B 0160:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 用語及び定義 ··················································································································· 1
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 97
B 0160:2015
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
歯車工業会(JGMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を
改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格で
ある。これによって,JIS B 0160:1999は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0160:2015
歯車−歯面の摩耗及び損傷−用語
Gears-Wear and damage to gear teeth-Terminology
序文
この規格は,1995年に第1版として発行されたISO 10825を基とし,現在の実情に合わせるため,技術
的内容を変更して作成した日本工業規格である。
なお,この規格は,対応国際規格との差異が多いため,対応国際規格と一致している箇所に,側線又は
点線で下線を施してある。変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,目視によって歯面の外観及び歯車に見られる摩耗及び損傷に使用する用語及び定義並びに
原因及び対策について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 10825:1995,Gears−Wear and damage to gear teeth−Terminology(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
用語及び定義
2.1
一般
各用語には歯車の歯に起きた現象,及び観察するときの要点を簡潔に示し,必要に応じて歯車の機能に
与える影響についても記載している。また,各用語に対してはその典型的と考えられる図を示し,分かり
やすいように説明を付けている。
歯車の損傷を観察するとき,二つの重要な視点がある。一つは,歯車を観察する機会があるごとに歯面
の健全性を確認することである。歯車の多くは壊れた場合の補修に時間を要するため,故障予知は重要な
視点である。歯面の観察だけから全てを知ることはできないが,歯車の寿命に関わる少しでも多くの情報
を得ることが重要である。こうした観点から,運転に伴う歯面の僅かな変化を捉えることが大切である。
もう一つは,歯車の損傷を観察し,その対策を講じようとするとき,損傷した最終局面だけが重要とい
うわけではないことである。歯車の損傷形態が時間とともに変化することはしばしば見受けられることで
あり,かつ,その初期状態こそ歯車の健全性を損なう原因であることが多い。初期状態の中には歯車の生
産段階において,既にその兆候を示すことがある。
こうしたことを踏まえ,損傷形態を歯車の運転前に起因するもの,損傷の一形態であるが,直ちに歯車
の機能をなくしたり,特別な要因が負荷されない限り致命的な害悪を及ぼさない損傷形態,時間の経過に
伴い,状況が悪化し致命的な損傷形態を引き起こすおそれのある経過的損傷形態,及び歯車の機能喪失に
絡む最終的損傷形態を意識して区別した。
2
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なお,観察された現象の発生原因の可能性及びその対策については触れていない。また,その損傷が見
かけ上類似した現象であっても,発生原因が明らかに異なる場合は損傷名を異なったものとし,損傷名か
ら発生原因及び対策がある程度把握できるよう配慮した。
また,説明の中で,この規格に採用されている損傷名を用いる場合には,その損傷名を太字で表した。
2.2
運転前欠陥(failure due to gear production and material)
歯車の運転前に生じている損傷。
主として加工,熱処理又は材料欠陥による。
歯車は,動力又は回転を伝達するための重要な役割を担い,装置の不具合時に行われる検査及び定期検
査で慎重に点検される。歯車の損傷はこうしたときに見つけられ,損傷原因の追及が始まる。このとき,
歯車の損傷又はその原因となる欠陥が運転前に既に存在しており,それが運転によって顕在化したに過ぎ
ない場合がしばしば見られる。
歯車は,その表面が直接大きな応力又は滑りを受けるので,その性能にとって,歯面の性状が極めて重
要であり,製造には十分な留意が必要である。
ここに含まれる損傷形態は,次による。
− 仕上げ歯面の加工不良
− 研削焼け
− 研削割れ
− 熱処理欠陥
− 材料欠陥
− 加工によるばり
3
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.2.1
仕上げ歯面の加工不良(malfinishing of tooth flank)
歯車の加工目そのものは損傷ではないが,好ましくない歯車の加工目の状態。
仕上げ加工目の観察は,加工の良否の判定に役立つ。加工目が好ましくない状態にある場合,期待した
歯車寿命を著しく低減させることがある。
例えば,歯車の歯元において,歯面のインボリュート曲線と歯底曲線とがずれて段差ができる場合には,
この点に応力が集中するので,歯の曲げ強度を著しく低下させる。又は,歯面がむしり取られたように,
ささくれだったような場合には面圧強度が著しく低下することがある。
また,加工目は加工方法に特有な規則的な模様を描くので,カッターマークの乱れ方によって,加工上
の問題点をある程度把握できる。
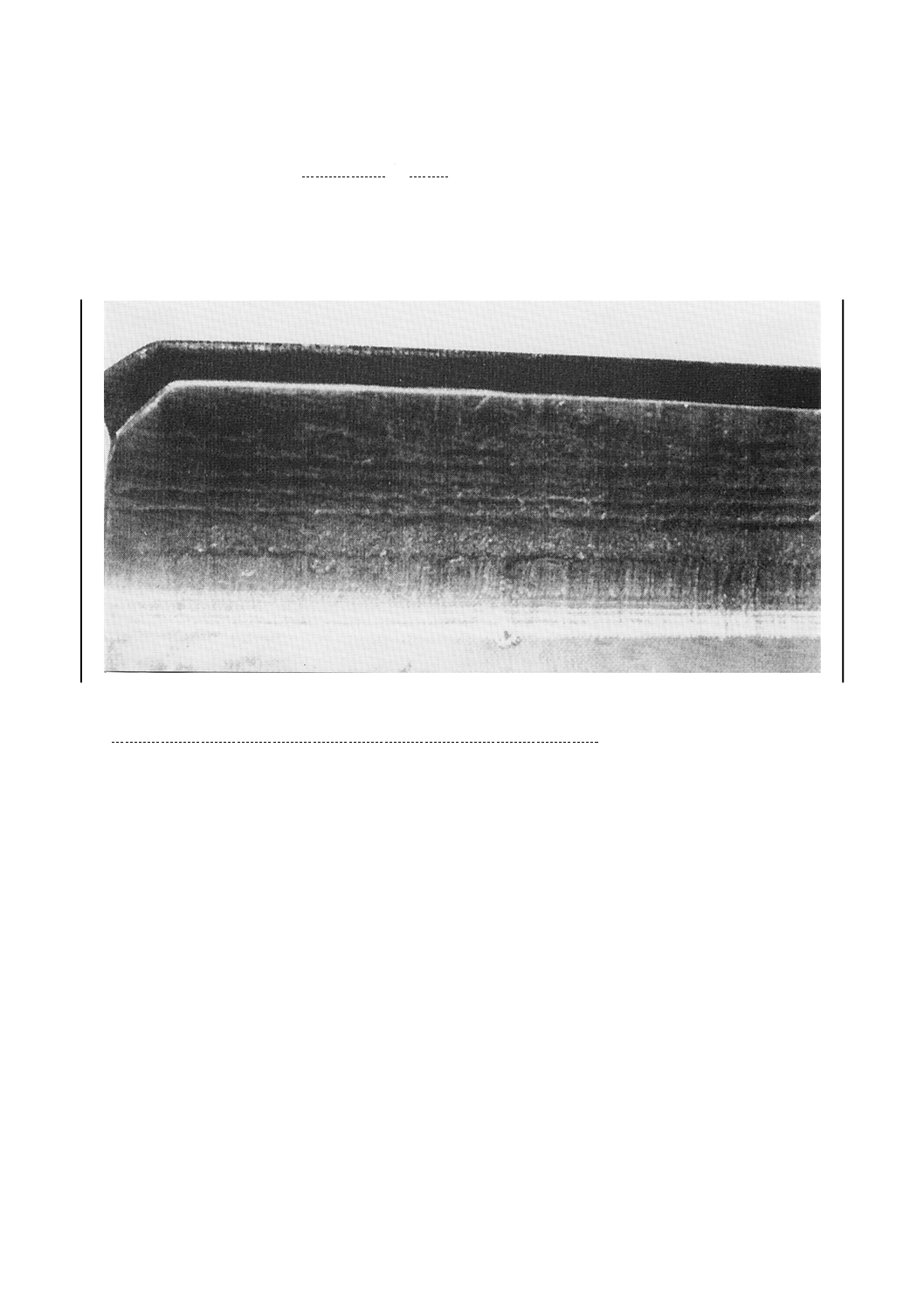
図1−ホブ切りにおける歯面不良の例 [1]
図2−正常な歯面の例 [1]
図1は,ホブ切りにおける歯面の不良の例である。歯面の送りマークがうねっており,その間隔が一定
でなく,歯幅方向に3本ごとに繰り返すうねりとなっている。これは工具の3条ホブの偏心が原因である。
このような場合には,歯形・歯すじ誤差ともに大きくなりやすい。
正常な場合の例を図2に示す。

4
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.2.2
研削焼け(grinding burn)
歯面の研削仕上げ加工において,加工条件の不良によって研削面が加工熱で変色したり,焼戻しされた
りする現象。
顕著な場合には加工面に色むらができるので分かるが,軽度な場合にはそのまま目視で見分けることが
困難で,ナイタルエッチング(Nital etching)などによって検出しなければならない。
研削焼けを起こした部分は,特別な熱影響を受けるので,周辺と組織,硬さ,残留応力状態などが異な
るようになり,さまざまな損傷の引き金になる。
また,研削焼けのある部分を詳細に調べると亀裂研削割れの存在が認められることもしばしばある。そ
のため信頼性を要する歯車では厳重なチェックを要する。
研削焼けの原因には,過大な切込み,研削液不良,と(砥)石の不適合,目詰まり,目つぶれなどがあ
る。乾式研削で発生しやすい。
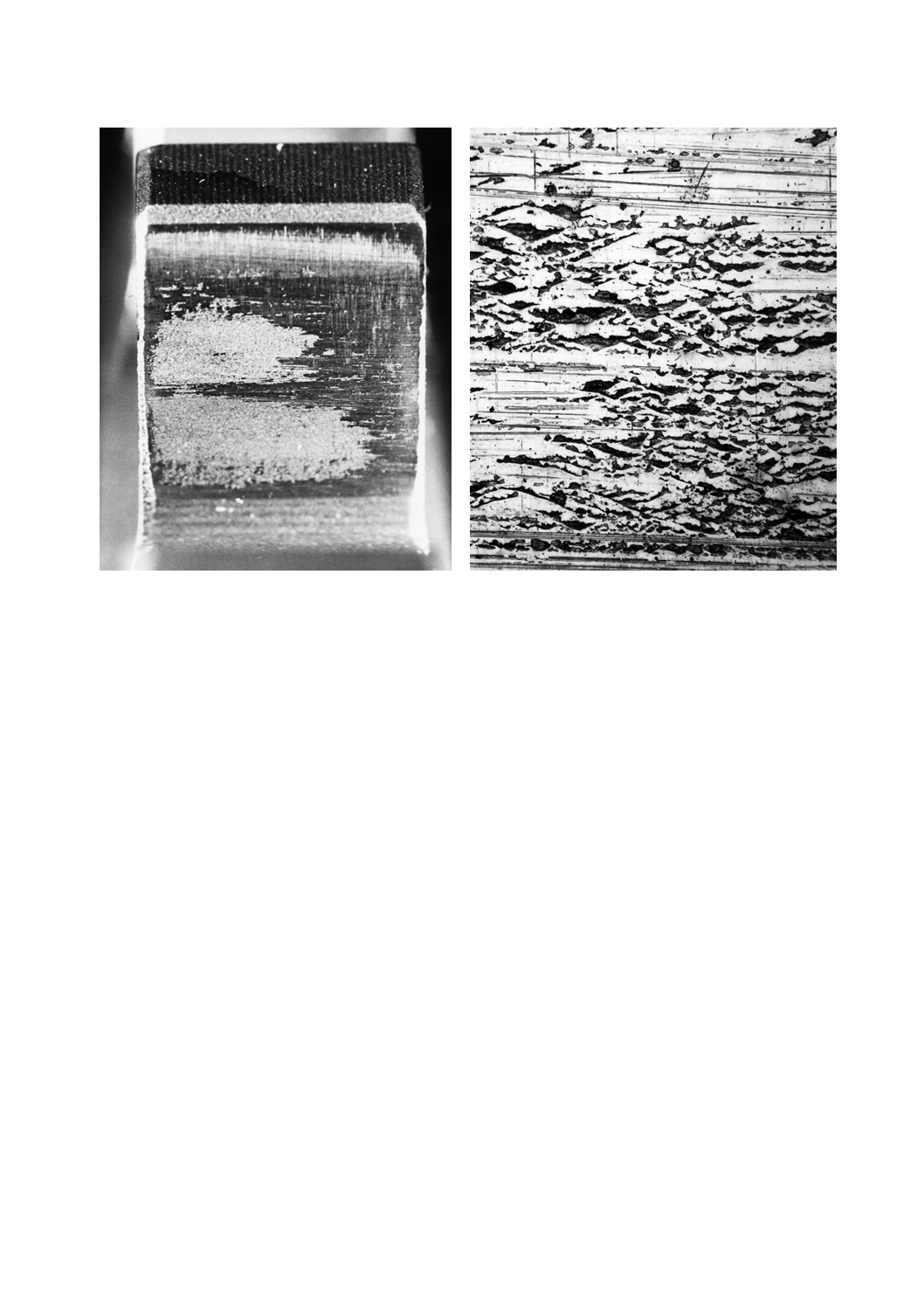
図3−歯面のナイタルエッチングの例1 [1]
図4−歯面のナイタルエッチングの例2 [1]
図3及び図4は,共に研削焼けした歯面をナイタルエッチングして観察した例である。両者は同一の歯
車であり,歯によってもこのような違いが生じる。研削加工の条件が厳しいと,研削時の発熱で局部的に
熱影響を受け,焼戻し色に変色する。状況が厳しい場合には変色していることが容易に分かるが,軽度な
場合には見分けに熟練がいる。しかし,表面をナイタルエッチングすることによって簡単に見分けができ
る。
図の黒い領域が研削焼けしたところで,図3の黒い部分に囲まれた白い小さな島状の部分が最も焼けの
度合いがひどく,熱影響によって組織変化を来し,硬度が変化している。この浸炭焼入れした平歯車の例
では,歯面の標準硬さがHV600に対し,白い島状部分のHV745から黒い部分のHV460の間で変化してい
る。この硬さの低い部分から歯面損傷を起こしやすい。
なお,白い島状部分はマルテンサイト組織,黒い部分は腐食されやすいソルバイト組織になったものと
考えられる。
5
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.2.3
研削割れ(grinding cracks)
研削加工中,又は加工後に現れる,比較的規則的な模様の表面割れ。
亀裂は細く,浅く,かつ研削方向に直角で平行に並ぶことが多いが,亀甲状に発生することもある。
この亀裂は,研削焼けと関連が深く,ナイタルエッチングで検出できるが,磁粉探傷装置などの欠陥探
知手法を用いると検出が容易である。研削割れが潜在していて,その歯車が完成後に負荷運転されて初め
て表面に現れることもある。
研削割れは,材料の選択及び加工に問題がある。材料の熱処理不良が原因になる場合もある。
図5−研削割れの例
図5は,浸炭研削した歯面に亀甲状に研削割れが生じた例で,蛍光探傷法による観察結果である。かな
り広い範囲で均一に生じている。
6
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a)
b)
c)
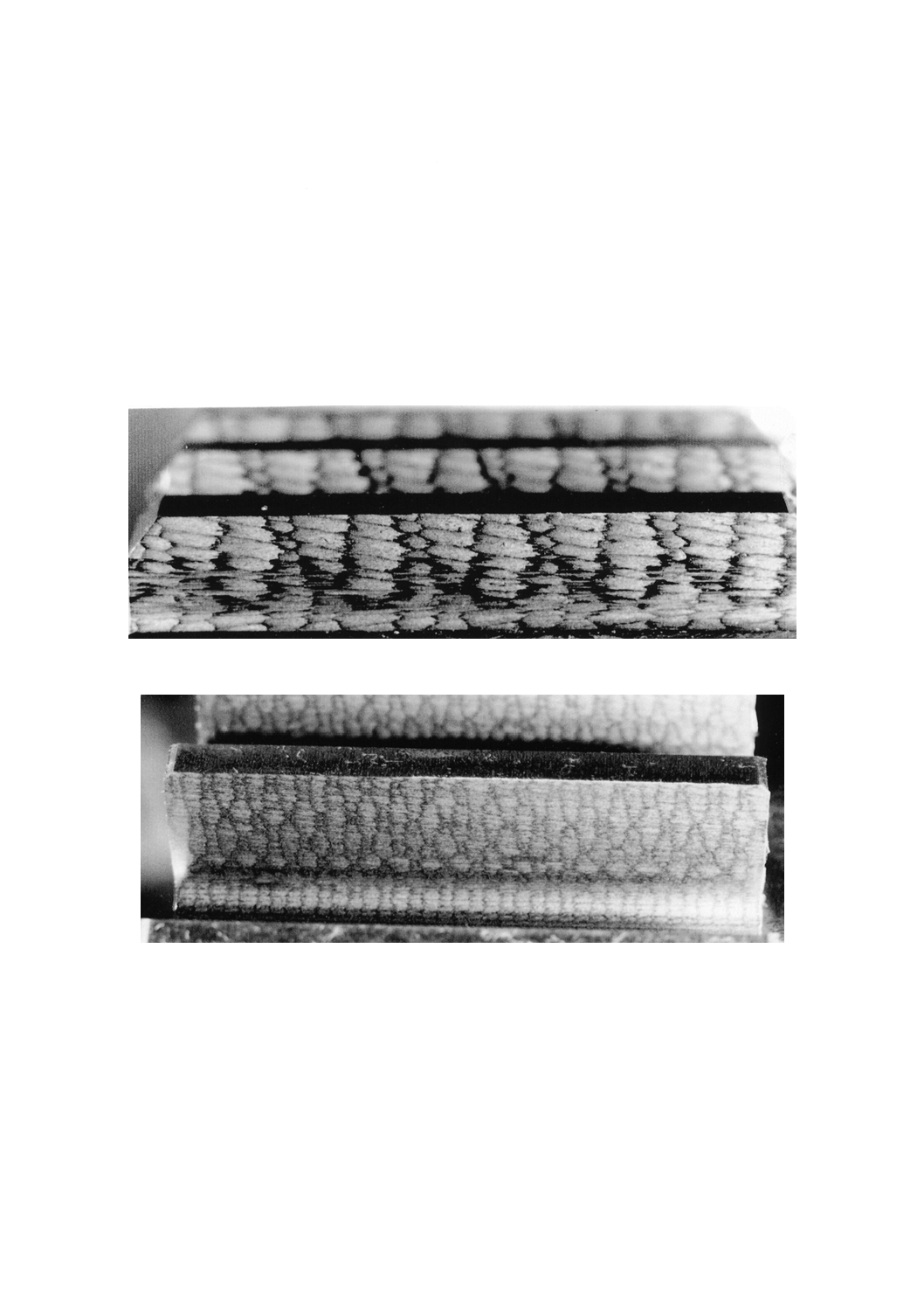
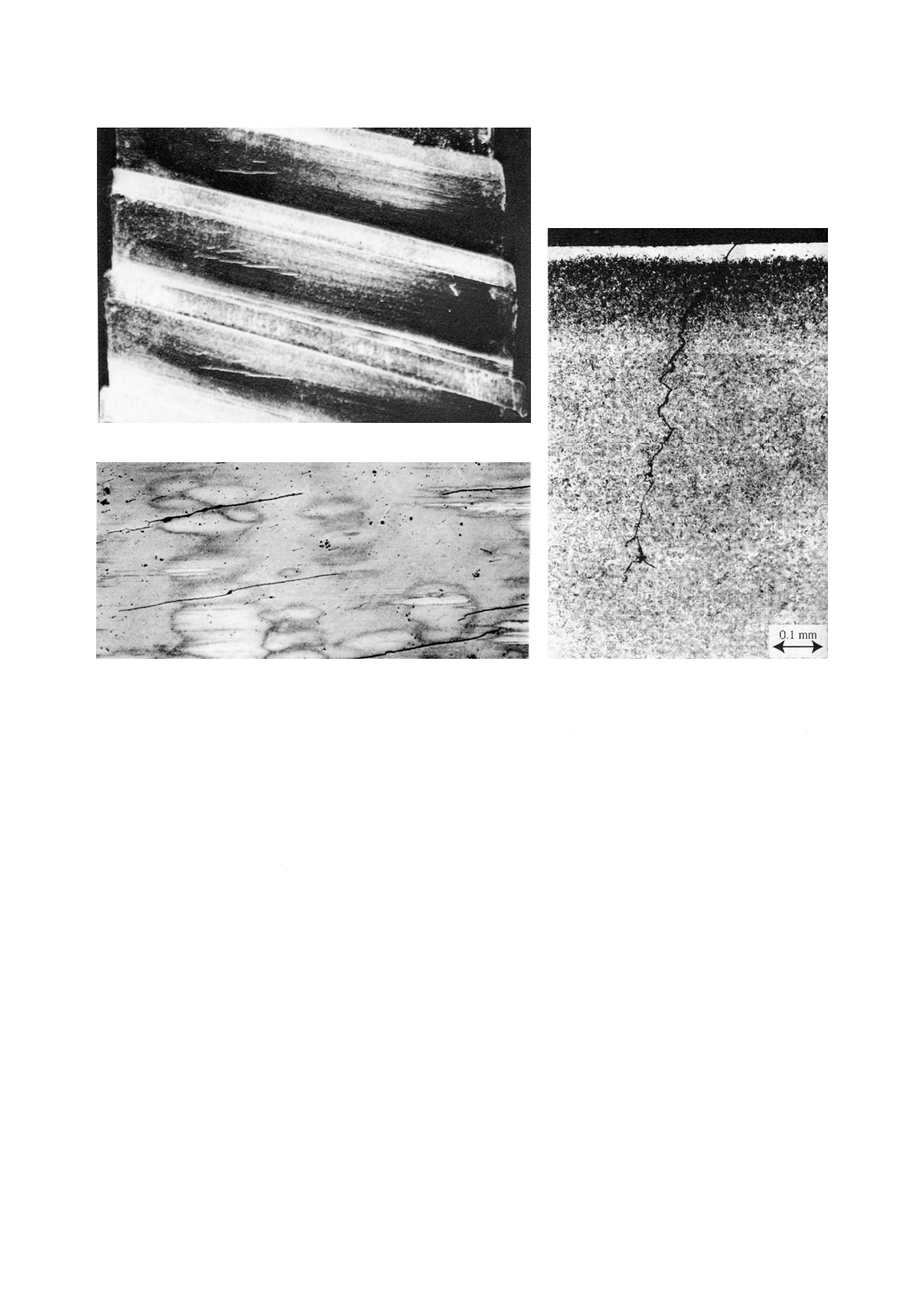
図6−研削割れの観察 [1]
図6 a) は,運転後蛍光磁粉探傷法によって観察したものである。亀裂が,はすば歯車の歯面に白い線条
となって現れている。モジュール8及び材質S45Cで高周波焼き入れが施されている。
図6 b) は,図6 a) の歯車の亀裂が発生している部分をナイタルエッチングによって観察したもので,
分かりやすく拡大している。白いだ(楕)円状の模様が研削焼けを起こしたところで,研削焼けがひどく
なると研削割れが起きやすくなる。
図6 c) は,研削割れの亀裂が内部でどのように進展しているかを観察した断面図である。図6 a) 及び
b) とは異なる歯車で,モジュール10,SNC815材を浸炭後研削した平歯車である。表面の白層は研削焼け
によってできたマルテンサイト組織で,硬度HV900に達する。亀裂は,複雑に曲折したり枝分かれする。
表面の白層は見られないことも多い。
7
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.2.4
熱処理欠陥(defects by heat treatment)
歯車の熱処理に伴う種々の損傷の中で熱処理が不適切なために直接損傷に結びつく欠陥。
熱処理が歯車の損傷に関わる要因は多く,熱処理選定の良否,硬さ分布,硬化層深さ及び材質とのマッ
チングといった設計的なこと,金属組織の異常,残留応力・残留オーステナイトの異常,脱炭・化合物層
の生成といった熱処理法固有の問題,硬化層における設計値とのかい(乖)離,変形などの製造工程上の
各種不具合,仕上げ加工との絡みで生じる不具合など,といった事象である。
ここに含まれる損傷形態は,次による。
− 焼割れ
− 残留応力異常
− 窒化化合物層の剝離
8
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.2.4.1
焼割れ(hardening cracks, quenching cracks)
焼入れ中に生じる残留応力が過大になったときに発生する欠陥。
このような状態は,歯車の形状又は大きさにあった冷却速度が得られないようなとき,又は炎焼入れ,
高周波焼入れなどのように部分焼入れするときに生じやすい。歯車材料の組成が仕様と異なる場合もある。
焼割れの損傷形態は,歯先面を横切るものが多いが,歯底面から放射状に走るもの,歯幅の端部が不規
則に割れるものもある。
激しい焼割れは焼入れ後目視によって確認できるので,こうした歯車は廃棄され,事故に結びつかない
が,微細な焼割れは焼入れ後数時間経過してから,研削加工中に,又は使用中に気付くなど,加工直後の
目視検査では分からないことが多く,このことは稼働中の歯の折損事故に結びつく可能性が高いので注意
を要する。
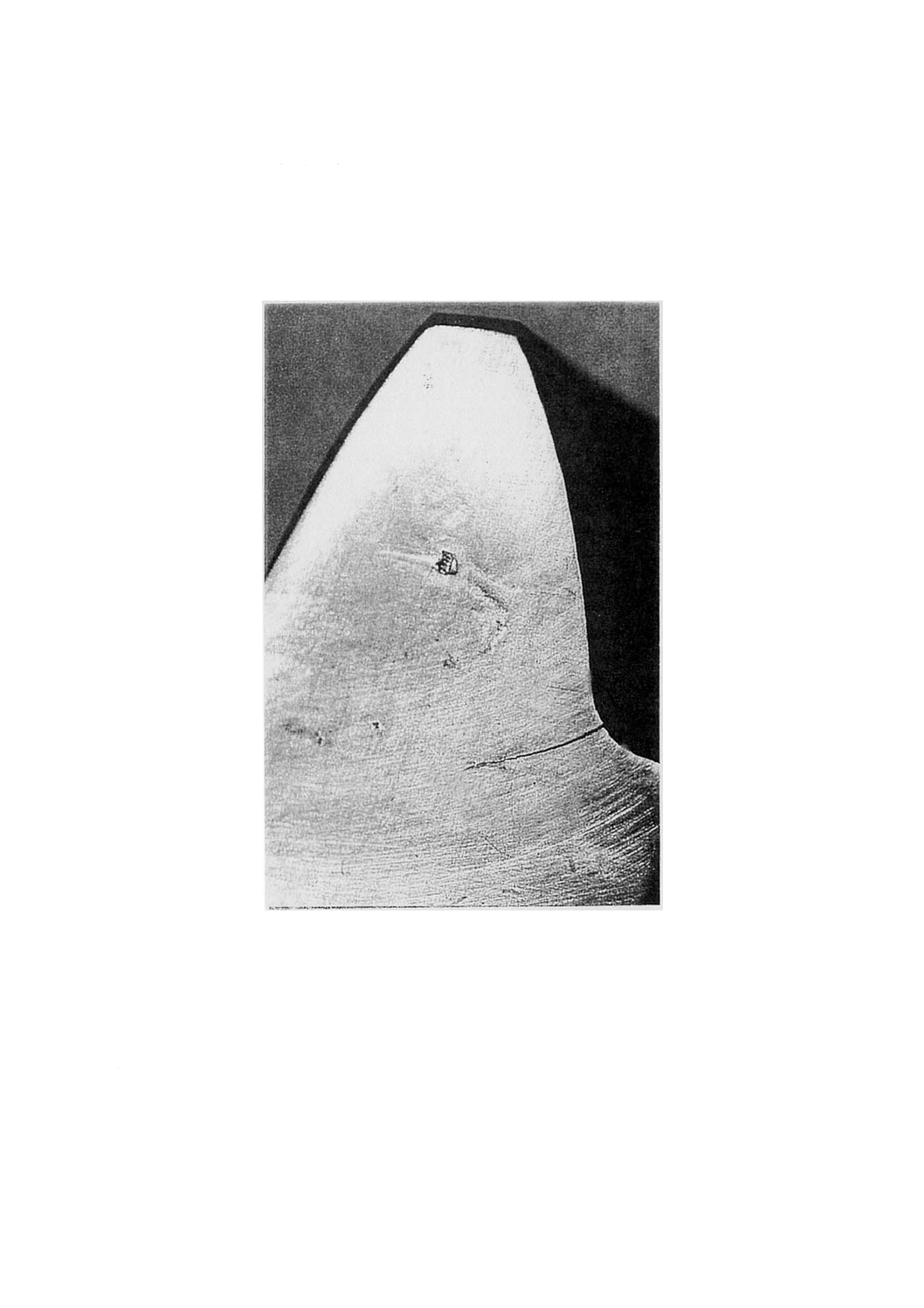
図7−歯先の焼割れの例
図7は,大歯車の歯先に生じた焼割れの例である。このような焼割れは,歯先ばかりか歯底,歯の端部
などにも発生することがある。
なお,この図ではカラーチェックによって亀裂が黒い線条に,かつ,太くなって見える。
9
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
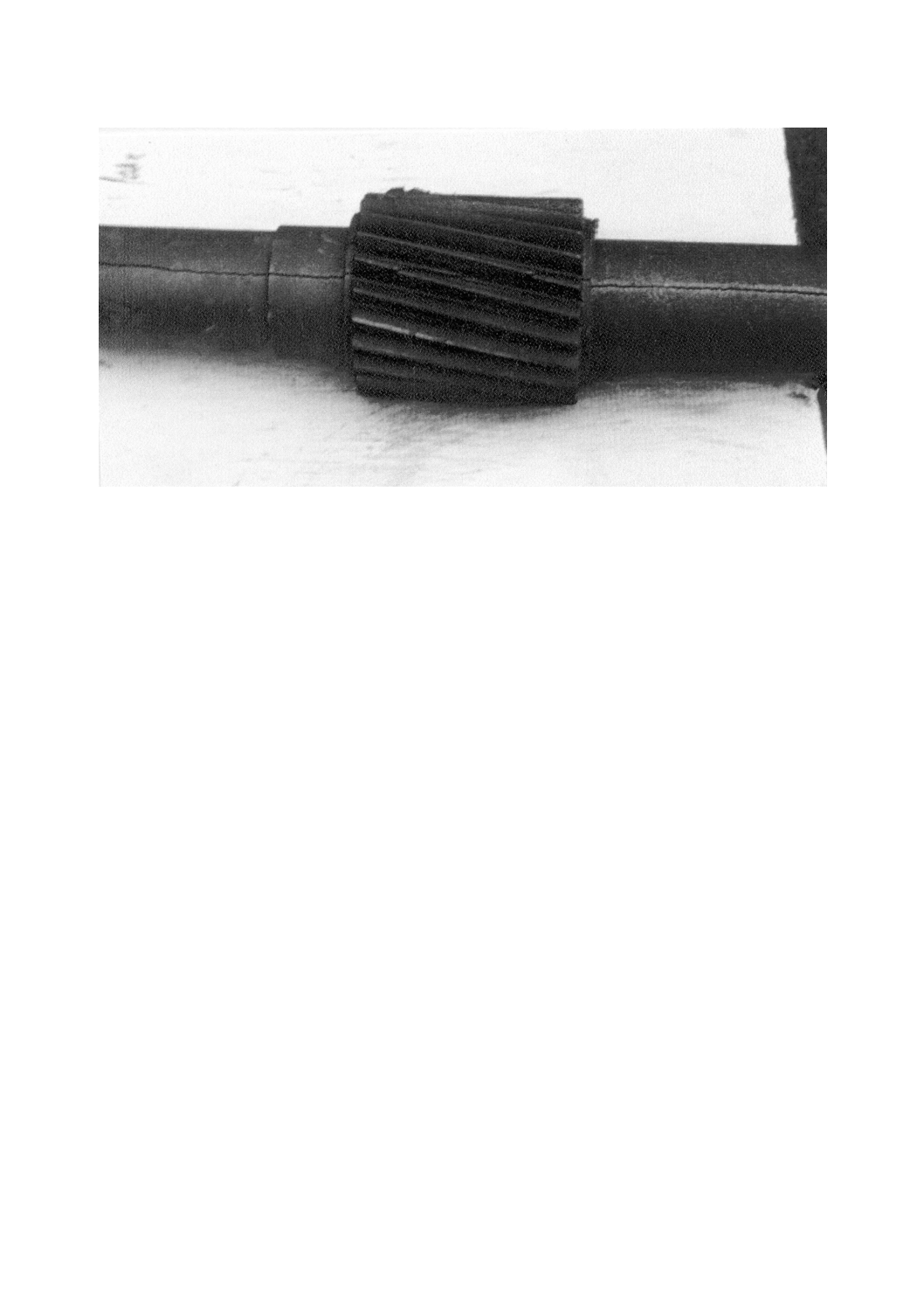
図8−歯車軸全体の焼割れの例
図8は,歯車だけではなく歯車軸全体に大きな割れが生じ,黒い線として見える焼割れの例である。歯
車材料の組成が指示されたものと異なっていたにもかかわらず,指示された歯車材料であると信じて熱処
理を行ったために招いた事故である。

10
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.2.4.2
残留応力異常(abnormal residual stress)
歯車の製品に至るまでの熱処理,加工などの工程によって生じる異常な残留応力。
この残留応力が小さかったり,圧縮の場合は問題が生じないが,引張りの残留応力が高い場合には,運
転中にその応力の影響が顕在化し,歯の損傷を引き起こすことがある。
研削割れ及び焼割れもこの残留応力が関与しており,残留応力の発生原因が明確なものはそうした具体
的に分かりやすい項目の分類に含める。
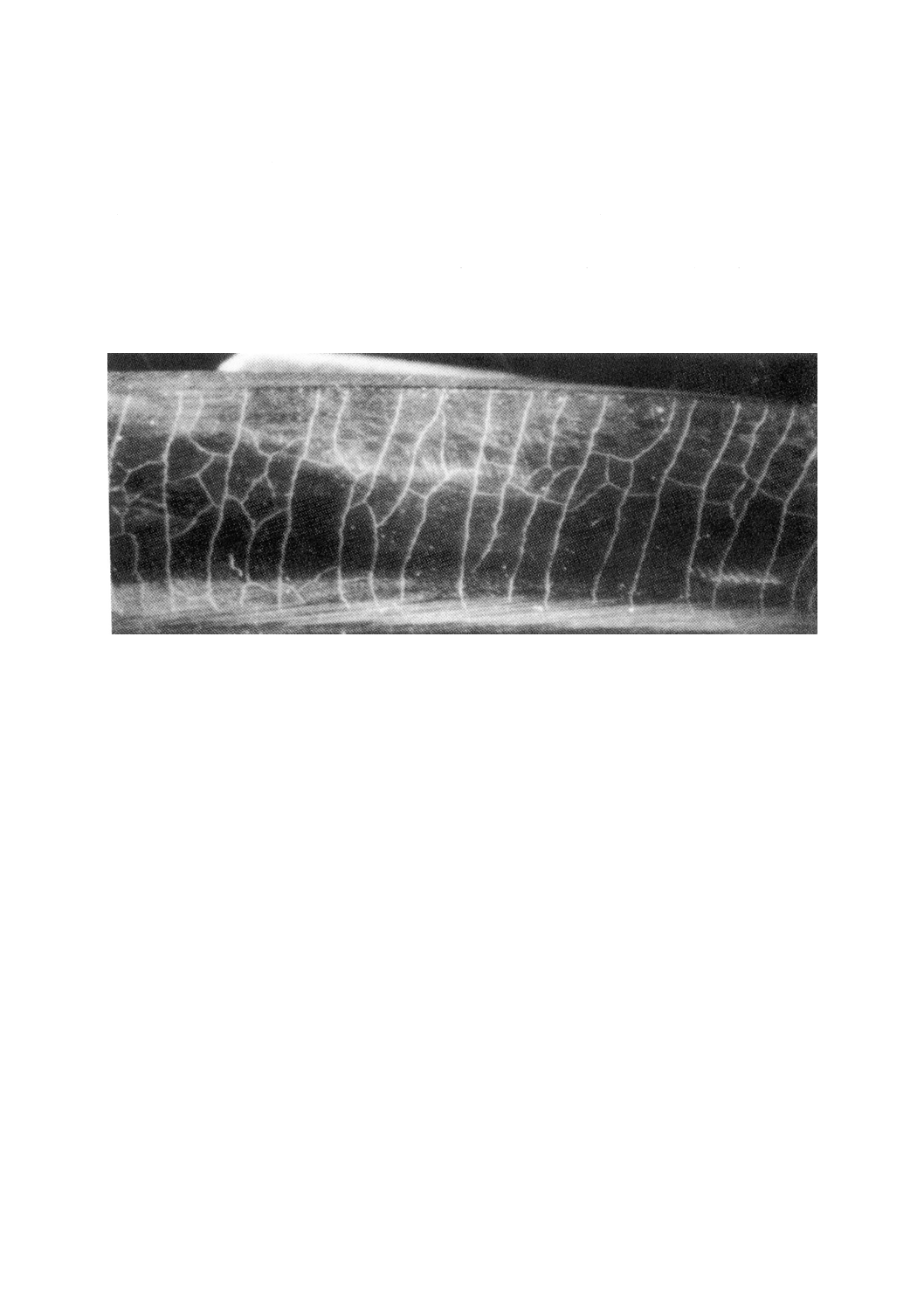
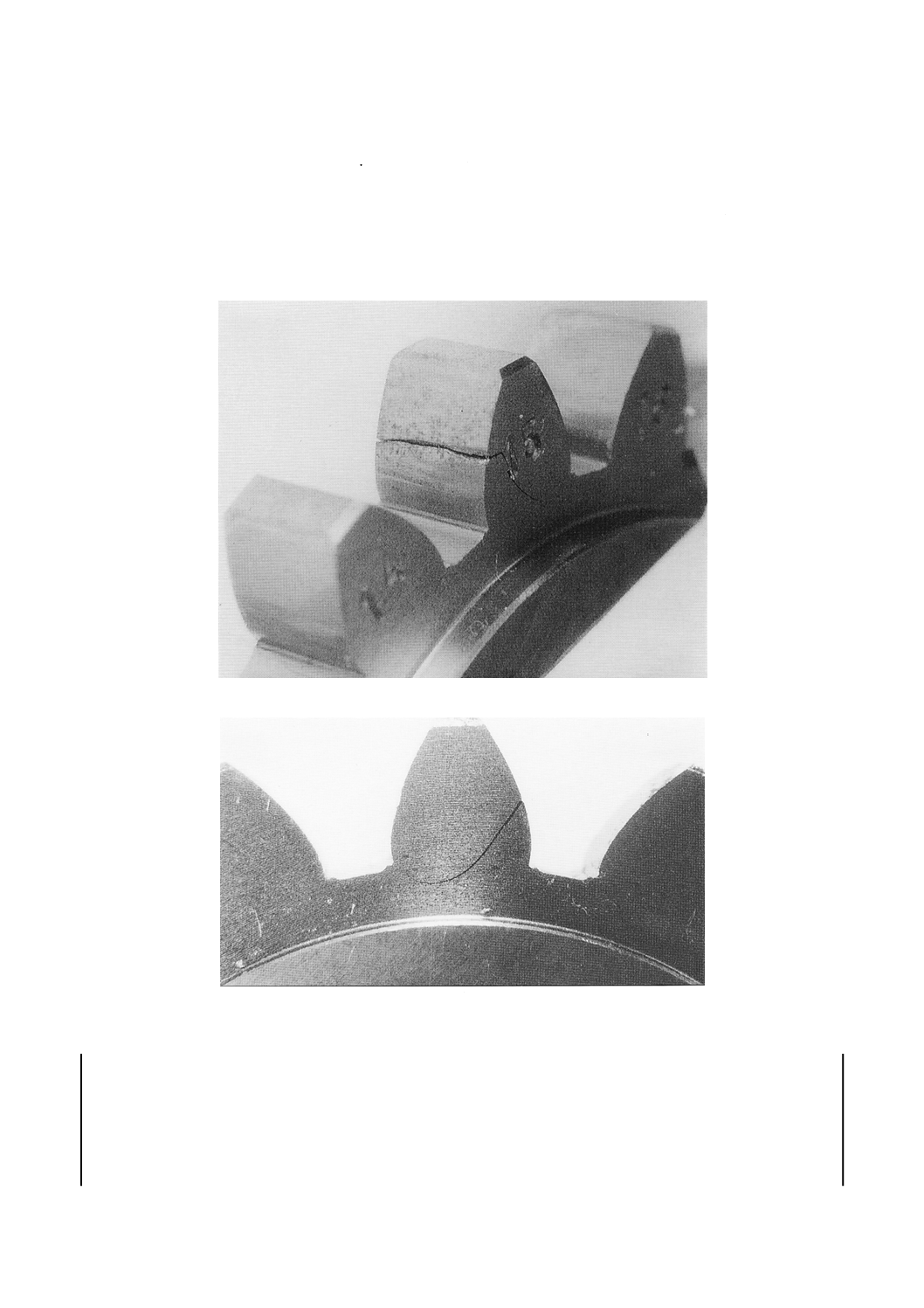
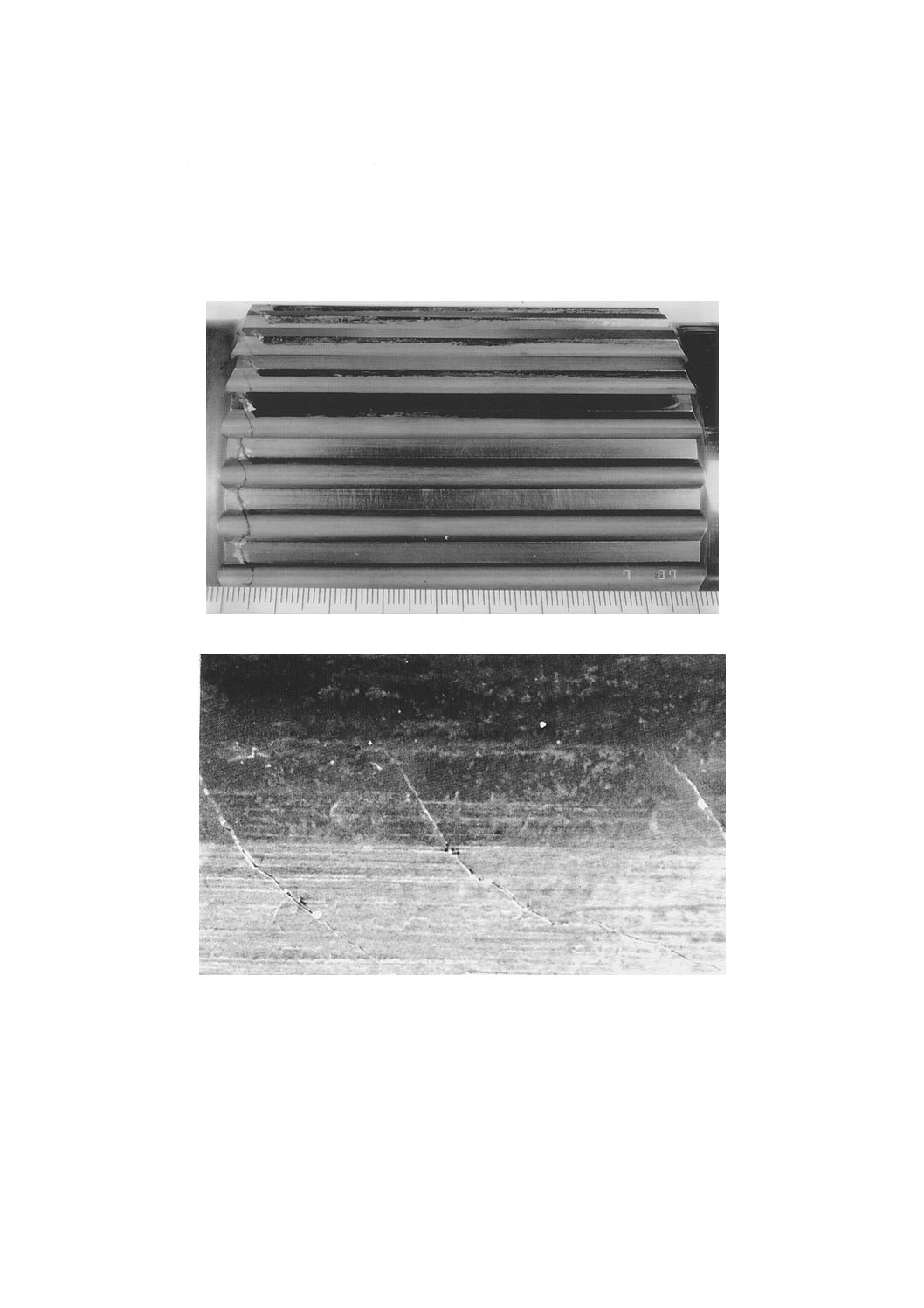
図9−高周波焼き入れした歯車の亀裂の例 [1]
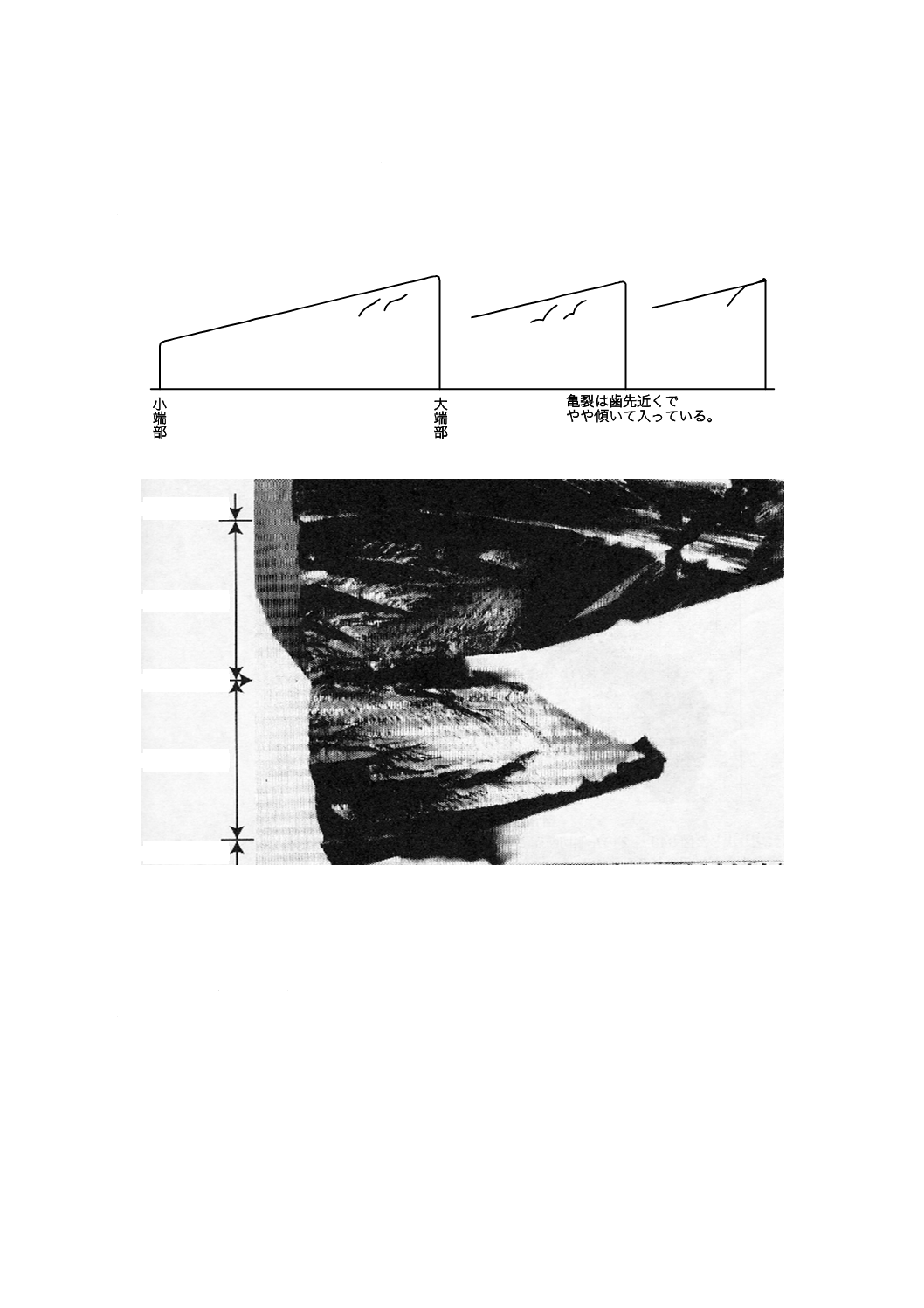
図9は,高周波焼入れした歯車で,6年稼働し,運転中に2枚の歯が折損したときの,まだ折損してい
ない歯の状態である。歯全体を含む白く映し出されている部分が高周波によって硬化された部分で,歯の
ピッチ点近くに入った黒い線が亀裂である。この亀裂の入っている面は,荷重のかからない反作用面側で
ある。折損は,右歯面のほぼピッチ点付近から入った亀裂が進展して生じており,この図に見られる亀裂
の直接的な関与は見られないが,間接的に影響している可能性はある。
なお,これらの亀裂は,歯車が稼働を開始した時点では全く認められなかった。
図の下部に見られる等間隔の刻み目は,1 mm間隔のスケールである。

