2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0172-1993
フライス用語
Glossary of terms for milling cutters
1. 適用範囲 この規格は,主として金属切削用として一般に用いるフライス(1)に関する用語及び定義に
ついて規定する。
注(1) 外周面,端面又は側面に切れ刃をもち,回転切削する工具で,主としてフライス盤に使用され
る。ミーリングカッタともいう。
備考 この規格の引用規格を,次に示す。
JIS B 0170 切削工具用語(基本)
JIS B 1011 センタ穴
JIS B 4003 モールステーパ部をもつシャンク及びソケット−形状・寸法
JIS B 4005 フライス用ストレートシャンク部−形状・寸法
JIS B 4107 超硬側フライス
JIS B 4115 超硬ソリッドメタルソー
JIS B 4201 フライス穴
JIS B 4204 溝フライス
JIS B 4205 平フライス
JIS B 4206 側フライス
JIS B 4211 ストレートシャンクエンドミル
JIS B 4212 テーパシャンクエンドミル
JIS B 4217 T溝フライス
JIS B 4219 メタルソー
JIS B 4220 すりわりフライス
JIS B 4221 角度フライス
JIS B 4226 総形フライス
JIS B 4230 半月キー溝フライス
JIS B 4231 面取りフライス
JIS B 4232 インボリュートフライス
JIS B 4233 小ねじ沈めフライス
JIS B 4236 六角穴付きボルト用沈めフライス
JIS B 6101
24
7テ−パの主軸端及びシャンク
2. 分類 用語の分類は,次による。
(1) フライスの種類
2
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(1.1) 刃部材料及び表面処理による分類
(1.2) 構造による分類
(1.3) 取付方法による分類
(a) ボアタイプフライス
(b) シャンクタイプフライス
(1.4) 機能又は用途による分類
(a) ボアタイプフライス
(b) シャンクタイプフライス
(2) フライスの要素
(3) フライスの角
(4) フライスの精度
(5) フライスの刃部の損傷
(6) フライスの一般
3. フライスの名称の呼び方 フライスの種類は,フライスの種類[2.(1)]の番号順に該当する用語を組み
合わせて呼ぶ。
なお,刃部材料に高速度工具鋼を用いたフライス及びむく(2)・溶接のフライスは,これらを省略して呼ぶ
(次の例の括弧の用語)。
また,機能又は用途だけで判断できる場合は,取付方法を省略してもよい。
注(2) 刃部材料が高速度工具鋼以外の場合,むくを省略しない。
例
呼び方
刃部材料及び表面処理
構造
取付方法
機能又は用途
超硬むく平フライス
超硬(合金)
むく
(ボア)
平フライス
超硬植刃正面フライス
超硬(合金)
植刃
[直(じか)付け]
正面フライス
コーティングストレートシャ
ンク二枚刃エンドミル
コーティング(高速度工具鋼) (むく) ストレートシャンク
二枚刃エンドミル
超硬ろう付けモールステーパ
シャンク多刃エンドミル
超硬(合金)
ろう付け モールステーパシャンク 多刃エンドミル
4. 用語及び定義 フライスの用語及び定義は,次による。
なお,参考のために,量記号,単位及び対応英語を示す。
備考1. 用語の一部に括弧を付けてあるものは,括弧の中の用字を省略してもよい。
2. 用語の定義の中の太字で示された用語は,この規格に規定しているものを示す。
3. 定義内における図は,構造の一例を示す。
3
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(1) フライスの種類
(1.1) 刃部材料及び表面処理による分類
番号
用語
定義
対応英語(参考)
1101
合金工具鋼フライス 刃部の材料に合金工具鋼を使用したフライス。
alloy tool steel milling
cutter
1102
高速度(工具)鋼フ
ライス
刃部の材料に高速度工具鋼を使用したフライス。
high speed (tool) steel
milling cutter
1103
超硬質工具材料フラ
イス
刃部の材料に超硬質工具材料(超硬合金,サーメット,セ
ラミック,BN焼結体,ダイヤモンド,ダイヤモンド焼結体
など)を使用したフライスの総称。
備考 超硬フライス,サーメットフライス,セラミッ
クフライス (ceramic milling cutter) ,BNフライ
ス (boron nitride milling cutter) ,ダイヤモンドフ
ライス (dia-mond milling cutter) などがある。
hard tool material milling
cutter
1104
超硬(合金)フライ
ス
刃部の材料に超硬合金(炭化タングステンを主体とした焼
結物)を使用したフライス。
carbide milling cutter,
cemented carbide milling
cutter,
hardmetal milling cutter
1105
サーメットフライス 刃部の材料にサメット(チタン化合物,タンタル化合物又
はニオブ化合物を主体とした焼結物)を使用したフライス。
cermet milling cutter
1106
表面処理フライス
刃部の材料に窒化,酸化,窒化酸化処理などの表面処理を
施したフライス。
surface-treated milling
cutter
1107
コティングフライス 刃部の材料に炭化物,窒化物,酸化物などを,表面に一層
又は多層に化学的又は物理的に密着させた工具材料を使用
したフライス。被覆フライスともいう。
備考 被覆材の種類によって,コーティング高速度工
具鋼フライス (coated high speed tool steel milling
cutter) ,コーティング超硬フライス (coated
carbide milling cutter) ,コーティングサーメット
フライス (coated cermet milling cutter) などがあ
る。
被覆材質によって,TiNコーティング (TiN
coat-ing) ,TiCコーティング (TiC coating) ,TiCN
コーティング (TiCN coating) ,アルミナコーティ
ング (Al2O3 coating) ,BNコーティング (BN
coating) ,ダイヤモンドコーティング (diamond
coating) などがある。
coated milling cutter
(1.2) 構造による分類
番号
用語
定義
対応英語(参考)
2101
むくフライス
刃部とボデー又はシャンクとが同一材料から作られている
フライス。ソリッドカッタともいう。
solid milling cutter
4
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
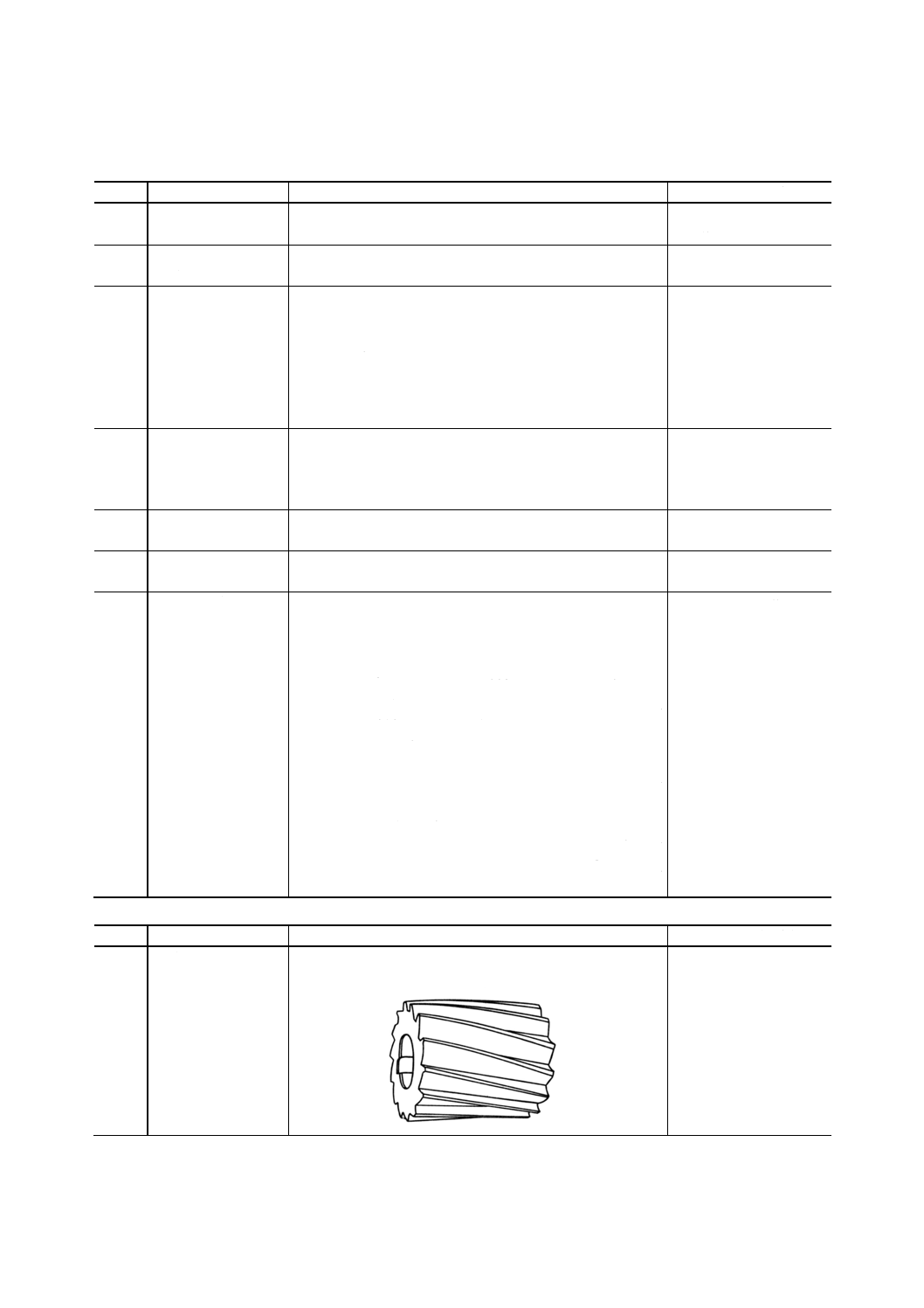
2102
溶接フライス
ボデーとシャンクとを溶接したフライス。
welded milling cutter
2103
クランプフライス
ボデーにチップを機械的に締め付けたフライス。
clamped milling cutter
2104
ろう付けフライス
刃部の材料をボデーにろう付けしたフライス。付け刃フラ
イスともいう。
blazed milling cutter,
tipped milling cutter
2105
組立フライス
刃部, ボデー又はシャンクを組立構造にしたフライス。
constructed milling cutter
2106
植刃フライス
(うえばふらいす)
ボデーにブレードを機械的に取り付けたフライス。
inserted milling cutter
2107
差込みフライス
ボデーをシャンクに差し込んで,ろう付けするか,又はそ
のほかの方法で固定したフライス。
−
5
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
2108
スローアウェイフラ
イス
ボデーにスローアウェイチップを機械的に締め付けたフラ
イス。
throw-away milling cutter
2109
組合せフライス
左右2個のフライスを組み合わせて幅を調節できるように
したフライス。
interlocking milling cutter,
combination milling cutter
(1.3) 取付方法による分類
(a) ボアタイプフライス
番号
用語
定義
対応英語(参考)
3100
ボアタイプフライス アーバを使用して,又は直接機械に取り付ける穴(ボア)
があるフライスの総称。
bore type milling cutter,
arbor type milling cutter
3101
プレインボアフライ
ス
プレインボアをもつボアタイプフライス。
plain bore milling cutter,
plain taper bore milling
cutter,
plain tapered bore milling
cutter
6
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
3102
ドライブ穴付きボア
フライス
ドライブ穴をもつボアタイプフライス。
bore milling cutter with
driving holes
3103
キー溝付きボアフラ
イス
キー溝をもつボアタイプフライス。
bore milling cutter with
key way
3104
端面キー溝付きボア
フライス
端面キー溝をもつボアタイプフライス。
bore milling cutter with
side key way,
bore milling cutter with
