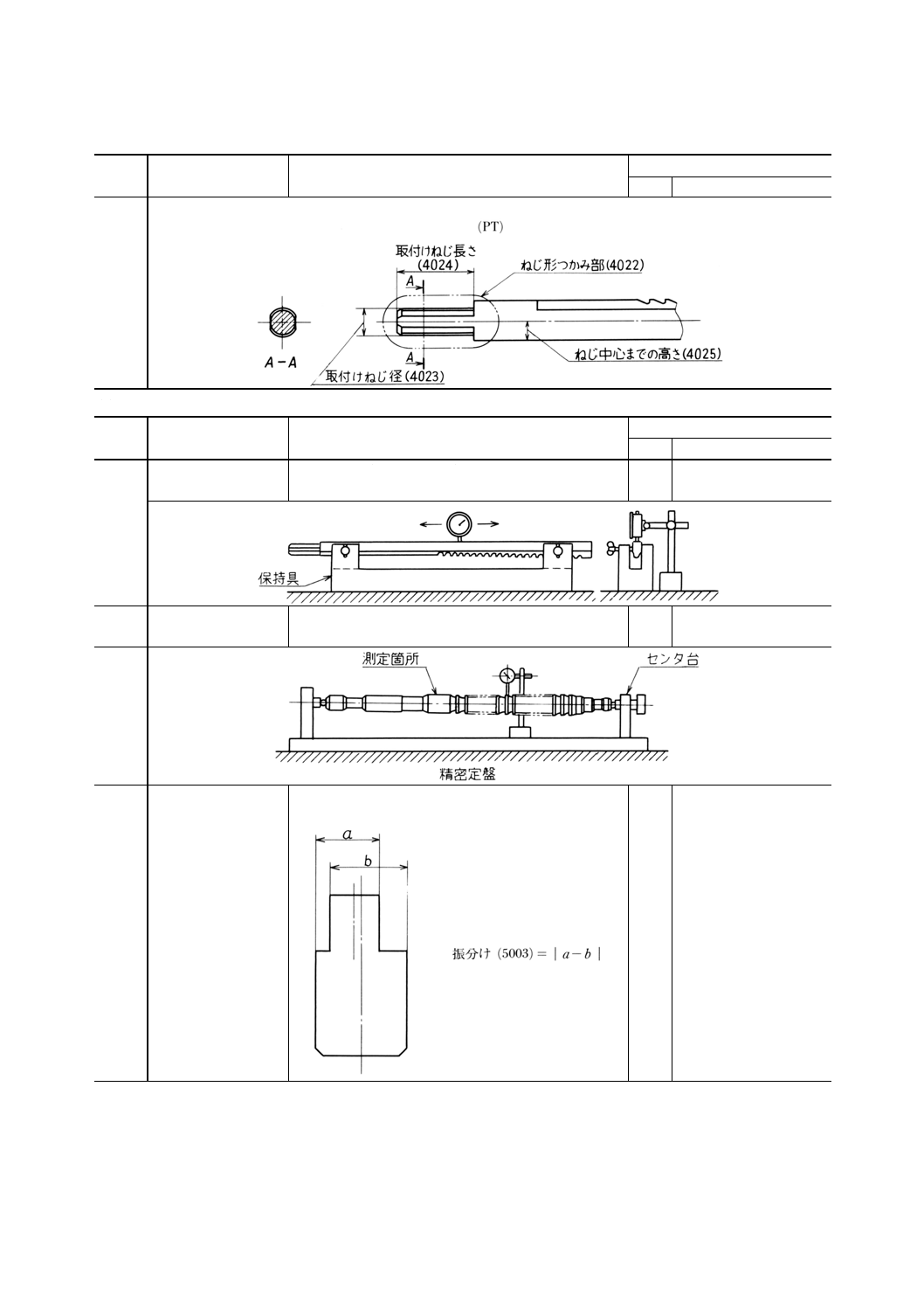
4022
ねじ形つかみ部
ねじで取り付ける形式のつかみ部。
備考 PTで表す。
− thread type pull end
4023
取付けねじ径
ねじ形つかみ部のねじの呼び径。
− size of thread
4024
取付けねじ長さ
ねじ形つかみ部のねじの長さ。
− thread length
4025
ねじ中心までの高さ 底面からねじの中心までの高さ。
− height of thread center
19
B 0175-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
ねじ形つかみ部
(5) ブローチの精度
番号
用語
定義
参考
量記号
対応英語
5001
曲がり
平形キー溝ブローチ,平ブローチなどの底面及び側面
の平面度。
− flatness
5002
振れ
丸ブローチ,スプラインブローチなどのシャンク又は
刃部の振れの最大値(両センタ基準)。
− run out
5003
振分け
平形キー溝ブローチなどのブローチ幅に対する刃幅
の対称度。
− symmetry
20
B 0175-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
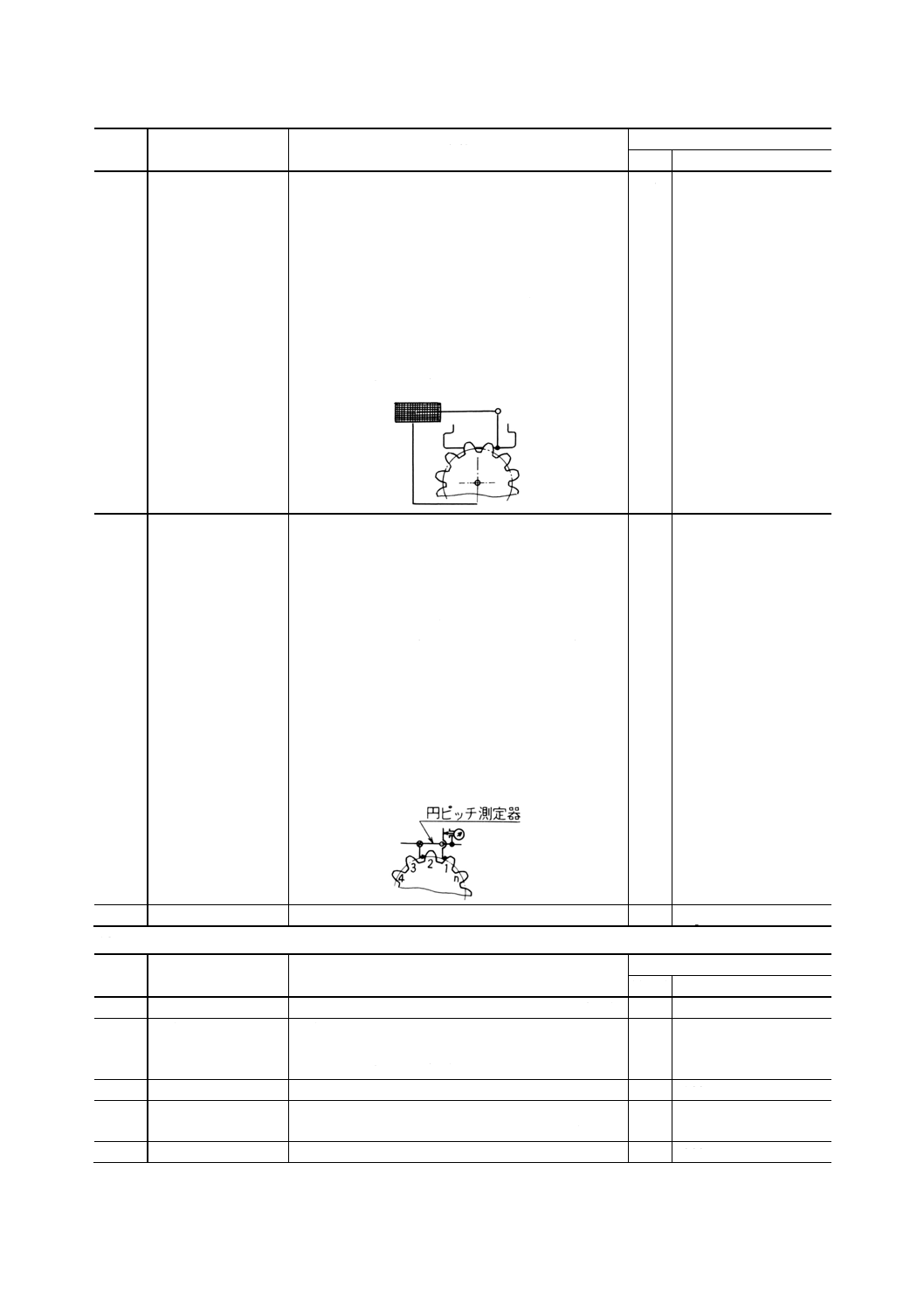
5004
歯形誤差
ブローチ歯形と同時に研削した試験片の歯形につい