11
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.2.4.3
窒化化合物層の剝離(peeling off of nitrided layer)
歯車の窒化処理の過程で生じる白い化合物層が歯面から剝離する現象。
歯面の硬さを高くする目的でなされる窒化処理の過程において,鉄と窒素との間でいろいろな相の変化
をなすが,表面に硬くてもろい化合物層であるε相ができてしまうことがある。このε相は,耐食性が強
く,ナイタルエッチングして顕微鏡で観察する際に腐食せず,白い層として残るので白層とも呼んでいる。
白層は,耐摩耗性はあるものの,硬くてもろいために表層から剝離しやすく,剝離した破片が異物となっ
て歯面にかみ込んだり,周辺の軸受に入り込み,二次的損傷を起こしやすい。
図10−窒化化合物の剝離の例 [1]
図10は,窒化されたかさ歯車に見られた化合物層(白層及びε層)の剝離で,歯面に見られる白い島状
領域又は斑点が剝離した領域に該当する。この窒化化合物層は極めて硬いので,耐摩耗性によいとされる
こともあるが,歯車では衝撃的な荷重によって剝離しやすく,硬い摩耗粉を大量に発生させることから,
軸受などへの異物供給源になりやすく,危険を伴う。
12
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.2.5
材料欠陥(material defect)
歯車の素材そのものの欠陥に基づく亀裂。
材料欠陥が歯面などに出ていて,目視できるときには材料不良としてその後の処理を考えることができ
るが,多くの場合,欠陥が内部に隠されていて,事故が発生するまで気付かないでいる。
図11−歯切り中に生じた亀裂の例
図11は素材に生じた鍛造欠陥が原因で,歯車の歯切り中に生じた亀裂の例である。

13
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.2.6
加工によるばり(machining burr)
歯車を機械加工した際に材料の角にできる出っ張り。加工によって生じるばり自体は損傷ではない。し
かし,このばりが脱落などによってかみ合い面に入ったり,軸受又は潤滑油系統にあるポンプ,シールな
どに入った場合に,さまざまなトラブルを引き起こすおそれがある。
図12−ホブ切りによって生じたばりの例 [1]
図12は,ホブ切りによって発生したばりの例で,歯の手前側端部に発生している。浸炭前の軟らかい材
料を比較的低速度で切削する場合,切り終わり部に大きなばり,また歯先部に小さなばりが生じる。
14
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.3
摩耗(wear)
接触する2面が相対的に滑るとき,又は腐食によって時間の経過とともに材料の一部が取られ,逐次減
量していく現象。
歯車ではそうした摩耗形態のうちでも,スカッフィング及び表面疲労は多く見られる損傷形態であると
同時に,歯車の寿命に重大な影響を与えるため,2.4及び2.6に独立して取り上げる。
したがって,ここに含まれる損傷形態は,次による。
− 正常摩耗
− スクラッチング
− アブレシブ摩耗
− 凝着摩耗
− 摩滅
− 干渉摩耗
− 腐食
歯車における摩耗の分類法は,損傷の発生原因を基にしたものと,損傷部の見かけ上の違いを基にした
ものとが混在している。その分類の概略を表1に示す。
表1−摩耗の分類
損傷名
原因を基に定義される分類
見かけを基に定義される分類
正常摩耗
軽度の摩耗
実用上無視できる軽度な摩耗。
ポリッシング
歯面の一部又は全面が鏡面。
スクラッチング
歯面に線条痕が目立つ。
アブレシブ摩耗
異物など硬いものによる切削作用。
凝着摩耗
接触面が凝着,引き剝がし合う。
摩滅
歯が摩耗のためになくなってしまう。
干渉摩耗
かみ合う歯面が干渉し合って発生。
腐食
周辺の流体との化学的又は物理的作用で
歯面が逐次減量する。
スカッフィング
凝着摩耗の一種。歯面の広範囲にわたっ
て一瞬に発生。
表面疲労
接触歯面が繰り返し負荷を受け,疲労に
よって,一部が剝離,脱落。
15
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.3.1
正常摩耗(normal wear, running-in wear)
歯車の運転とともに発生する摩耗による歯形変化が,設計の許容値以内の摩耗。
歯面の摩耗は,潤滑油膜の形成状態がよい場合又は軽負荷の場合には摩耗の進行速度が遅く,仕上げ加
工された加工目が長時間にわたって残存する。摩耗が進行するにつれて加工目はなくなる。歯先歯元の修
整量が不足の場合には,主として歯先及び歯元が摩耗する。
損傷を表す用語に“正常”という形容詞を付けるのは異様であるが,摩耗の存在が認められるにもかか
わらず,歯車の機能として何ら劣化している要因はなく,損傷としてみなす必要のないことを表明するた
めに付けたものである。こうした正常摩耗と呼ばれる軽微な摩耗は,歯車の運転に悪い影響を及ぼさない
ばかりか,むしろ摩擦損失動力を低減させるなど恩恵を与えることもある。
運転初期に強い当たりを示す部分だけが脱落し,以降表面に変化の起きない“なじみ”と称する現象も
ここに含まれる。
ここに含まれる損傷形態は,次による。
− 軽度の摩耗
− ポリッシング
図13−正常摩耗の例
図13は,大歯車の歯面に生じた正常摩耗の例である。この正常摩耗は,更に細分化して呼ばれることも
ある。歯形方向の微細な線条傷の密集している領域が軽度の摩耗に相当し,明瞭な線条傷がある場合は,
そのきずをスクラッチングという。歯末面における黒く広がった領域は,加工目がなくなり光沢面をなし,
ポリッシングと呼ばれる。

