B 0173:2002
(1)
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本工具工業会
(JSCTA)/財団法人 日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申出
があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これによって,
JIS B 0173:1991は改正され,この規格に置き換えられる。
今回の改正では,国際整合化を図るため,ISO 5420:1983,Reamers―Teams,definitions and types,Bilingual
edition(リーマ:用語・定義・タイプ)との整合をできる限り意図した。
JIS B 0173には,次に示す附属書がある。
附属書(参考)JISと対応する国際規格との対比表
B 0173:2002
(2)
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 分類 ······························································································································ 2
4. リーマの名称の呼び方 ······································································································ 2
5. 用語及び定義 ·················································································································· 2
附属書(参考)JISと対応する国際規格との対比表 ···································································· 25
解 説 ······························································································································· 27
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0173:2002
リーマ用語
Reamers―Vocabulary
序文 この規格は,1983年に第1版として発行されたISO 5420:1983,Reamers―Teams,definitions and types,
Bilingual edition(リーマ:用語・定義・タイプ)を元に作成した日本工業規格であるが,対応国際規格に
は規定されていない規定内容を日本工業規格として追加している。
なお,この規格で側線又は点線の下線を施してある箇所は,原国際規格にはない規格である。
1. 適用範囲 この規格は,主として金属切削用として一般に用いるリーマ(1)に関する用語及びその定義
について規定する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 5420:1983 Reamers―Teams,definitions and types,Bilingual edition (MOD)
注(1) あらかじめあけられた穴を正確に仕上げ,同時に滑らかな仕上げ面を得ようとする場合に用い
る工具。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0170 切削工具用語(基本)
JIS B 4401 モールステーパ及びメトリックテーパ用リーマ
備考 ISO 2250:1972,Finishing reamers for Morse and metric tapers,with parallel shanks and Morse
taper shanks からの引用事項は,この規格の該当事項と同等である。
JIS B 4402 チャッキングリーマ
備考 ISO 521:1975,Machine chucking reamers with parallel shanks or Morse taper shanksからの引用
事項は,この規格の該当事項と同等である。
JIS B 4405 ハンドリーマ
備考 ISO 236-1:1976,Hand reamersからの引用事項は,この規格の該当事項と同等である。
JIS B 4406 シェルリーマ
備考 ISO 2402:1972,Shell reamers with taper bore [taper bore 1:30 (included)] with slot drive and
arbors for shell reamersからの引用事項は,この規格の該当事項と同等である。
JIS B 4407 シェルリーマ用アーバ
備考 ISO 2402:1972,Shell reamers with taper bore [taper bore 1:30 (included)] with slot drive and
arbors for shell reamersからの引用事項は,この規格の該当事項と同等である。
2
B 0173:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 4409 テーパシャンクブリッジリーマ
備考 ISO 2238:1972,Machine bridge reamersからの引用事項は,この規格の該当事項と同等であ
る。
JIS B 4410 テーパピンリーマ
備考 ISO 3465:1975,Hand taper pin reamers及びISO 3467:1975 Machine taper pin reamers with
Morse taper shanksからの引用事項は,この規格の該当事項と同等である。
JIS B 4413 マシンリーマ
備考 ISO 236-2:1976,Long fluted machine reamers,Morse taper shanksからの引用事項は,この規
格の該当事項と同等である。
3. 分類 用語の分類は,次による。
a) リーマの種類
1) 刃部材料及び表面処理による分類
2) 構造による分類
3) 取付方法による分類
4) 機能又は用途による分類
b) リーマの要素
c) リーマの角度
d) リーマの精度
e) リーマの刃部の損傷
f) リーマの一般
4. リーマの名称の呼び方 リーマの種類を表す名称は,リーマの種類[3.a)]の番号順に該当する用語