key slot,
bore mining cutter with
tenon
3105
じか(直)付けフラ
イス
締付用ボルト穴をもつボアタイプフライス。フライス盤の
主軸端に直接取り付ける。ダイレクトマウントフライスと
もいう。
direct mounting milling
cutter
7
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
3106
ねじ付きボアフライ
ス
ねじ付き穴をもつボアタイプフライス。
bore milling cutter with
internal thread
3107
テーパボアフライス テーパ穴をもつボアタイプフライス。
taper bore milling cutter,
tapered bore milling cutter
3108
ストレートボアフラ
イス
ストレート穴をもつボアタイプフライス。
cylindrical parallel bore
milling cutter,
cylindrical straight bore
milling cutter
(b) シャンクタイプフライス
番号
用語
定義
対応英語(参考)
3200
シャンクタイプフ
ライス
シャンクをもつフライスの総称。シャンクをミーリングチ
ャック(ミーリングホルダ),又は直接機械にじか付けさ
れて使用される。
shank type milling cutter
3201
ストレートシャン
クフライス
ストレートシャンクをもつシャンクタイプフライスの総
称。
cylindrical parallel shank
milling cutter,
parallel shank milling
cutter,
straight shank milling
cutter
3202
プレインストレー
トシャンクフライ
ス
プレインストレートシャンクをもつストレートシャンク
フライス。単にストレートシャンクフライスともいう。
plain cylindrical parallel
shank milling cutter
3203
フラット付きスト
レートシャンクフ
ラ
フラット付きストレートシャンクをもつストレートシャ
ンクフライス。
flatted cylindrical parallel
shank milling cutter
8
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
3204
コンビネーション
ストレートシャン
クフライス
コンビネーションストレートシャンクをもつストレート
シャンクフライス。
combination cylindrical
parallel shank milling
cutter
3205
ねじ付きストレー
トシャンクフライ
ス
ねじ付きストレートシャンクをもつストレートシャンク
フライス。
threaded cylindrical
parallel shank milling
cutter,
screwed cylindrical
parallel shank milling
cutter
3206
テーパシャンクフ
ライス
テーパシャンクをもつシャンクタイプフライスの総称。
taper shank milling cutter
3207
モールステーパシ
ャンクフライス
モールステーパシャンクをもつテーパシャンクフライス。 Morse taper shank milling
cutter
3208
ブラウンシャープ
テーパシャンクフ
ライス
ブラウンシャープテーパシャンクをもつテーパシャンク
フライス
Brown & Sharpe taper
shank milling cutter
3209
24
7テーパシャンクフ
ライス
24
7テーパシャンクをもつテーパシャンクフライス。
24
7 taper shank milling
cutter
9
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(1.4) 機能又は用途による分類
(a) ボアタイプフライス
番号
用語
定義
対応英語(参考)
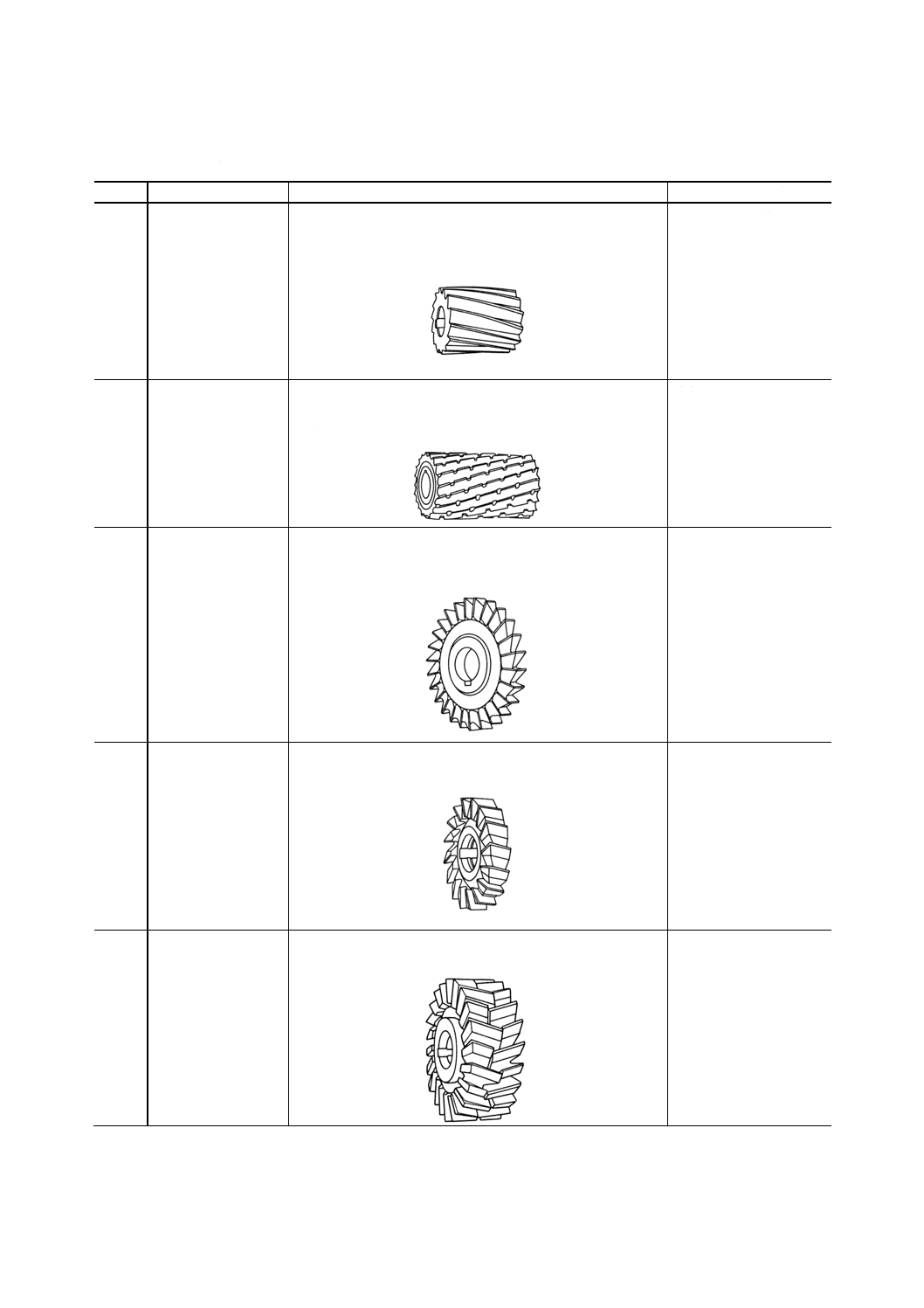
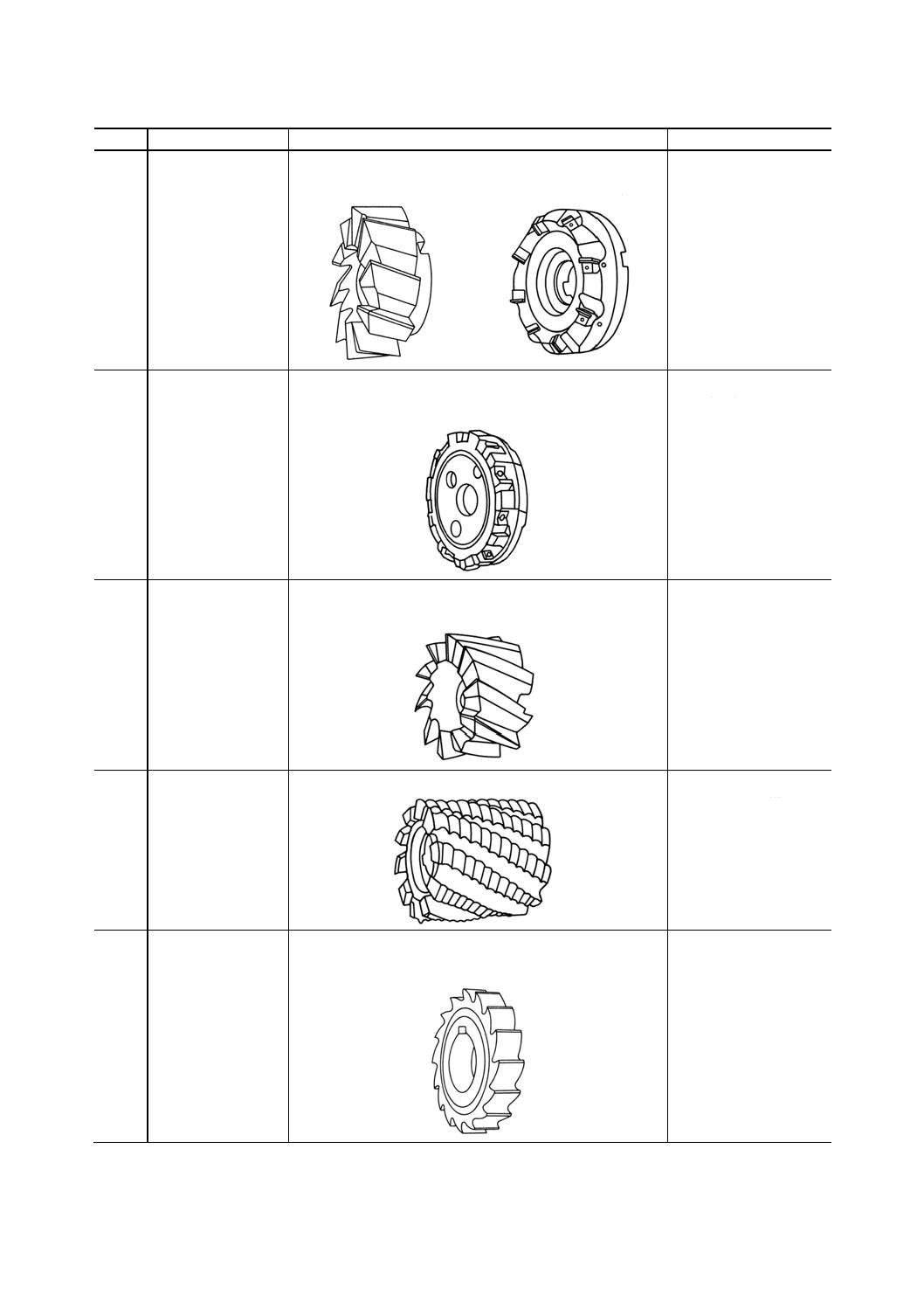
4101
平フライス
外周面に切れ刃をもち,平面を仕上げるフライス。用途に
よって普通刃,荒刃1形及び荒刃2形がある。プレインカ
ッタともいう。JIS B 4205参照。
plain milling cutter,
cylindrical cutter
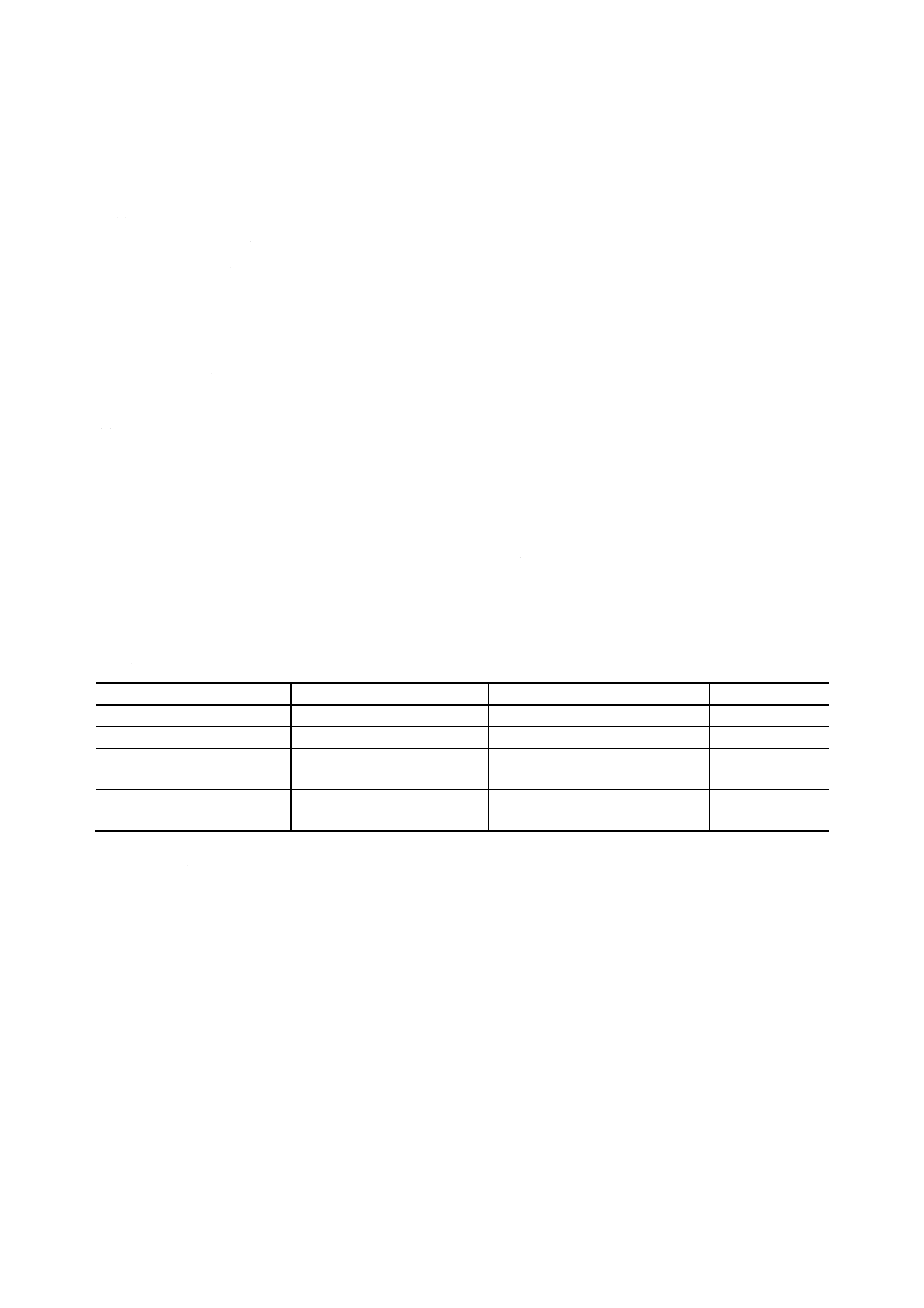
4102
スラブカッタ
スラブの表面を切削するフライスで,平フライスのねじれ
刃のものにニックを付け,切りくずを分断する機能をもつ
ようにしたもの。
slab milling cutter
4103
側フライス
(がわふらいす)
外周面と両側面に切れ刃をもつフライス。刃の形状によっ
て普通刃,荒刃及び千鳥刃がある。サイドカッタともいう。
JIS B 4107,JIS B 4206参照。
side milling cutter,
side and face milling
cutter
4104
片刃側フライス
(かたはがわふらい
す)
外周面と一側面に切れ刃をもつフライス。
half side milling cutter
4105
組合せ側フライス
左右2個のフライスを組み合わせて,カッタの幅を調節で
きるようにした側フライス。
interlocking side milling
cutter
10
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
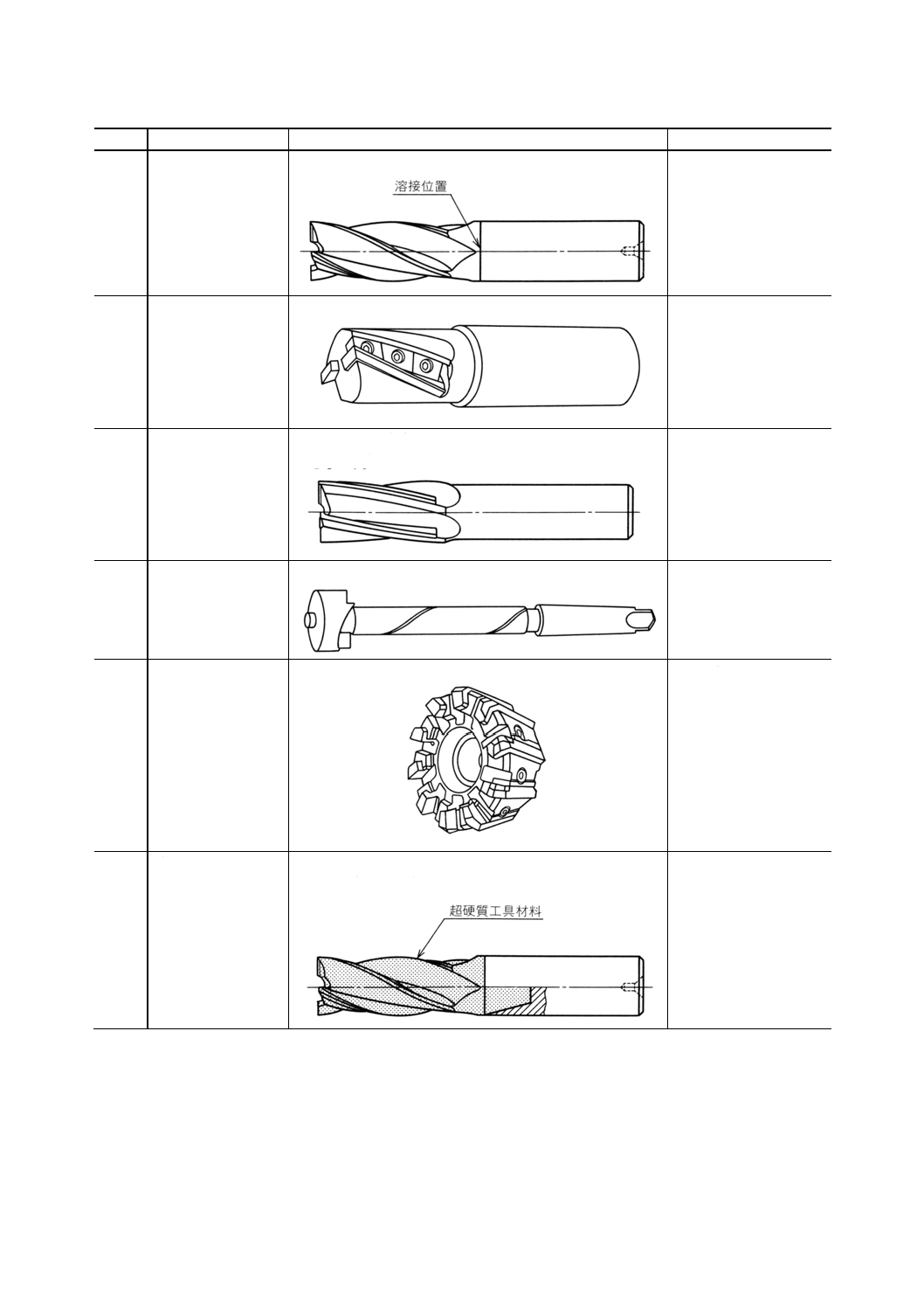
4106
正面フライス
一端面と外周面に切れ刃をもち,主として立フライス盤で
平面切削に用いるフライス。フェースミルともいう。
face milling cutter,
face mill
4107
カッタボデー
植刃又はクランプボアタイプフライスのボデー。フライス
ヘッドともいう。
cutter body,
cutter head
4108
シェルエンドミル
外周面及び端面に切れ刃をもち,ボデーをシャンクに差し
込んで用いるエンドミル。
shell end mill,
shell mill
4109
荒削りシェルエンド
ミル
波形の外周刃をもつシェルエンドミル。荒削りに用いる。
roughing shell end mill,
roughing shell mill
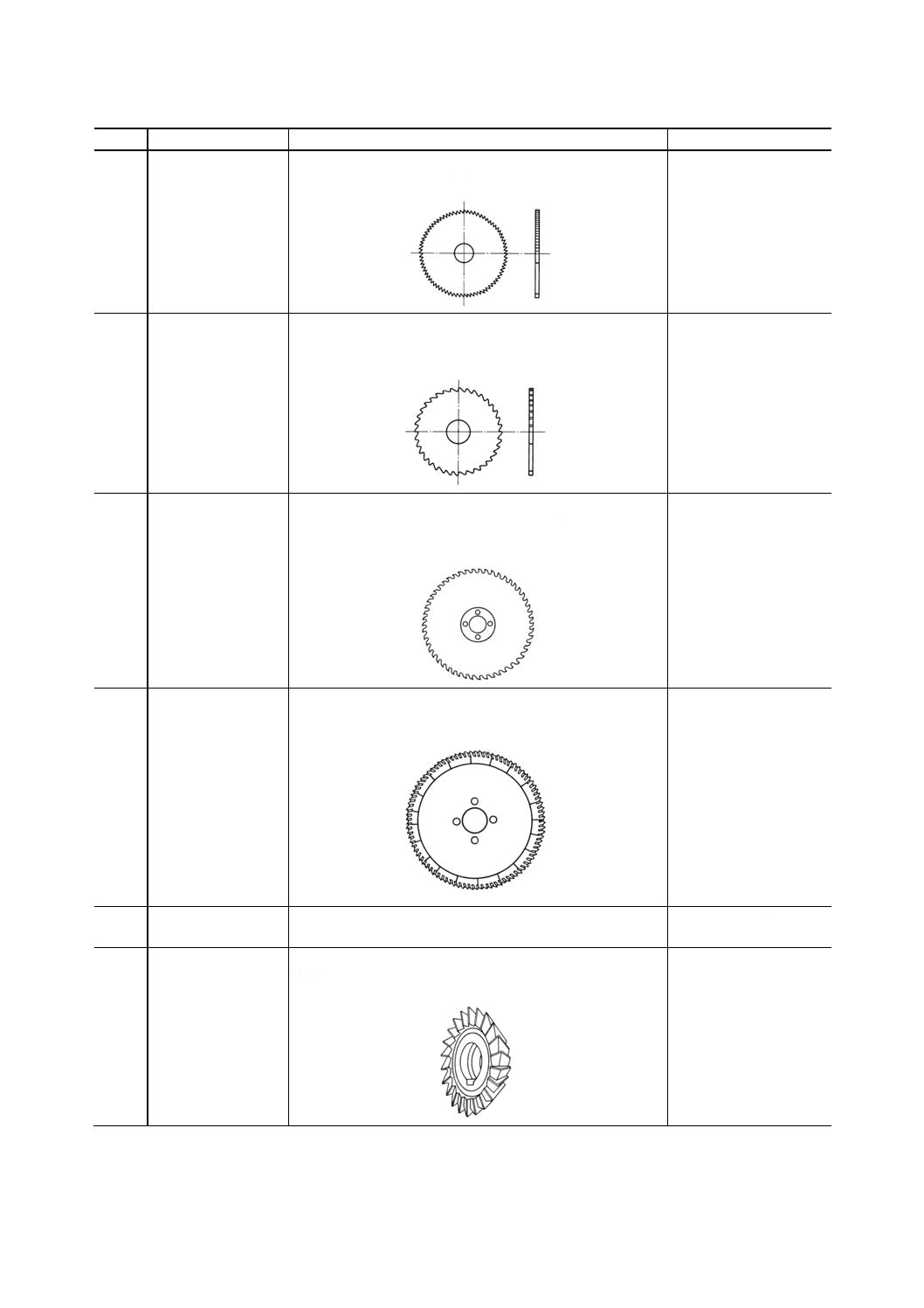
4110
溝フライス
外周面に切れ刃をもち,溝を加工するのに用いるフライス。
JIS B 4204参照。
slotting milling cutter,
slotting cutter
11
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
4111
すりわりフライス
外周面に切れ刃をもち,小ねじ頭のすりわりの加工に用い
るフライス。JIS B 4220参照。
screw slotting cutter
4112
メタルソー
外周面に切れ刃をもち,材料の切断及び溝加工に用いるフ
ライス。用途によって普通刃と荒刃がある。JIS B 4219,JIS
B 4115参照。
metal slitting saw
4113
コールドソー
外周面に切れ刃をもち,材料の冷間切断に用いるフライス
の総称。構造によってソリッドソー,セグメントソー及び
チップソーがある。
cold circular saw
4114
セグメントソー
ボデーにセグメントブレードをリベット止めしたコールド
ソー。一般に大形材料の切断に用いる。
segmental circular saw
4115
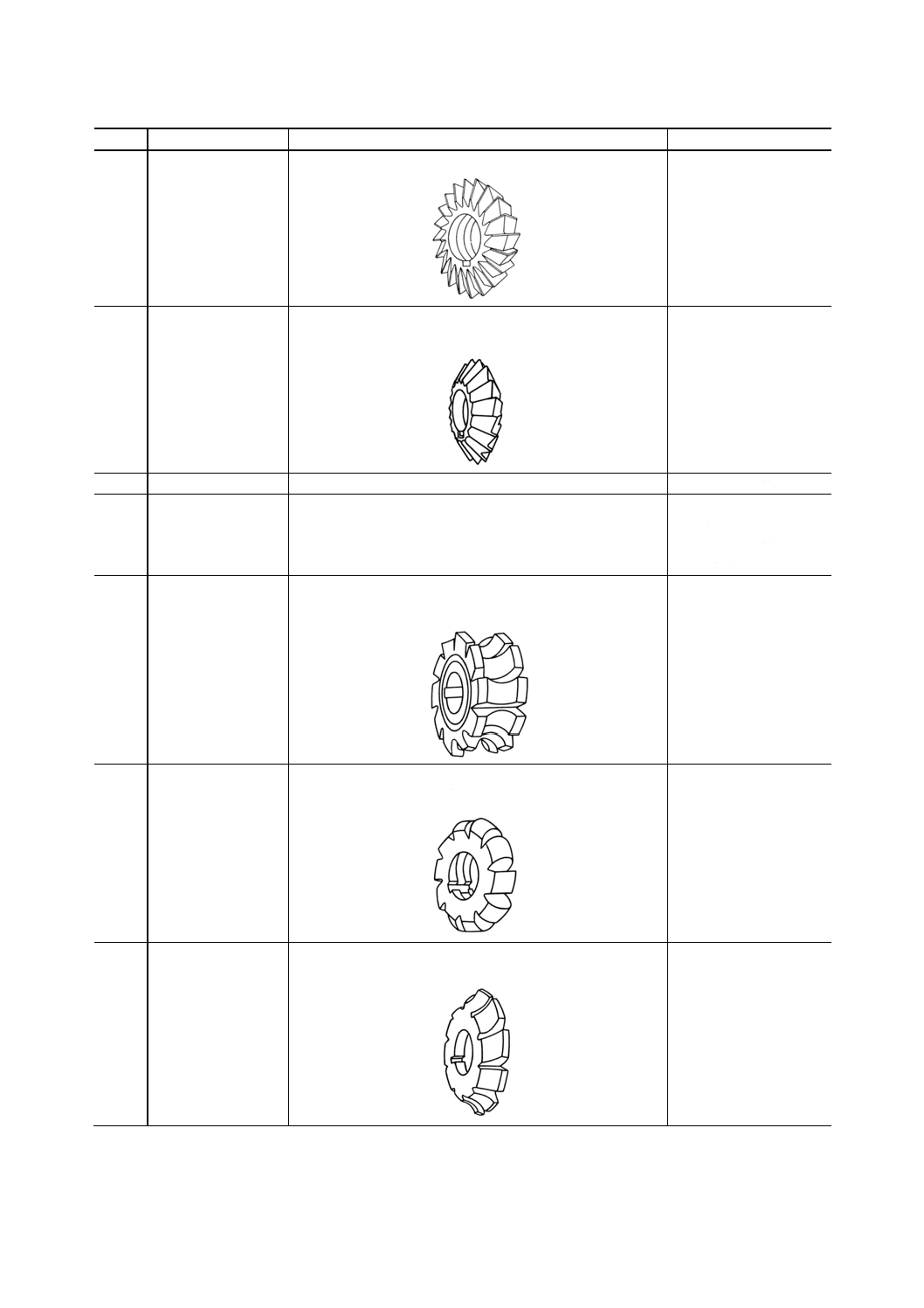
角度フライス
二つの切れ刃が,それぞれの角度をもち,主として溝加工
に用いるフライスの総称。
angle milling cutter
4116
片角フライス
片側の切れ刃だけが角度をもつ角度フライス。JIS B 4221
参照。
single angle milling cutter
12
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
4117
不等角フライス
両側に等しくない角度の切れ刃をもつ角度フライス。
unequal double angle
milling cutter
4118
等角フライス
両側に等しい角度の切れ刃をもつ角度フライス。JIS B 4221
参照。
double angle milling
cutter
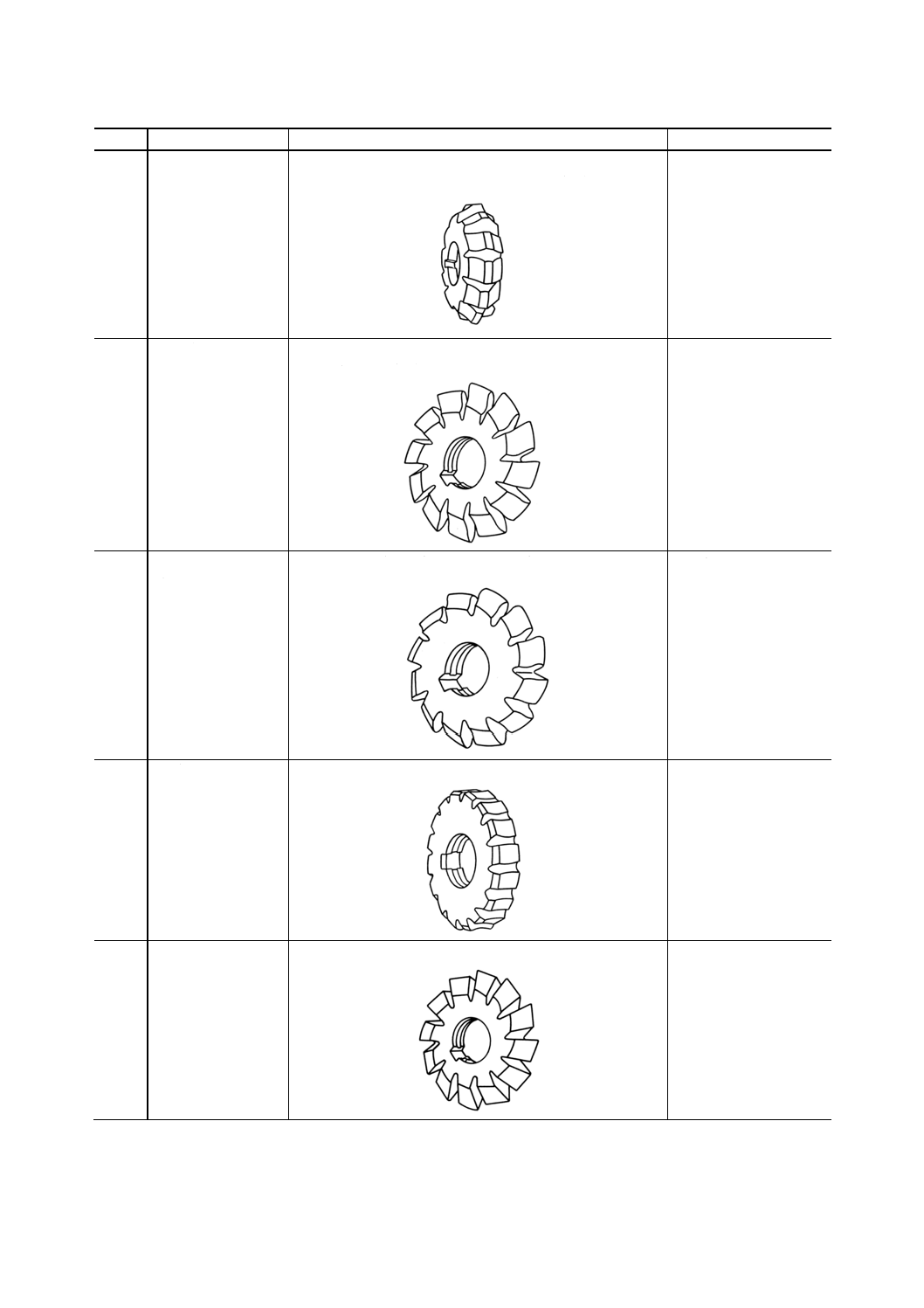
4119
総形フライス
特殊形状の加工に用いるフライスの総称。
form milling cutter
4120
二番取りフライス
切れ刃のりょう(稜)線の直後から二番取りを施してあり,
すくい面の再研削を行っても刃部形状の変わらないフライ
スの総称。
form-relieved milling
cutter,
form milling cutter with
constant profile
4121
内丸フライス
外周面に丸くくぼんだ切れ刃をもつ二番取りフライス。JIS
B 4226参照。
concave milling cutter
4122
外丸フライス
外周面に外丸の切れ刃をもち,丸溝の加工に用いる二番取
りフライス。JIS B 4226参照。
convex milling cutter
4123
片面取りフライス
外周面の片側に丸くくぼんだ切れ刃をもち,角の丸みの加
工に用いる二番取りフライス。JIS B 4226参照。
comer rounding milling
cutter
13