てブローチの軸心を中心とし,有効歯たけ中央を通る
円との交点を通る基準歯形(3)を基準とし,これに垂直
に測った,歯形を検査する範囲内における凸側及び凹
側の最大誤差の和。
なお,歯形誤差は正面歯形についていう。
注(3) 正しいインボリュート曲線ばかりではな
く,中央を膨らませたり歯末,歯元をやせ
させるような歯形修正を行う場合には,そ
れらの歯形を基準歯形とする。
備考 JIS B 0102参照
ff
total profile error
5005
累積ピッチ誤差
ブローチ歯形と同時に研削した試験片の歯形につい
て,ブローチの軸心を中心とし,有効歯たけ中央付近
を通る円と実際の歯形との交点,及びその歯形に対す
る基準の歯形との交点との間の円周方向の長さ。その
歯のその円周上における位置の誤差を表す。
備考1. JIS B 0102参照
2. 基準の歯形からはみ出ている場合を正,
引っ込んでいる場合を負とする。ただし,
基準の歯形とは,その歯車の歯の中から
基準とする歯を定め,その歯形と上記の
円との交点を通る誤差がない歯形を1番
目の基準の歯形とし,正しいピッチで
次々に並んでいる誤差がない歯形であ
る。
Fp
cumulative pitch error
5006
一刃の切込み誤差
一刃当たりの切込み寸法と設計値との差
− cut per tooth error
(6) ブローチの刃部の損傷
番号
用語
定義
参考
量記号
対応英語
6001
摩耗