16
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.3.1.1
軽度の摩耗(moderate wear)
しゅう動の激しい部分で,摩耗していることが歯形検査によって分かる程度の僅かな摩耗。
歯形修整が施されていない歯車では,歯先及び歯元が最も激しいしゅう動部となる。歯形修整及び歯形
にクラウニングが与えられている歯車では,歯先及び歯の端面から幾分内側に入ったところによって軽度
の摩耗が始まり,歯先近傍及び歯の端面周辺では加工目がそのまま残っている場合が多い。かみ合いピッ
チ点領域は摩耗しないので,ある程度摩耗が進むとピッチ点が歯すじ方向に線となって目視で観察できる
ようになる。
軽度の摩耗とは,このように歯面の状況が使用前の状態から変化するものの,歯車の機能に悪影響を及
ぼすことのない程度のものを指す。
図14−軽度の摩耗の例 [1]
図14は,2年間運転された後の歯面に見られる軽度の摩耗の例である。歯たけ方向の中央部に見える白
い線のところがピッチ点に相当し,運転前からの変化が少ないのでほかと区別して見える。このピッチ点
の上下の黒ずんでいるところが歯当たりの強い領域で,軽度の摩耗をしている。歯先及び歯の端面周辺は
当たりを弱めるためにクラウニングが与えられているので,初期歯面が保存されている。
17
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.3.1.2
ポリッシング(polishing)
接触面の粗さが少しずつ削られ,きれいな表面になっていく,非常にゆっくりと進行する摩耗。
表面が鏡面に近い状態になることを特徴とする。その程度も,加工目がまだ残っているようなごく僅か
なもの又は歯の一部だけのものから,歯面全体が極めて平たんになり,ときには僅かな波打を伴う場合な
どがある。正常摩耗が長期間にわたり進行し,歯面全体が鏡面に近い状態に達する場合もある。
発生が見られるケースとして,軽度の摩耗が進行する場合以外に,油膜の形成が不十分であったり,潤
滑油中に気泡若しくは水分が混入することによって潤滑状態が悪化する場合又はアブレシブ摩耗が発生
するような条件で運転される場合などがある。
ポリッシング自体は表面が平滑化することで,歯車にとって不都合なことはなく,損傷とみなされない。
しかし,発生原因によっては,ちょっとした外乱因子でスカッフィング,表面疲労などの損傷を引き起こ
しやすい。
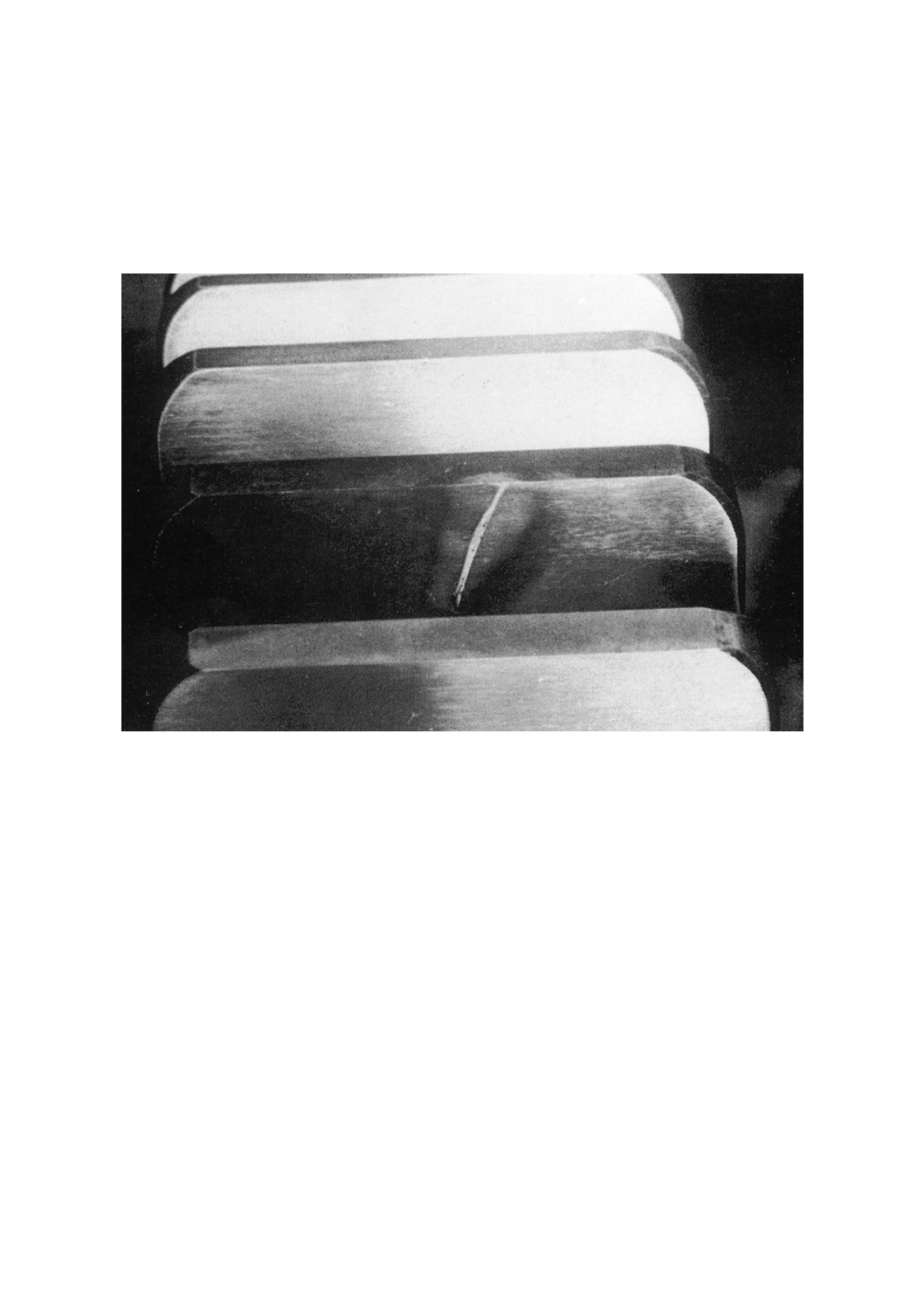
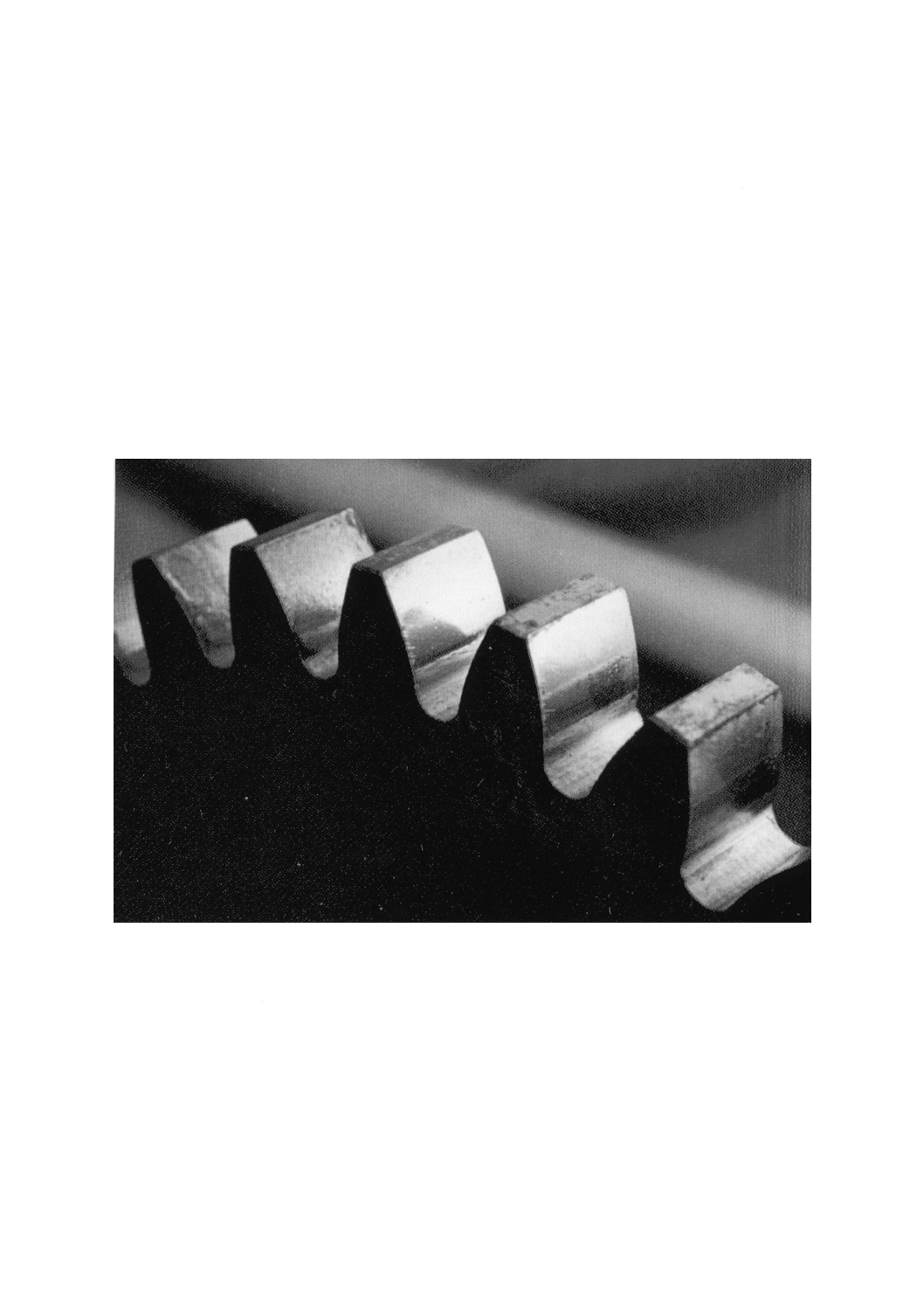
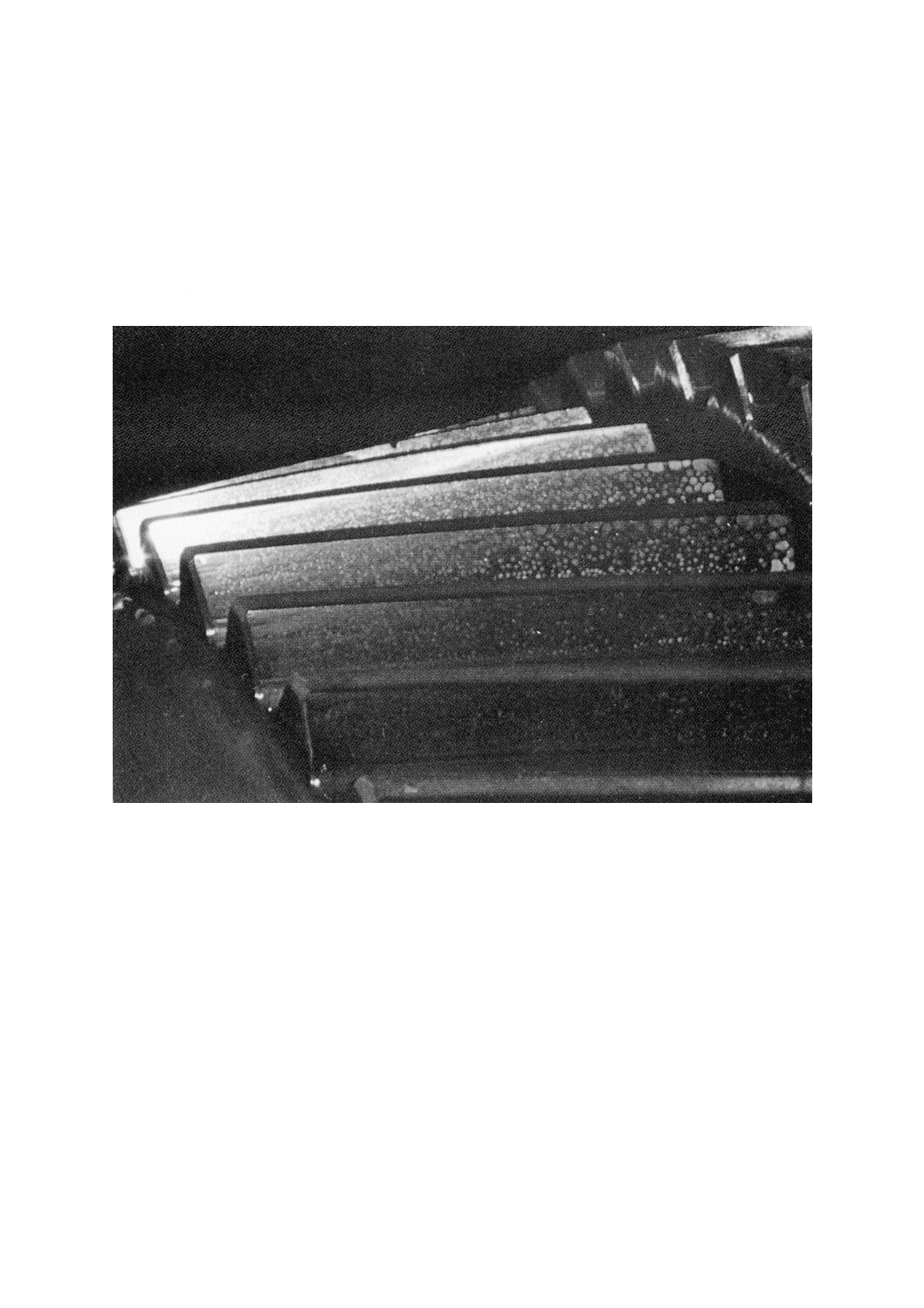
図15−ポリッシングの例 [1]
図15は,ポリッシングの例で,歯面は鏡面に近い状態になり,加工目は見当たらない。手前から2枚目
の歯はピッチ点が白く線状に見える。次の歯には前の歯の背面の一部が黒っぽく写って見える。
18
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.3.2
スクラッチング(scratching)
運転中に滑り方向に付く細かい線条のきず。
滑り面で最も容易に見られる擦過傷がこれに該当する。スクラッチングの発生原因には,歯面同士の凝
着摩耗による場合とアブレシブ摩耗による場合とがある。
凝着摩耗の軽度な場合に見られるスクラッチングは,線条傷の発生が局所的であったり,大きくて深い
きずが入っていることが多く,きずの長さはまちまちで,発生する場所も特定されず,ときには歯面全体
のあちこちに生じることもある。軽度のスクラッチングは,その後の運転に支障がないが,スクラッチン
グの発生状況が時間とともに増加したり,歯面が変化する場合には注意が必要である。
アブレシブ摩耗の初期段階はスクラッチングとなる。アブレシブ摩耗を生じた歯面には,しゅう動方向
にひっかききずが付き,進展するにつれ,表面の荒れることが多いが,ときには磨かれたようにきれいに
なることもある。
a)
b)
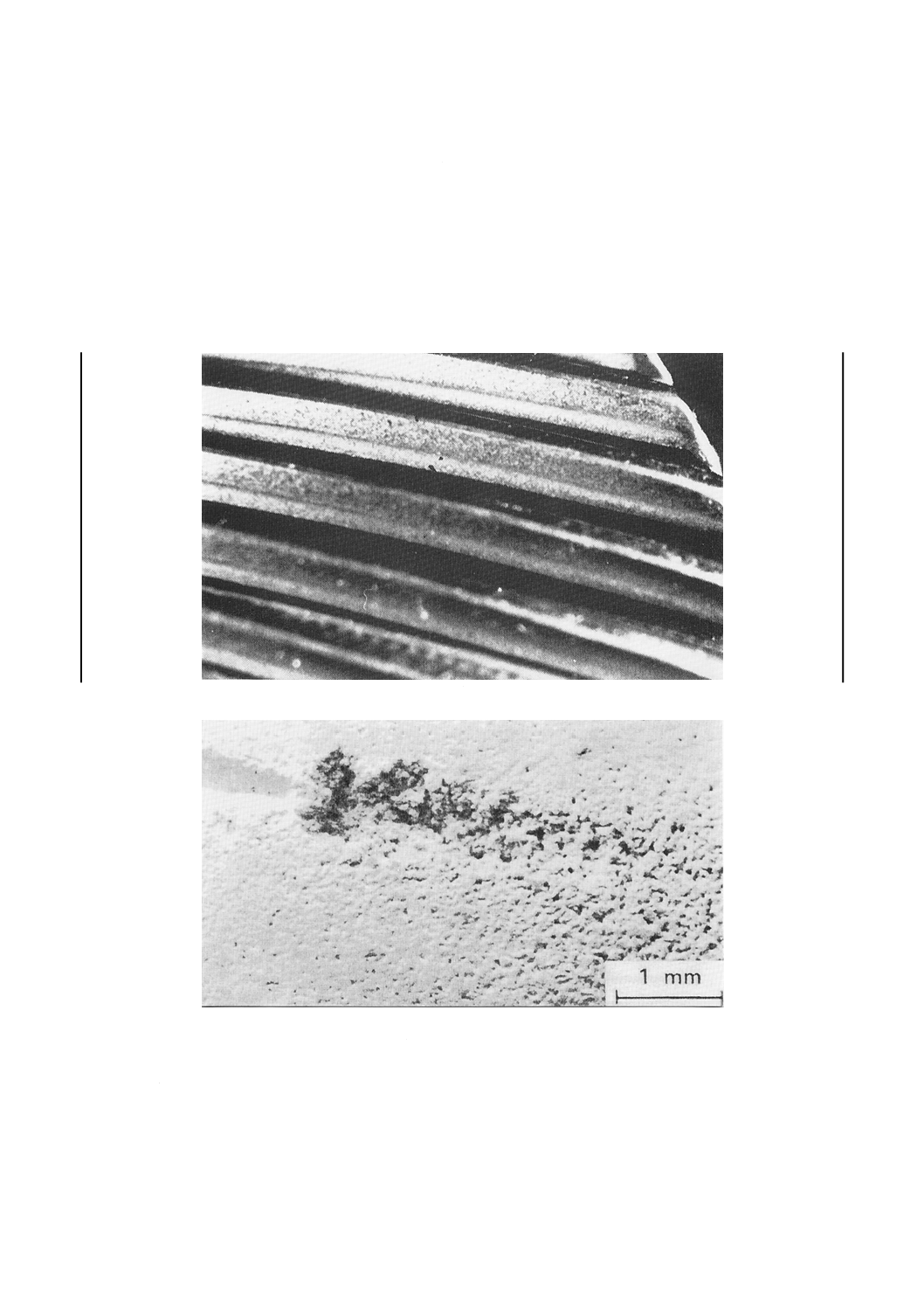
図16−スクラッチングの例 [1]
図16 a) は,最も軽度なスクラッチングの例である。ほぼ全域に仕上げ加工面が見られる中,滑り方向
の細かいきず(白色)が多数出ている。この線条傷がスクラッチングであり,全体の歯面の状況は軽度の
摩耗に分類される。
図16 b) は,スクラッチングが生じた歯面の一部を拡大したものである。運転時間とともに,加工目で
ある横方向の黒い線が徐々に消え,スクラッチングである白い縦方向の線が増えていくが,その変化が小
さければ正常摩耗でおさまり,損傷に至らない。しかし,加工目が完全に取れて,鏡面状態になったり,
しゅう動傷が徐々に顕著になる場合は本格的な摩耗,又は何らかのきっかけでスカッフィングなど別の損
傷の引き金となりやすいので注意を要する。
19
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図16 b) は,このスクラッチングが凝着摩耗由来のものであることを示しており,アブレシブ摩耗由来
の場合には,白い線条傷部が硬い粒子などによって掘られた溝となる。
20
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.3.3
アブレシブ摩耗(abrasive wear)
歯面間において,硬い異物が介在して起きる三元摩耗及び一方の面が硬くて粗い場合に軟らかい側の歯
面を削り取る二元摩耗。
摩耗した歯面は,滑り方向の細い擦りきず,かききずから成り立っている。ともに硬いものが軟らかい
ものを削る作用を伴うことから切削摩耗の異名もある。
三元摩耗では,潤滑油中に入ったじんあい(塵埃),砂,鋳造スケール,溶接の飛散物,研磨粉,軸受又
は歯車から出た摩耗粉が歯車にかみ込まれ,ときには歯面に埋め込まれこれが相手の歯面を削るようにな
る。したがって,軟らかい歯面に異物が埋め込まれ,硬い側の歯車の歯面が摩耗するといった現象も生じ
る。また,粒子が極めて小さいときは目立ったきずは見えず,歯面は鈍い光沢のある外観を示すが,この
場合も拡大すると無数のかききずが見える。
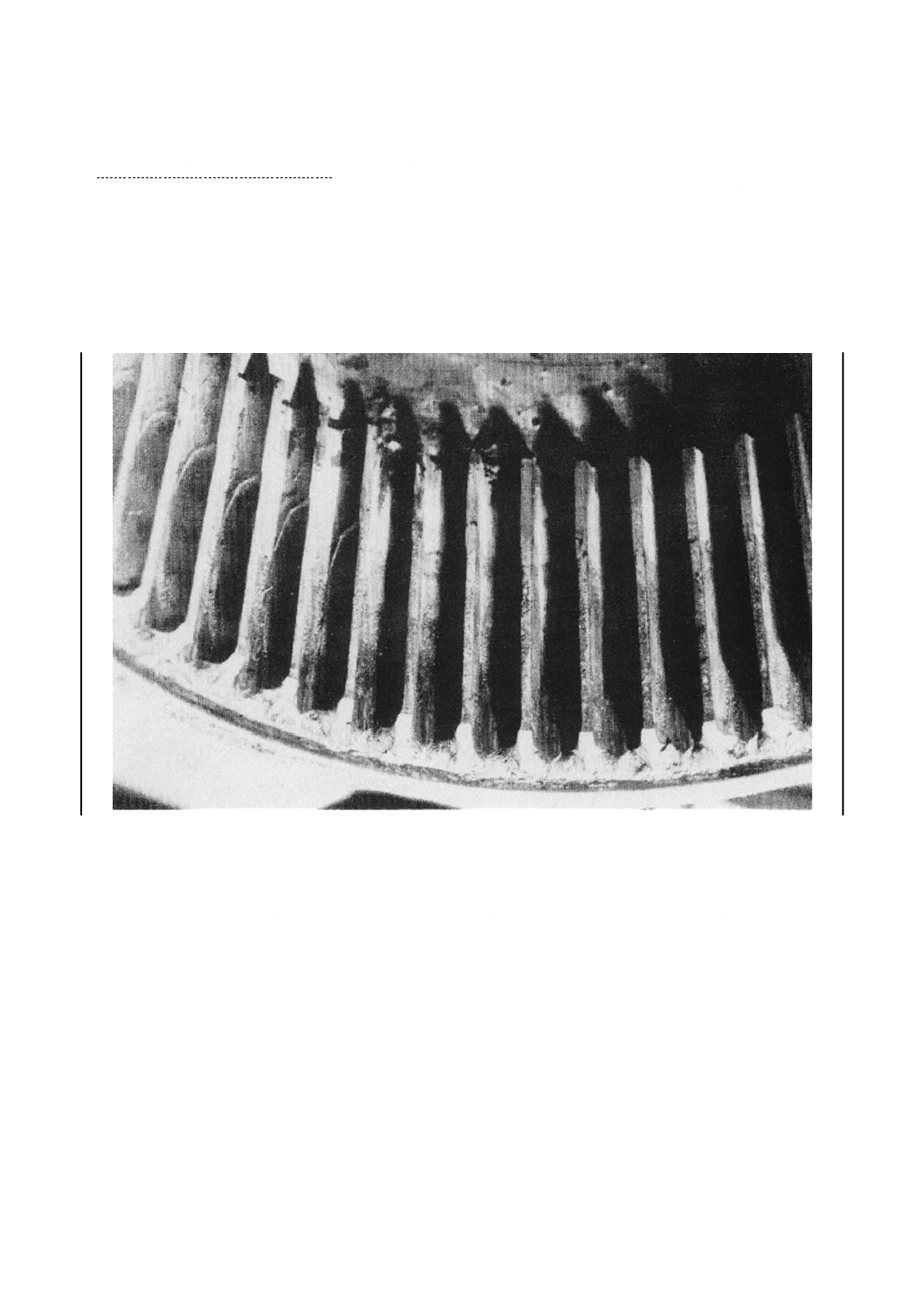
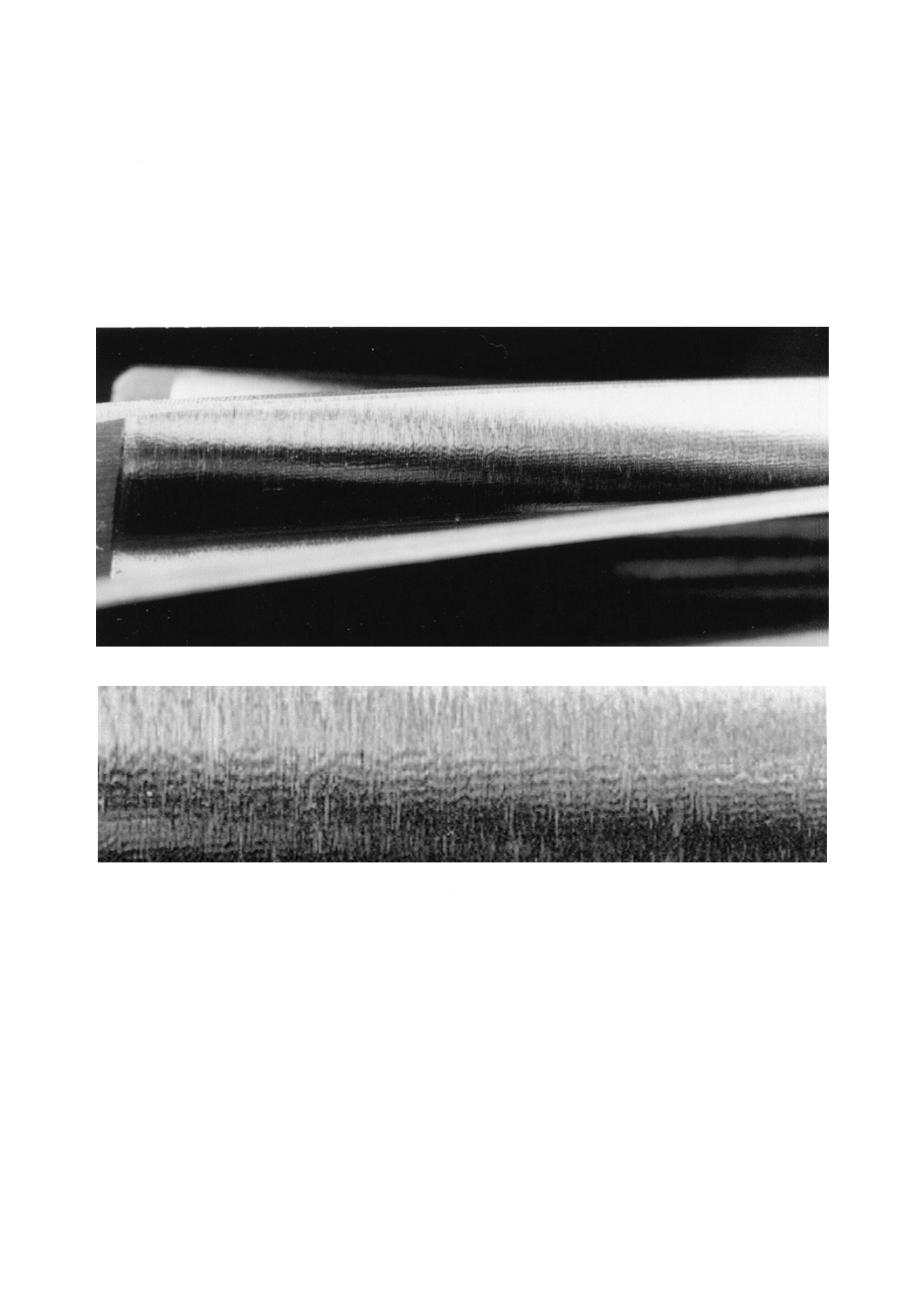
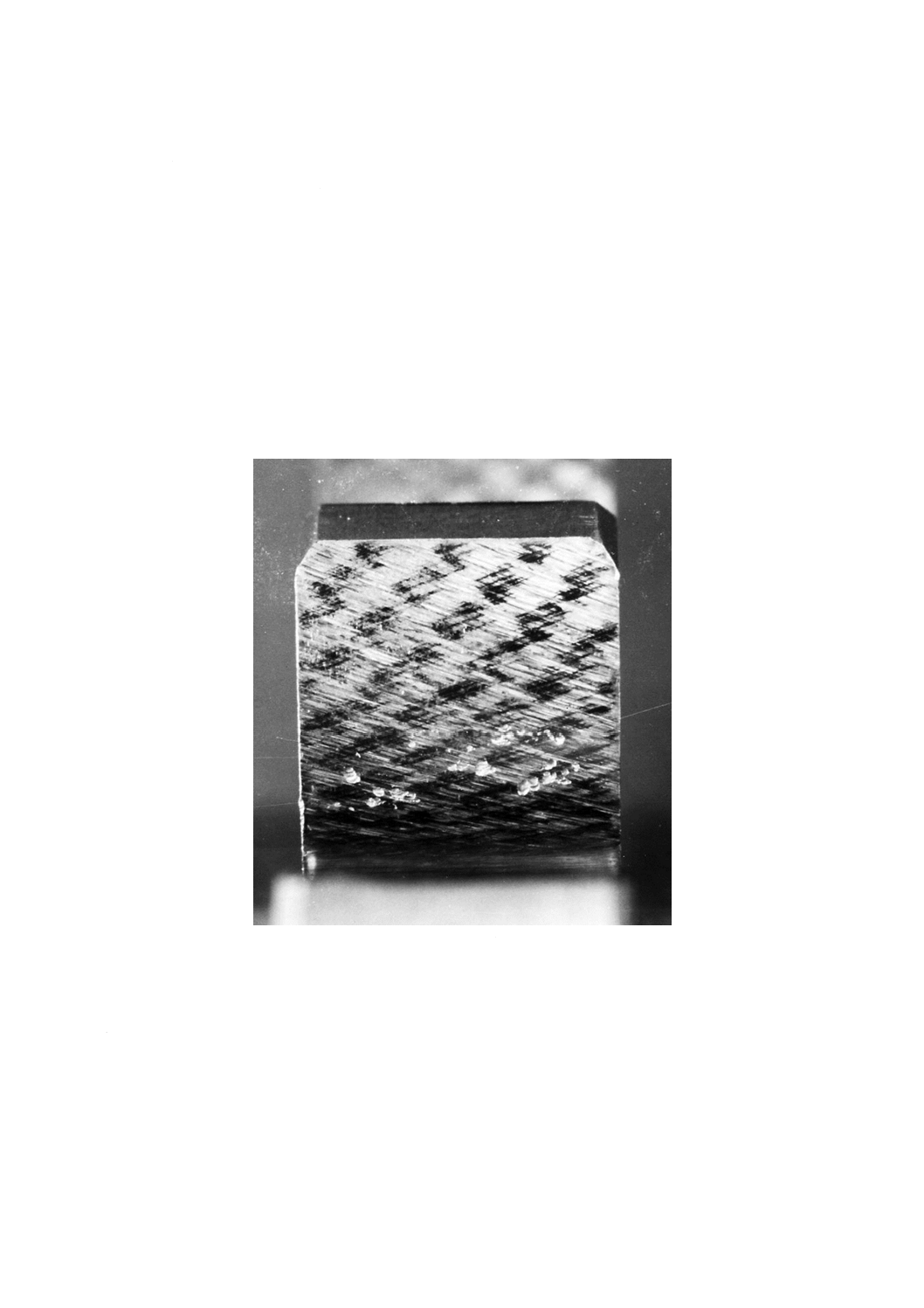
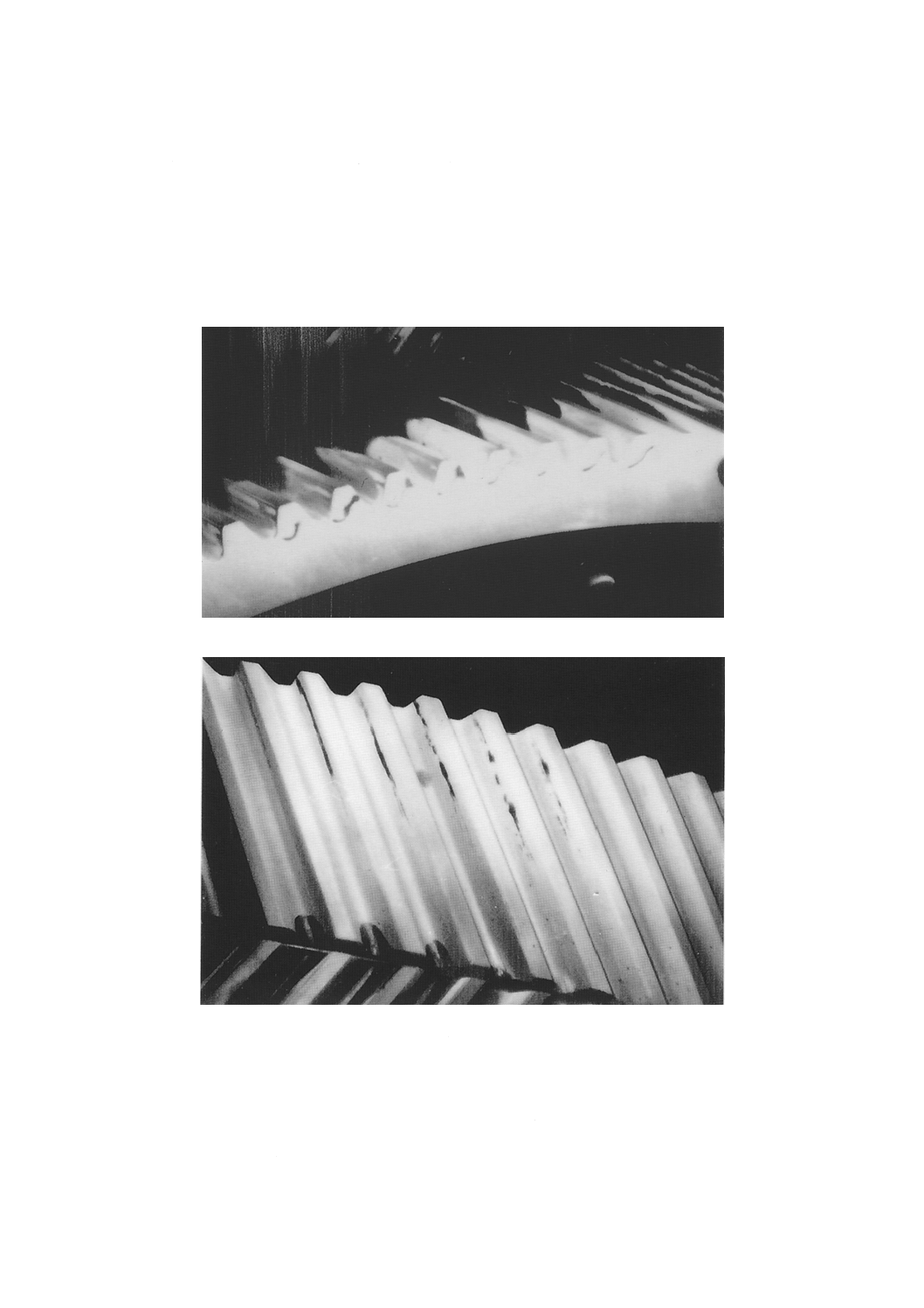
図17−アブレシブ摩耗の例 [1]
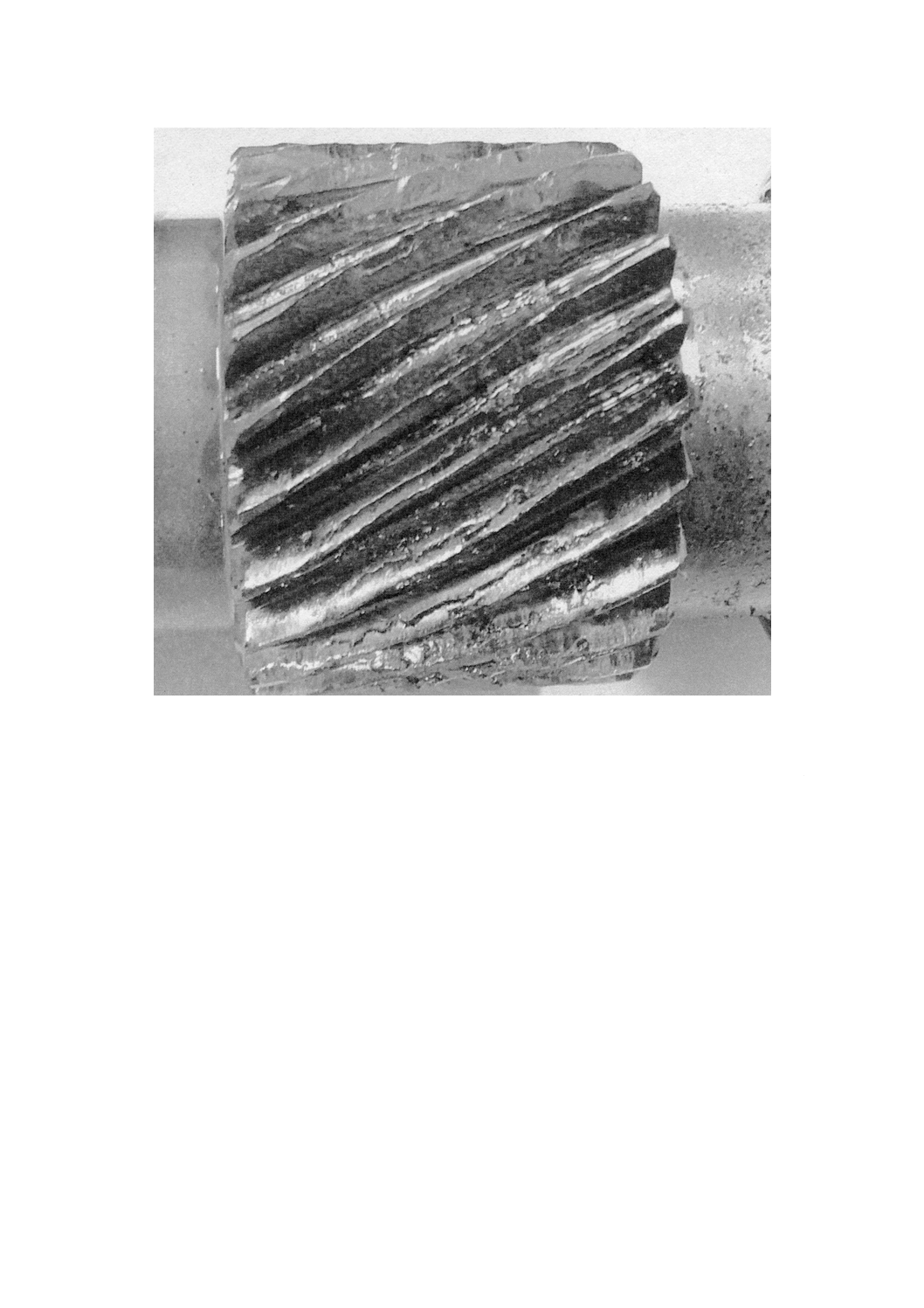
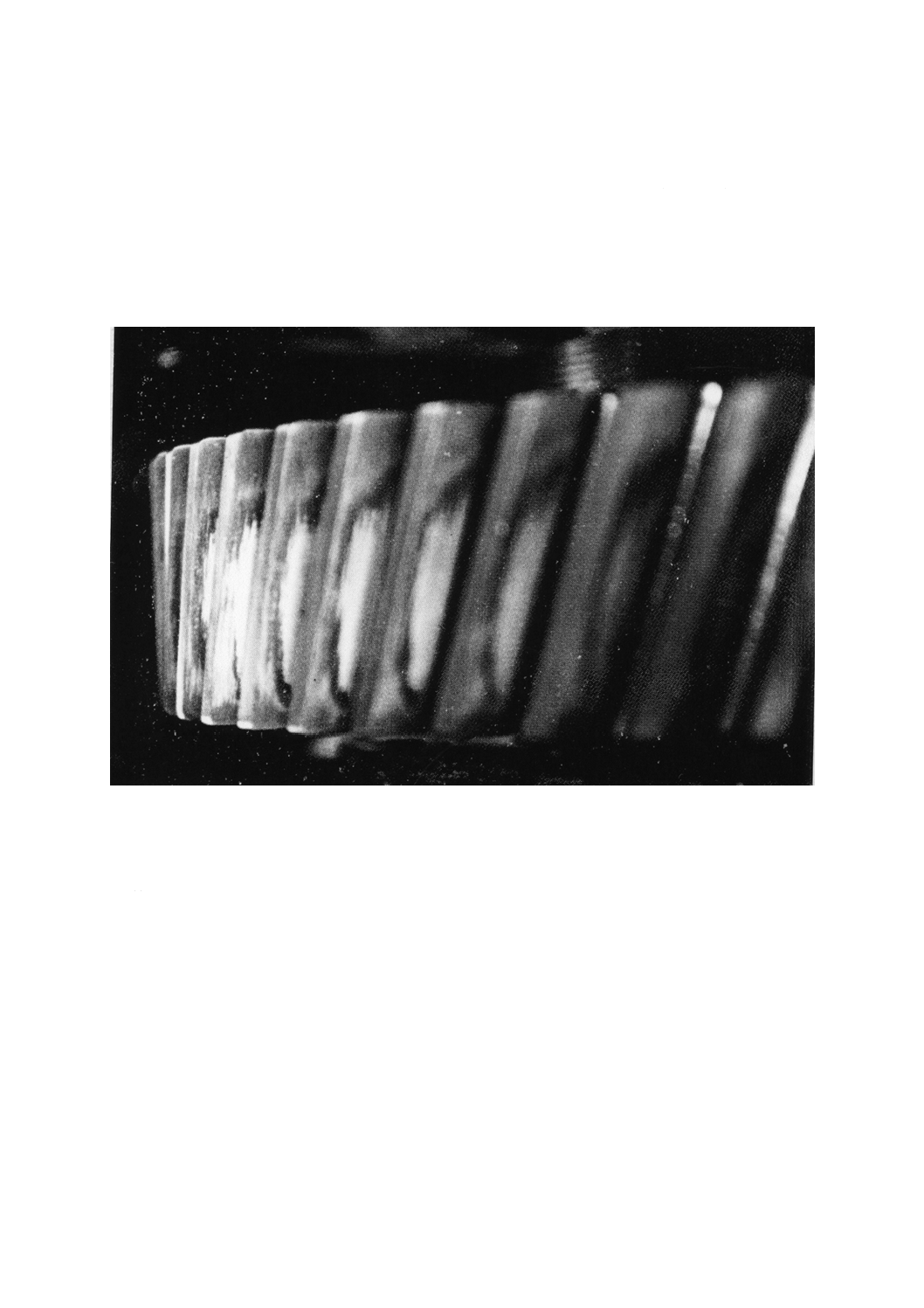
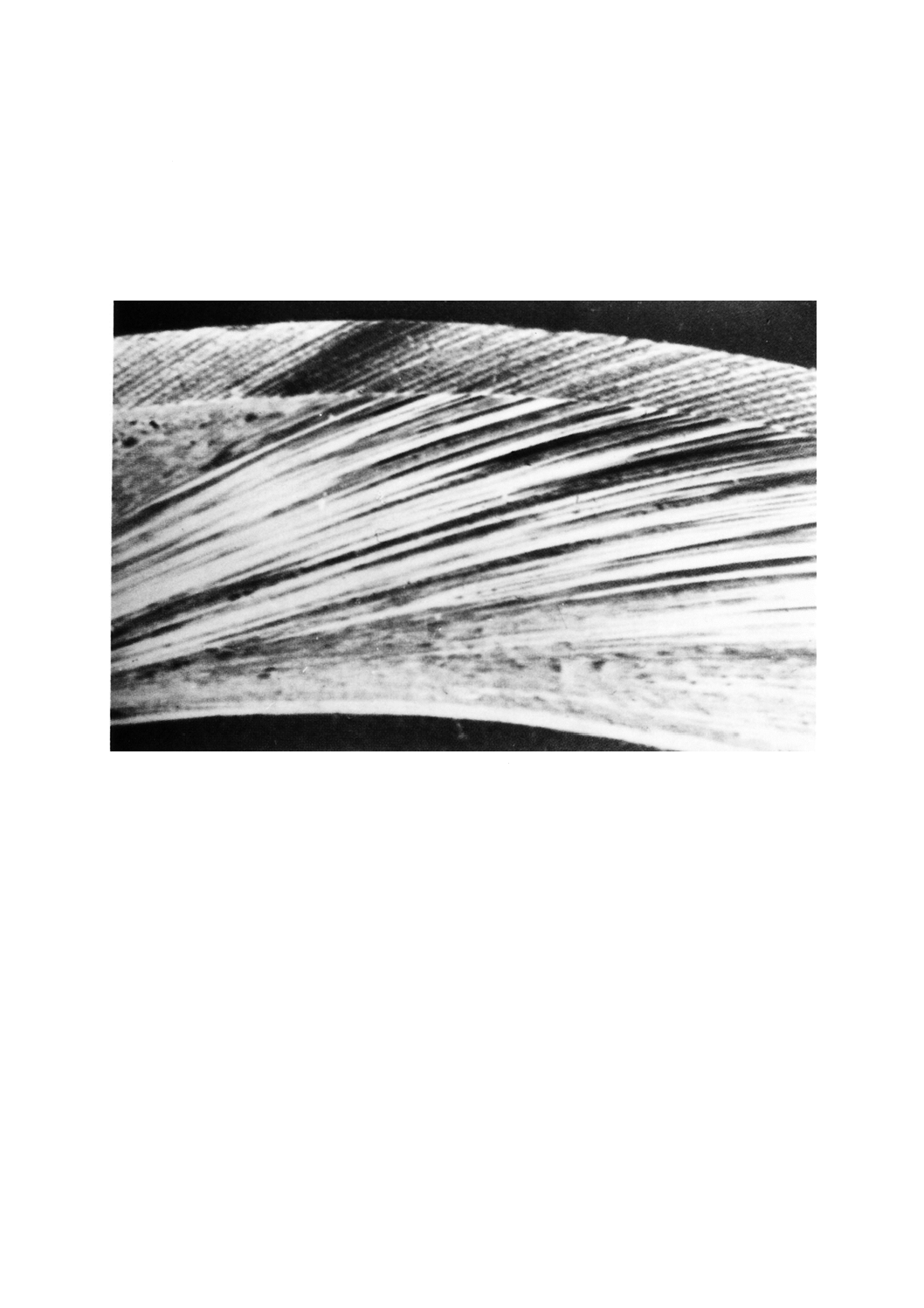
図17は,アブレシブ摩耗が進行したはすば歯車で,作用歯面だけ摩耗が進行し,歯先の厚さがなくなり
とが(尖)っている。歯面は比較的滑らかであるが,歯たけ方向に無数の線条傷が生じており,かつ,そ
れと直角にピッチ点位置(ピッチ円筒と歯面の交線)が明瞭に観察できる。歯の左端に非かみ合い部が運
転前の状態のまま残っており,摩耗面との対比から摩耗量が分かる。
21
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.3.4
凝着摩耗(adhesive wear)
しゅう動しあう2歯面が凝着,引き剝がしを繰り返しながら生じる摩耗。
歯面が初期状態よりひどく荒れ,その状態も不規則なきず跡を形成することが多い。
軽度な場合は,しゅう動方向にひっかききず状の線が目立ち,スクラッチングと呼ぶ。接触条件が過酷
になるにつれ,線条きずの幅が大きくなったり,不規則,又は境界が分からなくなるようになる。この状
態を凝着摩耗という。ときには線条きずが発達し,アブレシブ摩耗によく似ている場合があるが,アブレ
シブ摩耗はピッチ点をくっきりと浮かび上がらせるのに対し,凝着摩耗はピッチ点周辺で摩耗量が減るた
め,それほど鮮明でなく,ぼやけて見える。
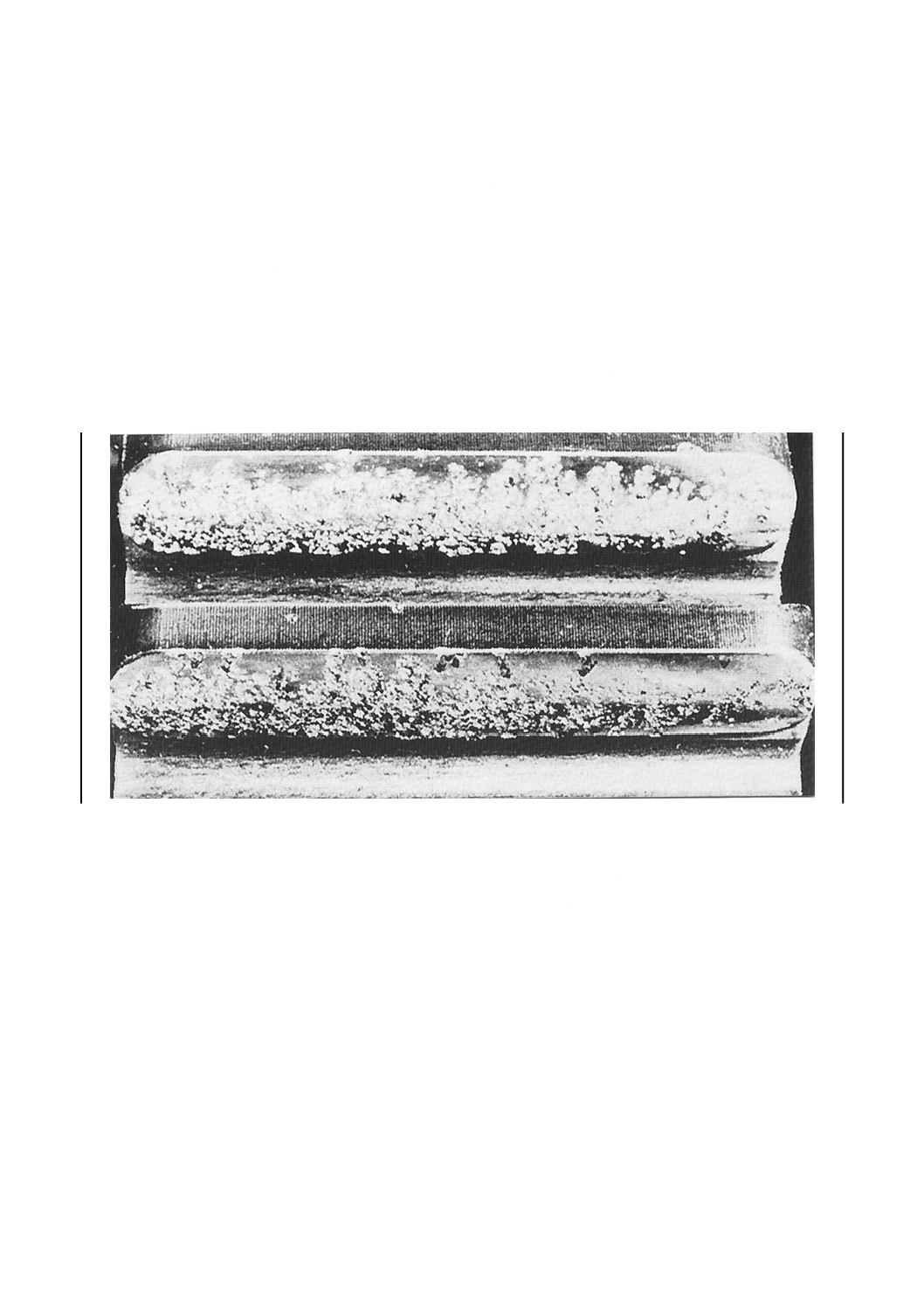
図18−凝着摩耗の例1 [1]
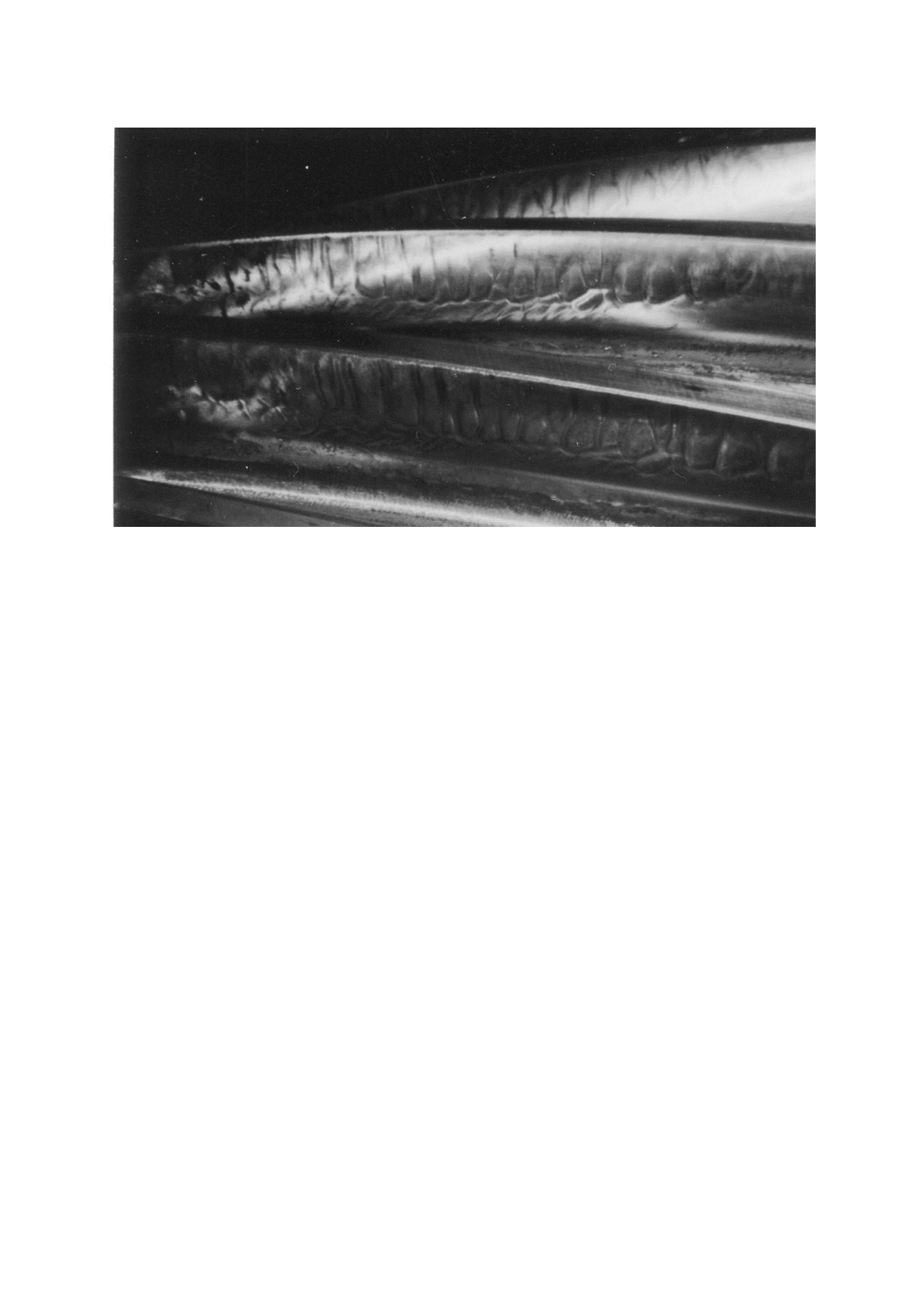
図18は,低速高荷重で使用された歯車に生じた凝着摩耗の例である。ピッチ点から歯先又は歯元に向か
うほど摩耗が激しい。その変化からピッチ点が線状になって見受けられるが,その太さ及び境界が一定し
ていない。この歯面はこの後も同様な状態を呈しながら摩耗し続ける。
22
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
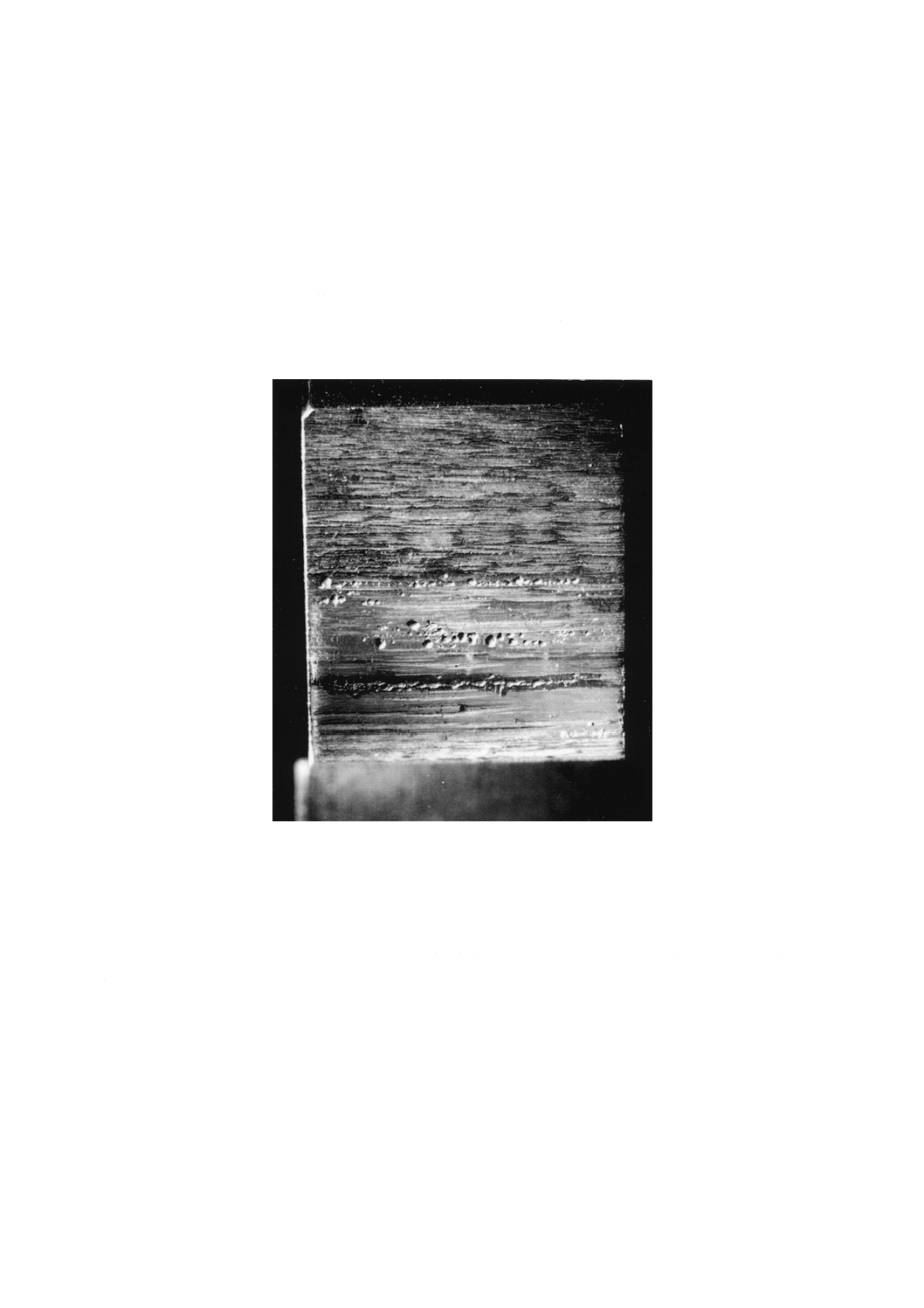
図19−凝着摩耗の例2
図19は,運転中にポンプが故障して潤滑油が供給されなかったために生じた凝着摩耗の例である。油が
焦げ付いた状態になり,しゅう動きずは目立たない。摩耗粉が飛び散り,その中に針状の摩耗粉が混在す
る。この針状の摩耗粉は,歯先りょう(稜)に付着したままのものが見られることもある。
23
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.3.5
摩滅(wear out)
歯面の摩耗が進行し,歯がすり減って正常なかみ合いが行われなくなったり,歯厚が過小になり使用で
きなくなる現象。
摩滅に至る摩耗の種類は問わない。
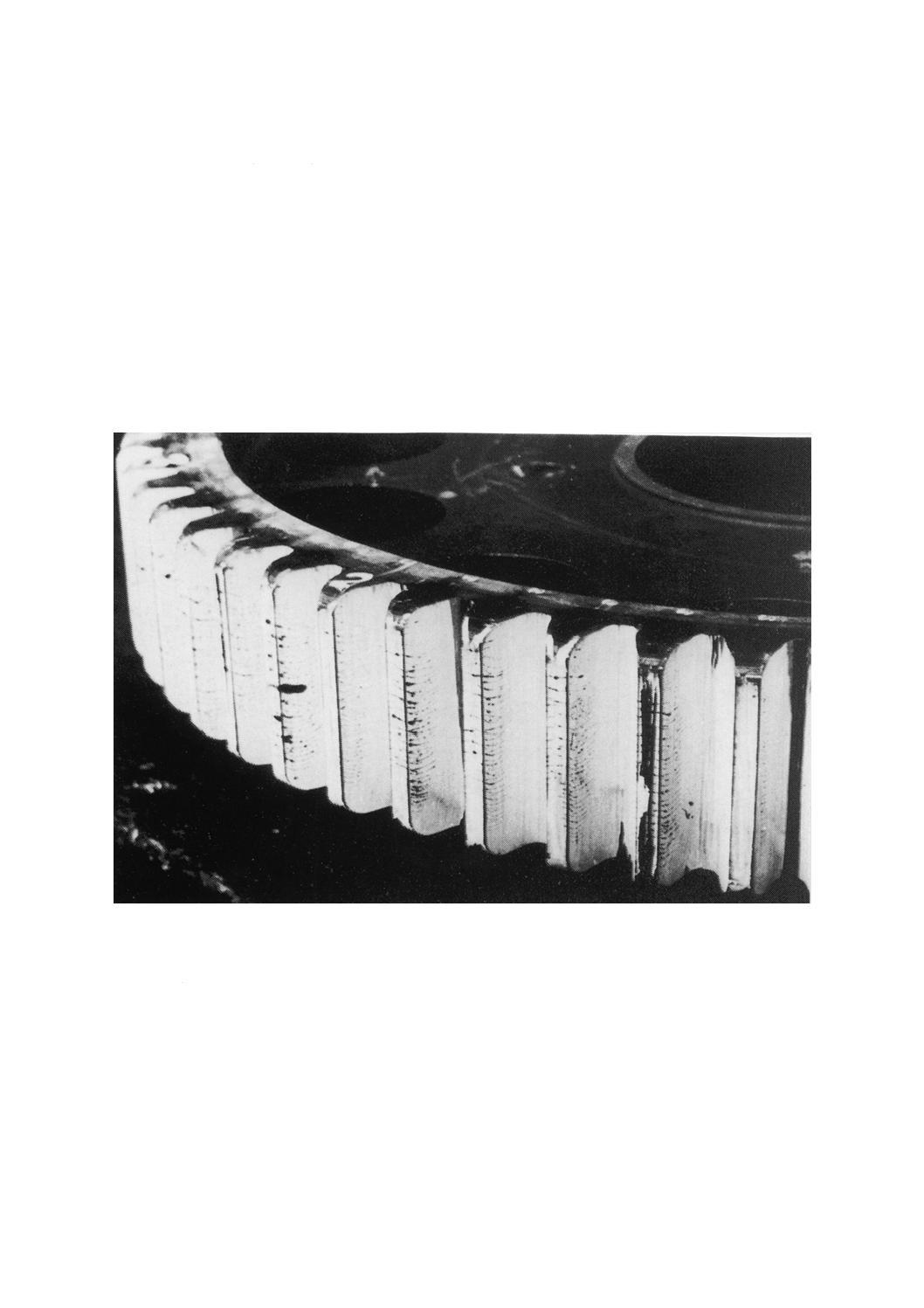
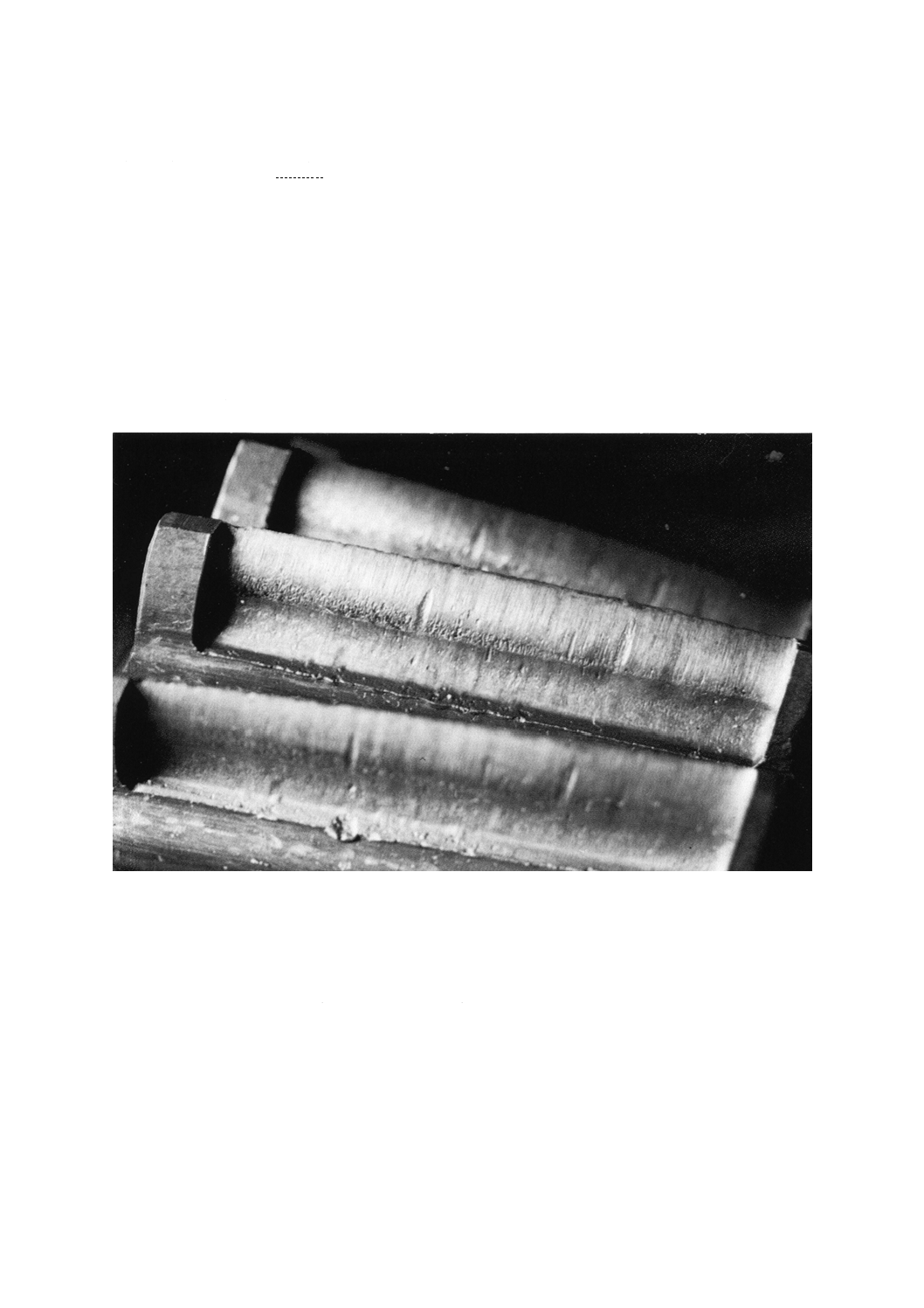
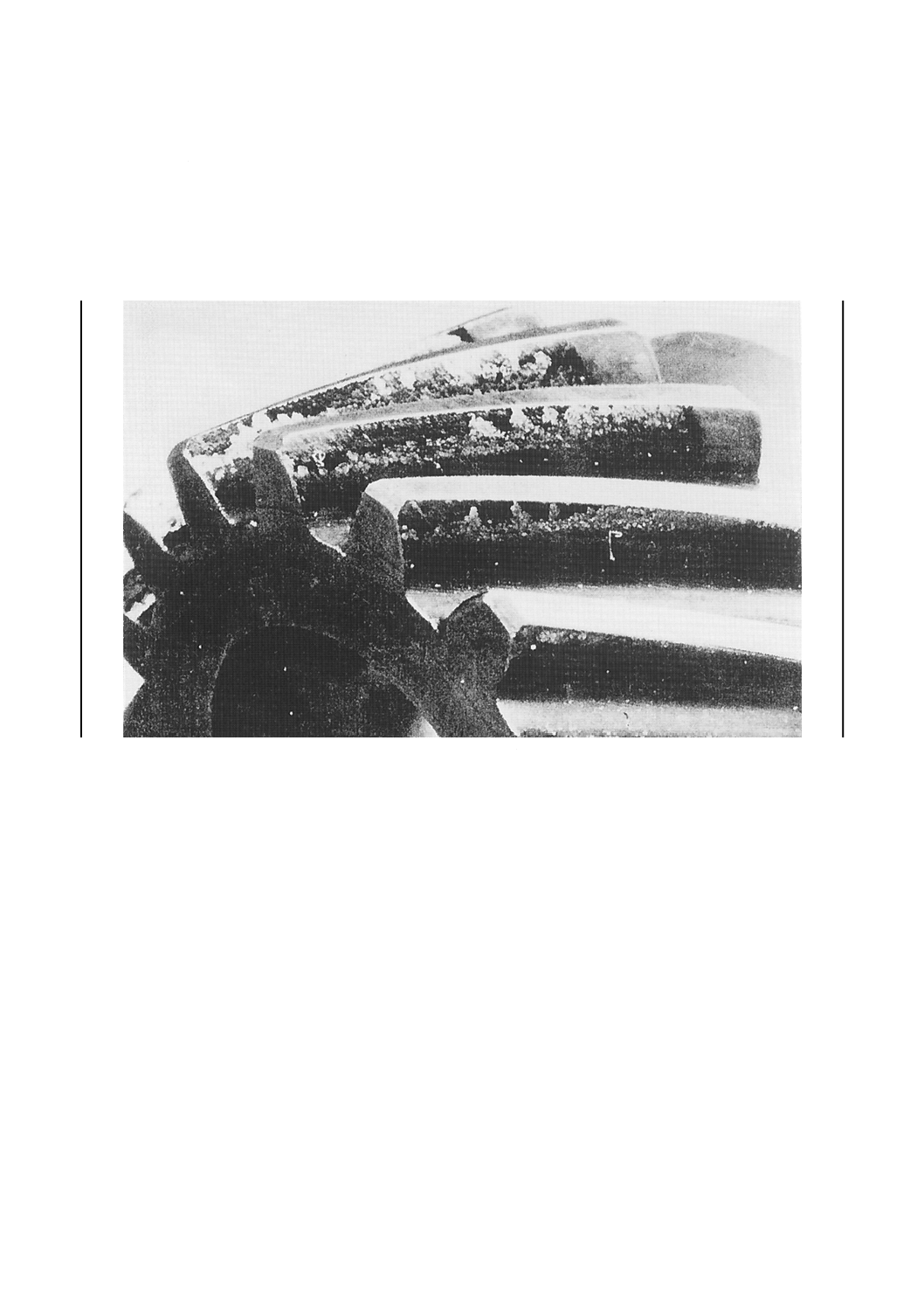
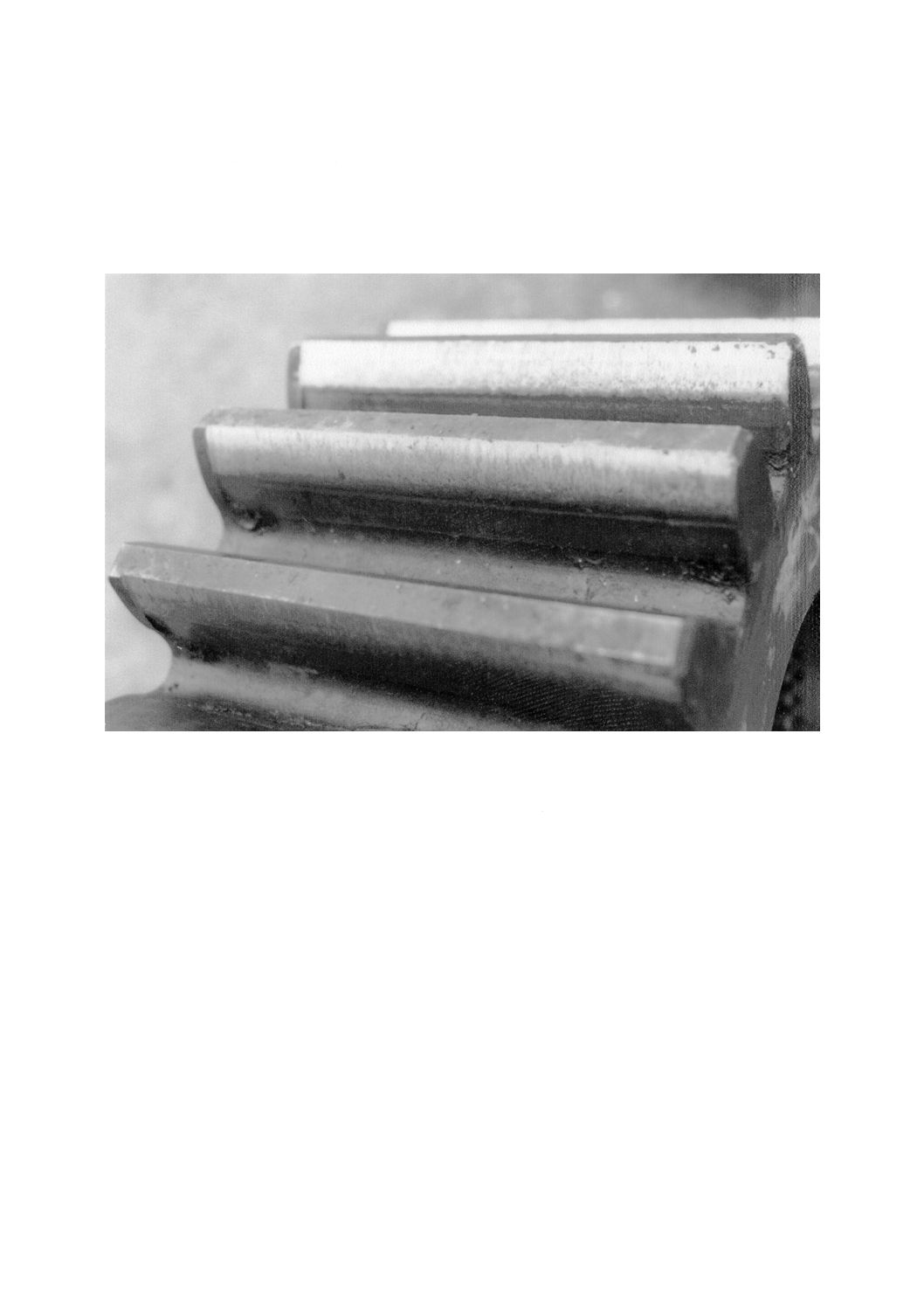
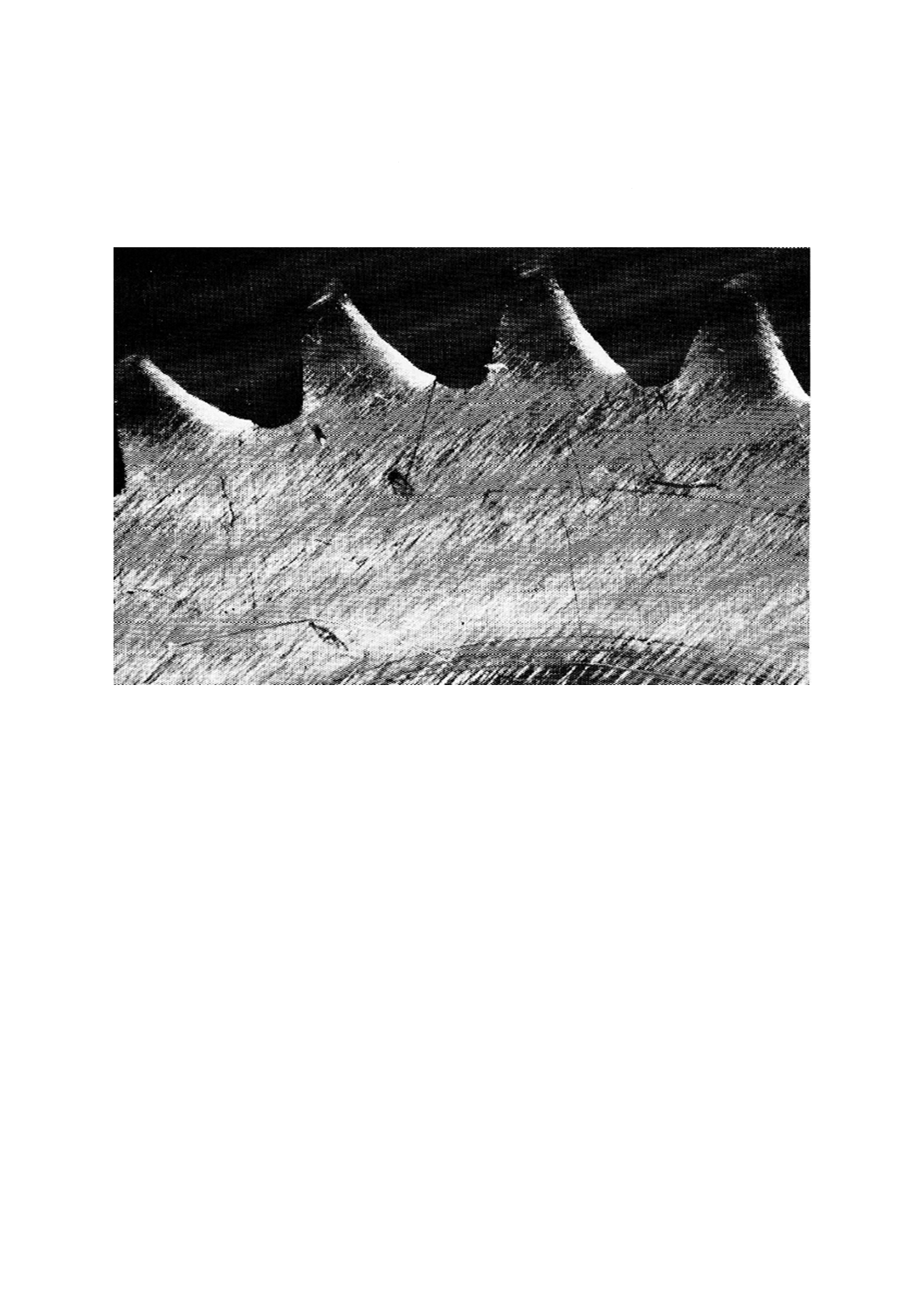
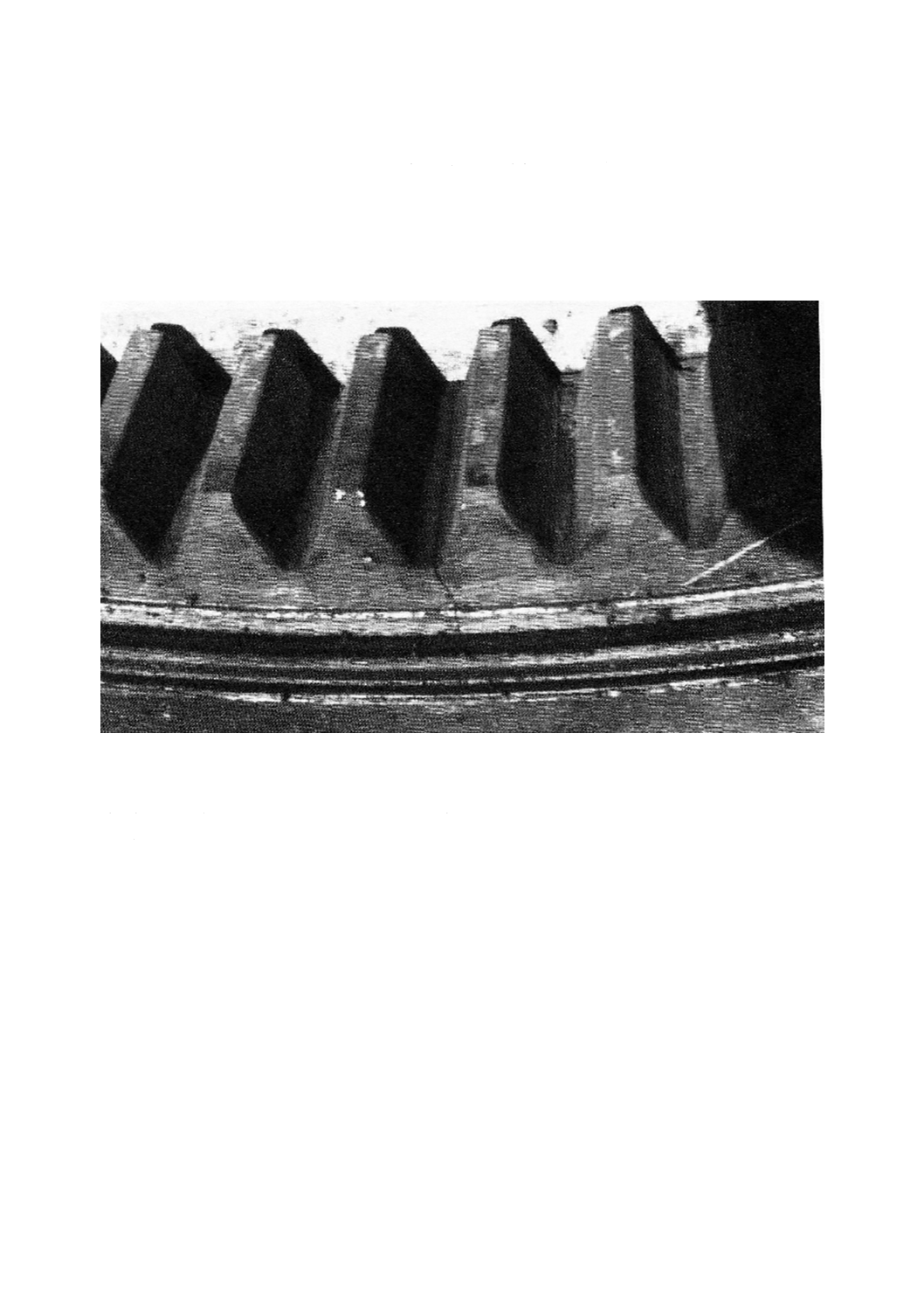
図20−摩滅の例 [1]
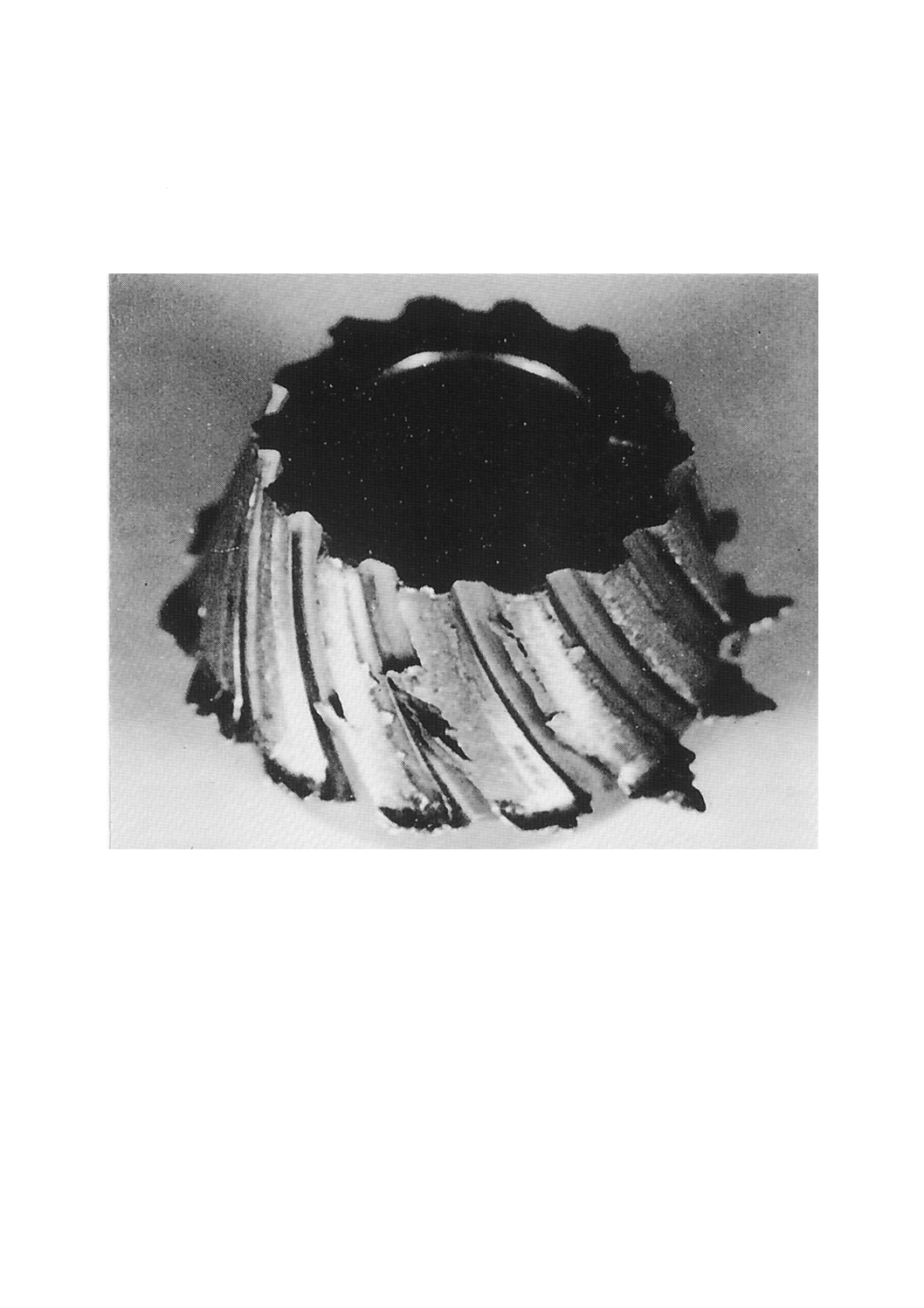
図20の例は,まがりばかさ歯車の歯が摩滅してなくなり,空転したものである。
24
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.3.6
干渉摩耗(interference wear)
歯車の歯が正規のかみ合い以外に接触する場合を干渉といい,干渉したときに発生する摩耗。
一般には,ギヤの歯先とピニオンの歯元の間で見られるトロコイド干渉が多く,単純に干渉というとき
はこのトロコイド干渉のことを指す。この場合,歯元ではくぼみが生じ,歯先は丸くなる。
運転中にバックラッシがなくなり,裏歯面がしゅう動する場合は背面干渉と呼び,プラスチック歯車の
ように熱膨張又は膨潤の大きい材料を用いた歯車でしばしば見られる。ピッチ点周辺でも摩耗,又は強当
たりしている場合が多い。
ここに含まれる損傷形態は,次による。
− トロコイド干渉摩耗
− 背面干渉摩耗
25
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.3.6.1
トロコイド干渉摩耗(trochoidal interference wear)
歯車がかみ合うときに,歯元と相手歯車の歯先との間に生ずるトロコイド干渉による損傷。
多くは被動歯車の歯先と駆動歯車の歯元とが干渉する。このとき,駆動歯車の歯元はえぐられて半径方
向に明瞭なきず跡を残し,ときには過酷なしゅう動のために白層又はピットを発生させることもある。相
手歯車の歯先りょう(稜)はこの干渉が生じても意外なほどに丸くならないが,歯先近くの歯面はトロコ
イド干渉でえぐられた非インボリュート歯面とかみ合うため,歯たけ方向に引っかいたような跡若しくは
塑性流動が見られ又は明らかに摩耗していることもある。
かみ合い終わり時に駆動歯車の歯先が被動歯車の歯元と干渉するのが強く,同様の損傷を起こすことも
ある。
干渉摩耗が歯元応力の最も高くなる付近で生じるため,歯の曲げ強度を低下させるおそれがある。さら
に,最も懸念されるのは,その領域にマイクロピッチングが発生し,その疲労亀裂が進展し,フレーキン
グ又は歯の疲労折損を発生させることである。
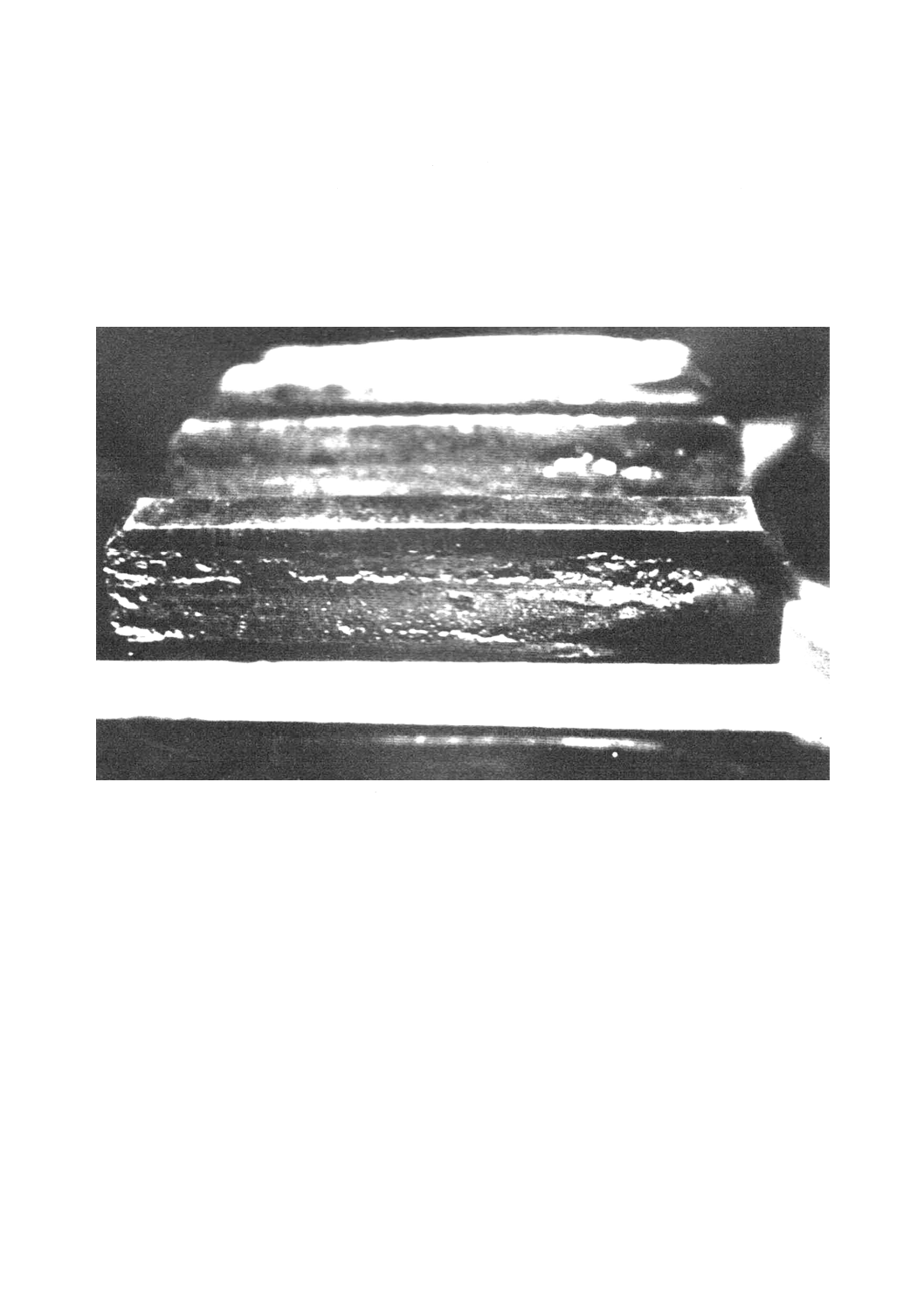
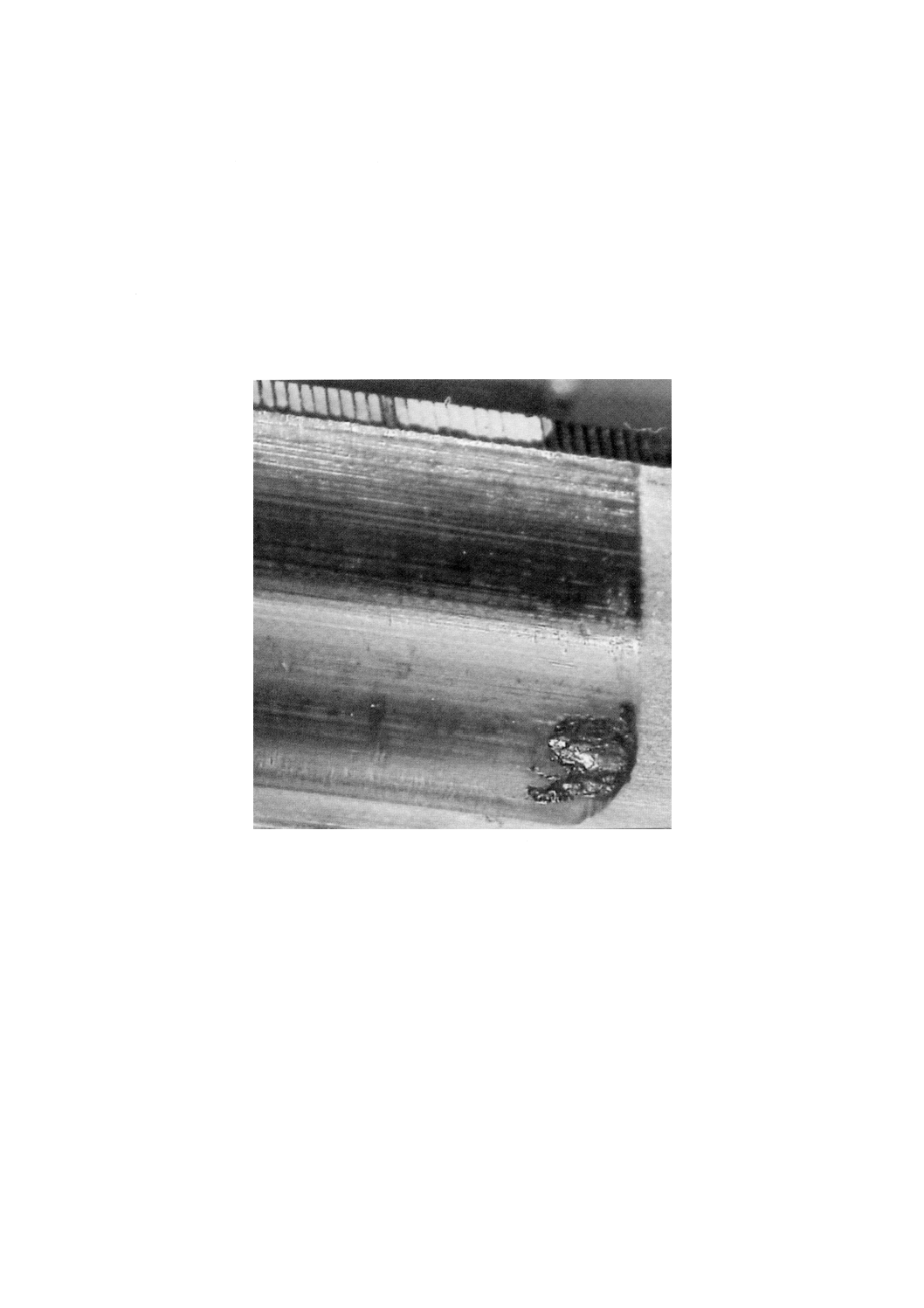
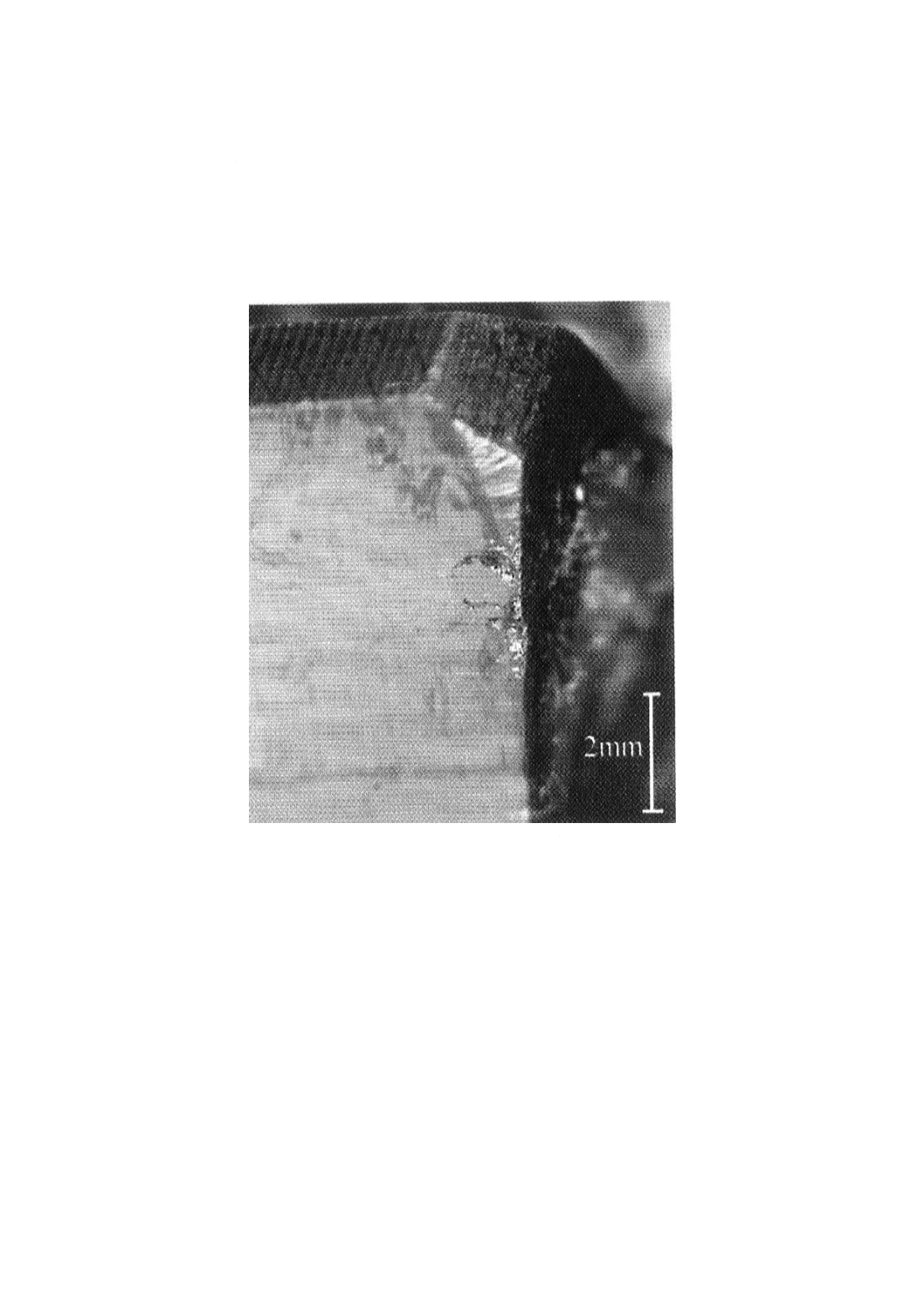
図21−トロコイド干渉の例 [1]
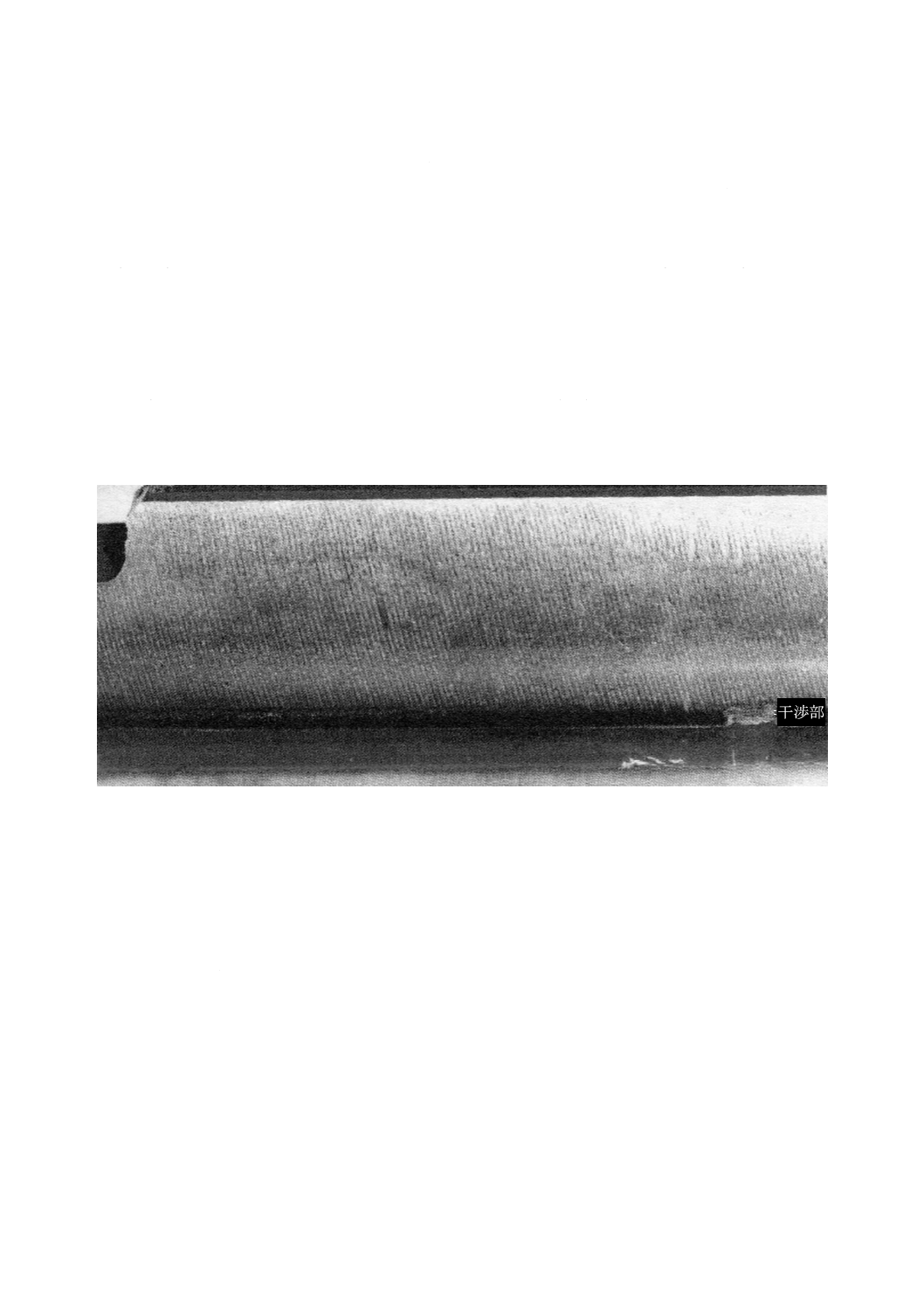
図21は,トロコイド干渉の例を示す。歯面にはシェービング加工目がきれいに残っており,その歯元部
の黒い帯状のところがトロコイド干渉摩耗部である。摩耗部は,鏡面状になっているため写真では黒く写
っている。この歯車では,歯にかかる力が大きく,歯のたわみのために相手の被動歯車の歯先りょう(稜)
がこの駆動歯車の歯元と干渉したものである。
干渉部では加工目が消滅しており,よく見ると,その領域内の左側半分に白い斑点の小ピットであるマ
イクロピッチングが並んで発生し,右端の“干渉部”と記入された文字のすぐ左側にやや大きなピットで
ある接触端部ピッチングの発生が認められる。こうしたピットは別の損傷に発展する可能性をもっており,
干渉摩耗と同時に発生するこうした異なった損傷の発生にも細心の注意を払うことが大切である。
干渉部
26
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.3.6.2
背面干渉摩耗(non-backlash interference wear)
運転による歯の温度上昇又は環境による膨潤などによってバックラッシ不足に陥り,負荷を受けるはず
のない裏歯面までしゅう動することによる摩耗。
この摩耗は,プラスチック歯車でしばしば見られる。微小モジュールの歯車では歯車の偏心又はランア
ウトによって背面干渉が起こり,回転不能又は歯の折損に至ることもある。
なお,軽負荷で激しい歯打ち振動を起こす場合にも背面にきずが付くことがあるが,これは該当せず,
背面の損傷だけを見て背面干渉が起こっていると判断することはできない。
a) 非作用歯面
b) 作用歯面(参考)
図22−背面干渉摩耗の例 [1]
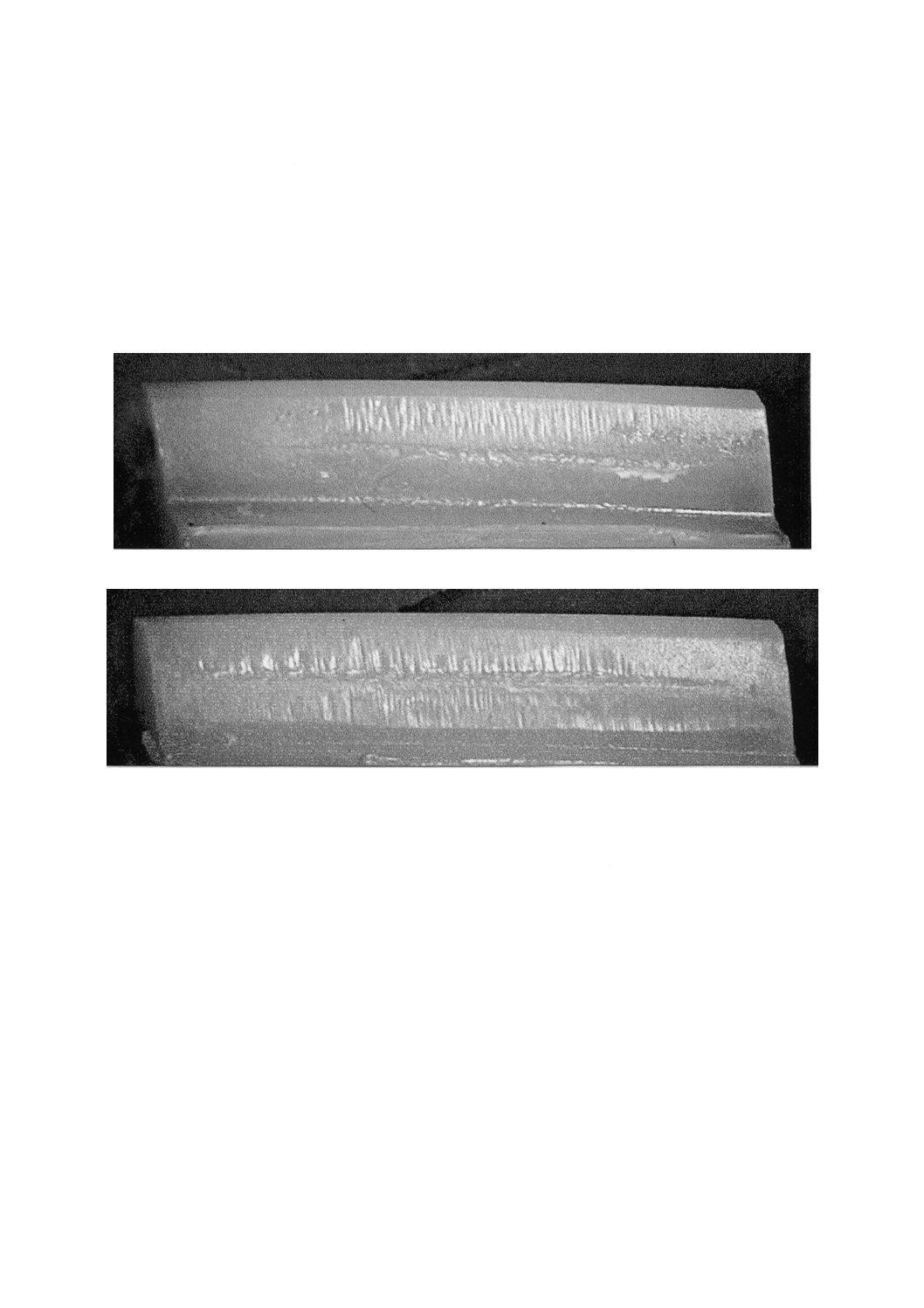
図22 a) は,プラスチック歯車(ポリアセタール)が無潤滑で運転されたときの背面干渉を生じた歯面
の例で,非作用歯面である。歯末に見られる白い線条傷はスクラッチングで,厳しい接触をしていること
を示している。ピッチ点付近はほとんど変化せずに残っているが,そのすぐ歯元側では凝着摩耗によって
減肉している。
図22 b) は同じ歯の作用歯面で,比較参考のために掲載したものであり,歯末側,歯元側ともにスクラ
ッチングが見られる。
この歯車はバックラッシのほとんどない状態で運転されており,歯の温度が上昇するにつれて,熱膨張
による歯厚の増大のためにバックラッシがなくなり,裏歯面も表歯面に近いくらいに摩耗したものである。
27
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.3.7
腐食(corrosion)
周辺にある環境物質との化学作用によって表面に発生する劣化。
それに関係する表面の変化,化学反応を伴わなくとも環境物質との物理的作用による変化なども含める。
歯面はしゅう動によって活性化し,かつ,温度も上昇するために,雰囲気によって潤滑剤の構成物質と化
学反応しやすい。その反応によってできた物質が容易に摩耗粉として脱落したり,摩耗粉が更なる摩耗を
促す。こうした化学反応を伴う歯面の変化を腐食として扱う。
また,化学反応を伴わなくとも,流体の衝突,油中に含まれる気体成分との物理的反応などもこの腐食
に含まれる。
なお,腐食はその雰囲気に置かれている間中,歯車の運転とは別に,絶えず進行するのに対し,腐食摩
耗は歯車が作動しているときにだけ発生する。したがって,厳密に言えば,腐食と腐食摩耗とは異なる用
語であるが,一般に“摩耗”の文字を省略する。
ここに含まれる損傷形態は,次による。
− 化学腐食
− フレッチングコロージョン
− キャビテーションエロージョン
− 流体エロージョン
− 電食
− スケーリング
− 焼け
28
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.3.7.1
化学腐食(chemical corrosion)
化学反応で生じた表面の劣化。
化学腐食した歯面は一般にしみが付いたように見えたり,赤茶けたさびが浮いたりする。そのさびたも
のを取り除くと腐食孔が現れる。腐食は普通歯全体に生じ,結晶粒界を酸化し,粒状に進展する。
こうした表面層の劣化は,負荷運転すると摩耗を促進させやすい。しかも一旦生じた摩耗は収まること
なく,一層進行する。
図23−化学腐食の例 [1]
図23は,車両用のはすば歯車に見られたさびの例である。歯面が腐食を受け,赤い斑点となっている(図
の写真では白い斑点)。
29
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.3.7.2
フレッチングコロージョン(fretting corrosion)
負荷を受けて接触している2面間で,微小な相対運動が繰り返されるときに生じる表面損傷。
歯車形軸継手,スプライン又は歯車周辺のはめあい部でよく見られる。
赤褐色をした酸化粉(ココアと通称している。)を伴う。時間とともに進行するので,そのぶん母材がや
せ細る。発生した微粉末は接触域にそのまま残り,そのアブレシブ作用で接触面の劣化を一層加速する。
付着している摩耗粉を取り除くと,焼けただれたケロイド状の表面の現れることが多い。ときにはその
面に亀裂が見られることもある。
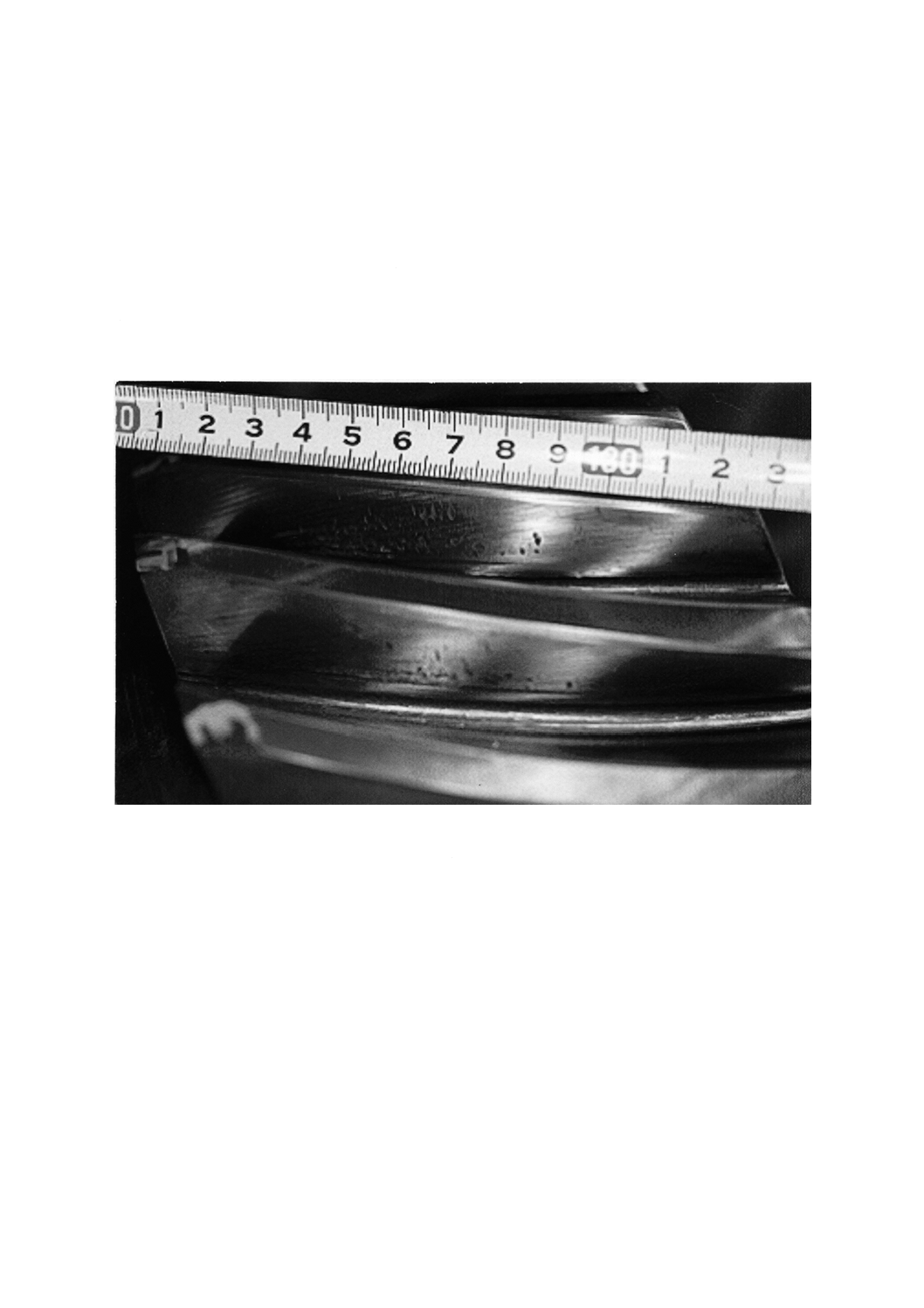
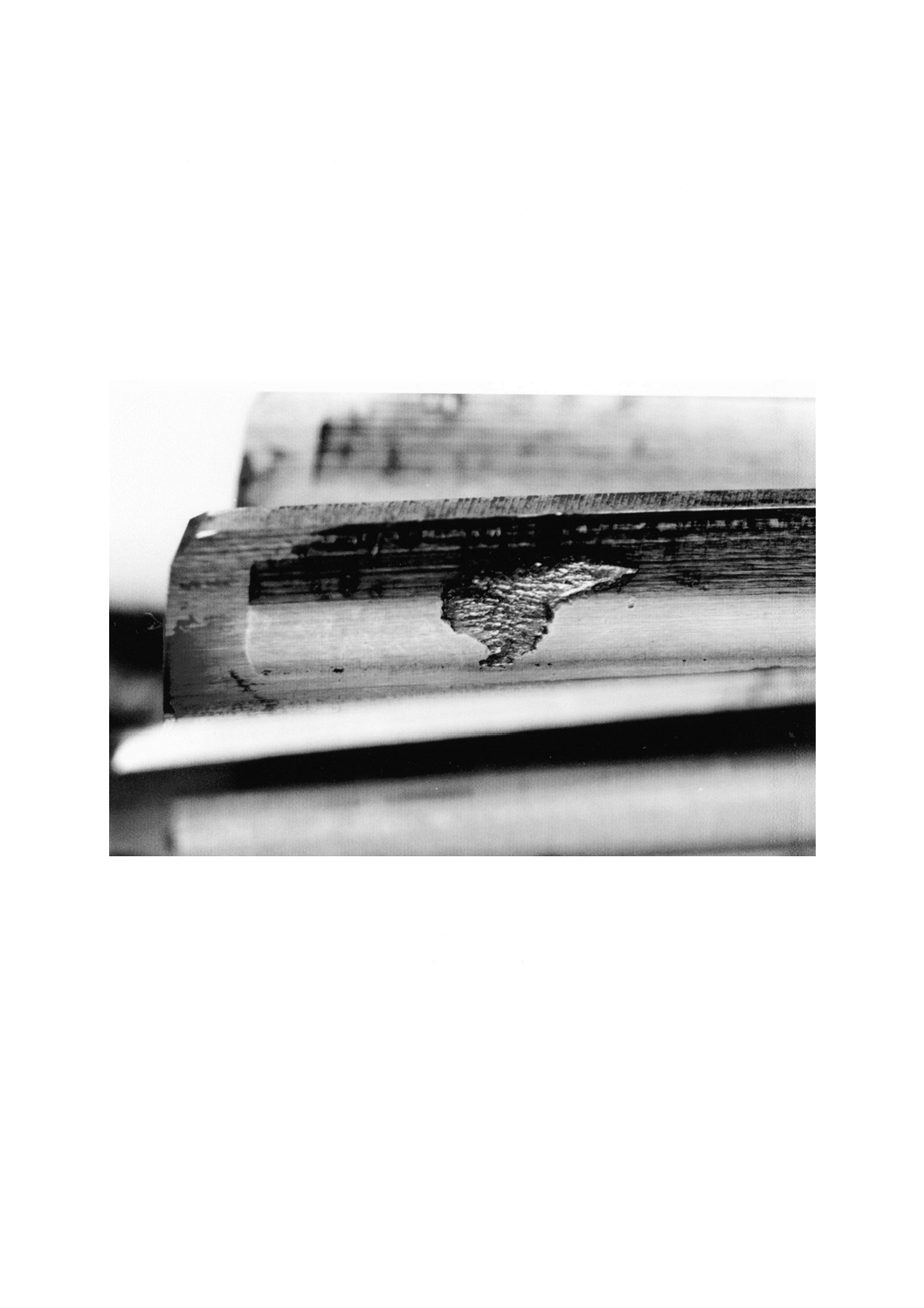
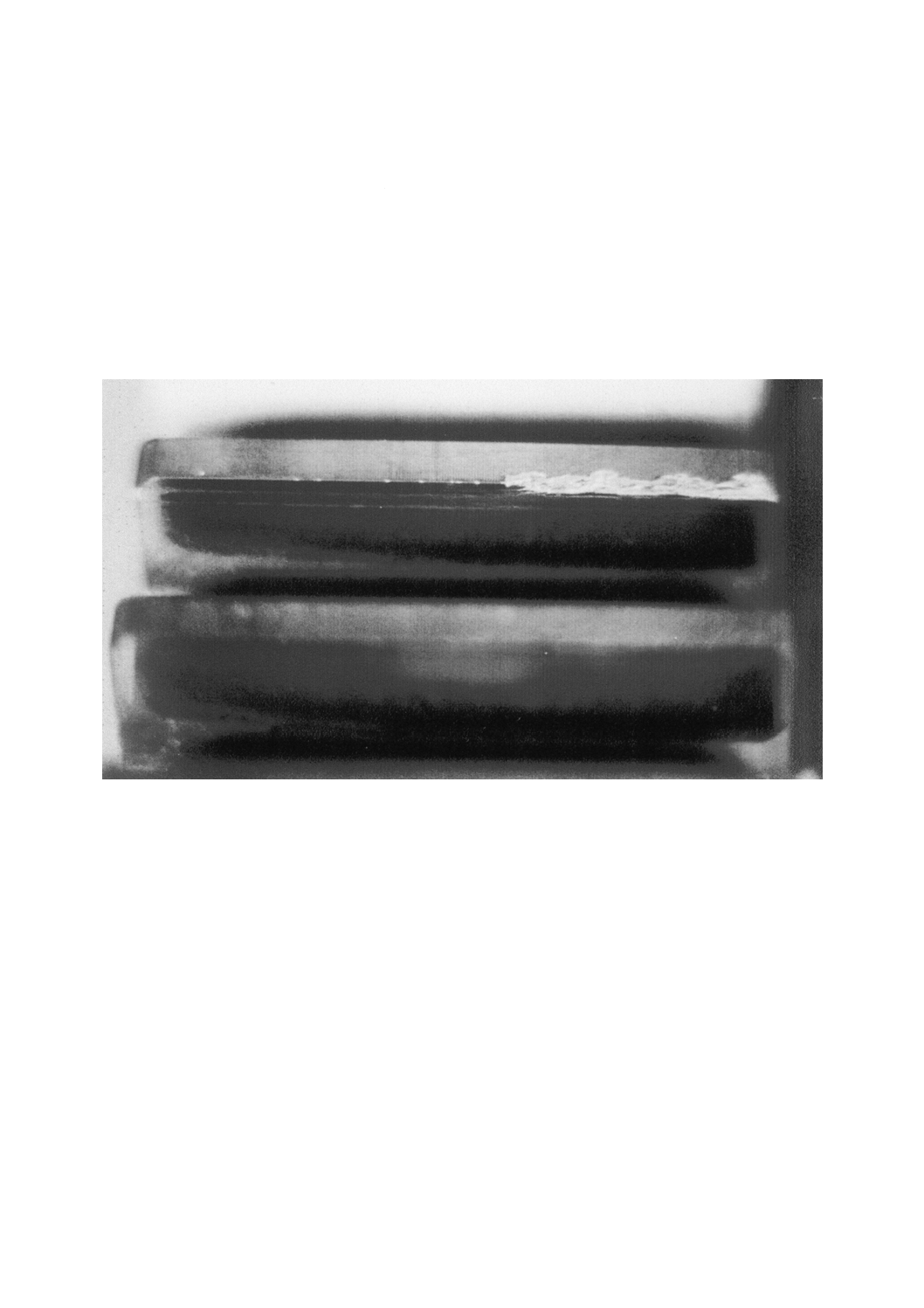
図24−フレッチングコロージョンの例
図24は,歯車形軸継手の内歯車歯面に生じたフレッチングコロージョンの例である。図の左の方にある
歯面の下側,歯幅の6割程度の滑らかに見える領域で損傷が進行しており,そのため歯厚が薄くなってい
る。この状態になると,摩耗は継続して進み,ついには歯が完全になくなってしまい,空転するようにな
る。
30
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.3.7.3
キャビテーションエロージョン(cavitation erosion)
潤滑油中に発生するキャビテーション気泡が,油流の流体力学的圧力の急激な変化によって高速で崩壊
し,それに伴って発生する衝撃圧力によって歯面の一部が脱落する現象。
歯面全体が一様に摩耗する場合が多いが,潤滑方法によっては局所的に生じることもある。歯面全体が
サンドブラスト処理をしたようになることもある。損傷面は一見荒々しかったり滑らかだったりするが,
その面も顕微鏡観察すると,キャビテーションによって穴が蜂の巣状になったり,粒々の変化の激しい面
になっているのが分かる。
a)
b)
図25−キャビテーションエロージョンの例
図25 a) は,大歯車に発生したキャビテーションエロージョンの例である。歯面が梨地状をなしている。
図25 b) は,図25 a) の損傷面を拡大したSEM(走査電子顕微鏡法)像である。ちょうどサンドブラス
ト処理をしたように見える。