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
4124
両面取りフライス
外周面の両面に丸くくぼんだ切れ刃をもち,角の丸みの加
工に用いる二番取りフライス。JIS B 4226参照。
double corner rounding
milling cutter
4125
インボリュートフラ
イス
インボリュート歯車の歯切り加工に用いる二番取りフライ
ス。JIS B 4232参照。
involute gear milling
cutter
4126
スプロケットフライ
ス
スプロケット歯形の加工に用いる二番取りフライス。
sprocket milling cutter
4127
スプラインフライス スプライン溝の加工に用いる二番取りフライス。
spline milling cutter
4128
セレーションフライ
ス
セレーション溝の加工に用いる二番取りフライス。
serration milling cutter
14
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
4129
ねじ切りフライス
円筒面にリードがないねじ山形状の切れ刃をもち,ねじ切
り加工に用いるフライス。一山ねじフライスと多山ねじフ
ライスとがある。
thread milling cutter
(b) シャンクタイプフライス
番号
用語
定義
対応英語(参考)
4201
エンドミル
外周面及び端面に切れ刃をもつシャンクタイプフライスの
総称。
end mill
4202
一枚刃エンドミル
(いちまいはえんど
みる)
1枚の切れ刃をもつエンドミル。主として軽合金の加工に
用いる。
one-flute end mill
4203
二枚刃エンドミル
2枚の切れ刃をもつエンドミル。JIS B 4211,JIS B 4212参
照。
two-flute end mill,
slot drill
4204
三枚刃エンドミル
3枚の切れ刃をもつエンドミル。
three-flute end mill
4205
多刃エンドミル
(たはえんどみる)
3枚以上の切れ刃をもつエンドミルの総称。JIS B 4211,JIS
B 4212参照。
multi-flute end mill
4206
両頭エンドミル
(りょうとうえんど
みる)
シャンクの両側に切れ刃をもつエンドミル。
double-end end mill
4207
テーパ刃エンドミル
(てーぱはえんどみ
る)
外周刃がテーパをもつエンドミル。
tapered end mill
15
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
4208
ボールエンドミル
球状の底刃をもつエンドミル。JIS B 4211,JIS B 4212参照。
ball end mill,
ball-nosed end mill
4209
テーパボールエンド
ミル
珠状の底刃をもつエンドミル。
tapered ball end mill,
tapered ball-nosed end
mill
4210
ラジアスエンドミル 丸コーナをもつエンドミル。
radius end mill
4211
スクエアエンドミル 角形のコーナをもつエンドミル。
square end mill
4212
総形エンドミル
(そうがたえんどみ
る)
特殊形状の加工に用いるエンドミルの総称。
formed end mill
4213
強ねじれ刃エンドミ
ル
(きょうねじれはえ
んどみる)
ねじれ角が40°以上の外周刃をもつエンドミル。
high-helix end mill
4214
ニック付きエンドミ
ル
外周刃にニック切れ刃をもつエンドミル。
end mill with chip
breakers,
end mill with nicked teeth,
semi-finishing end mill,
interrupted end mill
16
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
4215
中仕上げエンドミル
(ちゅうしあげえん
どみる)
台形の外周刃をもつエンドミル。荒削り又は中仕上げに用
いる。
roughing and finishing
end mill
4216
荒削りエンドミル
波形の外周刃をもつエンドミル。荒削りに用いる。ラフィ
ングエンドミルともいう。
roughing end mill
4217
キー溝エンドミル
キー溝の加工に用いるエンドミル。
key-slot end mill,
keyway end mill
4218
歯切りエンドミル
歯車の歯切り加工に用いるエンドミル。
gear cutting end mill
4219
座ぐりフライス
座削りに用いるフライスの総称。
counterbore
4220
平小ねじ沈めフライ
ス
平小ねじ用の沈め穴を加工するフライス。JIS B 4233参照。
machine screw
counterbore
4221
さら小ねじ沈めフラ
イス
さら小ねじ用の沈め穴を加工するフライス。JIS B 4233参
照。
machine screw
countersink
4222
六角穴付きボルト用
沈めフライス
六角穴付きボルト用の沈め穴を加工するフライス。JIS B
4236参照。
counterbore for hexagone
socket head bolt
4223
面取りフライス
外周刃が60°,75°,90°及び120°の角度をもち,主と
して皿部の加工に用いるフライス。JIS B 4231参照。
countersink,
center reamer
17
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
4224
歯車面取りフライス 歯車の歯形の角部の面取りに用いるフライス。
gear chamfering milling
cutter
4225
あり溝フライス
あり溝の部分の加工に用いるフライス。
dovetail milling cutter
4226
クリスマスカッタ
タービンブレード又はタービンデスクの溝加工に用いるフ
ライス。
christmas tree formed
milling cutter
4227
T溝フライス
T溝の加工に用いるフライス。JIS B 4217参照。
T-slot milling cutter
4228
半月キー溝フライス 半月キー溝の加工に用いるフライス。ボアタイプのものも
ある。JIS B 4230参照。
woodruff key-seat milling
cutter
4229
ホローミル
環状溝加工又は心残し加工に用いるフライス。
ボアタイプのものもある。
hollow mill
(2) フライスの要素
番号
用語
定義
参考
量記号
対応英語
5001
フライスの大きさ
一般に,ボアタイプフライスは外径×幅×穴径,シ
ャンクタイプフライスは外径×刃長×全長×シャン
クの大きさによる。
−
size of milling cutter
5002
呼び
一般にフライスの大きさを表し,特定の加工に対応
する場合には,工作物の呼び寸法をいう。
−
nominal size
18
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
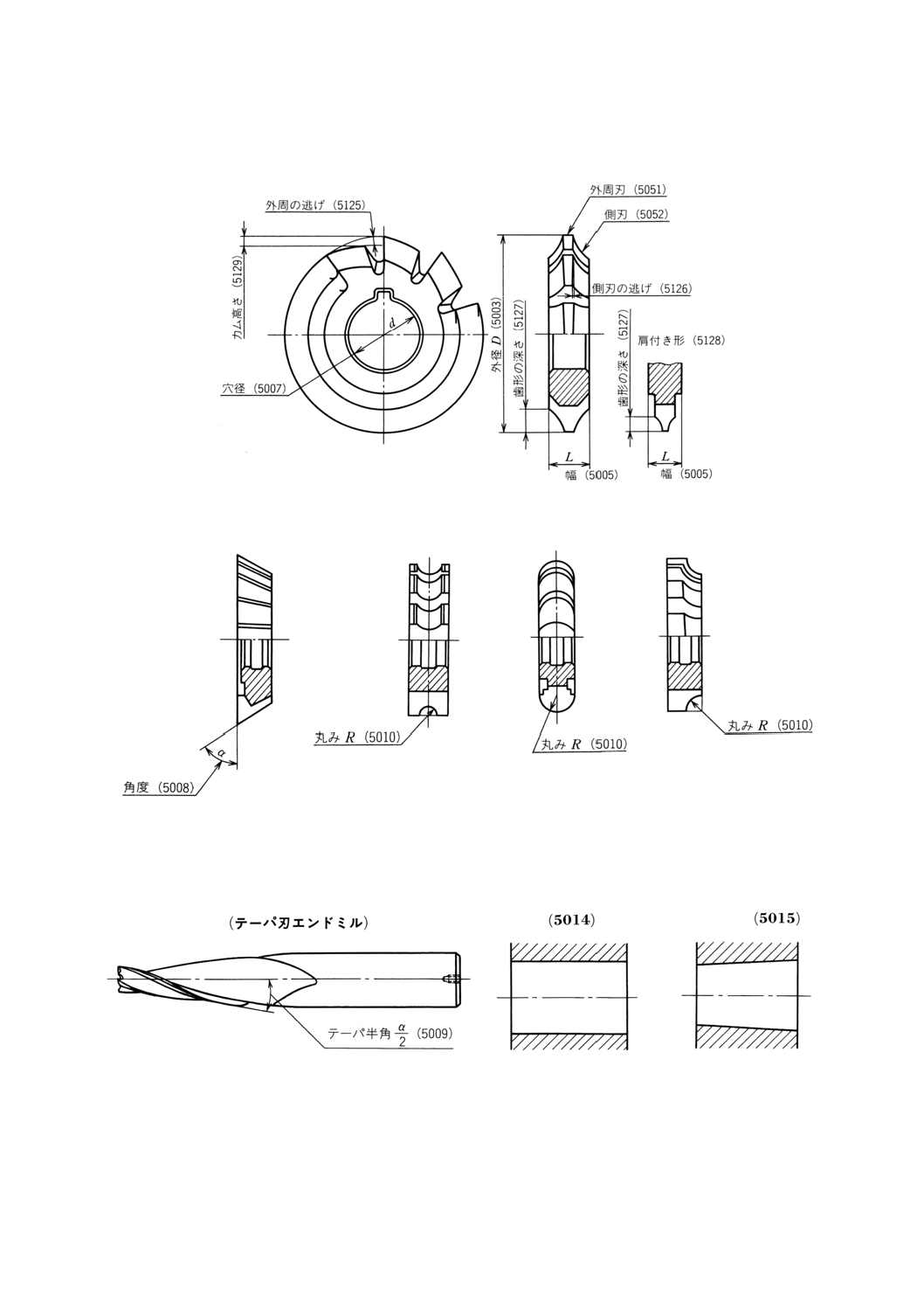
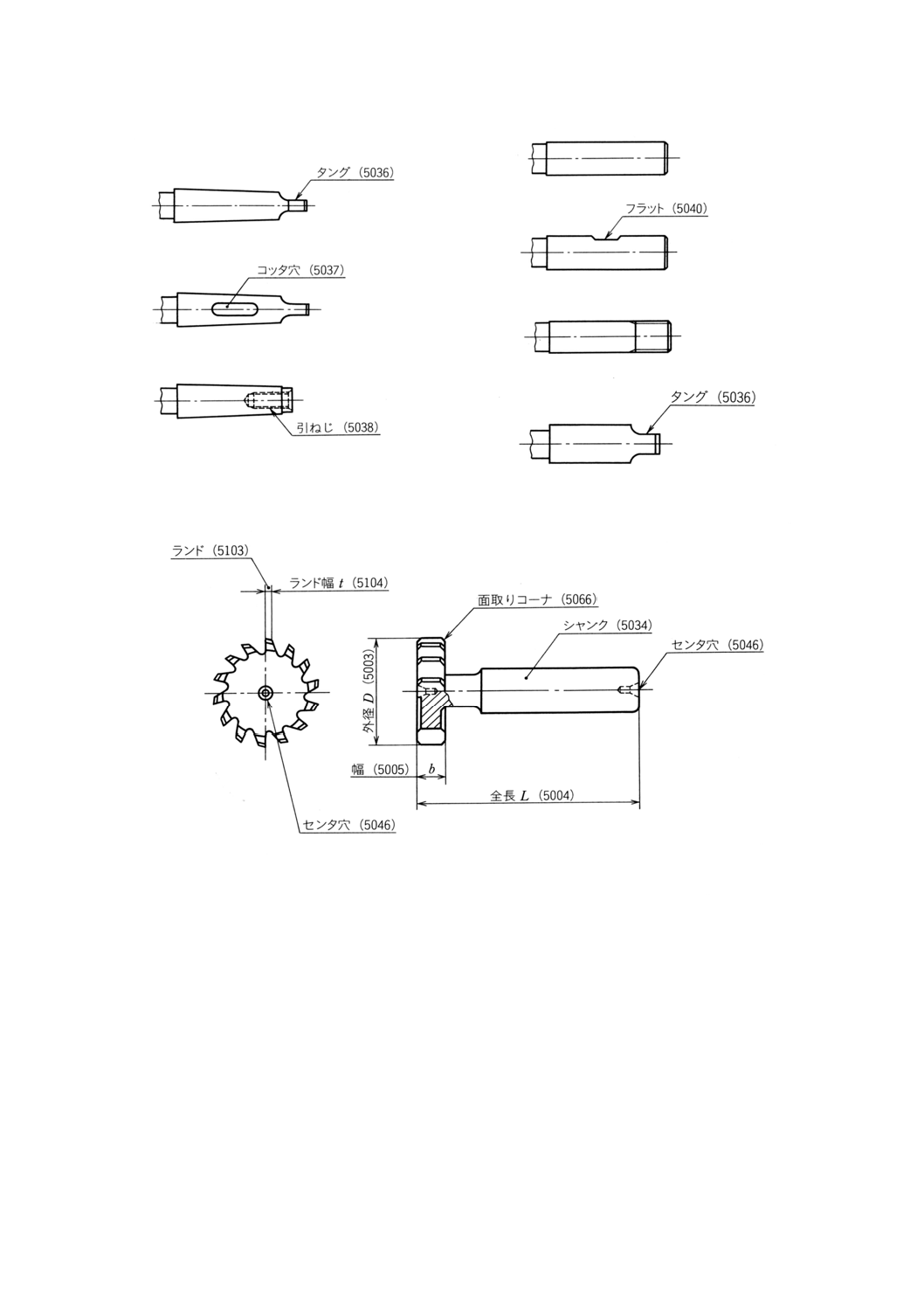
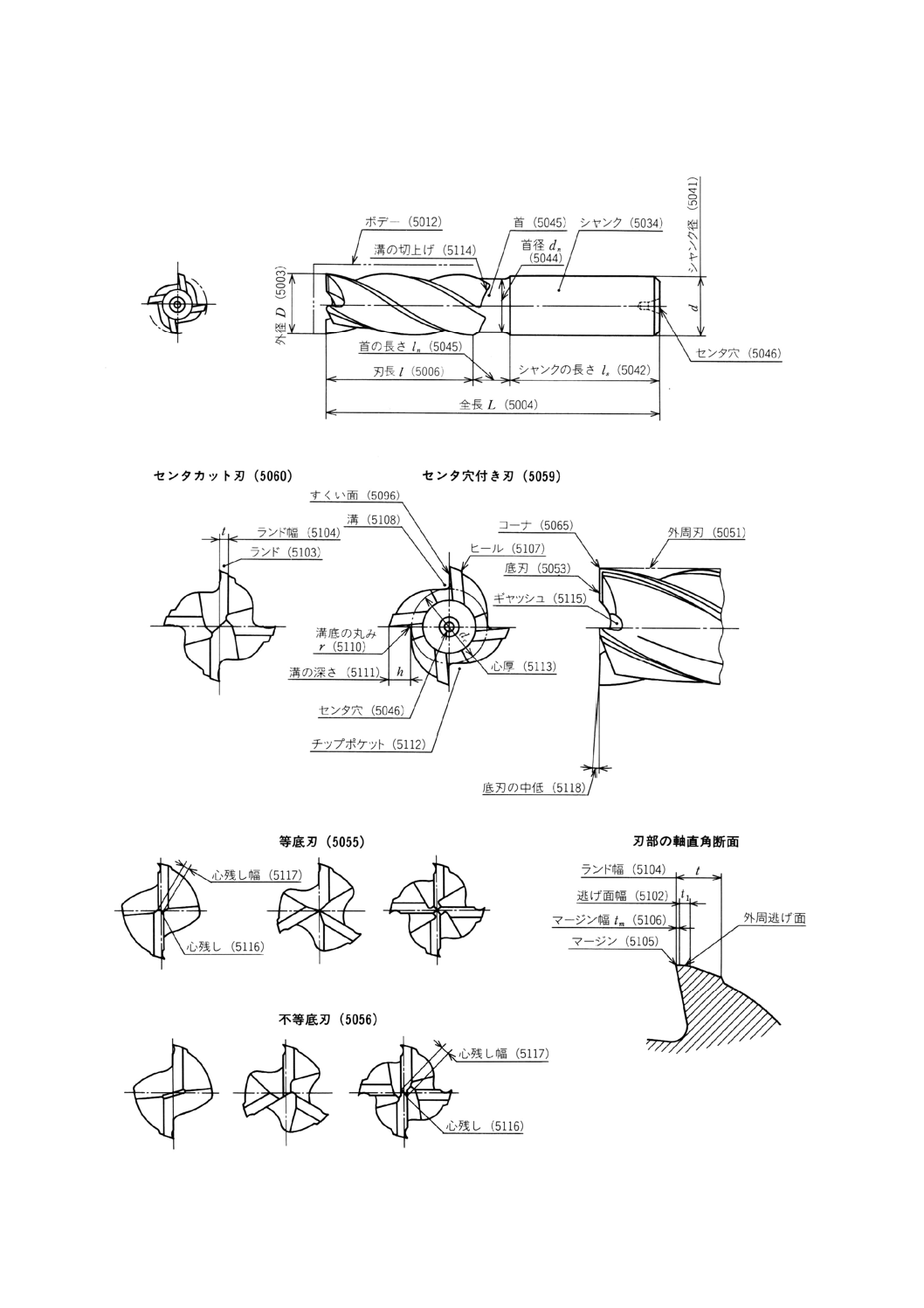
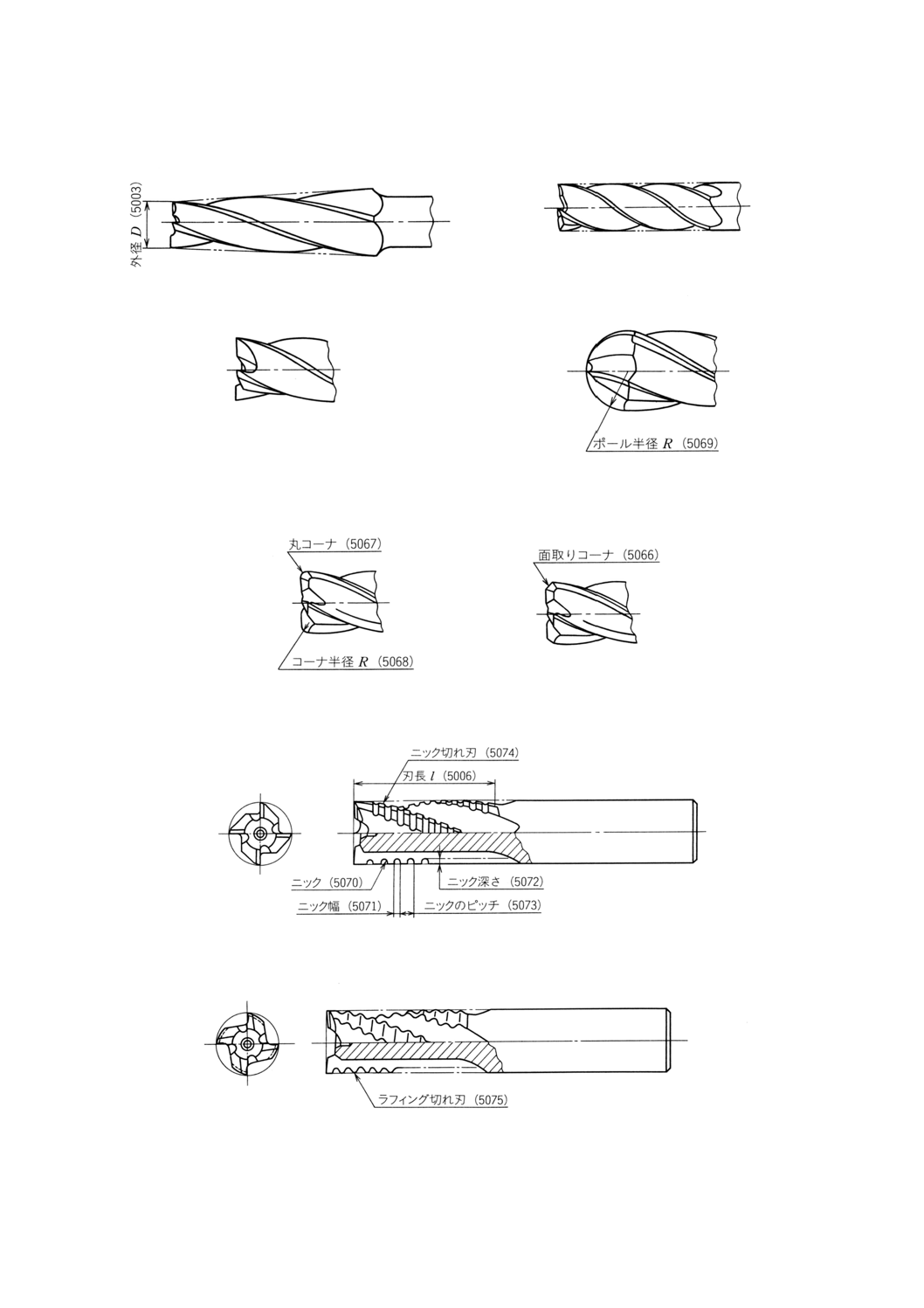
5003
外径
刃部の一番大きい箇所の直径(付図1〜5,付図20〜
22参照)。ただし,テーパ刃エンドミルでは小端外径
における直径をいう。
D
outside diameter
5004
全長
刃長,シャンク又はボスを含めた全体の軸に平行に
測った長さ(付図3,付図20〜21参照)。
L
overall length
5005
幅
刃部が全長にわたっているボアタイプフライス,又は
溝加工用シャンクタイプフライスの軸に平行に測っ
た刃部の長さ。ただし,溝加工用シャンクタイプフ
ライスの幅はbとする(付図1〜2,付図5,付図20
参照)。
L
(b)
width of face
5006
刃長
(はちょう)
軸に平行に測った刃部の長さ(付図3,付図21参照)。
l
length of cut,
flute length
5007
穴径
ボアタイプフライスの穴の直径(付図1〜5参照)。
d
bore diameter
5008
角度
任意の軸を含む平面上に作られる刃部の実体側の挟
む角(付図6参照)。
α
included angle
5009
テーパ半角
テーパ刃の勾配角(付図8参照)。
2
α
half included angle
5010
丸み
工作物に対応した刃部の丸みの半径(付図7参照)。
R
radius of circle
5011
シャンクの大きさ
ストレートシャンクはシャンク径 (d) ,テーパシャ
ンクはテーパ番号で表す。
(d)
size of shank
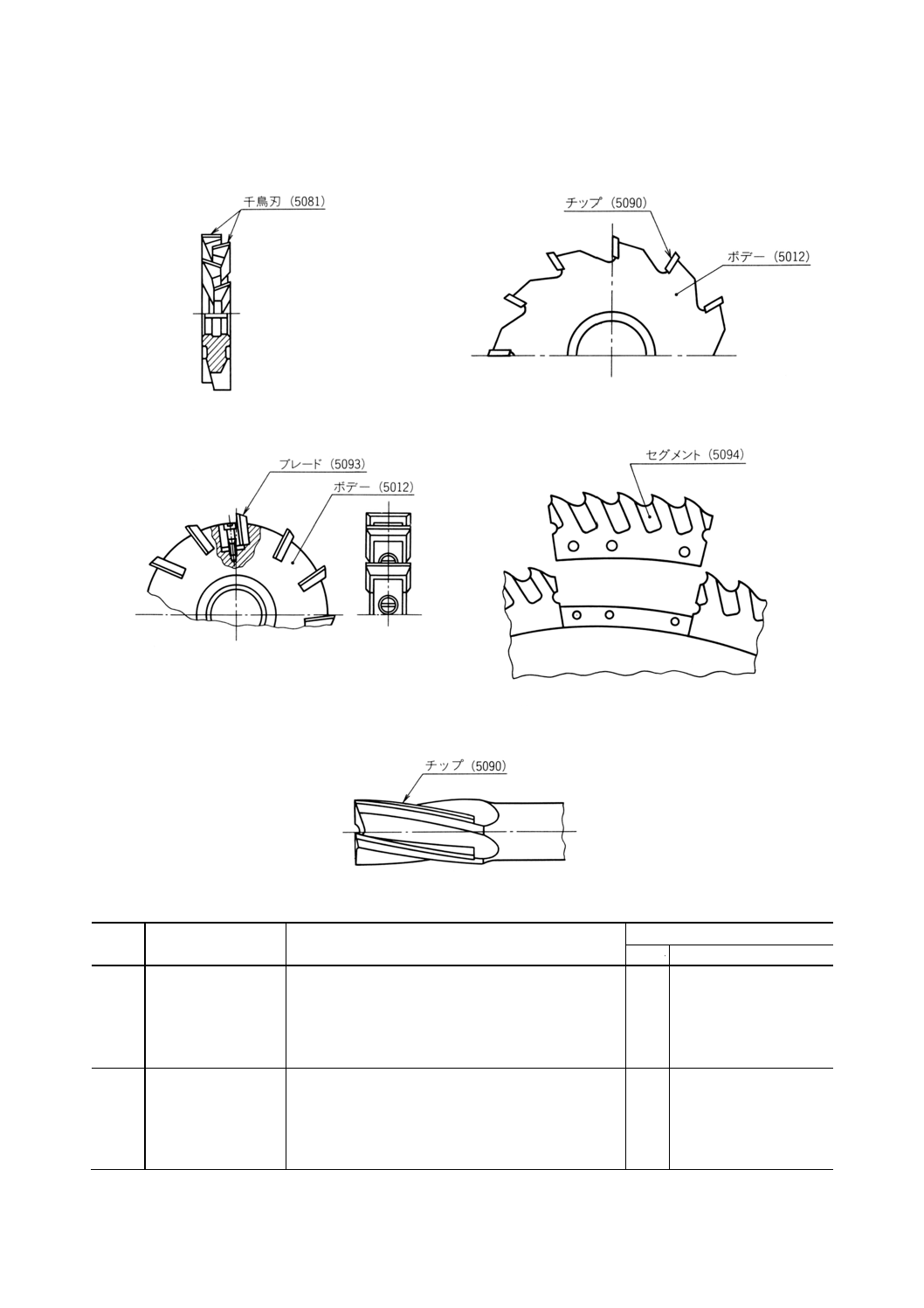
5012
ボデー
フライスの基幹部。それ自身が切れ刃を形成するか,
又はブレード若しくはチップを保持する部分を含め
た全体(付図1,付図3,付図21参照)。ただし,ボ
ス,首,シャンクを除く。JIS B 0170参照。
−
body
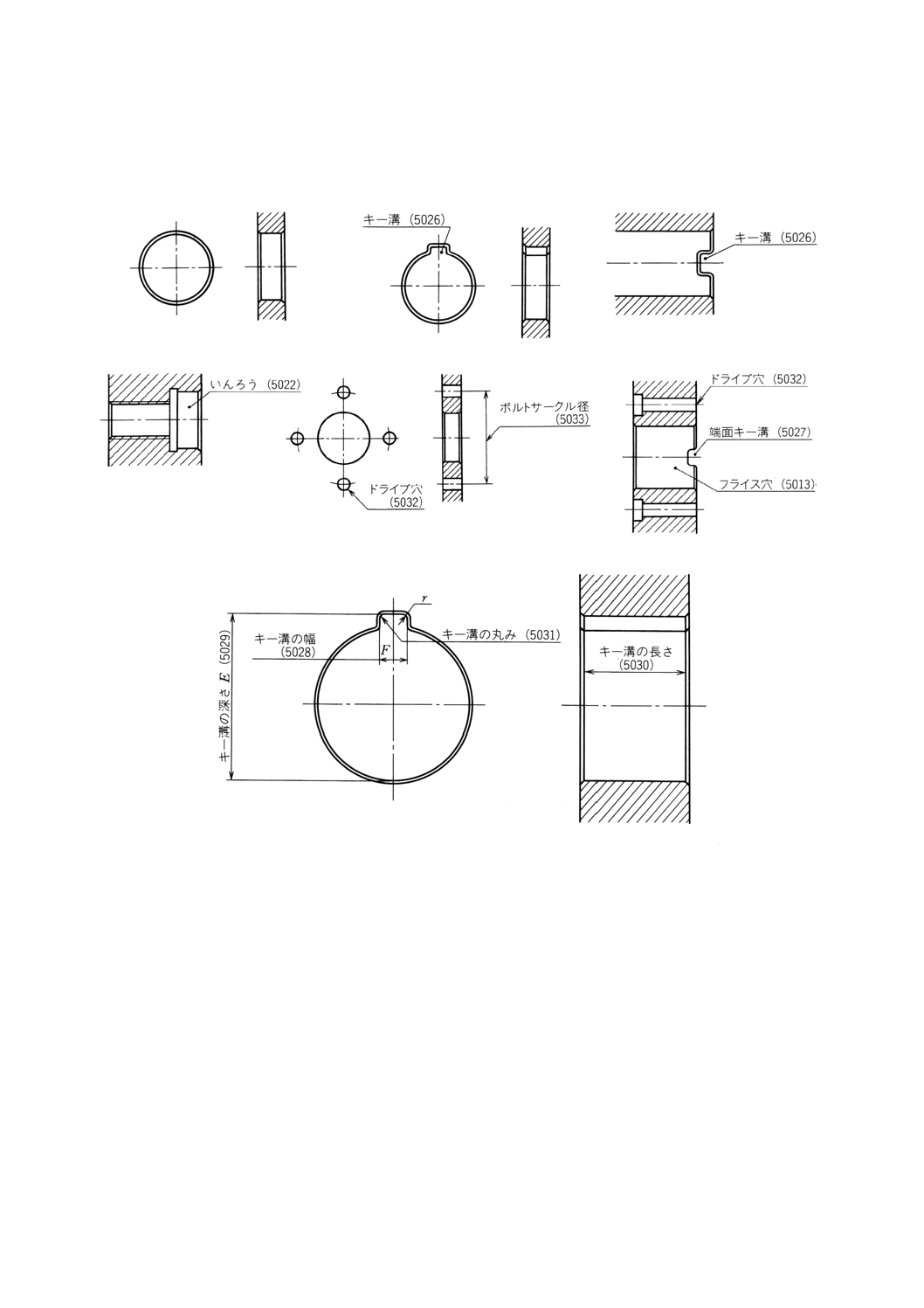
5013
フライス穴
ボアタイプフライスをアーバに保持又はスピンドル
の軸心と同心させるための穴(付図1参照)。
−
cutter bore
5014
ストレート穴
直径が全長にわたり同径のフライス穴(付図9参照)。
JIS B 4201参照。
必要によって穴の盗み,キー溝ねじなどを設ける。
−
cylindrical parallel bore,