切削によって生じた漸進的な減耗(JIS B 0170参照)。 − wear
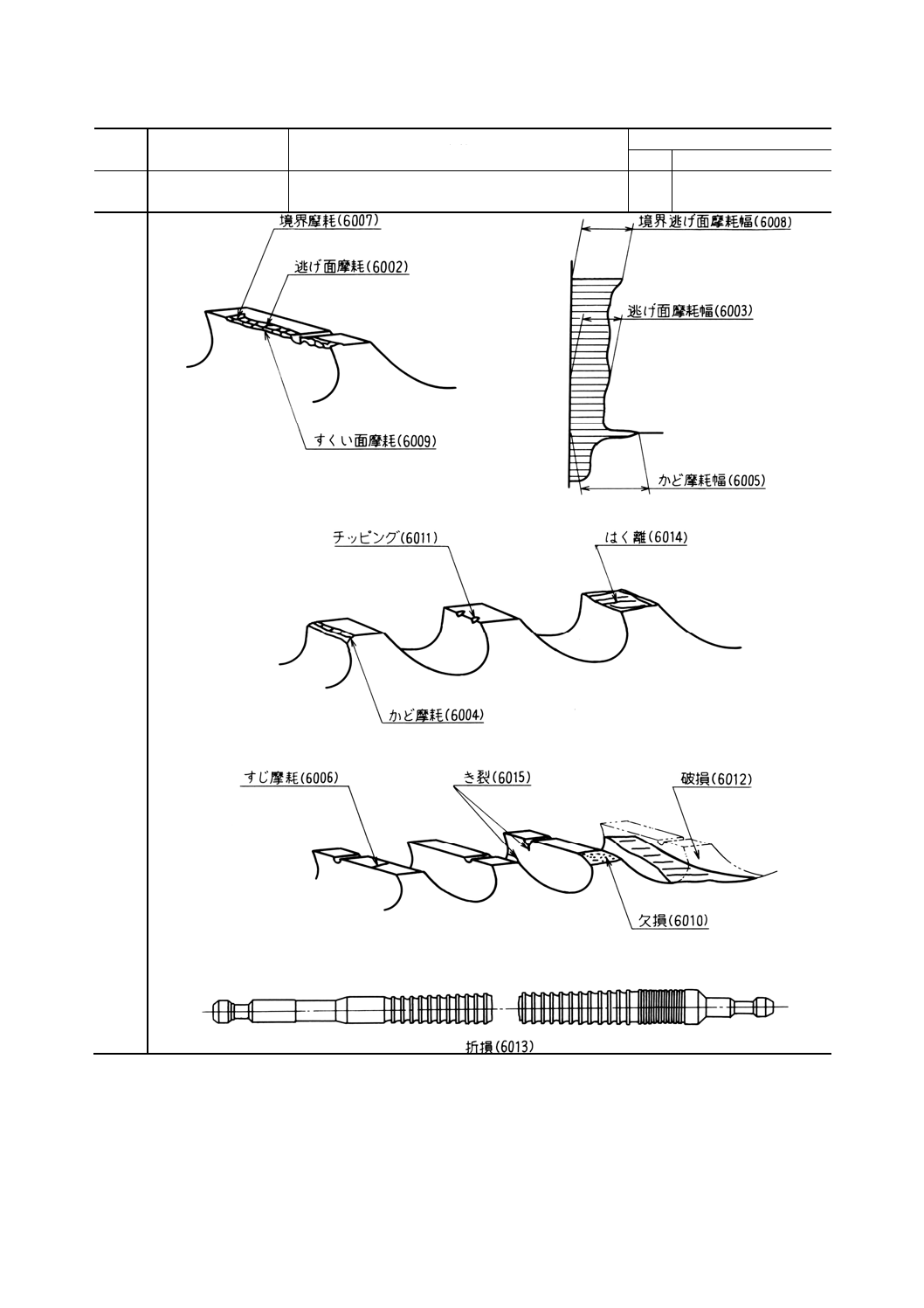
6002
逃げ面摩耗
逃げ面に生じる摩耗。発生場所によって外周逃げ面摩
耗と側逃げ面摩耗とに分ける。
備考 JIS B 0170参照
− flank wear
6003
逃げ面摩耗幅
逃げ面摩耗の切削方向の幅。
VB width of flank wear
6004
かど摩耗
逃げ面摩耗のうち,かど部に生じる摩耗。
備考 三角摩耗ともいう(JIS B 0170参照)。
− corner wear
6005
かど摩耗幅
かど摩耗の切削方向の幅。
VBc width of corner wear

21
B 0175-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
6006
すじ摩耗
逃げ面摩耗のうち,すじ状に生じる摩耗。
備考 一般に前刃のニックに対応した位置に生じ
ることが多い。
−
−
6007
境界摩耗
逃げ面摩耗のうち,切削部と非切削部との境界部に生
じる摩耗(JIS B 0170参照)。
− boundary wear
6008
境界逃げ面摩耗幅
境界摩耗の切削方向の幅。
VBN width of boundary wear
6009
すくい面摩耗
すくい面上に生じる摩耗(JIS B 0170参照)。
− face wear
6010
欠損
切削によって切れ刃に生じた大きな欠け(JIS B 0170