を組み合わせて呼ぶ。
なお,刃部材料に高速度工具鋼を用いたリーマ及びむく(2)・溶接・直刃のリーマは,これらを省略して
呼んでもよい(次の例の括弧の語)。また,機能又は用途だけで判断できる場合は,取付方法を省略しても
よい。
注(2) 刃部材料が高速度工具鋼以外の場合,むくを省略しない。
例
呼び方
刃部材料及び表面処理
構造
取付方法
機能又は用途
ハンドリーマ
(高速度工具鋼)
(むく)
(ストレートシャンク) ハンドリーマ
超硬ろう付けテーパシャンク
チャッキングリーマ
超硬
ろう付け
テーパシャンク
チャッキングリーマ
コーティングマシンリーマ
コーティング(高速度
工具鋼)
(むく)
(テーパシャンク)
マシンリーマ
3
B 0173:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 用語及び定義 リーマの用語及び定義は,次による。
なお,参考のために,量記号,単位及び対応英語を示す。
備考1. 用語の一部に括弧を付けてあるものは,括弧の中の用語を省略してもよい。
2. 用語の定義の中の太字で示された用語は,この規格に規定しているものを示す。
3. 図は一例を示すものであって,形状及び大きさを表すものではない。
4. 用語の番号の中で括弧を付けた番号は,対応国際規格の項目番号を示す。
5. 対応英語の中で*の付いたものは,対応国際規格で規定されている英語であることを示す。
6. 図中の括弧内の数字は,用語の番号を示す。
4
B 0173:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) リーマの種類
1) 刃部材料及び表面処理による分類
番号
用語
定義
対応英語(参考)
1101
合金工具鋼リーマ
刃部の材料に合金工具鋼を使用したリーマ。
Alloy tool steel reamer
1102
高速度(工具)鋼リ
ーマ
刃部の材料に高速度工具鋼を使用したリーマ。
high speed (tool) steel
reamer
1103
超硬質工具材料リ
ーマ
刃部の材料に超硬質工具材料(超硬合金,サーメット,セラ
ミックス,BN焼結体,ダイヤモンド,ダイヤモンド焼結体
など)を使用したリーマの総称。
備考 超硬リーマ,サーメットリーマ,セラミックリーマ
(ceramic reamer),BNリーマ(boron nitride reamer),ダ
イヤモンドリーマ(diamond reamer) などがある。
hard tool material
reamer
1104
超硬(合金)リーマ
刃部の材料に超硬合金(炭化タングステンを主体とした焼結
体)を使用したリーマ。
carbide reamer,
cemented carbide
reamer,
hardmetal reamer
1105
サーメットリーマ
刃部の材料にサーメット(チタン化合物を主体とした焼結
体)を使用したリーマ。
cermet reamer
1106
ダイヤモンドリー
マ
刃部の材料にダイヤモンド焼結体を使用したリーマ。
diamond reamer
1107
表面処理リーマ
刃部の材料に窒化,酸化,窒化酸化処理などの表面処理を施
したリーマ。
surface-treated reamer
1108
コーティングリー
マ
刃部の材料に炭化物,窒化物,酸化物などを,表面に一層又
は多層に化学的又は物理的に密着させた工具材料を使用し
たリーマ。被覆リーマともいう。
備考 被覆される工具材料の種類によって,コーティング高
速度工具鋼リーマ(coated high speed tool steel reamer),
コーティング超硬リーマ(coated carbide reamer)などが
ある。
被覆材の種類によって,TiNコーティング(TiN
coating),TiCコーティング(TiC coating),TiCNコー
ティング(TiCN coating), TiAlNコーティング(TiAlN
coating),アルミナコーティング(Al203 coating),BN
コーティング(BN coating),ダイヤモンドコーティン
グ(diamond coating)などがある。
coated reamer
2) 構造による分類
番号
用語
定義
対応英語(参考)
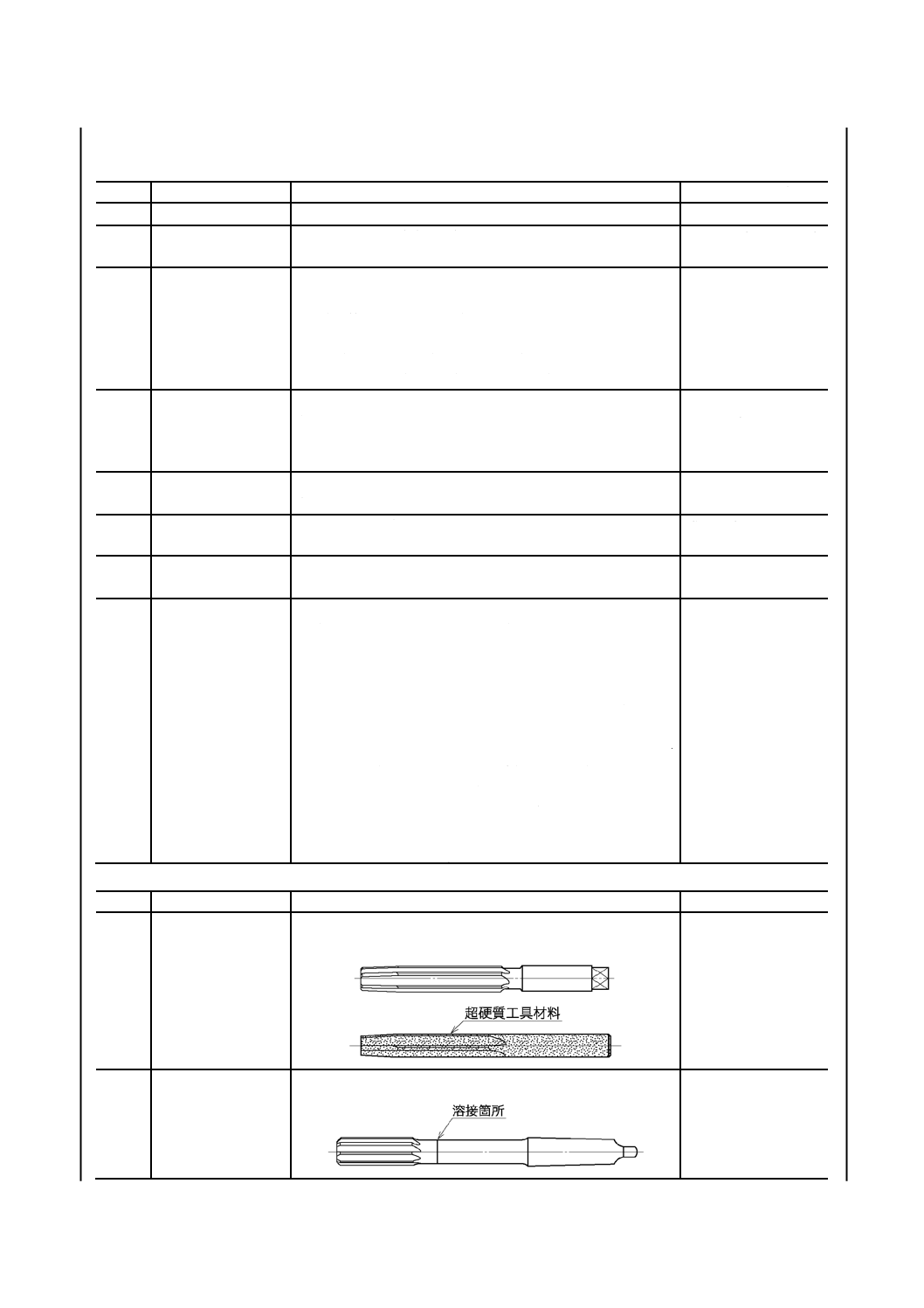
1201
むくリーマ
刃部とボデー又はシャンクとが同一材料から作られている
リーマ。ソリッドリーマともいう。
solid reamer
1202
溶接リーマ
ボデーとシャンクとを溶接したリーマ。
welded reamer
5
B 0173:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1203
ろう付けリーマ
刃部の材料をボデーにろう付けしたリーマ。
brazed reamer
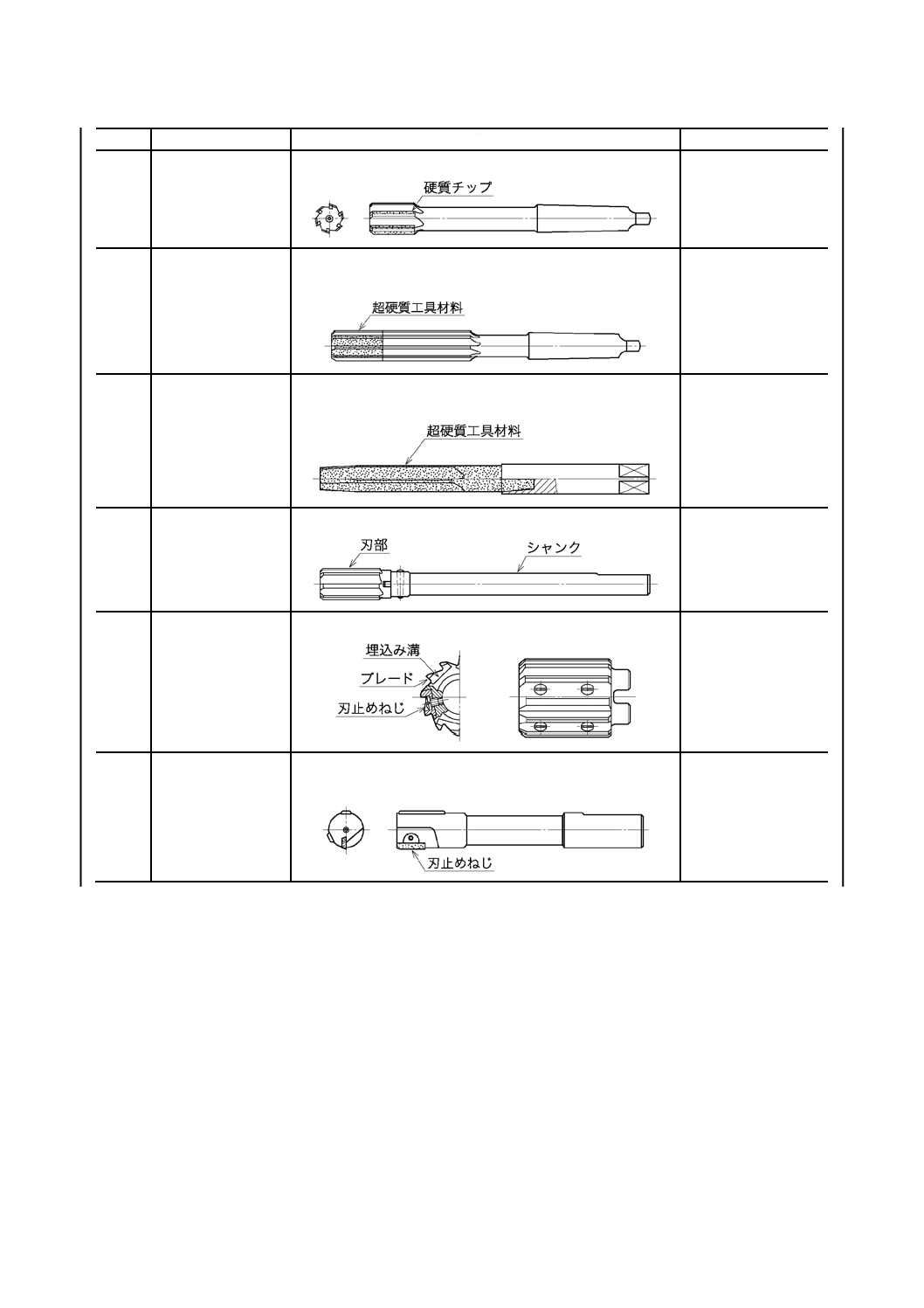
1204
先むくリーマ
刃部の先端からある長さの部分だけが,刃部材料で作られた
リーマ。
top solid reamer
1205
差込みリーマ
ボデーをシャンクに差し込んで,ろう付け,圧入などの方法
で接合したリーマ。
insert mounted reamer
1206
組み立てリーマ
刃部,ボデー又はシャンクを組み立て構造にしたリーマ。
constructed reamer
1207
植刃リーマ
(うえば ―― )
ボデーにブレードを機械的に取り付けたリーマ。
inserted reamer
1208
スローアウェイリ
ーマ
ボデーにスローアウェイチップを機械的に取り付けた植刃
リーマ。 刃先交換式リーマともいう。
throw-away reamer
6
B 0173:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3) 取付方法による分類
番号
用語
定義
対応英語(参考)
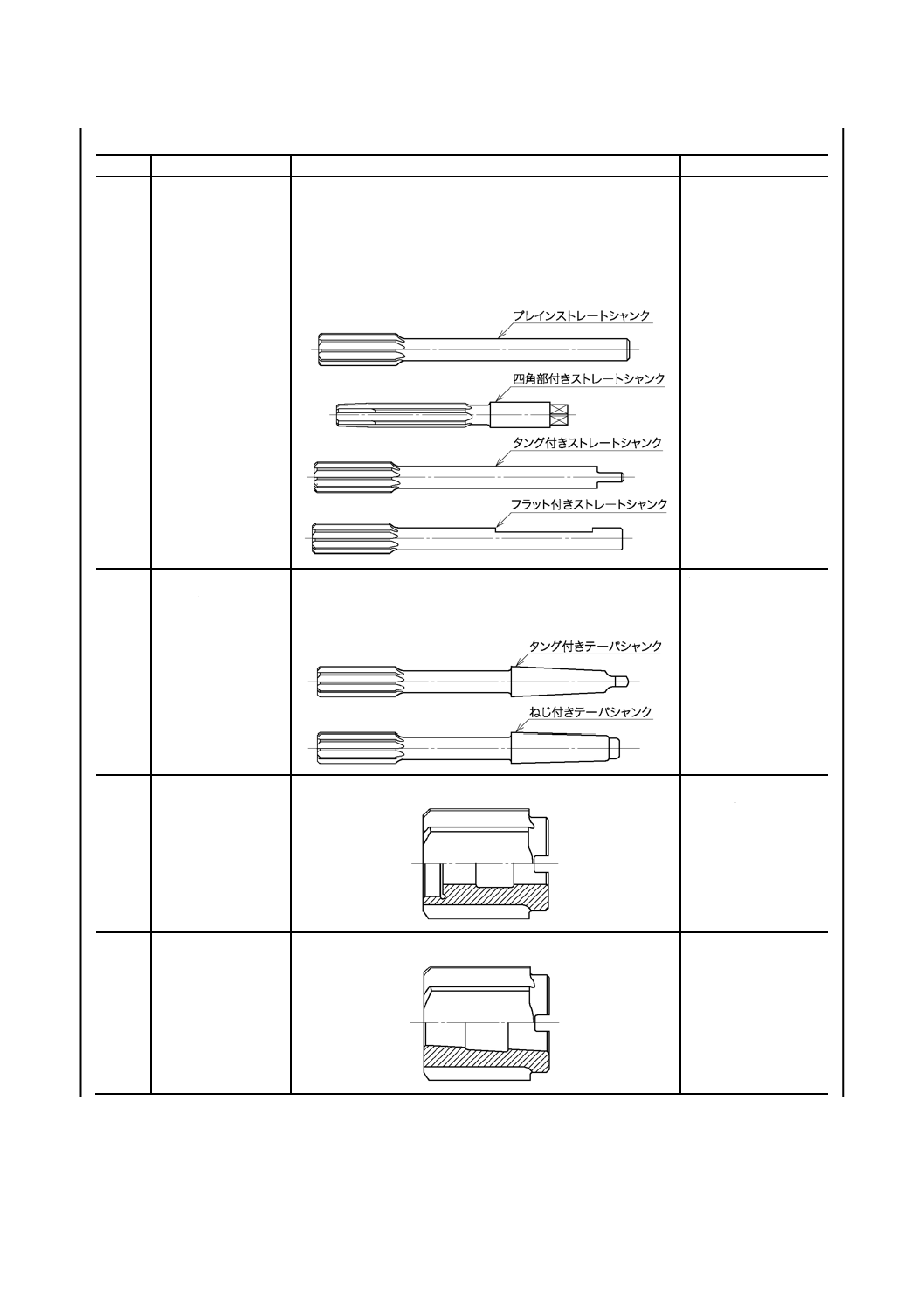
1301
ストレートシャン
クリーマ
ストレートシャンクをもつシャンクタイプリーマの総称。
備考 プレインストレートシャンク(plain straight shank),四
角部付きストレートシャンク(squared straight shank),
タング付きストレートシャンク(tanged straight shank)
及びフラット付きストレートシャンク(flatted straight
shank),がある。
cylindrical shank
reamer
parallel shank reamer
1302
テーパシャンクリ
ーマ
テーパシャンクをもつシャンクタイプのリーマの総称。
備考 タング付きテーパシャンク(tanged taper shank)及びね
じ付きテーパシャンク(threaded taper shank)がある。