31
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.3.7.4
流体エロージョン(hydraulic erosion)
微粒子を含んだ潤滑油が歯車に供給された場合に,油中のこれら異物が歯車に衝突することによって発
生するアブレシブ摩耗。
給油ノズルと関連した場所に発生しやすい。多くは歯の頂部だけが損傷し,その場合歯車に実害はない。
しかし,潤滑油中に異物を含んでいるので,歯面にアブレシブ摩耗を起こさせる可能性のあることを示し
ており,コンタミネーション対策が望まれる。
図26−流体エロージョンの例
図26は,高速運転をしている歯車の歯先付近に生じた流体エロージョンの例で,発生位置は給油ノズル
の位置に一致している。
32
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.3.7.5
電食(electric corrosion)
かみ合っている歯面間に生じた火花放電に起因する損傷。
電食の発生は,運転中,全歯に同じように発生する場合もあれば,停止中にある特定の歯だけに生じる
こともある。
最も一般的な症状は,多数の小さなピットが広がるもので,ピットを拡大してみると,半球状のクレー
タをなし,その表面は滑らかで溶けた跡をしており,結晶組織が崩れている。クレータ周辺に亀裂が入る
こともある。そのほかの症状として,焼けたようになり,テンパカラーが見られる場合,激しい摩耗を伴
う場合などがある。
大電流が流れた場合,歯面の広範囲にわたって溶融し,スカッフィングを発生したような様相になるこ
ともある。
図27−電食の例
図27は,電食がひどく進行している歯面の例で,大電流が通過したか,又は長時間流れたためと考えら
れる。白く斑点模様の重なったところが電食で,1個を拡大すると火山の噴火口に似ており,更に拡大す
ると,一旦溶融したことによって表面が滑らかになっているのが観察される。
33
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.3.7.6
スケーリング(scaling)
熱処理工程で酸化によって歯面にできた酸化物層(スケール)が剝離すること。
スケールは,一般にまだらに盛り上がっているので,負荷運転すると,最初にこれらの歯面の突起部が
当たり,力を伝えるので,スケール部が剝がれ,急速に金属光沢を呈するようになる。
このスケールが潤滑油中の異物となり,アブレシブ(三元)摩耗を進展させることがある。
図28−スケーリングの例
図28は,はすば小歯車の歯面に生じたスケーリングの例である。歯面の白い部分がスケールが剝離して
金属光沢をなしている部分である。
34
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.3.7.7
焼け(burning)
周速又は荷重が過大であったり,潤滑が不良のために,歯面が高温になり,変色する現象。
バックラッシが不足し,背面干渉を起こすようなときにも生じ,この場合には,表歯面及び裏歯面の両
側に過負荷の兆候が現れ,色が付いたり,焼付き又は塑性変形といった損傷も同時に見られることがある。
焼けはしばしば硬さの低下を来し,歯面又は歯元の強度の低下を引き起こすことがある。ただし,高温
そのほかの原因で歯面の色が変わっても,硬さの低下もなく,実害の生じないこともある。
図29−焼けの例 [1]
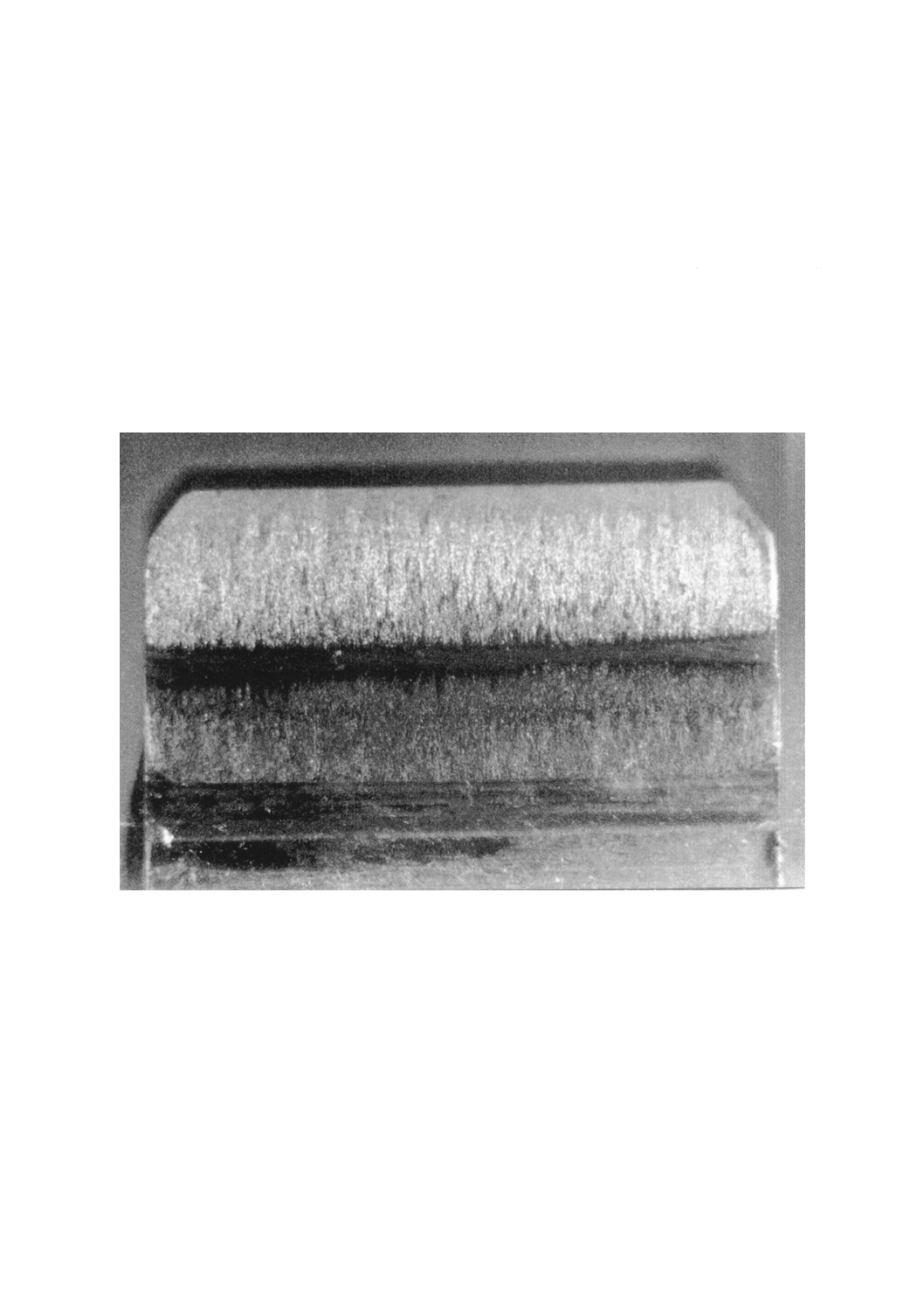
図29は,大歯車に見られた歯面の焼けの例である。歯当たり中央部の白色に見える部分が最も高温とな
った領域で,焼けた酸化物層が剝離している。その周辺の黒くなっているところが焼けによって生じた酸
化物質の残ったところである。
35
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.4
スカッフィング(scuffing)
局所的な過度の熱発生のために油膜が切れて,歯面同士が直接接触し,接触部分が融着して再び引き剝
がされるために起きる激しい凝着摩耗。
損傷は,接触面の滑り速度が速い場所及び接触圧力の高い場所に発生する。極めて短時間に損傷が進展
し,歯形の変化などを伴い,歯車性能にも影響を及ぼす。
歯車の面圧強度を高めるためには,かみ合う歯面間に油膜を形成させることが有効である。しかし,運
転条件によっては,運転中に油膜が破断して凝着し合うことがある。この油膜の切れる原因は,三つに大
別される。高速高荷重条件で運転され,歯面温度が高くなり,潤滑油が本来の機能を発揮できなくなった
場合,低速高荷重で歯面に有効なくさび膜を形成できなくなった場合,及び運転中に歯面の状態が一様に
変化し,粗さが大きくなった場合である。
スカッフィングは,油膜の切れる原因によって次の三つに大別される。
− 高温スカッフィング
− 低温スカッフィング
− 疲労スカッフィング
なお,高温スカッフィングにおいて,損傷程度が低い場合には,歯車性能を劣化させない場合がある。
こうした場合には,初期スカッフィングと呼んでいる。