cylindrical straight bore
5015
テーパ穴
円すい状になっているフライス穴(付図10参照)。
必要によってキー溝を設ける。
−
taper bore,
tapered bore
5016
プレインボア
キー溝,ドライブ穴をもたないフライス穴(付図11
参照)。
−
plain bore,
plain taper bore
5017
キー溝付き穴
内面にキー溝をもつフライス穴(付図12参照)。
−
bore with key way
5018
端面キー溝付き穴
フライスの駆動側の端面に端面キー溝をもつフライ
ス穴(付図13参照)。
−
bore with key slot
5019
ねじ付き穴
フライス穴の一部にねじをもつもの(付図14参照)。
−
bore with internal thread
5020
ドライブ穴付き穴
ドライブ穴をもつフライス穴(付図15参照)。
−
bore with driving holes
5021
じか(直)付け
ボアタイプフライスを直接スピンドル端面に取り付
ける方法。正面フライス,大径フライスで用いる。
ダイレクトマウントともいう(付図16参照)。
−
direct mounting
5022
いんろう
フライスの取付け精度を良くするために設けたはめ
あい部(付図14参照)。
−
centering location
5023
ボス
フライスの側面に設けた突起部(付図3参照)。
−
boss
5024
穴の盗み
フライスとアーバのはめあいを良くするために,フ
ライス穴に設けた逃げ部(付図1参照)。
−
recess
5025
有効軸受の長さ
フライスとアーバとのはめあいの軸方向の有効長さ
(付図1参照)。
−
bearing length
19
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
5026
キー溝
フライス穴又はシャンクの外周に設けたキー溝(付
図12〜13参照)。
−
key way
5027
端面キー溝
ボスの端面に設けたキー溝(付図3,付図16参照)。
−
side key way,
key slot,
tenon
5028
キー溝の幅
キー溝又は端面キー溝の幅(付図17参照)。
F
width of key way,
width of key slot
5029
キー溝の深さ
キー溝の底面までの深さ(付図17参照)。
E
depth of key way,
depth of key slot
5030
キー溝の長さ
キー溝の溝方向の長さ。端面キー溝では,穴径も含
めたキーのはまる有効長さ(付図17参照)。
−
length of key way,
length of key slot
5031
キー溝の丸み
キー溝の底の隅の丸みの半径(付図17参照)。
γ
corner radius of key way,
corner radius of key slot
5032
ドライブ穴
フライスの取付けボルト又は駆動ピンのために設け
た穴(付図15参照)。
−
driving hole
5033
ボルトサークル径
ドライブ穴のピッチ円直径(付図15参照)。
−
pitch circle diameter of
holes
5034
シャンク
シャンクタイプフライスの柄部(付図20〜21参照)。
使用に際して,これを保持する。JIS B 0170参照。
−
shank
5035
テーパシャンク
円すい状のシャンク(付図18参照)。JIS B 4003,JIS
B 6101参照。
−
taper shank
5036
タング
シャンクの端部に設けた平たん部(付図18参照)。
−
tang
5037
コッタ穴
シャンクの円すい部にコッタを入れて取り付けるた
めの穴(付図18参照)。
−
cotter slot
5038
引ねじ
シャンクの端部に設け,スピンドルに引きつけるた
めのねじ(付図18参照)。
−
drawing thread
5039
ストレートシャンク 円筒状のシャンク(付図19参照)。JIS B 4005参照。
−
cylindrical parallel shank,
parallel shank,
straight shank
5040
フラット
シャンクの円筒上に設けた平たん部(付図19参照)。
−
flat
5041
シャンク径
ストレートシャンクの直径(付図21参照)。
d
shank diameter
5042
シャンクの長さ
軸に平行に測ったシャンクの長さ(付図21参照)。
ls
shank length
5043
首
シャンクタイプフライスのシャンクと刃の間のくび
れた部分(付図21参照)。
−
neck,
recess
5044
首径
(くびけい)
首の直径(付図21参照)。
dn
neck diameter,
recess diameter
5045
首の長さ
軸に平行に測った首の長さ(付図21参照)。
ln
neck length,
recess length
5046
センタ穴
シャンクタイプフライスの端部に設けた軸心を決め
る穴(付図20〜21参照)。JIS B 1011参照。
−
center hole
5047
刃部
フライスの切削に直接あずかる部分。切れ刃,すく
い面及び逃げ面からなる(付図1参照)。JIS B 0170
参照。
−
cutting part
5048
切れ刃
(きれは)
刃部構成要素の一つで,すくい面と逃げ面との交線
の部分(付図1参照)。JIS B 0170参照。
−
cutting edge
20
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
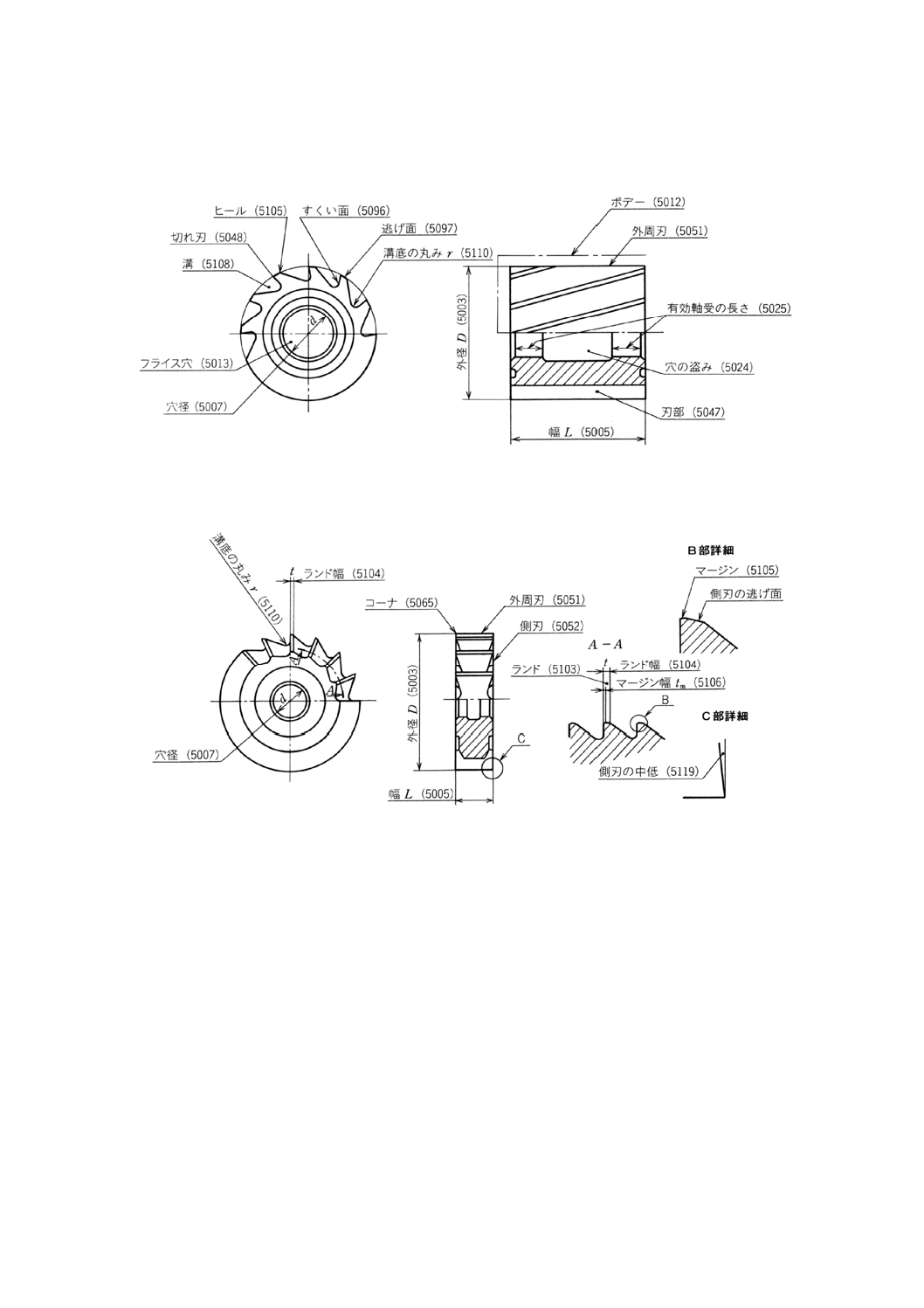
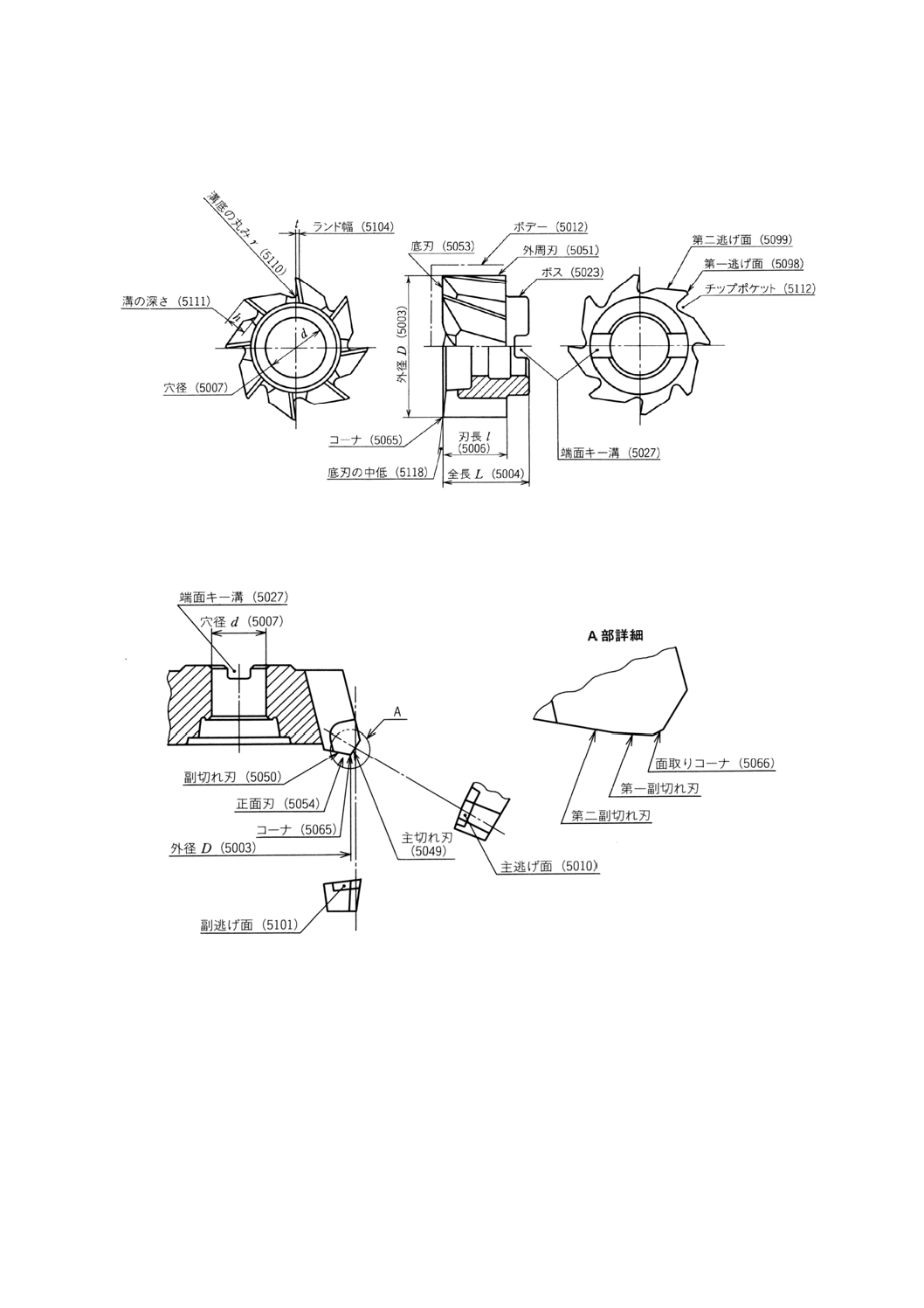
5049
主切れ刃
フライスの切削作用において,切りくず生成に主な役
割を果たす切れ刃。主切れ刃が複数ある場合には,コ
ーナに近い方から順に,第一主切れ刃,第二主切れ刃
などという(付図4参照)。JIS B 0170参照。
−
major cutting edge
5050
副切れ刃
切れ刃のうち主切れ刃を除く部分。副切れ刃が複数
ある場合には,コーナに近い方から順に,第一副切
れ刃,第二副切れ刃などという(付図4参照)。JIS B
0170参照。
−
minor cutting edge
5051
外周刃
外周にある切れ刃(付図1〜3,付図5,付図21参照)。
−
peripheral cutting edge
5052
側刃
(そくは)
ボアタイプフライスの側面にある切れ刃(付図2,付
図5参照)。
−
side cutting edge
5053
底刃
(そこは)
シャンク又はボスと反対の端面にある切れ刃(付図
3,付図21参照)。
−
end cutting edge
5054
正面刃
正面フライスでボスと反対の端面にある切れ刃(付
図4参照)。
−
face cutting edge
5055
等底刃
(とうそこは)
切れ刃の長さがすべて等しい底刃(付図21参照)。
−
even end cutting edge
5056
不等底刃
(ふとうそこは)
切れ刃の長さが異なる底刃。親子刃ともいう。 一番
長い切れ刃を長底刃又は親刃,一番長い切れ刃を除く
切れ刃を短底刃又は子刃ともいう(付図21参照)。
−
uneven end cutting edge
5057
テーパ刃
円すい状の外周刃(付図22参照)。
−
tapered peripheral cutting
edge
5058
ストレート刃
円筒状の外周刃(付図23参照)。
−
parallel peripheral cutting
edge
5059
センタ穴付き刃
シャンクタイプフライスでセンタ穴をもつ底刃(付
図21参照)。
−
non center cut tooth,
end cutting edge with
center hole
5060
センタカット刃
シャンクタイプフライスでカッタの軸心まで切れ刃
がある底刃で,中心刃ともいう(付図21参照)。
−
center cut toot
5061
スクエア刃
角形のコーナをもつ底刃(付図24参照)。
−
square end cutting edge
5062
ボール刃
球状の底刃(付図25参照)。
−
ball end cutting edge,
ball-nosed end cutting
edge
5063
ラジアス刃
丸コーナをもつ底刃(付図26参照)。
−
radius end cutting edge
5064
面取り刃
面取りコーナをもつ底刃(付図27参照)。
−
chamfer end cutting edge
5065
コーナ
主切れ刃と副切れ刃とがつながるかどの比較的小範
囲の切れ刃部分。ノーズともいう(付図2〜4,付図
21参照)。JIS B 0170参照。
−
corner,
nose
5066
面取りコーナ
直線状に面取りしたコーナ(付図4,付図20,付図
27参照)。JIS B 0170参照。
−
chamfered corner
5067
丸コーナ
丸みを付けたコーナ(付図26参照)。JIS B 0170参
照。
−
rounded corner
5068
コーナ半径
丸コーナの丸みの呼び半径。基準面内で測定した値
で表す(付図26参照)。JIS B 0170参照。
R
corner radius
5069
ボール半径
ボール刃の半径(付図25参照)。
R
radius of ball nose
5070
ニック
切りくずを分割するために,切れ刃に設けた溝。チ
ップブレーカともいう(付図28参照)。
−
nick,
chip breaker
5071
ニック幅
ニックの溝の幅(付図28参照)。
−
width of nick
5072
ニック深さ
ニックの溝の深さ(付図28参照)。
−
depth of nick
21
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