taper shank reamer
1303
ストレートボアリ
ーマ
ストレート穴をもつボアタイプリーマ。
cylindrical bore reamer
parallel bore reamer
1304
テーパボアリーマ
テーパ穴をもつボアタイプリーマ。
taper bore reamer
7
B 0173:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4) 機能又は用途による分類
番号
用語
定義
対応英語(参考)
1401
手回し作業用リー
マ
シャンク四角部をもち,手回しハンドルを使用して手作業で
加工するリーマの総称。
hand-working reamer
1402
機械作業用リーマ
取付け用のシャンクをもち,各種の工作機械及び電動機を使
用して機械仕上げするリーマの総称。ランドにマージンと逃
げ角をもったフルート形と,食付き部の溝を広げ,ランド全
面をマージンとしたローズ形とがある。
machine-working
reamer
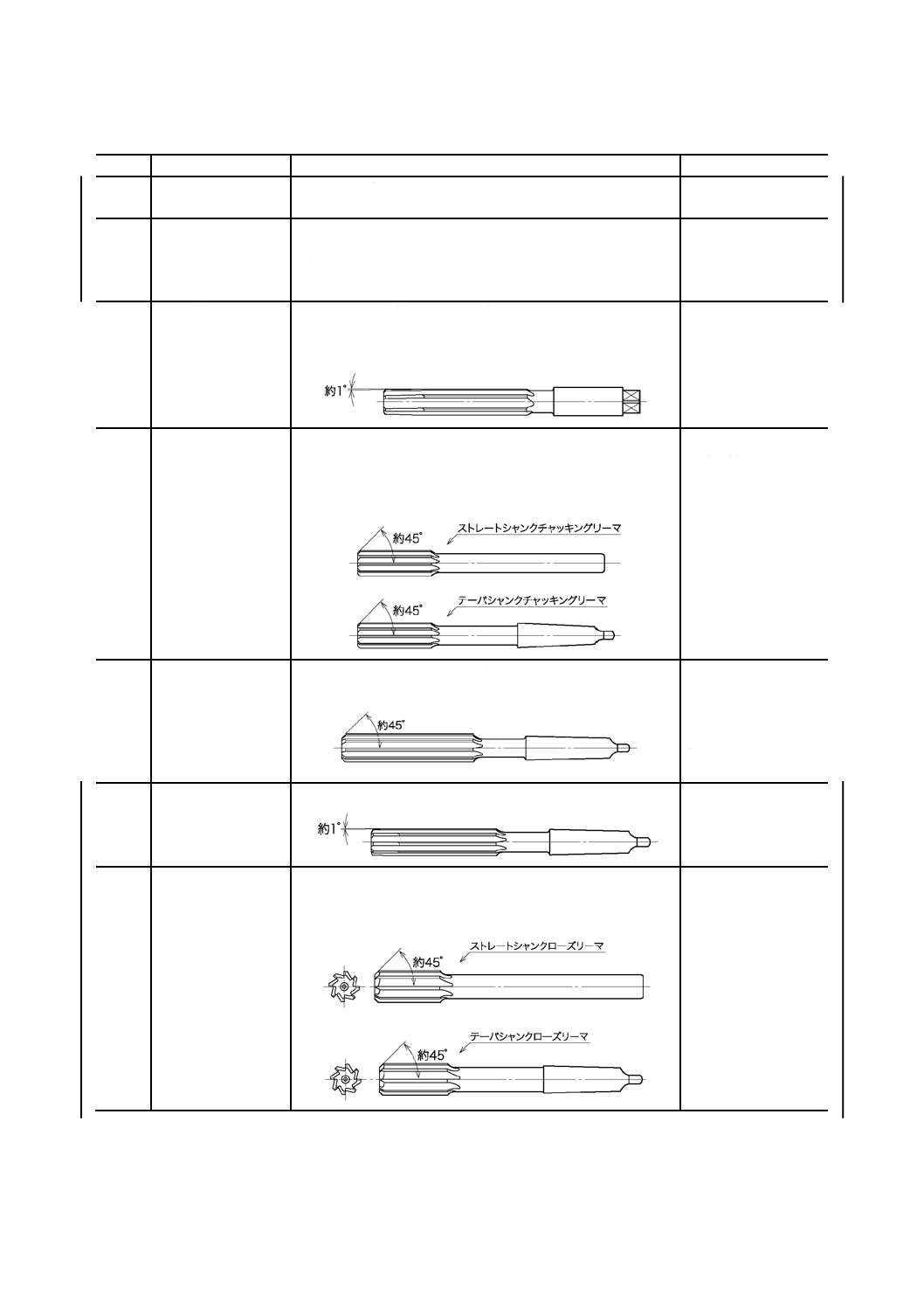
1403
(4.1)
ハンドリーマ
約1°の食付き角をもつ仕上げ用の手回し作業用リーマ。一
般に直刃が多く,溝などがある穴の場合はねじれ刃が使われ
る。JIS B 4405参照。
*hand reamer
1404
(4.3
4.4)
チャッキングリー
マ
刃長が短く約45°の食付き角をもった機械作業用リーマ。
JIS B 4402参照。シャンクの形状によってストレートシャン
クチャッキングリーマとテーパシャンクチャッキングリー
マがある。
*parallel shank
chucking reamer,
*Morse taper shank
chucking reamer,
machine chuking
reamer cylindrical
shank chucking
reamer
1405
(4.2)
マシンリーマ
テーパシャンクチャッキングリーマの刃長を長くした機械
作業用リーマ。食付き角は約45°である。JIS B 4413参照。
*Morse taper shank
long fluted machine
reamer,
machine reamer,
long fluted machine
reamer
1406
ジョバースリーマ
約1°の食付き角をもつテーパシャンクマシンリーマ。
jobber's reamer
1407
ローズリーマ
ランド前幅をマージンとし,45°の食付き角をもったリー
マ。シャンクの形状によって,ストレートシャンクローズリ
ーマとテーパシャンクローズリーマとがある。
rose reamer,
cylindrical shank rose
reamer,
taper shank rose
reamer
8
B 0173:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
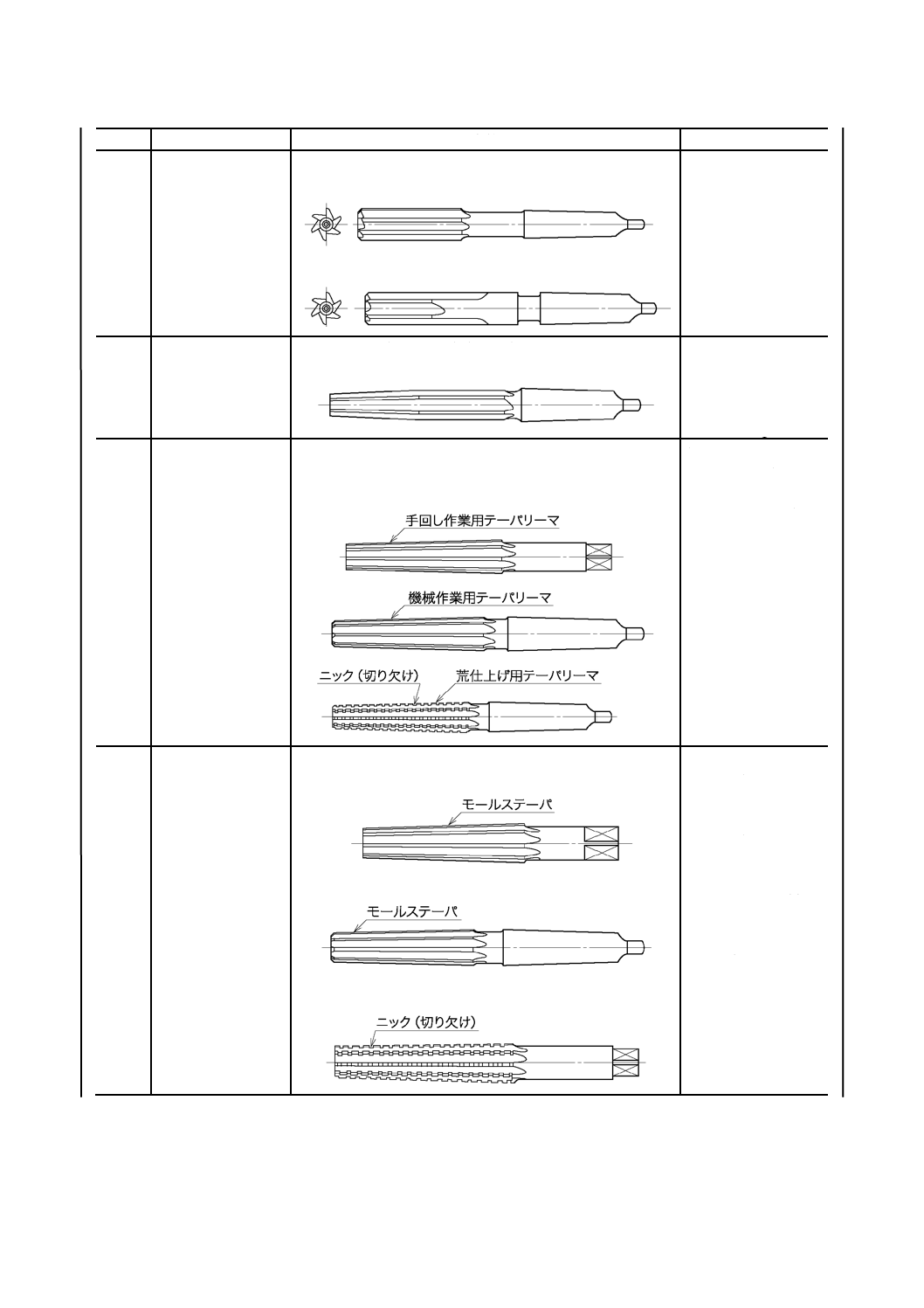
1408
底刃付きリーマ
(そこはつき──)
底座を同時加工するための底刃をもつ機械作業用リーマ。一
般に食付き部がない。ジグボーラリーマともいう。
end cutting reamer,
end facing reamer
1409
(4.8)
ブリッジリーマ
リベット穴,ボルト穴の食違いを修正するときに用いるリー
マ。JIS B 4409参照。
*Morse taper shank
machine bridge
reamer,
bridge reamer,
machine bridge reamer
1410
テーパリーマ
テーパ差込み穴の仕上げに用いるリーマ。手回し作業用と機
械作業用とがある。荒仕上用のものには切れ刃にニックが付
けてある。
taper reamer,
hand finishing taper
reamer,
machine finishing taper
reamer,
machine roughing
taper reamer
1411
(4.9)
(4.10)
(4.11)
モールステーパリ
ーマ
モールステーパ穴の仕上げに用いるテーパリーマ。
JIS B 4401参照。
*finishing reamer for
Morse tapers with
parallel shank,
*finishing reamer for
Morse tapers with
Morse taper shank,
*roughing reamer for
Morse tapers with
Morse taper shank,
morse taper reamer,
reamer for Morse
tapers
9
B 0173:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
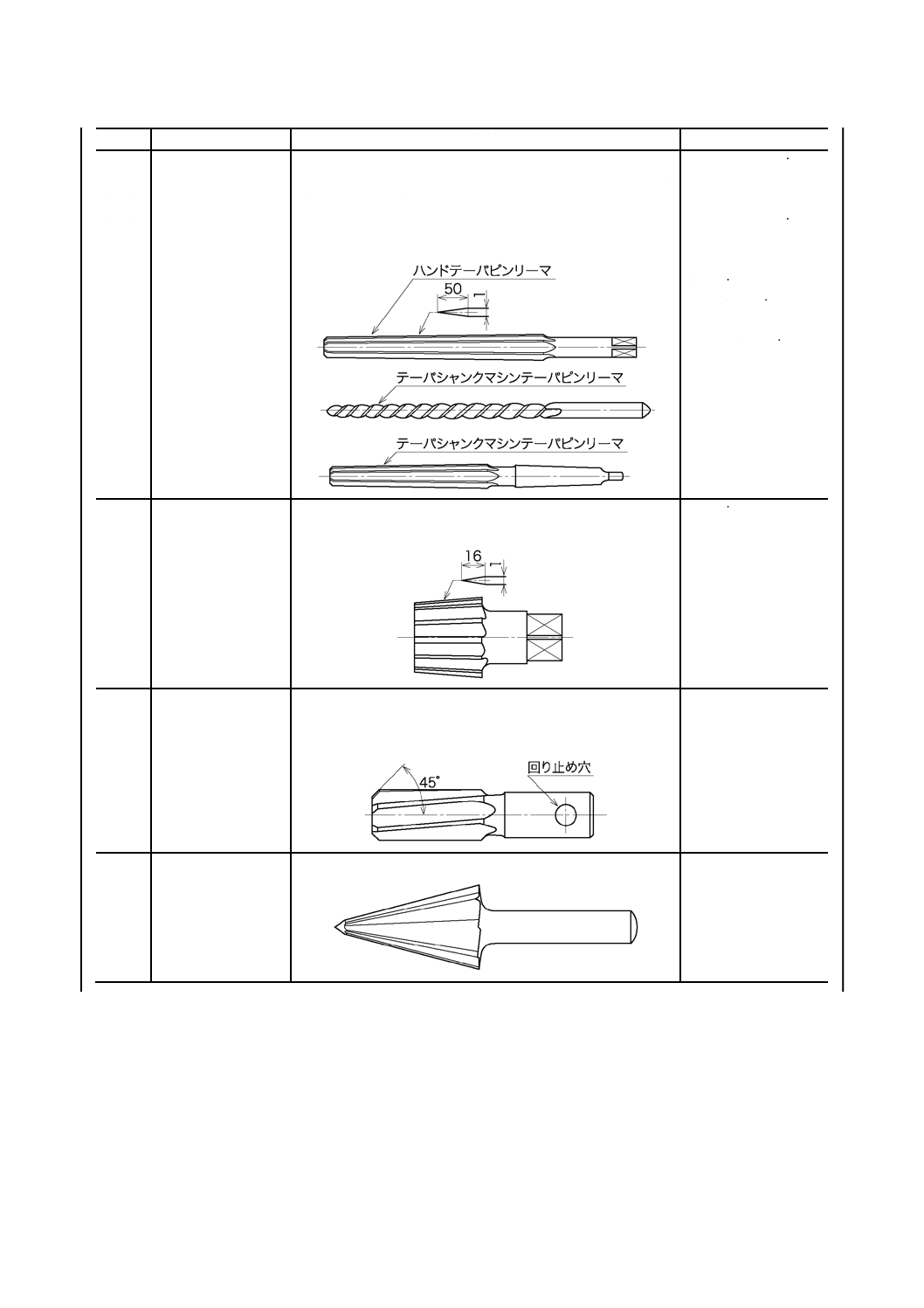
1412
(4.5)
(4.6)
(4.7)
テーパピンリーマ
テーパピンを差し込む穴を仕上げるテーパリーマ。直径は小
径端部付近で測定し,テーパは1:50である。JIS B 4410 参
照。シャンクの形状によって,ハンドテーパピンリーマ,ス
トレートシャンクマシンテーパピンリーマとテーパシャン
クマシンテーパピンリーマに分類される。
*Machine taper pin
reamer with Morse
taper shank,
*Machine taper pin
reamer with parallel
shank,
taper pin reamer,
*hand taper pin
reamer,
machine taper pin
reamer
1413
パイプリーマ
管継手の内径のテーパ仕上げに用いるリーマ。テーパは1:
16である。
taper pipe reamer
1414
スタブリーマ
刃長及び全長が短く,主として自動盤で用いるリーマ。食付
き角45°,右刃,左ねじれ刃のものが普通で,シャンクに
回り止め穴がある。
stub screw machine
reamer
1415
デバーリングリー
マ
管類の切り口のかえり取りに用いるリーマ。
de-burring reamer
10
B 0173:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
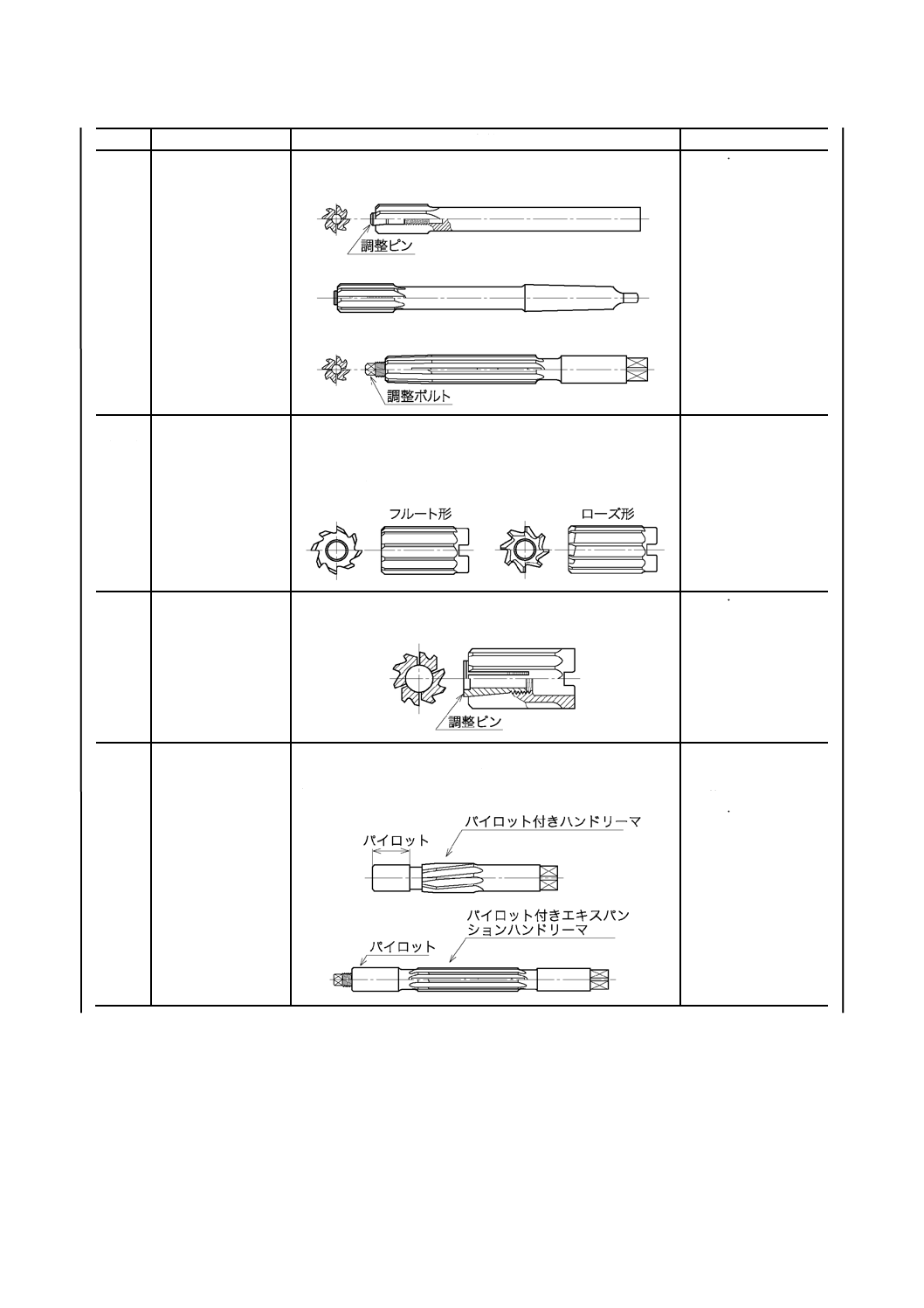
1416
エキスパンション
リーマ
中空状の刃部を弾性的に膨らまし,直径を調整するリーマ。
手回し作業用と機械作業用とがある。
expansion reamer
1417
(4.12)
シェルリーマ
主に仕上用として使用される多刃数で高精度な組立リーマ
でローズリーマタイプにすることもある。JIS B 4406参照。