36
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.4.1
初期スカッフィング(initial scuffing)
軽度な高温スカッフィングで,多くは駆動側の歯元部と被動側の歯先部周辺に生じる摩耗。
表層が軽く溶融した状態になるが,その層は薄く,しゅう動方向にぼやけた条痕の現れることが多い。
歯幅方向には,当たりの強い部分だけのこともあれば,歯幅全体にわたることもある。歯形修整をしてい
ない歯車が高荷重を受けたり,歯形又は歯すじ誤差で強当たり部があるときに発生しやすく,突起部が取
れてしまい,荷重が再配分され,局部的応力が低下することでスカッフィングはそれ以上発生しないこと
がある。このように,スカッフィングが生じても,その後被害が拡大したり,運転に支障がない場合は,
初期スカッフィングとしてそのまま放置される。
一般に,運転初期にだけ生じるが,運転途中に衝撃荷重が加わったり,潤滑系統でトラブルがあったと
きなど,それまでと異なる事態が生じたときに起きることもある。
図30−初期スカッフィングの例
図30は,はすば歯車の駆動歯車に生じた初期スカッフィングの例である。左端歯元のかみ合い始め部に
見られる横長の白い領域が損傷した領域である。図の細かな横線は,研削加工目である。
この図はレプリカ転写(スンプ)によって,損傷の発生時点に記録したもので,それ以降運転条件が変
わらない間,スカッフィングの発生程度は変化していないことが確認されている。
37
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.4.2
高温スカッフィング(hot scuffing)
突発的に油膜が切れて歯面同士が直接接触することによって起きる,激しい凝着。
かみ合っている歯面間には潤滑油膜が形成され,互いに凝着し合うことを防いでいる。しかし,高速運
転歯車では潤滑油膜が油膜せん断の発熱に耐えきれず,突発的に油膜が切れて歯面同士が直接接触する状
態となり,激しい凝着を起こすことがある。この状況を高温スカッフィングと呼ぶ。歯面のこの熱的損傷
は爆発的に進行し,接触面が剝ぎ取られることによって,秒オーダで歯面形状が悪化し,歯車振動が増加
して運転不能になることもある。
高温スカッフィングを起こした歯面は,全体的に非常に荒れた状態になることもあれば,比較的滑らか
であるが光沢のない曇った状態になることもある。拡大してみると,損傷面は滑り方向にかきむしった状
態のほか,あたかも溶けて固まったように見えることもある。
図31−高温スカッフィングの例1
図31は,高速回転中に発生したもので,高温スカッフィングが発生すると同時に振動が増加している。
1枚の歯で,6層になっている。上から,黒い歯の頂部,白い帯状が歯先領域で,スカッフィングが発達し
ており,しゅう動方向に流れは見られるが,明確な線条痕は少ない。3層目の黒くて狭い帯状領域がピッ
チ点部で,加工目が残っていることも多い。その下が歯元領域で,相手歯車の歯先りょう(稜)が当たる
領域までスカッフィングが発生している。その下の層は歯底,次いで隣の歯である。スカッフィングの発
生状態は駆動側,被動側,どちらもほぼ同じ状態であった。
38
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a)
b)
c)
図32−高温スカッフィングの例2 [1]
図32 a) は,歯末側にまだら模様に出た高温スカッフィングの例である。浸炭後研削仕上げされており,
その際に研削焼けを起こしており,その軟らかい部分にスカッフィングが発生している。まだら模様にな
ったスカッフィング発生部を拡大すると,図32 b) のように,一旦溶融したように滑らかな面になってい
る。また,スカッフィングの発生していないところを拡大すると,図32 c) のように,横方向の加工目と
それが取れて鏡面状態になった部分に対し,縦方向にスクラッチングが見える。スカッフィングもスクラ
ッチングもともに凝着摩耗でありながら,両者の違いが明瞭に見られる。
なお,図32 a) の歯元面に見られる白い斑点はマイクロピッチングである。このように,損傷が複数絡
むことはよくあることなので注意を要する。
39
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.4.3
低温スカッフィング(cold scuffing)
比較的低速で歯車が運転された,境界潤滑又は混合潤滑状態における滑り接触下では,局所的温度上昇
はあるものの接触面全体ではほとんど温度上昇がないが,局部的に油膜が切れて歯面同士が接触して起こ
る凝着による損傷。
図33−低温スカッフィングの例 [1]
図33は,建設機械用駆動歯車に見られた低温スカッフィングの例である。中央の歯の歯たけ中央部に入
った,黒い帯と白い帯との境界のすぐ歯元寄りのやや白っぽい線がピッチ点である。歯の左側の僅かな幅
でかみ合っていないところが残っており,かみ合っている部分との間に摩耗による段差の生じているのが
認められる。損傷部は全体的に歯たけ方向へのうっすらとした線模様が認められるが,明瞭ではない。
40
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.4.4
疲労スカッフィング(fatigue scuffing)
損傷発生までに長時間を要するスカッフィング。
マイクロピッチングが多発し,ある面積を覆い尽くすと,その領域はフロスティングとなり,小さな穴
で覆い尽くされる。そのため粗さも大きくなり,何らかのきっかけで油膜が切れると一気に焼付きが広が
り,スカッフィング状態となる。そのためスカッフィングが発生するまでに非常に長時間がかかるので,
スカッフィングの接頭語として時間経過を表す疲労なる語が付けられた。
一般に,スカッフィングの発生は荷重又は回転速度を上げるなど,運転が過酷になったときに発生する
が,疲労スカッフィングはそうしたことがなく,定常運転されている最中でも発生する。
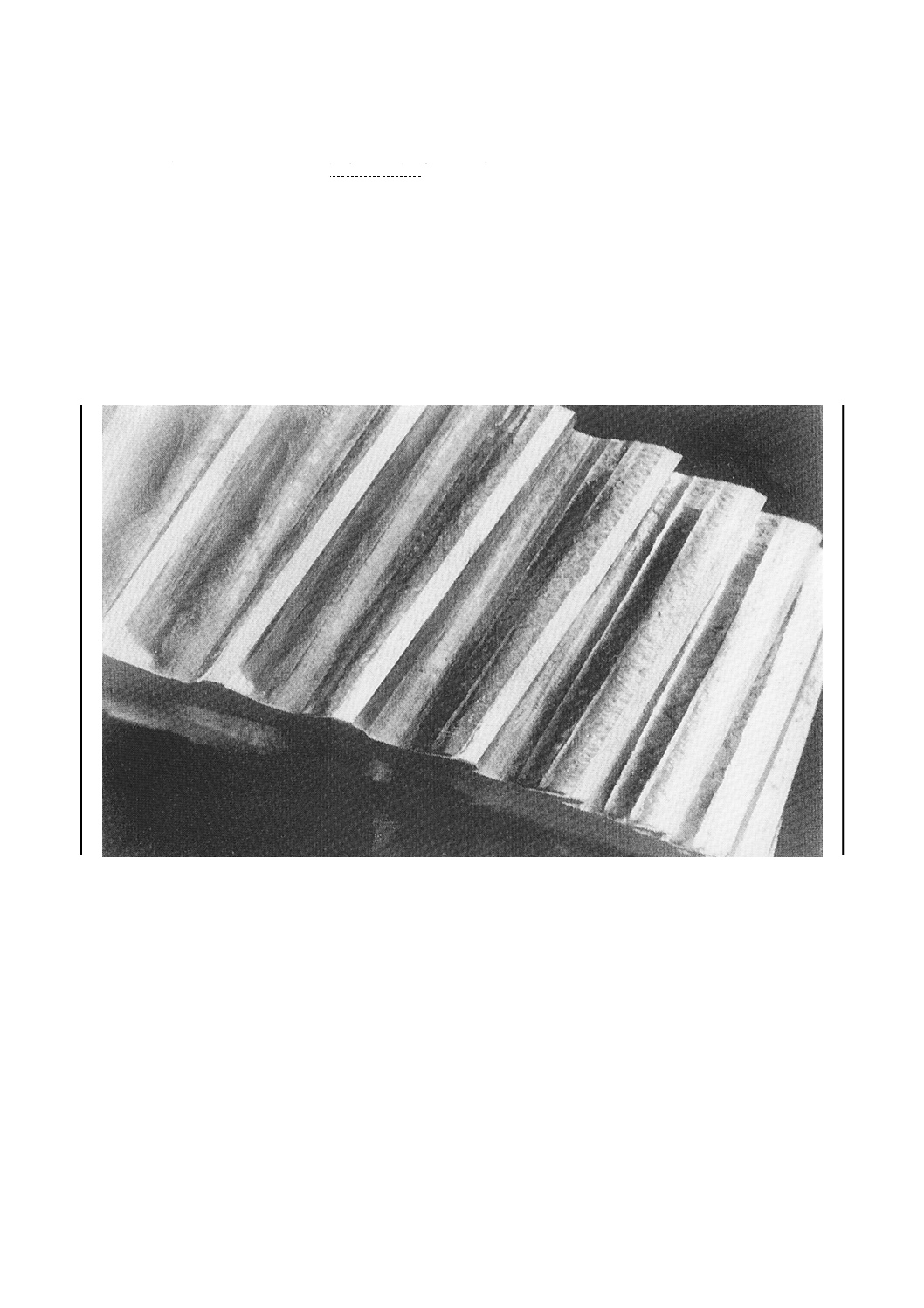
図34−疲労スカッフィングの例
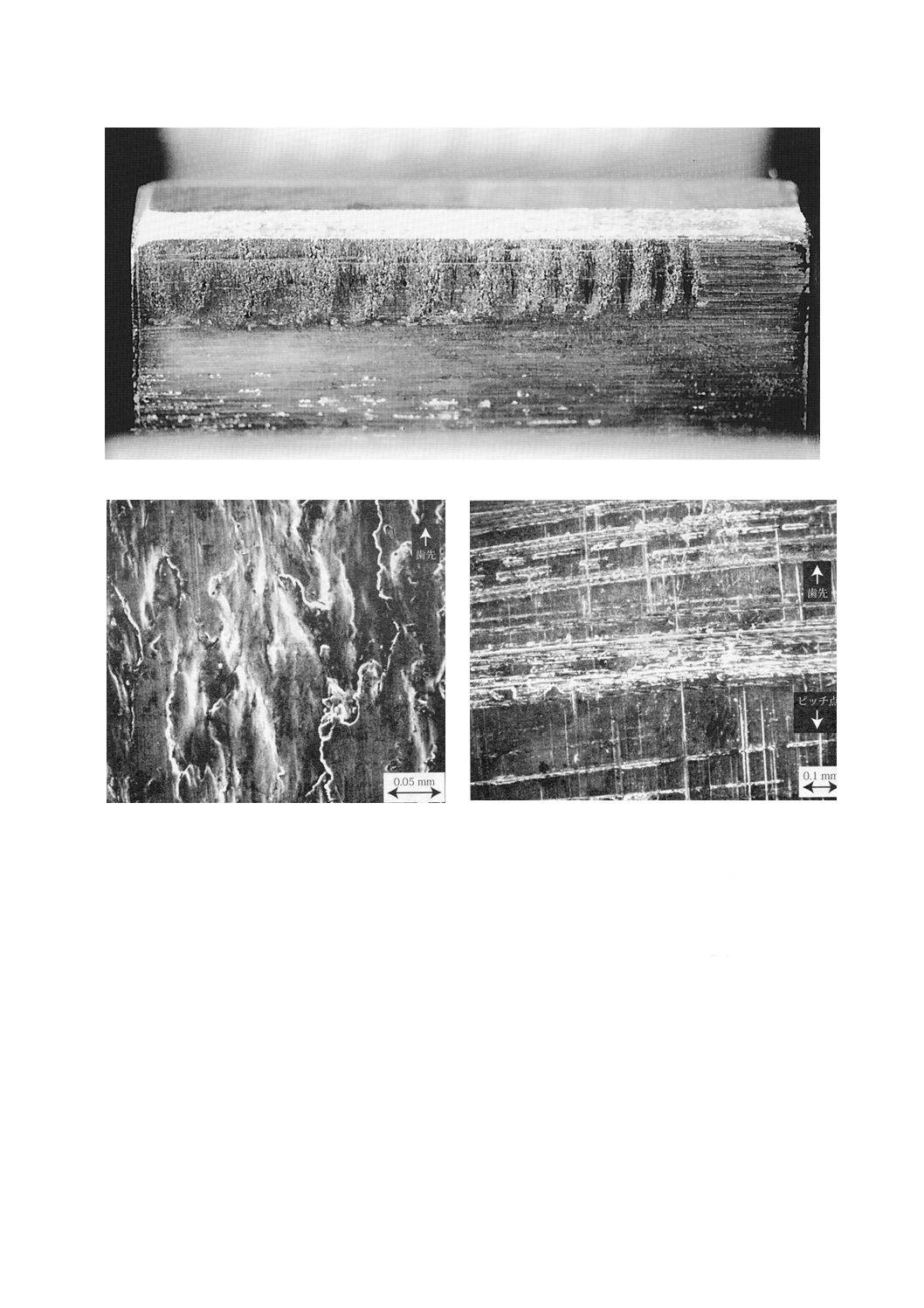
図34は,歯面全体がフロスティングで覆われた後,ピッチ点周辺を除きスカッフィング状態になり,
引き続き短時間のうちにこの図の状態となった疲労スカッフィングの例である。ほかのスカッフィングと
比べしゅう動方向の線条きずが目立ち,かつ,ピッチ点にも明瞭な線が現れる。この時点での歯形の崩れ
は極めて大きい。上端が歯先りょう(稜)である。この歯車は浸炭を施し,研削仕上げしている。
41
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.5
永久変形(permanent deformations)
見かけ上,顕著な摩耗及び亀裂を伴わないで,歯形が永久的又は局所的に変形すること。
過大な応力,潤滑不良,外部環境からの加熱,異物のかみ込み,歯車箱の変形などが原因となり得る。
永久変形には,次の損傷形態を含む。
− 圧痕
− 塑性変形
− リップリング
− リッジング
− ばり
− 溶融
− 異物のかみ込み損傷
− 乗り上げ
42
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.5.1
圧痕(indentation)
歯面間に異物をかみ込むことによって歯面にくぼみができる損傷形態。
ピッチングなどの表面疲労現象と混同しやすいが,圧痕は穴と表面との境界が全周にわたって滑らかで
あること,穴の周りに滑らかなリングを描きやすいこと,拡大してよく観察すると,穴の内部に歯面の紋
様など表面であったことをうかがわせる徴候を残していること,などによって見分けられる。
圧痕は,その穴の周りを盛り上がらせるなど,歯面間の油膜形成を阻害したり,かみ込む異物が新たな
損傷を引き起こすので,速やかに異物の除去に努めなければならない。また,異物が大きいときには歯に
大きな変形を余儀なくさせる場合があり,その場合は異物のかみ込み損傷として扱う。
図35−圧痕の例 [1]
図35は,まがりばかさ歯車の浸炭された歯面に多数付いた圧痕の例である。写真には見られないが,別
の歯にスポーリングが発生しており,その破片をかみ込んだもの。圧痕は,穴の内部や周辺が滑らかで,
しばしば穴の周りに強い当たりによる縁取りが見られる。
拡大して観察すると,穴の内部に加工目など,穴周辺と同じものが観察される。これらの点で表面疲労
による穴と区別される。
43
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.5.2
塑性変形(plastic deformation)
高応力のため材料が降伏し,歯が永久変形する現象。
塑性変形は,通常軟らかい金属の歯車に多く見られるが,焼入れ硬化した歯車に見られることもある。
塑性変形には,次の損傷形態を含む。
− ローリングによる塑性変形
− 歯打ちによる塑性変形
− 歯の倒れ
− ピットの発生による歯面の圧壊
44
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.5.2.1
ローリングによる塑性変形(plastic deformation by rolling)
高い接触面圧を受けるとき,歯面の転がり滑りによって生ずる塑性流動。
このとき,駆動歯車ではピッチ点部分から歯元側では歯底に向かって,歯末側では歯先に向かって材料
が押し流される。そのため,ピッチ点では線状のくぼみができ,歯先ではばりが観察されやすい。
被動歯車ではこれと逆に,歯元側歯先側双方からピッチ点に向かって材料が押し流される。そのためピ
ッチ点に線状の突起ができ,歯先が丸みを帯びやすい。
また,いずれの歯にも端部にばりができやすい。
スカッフィングでもこれに近い状態になることがあるが,スカッフィングではしゅう動に伴う線条傷が
目立つのに対し,ローリングは押し伸ばされた塑性変形が目立つ。
図36−ローリングによる塑性変形の例
図36は,ローリングによって歯が塑性変形した例である。これは被動歯車で,ピッチ点近傍に明瞭な線
状の突起が観察される。
45
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.5.2.2
歯打ちによる塑性変形(plastic deformation by tooth hammering)
振動などによる衝撃が歯面に作用し,その衝撃荷重が高いとき,接触面より少し内部に入ったところで
生じる塑性流動。
こうして歯面に生じた浅く滑らかな溝を歯打ちによる塑性変形という。この溝は,かみ合い歯面間の接
触線と一致する。
図37−歯打ちによる塑性変形の例
図37は,内歯車の歯面に見られた歯打ちによる塑性変形の例である。白黒の紋様が見え,黒い線条部が
溝に相当する。歯先にはばりが見られる。
46
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.5.2.3
歯の倒れ(plastic leaning deformation of tooth)
過大な荷重のために歯元の応力が弾性限を超え,歯が全体として倒れる現象。
プラスチック歯車で歯車の温度が上がった状態で長時間運転されるときにも発生しやすい。
図38−歯の倒れの例
図38は,油浴潤滑運転中に発生した歯の倒れの例である。右歯面が高い荷重を受け,左方に傾いている。
この歯車はモジュール2のはすば歯車で,炭素鋼(S45C材)を焼なましして使っている。
47
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.5.2.4
ピットの発生による歯面の圧壊(flank crush due to pitting)
表面疲労によるピットで歯面の多くが占められたとき,突然歯面の一部が塑性変形する現象。
全体として正規の歯形を維持している限り,歯車性能に格段の影響を与えることはない。しかし,ピッ
トが多発し,健全部が歯面荷重を支えきれなくなるとその接触部が圧壊し,歯形が一瞬にして崩れる。こ
のときの歯形の崩れはピットの深さオーダとなるので,瞬間的な加速度変動を生じ,動的荷重を急増させ
るために,塑性変形が更に進行し,またほかの歯にも強い影響を及ぼす。
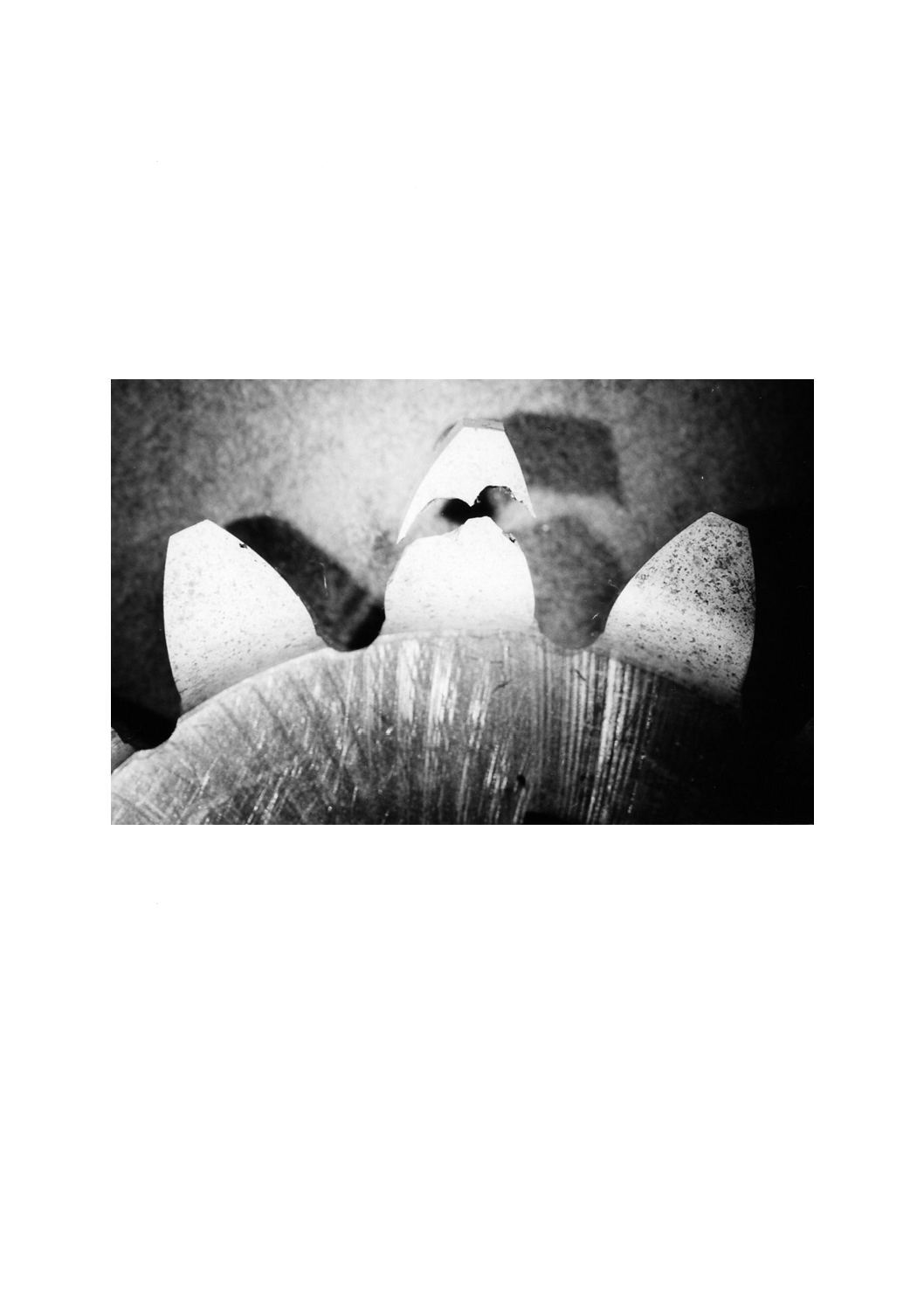
図39−ピットの発生による歯面の圧壊の例
図39は,スポーリングが歯面のほぼ全域に発生したため,荷重を支えられずに歯面が圧壊している例
である。片当たりの傾向にある。動的荷重が加わって激しくたたかれ,歯面が塑性変形し,目視で簡単に
分かるほど歯形が大きく崩れている。
48
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.5.3
リップリング(rippling)
歯面上に見られる周期的な波状に入った凹凸を伴った紋様。
風又は波に浸食された風紋又は波紋のような形を取ることが多い。紋は滑り方向と直角な方向を向き,
歯面の同時接触線方向に並ぶ。一般に,非常に小さく浅いが,ときには魚のうろこ(鱗)状で大きなもの
ができることもある。
リップリングが発生する前に,歯面が白色化したり,鏡面状態になることもある。
a)
b)
図40−リップリングの例1 [1]
図40 a) は,モジュール5のはすば歯車で,歯面全面にしゅう動方向(歯たけ方向)にスクラッチング
が入っており,よく観察するとスクラッチングのきずと直角方向にさざ波が立ったような紋様が観察でき
るリップリングの例である。歯の左端に歯の当たっていない初期状態の部分が残されており,その対比か
ら,歯面全体として摩耗がかなり進行していることが分かる。リップリングの発生位置は,図ではほぼピ
ッチ点付近であるが,滑り率が正の歯末側に発生している。
図40 b) は,図40 a) のスクラッチングが見られるピッチ点付近を拡大したものである。スクラッチン
グの線条傷を打ち消す形でさざ波状のリップリングが横たわっている。
49
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
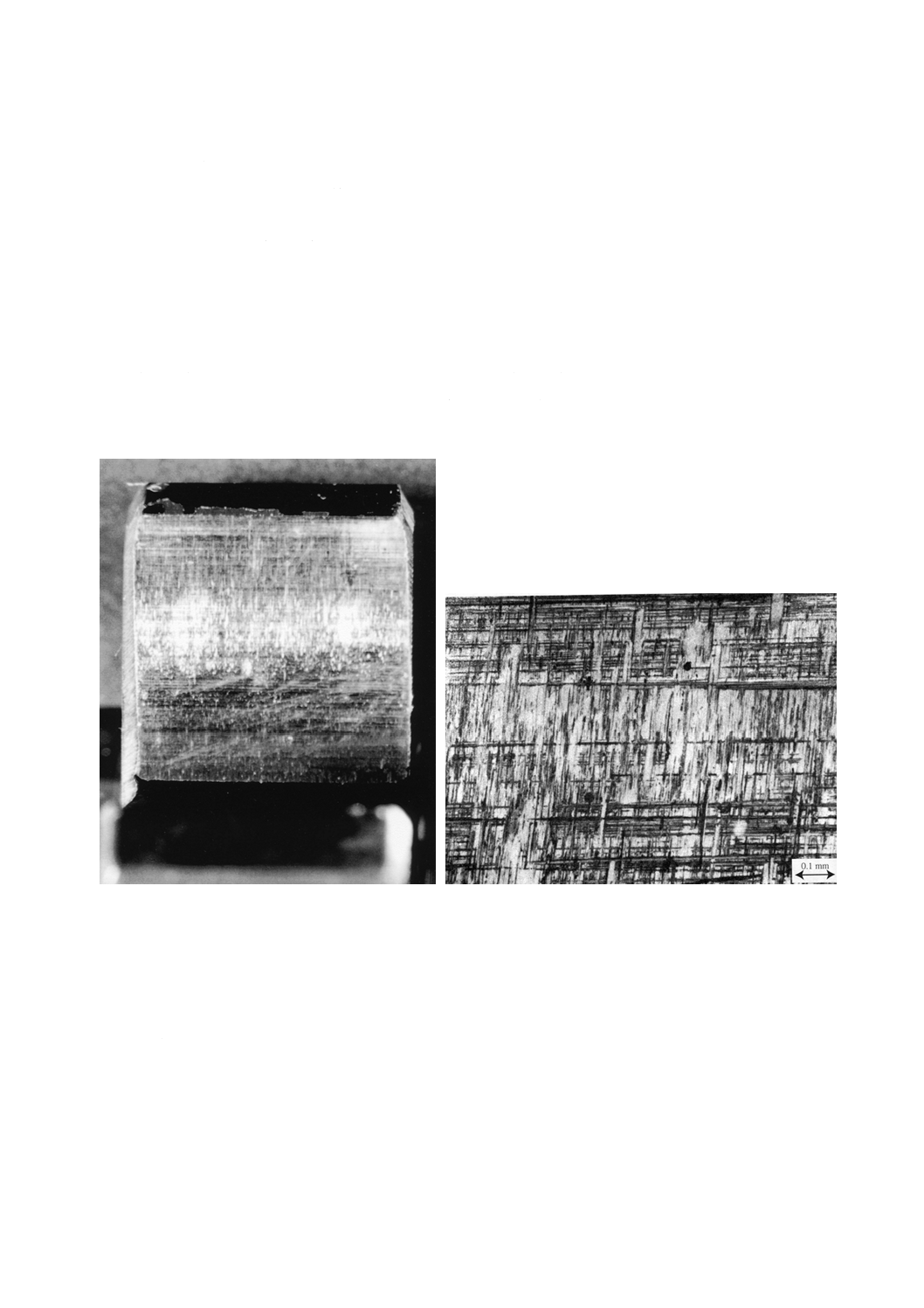
図41−リップリングの例2 [1]
図41は,モジュール16,歯幅320 mmのはすば歯車に生じたリップリングの例である。歯面全体がう
ろこ(鱗)状の紋様をしたリップリングで占められている。図は13年間使用された減速装置の小歯車で,
材質はニッケルクロムモリブデン鋼(SNCM)の調質材である。歯先側に特徴的な紋様が顕著に見られ,
その凹凸の高さは0.1 mmにも及んでいる。歯元側でも観察されるが,うろこ(鱗)状の紋様はかなり崩
れている。相手の大歯車では歯元側で紋様が発達し小歯車の歯先の状態に似ているものの,歯先側では徴
候が見られるが明瞭さを欠いている。
なお,大歯車では歯先りょう(稜)又は歯の端部にばり(かえり)が発生しているが,図の小歯車では
そうしたばりは観察されない。
50
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.5.4
リッジング(ridging)
塑性流動又は摩耗によって,作用歯面上に滑り方向の畝(うね)と溝とが並んだ矢がすり(絣)状の紋
様を示す損傷形態。
リッジングは,ウォームとウォームギヤ,ハイポイドギヤとピニオンなどの滑りの大きい歯車に発生し
やすい。
図42−リッジングの例
図42は,ハイポイドピニオンに発生したリッジングの例である。しゅう動方向に見られる矢がすり(絣)
状の模様がリッジングである。スクラッチングに似ているが,明瞭な畝と溝とが交互に並んでいるところ
に特徴がある。リッジングの発生に先行して,歯面が白色化したり鏡面になることが多い。