5073
ニックのピッチ
隣接するニックの間の距離(付図28参照)。
−
pitch of nick
5074
ニック切れ刃
ニックをもつ切れ刃(付図28参照)。
−
interrupted cutting edge
5075
ラフィング切れ刃
ニック切れ刃と同じ目的で,二番取りによってニッ
クの形状を波形に形成した切れ刃(付図29参照)。
−
roughing formed cutting
edge
5076
刃のねじれ方向
軸線に対して,切れ刃がねじれている方向。
−
hand of helix,
hand of flute helix
5077
直刃
(ちょくは)
軸線に平行な切れ刃(付図31参照)。
−
straight tooth,
straight flute
5078
ねじれ刃
軸線に対して,ねじれた切れ刃(付図32参照)。
−
helical tooth,
helical flute
5079
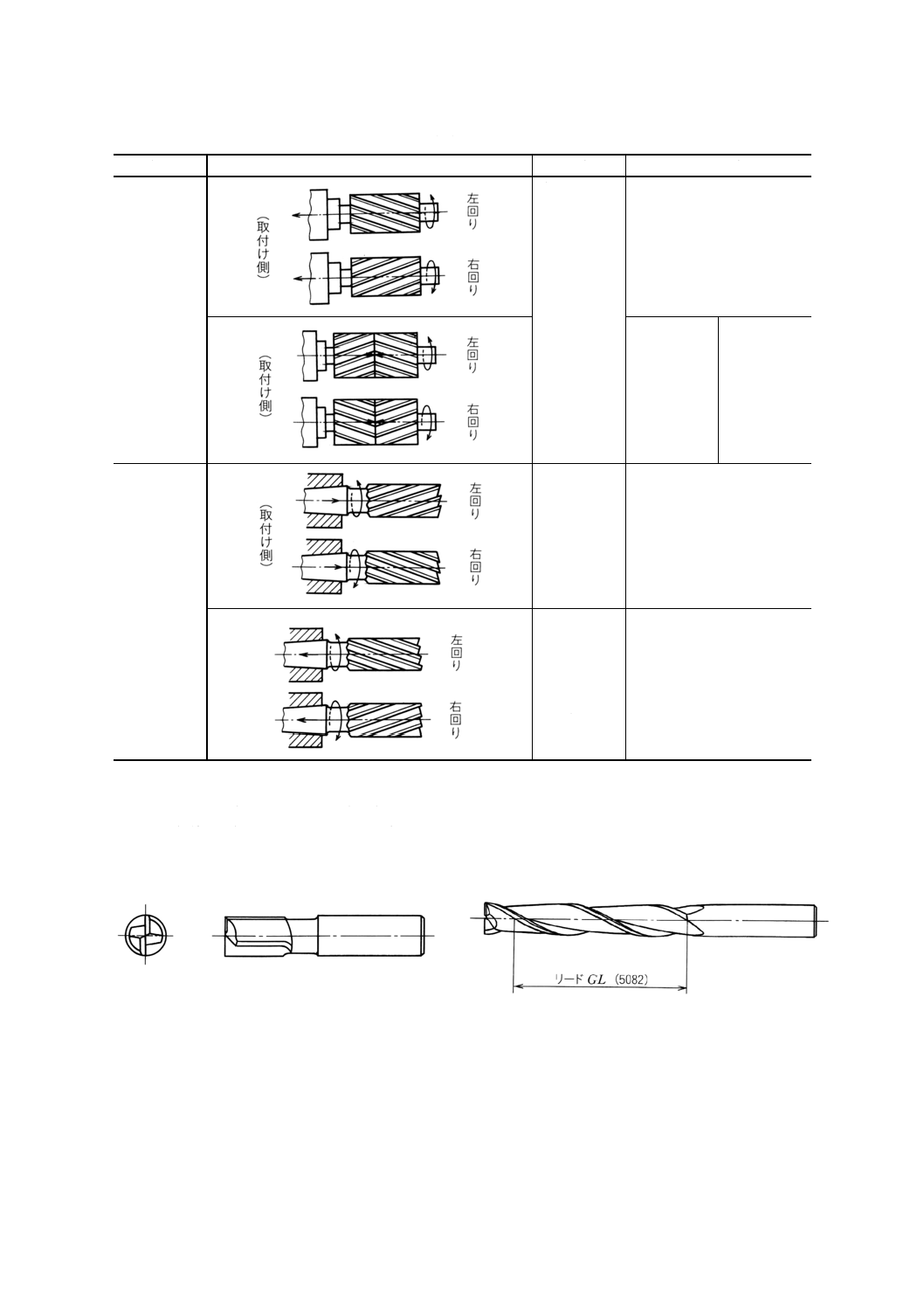
右ねじれ刃
フライスを取付け側から見て,時計回りの方向にね
じれた切れ刃(付図30参照)。
−
right hand helical tooth
5080
左ねじれ刃
フライスを取付け側から見て,反時計回りの方向に
ねじれた切れ刃(付図30参照)。
−
left hand helical tooth
5081
千鳥刃
(ちどりは)
主切れ刃の作用部分又は刃のねじれ方向が,互い違
いになっている切れ刃(付図33参照)。
−
staggered tooth
5082
リード
切れ刃に沿って軸の周りを1周するとき,軸方向に
進む距離(付図32参照)。
GL
lead,
gash lead
5083
刃の右左
(はのみぎひだり)
フライスの取付け側から見た切れ刃の回転方向。
−
hand of cut
5084
右刃
(みぎは)
フライスを取付け側から見て,時計回りの方向に回
転する切れ刃(付図30参照)。
−
right hand cut
5085
左刃
(ひだりは)
フライスを取付け側から見て,反時計回りの方向に
回転する切れ刃(付図30参照)。
−
left hand cut
5086
刃数
(はかず)
刃の数。
Z
number of tooth,
number of flute
5087
刃形
(はがた)
軸線に直角又は平行な断面の刃部の輪郭。
−
tooth shape,
tooth form
5088
普通刃
ごく一般切削用の刃。
−
ordinary tooth
5089
荒刃
(あらは)
普通刃よりも隣接する切れ刃の間隔が広い刃。
−
coarse tooth
5090
チップ
フライスのボデー又はブレードに取り付けて使用す
る刃部材料の小片。その一部が切れ刃を形成する(付
図34,付図37参照)。JIS B 0170参照。
−
tip
5091
スローアウェイチッ
プ
工具寿命に達した場合,再研削して使用することな
く使い捨てにするチップ。JIS B 0170参照。
−
throw-away insert,
indexable insert
5092
さらい刃
主に正面フライスにおいて送りマークを除去して平
滑な仕上げ面を得るための仕上げ面に平行に設けた
第一副切れ刃,又は仕上げ面に平行な副切れ刃とな
る直線ないし緩い弧状の切れ刃をもつスローアウェ
イチップで,ワーパーチップ又はスイーパーチップ
ともいう(付図4参照)。
−
flat cutting edge,
wiper insert
5093
ブレード
ボデーに機械的に保持されて刃部を構成する比較的
長めのチップ又は台金にチップを固着したもの。イ
ンサートブレードともいう(付図35参照)。JIS B
0170参照。
−
blade,
insert blade
5094
セグメント
分割構造の刃部を含むボデーの全体又は部分の分割
要素をいう(付図36参照)。
−
segment,
segmental blade
22
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
5095
基準面
刃部の諸角を定義するために基準とする面。切れ刃
上に任意に選んだ1点を通る面として設定する。工
具系基準方式では,主運動方向に直角,作用系基準
方式では主運動と送り運動とを合成した合成切削運
動の方向に直角な面。前者を工具系基準面といい,
後者を作用系基準面という。JIS B 0170参照。
Pr
reference plane,
working reference plane,
tool reference plane
5096
すくい面
フライスの切削を行う主体となる面。すくい面が複
数の面からなる場合は,切れ刃に近い方から順に,
第一すくい面,第二すくい面などという(付図1,付
図21参照)。JIS B 0170参照。
−
fece,
tooth face
5097
逃げ面
切削仕上面との不必要な接触を避けるために逃がし
た面。この面とすくい面との交線の部分が切れ刃を
形成する(付図1参照)。JIS B 0170参照。
−
flank,
relief
5098
第一逃げ面
逃げ面のうち切れ刃直後の部分(付図3参照)。
−
primary flank,
primary relief
5099
第二逃げ面
逃げ面のうち第一逃げ面直後の部分(付図3参照)。
−
secondary flank,
clearance
5100
主逃げ面
主切れ刃につながる逃げ面。主逃げ面が複数の面か
らなる場合は,主切れ刃に近い方から順に第一主逃
げ面,第二主逃げ面などという(付図4参照)。JIS B
0170参照。
−
major flank
5101
副逃げ面
副切れ刃につながる逃げ面。副逃げ面が複数の面か
らなる場合は,副切れ刃に近い方から順に第一副逃
げ面,第二副逃げ面などという(付図4参照)。JIS B
0170参照。
−
minor flank
5102
逃げ面幅
逃げ面の幅(付図21参照)。
t1
flank width,
relief width
5103
ランド
溝をもつフライスの,切れ刃からヒールまでの堤状
の幅をもった部分(付図2,付図20〜21参照)。JIS B
0170参照。
−
land
5104
ランド幅
ランドの幅(付図2〜3,付図20〜21参照)。
t
land width
5105
マージン
ランド上で,切れ刃に連なり逃げの付いていない部
分。丸ランドともいう(付図2,付図21参照)。JIS B
0170参照。
−
margin,
circular land
5106
マージン幅
マージンの幅(付図2,付図21参照)。
tm
margin width
5107
ヒール
フライスの逃げ面と溝とのつなぎとなる部分(付図
1,付図21参照)。JIS B 0170参照。
−
heel
5108
溝
隣り合った切れ刃とヒールとの間のへこんだ部分
(付図1,付図21参照)。JIS B 0170参照。
−
flute
5109
溝底
(みぞそこ)
溝の最もへこんだ部分。
−
fillet
5110
溝底の丸み
溝底に付けた丸み(付図1〜3,付図21参照)。
r
radius of fillet
5111
溝の深さ
切れ刃から溝底までの深さ(付図3,付図21参照)。
h
tooth depth
5112
チップポケット
切削中の切りくずの生成,収容及び排出を容易にす
るためにフライスに設けたくぼみ(付図3,付図21
参照)。JIS B 0170参照。
−
chip pocket,
chipspace
5113
心厚
シャンクタイプフライスのボデーで,溝底を連ねた
円の直径(付図21参照)。
dc
core diameter
23
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
5114
溝の切上げ
溝を加工するときに,工具の切り上がる位置に相当
する部分(付図21参照)。
−
cutter sweep
5115
ギヤツシュ
底刃又は側刃の溝(付図21参照)。
−
end gash,
side gash
5116
心残し
(しんのこし)
センターカット刃の相対するギャッシュで挟まれた
第一逃げ面の軸心部分(付図21参照)。
−
center web
5117
心残し幅
相対する底刃の第一逃げ面の交線に沿った心残しの
幅。中心厚さともいう(付図21参照)。
−
center web thickness
5118
底刃の中底
(そこはのちゅうて
い)
底刃の半径方向のすかし又は底刃のすかしともいう
(付図3,付図21参照)。
−
concavity
5119
側刃の中底
(そくはのちゅうて
い)
側刃の半径方向のすかし又は側刃のすかしともいう
(付図2参照)。
−
concavity
5120
モジュール
被削歯車の歯の大きさを表す量。
m
module
5121
フライスの番号
インボリュートフライスで,被削歯車の歯数に対応
して歯形を規定した番号。JIS B 4232参照。
−
cutter form number
5122
合成方式
インボリュートフライスの歯形方式で,インボリュ
ート曲線とサイクロイド曲線の二つの曲線を合成し
た歯形。
−
composite system
5123
合成歯形の基準ラッ
ク
合成方式によって得られたインボリュートフライス
の基準ラック歯形。
−
basic rack tooth profile by
composite system
5124
基準ラックの近似歯
形
合成歯形の基準ラック歯形で,サイクロイド曲線を
近似円弧で代用した歯形。
−
approximation to basic
rack tooth profile by
composite system
5125
外周の逃げ
二番取りフライスの外周刃直後の逃げ(付図5参照)。
-
circumferential form relief
5126
側刃の逃げ
二番取りフライスの側刃直後の逃げ(付図5参照)。
−
side form relief
5127
歯形の深さ