アーバの形式には,ストレートシャンクアーバとテーパシャ
ンクアーバとがある。JIS B 4407参照。
*shell reamer with
taper bore,
shell reamer with
cylindrical bore shell
reamer
1418
エキスパンション
シェルリーマ
エキスパンションリーマと類似の構造で直径を調節するシ
ェルリーマ。
expansion shell reamer
1419
パイロット付きリ
ーマ
下穴との同心度を保持する目的で刃部の先端にパイロット
を設けたリーマ。パイロット付きハンドリーマ,パイロット
付きエキスパンションハンドリーマなどがある。
reamer with pilot,
hand reamer with
pilot,
expansion hand reamer
with pilot
11
B 0173:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
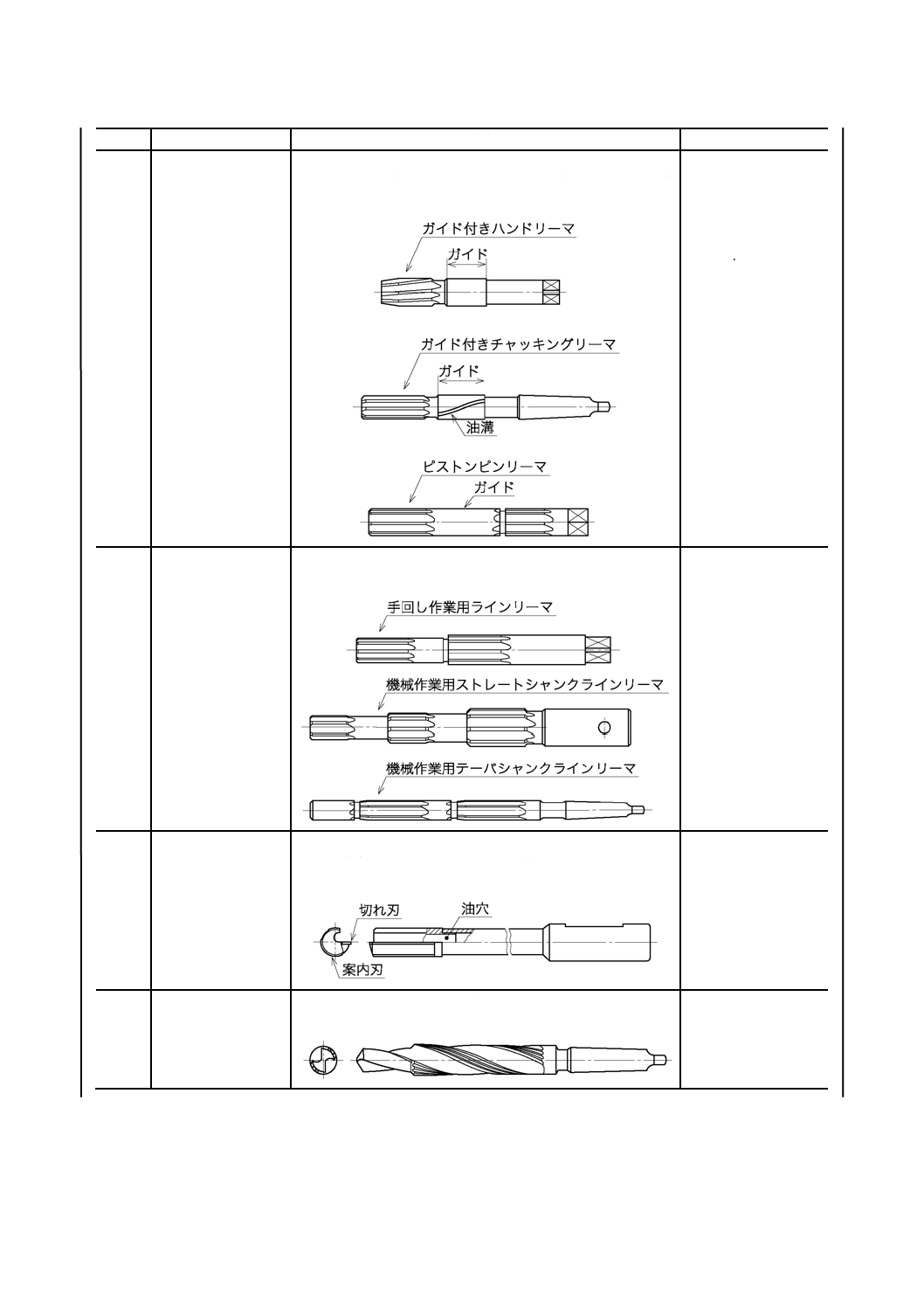
1420
ガイド付きリーマ
加工精度を向上させる目的で刃部の後方にガイドを設けた
リーマ。ガイド付きハンドリーマ,ガイド付きチャッキング
リーマ,ピストンピンリーマなどがある。
reamer with guide,
hand reamer with
guide,
chucking reamer with
guide,
piston pin bushing
reamer
1421
ラインリーマ
深い穴又は2段以上になっている穴を仕上げるリーマ。手回
し作業用と機械作業用がある。
line reamer
1422
ガンリーマ
深穴の仕上げに用いるリーマ。一般に,溝が一つで,刃部の
外周に案内部をもち,高圧切削油を送る穴が中心部にあけて
ある。超硬ろう付けのものが多い。
1423
複溝ドリルリーマ
(ふくみぞ── )
下穴の穴あけとリーマ仕上げを,1工程で行う場合に用いる
リーマ。コンビネーションリーマともいう。
sub-land combined
drill and reamer
12
B 0173:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
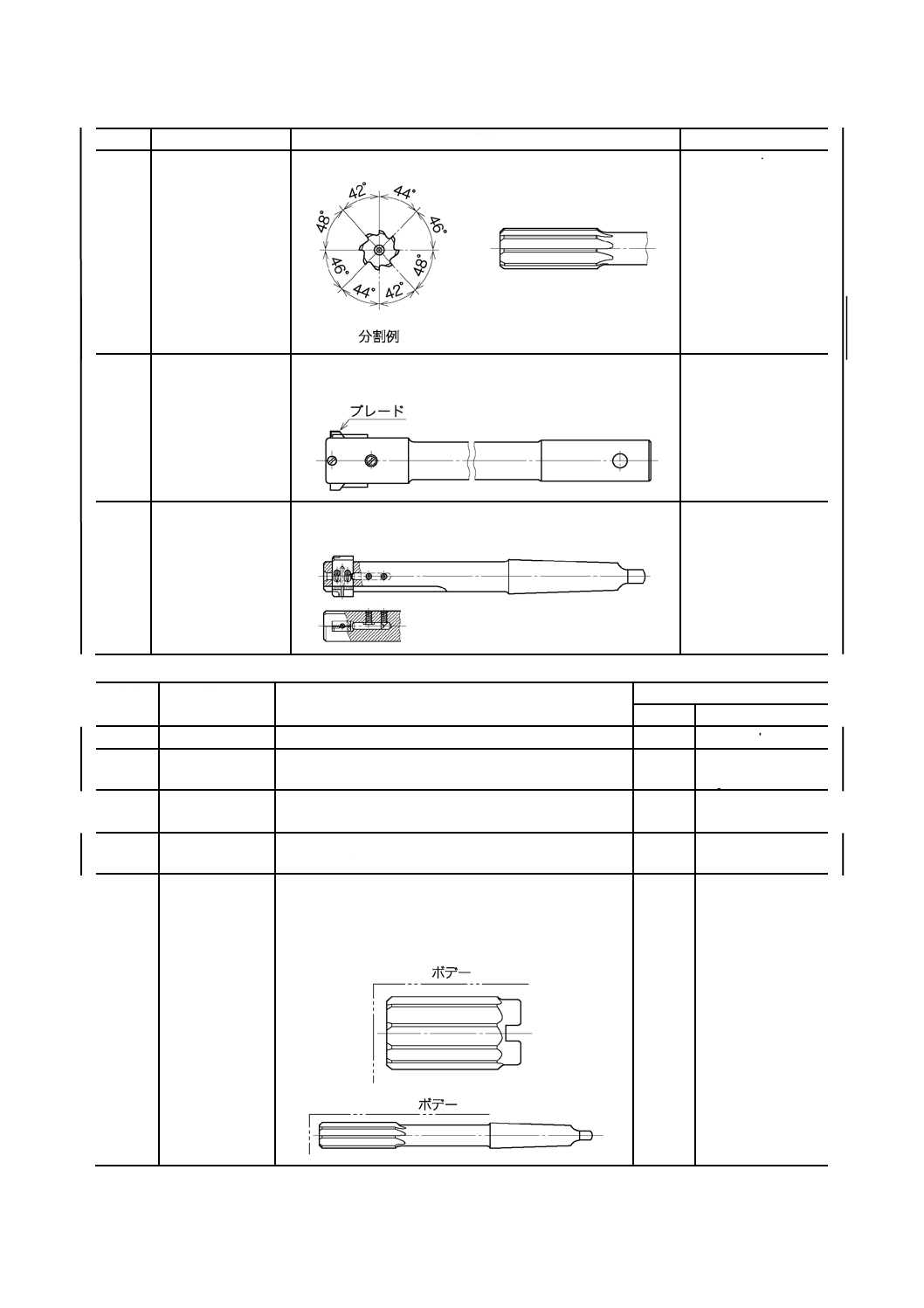
1424
不等分割リーマ
(ふとうぶんかつ
──)
加工精度を向上させる目的で刃溝分割角を変えたリーマ。
unequal spacing
reamer
1425
ブロックリーマ
ボーリング作業などの大径の穴の仕上げに用いるリーマ。一
般にブレード差し込み式の構造で直径の調整ができる。
block reamer
1426
フローティングリ
ーマ
リーマの軸線と下穴の軸線がずれている場合でも下穴に倣
って加工することができるリーマ。
floating reamer
b) リーマの要素
番号
用語
定義
参考
量記号
対応英語
2001
呼び寸法
リーマの大きさ表す寸法。直径の大きさで表す。
―
nominal size
2002
基準位置
テーパ穴の基準直径を示す刃部の位置(図3参照)。
―
reamer reference
position
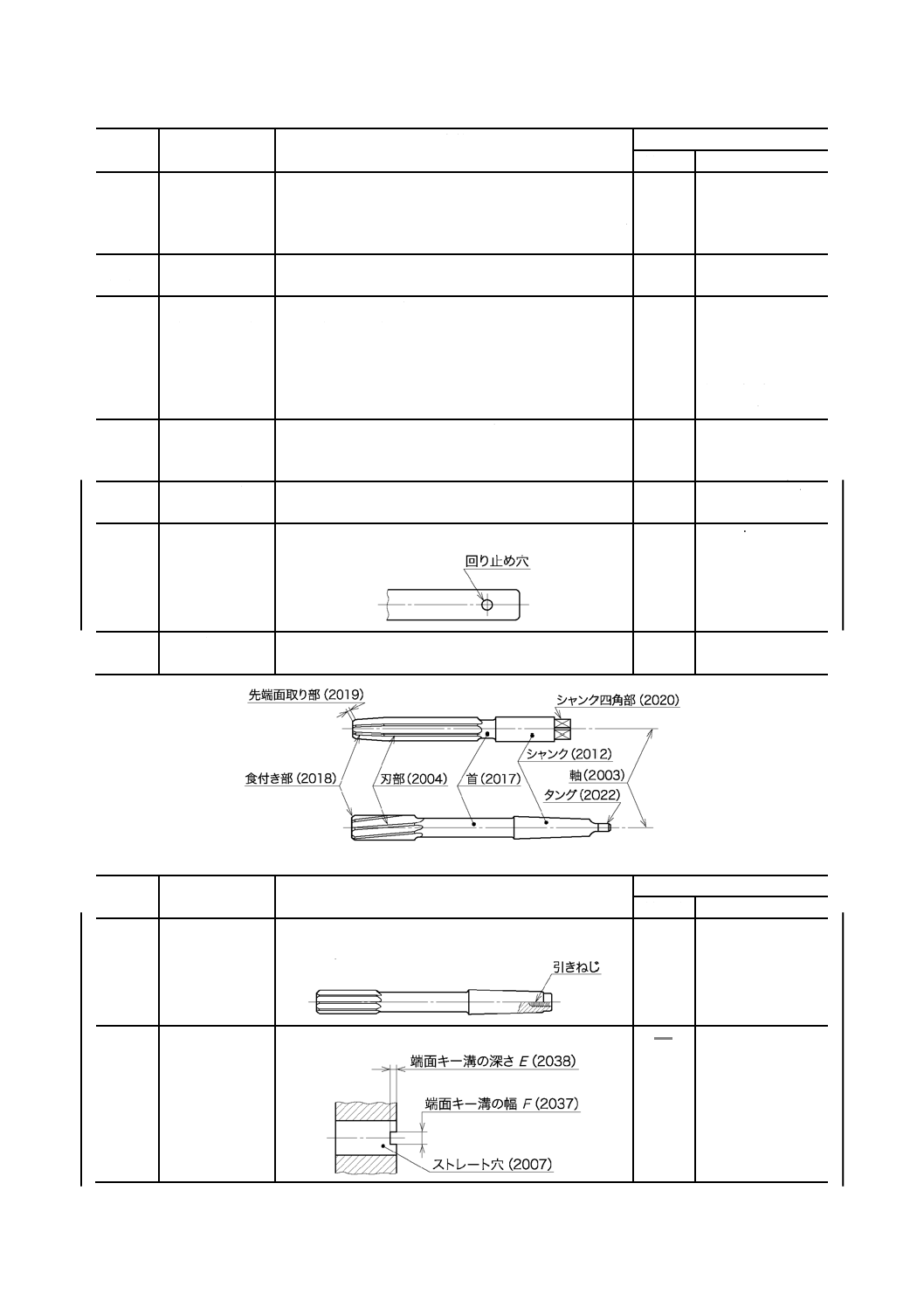
2003
(3.1)
軸
リーマの長手方向の中心線(図2参照)。
―
*axis
2004
刃部
リーマの切削に直接あずかる部分で,切れ刃,すくい
面及び逃げ面からなる(図2参照)。
―
cutting part
2005
(3.7)
ボデー
リーマの基幹部で,それ自身が切れ刃を形成するか,
又はブレード若しくはチップを保持する部分を含めた
全体。シャンクタイプリーマの場合は,シャンクの前
端から切れ刃の前端までの部分をいう。
―
*body
13
B 0173:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
2006
リーマ穴
シェルリーマをアーバに保持又はスピンドルの軸心と
同心させるための穴。
―
reamer bore
2007
ストレート穴
直径が全長にわたり同径のリーマ穴。
―
cylindrical bore
2008
(4.12.1)
テーパ穴
円すい状になっているリーマ穴。
―
*taper bore
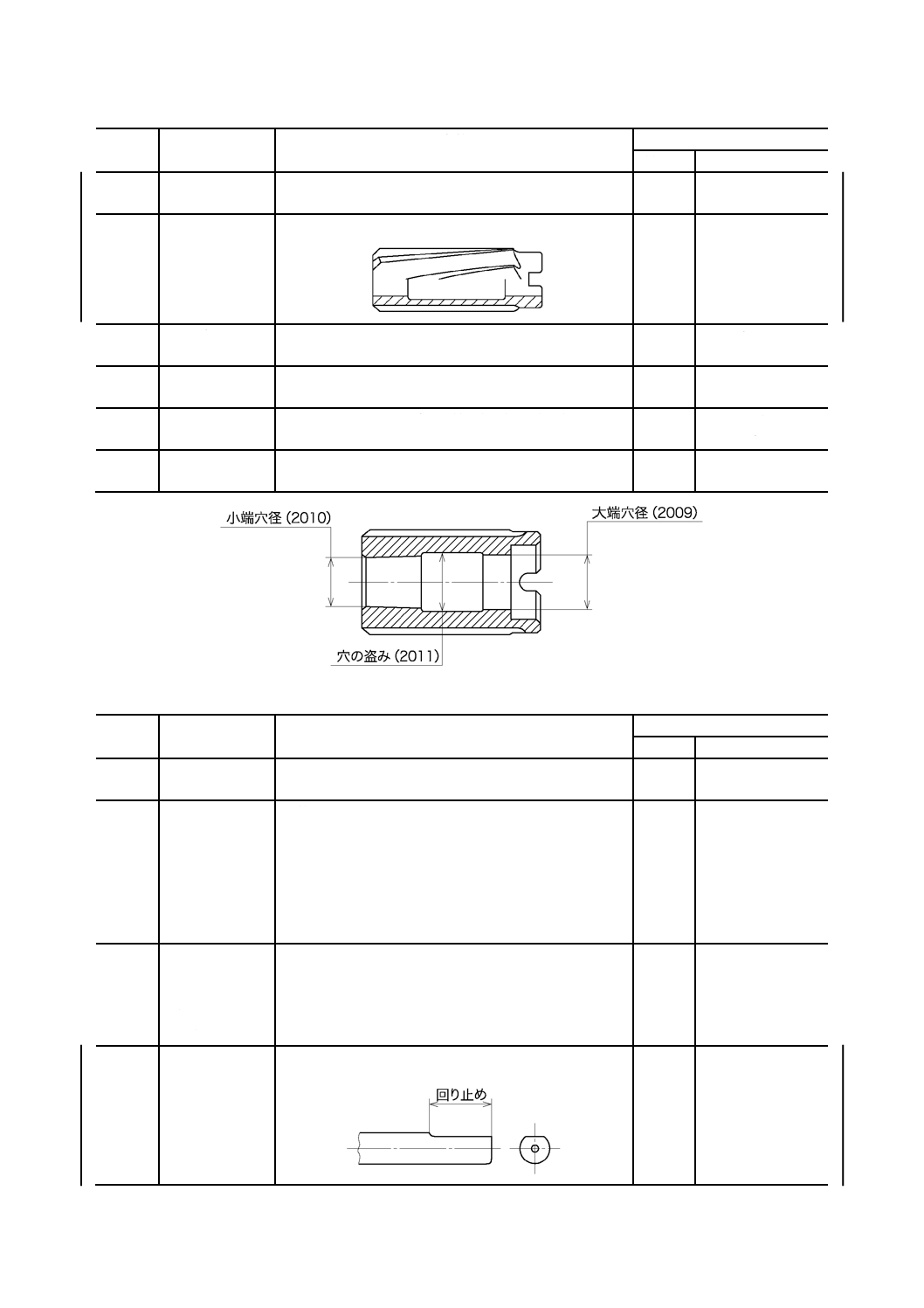
2009
(4.12.2)
大端穴径
シェルリーマのテーパ穴の最大径(図1参照)。
―
*large end diameter
of the bore
2010
(4.12.3)
小端穴径
シェルリーマのテーパ穴の最小径(図1参照)。
―
*small end diameter
of the bore
2011
(4.12.6)
穴の盗み
リーマとアーバのはめあいを良くするために,リーマ
穴に設けた逃げ部(図1参照)。
―
*recess
図 1
番号
用語
定義
参考
量記号
対応英語
2012
(3.2)
シャンク
リーマの柄部で,通常使用に際し保持する部分(図2
参照)。
―
*shank
2013
(3.2.3)
ストレートシャ
ンク
円筒のシャンク。
備考 プレインストレートシャンク(plain cylindrical
shank),四角部付きストレートシャンク(squared
cylindrical shank),タング付きストレートシャン
ク(tanged cylindrical shank)及びフラット付きス
トレートシャンク(flatted cylindrical shank)があ
る。
―
cylindrical shank,
*parallel shank,
2014
(3.2.2)
四角部付きスト
レートシャン
ク
(しかくぶつき
―)
シャンク四角部をもつストレートシャンク。
―
squared cylindrical
shank,
*parallel shank with
hand square
2015
フラット付きス
トレートシャ
ンク
シャンクに回り止めのフラットをもつストレートシャ
ンク。
―
flatted straight
shank
14
B 0173:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
2016
(3.2.1)
テーパシャンク
円すい状のシャンク。
備考 タング付きテーパシャンク(tanged taper shank)
及びねじ付きテーパシャンク(threaded taper
shank)がある。
―
*taper shank
2017
(3.8)
首
シャンク以外の部分に設けたくびれた部分(図2参照)。
―
*recess,
neck
2018
(3.13)
(3.18)
食付き部
(くいつきぶ)
リーマが工作物に食い付いて主として切削作用を行う