51
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.5.5
ばり(burrs)
歯先又は歯の端面に張り出した薄片状で,不規則形状の突起物。
端部が引き延ばされてできるもので,高い荷重又は高摩擦力によって生じ,スカッフィング,塑性変形
などの表面損傷に付随して生じる。
製造時にも発生することがあるが,これは加工によるばりとして運転前欠陥に含まれる。
ばりの発生は歯面に異常を来していることの指標になるので,歯面点検で見つかった場合には歯面が精
査される。ばりを放置し,その突起物が脱落した場合には,大きな異物が混入したことになり,二次損傷
の原因となる。
図43−ばりの例 [1]
図43の右歯面の歯先及び手前側端部に見られる不規則な薄片状のはみ出し物が,ばりである。低速高面
圧で運転され,潤滑油膜の形成が不十分で,大量のピッチングが発生し,ピットの発生による歯面の圧壊
を招いた。その影響によって歯先及び歯の端部にばりが発生したものである。
52
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.5.6
溶融(fusion, melting)
潤滑が正常に行われないことなどのために,歯の温度が上昇し,材料が溶融して正しい歯形が失われる,
又は歯が変形する現象。
ときには歯全体が溶けてなくなってしまうこともある。
電食及びスカッフィングも拡大してみると,表面の溶融していることが観察されるが,発生原因が特定
されることから,それにちなんだ用語を用いる。
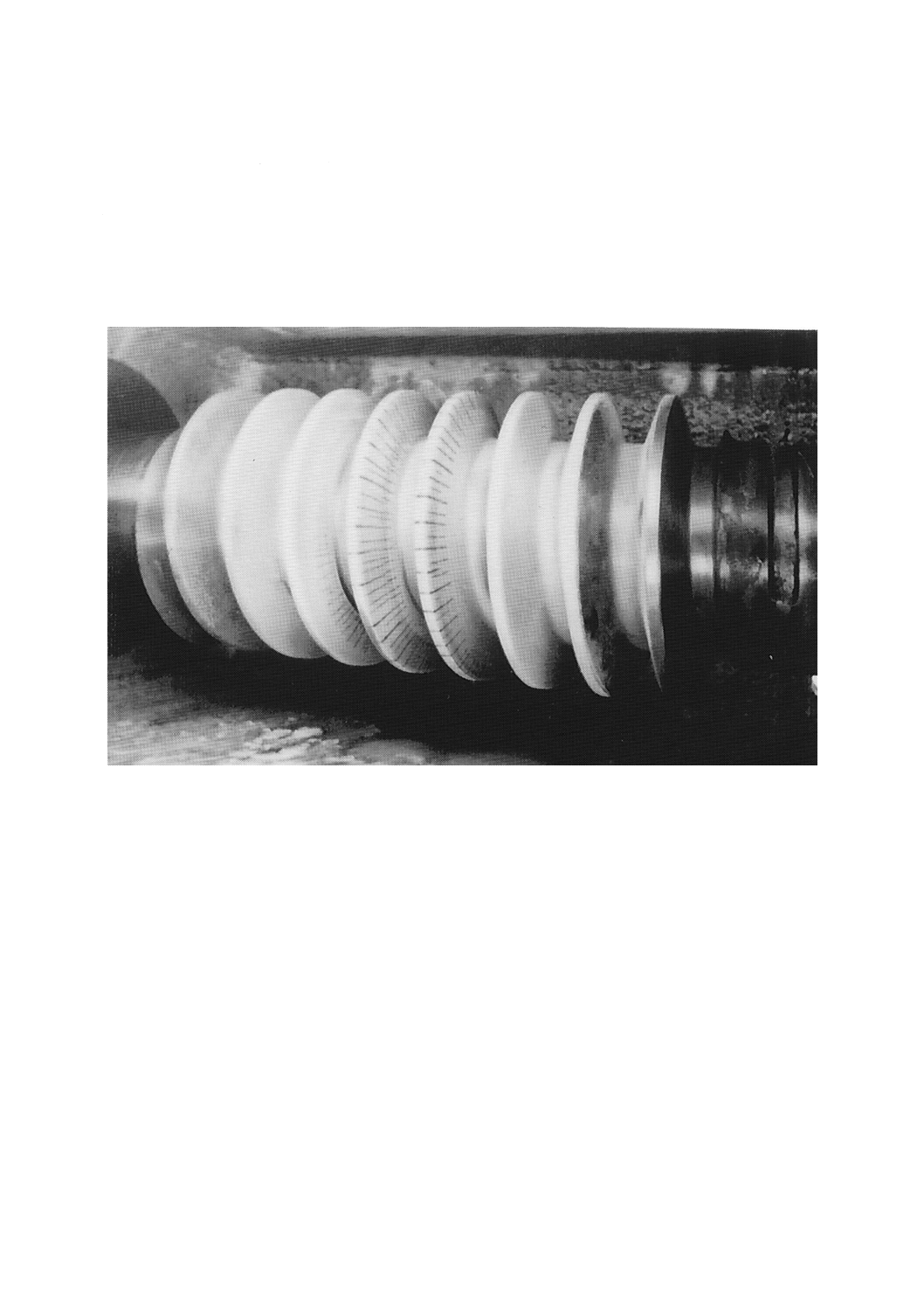
図44−溶融の例 [1]
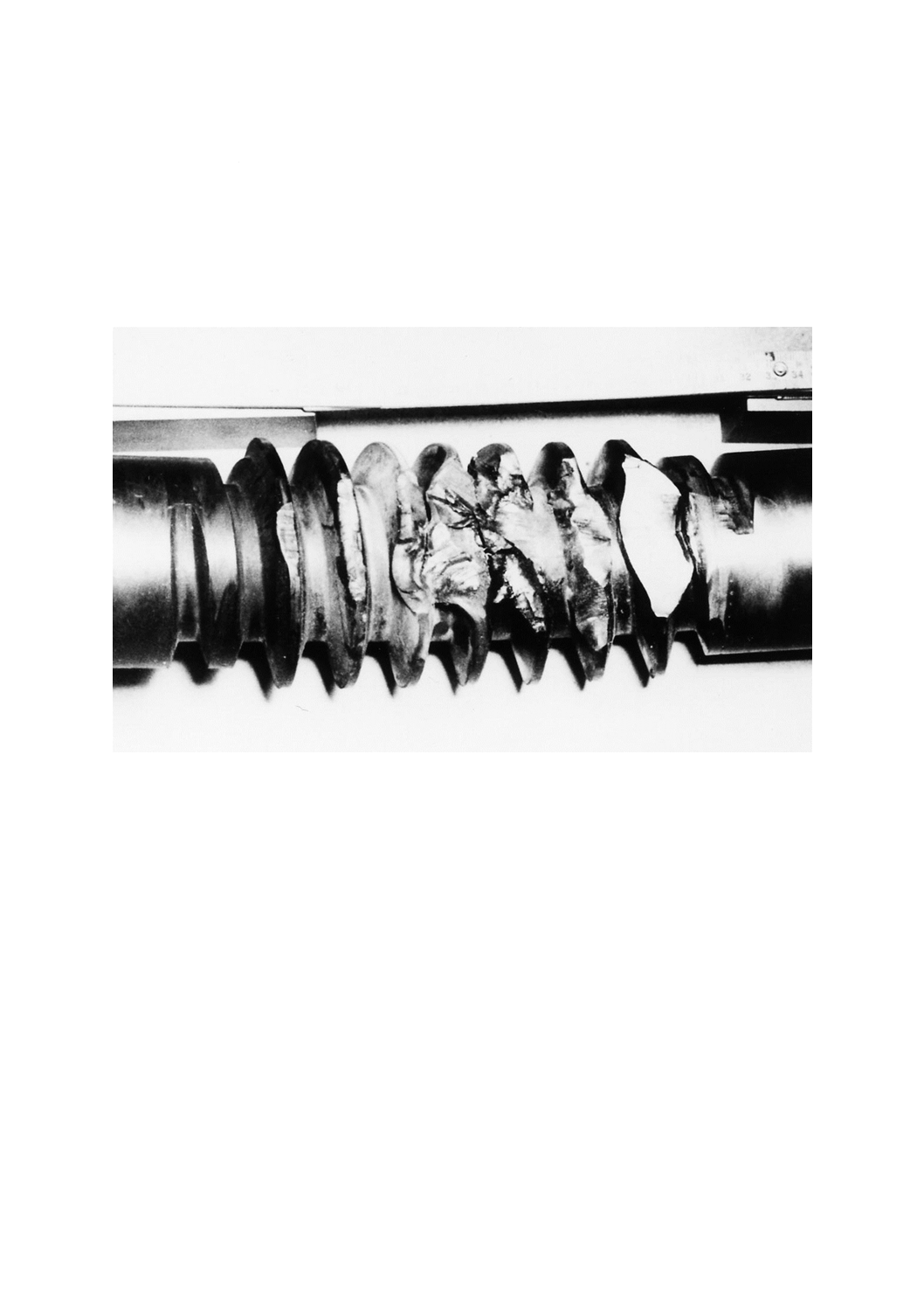
図44は,ウォームが溶融,変色し,ウォーム軸がウォーム部を中心に15°ほど曲がってしまった溶融
の例である。歯が溶融して,歯の形状が保たれていない。この歯車では,ひどく溶融した歯の裏側の歯底
には熱によるひび割れが生じている。

53
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.5.7
異物のかみ込み損傷(foreign objective damage)
歯面の間に硬い異物をかみ込んで起こる損傷。
異物の大きさ又は硬さによって現れる現象が異なる。異物が比較的小さいときは圧痕が付く程度である
が,大きくなるにつれ圧痕の周りに亀裂が生じたり,歯の一部が塑性変形を受けたりする。さらに,大き
くなると,歯の倒れ,亀裂,折損を伴ったり歯車軸を変形させたりすることもある。
図45−異物のかみ込み損傷の例
図45は,はすば歯車で,破損したころ軸受の一部が飛び込んだ異物のかみ込み損傷の例である。異物が
真ん中の歯の歯底に押しつぶされて残っている。油浴潤滑で使用されている。油浴潤滑の場合,異物の逃
げ場がないため,被害が大きくなりやすい。
54
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.5.8
乗り上げ(tooth on tooth jamming)
軸受の破損などが原因となって歯車軸が大きく動くことによって歯車の歯と歯が乗り上げてしまう現象。
かさ歯車が軸方向に抜け出したときに起こる歯と歯の乗り上げなどであり,かみ合いが正常に行われな
くなってしまった場合が,この損傷形態に該当する。
歯車が空転して気付くことが多い。
図46−乗り上げの例 [1]
図46は,まがりばかさ歯車の歯の頂部がつぶされ,歯たけの半分がなくなっている乗り上げの例である。
軸心が外側に移動したために生じたりしたもの。運転時間とともに軸心が狂い,かみ合いが浅くなって,
かみ合い率が低下し,荷重負担が大きくなり,組み付けが狂い,歯の頂部がつぶされ,歯と歯が乗り上げ,
空転に至った。
55
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.6
表面疲労(surface fatigue phenomena)
作用歯面が繰返し応力を受けているうちに,接触面下の材質の一部が疲労破損して脱落し,穴状の痕跡
(ピット)又は大きな剝離痕を残す現象。
類似しているピット若しくは剝離痕でもその見かけ上又はその発生原因の違いによって,幾つかに区分
される。
ここで扱う損傷形態は,次による。
− ピッチング
− マイクロピッチング
− フロスティング
− フレーキング
− スポーリング
− ケースクラッシング
56
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.6.1
ピッチング(pitting)
歯面上に小さな穴が生じる現象。
接触応力を繰り返し受けることによる接触面の局部的な疲労破壊である。歯面間の油膜を破って接触す
る表面粗さの突起部辺りから,表面に比較的浅い角度で亀裂が入り,内部へ進展し,ついには剝片となっ
て脱落して穴ができる。
ピッチングが出始めると,普通負荷繰返し数とともに増加し続けるが,ときには歯面がなじんでピッチ
ングが増加しなくなることがある。この場合には,歯車装置として実害がないことから初期ピッチングと
して区別している。
なお,接触域の端部で応力集中が生じ,その領域にピッチングの発生することがある。この場合を接触
端部ピッチングという。
ピッチングは,表面硬化処理を施さない鋼で最も多く見られる表面疲労現象である。
図47−ピッチングの例 [1]
図47は,あや(綾)織り状の線は研削仕上げしたときの加工目で,ピッチ点よりやや歯元側に出ている
白い米粒状の穴がピッチングの例である。この図から,次のようなピッチングの特徴の幾つかが観察でき
る。
− ピッチングは高い突起部に発生しやすいので,加工目の畝部に沿って並んで出ている。
− ピッチングは,ピッチ点より歯元側に発生しやすい。
− ピッチングは個々に独立して発生し,一つのピットの面積が拡大していくことはほとんどない。
− 歯面には油膜が形成されているので加工目が鮮明に写っている。加工目は,しゅう動時の摩耗によっ
てなくなることもある。
57
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− ピッチングの破面を拡大してよく観察すると,その発生起点が表面付近に特定できる。
− ピットの形状は,扇形又は円形に近いものが多い。
58
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.6.1.1
初期ピッチング(initial pitting)
運転初期にだけ発生し,それ以上増加しない場合のピッチング。
ピッチングは,歯面上に小さな穴を生じる現象で,接触応力を繰り返し受けることによって接触面に起
こる局部的な疲労破壊である。歯形又は歯すじ形状が十分でなかったり,歯の表面粗さの突起部が予期以
上に大きいと,この箇所の接触応力が高くなり,ピッチングが発生する。それによって突起部が取れてし
まい,荷重が再配分され,局部的応力が低下することでピッチングはそれ以上発生しないことがある。
ピッチングと損傷形態は同じであるが,歯車の寿命に影響を及ぼさない場合を指して,特に名付けたも
のである。
図48−初期ピッチングの例 [1]
図48は,ホブ切りした歯車に発生した初期ピッチングの例である。横向きに流れる白黒のしま(縞)は
加工目で,その加工目に沿って並んだ米粒状の白い斑点がピッチングである。この歯車は負荷繰返し数が
1×107回の時点で撮影されたものであるが,5×106回の時点で観察したときとほとんど変わりがないこと
が確認されていることから,この後もピッチングが急増することはないものとして初期ピッチングとみな
された。
加工時にできる粗さの特に高い畝に沿ってピットが発生しており,その畝がピッチングで低くなること
によって,ピットの発生が止まっている。
なお,初期ピッチングが観察されるのは,一般にピッチ点より歯元側に限られる。また,一つのピット
が時間とともに大きく成長することはない。
59
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.6.1.2
接触端部ピッチング(edge-contact pitting)
歯の接触している端部で発生するピット。
歯幅が違ったり,当たり歯面が食い違う場合に,相手の歯の側端部と当たる歯面の箇所に小さなピット
の発生することがある。
また,かみ合い始点及び終点となる歯先りょう(稜)と歯元領域との接触において,トロコイド干渉さ
れる歯元部にも小さなピットの発生することがある。
ピットは,一般に小さくかつ浅いので見落としやすい。しかし,設計上の限界荷重に近い状態で運転さ
れるとき,このピットに伴う亀裂が歯の折損に結びつくことがある。
図49−接触端部ピッチングの例 [1]
図49は,広い歯幅の小歯車と狭い歯幅の大歯車とがかみ合い,大歯車の側端と接触している小歯車の歯
面である。上部の刻み目は歯の頂部の加工目で,その下の右端から下端にかけての白い帯状領域は接触し
ていない部分である。黒っぽく変色している領域が接触している部分で,加工目が取れて鏡面に近い状態
である。接触痕の残っている右下部に接触端部ピッチングが発生しており,この位置は歯元部(図の下側)
で相手大歯車の歯先りょう(稜)とかみ合い,かつ,大歯車の歯の端部とかみ合っている部分である。
この歯車の歯は,モジュール3.3,ねじれ角13°のはすば歯車である。この図のピットは比較的大きい
が,もっと小さいことが多く,目視検査で見逃しやすい。

60
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.6.2
マイクロピッチング(micropitting)
表面硬化歯車の加工目の畝の高い部分に生じる,加工目のピッチ幅を超さない程度の小さなピット。
このピットは,ルーペを使うなど十分な注意を払わない限り,目視では見逃してしまうほど小さい。し
かし,マイクロピッチングは発生し始めると,負荷繰返し数とともに増加する場合が多く,ある領域がピ
ットで埋め尽くされると,白く梨地(すりガラス,マット)状になり,肉眼で判別できるようになる。こ
うした状態をフロスティングという。
マイクロピッチングは小さいので,その単発的な発生は歯車の寿命及び性能に影響を及ぼすことはない
が,ピットが累積されてフロスティングになると歯形を著しく悪化させて振動を誘起させるなどの問題が
生じ,またピットを形成させる亀裂が歯面から内部へと進行してフレーキング又は歯の疲労折損を招くこ
とがあり注意を要する。
マイクロピッチングはピッチングと比較すると,その大きさを除いて酷似するが,その発生位置におい
て,ピッチングはほぼ歯元領域に限定されるのに対し,マイクロピッチングは歯先領域でも発生する。
図50−マイクロピッチングの例 [1]
図50は,マイクロピッチングが発生している歯面の拡大図である。横向きの黒い線は研削仕上げした加
工目の溝であり,白い部分は擦られて平たんになり輝いている加工目の畝部に相当する。その白い部分に
米粒状の黒点が横に並んでおり,これがマイクロピッチングである。
この状態では点検で異常とみなす徴候が認めがたく,往々にして見逃すことが多い。しかし,高速回転
のものでは,数箇月,数年単位で作用歯面がマイクロピッチングで埋め尽くされ,運転に異常を来すおそ
れがある。
61
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
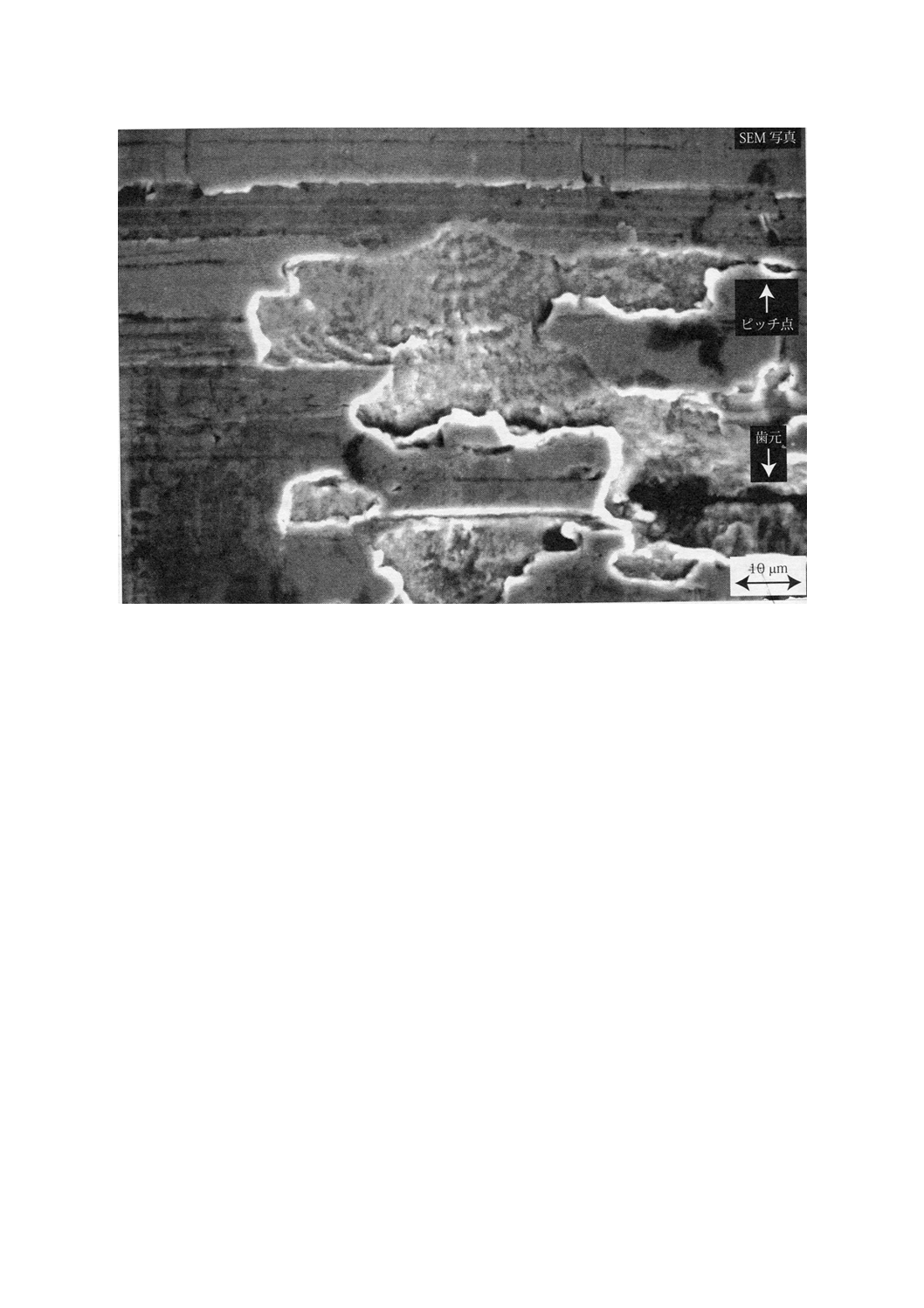
図51−マイクロピッチングのSEM写真の例 [1]
図51は,マイクロピッチングの拡大図で,SEM写真の例である。被動歯車の歯元領域で,上方にピッ
チ点がある。図中央の大きなピットの中央上部は,このピットの発生起点となっている。亀裂は,ピット
内部を扇状に進展したのが貝殻状の模様から読み取れる。
一番下のピットの亀裂発生点は,加工きずと平行な直線状をしており,上側から下側へと亀裂が進展し
ている。
なお,横方向に多くの直線が走っているが,これは加工目によるものである。
マイクロピッチングの発生を免れた領域がこの後の強当たり部となり,新たなマイクロピッチングを発
生させ,この繰り返しが際限なく継続される傾向にある。