歯形全体の歯丈方向の長さ(付図5参照)。
−
depth of gear profile
5128
肩付き形
インボリュートフライスで,モジュール (m) 1以下
のフライス形状で,ボス部が肩のように出ている形
(付図5参照)。
−
shoulder type
5129
カム高さ
二番取りフライスの外周の逃げ面を,隣のすくい面
まで延長し,その交線と外周との距離(付図5参照)。
−
cam rise
24
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図1 フライスの要素(平フライス)
付図2 フライスの要素(側フライス)
25
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図3 フライスの要素(シェルエンドミル)
付図4 フライスの要素(正面フライス)
26
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図5 フライスの要素(インボリュートフライス)
付図6 角度(角度フライス)
付図7 丸み(総形フライス)
付図8 テーパ半角
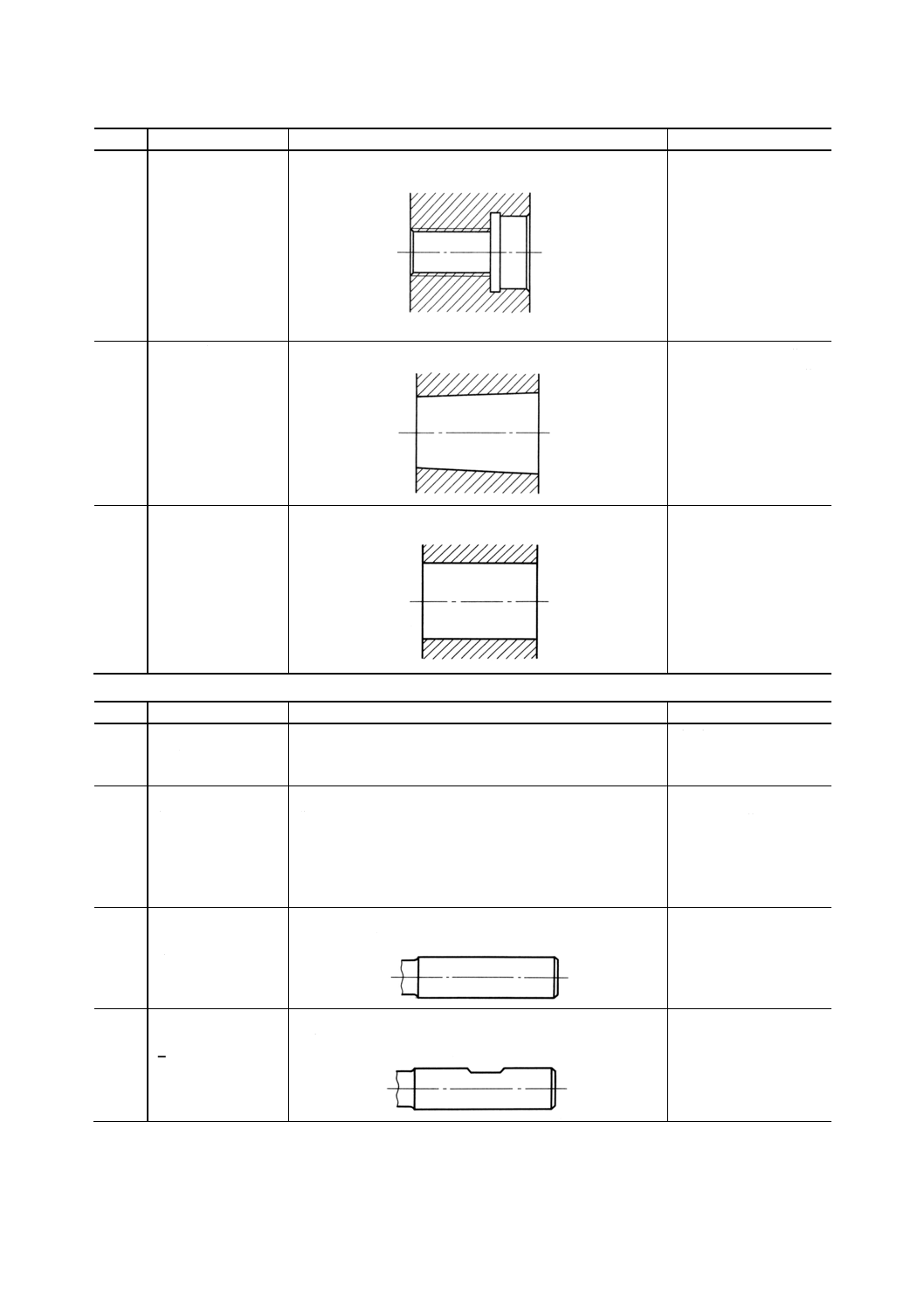
付図9 ストレート穴
付図10 テーパ穴
27
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
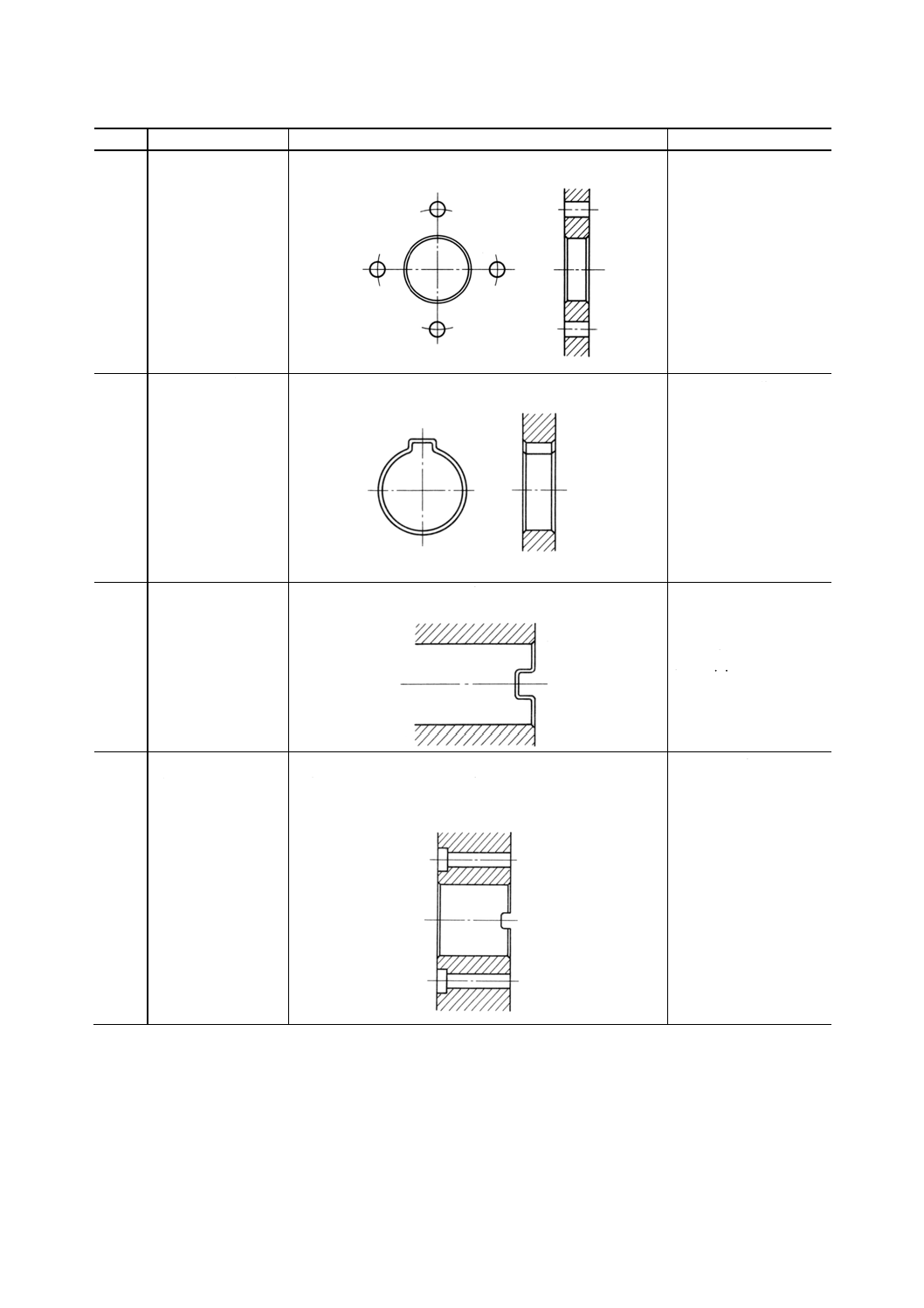
付図11 プレインボア (5016)
付図12 キー溝付き穴 (5017)
付図13 端面キー溝付き穴
(5018)
付図14 ねじ付き穴 (5019)
付図15 ドライブ穴付き穴 (5020) 付図16 じか(直)付け (5021)
付図17 フライス穴
付図18 テーパシャンク (5035)
付図19 ストレートシャンク (5039)
28
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
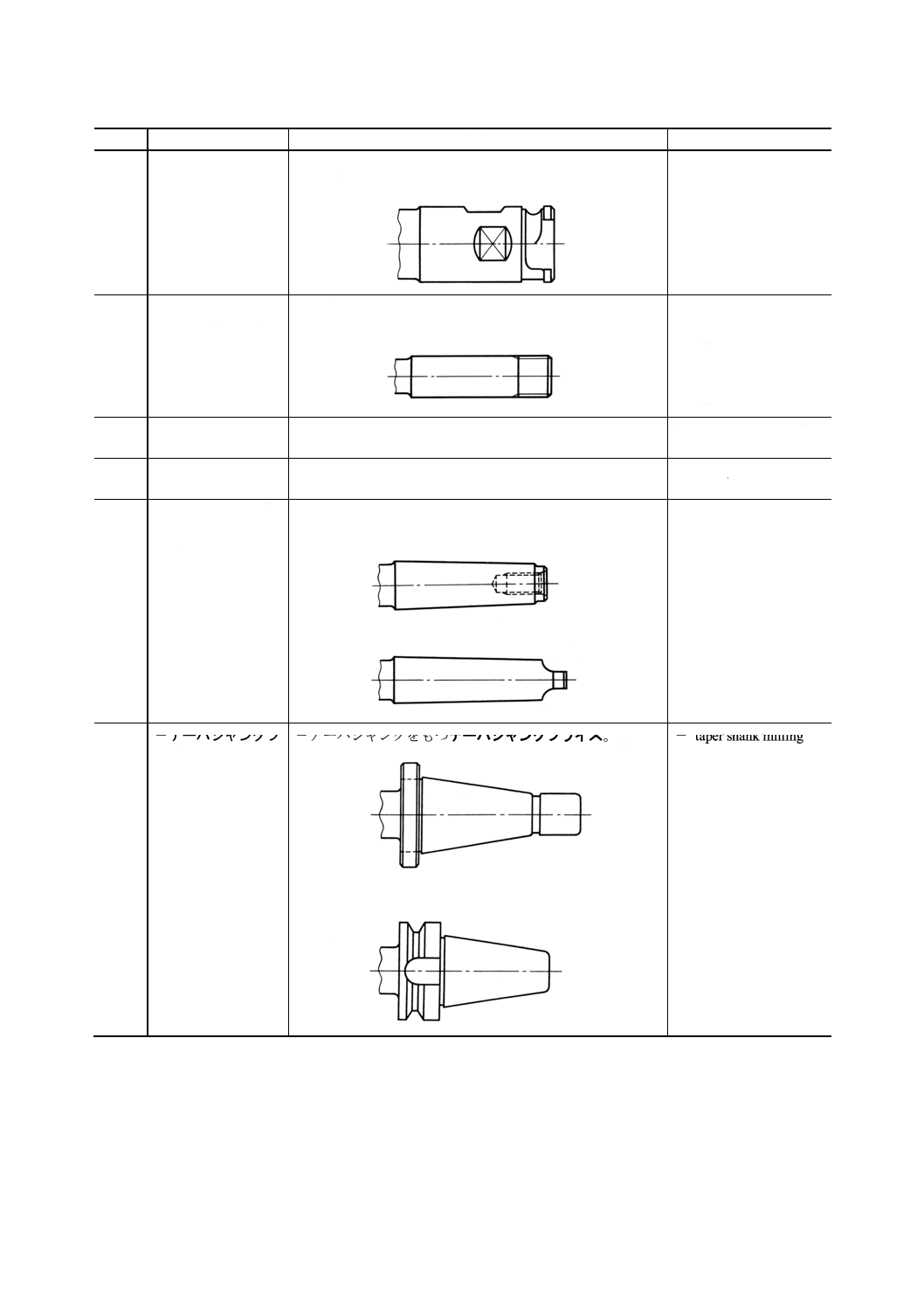
付図20 半月キー溝フライス
29
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図21 フライスの要素(ストレートシャンクエンドミル)
30
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図22 テーパ刃 (5057)
付図23 ストレート刃 (5058)
付図24 スクエア刃 (5061)
付図25 ボール刃 (5062)
付図26 ラジアス刃 (5063)
付図27 面取り刃 (5064)
付図28 ニック切れ刃(中仕上げエンドミル)
付図29 ラフィング切れ刃(荒削りエンドミル)
31
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図30 刃とねじれの右左 (5078,5079,5083,5084)
名称
切削の状態
刃の右左
ねじれの右左
平フライス
右刃・左刃の
区別がない
右ねじれ
左ねじれ
左ねじれ
右ねじれ
右ねじれ
左ねじれ
エンドミル
左刃
左ねじれ
右刃
右ねじれ
左刃
右ねじれ
右刃
左ねじれ
備考1. 右刃とは,フライスの取付け側から見て,時計回りの方向に回転する切刃をいい,左刃とは,フライ
スの取付け側から見て反時計回りの方向に回転する切刃をいう。
2. ねじれの右左は,ねじの場合の右ねじ,左ねじと同様とする。
3. 軸線上の矢印は,スラストの働く方向を示す
付図31 直刃 (5077)
付図32 ねじれ刃 (5078)
32
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図33 千鳥刃(側フライス)
付図34 ろう付けフライス
付図35 植刃フライス
付図36 組立てフライス
付図37 ろう付けエンドミル
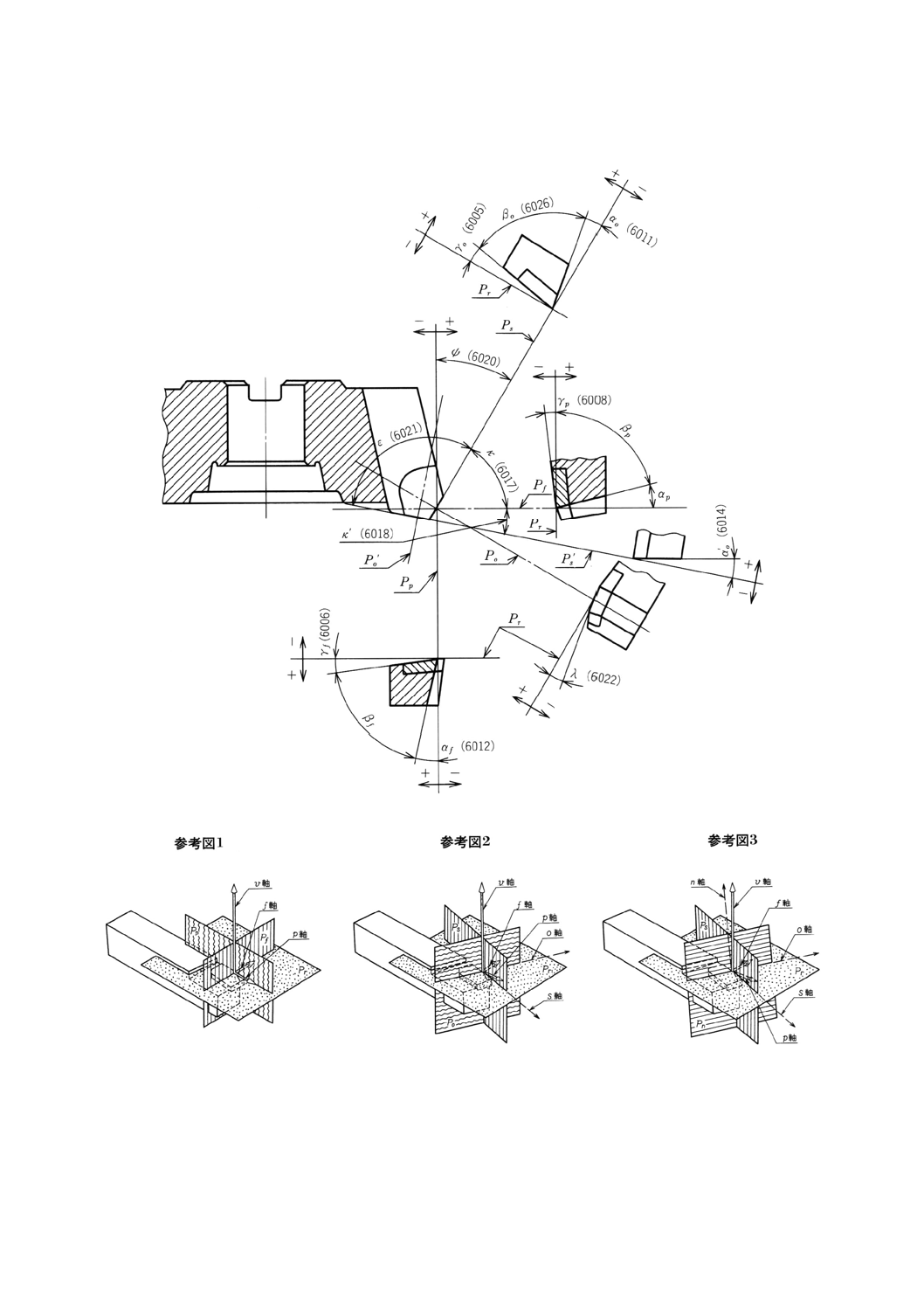
(3) フライスの角
番号
用語
定義
参考
量記号
対応英語
6001
工具系角
フライスの製作,測定,取付けなどの便宜上,工具
系基準方式によって定義する刃部の角の総称。工具
系基準面を基準とする。副切れ刃にある角を特に区
別する必要があるときは,角を表す記号にダッシュ
を付ける。JIS B 0170参照。
−
tool angles
6002
作用系角
切削作用を考察する便宜上,作用系基準方式によっ
て定義する刃部の角の総称。作用系基準面を基準と
する。作用系角であることを明らかにするために,
用語の前に“作用系”を付け,記号には添字eを付
けて工具系角と区別する。JIS B 0170参照。
−
working angles
33
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
6003
すくい角
基準面 (Pr) に対するすくい面の傾きを表す角。JIS
B 0170参照。
γ
rake,
rake angle
6004
直角すくい角
基準面 (Pr) に対するすくい面の傾きを表す角で,n
−o面 (Pn) が基準面 (Pr) 及びすくい面と交わって
得られるそれぞれの交線が挟む角(付図38参照)。
JIS B 0170参照。
γn
normal rake angle
6005
垂直すくい角
基準面 (Pr) に対するすくい面の傾きを表す角で,o
−v面 (Po) が基準面 (Pr) 及びすくい面と交わって
得られるそれぞれの交線が挟む角(付図42〜43参
照)。JIS B 0170参照。
γo
orthogonal rake angle
6006
ラジアルレーキ
基準面 (Pr) に対するすくい面の傾きを表す角で,−
v面 (Pf) が基準面 (Pr) 及びすくい面と交わって得
られるそれぞれの交線が挟む角(付図43参照)。
γf
radial rake angle
6007
外周すくい角
外周刃のラジアルレーキ(付図40〜42参照)。
γf
radial rake angle,
peripheral rake angle
6008
アキシャルレーキ
基準面 (Pr) に対するすくい面の傾きを表す角で,−v
面 (Pp) が基準面 (Pr) 及びすくい面と交わって得ら
れるそれぞれの交線が挟む角(付図42〜43参照)。
γp
axial rake angle
6009
逃げ角
切削仕上面に対する逃げ面の傾きを表す角。逃げ角
には,第一逃げ角α1,と第二逃げ角α2がある。JIS B
0170参照。
α
α1
α2
clearance,
clearance angle,
relief angle,
relief
6010
直角逃げ角
s−v面 (Ps) に対する逃げ面の傾きを表す角で,n−o
面 (pn) がs−v面 (Ps) 及び逃げ面と交わって得られ
るそれぞれの交線が挟む角(付図38参照)。JIS B
0170参照。
αn
normal clearance angle
6011
垂直逃げ角
s−v面 (Ps) に対する逃げ面の傾きを表す角で,o−v
面 (Po) がs−v面 (Ps) 及び逃げ面と交わって得られ
るそれぞれの交線が挟む角(付図42〜43参照)。JIS
B 0170参照。
αo
orthogonal clearance
angle
6012
サイド逃げ角
s−v面 (Ps) に対する逃げ面の傾きを表す角で,f−o
面 (Pf) がs−v面 (Ps) 及び逃げ面と交わって得られ
るそれぞれの交線が挟む角(付図43参照)。JIS B
0170参照。
αf
side clearance angle
6013
外周逃げ角
外周刃のサイド逃げ角(付図39〜40, 付図42参照)。
αf
radial relief angle
6014
副切れ刃逃げ角
s'−v面 (Ps') に対する逃げ面の傾きを表す角で,
(Po') 面が (Ps') 面及び逃げ面と交わって得られるそ
れぞれの交線が挟む角(付図43参照)。
αo'
minor cutting edge
clearance angle
6015
底刃逃げ角
フライスの軸直角断面と底刃の逃げ面との軸方向の
逃げ角(付図42参照)。
αp'
end relief angle,
axial relief angle
6016
側刃逃げ角
フライスの軸直角断面と側刃の逃げ面との軸方向の
逃げ角(付図39参照)。
αp'
side relief angle,
axial relief angle
6017
切込み角
基準面 (Pr) 上で測ったs−v面 (Ps) とf−v面 (Pr)
とがなす角(付図40,付図43参照)。JIS B 0170参
照
κ
cutting edge angle
6018
副切込み角
基準面 (Pr) 上で測ったs'−v面 (Ps') とf−v面 (Pf)
とがなす角(付図43参照)。前切れ刃角ともいう。
JIS B 0170参照。
κ'
minor cutting edge angle,
end cutting edge angle
34
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
6019
すかし角
底刃又は側刃の副切込み角(付図39〜40,付図42
参照)。
κ'
end cutting edge
concavity angle,
concavity
6020
アプローチ角
基準面 (Pr) 上で測ったs−v面 (Ps) とp−v面 (Pp)
とがなす角で,切込み角の余角(付図43参照)。コ
ーナ角ともいう。
ψ
approach angle
6021
刃先角
基準面 (Pr) 上で測った隣り合う直線切れ刃が形成
する角。すなわち,s−v面 (Ps) とs'−v面 (Ps') と
がなす実体側の角(付図40,付図43参照)。JIS B 0170
参照。
ε
included angle
6022
切れ刃傾き角
s−v面 (Ps) への切れ刃の投影と基準面 (Pr) とがな