部分(図2参照)。
―
*chamfer,
*bevel lead
(cutting),
leading part,
*taper lead,
*starting taper
2019
(3.17)
先端面取り部
(せんたんめん
とりぶ)
食付きの長さの長いリーマ又はピンリーマの先端で角
を面取りした部分(図2参照)。
―
*bevel,
*bevel lead
(non-cutting)
2020
シャンク四角部
ストレートシャンクの端部に付けた四角の部分(図2
参照)。
―
square portion of
shank
2021
回り止め穴
(まわりどめあ
な)
ストレートシャンクに付けた回り止め用のピン穴。
―
drive pin hole
2022
(3.4)
タング
シャンクの端部に付けた平たん部分(図2参照)。
―
*tang
図 2
番号
用語
定義
参考
量記号
対応英語
2023
引きねじ
シャンクの端部に設けたスピンドルに引きつけるため
のねじ。
―
drawing thread
2024
端面キー溝
ボスの端面に付けたキー溝。
―
side key way,
key slot,
tenon
15
B 0173:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
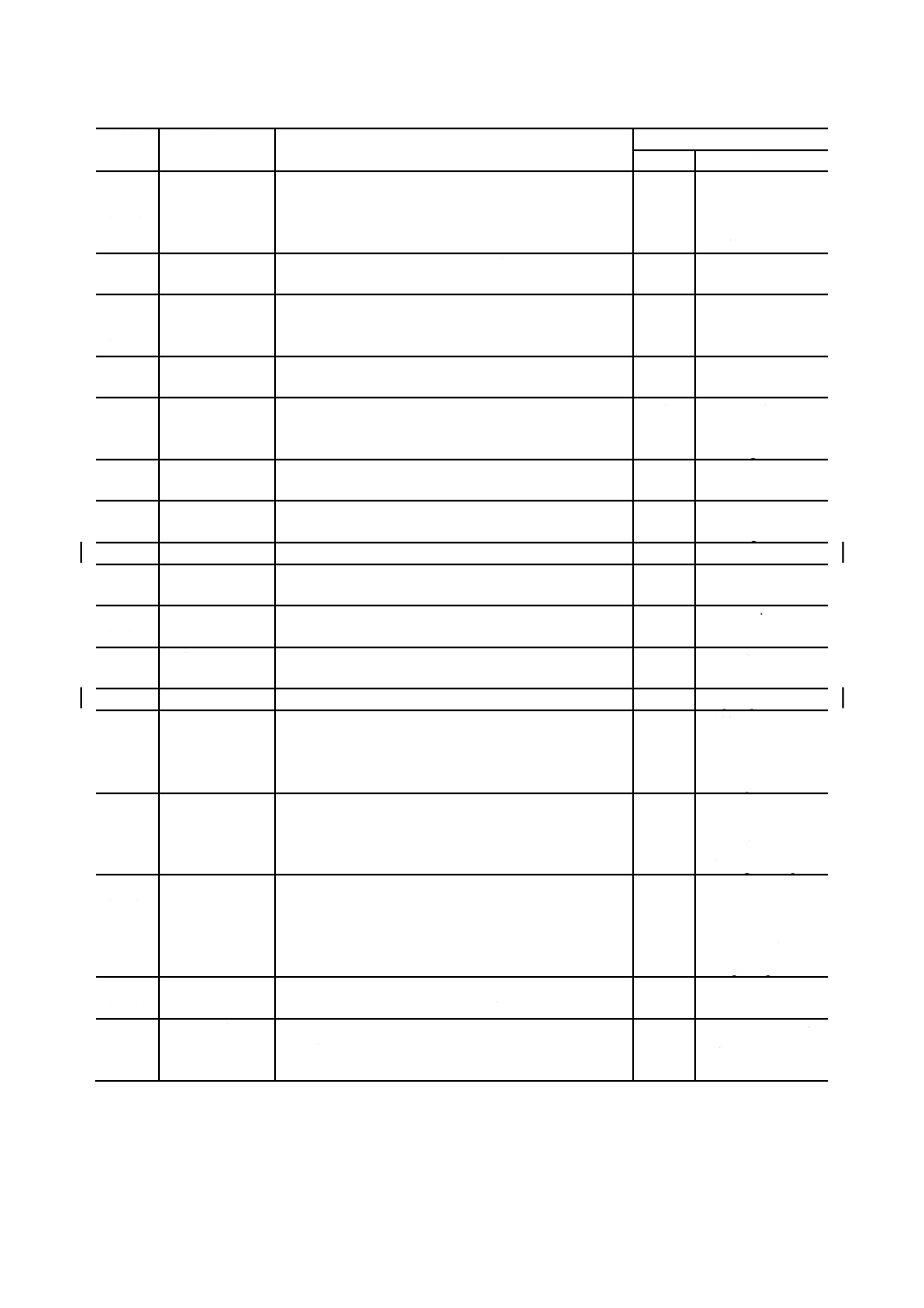
2025
(3.21)
(4.8.1)
直径
刃部の一番大きい箇所の外径の寸法。ただし,テーパ
リーマではテーパの基準位置における直径をいう(図3
参照)。
D
diameter,
*cutting diameter,
*nominal diameter
of reamer
2026
(4.5.2)
大端径
テーパリーマの刃部の一番大きい箇所の外径の寸法。
―
*large end diameter
2027
(4.5.3)
(4.8.2)
小端径
テーパリーマの刃部の一番小さい箇所の外径の寸法。
―
*small end diameter
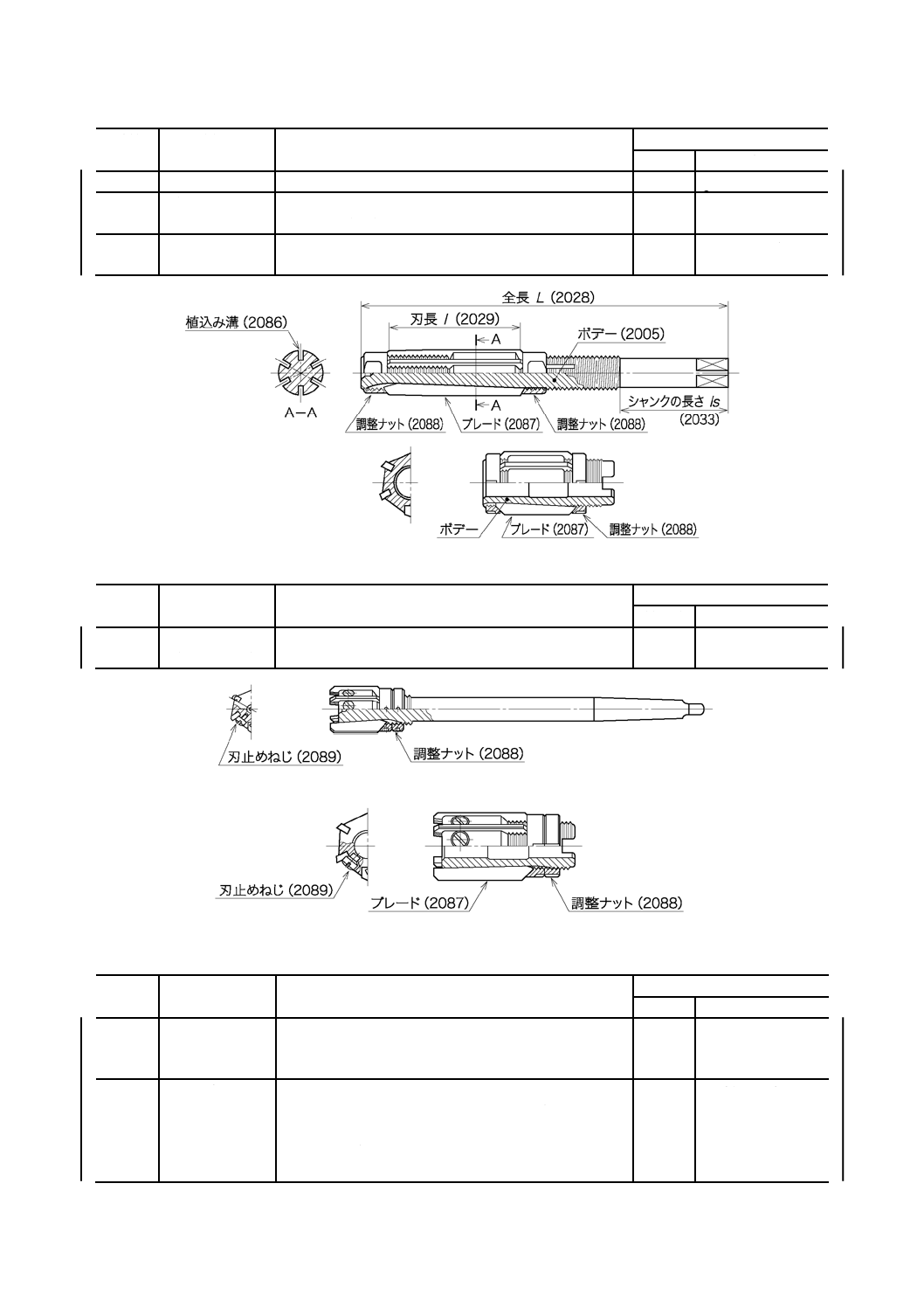
2028
(3.11)
全長
軸に平行に測り,通常刃部の先端からシャンクの末端
までの長さ(図3参照)。
L
*overall length
2029
(3.12)
刃長
(はちょう)
軸に平行に測った刃部の長さ(図3参照)。
l
*cutting edge
length,
flute length
2030
(3.9)
首径
(くびけい)
首の直径(図3参照)。
dn
*recess diameter,
neck diameter
2031
(3.10)
首の長さ
軸に平行に測った首の長さ(図3参照)。
ln
*recess length,
neck length
2032
シャンク径
シャンクの直径(図3参照)。
d
shank diameter
2033
(3.3)
シャンクの長さ
軸に平行に測ったシャンクの長さ(図3参照)。
ls
*shank length
2034
(3.6)
四角部の長さ
軸に平行に測ったシャンク四角部の長さ(図3参照)。
lk
*length of square
2035
(3.5)
四角部の幅
軸に直角に測ったシャンク四角部の幅(図3参照)。
K
*size of square
2036
タングの長さ
タングの末端から切上げまでの長さ(図3参照)。
lt
tang length
2037
(4.12.4)
端面キー溝の幅
シェルリーマの端面キー溝の幅。
F
width of side key
way,
width of tenon,
*driving slot width
2038
(4.12.5)
端面キー溝の深
さ
シェルリーマの端面キー溝の深さ。
E
depth of side key
way,
depth of tenon,
*driving slot depth
2039
(3.14)
(3.19)
(4.8.3)
食付きの長さ
軸に平行に測った食付き部の長さ(図3参照)。
ただし,ブリッジリーマの時は,食い付き切れ刃の長
さをいう。
lc
*taper lead length,
*bevel lead length,
*chamfer length
*tapered cutting
edge length
2040
(3.22)
バックテーパ
長手方向の送り運動に対して工具に逃げを与えるため
に設けられたテーパ。JIS B 0170参照。
―
*back taper on
diameter
2041
(4.5.1)
テーパ全角
通常,比で表されるテーパリーマの切れ刃で形成され
る角度(図3参照)。
α
*included angle of
taper
included angle
16
B 0173:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 3
番号
用語
定義
参考
量記号
対応英語
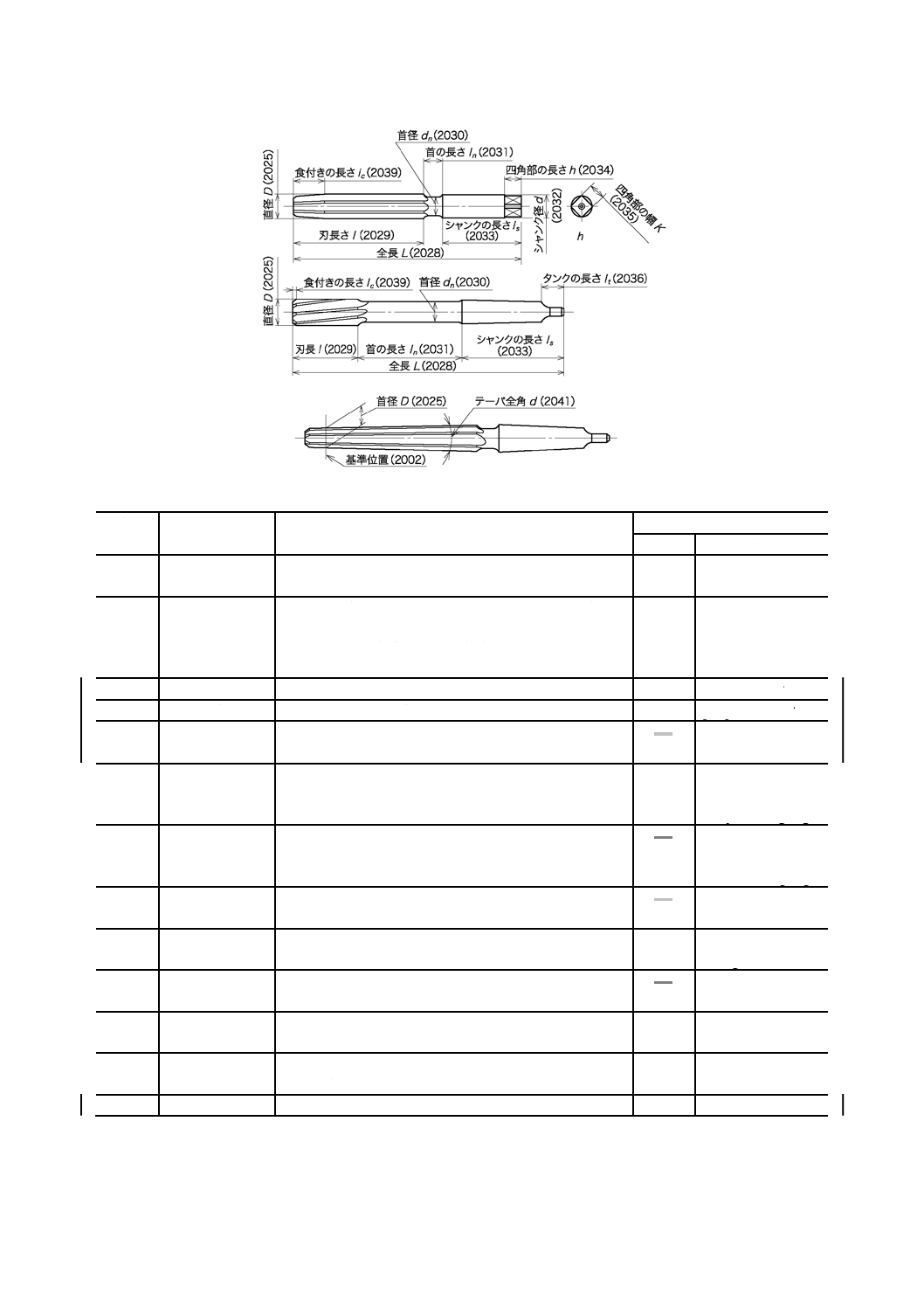
2042
(3.33)
すくい面
切れ刃に続く溝面(図4参照)。
―
cutting face,
*face
2043
(3.29)
逃げ面
切削仕上げ面との不必要な接触を避けるために逃がし
た面。逃げ面が複数からなる場合は,切れ刃に近い方
から順に第一逃げ面,第二逃げ面などという。JIS B
0170参照。
―
*clearance
2044
食付き逃げ面
食付き部の逃げ面(図4参照)。
―
chamfer relief
2045
外周逃げ面
外周の切れ刃の逃げ面(図4参照)。
―
peripheral relief
2046
切れ刃
(きれは)
刃部構成要素の一つで,すくい面と逃げ面との交線。
JIS B 0170参照。
―
cutting edge
2047
(3.31)
食付き切れ刃
食付き部の切れ刃(図4参照)。
―
chamfer cutting
edge,
*major cutting edge
2048
(3.32)
外周切れ刃
外周の切れ刃(図4参照)。
―
peripheral cutting
edge,
*minor cutting edge
2049
(3.26)
ランド
切れ刃からヒールまでの堤状の幅をもった部分(図4
参照)。
―
*fluted land,
*land
2050
(3.28)
マージン
ランド上で,切れ刃に連なり逃げが付いていない部分
(図4参照)。
―
*circular land,
*margin
2051
(3.34)
ヒール
逃げ面と溝とのつなぎとなる部分(図4参照)。
―
*heel
2052
(3.35)
コーナ
食付き切れ刃と外周切れ刃との交点(図4参照)。
―
*corner
2053
(3.25)
溝
隣り合った切れ刃とヒールとの間のへこんだ部分
(図4参照)。
―
*flute
2054
溝底の丸み