62
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.6.3
フロスティング(frosting)
歯面の加工目が消えて金属光沢がなくなり,梨地状,又はにぶく曇った状態になる現象。
主に表面硬化歯車に見られ,見た目には肌荒れもなく,異常を感じさせない。しかし,歯形計測すると
摩耗していることが分かる。フロスティングが発生し始めると,その発生が継続するので,歯面の摩耗は
進行し,歯形を著しく劣化させるようになる。そのため,振動を発生させる原因となったり,歯形劣化に
伴う,各種損傷を誘発させる。
フロスティングは目視できないほど小さなマイクロピッチングが多発し,歯面のある領域を埋め尽くし
た状態であり,光の反射具合が変わることから,その発生領域が分かるようになる。このマイクロピッチ
ングを起こした歯面には亀裂の発生していることも多く,これがフレーキング,スポーリング,歯の折損
などの遠因となることもある。
図52−フロスティングの例1 [1]
図52は,まがりばかさ歯車の歯面に発生したフロスティングの例で,歯面中央部の白い島状部分が該当
する。フロスティングの発生領域内に大きなピットが見られるが,これはマイクロピッチングの亀裂が進
展して生じたフレーキングである。多くは,フロスティングだけが発生し,光沢の具合をよく観察しない
と,異常と気付かないで見逃してしまう。
63
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a)
b)
図53−フロスティングの例2 [1]
図53 a) の歯面の白い部分が,フロスティング又はマイクロピッチングである。二つの大きな島状部分
がフロスティングの進行した領域で,この状態で最大10 μmの摩耗深さが観察されている。二つの島の間
がピッチ点で,損傷量は少ない。
島部から外れて右側に白い点が数条横たわっているが,これは粗さの突起部に並んで発生したマイクロ
ピッチングである。
島部の右端の境界付近を拡大したのが図53 b) である。この図では,マイクロピッチングと称するピッ
トが黒く,この時点で表面と称する高い凸部が輝いて白く写されている。この白い部分に次のピットが発
生し,これが時間とともに繰り返され,順に歯面が摩耗する。
なお,横方向に走る細線は加工目の溝部であり,線の消えたことは粗さの大きさ程度の量が,既に摩耗
したことを意味する。
64
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.6.4
フレーキング(flaking, flake pitting)
剝離片が歯面から脱落し,比較的大きな面積をもった浅い穴が歯面に発生する損傷形態。
主として表面硬化鋼に発生する。発生起点が表面で,その亀裂が内部で広がり,やがてピットとなって
現れる。典型的なものは歯元付近にできた亀裂が三角形状に歯先の方へ広がるものであるが,歯先領域に
出ることもある。穴の深さは大部分がほぼ同じである。
その大きさは時間とともに大きくなる傾向にあり,ときには亀裂が進行し,歯の折損,欠けなどの歯車
としての致命的な損傷を誘引する。
フレーキング発生は,マイクロピッチング又は干渉摩耗といった小さな剝離部が起点となることが多い。
図54−フレーキングの例 [1]
図54は,はすば歯車に発生したフレーキングの例である。歯元のトロコイド干渉によると見られるピッ
ト(黒点)が幾つか散在し,そのうちの一つから亀裂が入り,歯先の方に向かって大きく進展し,歯末面
に至っている。この図では破損面に貝殻模様の線が見られ,亀裂の伝ぱ(播)状況が分かる。このように
フレーキングは,破損面の観察から損傷発生の起点が特定しやすい場合が多い。
なお,類似の損傷形態であるスポーリングは,亀裂の発生起点が表面から内部に入ったところであり,
亀裂の進展状況も特定しがたい場合が多い。また,ピッチングと異なり,ピットの面積は負荷繰返し数の
増加につれて拡大する。
65
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.6.5
スポーリング(spalling)
歯面から大きな剝離片が脱落する損傷形態。
損傷は表面から幾分内部に入ったところで亀裂が発生し,かつ進展し,やがて表面に現れるもので,ピ
ットは,大きくかつ時間とともに拡大しやすい。ピットの形状には特定のパターンが存在せず,その発生
位置も高荷重点なら歯面のいずれの箇所にも生じる。
図55−スポーリングの例 [1]
図55は,はすば歯車に発生したスポーリングの例である。片当たりのために歯幅の右側部分での損傷が
激しく,場所によってはほぼ全面が剝離してしまっている。
66
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.6.6
ケースクラッシング(case crushing)
母材と表面の硬化層との間に亀裂が走り,硬化層が剝離してできる表面損傷。
この損傷は,軟らかいものの上に硬いものが被さっているところへ高い荷重が作用するとき,一般に,
硬い層の一部が割れて,軟らかい母材から薄片となって剝がれる現象である。歯面に亀裂が先行して生じ
ることがしばしばある。
図56−ケースクラッシングの例
図56は,浸炭したまがりばかさ歯車の作用歯面に生じたケースクラッシングの例である。多数の亀裂が
斜めに曲がって認められ,1か所で剝離が生じている。剝離部分だけを観察する限りスポーリングと同じ
であるが,脱落する薄片が大きく,表面に幾重にも走っている亀裂が特徴である。
67
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.7
亀裂及び欠け(fissures, cracks, and chipping)
歯の損傷など歯車の致命的な損傷形態に結びつくおそれがある損傷。
亀裂及び欠けの存在の有無は,常に注意が必要である。亀裂も欠けも単独で存在する場合もあれば,別
の損傷形態から波及する場合もあるが,その発端となった損傷形態に重点を置いて観察される。
ここで扱う損傷形態は,次による。
− 亀裂
− 欠け
2.7.1
亀裂(fissures and cracks)
歯の曲げ応力の繰り返しによって歯元に発生したり,歯面の疲労損傷又は歯の側端の欠けを起点として
発生する損傷。
歯先,歯の端部などで歯の一部が欠けることがある。この場合,損傷の支配的な要因は亀裂の発生と進
展であることから,亀裂の一部に含める。
なお,歯面損傷の発生経緯で見られる亀裂については該当する損傷形態の箇条で取り上げている。すな
わち,仕上げ加工での研削割れ,不適切な熱処理による焼割れ及び材料欠陥については2.2の運転前欠陥
で取り上げている。また,表面疲労によって発生するマイクロクラック,ピッチング,スポーリング,ケ
ースクラッシングなどから発生する亀裂については2.6の表面疲労で取り上げている。そのほか,歯側端
の欠けから発生する亀裂については2.7.2.1のマイクロチッピングで取り上げている。
ここで扱う亀裂は,次による。
− 歯元疲労亀裂
− ピッチ点付近疲労亀裂
− ピッチング起点疲労亀裂
− スポーリング起点疲労亀裂
− フレッチング起点疲労亀裂
− 材料欠陥起点疲労亀裂
− 熱割れ
68
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.7.1.1
歯元疲労亀裂(fatigue cracks at tooth fillet)
材料の抗張力以下の応力が繰り返し作用することによって生じる亀裂。
こうした亀裂は,歯元のすみ肉部の危険断面(例えば,外歯車ではホーファーの30°接線位置,内歯車
では45°接線位置)の最大曲げ応力発生箇所となる。
こうした亀裂は多くの場合,歯の折損に至る。
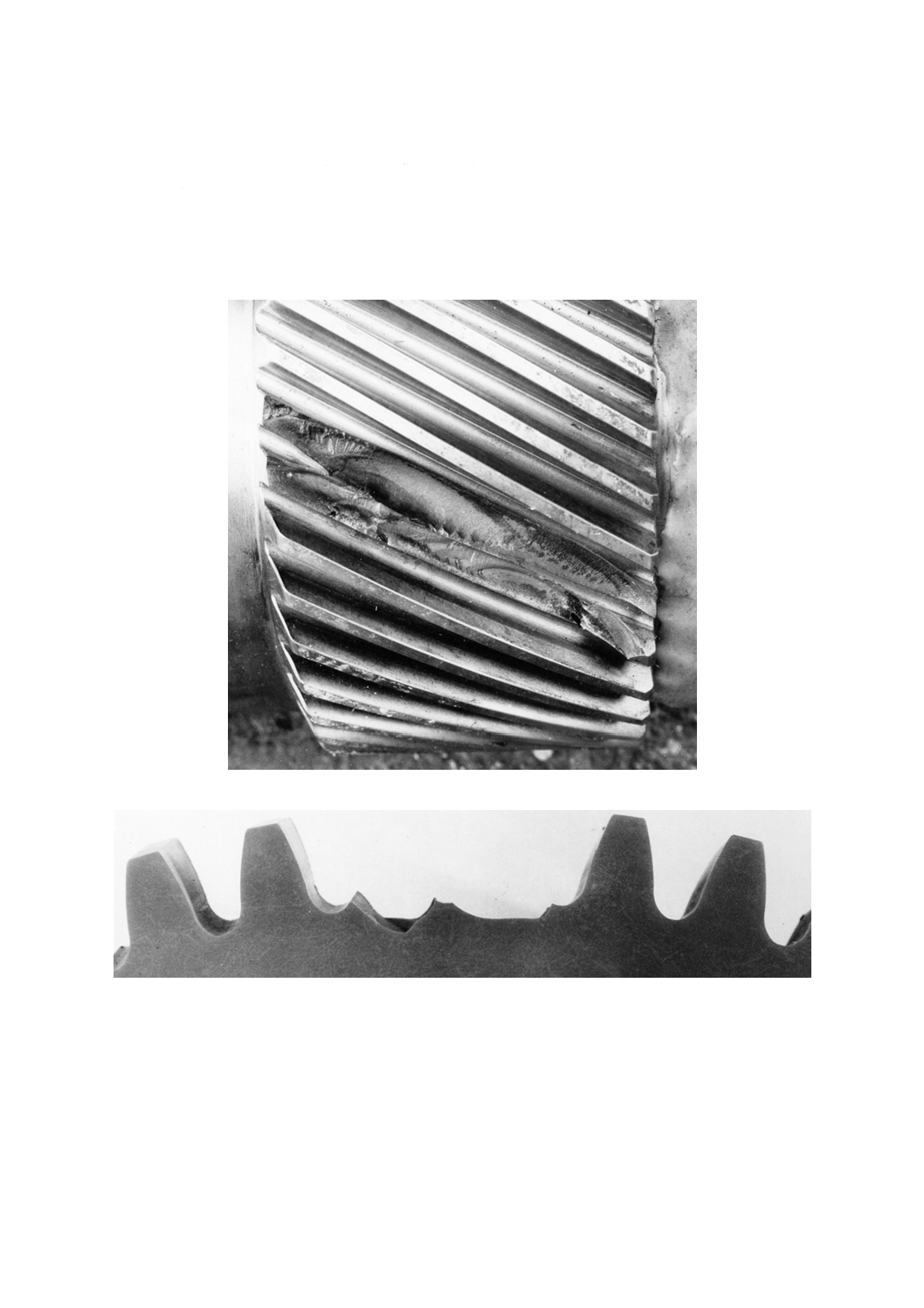
図57−歯元疲労亀裂の例
図57は,荷重の作用する歯面(図の右側歯面)の歯元すみ肉部に入った疲労亀裂の例で,歯厚の中央近
くまで進展したひときわ黒い1本の線が該当する。引張応力が繰り返し作用したために材料が疲労したも
のである。反負荷側の歯元に小さな亀裂が入ることもあるが,圧縮応力のために進展しない。ただし,反
負荷側の応力の絶対値は負荷側より大きいので,負荷が両面に作用する場合は片振りの場合より低い荷重
で亀裂が発生する。
69
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.7.1.2
ピッチ点付近疲労亀裂(fatigue cracks in pitch line zone)
疲労によって,ピッチ点近傍から入る亀裂。
歯全体が硬く,衝撃値が低い歯車及び方向性の極めて強い歯車では,ピッチ点周辺から亀裂の入ること
がある。また,内歯車では,ピッチ点付近の応力が歯元すみ肉部の応力と同じ程度になるものもあり,ピ
ッチ点付近から亀裂の入ることがある。
a)
b)
図58−ピッチ点付近疲労亀裂の例 [1]
図58 a) の中央の歯のピッチ点近傍に亀裂が見られる。この歯車を端面側から見たのが図58 b) である。
図58 b) は,歯の右側が作用歯面で,そのピッチ点近傍辺りに亀裂が発生し,歯面に対し45°方向に進展
し,その後反作用面の歯元に抜けている。亀裂発生時の侵入方向は歯面にほぼ直角に入ることもある。こ
の歯車は,オーステンパダクタイル鋳鉄製であり,このようなピッチ点近傍からの亀裂はじん(靱)性が
乏しい材料の場合にしばしば見られる。
70
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.7.1.3
ピッチング起点疲労亀裂(fatigue cracks from pitting)
ピッチングを起点として歯面に発生する亀裂。
ピッチングは,歯の表面又はその極めて近傍から入る亀裂が表面層をえぐって,歯面にくぼみを生じる
現象であるが,ときにはその亀裂が内部に向かうことがある。こうした内部に向かう亀裂がまれに進展し,
歯の折損に至ることがある。歯面にピッチングが多く発生すると,歯形が崩れた形になり,動的な荷重が
増加し,亀裂の進展を容易にする。鋳鉄などじん(靱)性の乏しい材料の場合に見られる。
a)
b)
図59−ピッチング起点疲労亀裂の例 [1]
図59 a) 及びb) は同じ歯車を別の角度から見たものである。亀裂を見やすくするためにカラーチェック
が施されており,亀裂が実際より際立って太く見える。図59 a) は右歯面が作用面で,ピッチ点付近から
亀裂が入り,反作用面である左側歯面の歯元へと進展している。この歯車の作用歯面側から見た写真が図
59 b) である。ピッチングが一列に並んで発生しており,その線上に亀裂が走っている。
71
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.7.1.4
スポーリング起点疲労亀裂(fatigue cracks from spalling)
スポーリングを起点として歯面に発生する亀裂。
歯面が接触したとき,接触に伴うせん断応力の極めて高い部分が表面から少し内部に入ったところにあ
り,その領域で材料強度を超すと亀裂が発生する。この亀裂が進展すると,一部が表面に顔を出し,スポ
ーリングを形成するようになる。また,ごく浅い表面層だけ硬い場合には,内部歪みのために表面層の硬
い部分にひび割れを生じ,内部亀裂と結びついてケースクラッシングを発生させる。こうした亀裂が内部
へ進展すると歯の折損に至ることがある。
図60−スポーリング起点疲労亀裂の例
図60は,窒化小歯車の歯面で,接触線に沿って亀裂が多数生じている例である(左上から右下へ向かう
点々とある白い棒状のもの)。
72
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.7.1.5
フレッチング起点疲労亀裂(fatigue cracks from fretting)
スプライン継手のようなかみ合い運動をしない歯面間の運転中の微小な相対運動に起因するフレッチン
グを起点とする亀裂。
このフレッチングを起点とする亀裂の発生箇所は,相手の歯の側端と接触する歯幅の広い方の歯面であ
る。
a)
b)
図61−フレッチング起点疲労亀裂の例 [1]
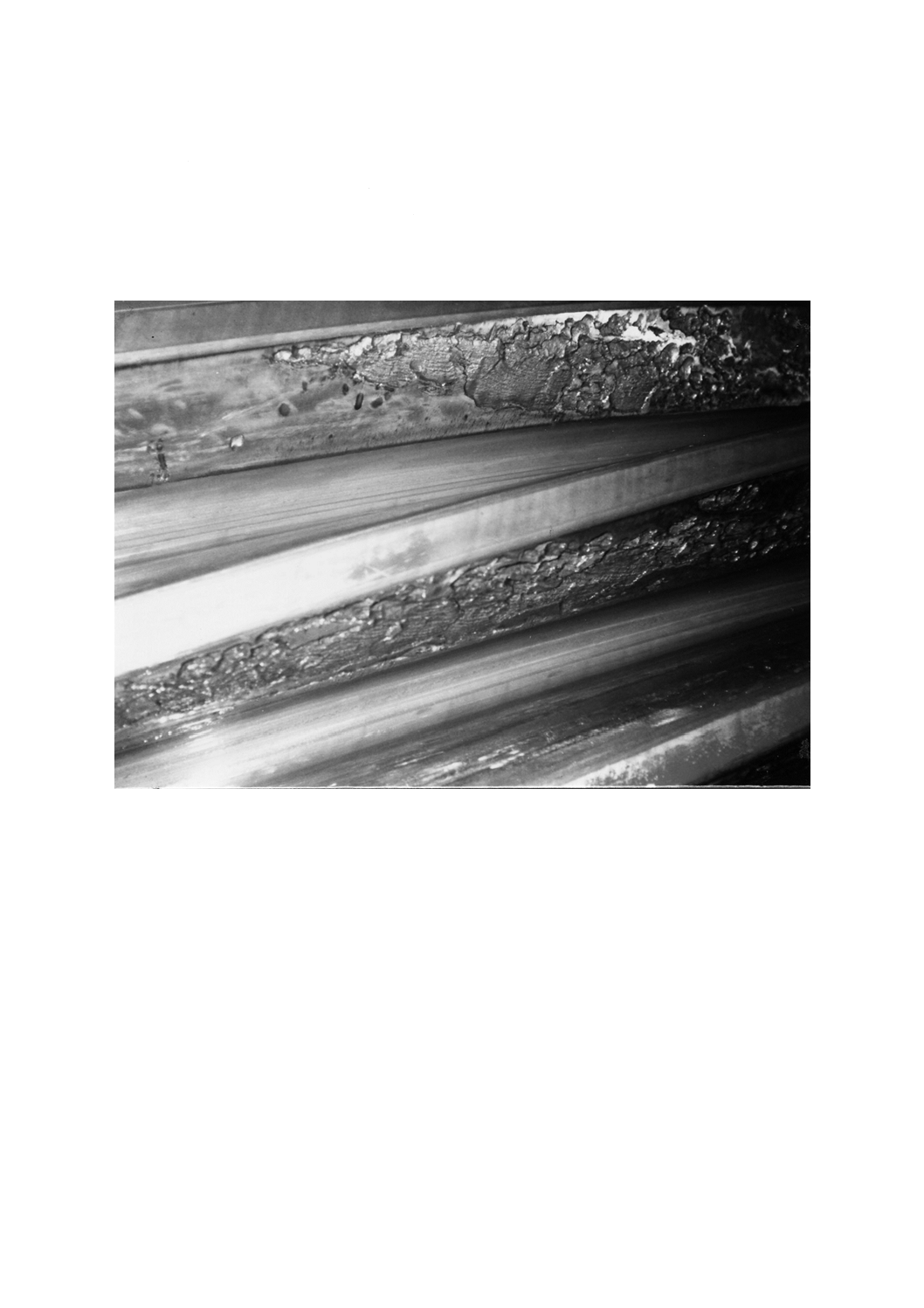
図61 a) は,インボリュートスプラインの歯の端部に発生した亀裂が,歯の左側側端近くの歯車の全周
に及んでいる例である。フレッチングが全ての歯に起きており,発生領域との境界に沿って亀裂が走って
いる。よく観察すると,フレッチング発生部にもそれと平行な亀裂のあることがある。図61 b) は,図61
a) の歯の左端の亀裂発生部のすぐ右側を拡大したもので,約45°の角度で3本の亀裂が見える。黒い部
分がフレッチングを起こした部分である。
73
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.7.1.6
材料欠陥起点疲労亀裂(fatigue cracks from material defects)
材料欠陥を起点として歯面に発生する亀裂。
材料欠陥には,素材そのものの欠陥,熱処理工程によって発生するもの,そのほかに製造後の作業中に
何らかの形で素材に影響を与えて発生するものがある。
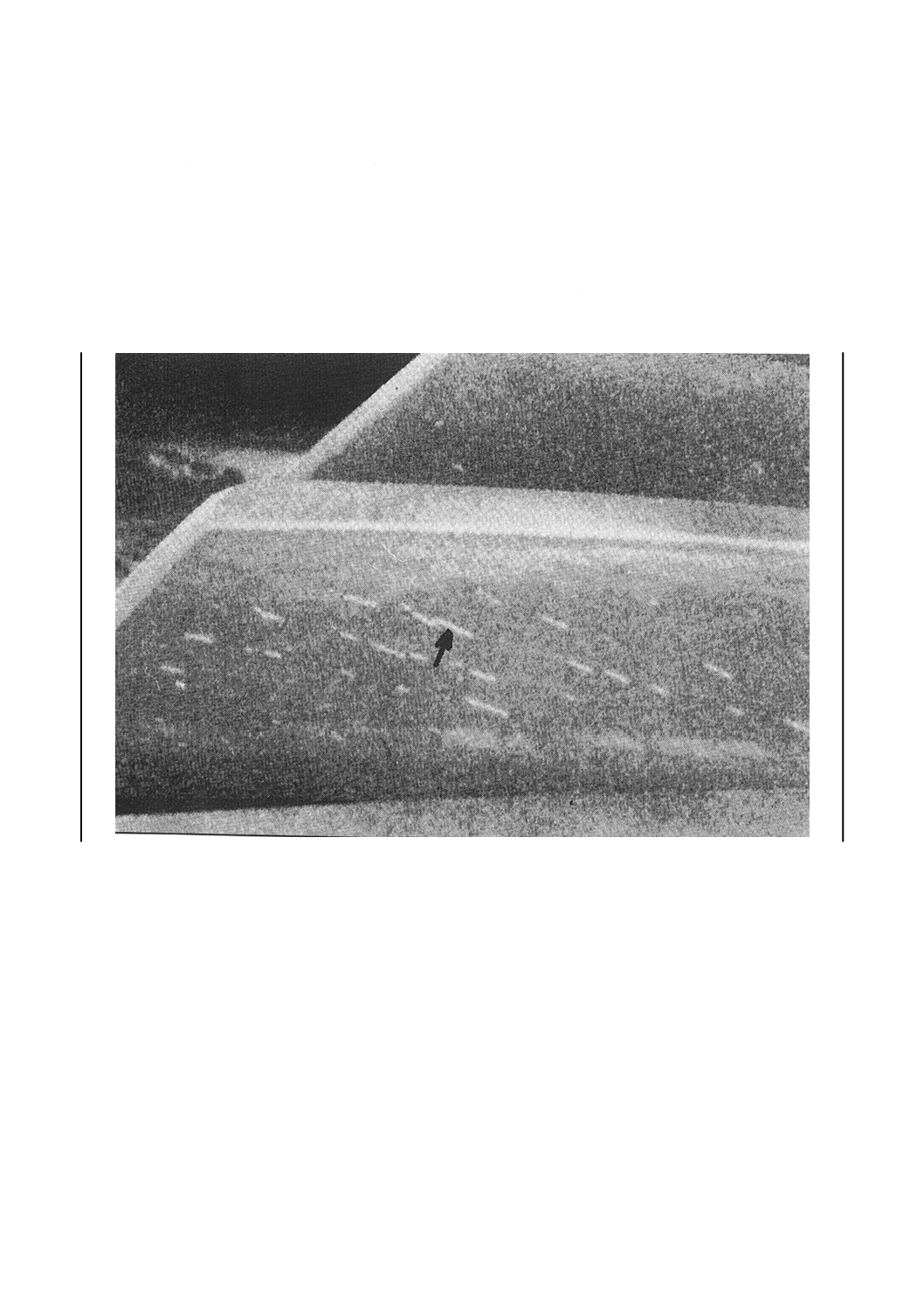
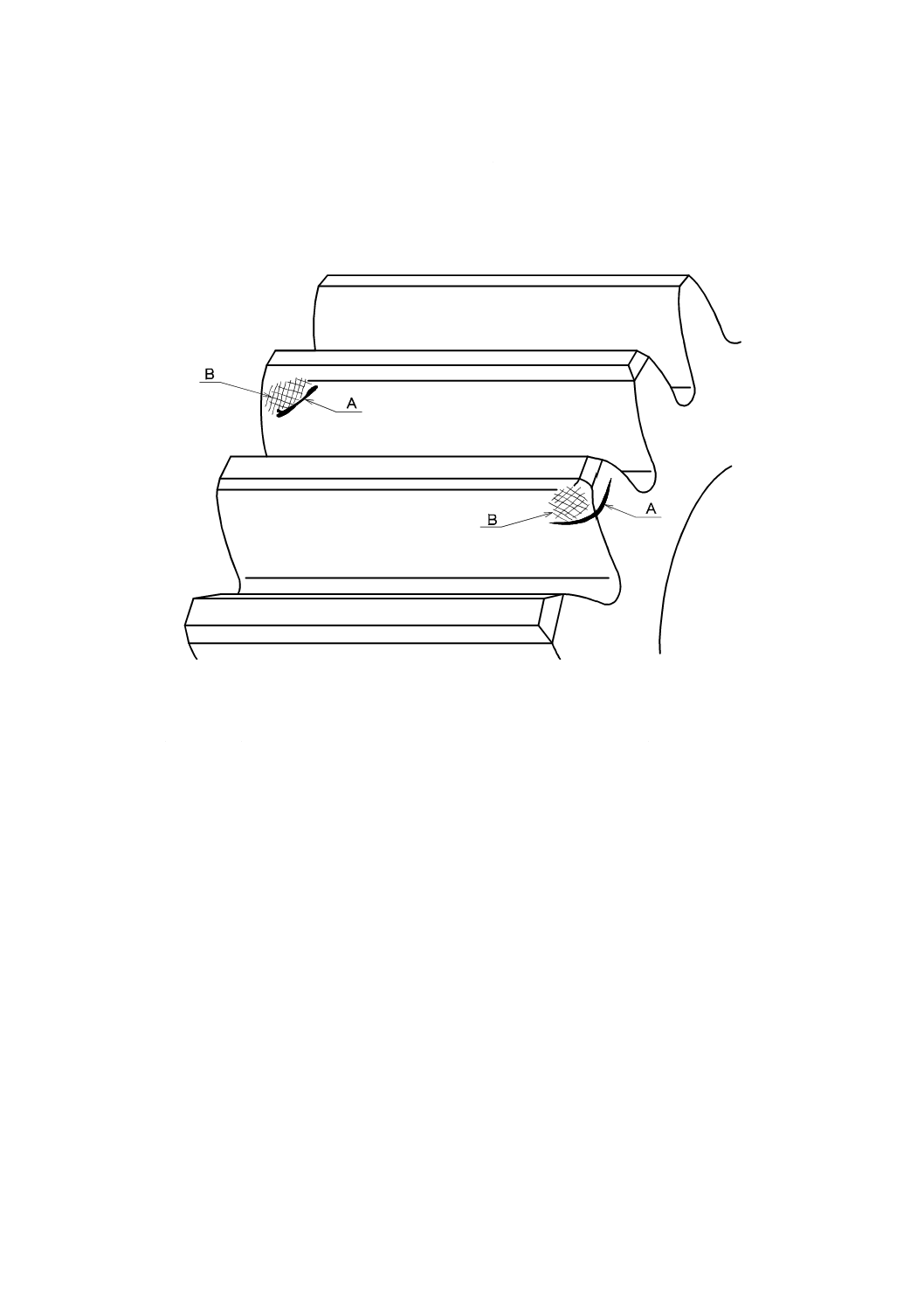
図62−材料欠陥起点疲労亀裂の例
図62は損傷した歯車の状況をスケッチした図で,矢印Aのところに亀裂が認められ,その亀裂は歯先
端部の変色している矢印Bの周りに沿って発生している。調査の結果,この変色部は周辺のマルテンサイ
ト組織が変化し,非晶質状態になっていることが分かった。この歯車は航空機用で,定められた点検プロ
グラムに従って,非破壊法による亀裂の定期検査が行われた。検査方法に通電方式による磁気試験が実施
された。その際に熱作用として組織変化による材料欠陥が生じ,亀裂の発生を招いた。
74
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.7.1.7
熱割れ(thermal cracks, heat cracks)
歯面間の滑りが大きいところで接触圧力が高くなったときに,表面に滑り方向と直角な方向に発生する
亀裂。
この亀裂はほぼ等間隔になりやすい。
浸炭硬化したウォームの歯面など,表面硬化した歯面の硬化層が大きな摩擦熱を受けるとき熱衝撃で発
生しやすい。潤滑不良が原因となることも多い。
図63−焼割れの例 [1]
図63は,ウォームに発生した熱割れの例で,中央部の歯面にほぼ等間隔で放射状の真っすぐな線として
亀裂が見られる。亀裂は,カラーチェックによって見やすくされている。
相手のウォームホイールにも同様な亀裂が入ることがある。
75
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.7.2
欠け(chipping)
歯先又は歯の端部に生じた局部的な損傷。
高硬度材料を用いたとき又は浸炭硬化層が歯の頂部幅に比べて深く入りすぎている場合に,起きやすい
傾向にある。セラミック歯車では,この種の破壊が最も顕著に生じる。歯先りょう(稜)部の欠け又は歯
の端部に生じた欠けから発生した亀裂が歯の折損をもたらすこともある。
歯の頂部の欠けは,激しい衝撃的な荷重がかかったとき,異物をかみ込んだとき,内部に強大な引張り
の残留応力が発生したとき,などに起きやすい。表面疲労に誘起される場合もある。
なお,欠けのうちでも特に小さなものはマイクロチッピングとして扱われる。
図64−欠けの例 [1]
図64は,遊星歯車の内歯車歯先に発生した欠けの例である。上側の歯の歯先りょう(稜)が歯幅の半分
近く欠け,白く見える。歯面の滑り方向がピッチ点から歯先に向かう条件で起きやすい。また,歯先の角
を面取りしない場合,又は歯形勾配誤差で歯先側が張り出す場合に歯先りょう(稜)の欠けが発生しやす
い。
76
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.7.2.1
マイクロチッピング(microchipping)
目視でしばしば見逃してしまうような小さな欠け。
浸炭焼入れなどをして硬さを高めた歯車では,歯の側端が接触する場合に発生することがある。こうし
た欠けはマイクロクラックを伴うことが多いので,歯面荷重の高い場合,その亀裂が進展して歯の折損に
至ることもある。
図65−マイクロチッピングの例 [1]
図65は,大歯車の歯先端部を拡大したもので,側端の面取りりょう(稜)部にマイクロチッピングが発
生している例である。相手の小歯車の歯幅がこの大歯車の歯幅より広くとられており,図のような歯側端
りょう(稜)部が強く接触し,欠けが生じた。歯車の負荷量を大きく取るにつれ,このような小さな亀裂
が歯の折損をもたらすことがある。
77
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.8
折損(tooth breakage)
歯全体又は歯の一部が欠落する損傷形態。
折損は,過負荷又は耐久限以上の応力がかかることによって生じる。こうした原因には種々の場合があ
る。設計意図に反して予期しない高いトルクがかかったり,材料強度が低い場合もあるが,ほかに,表面
疲労,欠けなど何らかの損傷による亀裂が進展する場合,歯形の経時変化などによる動的荷重の増加,加
工不良による応力集中などがある。したがって,損傷原因を追及するに当たっては,歯面観察などをつぶ
さに行い,歯の折損に至る最初のきっかけを明らかにしていかなければならない。
折損した破面の状況から,更に次の4種に細分化される。
− 過負荷折損
− せん断折損
− 塑性流動破断
− 疲労折損
2.8.1
過負荷折損(overload breakage)
僅かな回数の著しい過負荷によって発生する損傷。
このような過負荷が働いた場合,又は材料強度が雰囲気の影響などで低下した場合には,歯が塑性変形
してしまうこともあるが,そのようにはならないで,歯が折損してしまう損傷形態をいう。
過負荷折損は,破壊の損傷形態によって次の3種類に細分化される。
− ぜい性破壊
− 延性破壊
− 半ぜい性破壊
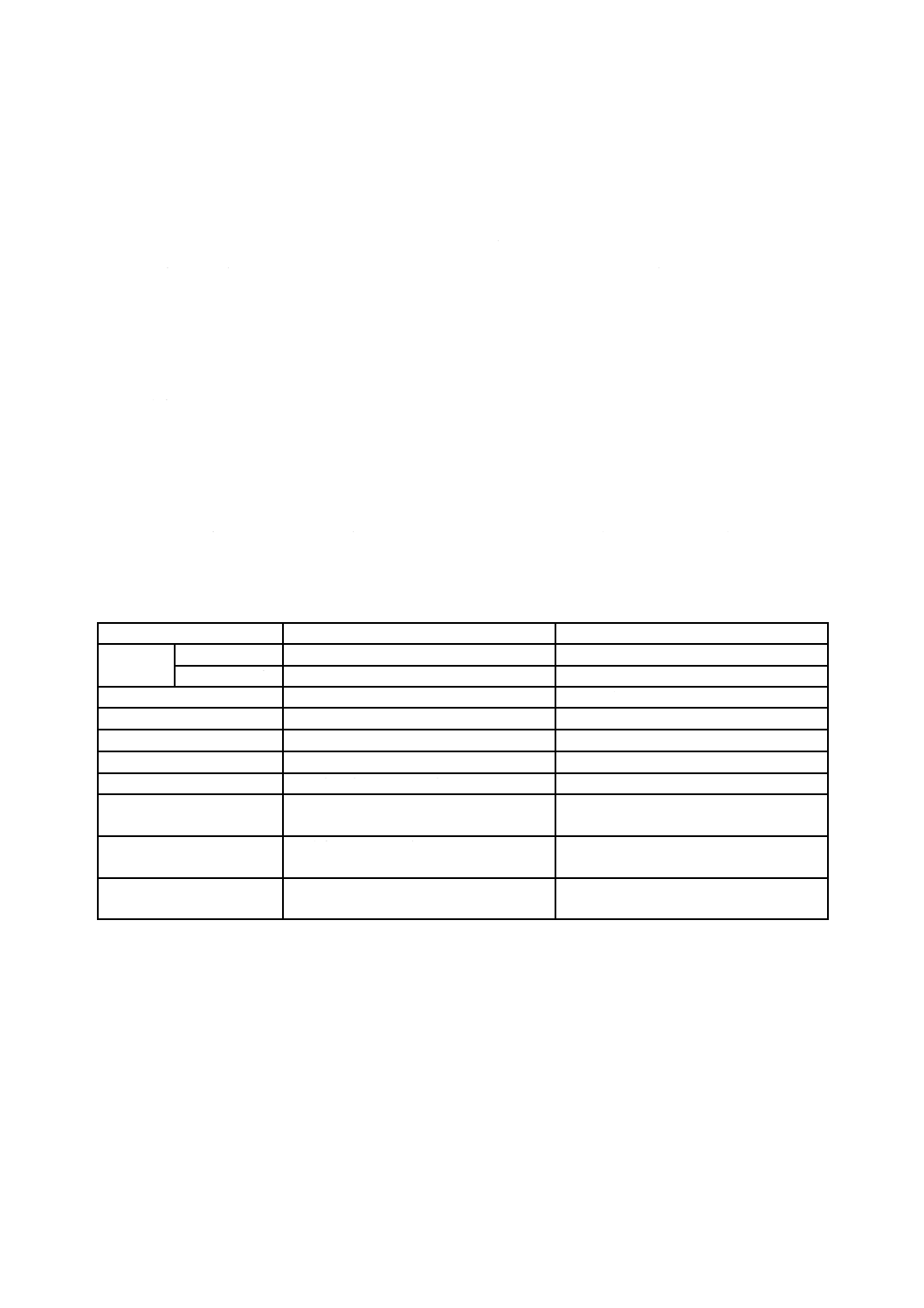
ぜい性破壊と延性破壊との違いの概略を表2に示す。
表2−ぜい性破壊と延性破壊との違い
破断面の評価特性
破断面の性格
ぜい性破壊
延性破壊
光の反射具合
きらきらしている。
光っている。
灰色がかって,暗い。
くすんでいる。
表面の形状
結晶的
粒状
荒々しい
きめが粗い。
絹状
マット状,繊維状
滑らか
きめが細かい。
方位性
主応力方向と平行,又は直角
主応力方向と傾斜,又は平行
模様
放射状にできる畝,又は
リバーパターン,シェブロン,
ヘリングボーン
シヤー・リップ,又は
ディンプルパターン,蛇行滑り,
ストレッチング模様
塑性変形
(くびれ,ゆがみ)
ほとんど見られない。
顕著に見られる。
顕微鏡観察
へき開破壊
せん断形破壊,ディンプル

78
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.8.1.1
ぜい性破壊(brittle fracture)
金属組織の粒内のへき開面及び粒界を塑性変形することなく進展していく破壊。
へき開面に沿って破壊した場合,その面はしばしばきらきらと輝いて見える。破断面は,主応力方向に
平行か又は垂直となる。破断面には,亀裂の発生方向に向かった畝又はシェブロンパターンが見られる。
材料の衝撃値が低い場合に生じる。
図66−ぜい性破壊の例
図66は,かさ歯車の小歯車の全部の歯が歯元から切断されたぜい性破壊の例である。過剰浸炭によって
歯の内部まで浸炭され,歯の衝撃値が減少したために,それほど高くない荷重で簡単に折損した。破面の
大半が粒状になり,荒々しい。

79
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.8.1.2
延性破壊(ductile fracture)
破断面は塑性変形を伴い,光沢はなく,線条痕をもつことが多い破壊。
破断面の方向は,主応力方向に平行かある程度の傾きをもつ。
なお,これは破断面全体が塑性変形をするという意味ではなく,ある程度の領域を延性破壊面で占めて
いるという意味である。
a)
b)
図67−延性破壊の例 [1]
図67 a) では4枚の歯が折損しており,そのスケッチが図67 b) である。一番下の歯は疲労折損[図67 b)
の③部]しており,この歯が折損したためにその上の歯に大きな荷重がかかり,2枚の歯が過負荷折損し
80
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
た。一番上の歯は折れた歯によって打ちきずが生じている。図67 b) の①部が延性破面で,凹凸が少なく,
滑らかになっている。②部はぜい(脆)性破壊面で,破断面がざらざらになっている。
81
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.8.1.3
半ぜい性破壊(semi-brittle fracture)
塑性変形がほとんど見られず,破断面にはシェブロンパターン又はヘリングボーン模様を残す破壊。
この模様が現れるのは,ぜい(脆)性と延性との破壊が交互に生じるときで,歯厚が歯幅に比して小さ
いときに起きやすい。
なお,ヘリングボーン模様の頂部は,常に破壊の発生した方向を向いている。
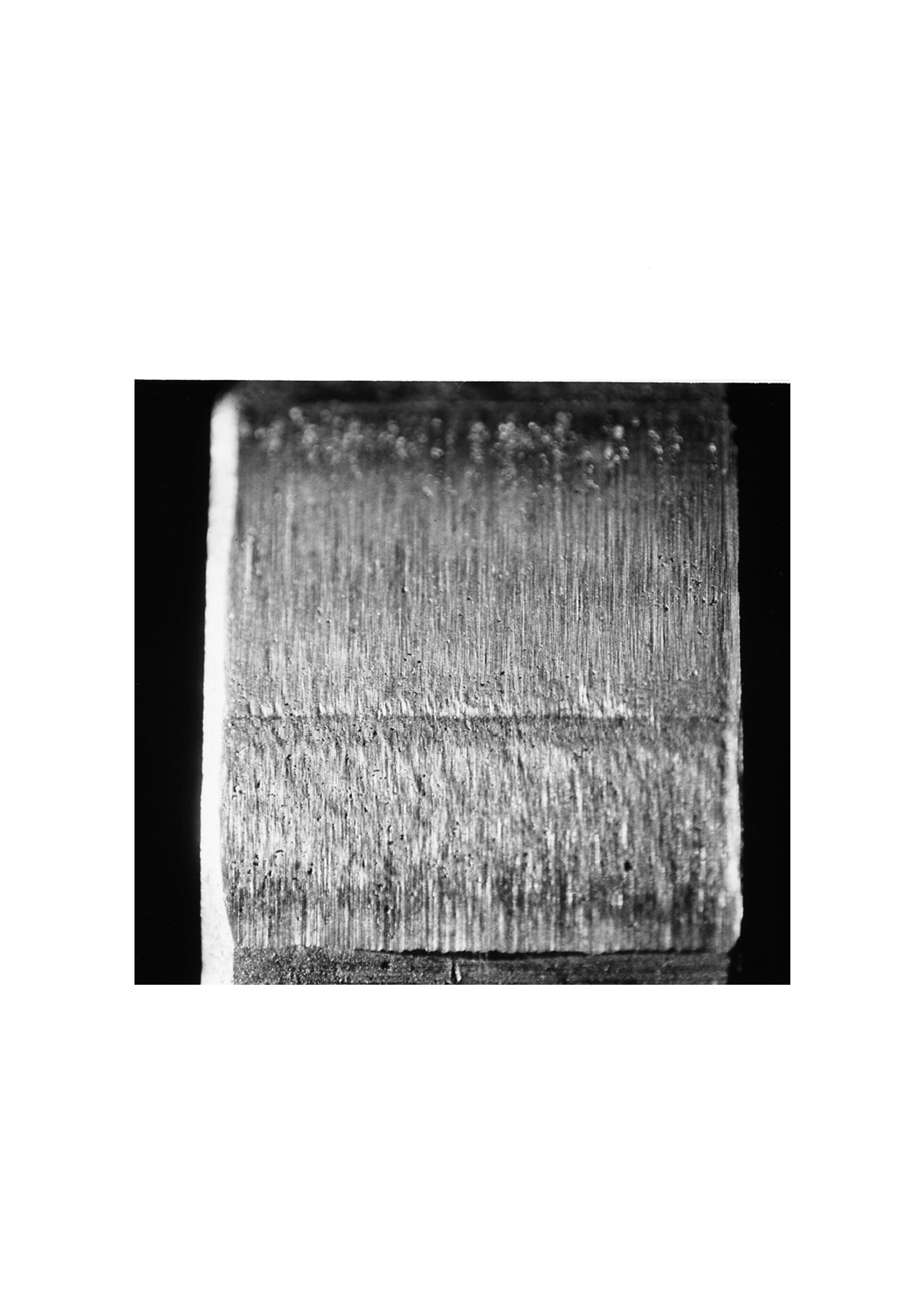
図68−半ぜい性破壊の例
図68は,歯元で破断した1枚の歯の破断面を真上から見たものであり,歯の両端は写っていない。図の
歯厚の中心部,歯幅の右方にヘリングボーンが見られる。極めて高い荷重を受け,少ない繰返し数で破断
している。