す角(付図43参照)。JIS B 0170参照。
λ
cutting edge inclination
6023
ねじれ角
ねじれ刃の切れ刃傾き角(付図38,付図40〜42参
照)。アプローチ角(ψ)が0°又はストレート刃エ
ンドミルの場合,ねじれ角(λ)はアキシャルレーキ
(γp)と同じになる。ただし,基準面 (Pp) への切れ
刃の投影と基準面 (Pr) とのなす角をいう場合もあ
る。
備考 ねじれ角が刃長全域にわたって等しいね
じれ角とねじれ角が切れ刃の位置によっ
て異なる不等ねじれ角とがある。
λ
helix angle
6024
刃物角
すくい面と逃げ面とがなす角。
β
wedge angle
6025
直角刃物角
すくい面と逃げ面とがなす角で,n−o面 (Pn) がす
くい面及び逃げ面と交わって得られるそれぞれの交
線が挟む角(付図38参照)。JIS B 0170参照。
βn
normal wedge angle
6026
垂直刃物角
すくい面と曲げ面とがなす角で,o−v面 (Po) がす
くい面及び逃げ面と交わって得られるそれぞれの交
線が挟む角(付図43参照)。JIS B 0170参照。
βo
orthogonal wedge angle
6027
溝角
溝の角度。
δ
flute angle
6028
直角溝角
n−o面 (Pn) が溝と交わって得られる溝角(付図38
参照)。
δn
normal flute angle
6029
垂直溝角
o−v面 (Po) が溝と交わって得られる溝角。
δo
orthogonal flute angle
6030
横溝角
f−v面 (Pf) が溝と交わって得られる溝角(付図39
〜40参照)。
δf
side flute angle
6031
溝分割角
軸直角断面上で,切れ刃を割り出した角(付図38参
照)。
備考 分割角が等しい等分割フライスと分割角
の異なる不等分割フライスがある。
ω
flute spacing angle
6032
底刃ギャッシュ角
底刃のギャッシュの角度(付図40,付図42参照)。
ρ
end gash angle
6033
側刃ギャッシュ角
側刃のギャッシュの角度(付図39参照)。
ρ
side gash angle
備考 f−v面 (Pf) , p−v面 (Pp) , s−v面 (Ps) , o−v面 (Po) , n−o面 (Pn) については,参考図1〜3参照。
35
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
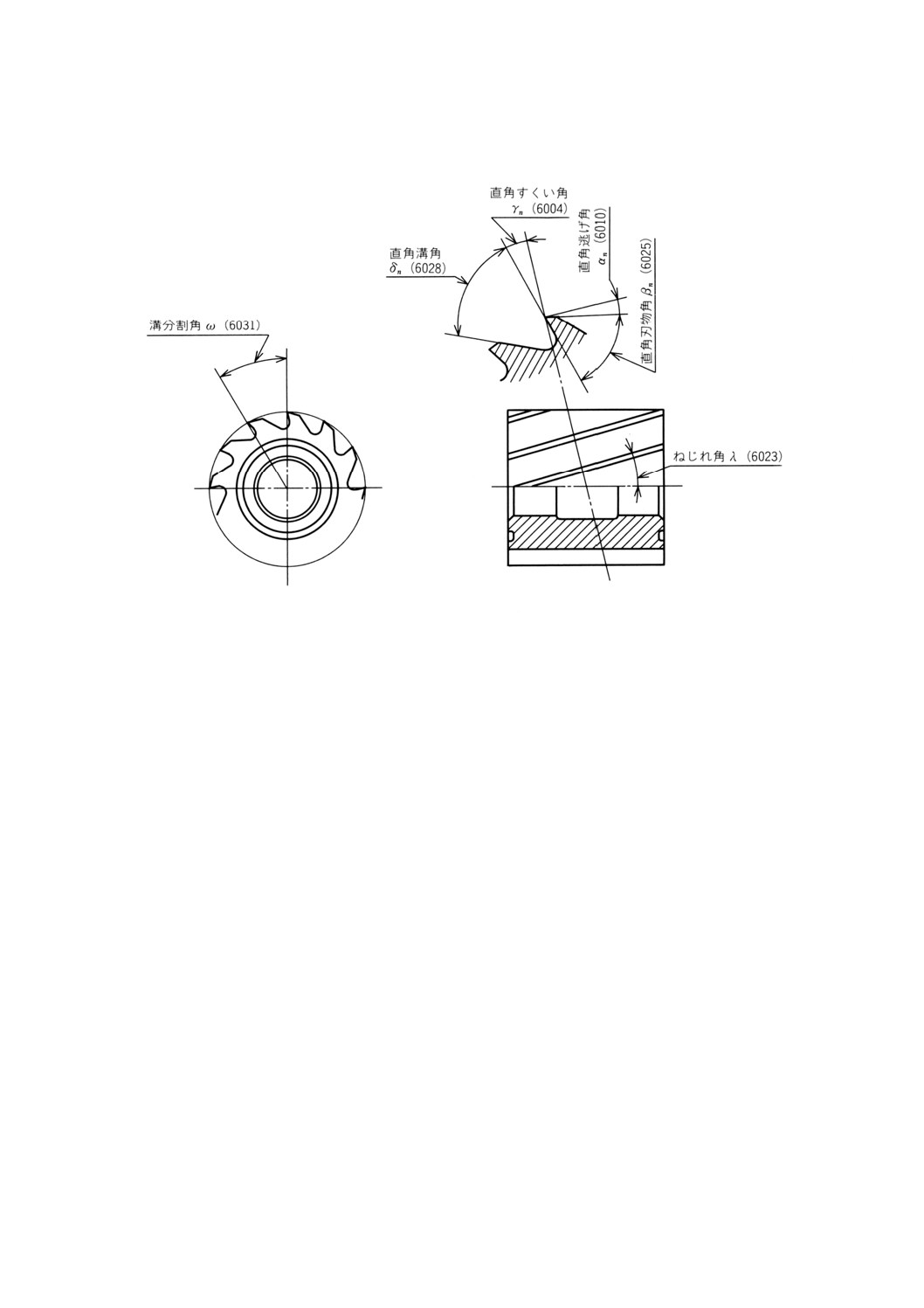
付図38 フライスの角(平フライス)
36
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
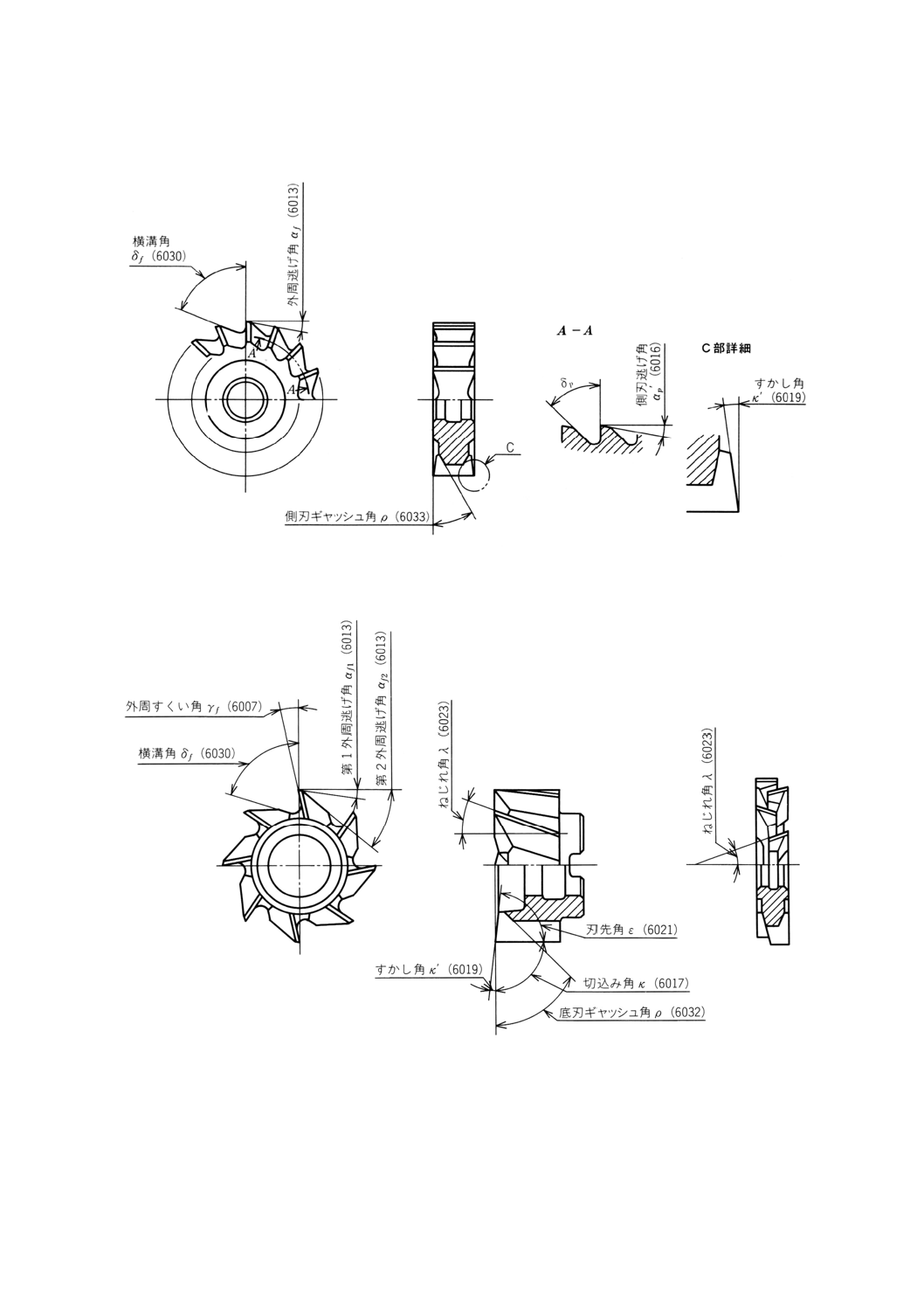
付図39 フライスの角(側フライス)
付図40 フライスの角(シェルエンドミル)
付図41 フライスの角(千鳥刃側フライス)
37
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
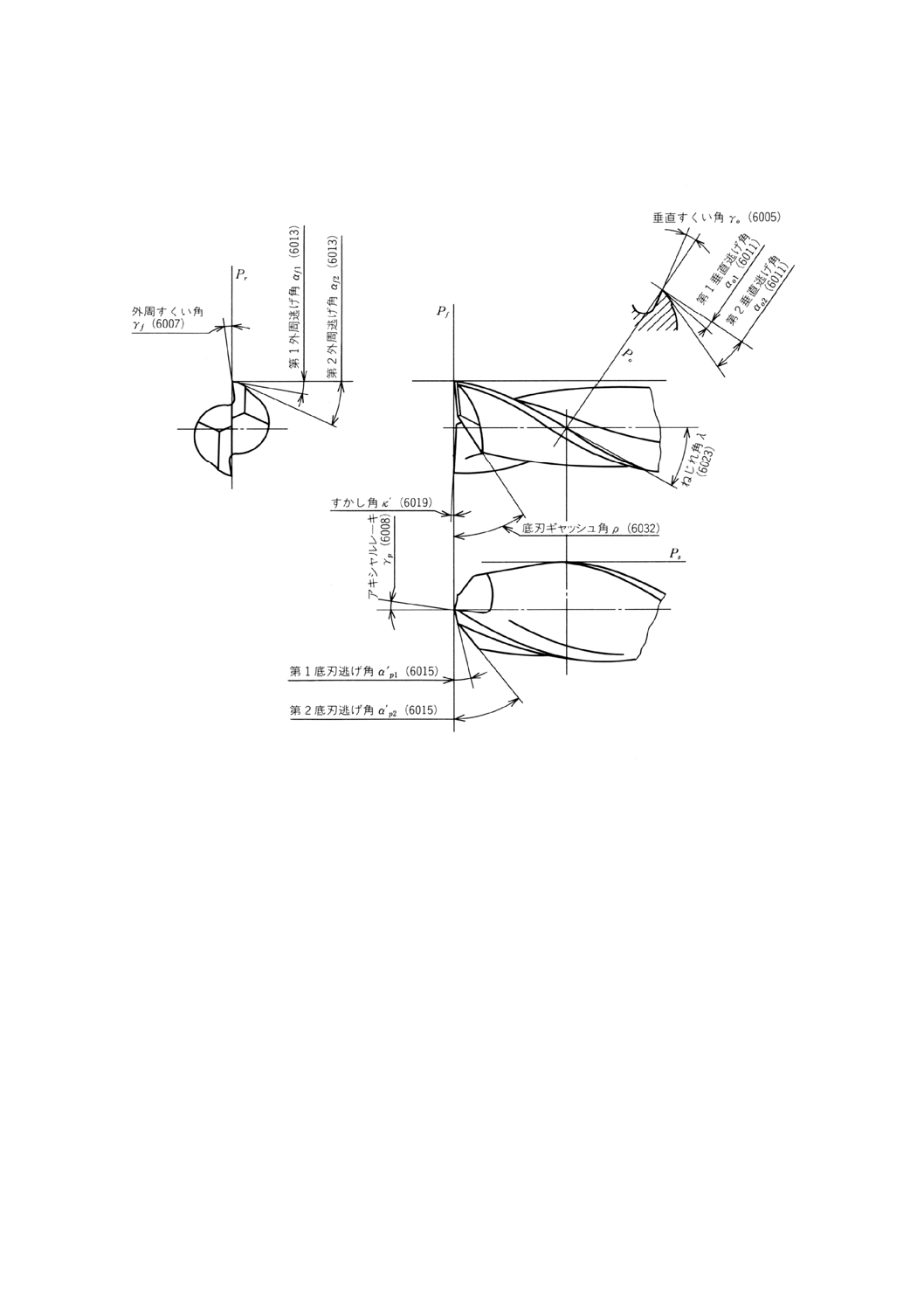
付図42 フライスの角(エンドミル)
38
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図43 フライスの角(正面7ライス)
39
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(4) フライスの精度
番号
用語
定義
参考
量記号
対応英語
7001
外周刃の振れ
フライス穴又はシャンクを基準にしてフライスを回
転したときの外周刃の半径方向の最大値と最小値と
の差。
tr
radial runout of peripheral
cutting edge
7002
側刃の振れ
フライス穴又はシャンクを基準にしてフライスを回
転したときの側刃の軸方向の最大値と最小値との差。
ta
axial runout of side cutting
edge
7003
底刃の振れ
フライス穴又はシャンクを基準にしてフライスを回
転したときの底刃の軸方向の最大値と最小値との差。
ta
axial runout of end cutting
edge
7004
正面刃の振れ
フライス穴又はシャンクを基準にしてフライスを回転
したときの正面刃の軸方向の最大値と最小値との差。
ta
axial runout of face cutting
edge
7005
側面の振れ
フライス穴又はシャンクを基準にしてフライスを回
転したときの側面の軸方向の最大値と最小値との差。
ta
axial runout of side face
7006
フォーム誤差
実際刃形と基準刃形との差。
−
form error
7007
外径精度
外径の寸法測定位置における最大寸法と最小寸法と
の差。
td
diametral accuracy
7008
アール精度
実際のアールの大きさと基準のアールとの差。ボー
ルエンドミルの場合,ボール精度ともいう。
−
accuracy of ball nose,
accuracy of radius corner
7009
テーパ精度
テーパ刃エンドミルの基準のテーパ半角又は勾配に
対する差。
tt
taper accuracy
(5) フライスの刃部の損傷
番号
用語
定義
参考
量記号
対応英語
8001
摩耗
切削中に刃部に生じた漸進的な損失。
−
wear
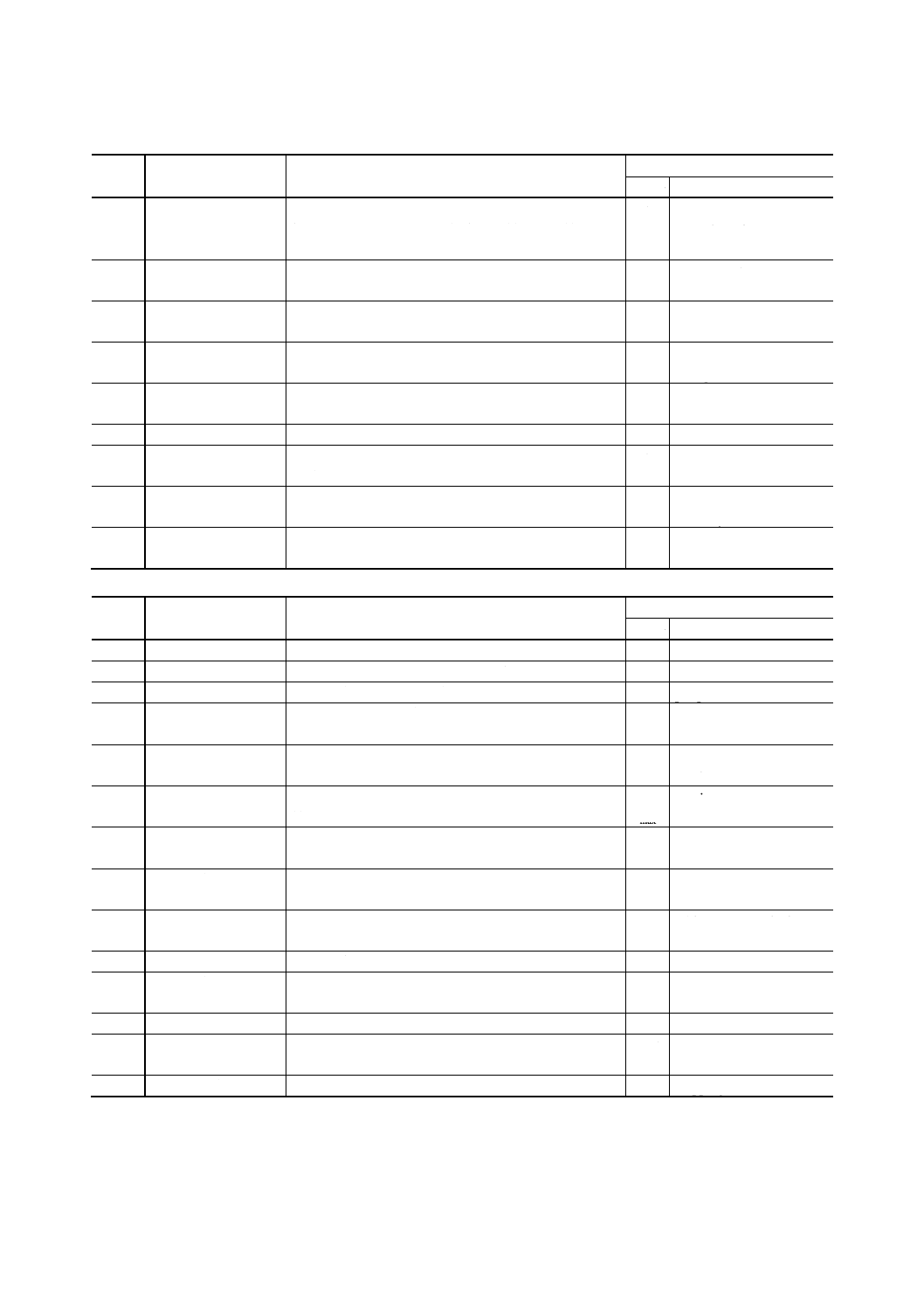
8002
逃げ面摩耗
逃げ面に生じる摩耗。JIS B 0170参照。
VB
flank wear
8003
外周逃げ面摩耗
外周逃げ面に生じる逃げ面摩耗。
−
peripheral flank wear
8004
コーナ(逃げ面)摩
耗
コーナに生じる逃げ面摩耗。ノーズ摩耗ともいう。
VBc corner wear
8005
境界(逃げ面)摩耗 逃げ面の切削部と非切削部との境界に生じる細長い
溝状の摩耗。
−
localized flank wear,
notch wear
8006
最大逃げ面摩耗幅
コーナ部及び境界部の摩耗を除く逃げ面摩耗の幅の
最大値。
VBB
max
maximum width of flank
wear
8007
外周逃げ面摩耗の長
さ
外周逃げ面摩耗の切れ刃に沿う長さ。
−
length of peripheral flank
wear
8008
外周逃げ面摩耗幅
外周逃げ面摩耗の初期切れ刃よりの切削方向の幅。
VB
width of peripheral flank
wear
8009
コーナ逃げ面摩耗幅 コーナ逃げ面摩耗の初期切れ刃よりの切削方向の
幅。
VBc width of corner flank wear
8010
境界逃げ面摩耗幅
境界逃げ面摩耗の初期切れ刃よりの切削方向の幅。
VBN width of notch flank wear
8011
均一逃げ面摩耗幅
コーナ部と境界部の摩耗を除く均一な逃げ面摩耗幅
の値。
VBB width of uniform flank
wear
8012
すくい面摩耗
すくい面に生じる摩耗。JIS B 0170参照。
−
face wear
8013
クレータ摩耗
すくい面摩耗のうち,くぼみが生じる摩耗。JIS B
0170参照。
KT
crater (wear)
8014
チッピング
刃部に生じた微小な欠け。JIS B 0170参照。
−
chipping
40
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
8015
はく離
刃部に生じたりん(鱗)片状の損失。
−
flaking
41
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
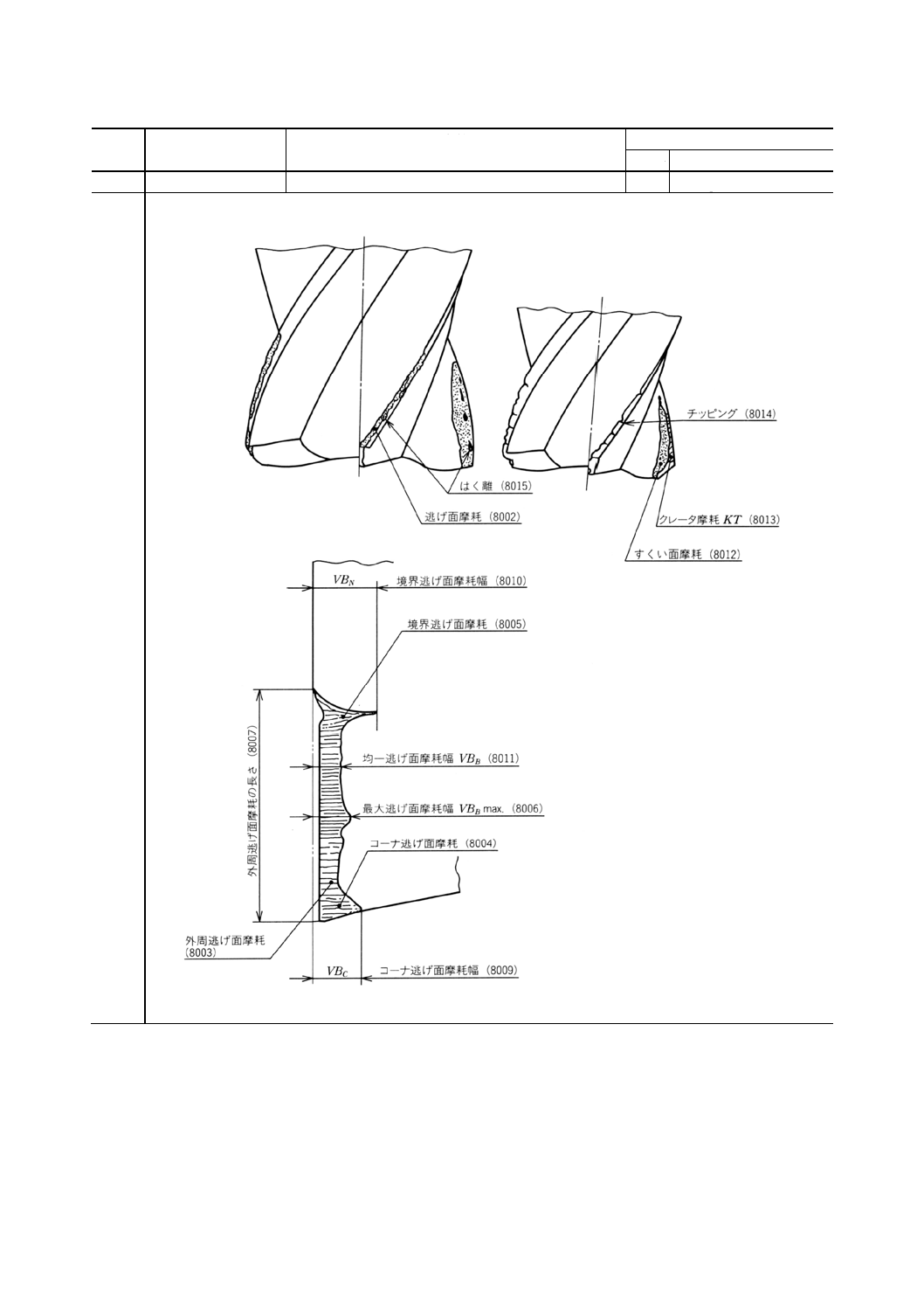
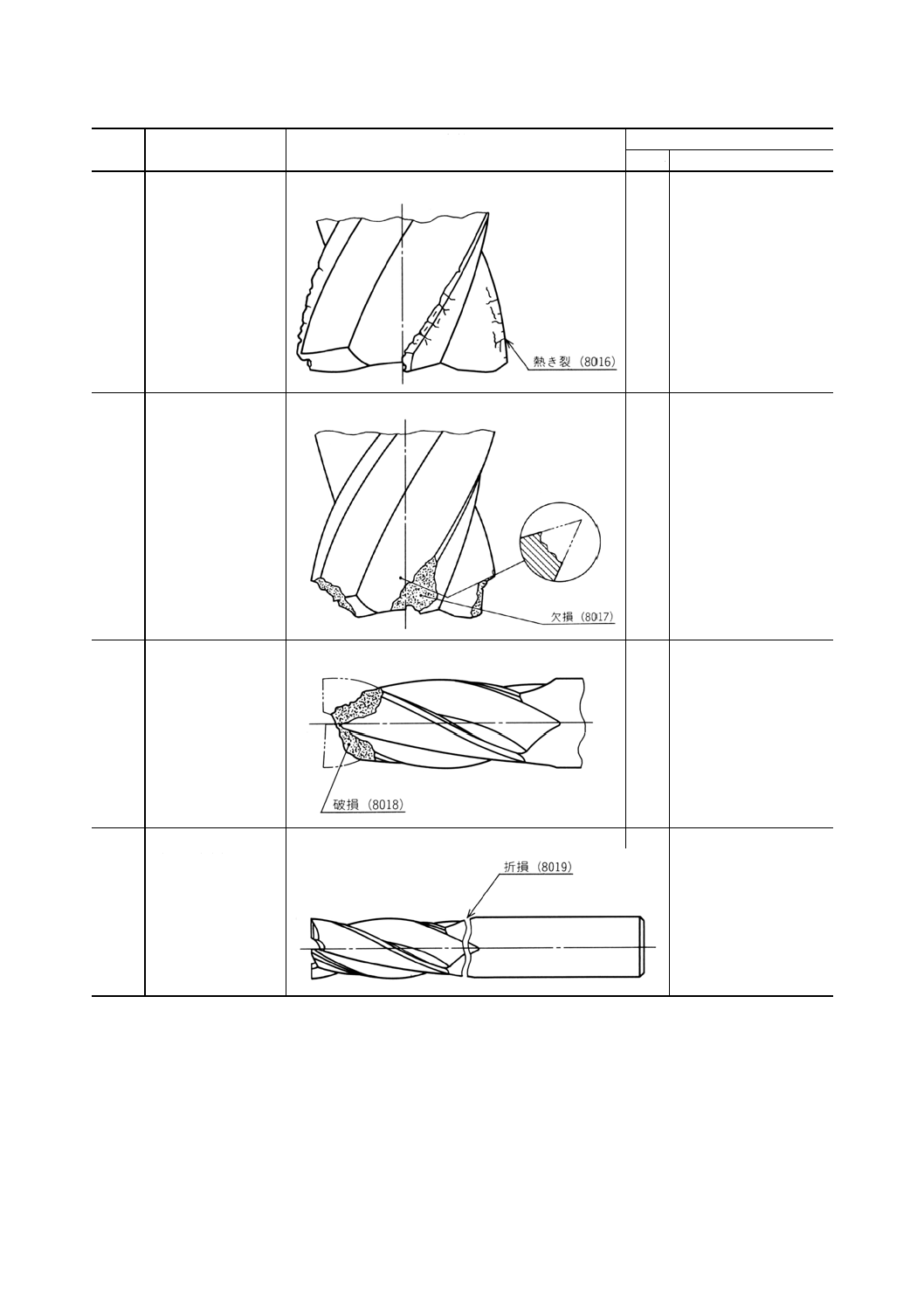
8016
熱き裂
刃部に生じた熱的なき裂。
−
thermal crack
8017
欠損
(けっそん)
刃部に生じた大きな欠け。
−
fracture
8018
破損
刃部又はチップの全体又は大きな範囲に及ぶ破壊。
−
breakage,
fracture
8019
折損
(せっそん)
ボデー又はシャンクに生じた折れ。
−
breakage
42
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(6) フライスの一般
番号
用語
定義
参考
量記号
単位
対応英語
9001
切削速度
フライスの外周におけるフライスと工作物
との相対的な主運動方向の速度。フライスの
切削速度は,次の式で計算する。JIS B 0170
参照。
000
1
DN
Vπ
=
ここに,V:切削速度 (m/min)
D:フライスの外径 (mm)
N:フライスの回転速度
(min−1, r/min)
Vc
V
m/s
m/min
cutting speed
9002
送り速度
フライスの単位時間当たりの送り運動方向
の移動量。フライスの送り速度は,次の式で
計算する。JIS B 0170参照。
F=fzZN
ここに,F:送り速度 (mm/min)
fz:1刃当たりの送り量
(mm/t)
Z:フライスの刃数
N:フライスの回転速度
(min−1, r/min)
Vf
F
mm/min feed speed
9003
送り量
送り運動方向へのフライスの単位移動量。フ
ライス又は工作物の1回転当たりで表す。多
刃エンドミルでは,1刃1回転当たりの移動
量を1刃当たりの送り (fz mm/t) という。JIS
B 0170参照。
f
mm
feed per revolution
9004
1回転当たりの送り
量
フライスの1回転当たりの送り量。フライス