溝の底に付けた丸み(図4参照)。
―
roundness of flute
17
B 0173:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 4
番号
用語
定義
参考
量記号
対応英語
2055
直溝
(ちょくみぞ)
軸線に平行で,真っすぐな溝。
―
straight flute
2056
ねじれ溝
軸線に対して,ねじれている溝。
―
helical flute,
spiral flute
2057
斜め溝
軸線に対して,斜めになっている真っすぐな溝。
―
angular flute
2058
(3.24.1)
右刃
リーマを取り付け側から見て,時計回り方向に回転す
る切れ刃をもつリーマ。
―
*right-hand cutting
reamer
2059
(3.24.2)
左刃
リーマを取り付け側から見て,反時計回り方向に回転
する切れ刃をもつリーマ。
*left-hand cutting
reamer
2060
刃のねじれ方向 軸線に対して,切れ刃がねじれている方向。
hand of helix,
hand of flute helix
2061
直刃
(ちょくは)
軸線に平行な切れ刃。
―
straight tooth
2062
ねじれ刃
軸線に対して,ねじれた切れ刃。
―
helical tooth
2063
右ねじれ刃
リーマを取付け側から見て,時計回りの方向にねじれ
た切れ刃。
―
right hand helical
tooth
2064
左ねじれ刃
リーマを取付け側から見て,反時計回りの方向にねじ
れた切れ刃。
―
left hand helical
tooth
2065
強ねじれ刃
(きょうねじれ
は)
軸線に対して,40゜以上のねじれ角をもった切れ刃。
―
high helical tooth,
high helix tooth
18
B 0173:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
2066
斜め刃
軸線に対して,斜めになっている真っすぐな切れ刃。
―
angular tooth
2067
ニック
切りくずを分割するために,切れ刃に設けたへこんだ
部分。
―
nick
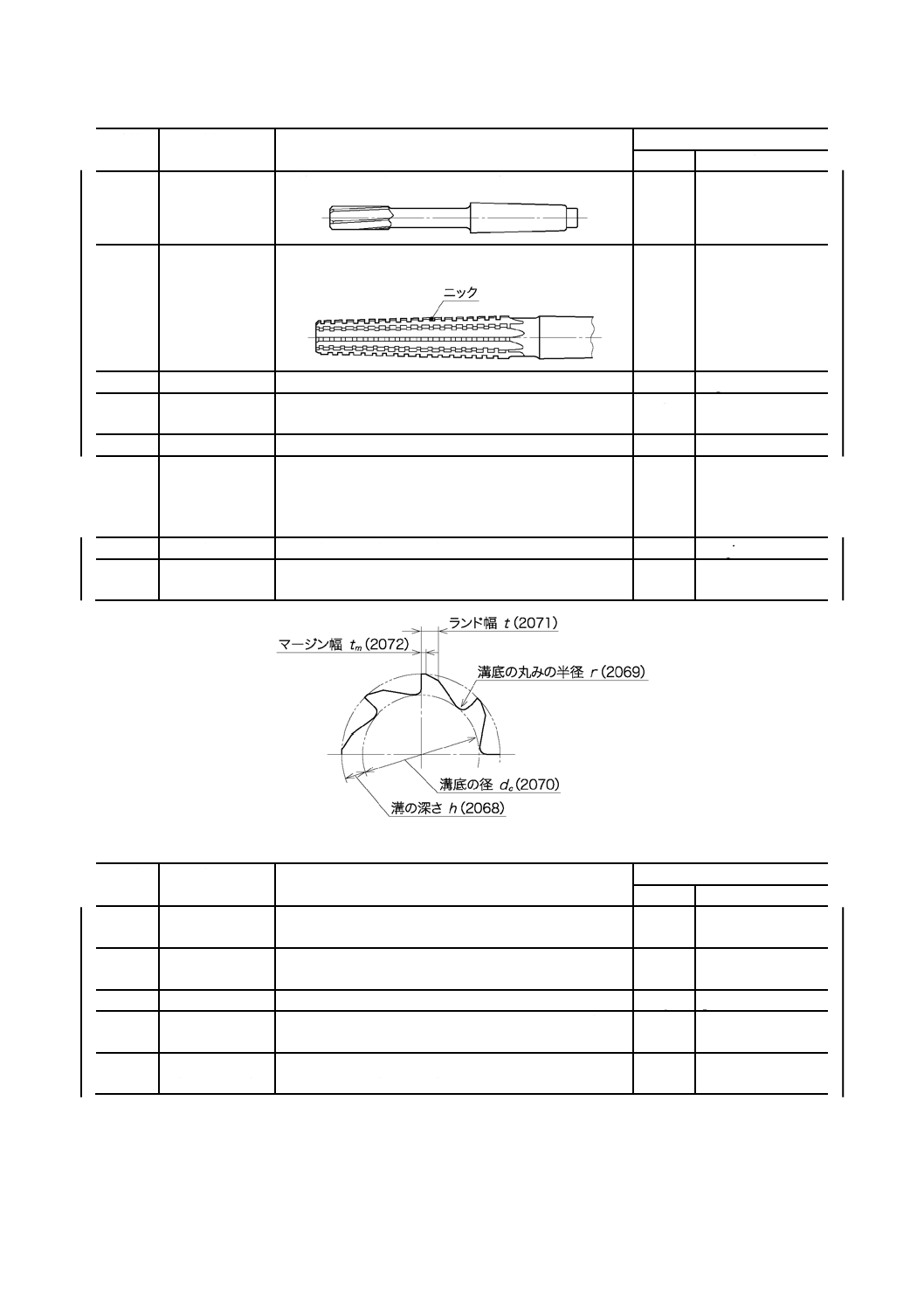
2068
溝の深さ
外周から溝底までの深さ(図5参照)。
h
depth of flute
2069
溝底の丸みの半
径
溝底の丸みの半径(図5参照)。
r
radius of flute
2070
溝底の径
溝底の直径(図5参照)。
dc
core diameter
2071
(3.27)
ランド幅
ランドの幅(図5参照)。
t
*width of fluted
land,
*width of land land
width
2072
マージン幅
マージンの幅(図5参照)。
tm
margin width
2073
刃数
(はかず)
円周上の切れ刃の数。
Z
number of teeth,
number of flutes
図 5
番号
用語
定義
参考
量記号
対応英語
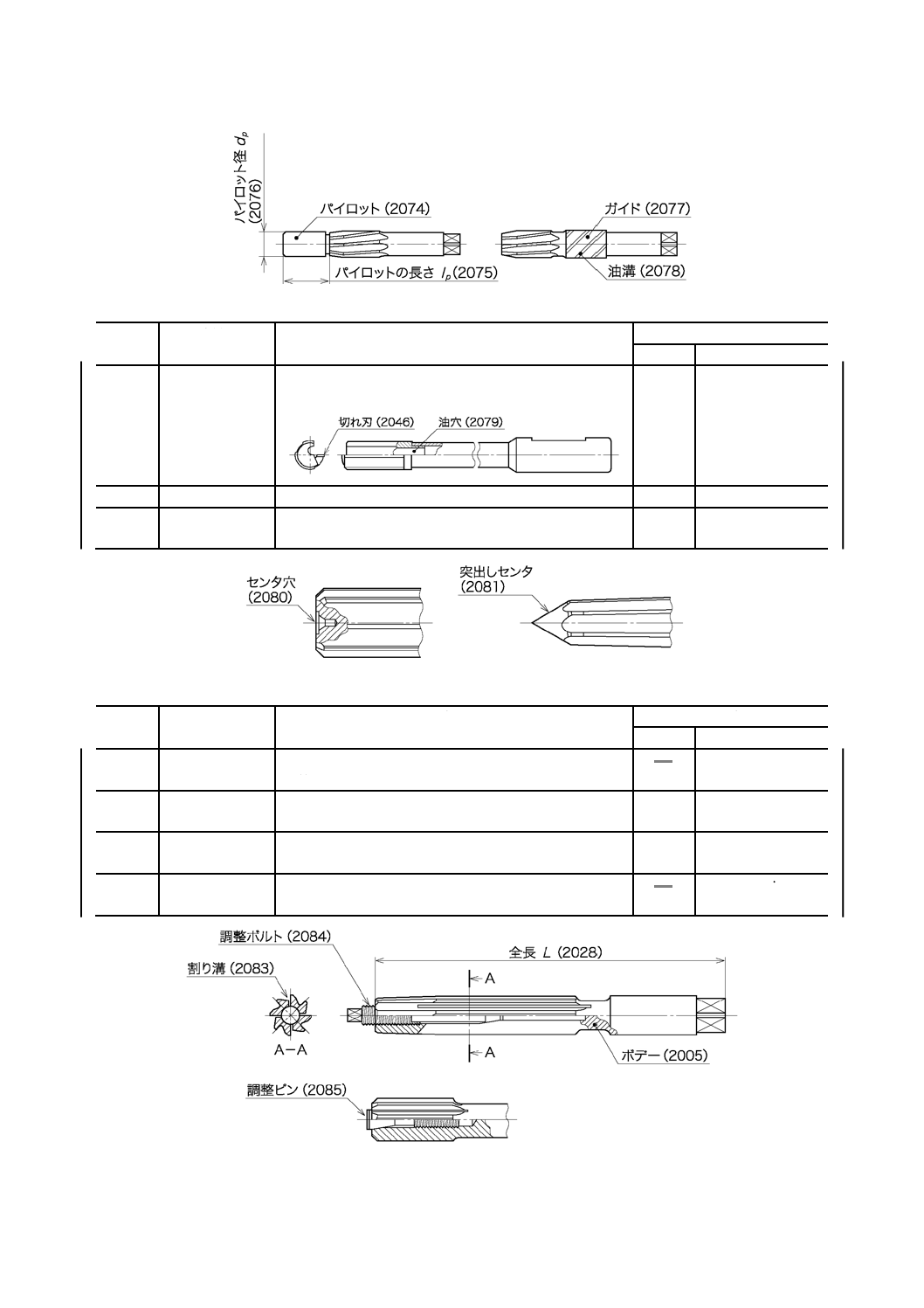
2074
パイロット
一般に工作物の下穴に合わせ,切れ刃を先導するため
に,リーマの先端に設けた部分(図6参照)。
―
pilot
2075
パイロットの長
さ
軸に平行に測ったパイロットの長さ(図6参照)。
lp
pilot length
2076
パイロット径
パイロットの直径(図6参照)。
dp
pilot diameter
2077
ガイド
リーマの切削方向を正確にするために溝の切上げから
後部に設けた部分(図6参照)。
―
guide
2078
油溝
(あぶらみぞ)
切削油剤をガイドに導くためにガイドに設けた筋状の
へこんだ部分(図6参照)。
―
oil groove
19
B 0173:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 6
番号
用語
定義
参考
量記号
対応英語
2079
油穴
切削油剤をリーマ先端から噴出させるため,リーマに
あけた穴。
―
oil hole
2080
センタ穴
機械加工などにおいてリーマを支える穴(図7参照)。
―
center hole
2081
突出しセンタ
機械加工などにおいてリーマを支える突き出した部分
(図7参照)。
―
external center
図 7
番号
用語
定義
参考
量記号
対応英語
2082
調整範囲
調整リーマの直径の最小寸法から最大寸法までの寸法
の範囲。
―
adjustable range
2083
割り溝
エキスパンションリーマの刃部を分割した割り溝(図8
参照)。
―
expanding slot
2084
調整ボルト
エキスパンションリーマのボデーに内蔵し,先端がテ
ーパになっている直径調整用のボルト(図8参照)。
―
expanding bolt
2085
調整ピン
エキスパンションリーマのボデーに内蔵し,頭部がテ
ーパになっいる直径調節用のねじ付きピン(図8参照)。
―
expanding pin
図 8
20
B 0173:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
2086
植込み溝
ブレードを差し込む溝(図9参照)。
―
groove of blade
2087
ブレード
ボデーに機械的に保持されて刃部を構成する部分(図9
及び図10参照)。
―
blade,
insert blade
2088
調整ナット
リーマの直径を調整して,ブレードを固定するナット
(図9及び図10参照)。
―
adjustable nut
図 9
番号
用語
定義
参考
量記号
対応英語
2089
刃止めねじ
(はどめねじ)
ブレードを固定する小ねじ(図10参照)。
―
blade locking screw
図 10
c) リーマの角度
番号
用語
定義
参考
量記号
対応英語
3001
工具系角
リーマの製作,測定,取付けなどの便宜上,工具系基
準方式によって定義する刃部の角の総称。JIS B 0170
参照。
tool angles
3002
作用系角
切削作用を考察するための便宜上,作用系基準方式に
よって定義する刃部の角の総称。作用系角であること
を明らかにするために,用語の前に”作用系”を付け,
記号には添字eをつけて工具系と区別する。
JIS B 0170参照。
working angles
21
B 0173:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
3003
すくい角
基準面に対するすくい面の傾きを表す角。
JIS B 0170参照。
γ
rake,
rake angle
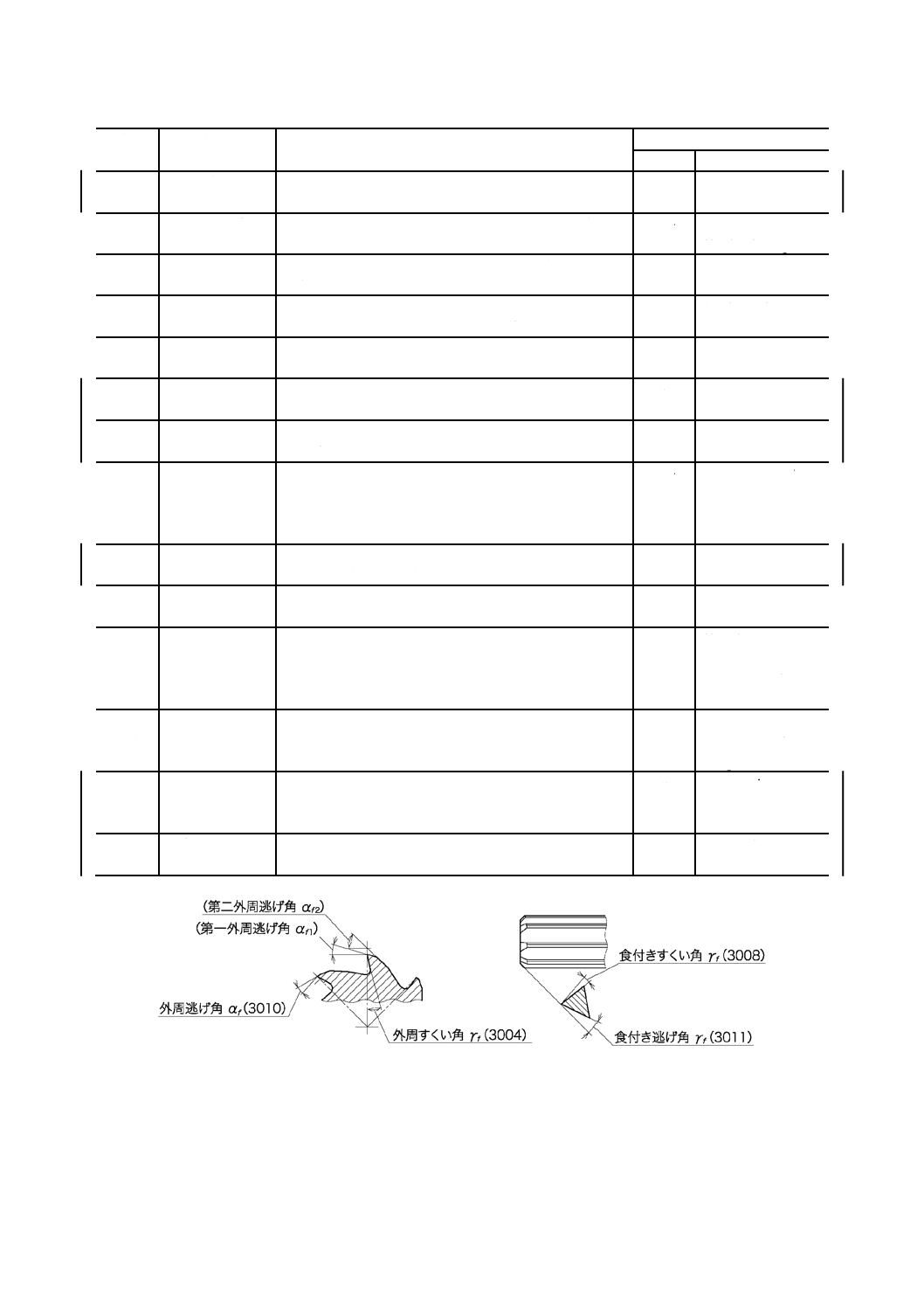