参照)。
−
−
6011
チッピング
切削によって切れ刃に生じた小さな欠け(JIS B 0170
参照)。
− cutting edge chipping
6012
破損
切削によって生じる刃部,チップの全体に及ぶ破壊。
備考 通常,破損が生じると切削不能となり,再
研削も困難となる(JIS B 0170参照)。
− fracture of cutting part
6013
折損
ボデー又はシャンクに生じる折れ。
− breakage
6014
はく離
切削によって刃部に生じたりん(鱗)片状のものの分
離(JIS B 0170参照)。
− flaking
22
B 0175-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
6015
き裂
切削によって刃部に生じたき裂及び割れ(JIS B 0170
参照)。
− crack
23
B 0175-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(7) ブローチの一般の用語
番号
用語
定義
参考
量記号 単位
対応英語
7001
切削速度
切れ刃の1点におけるブローチと工作物との相対的
な切削方向の速度(JIS B 0170参照)。
Vc, V m/min cutting speed
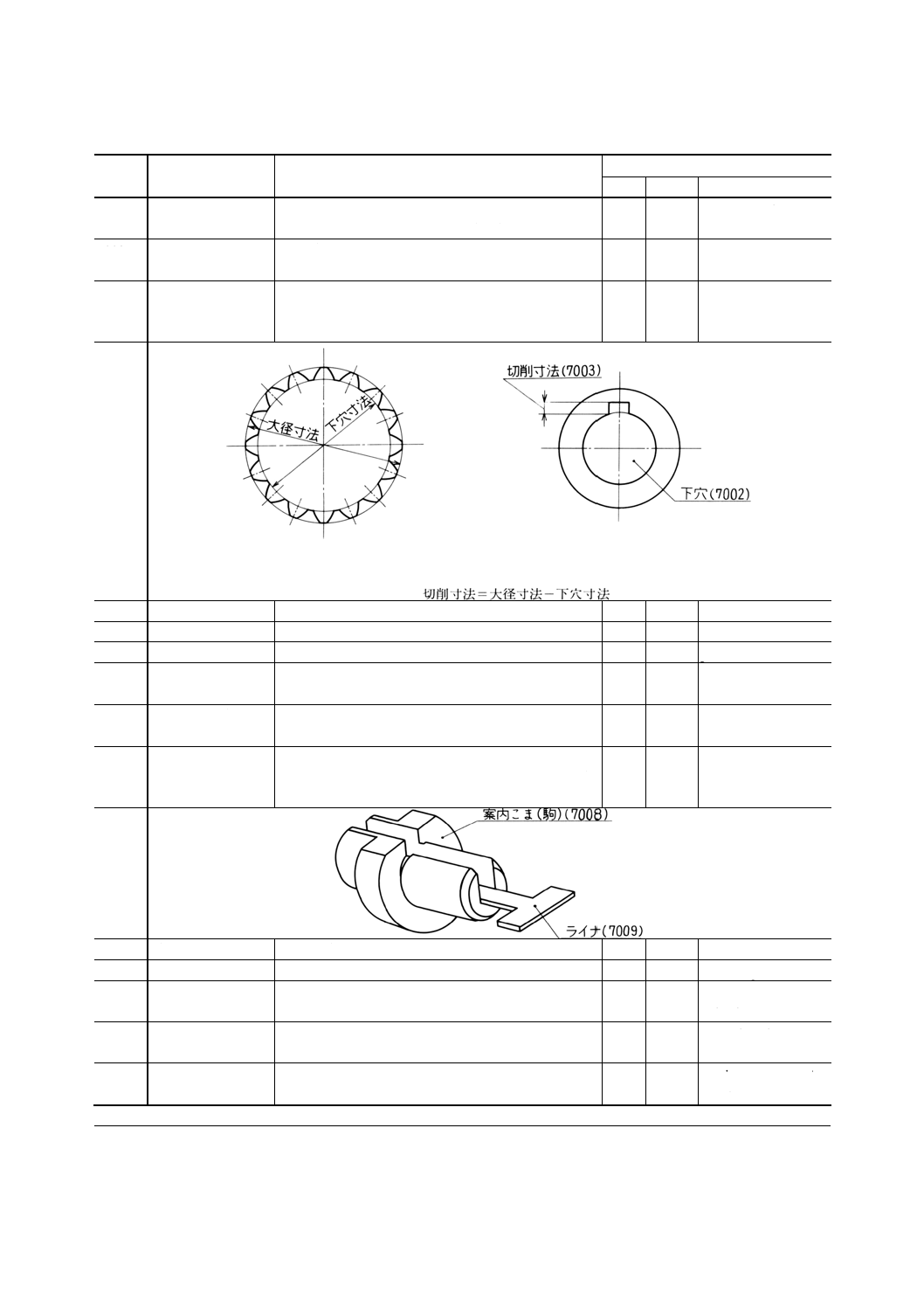
7002
下穴
内面ブローチでブローチ加工を行うとき,あらかじ