の1回転当たりの送り量は,次の式で計算す
る。
N
F
fr=
ここに,fr:フライスの1回転当たり
の送り量 (mm)
F:フライスの送り速度
(mm/min)
N:フライスの回転速度
(min-1, r/min)
fr
mm
feed per revolution
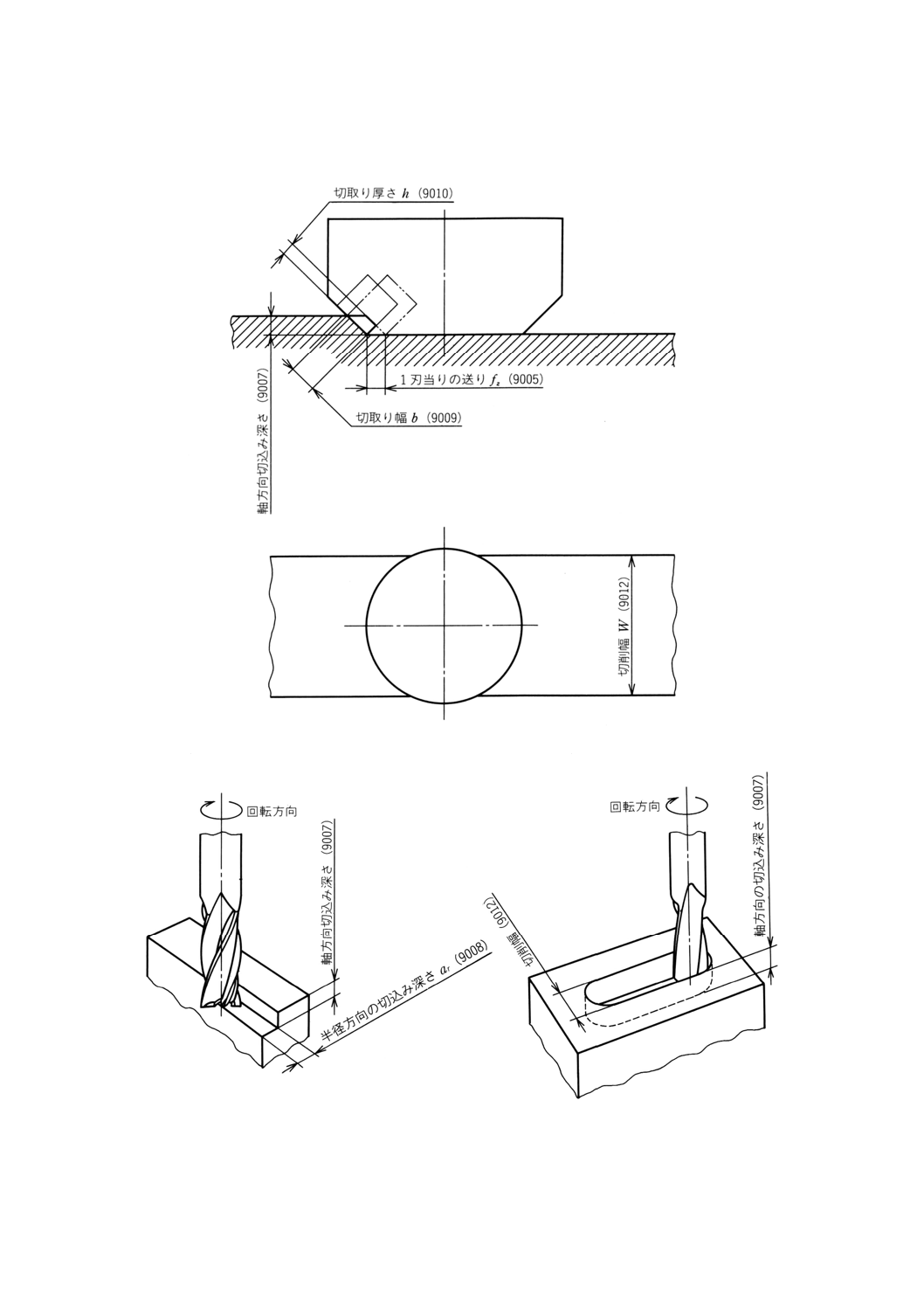
9005
1刃当たりの送り量
フライスの1刃1回転当たりの送り量。フラ
イスの1刃当たりの送り量は,次の式で計算
する(付図44参照)。
ZN
F
fz=
ここに,fz:フライスの1刃当たりの
送り量 (mm/t)
F:送り速度 (mm/min)
Z:フライスの刃数
N:フライスの回転速度
(min-1, r/min)
fz
mm/t feed per tooth
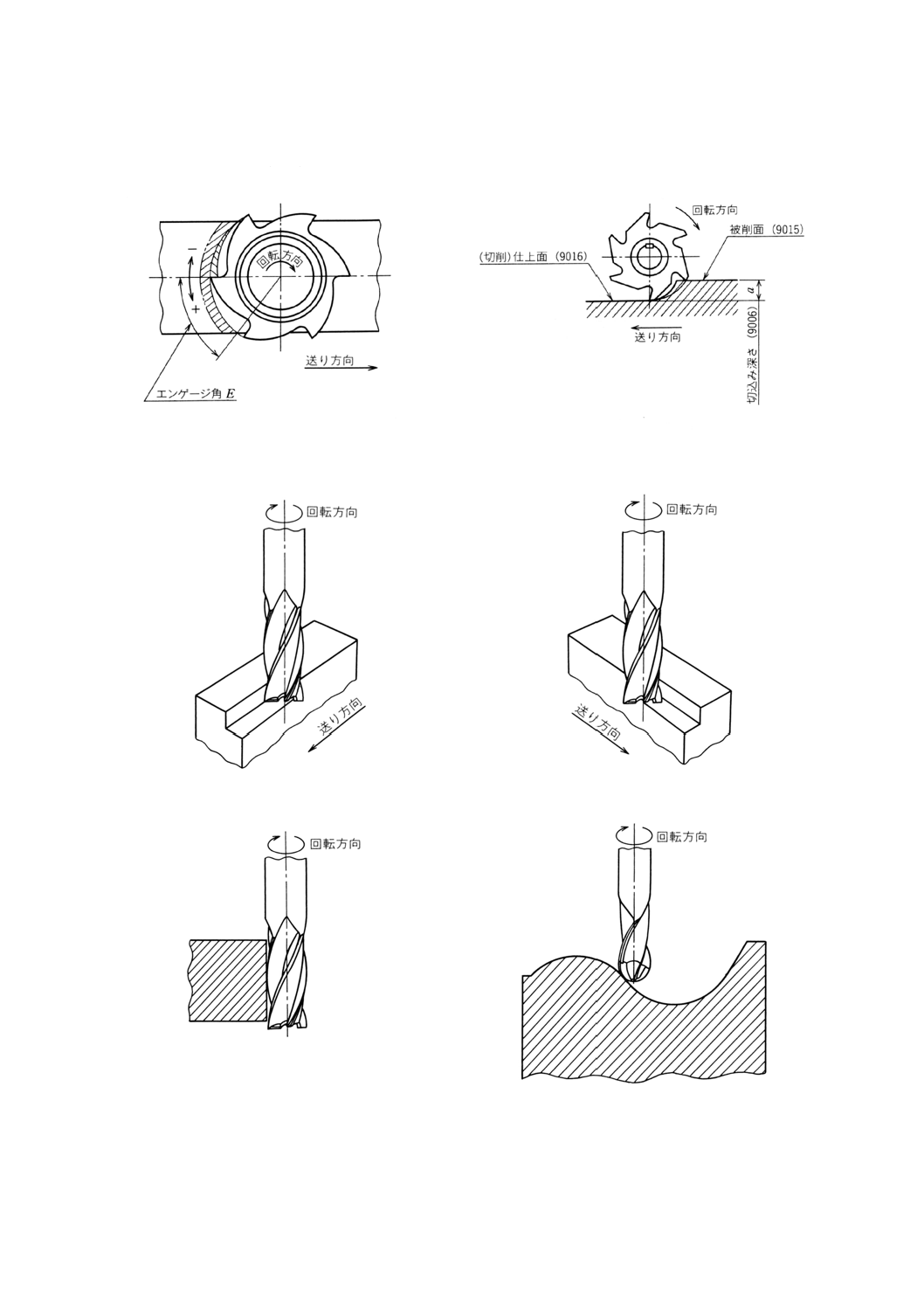
9006
切込み深さ
被削面と(切削)仕上げ面との距離に対応す
るフライスの切込み量(付図44〜46,付図
48参照)。JIS B 0170参照。
a
mm
depth of cut
43
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
単位
対応英語
9007
軸方向の切込み深さ フライスの軸方向の切込み深さ(付図44〜
46参照)。
aa
mm
axial depth of cut
9008
半径方向の切込み深
さ
フライスの半径方向の切込み深さ(付図45
参照)
ar
mm
radial depth of cut
9009
切取り幅
基準面 (Pr) への主切れ刃の投影に沿って測
った,削られる部分の幅。直線切れ刃の場合
は,
κ
sin
a
b=
ここに,b:切取り幅
a:切込み深さ
κ:切り込み角(付図44参照)
b
mm
nominal width of cut
9010
切取り厚さ
基準面 (Pr) への主切れ刃の投影に垂直に測
った,削られる部分の厚さ(付図44参照)。
h
mm
nominal thickness of cut,
undeformed chip thickness
9011
取り代
(1) フライスで削り取る総量。被削面から仕
上げ面までの総切込み深さ。
(2) フライスの個々の切込み深さ。
−
mm
removal stock,
removal amount,
stock allowance
9012
切削幅
工作物の削られる部分の幅(付図44,付図
46参照)。
ar
W
mm
width of cut
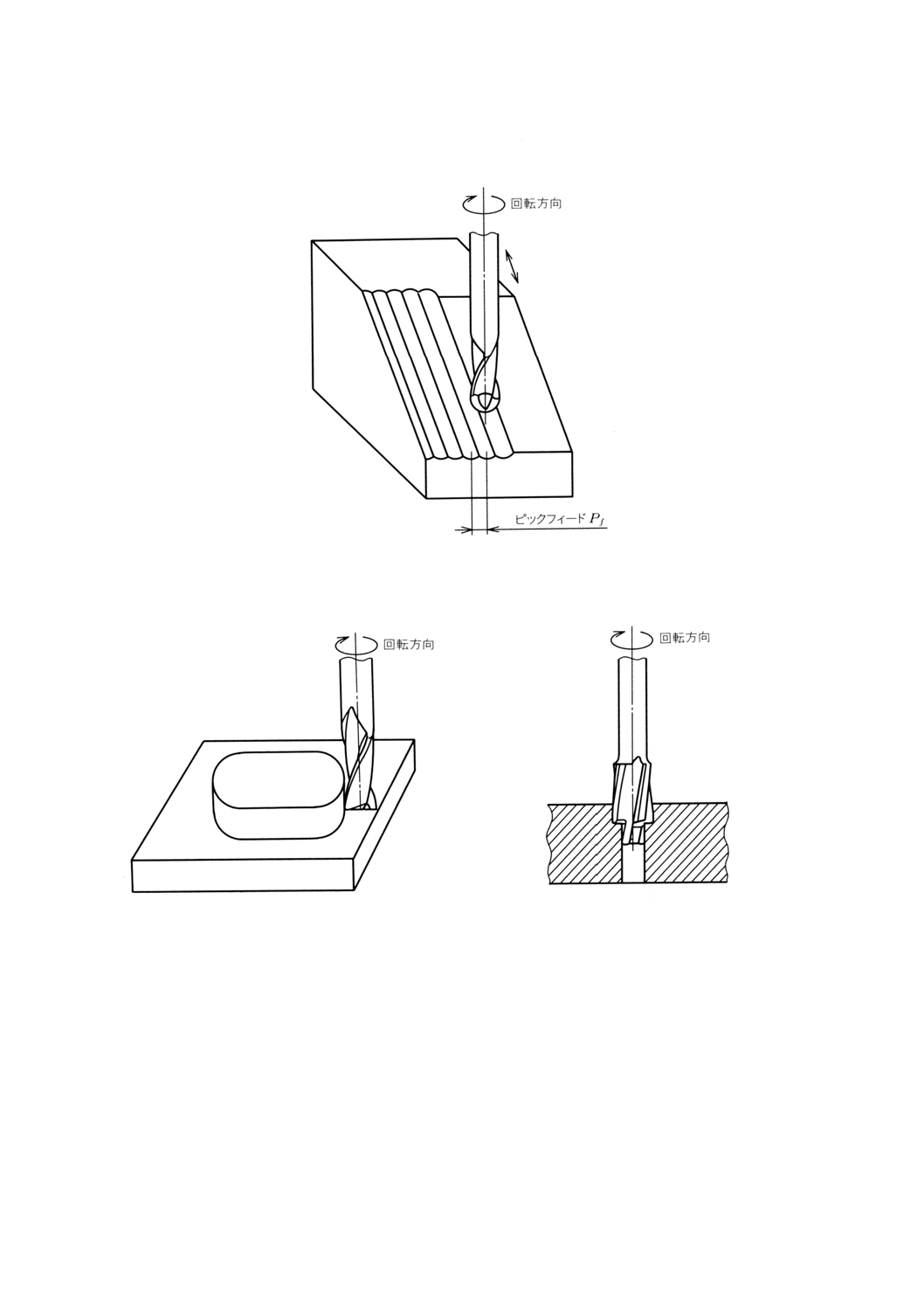
9013
ピックフィード
倣い削り,輪郭削りなどで切削送り運動に直
角な間欠的な切り込み運動(付図53参照)。
Pf
mm
pick feed
9014
エンゲージ角
正面削りにおいて,フライスの中心と切れ刃
の食い付き点を結んだ線と送り方向とのな
す角(付図47参照)。
E
−
engage angle
9015
被削面
フライス加工を施す前の工作物の表面(付図
48参照)。
−
−
work surface
9016
(切削)仕上げ面
切削加工によって加工されて生成した工作
物の表面(付図48参照)。
−
−
machined surface
9017
上向き削り
フライスの回転方向と工作物の送り方向と
が反対のフライス削り(付図49参照)。
−
−
up cut milling,
conventional milling
9018
下向き削り
フライスの回転方向と工作物の送り方向と
が同じのフライス削り(付図50参照)。
−
−
down cut milling,
climb milling
9019
外周削り
フライスの回転軸に平行又は傾斜面のフラ
イス削り。エンドミルの場合,側面削りとも
いう(付図51参照)。
−
−
peripheral milling
9020
正面削り
フライスの回転軸に直角な面のフライス削
り(付図44参照)。
−
−
face milling,
end milling
9021
端面削り
フライスの回転軸に平行及び直角な面のフ
ライス削り。正面フライス又はエンドミルの
場合,肩削り又は角削りともいう(付図45
参照)。
−
−
peripheral and end milling,
shoulder milling
9022
溝削り
工作物に溝を加工するフライス削り。キー溝
の加工をキー溝削りという(付図46参照)。
−
−
slot milling,
key-slot milling
9023
倣い削り
形板,模型などに倣って製品の形状を加工す
るフライス削り(付図52参照)。
−
−
copy milling,
template milling
9024
輪郭削り
工作物の輪郭を所定の形状に加工するフライ
ス削り。曲面削りともいう(付図54参照)。
−
−
profi1e milling,
contour milling
9025
座ぐり
沈め穴を加工するフライス削り(付図55参
照)。
−
−
counter boring,
counter sinking
44
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
単位
対応英語
9026
切りくず詰まり
切削中に切りくずが排出されずに溝に詰ま
る溝に詰まる状態。
−
−
clogging,
choking
9027
構成刃先
金属切削において,切削中に被削材の一部が
加工硬化によって母材より著しく硬い変質
物となって刃部にたい(堆)積溶着し,もと
の刃先に変わって新たな刃先が構成された
状態となったもの。
−
−
built-up edge
9028
切りくず
切削作用によって工作物から取り除かれた
工作物の小片。
−
−
chip
9029
溶着
切削中に被削材の一部が刃部に付着するこ
と。凝着ともいう。
−
−
adhesion,
welding
9030
乾式切削
切削油剤を用いない切削。
−
−
dry cutting
9031
湿式切削
切削油剤を用いた切削。
−
−
wet cutting
45
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図44 切込み(正面フライス)
付図45 端面削り (9021)
付図46 溝削り (9022)
46
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図47 エンゲージ角 (9014)
付図48 被削面,(切削)仕上面
付図49 上向き削り (9017)
付図50 下向き削り (9018)
付図51 外周削り (9019)
付図52 倣い削り (9023)
47
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図53 ピックフィード (9013)
付図54 輪郭削り (9024)
付図55 座ぐり (9025)
48
B 0172-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
関連規格 JIS B 0105 工作機械−名称に関する用語
JIS B 4053 超硬質工具材料及びその使用分類
USAS B 94.19 Milling Cutters and End Mills
ISO 3002-1 Basic quantities in cutting and grinding−Part 1 : Geometry of the active part of cutting
tools−General terms, reference systems, tool and working angles, chip breakers
ISO 3002-2 Basic quantities in cutting and grinding−Part 2 : Geometry of the active part of cutting
tools−General conversion formulae to relate tool and working angles
ISO 3002-3 Basic quantities in cutting and grinding−Part 3 : Geometric and kinematic quantities in
cutting
ISO 3002-4 Basic quantities in cutting and grinding−Part 4 : Forces, energy, power
ISO 3855 Milling cutters−Nomenclature
ISO 8688-1 Tool life testing in milling−Part 1 : Face milling
ISO 8688-2 Tool life testing in milling−Part 2 : End milling
FA部会 フライス・リーマ専門委員会 構成表
氏名
所属
(委員会長)
竹 山 秀 彦
神奈川工科大学
安 達 俊 雄
通商産業省機械情報産業局
若 松 茂 三
工業技術院標準部
丸 山 弘 志
東京理科大学
加 藤 正 倫
千葉県機械金属試験場
鳥 居 信 良
株式会社神戸製鋼所工具事業部
野 上 彰
株式会社不二越工具製造所
羽 山 隆 貫
日立ツール株式会社技術部
御 園 一 郎
超硬工具協会
吉 見 良 一
オーエスジー株式会社第2製造部
阿 部 保 記
株式会社東芝京浜事業部
郷 間 豊 彦
いすゞ自動車株式会社川崎工場
半 谷 周一郎
株式会社牧野フライス製作所
平 松 豊
日本工作用機器工業会
山 崎 正 登
石川島播磨重工業株式会社
和久田 基 美
社団法人日本工作機械工業会
秋 元 一 郎
株式会社三興製作所
平 野 武 治
日本工具工業会
(事務局)
上 山 辰 美
工業技術院標準部機械規格課
角 野 慎 二
工業技術院標準部機械規格課
鈴 木 俊 吾
工業技術院標準部機械規格課