3004
(3.36)
外周すくい角
軸に垂直な面で,外周切れ刃のすくい面と半径方向の
線がなす角度(図11参照)。
γf
radial rake,
*bock rake angle
3005
(3.36.1)
0°すくい
軸に垂直な面で,すくい面と半径方向の線が一致する
とき。
*radial face
3006
(3.36.2)
正のすくい
軸に垂直な面で,すくい面と半径方向の線がなす角度
が,主運動方向に対して半径方向の線の後になるとき。
*undercut face
3007
(3.36.3)
負のすくい
軸に垂直な面で,すくい面と半径方向の線がなす角度
が,主運動方向に対して半径方向の線の前になるとき。
*overcut face
3008
食付きすくい角 食付き角に垂直な面と,食付き切れ刃のすくい面の傾
きを表す角(図11参照)。
γo
chamfer rake angle
3009
逃げ角
(切削)仕上面に対する逃げ面の傾きを表す角。JIS B
0170参照。
α
clearance angle
3010
(3.30)
外周逃げ角
軸に垂直な面で,仕上面に対する外周切れ刃の逃げ面
の傾きを表す角。外周逃げ角が複数からなる場合は切
れ刃に近い方から順に第1外周逃げ角,第2外周逃げ
角などという(図11参照)。
αf
peripheral relief
angle,
*lead normal
clearance
3011
食付き逃げ角
食付き角に平行な面と,食付き切れ刃の逃げ面の傾き
を表す角(図11参照)。
αo
chamfer relief angle
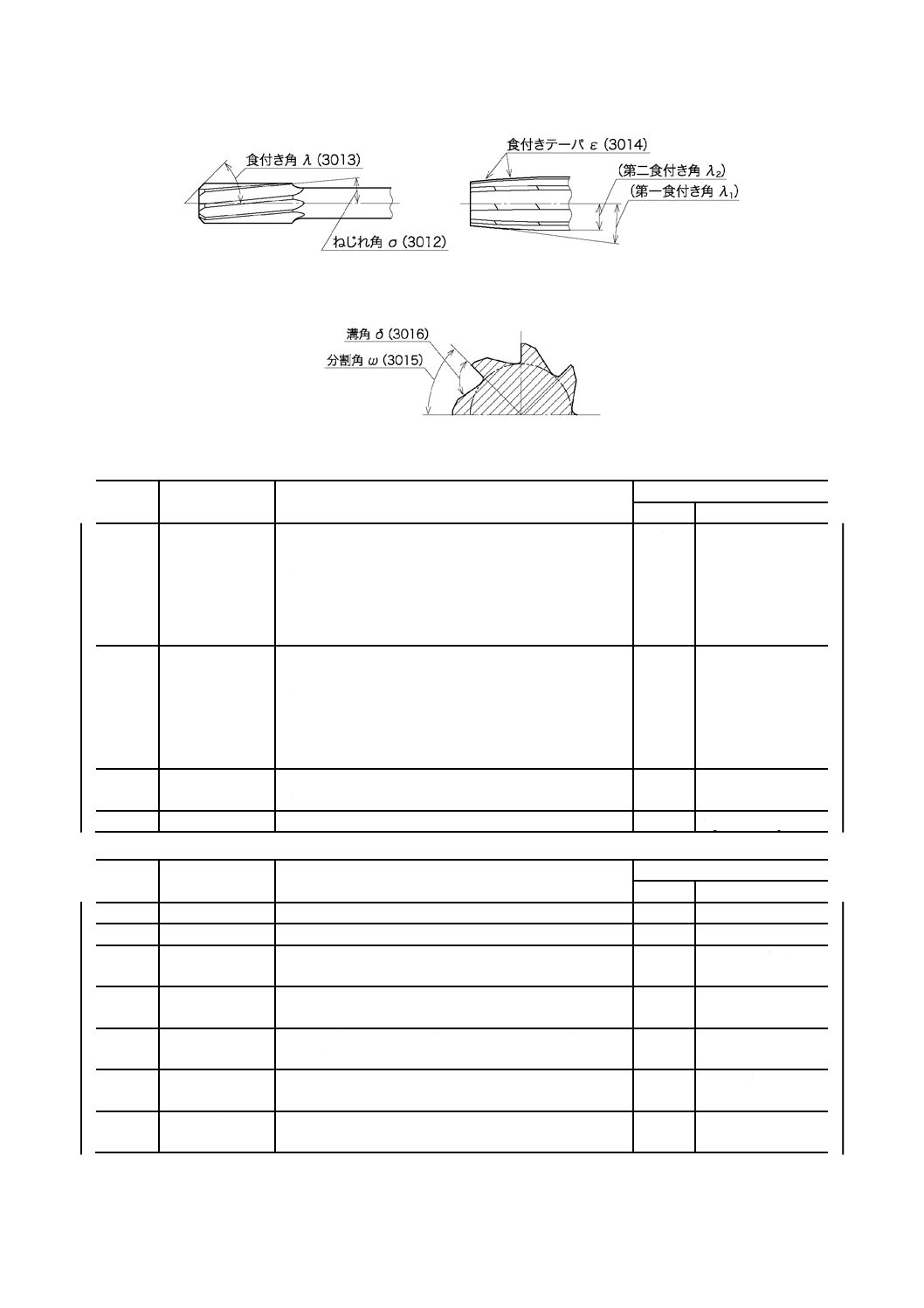
3012
(3.23)
ねじれ角
ねじれのつる巻線とその上の一点を通るリーマの軸に
平行な直線とがなす角(図12参照)。
σ
*helix angle
3013
(3.20.2)
食付き角
軸に対して傾けた食付き部の角。
食付き角が複数からなる場合は先端に近い方から順に
第1食付き角,第2食付き角などという(図12参照)。
λ
*bevel lead angle
(UK),
*chamfer angle
(USA)
3014
(3.16)
食付きテーパ
食付き部をテーパで表した量(図12参照)。
ε
starting taper,
*included angle of
taper lead
3015
分割角
軸に垂直な面で切れ刃を割り出した角。
備考 分割角が等しい等分割のリーマと分割角の異な
る不等分割のリーマとがある(図13参照)。
ω
flute spacing angle
3016
溝角
(みぞかく)
溝の角(図13参照)。
δ
flute angle
図 11
22
B 0173:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 12
図 13
d) リーマの精度
番号
用語
定義
参考
量記号
対応英語
4001
外周の振れ
両センタ又はシャンクを基準にしてリーマを回転した
ときのマージン部の半径方向の最大値と最小値との
差。
両センタ又は,シャンクの基準によって,両センタ
基準の外周の振れ又はシャンク基準の外周の振れとい
う。
tr
radial run out
4002
食付きの振れ
両センタ又はシャンクを基準にしてリーマを回転した
ときの食付き切れ刃の垂直方向の最大値と最小値の
差。
両センタ又は,シャンクの基準によって,両センタ
基準の食付きの振れ又はシャンク基準の食付きの振れ
という。
tc
run out of chamfer
4003
直径精度
直径の寸法測定位置における最大寸法と最小寸法の
差。
td
diametric accuracy
4004
テーパ精度
テーパリーマの基準長さに対するテーパ量の誤差。
tt
taper accuracy
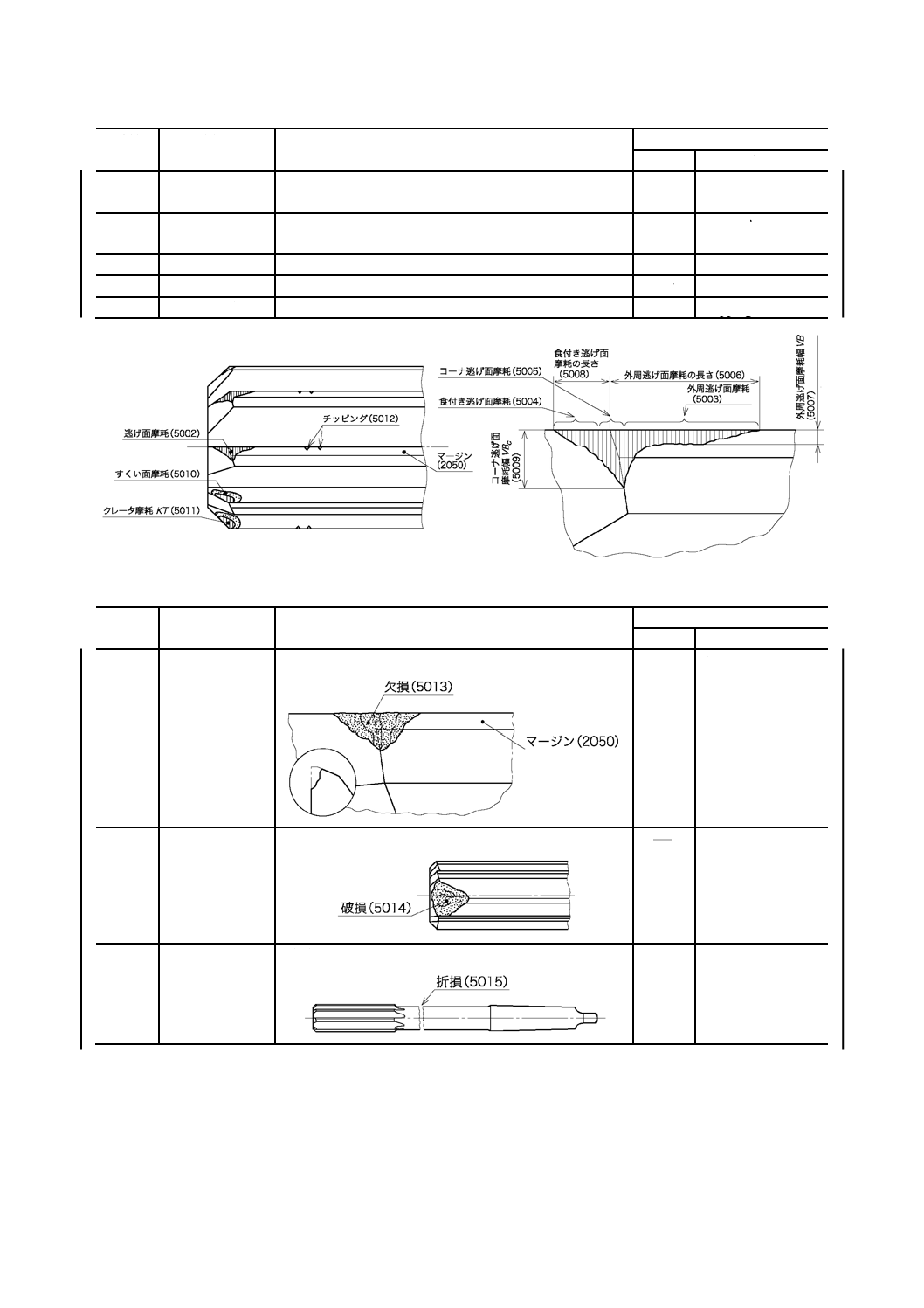
e) リーマの刃部の損傷
番号
用語
定義
参考
量記号
対応英語
5001
摩耗
切削中に刃部に生じた漸進的な損失。
―
wear
5002
逃げ面摩耗
逃げ面に生じた摩耗(図14参照)。
―
flank wear
5003
外周逃げ面摩耗
外周逃げ面に生じた逃げ面摩耗(図14参照)。
―
peripheral flank
wear
5004
食付き逃げ面摩
耗
食付き逃げ面に生じた逃げ面摩耗(図14参照)。
―
chamfer flank wear
5005
コーナ逃げ面摩
耗
外周逃げ面と食付き逃げ面とのりょう(稜)線に生じ
た逃げ面摩耗(図14参照)。
―
corner flank wear
5006
外周逃げ面摩耗
の長さ
外周逃げ面摩耗の切れ刃に沿う長さ(図14参照)。
―
length of peripheral
flank wear
5007
外周逃げ面摩耗
幅
外周逃げ面摩耗の切削方向の幅(図14参照)。
VB
width of peripheral
flank wear
23
B 0173:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
5008
食付き逃げ面摩
耗の長さ
食付き逃げ面摩耗の切れ刃に沿う長さ(図14参照)。
―
length of chamfer
flank wear
5009
コーナー逃げ面
摩耗幅
コーナー逃げ面摩耗の切削方向の幅(図14参照)。
VBc
width of corner
flank wear
5010
すくい面摩耗
すくい面に生じた摩耗(図14参照)。
―
face wear
5011
クレータ摩耗
すくい面摩耗のうち,くぼみが生じた摩耗(図14参照)。
KT
crater (wear)
5012
チッピング
刃部に生じた微小な欠け(図14参照)。
―
chipping
図 14
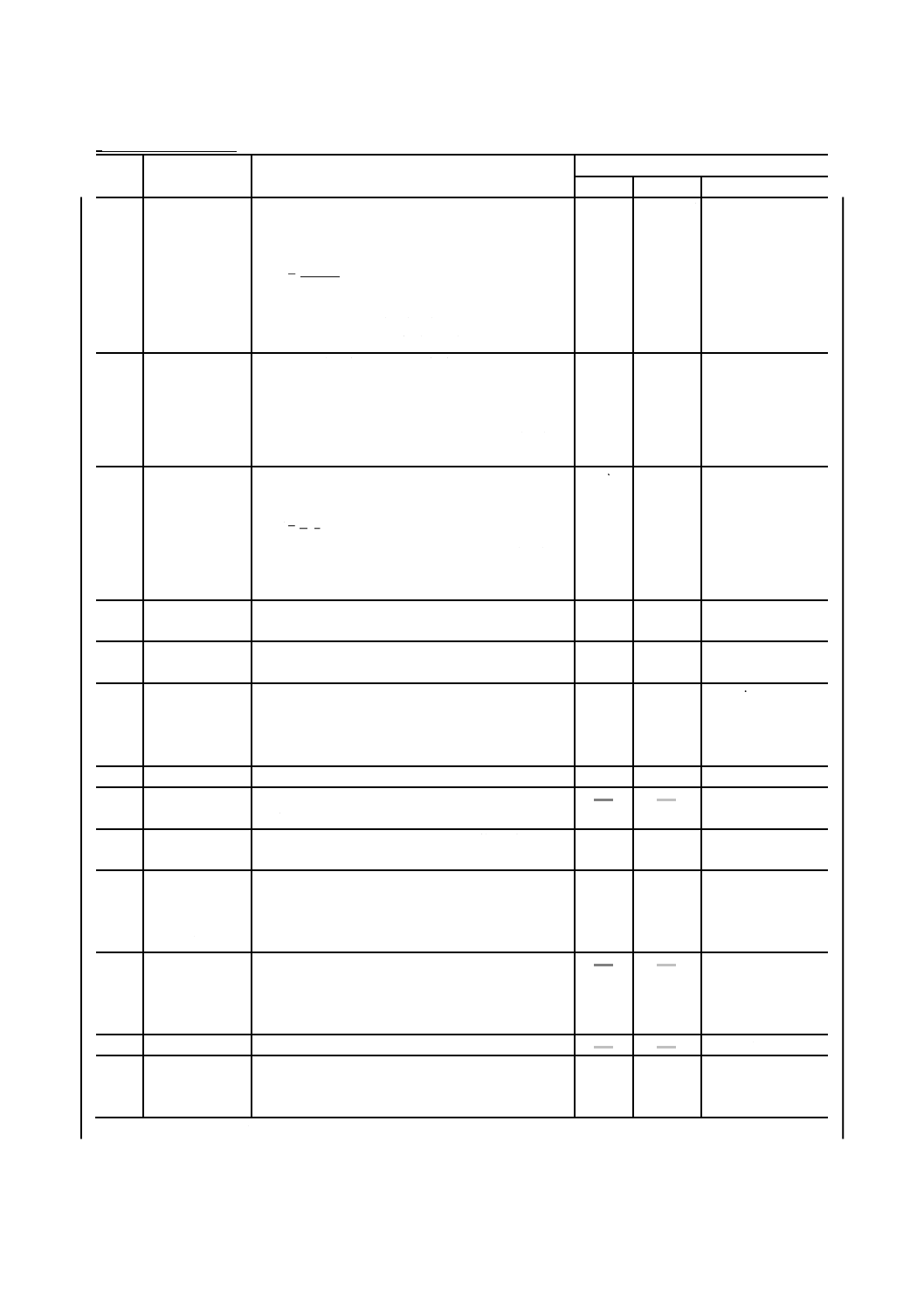
番号
用語
定義
参考
量記号
対応英語
5013
欠損
(けっそん)
刃部に生じた大きな欠け。
―
fracture
5014
破損
刃部又はチップの全体又は大きな範囲に及ぶ破壊。
―
breakage,
fracture
5015
折損
(せっそん)
ボデー又はシャンクに生じた折れ。
―
breakage
24
B 0173:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
f) リーマの一般
番号
用語
定義
参考
量記号
単位
対応英語
6001
切削速度
リーマの外周におけるリーマと工作物との相対
的な円周方向の速度。リーマの切削速度は,次の
式で計算する。
000
1
DN
V
π
=
V:切削速度 (m・min−1)
D:リーマの外径 (mm)
N:リーマの回転数 (min−1)
V
m・min−1 cutting speed
6002
送り速度
リーマの単位時間当たりの軸方向の移動量。リー