め工作物にあけられた穴。
−
mm
prepared hole
7003
切削寸法
工作物の切込み方向の切削される寸法。
備考 丸ブローチなどでは直径をいい,切削量
ともいう。
−
mm
depth of cut
7004
切削長
工作物のブローチ加工される部分の全体の長さ。
−
mm
length of cut
7005
同時切削刃数
切削長の中に含まれる刃数。
n
−
−
7006
プルヘッド
ブローチ盤のブローチを連結して引っ張る部分。
−
−
pull head
7007
リトリービングヘ
ッド
ブローチ盤のブローチを連結して戻す部分。
−
−
retrieving head
7008
案内こま(駒)
キー溝加工で工作物の取付けとブローチの案内とを
行うもの。
−
−
broach horn
7009
ライナ
平形キー溝ブローチで切削回数2回以上でキー溝を
仕上げるような場合,ブローチ底面と案内こま(駒)
の接する部分に入れるもの。
−
−
liner
7010
ブローチホルダ
組合せブローチの取付具。
−
−
broach holder
7011
切削荷重
ブローチ加工に要する力。
P
N
broaching load
7012
予想切削荷重
設計時に計算式を用いて算出した切削荷重。
P
N
calculated broaching
load
7013
ストローク
ブローチ加工時,引抜き又は押抜きに必要な切削方
向の距離。
−
mm
stroke length