82
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.8.2
せん断折損(tooth shear)
歯面に作用するせん断力によって起こる歯の折損破壊。
せん断折損したときの歯の破断面は,機械で切断加工された表面と似ている。一般に,歯のせん断はた
った1回の負荷で起きる。この損傷形態は,比較的低い強度の歯車がそれより強い材料の歯車とかみ合う
場合に限定される。
a)
b)
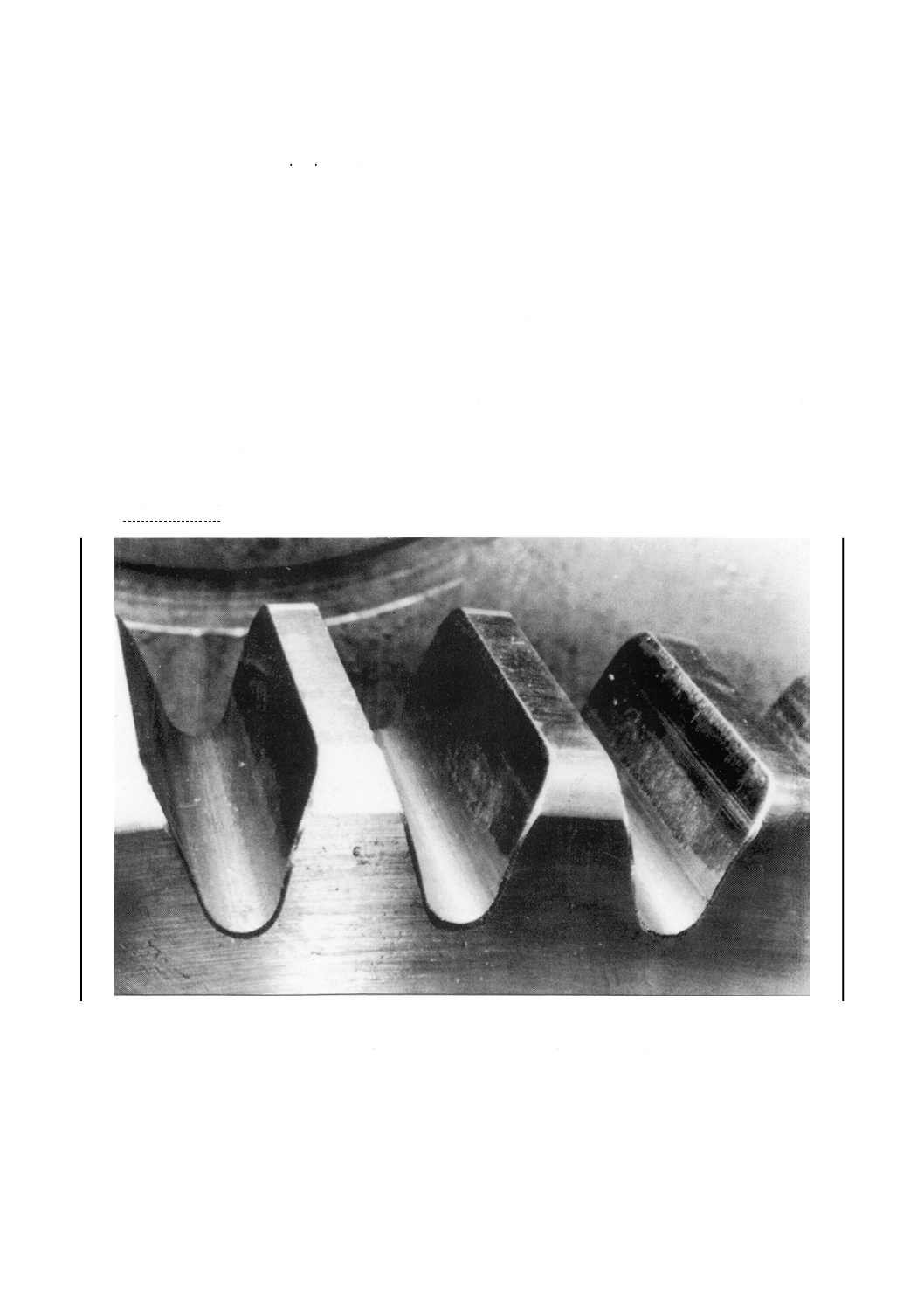
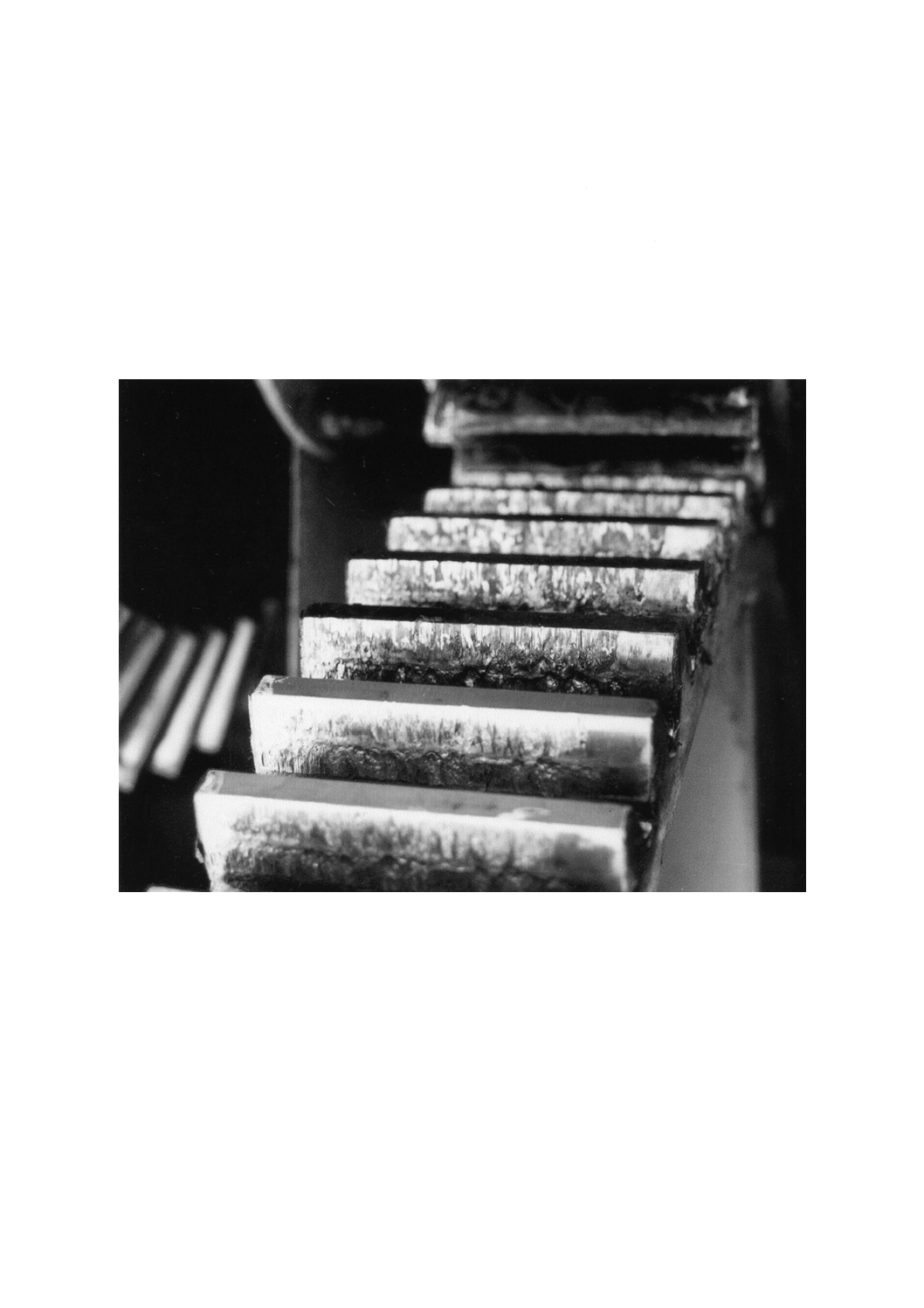
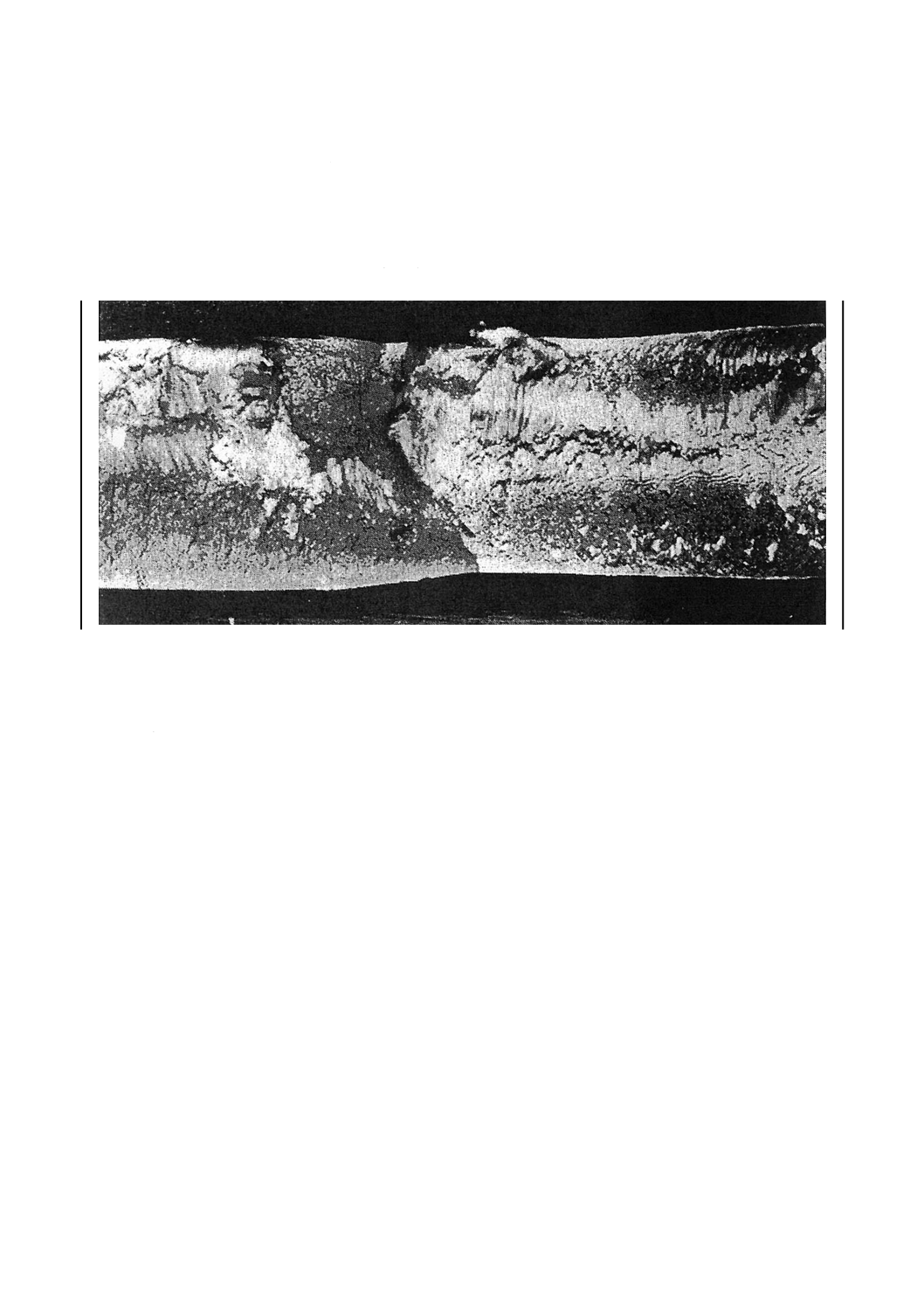
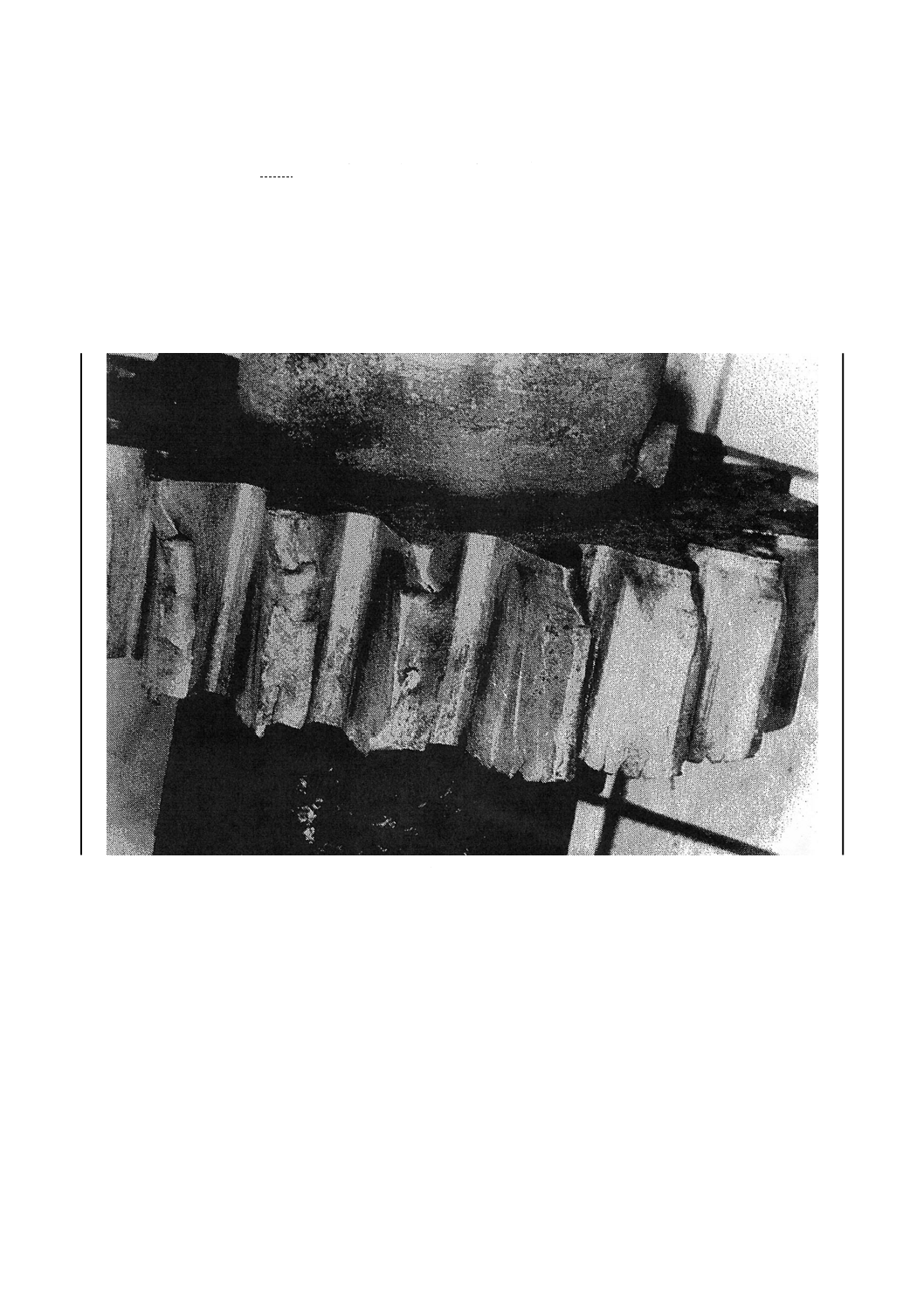
図69−せん断折損の例 [1]
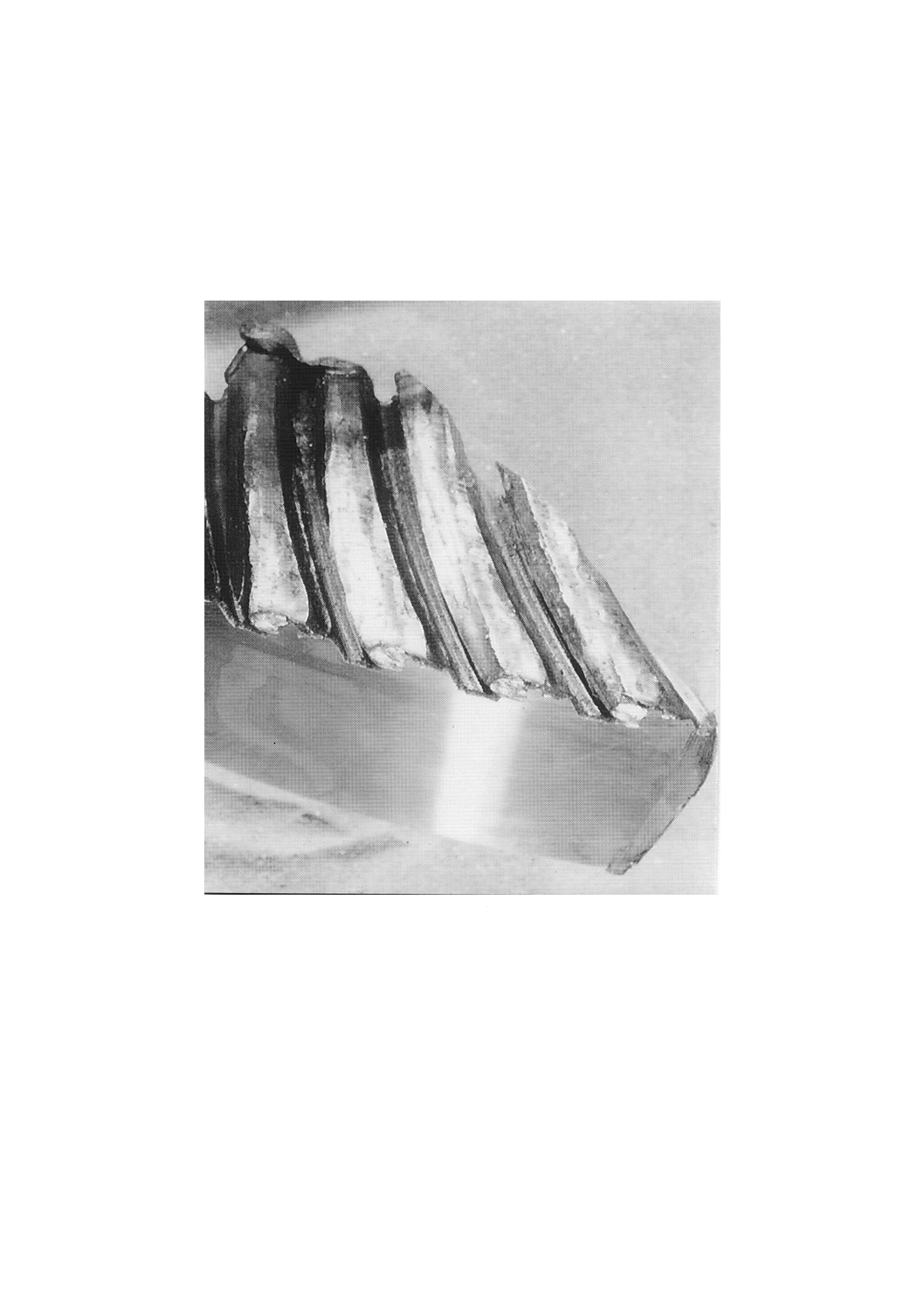
図69 a) はウォームホイールを横から見たもので,全ての歯がせん断されてなくなっている。歯のせん
断された面を真上から観察したのが図69 b) である。このウォームホイールはりん青銅製であるが,大き
な引け巣が多くあり(中央の歯3枚の下端,その左の歯の右端にある黒い領域),強度が低下し,かみ合う
相手の鋼製ウォームによってせん断された。
83
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.8.3
塑性流動破断(breakage after plastic deformation, smeared fracture)
歯が焼付いたり,大変形した後折損に至る破損形態。
通常,歯が作用荷重を支えられなく,全ての歯が損傷してしまう。この損傷が起きる経過として,熱間
及び冷間の2通りある。熱間は,運転中に主として油切れなど歯面の潤滑が十分に行われなくなり,熱に
よって歯面温度が異常に上昇し,材料強度の低下又は塑性流動の発生で,歯のかみ合い状態を悪化させ,
折損に至る。冷間は,歯面温度がさほど上がらなくとも,発生応力が材料の降伏応力を超すために歯の塑
性変形が起こり,負荷が小さくとも,かみ合いがうまくいかなくなったときに,折損する。
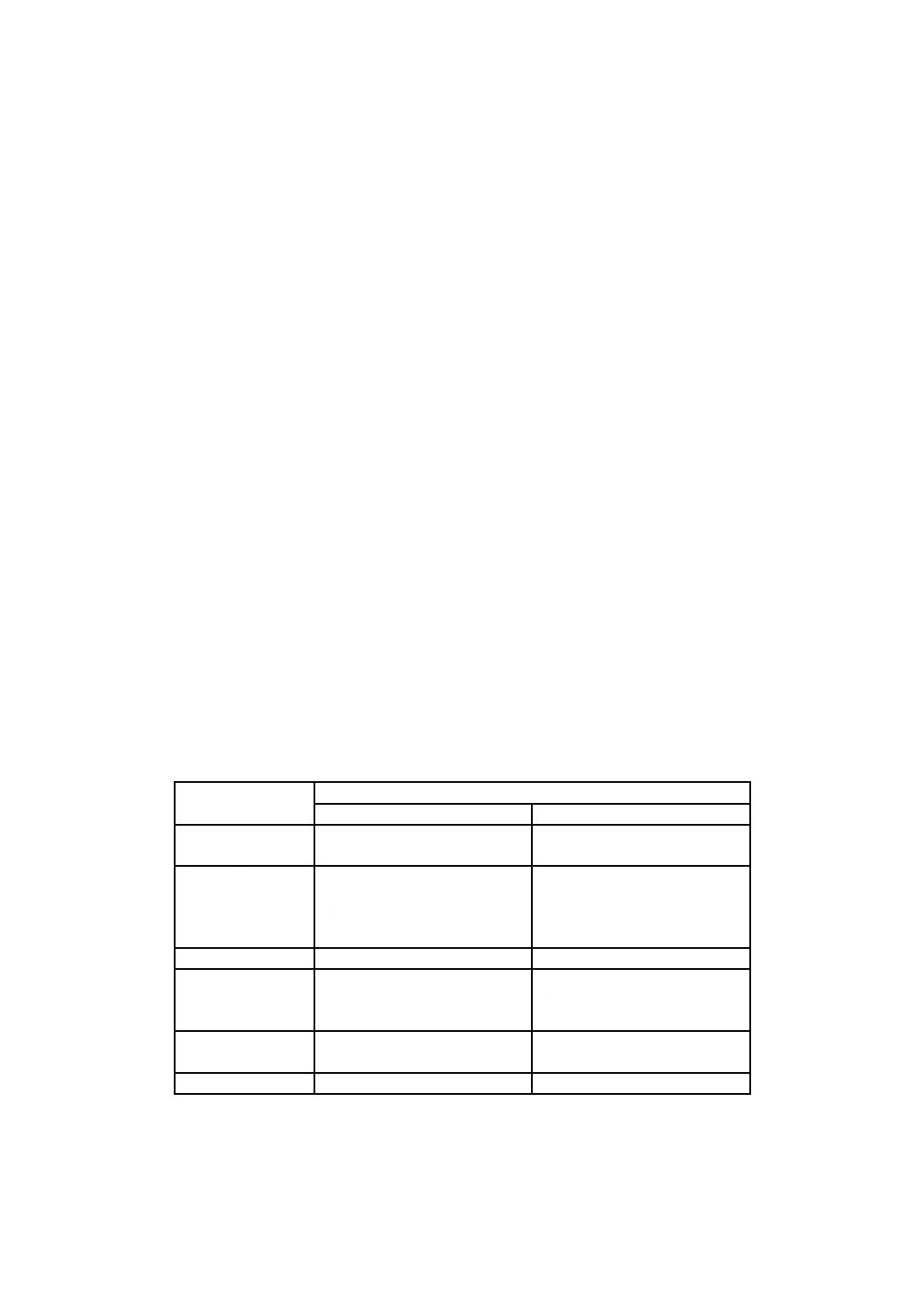
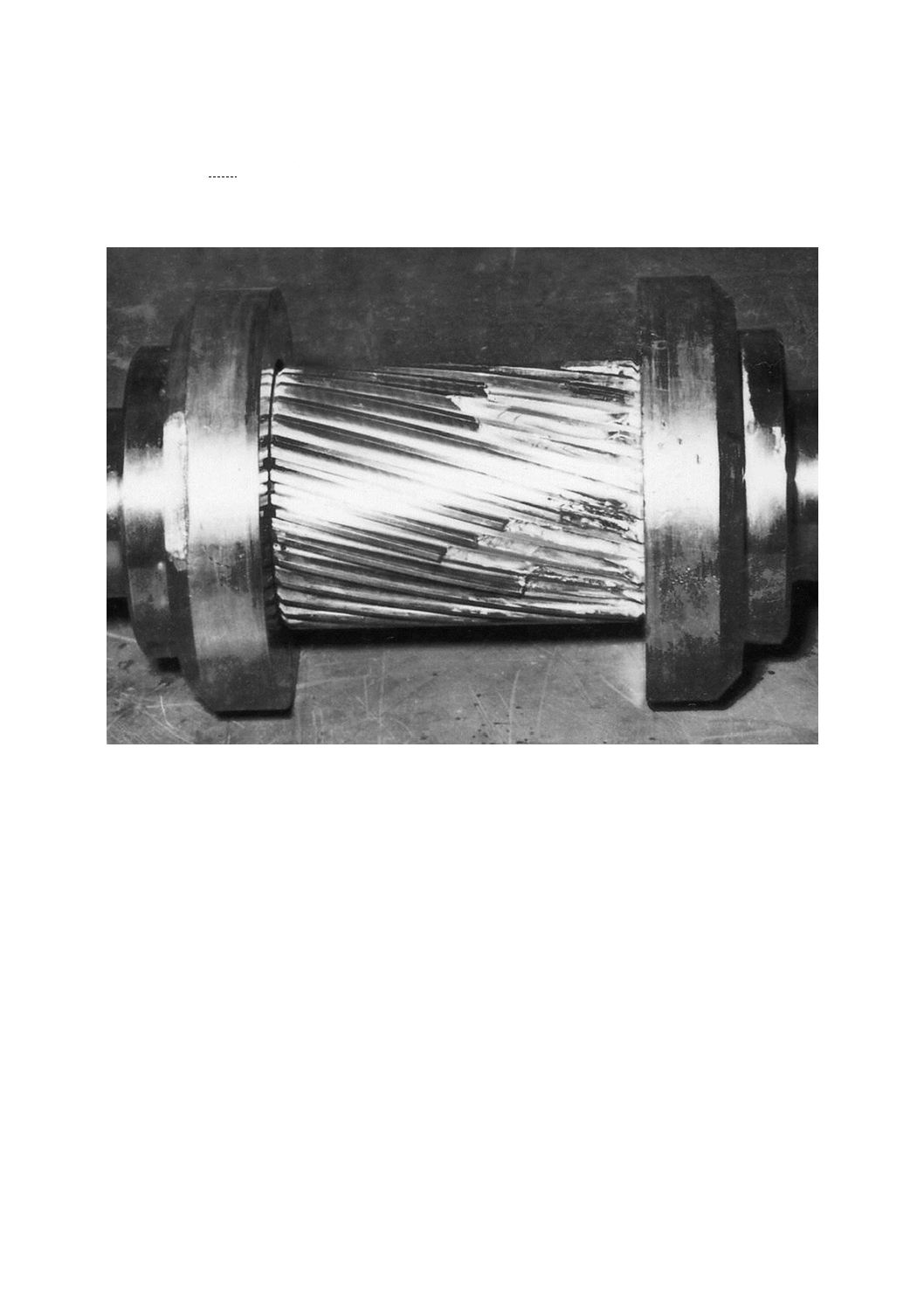
図70−塑性流動破断の例
図70は,冷間塑性流動によって軟鋼製小歯車が破壊された例である。
84
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.8.4
疲労折損(fatigue breakage)
荷重の繰返しとともに疲労亀裂が進展し,歯が折損する破壊形態である。破壊面は,疲労破面と最終破
断面との二つの異なった領域からなる。
疲労破面の領域には巨視的な塑性変形の徴候がなく,見た目に滑らかで光沢がなく,休止線による貝殻
模様がしばしば観察される。最終破断面は,過負荷折損によって生じた破面になる。
疲労折損は,亀裂の発生場所又は発生原因によって次のように細分化される。
− 歯元曲げ疲労折損
− 表面疲労起点折損
− 材料欠陥起点折損
− 歯底・リム折損
− キャップオフ損傷
− チッピング起点折損
− 端部折損
− じん(靱)性不足部折損
− 過大な残留応力に起因する折損
85
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.8.4.1
歯元曲げ疲労折損(breakage due to tooth bending fatigue)
歯元すみ肉部に材料の疲労限度以上の応力が,繰り返し加わった結果起きる損傷。
普通,作用歯面側の歯元すみ肉部(引張り側)に発生した亀裂が反作用歯面の歯元すみ肉部へ向かって
進展し,破壊に至る。破面は比較的滑らかで,亀裂の起点が認められ,その周りに亀裂の進展が一時的に
停留したことを示すビーチマーク(貝殻模様)の見られることが多い。
a)
b)
図71−歯元曲げ疲労折損の例1 [1]
図71 a) は,はすば小歯車の2枚の歯に生じた疲労破壊で,折損して脱落した部分を真上から見たもの
である。破面は滑らかであり,ビーチマーク(貝殻模様)のへん(扁)平なだ(楕)円部が亀裂の主要な
進展部で,そのへそのような部分が亀裂発生の基点である。歯面のほとんどの領域が疲労破面で占められ
ていることから,発生応力は疲労強度を僅かに超す程度と推定される。
図71 b) は,歯の形状に対し亀裂の進展経路が分かるように軸方向から見たもので,歯元の最大曲げ応
86
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
力の発生位置付近から亀裂が発生している。
なお,荷重は左側歯面にかかる。
a)
b)
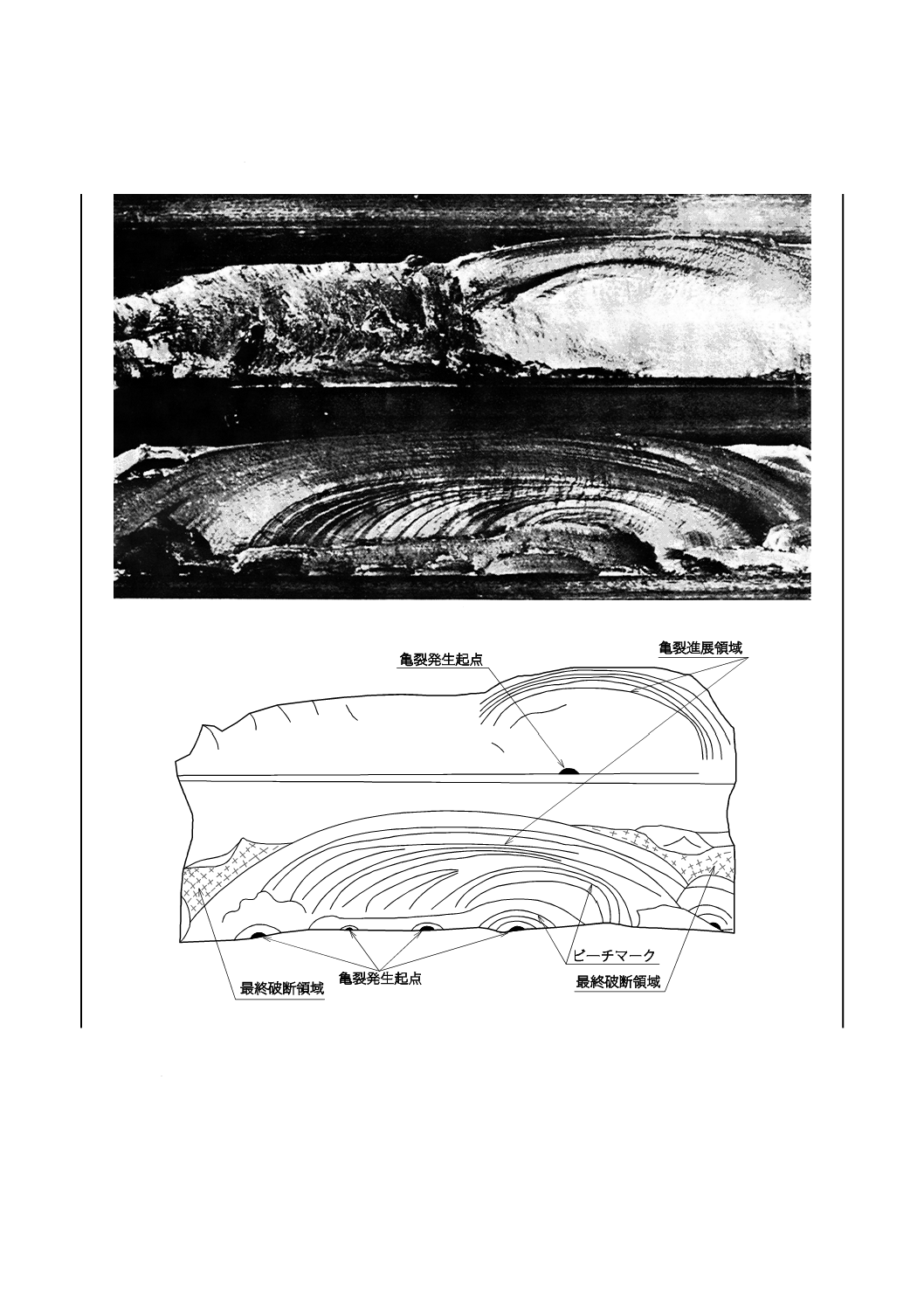
図72−歯元曲げ疲労折損の例2
図72 a) は隣り合う2枚の歯が疲労折損した破断面で,図72 b) はそのスケッチ図である。下側の歯を
見ると,亀裂の発生点が作用歯面上に幾つかあり,そのうちの一つが大きく成長し,ビーチマーク(貝殻
模様)として亀裂の広がる経緯が現れている。また,最終破断領域の表面は荒々しく,ほかの疲労破断面
が滑らかなのと異なった様相を呈する。図のように複数の歯が折れた場合,疲労破断面の領域が大きい方
87
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
が先に折損した歯であり,その歯の最終破断面の領域が大きいほど,その歯にかかった荷重が歯の強度を
大きく超していることを示す。この図では,最終破断領域の面積が小さいことから,歯元に作用する曲げ
応力が材料強度より僅かに大きかったことを示している。
88
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.8.4.2
表面疲労起点折損(breakage from surface fatigue)
表面疲労亀裂の一部が内部に進展して生じる歯の折損。
ピッチング及びスポーリングによって歯面に生じた大きなピットから亀裂が進展し,歯の折損に至る場
合と,ピットが密集し,歯形が崩れることによって動的荷重が増加して,歯の内部へ向かった亀裂が進展
し,歯の折損に至る場合とがある。歯車材料の衝撃値が低い場合,又は表面硬化歯車に生じやすい。
a)
b)
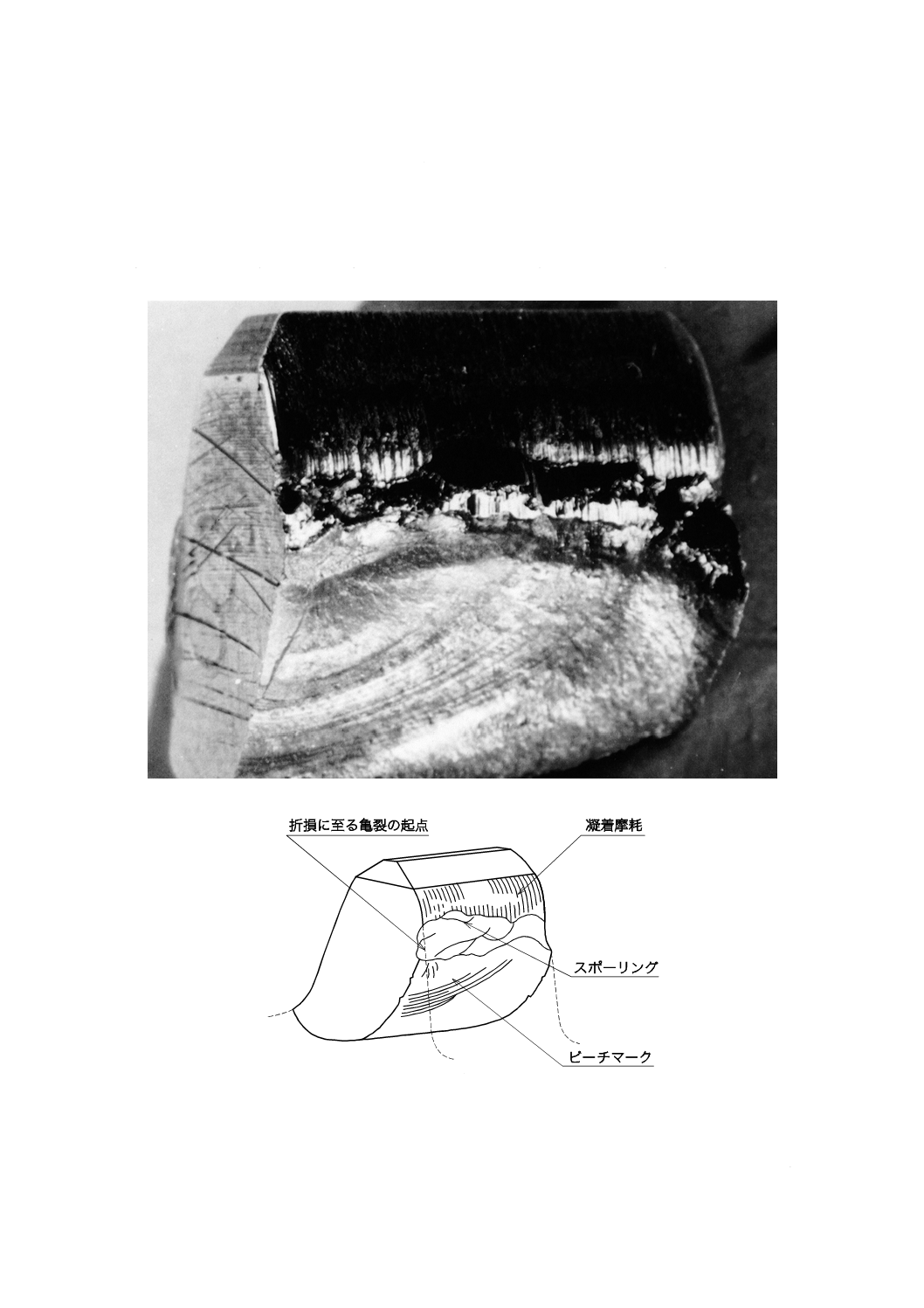
図73−表面疲労起点折損の例
図73 a) は,スポーリングを起点とした亀裂によって折損した歯である。上半分の黒い部分が作用歯面
の歯先側で,下半分の明るいところが破断面である。図73 b) は,損傷状況を示した図73 a) の模式図で
89
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ある。歯面にはスポーリングと凝着摩耗が生じている。折損に至る亀裂はスポーリングによる亀裂のうち,
左端近くが起点となっており,その点を中心にビーチマーク(貝殻模様)を生じ,亀裂の進展状況が確認
できる。
90
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.8.4.3
材料欠陥起点折損(breakage from material defects)
異常に大きい材料欠陥に基づく亀裂の発生による折損。
歯の折損に至る疲労亀裂の発生点は,きずなどを含む応力集中箇所又は材料欠陥箇所が大半を占める。
そのうち特に異常に大きい材料欠陥による場合だけをいい,一般の製法上除去困難な材料欠陥に起因する
亀裂が引き金となる折損はこの分類項目に含めないのが一般的である。
材料欠陥としては,非金属介在物,もろい組織の偏析,引け巣などさまざまな損傷形態がある。
a)
b)
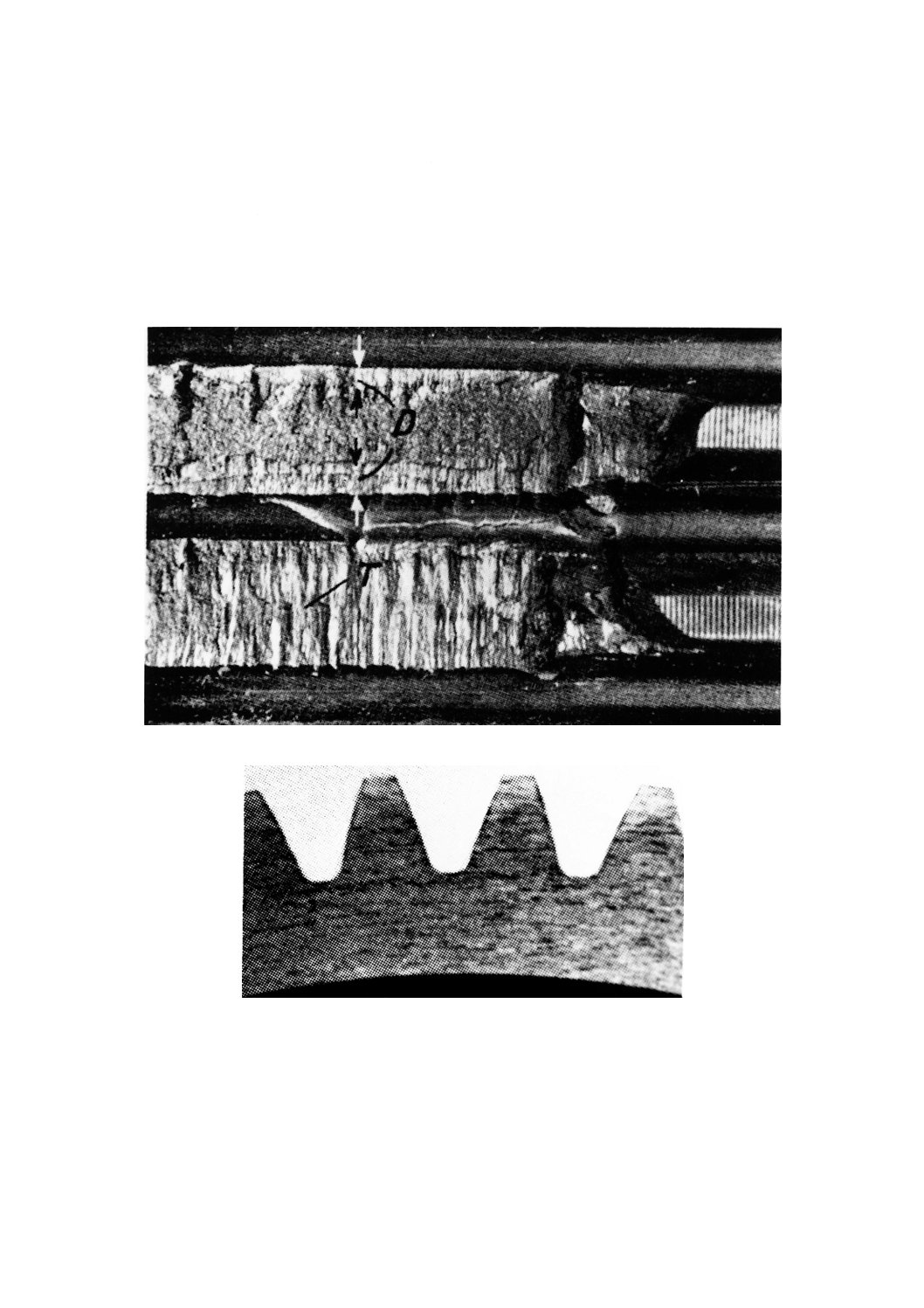
図74−材料欠陥起点折損の例
図74 a) は,歯の折損した部分を真上から見たものである。上の歯のDとした矢印の間が疲労破壊した
領域で,正逆回転するため歯の両側から疲労が進行している。
図74 b) は,損傷調査のために歯側面を腐食したもので,粗大な不純物が層状になって荷重方向に入っ
ており,これが歯車の強度を低下させた。
91
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.8.4.4
歯底・リム折損(rim breakage, breakage from the center of tooth bottom space)
歯底に亀裂が入り,発生するリムの切断。
リムの厚さが薄い場合,歯底周辺のリム剛性が小さくなり,リム部の曲げ応力が大きくなりやすい。ま
た,加工の不注意による歯元周辺の切り欠きの生成,又はメンテナンス上の不注意からくる歯底の腐食が
原因となることもある。
図75−リム折損の例 [1]
図75は,リングギヤの内歯車の歯底に入った亀裂によるリムの折損の例である。中央の歯の歯底部に亀
裂が歯幅いっぱいに入り,リムを分断している。歯底部に0.4 mmの段差が付いており,その段差部に沿
って亀裂が生じている。リム厚さが薄いことと,加工時にできた切り欠きによる応力集中によって疲労破
壊した。
92
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.8.4.5
キャップオフ損傷(cap-off failure)
歯末部が帽子を脱ぐように取れてしまう損傷。
鋼製歯車では高硬度材料を用いたときに生じやすい。例えば,歯先頂部の幅が小さい歯車を浸炭すると
き,浸炭硬化層が深く入りすぎ,この部分の衝撃値が下がり,キャップオフ損傷が起きやすい傾向にある。
表面硬化処理などの熱処理を通して,歯の内部に高い引張残留応力を生み,この応力が運転中の応力と
絡んでキャップオフ損傷を起こすこともある。
プラスチック歯車でもしばしば観察されるが,この場合は歯面の受ける応力-歪みのヒステリシスとそれ
による発熱,その堆積が強く関与しているものと考えられる。
図76−キャップオフ損傷の例 [1]
図76は,浸炭歯車の頂部が飛んだキャップオフ損傷の例である。作用歯面は右側である。歯面にはスポ
ーリングが発生しており,その亀裂の一部が進展している。
93
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.8.4.6
チッピング起点折損(breakage from chipping)
浸炭焼入れをして硬化した歯車において,歯の側端又は歯先りょう(稜)部に走った欠けを起点に発生
する歯の折損。
高荷重のかかる歯車では,目視では見逃してしまうようなマイクロチッピングでも折損の原因になり得
る。
a)
b)
図77−チッピング起点折損の例 [1]
図77 a) は,はすば歯車の折れた歯を歯直角方向から見たものの例である。右側が負荷歯面であり,破
断面の観察から,破断部との交点が亀裂発生点となり,休息線の広がりから疲労破面であることが分かる。
このように疲労亀裂は,歯の危険断面よりはるか上の歯の側面の面取り開始部から始まっている。
図77 b) は,同じ歯車の別の歯を観察したもので,図77 a) の亀裂発生起点と考えられる場所と同じ位
置を拡大したものである。右の滑らかな部分が作用歯面で,りょう(稜)線を越した左側がグラインダで
面取りした面である。りょう(稜)線部に見られる欠けの部分から亀裂が延びている。
94
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.8.4.7
端部折損(tooth end breakage)
片当たりなどのために,歯の端部に荷重が集中してかかるようなとき,円筒歯車又はかさ歯車の歯の端
部に発生する折損。
図78−端部折損の例 [1]
図78は,歯の折損が全て右側に集中し,左側は健全な端部の折損の例である。歯の右側端部に過大な荷
重がかかったために,歯の端面側から亀裂が入って折れたものである。
95
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.8.4.8
じん(靱)性不足部折損(shock breakage)
歯の衝撃値が低い場合,短時間で破壊しなくとも,繰返し荷重を受けることによって発生する歯の折損。
亀裂の発生及び進展する領域は歯のじん(靱)性が不足した部分であり,歯先又はピッチ点周辺で見ら
れることが多い。
a)
b)
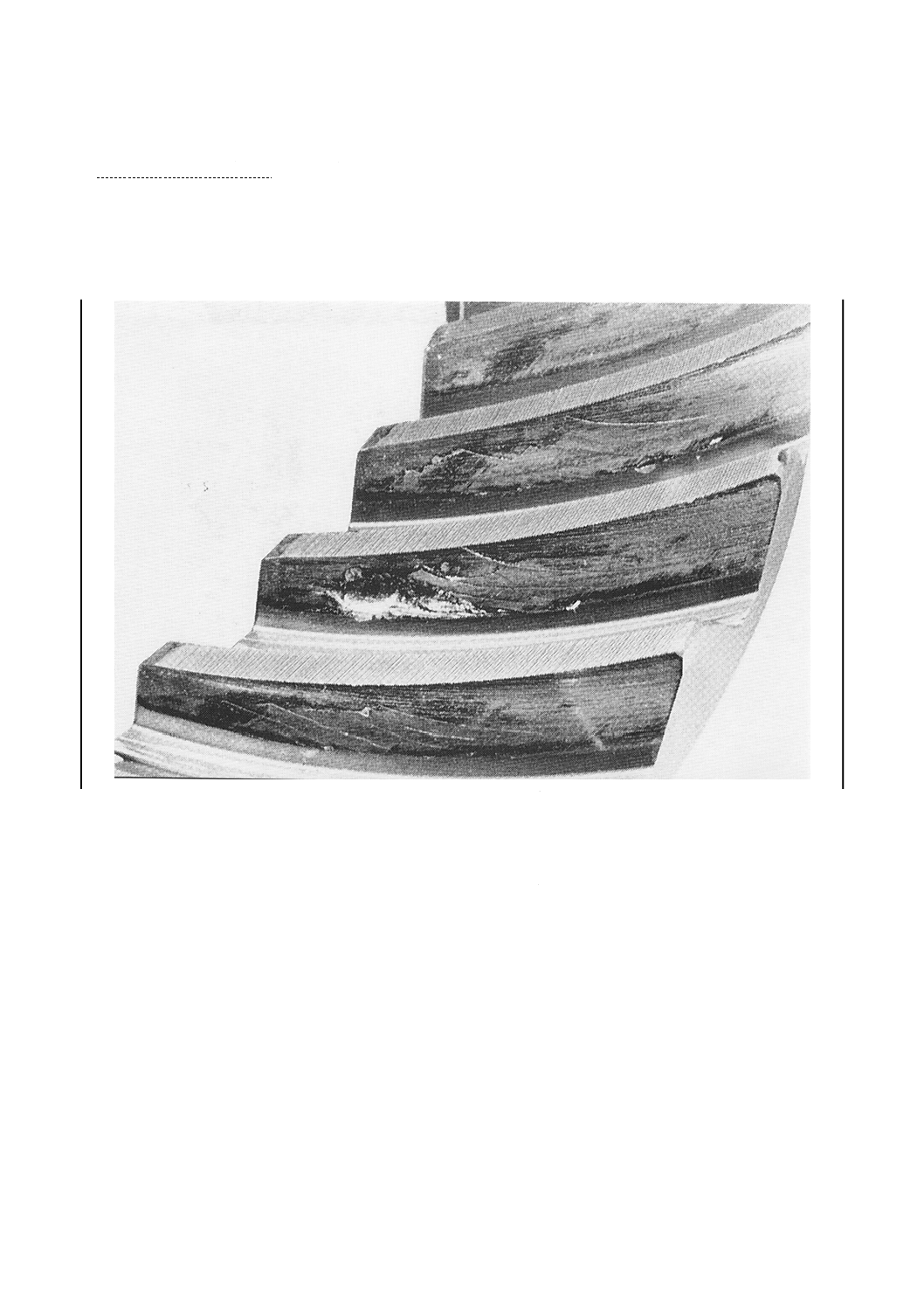
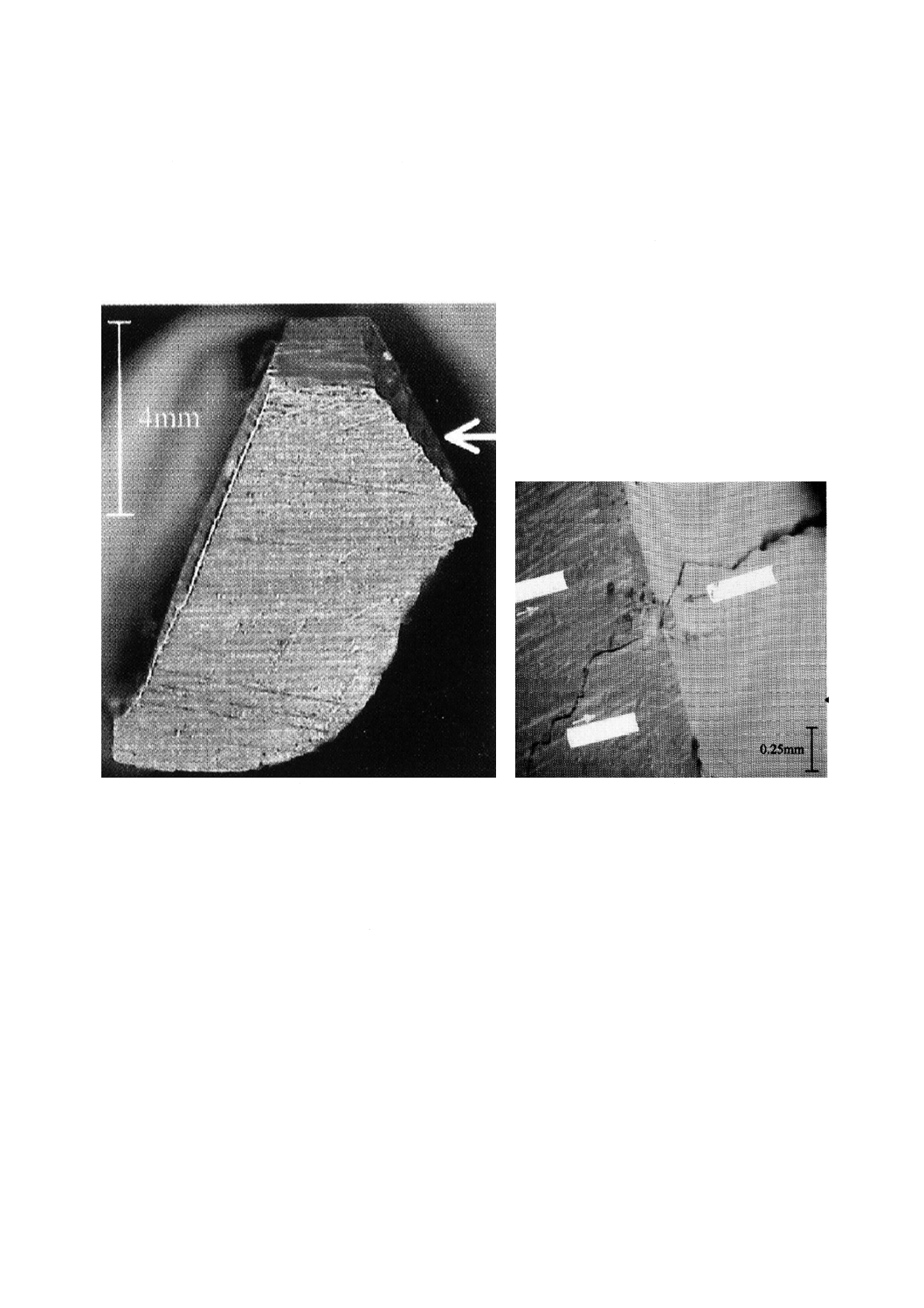
図79−じん(靱)性不足部折損の例 [1]
図79は,まがりばかさ歯車の大歯車で,高周波焼き入れによって歯全体が硬化されている。使用時間が
経つにつれ図79 a)(スケッチ図)に示すような亀裂が発生し,振動も増加したもの。亀裂は歯先近くに発
生しており,曲げ応力とは無関係と思われる。
亀裂の進展状態を調べるため,亀裂のある部分を歯たけ方向に切り出し,強制的に断ち割ったのが図79
b) である。割った面を開いて示してあるので,破面の状態は上下で対称的になっている。下側が歯先部で,
上側が歯元部に相当する。中央部が亀裂発生起点で,そこから上下の方向に疲労亀裂が進んでいる。上端
と下端は強制的に分割した面で,運転中はまだ健全であった部分である。
強制破断領域
強制破断領域
疲労破壊領域
疲労破壊領域
亀裂発生起点

96
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.8.4.9
過大な残留応力に起因する折損(breakage caused by abnormal residual stress)
異常に高い残留応力によって比較的短い運転の後に亀裂が顕在化し,歯の折損及び歯車本体の破損に至
る損傷。
焼割れを見逃し,運転中に歯の折損などの形で出る場合もあり,熱処理不良の場合が多い。
図80−過大な残留応力に起因する折損の例 [1]
図80では2枚の歯の一部が折損している例である。歯の手前が作用歯面である。歯は,通常の曲げ疲労
における破断面と異なった様相を示している。例えば,亀裂の発生が,必ずしも歯元応力の最大位置から
とは限らないこと,歯底などに不自然な亀裂が散在していることなどである。
参考文献
[1] 歯車損傷図鑑(2006) 日本機械学会編
97
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS B 0160:2015 歯車−歯面の摩耗及び損傷−用語
ISO 10825:1995,Gears−Wear and damage to gear teeth−Terminology
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの評価及びその
内容
(V)JISと国際規格との技
術的差異の理由及び今後
の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
−
JISとほぼ同じ
追加
原因及び対策を追加している。
利用者への利便性のため
追加した。
2 用語及び
定義
2.1 一般
−
−
追加
概要説明で技術的差異はない。
利用者への利便性のため
追加した。
2.2 運転前欠陥
−
−
追加
損傷の発生原因を重要視した。
国内の実情に合わせた。
2.3 摩耗
1
規定用語はJISと
ほぼ同じ
変更
新しい知見を加え,それを示す特徴ある図に置き換
えた。焼け,凝着摩耗,トロコイド干渉摩耗などを
追加した。
国内の実情に合わせた。
2.4 スカッフィング
2
スカッフィングだ
けを規定
変更
新しい知見を加え,それを示す特徴ある図に置き換
えた。油膜の切れる原因によって分類した。初期ス
カッフィング,高温スカッフィング,低温スカッフ
ィング,疲労スカッフィングなどを追加した。
国内の実情に合わせた。
2.5 永久変形
3
規定用語はJISと
ほぼ同じ
変更
新しい知見を加え,それを示す特徴ある図に置き換
えた。歯の倒れ,ピットの発生による歯面の圧壊,
溶融,異物のかみ込み損傷,乗り上げなどを追加し
た。
国内の実情に合わせた。
2.6 表面疲労
4
規定用語はJISと
ほぼ同じ
変更
新しい知見を加え,それを示す特徴ある図に置き換
えた。接触端部ピッチング,フロスティングなどを
追加した。
国内の実情に合わせた。
2.7 亀裂及び欠け
5
規定用語はJISと
ほぼ同じ
変更
新しい知見を加え,それを示す特徴ある図に置き換
えた。ピッチ点付近疲労亀裂,ピッチング起点疲労
亀裂,スポーリング起点疲労亀裂,熱割れなどを追
加した。
国内の実情に合わせた。
8
B
0
1
6
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
98
B 0160:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの評価及びその
内容
(V)JISと国際規格との技
術的差異の理由及び今後
の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
2 用語及び
定義(続き)
2.8 折損
6
規定用語はJISと
ほぼ同じ
変更
新しい知見を加え,それを示す特徴ある図に置き換
えた。せん断折損,塑性流動破断,表面疲労起点折
損,歯底・リム折損,端部折損などを追加した。
国内の実情に合わせた。
JISと国際規格との対応の程度の全体評価:ISO 10825:1995,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
8
B
0
1
6
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。