マの送り速度は,次の式で計算する。
Vf=fN
Vf:リーマの送り速度 (mm・min−1)
f:リーマの1回転当たりの送り量 (mm)
N:リーマの回転数 (min−1)
Vf
(F)
mm・
min−1
feed speed
6003
1回転当たり
の送り量
リーマの1回転当たりの軸方向の移動量,リーマ
の送り量は,次の式で計算する。
N
V
f
f
=
f:リーマの1回転当たりの送り量 (mm)
Vf:リーマの送り速度 (mm・min−1)
N:リーマの回転数 (min-1)
f
mm
feed per revolution
6004
リーマ代
(―しろ)
リーマで削り取る量。リーマの直径から下穴の直
径を引いた量。
―
―
stock amount
6005
下穴
(したあな)
リーマ加工の前にあらかじめ工作物にあけた穴。
―
―
prepared hole
6006
拡大代
(かくだいし
ろ)
リーマ加工を行った工作物の穴の直径とリーマ
の直径との差。
備考 加工された工作物の穴の直径がリーマの直
径より小さい場合,縮み代ともいう。
―
―
over size
6007
被削面
リーマ加工を施す前の工作物の表面。
―
―
work surface
6008
仕上面
リーマ加工によって加工されて生成した加工物
の表面。
―
―
machined surface
6009
バニシング作
用
刃物をこすりつけて工作物表面を塑性流動させ
る作用。
―
―
burnisihing action
6010
切りくず詰ま
り
(きりくずづ
まり)
切削中の切りくず(屑)が排出されずに溝に詰ま
る状態。
―
―
choking,
clogging
6011
構成刃先
金属切削において,切削中に被削材の一部が加工
硬化によって母材より著しく硬い変質物となっ
て刃部にたい(堆)積凝着し,元の刃先に代わっ
て新たな刃先が構成された状態となったもの。
―
―
built-up edge
6012
回転方向
リーマの送り運動方向に見た回転の向き。
―
―
hand of cut
6013
遊動チャック
工作物又は機械の主軸とリーマの軸との間に生
じた片寄りの修正ができるチャック。フローティ
ングチャックともいう。
―
―
floating chuck
備考 量記号及単位記号で括弧を付けたものは,なるべく用いない。
25
B 0173:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(参考)JISと対応する国際規格との対比表
JIS B 0173:2002 リーマ用語
ISO 5420:1983 Reamers―Terms,definitions and types (リーマ―の用語,定義及び種類)
(Ⅰ)JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の項目ご
との評価及びその内容
表示箇所:本体
表示方法:点線の下線又は実線の側線
(Ⅴ)JISと国際規格との
技術的差異の理由及び今
後の対策
項目
番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
1. 適用範
囲
リーマに関する用語及びその定義に
ついて規定。
ISO 5420 1.
リーマに関する用語及
びその定義について規
定。
IDT
2. 引用規
格
B 0170,B 4401,B 4402,B 4405など
9規格を引用。
ISO 5420
ISO 3002/1,2250,521,
236など10規格を引用。
MOD/追加 ISOの分類を包含している。
3. 分類
用語を6項目に分類して規定。
ISO 5420 3.4.
用語を2項目に分類し
て規定。
MOD/追加 ISOの分類を包含している。
今後5年以内にISOに提案
する方向で検討する。
4. リーマ
の名称の
呼び方
リーマの種類を表す名称の呼び方を
規定。
規定なし。
MOD/追加
―
用語規格として必要なリー
マの名称がより理解できる
ようにするため追加した。
ISOへの提案を検討する。
5. 用語及
び定義
以下6項目について規定
a) リーマの種類
1) 刃部材料及び表面処理による
分類
2) 構造による分類
3) 取付け方法による分類
4) 機能又は用途による分類
b) リーマの要素
c) リーマの角
d) リーマの精度
e) リーマの刃部の損傷
f) リーマの一般
ISO 5420
ISO 5420
ISO 5420
ISO 5420
3.4.
規定なし。
規定なし。
規定なし。
規定なし。
規定なし。
MOD/追加
MOD/追加
MOD/追加
MOD/追加
MOD/追加
MOD/追加
MOD/追加
MOD/追加
MOD/追加
―
―
―
ISOの用語・定義を包含している。
ISOの用語・定義を包含している。
ISOの用語・定義を包含している。
ISOの用語・定義を包含している。
今後5年以内にISOに提案
する方向で検討する。
リーマの種類・分類がより理
解できるように配慮した。
同上
国内流通間で必要な用語・定
義を追加した。
同上
同上
同上
同上
2
B
0
1
7
3
:
2
0
0
2
著
作
権
法
に
よ
り
無
断
で
の
複
製
,
転
載
等
は
禁
止
さ
れ
て
お
り
ま
す
。
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
26
B 0173:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
― IDT …………技術的差異がない。
― MOD/追加 …国際規格にない規定項目又は規定内容を追加している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
― IDT …………国際規格と一致している。
― MOD…………国際規格を修正している。
― NEQ…………技術的内容及び構成において,国際規格と同等でない。
著
作
権
法
に
よ
り
無
断
で
の
複
製
,
転
載
等
は
禁
止
さ
れ
て
お
り
ま
す
。
2
B
0
1
7
3
:
2
0
0
2
27
B 0173:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業標準調査会標準部会 機械要素技術専門委員会 構成表
氏名
所属
(委員会長) 大 園 成 夫
東京電機大学工学部
(委員)
加 藤 伸 一
社団法人自動車技術会
川 口 俊 充
日本工具工業会
黒 澤 富 蔵
産業技術総合研究所
桑 田 浩 志
有限会社桑田設計標準化研究所
清 水 雄 輔
社団法人日本バルブ工業会
庄 野 敏 臣
社団法人日本工作機械工業会
筒 井 康 賢
産業技術総合研究所
真 弓 透
社団法人日本ベアリング工業会
丸 山 一 男
工学院大学工学部
望 月 正 紀
社団法人日本ねじ工業会