7014
最大切削長
一つのブローチで加工できる工作物の最大長さ。
−
mm
maximum length of
cut
関連規格 JIS B 4237 ブローチのつかみ部の形状・寸法
JIS B 4238 キー溝ブローチ
24
B 0175-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
原案作成委員会 構成表
氏名
所属
(委員長)
村 田 良 司
東京理科大学
(委員)
藤 野 達 夫
通商産業省機械情報産業局
大 嶋 清 治
工業技術院標準部
伊 藤 哲
工業技術院機械技術研究所
因 幸二郎
財団法人日本規格協会
野 上 彰
株式会社不二越
羽 山 隆 貫
日立ツール株式会社
沢 畠 英 明
株式会社斎藤ツヰストドリル製作所
日下部 祐 次
株式会社神戸製鋼所
福 永 博 幸
三菱重工業株式会社
三 好 忠 義
オーエスジー株式会社
徳 増 肇
社団法人日本機械工業連合会
大 高 義 穂
社団法人日本工作機械工業会
西 村 欣 也
社団法人日本歯車工業会
石 川 侑 男
社団法人日本金型工業会
安 武 昭 彦
社団法人日本工作機器工業会
手 取 正 輝
いすゞ自動車株式会社
(関係者)
片 桐 泰 典
株式会社不二越
鳥 居 信 良
株式会社神戸製鋼所
関 口 徹
株式会社不二越
田 中 祐 弌
株式会社神戸製鋼所
吉 年 成 恭
日立ツール株式会社
(事務局)
平 野 武 治
日本工具工業会
西 垣 吉麻呂
日本工具工業会