B 0111:2017
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 用語の分類 ······················································································································ 1
3 用語及び定義 ··················································································································· 1
附属書A(参考)機械の構造による分類 ·················································································· 35
附属書B(参考)プレス機械類 ······························································································ 36
B 0111:2017
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
鍛圧機械工業会(JFMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規
格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規
格である。これによって,JIS B 0111:1997は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
B 0111:2017
プレス機械−用語
Press machinery-Vocabulary
序文
この規格は,1993年に第1版として発行されたISO 8540,Open front mechanical power presses−Vocabulary
を参考に,対応する用語を翻訳し,この規格に包含した。
この規格は,1963年に制定され,その後3回の改正を経て今日に至っている。前回の改正は1997年に
行われたが,その後のサーボプレスの新技術及び鍛圧機械全般(機械プレス,液圧プレス,プレスブレー
キ,パンチングなど)を含めた用語に対応するために改正した。
1
適用範囲
この規格は,主として金属のプレス工業において一般に用いるプレス機械1)及びこれらに関係する周辺
装置(以下,プレス機械類という。)に関する用語について規定する。
注1) プレス機械とは,2個以上の対をなす工具を用い,それらの工具間に加工材を置いて工具に関
係運動を行わせ,工具によって加工材に力を加えることによって加工材を成形加工する機械で,
かつ,工具間に発生する力の反力を機械自体で支えるように設計されている機械である。
2
用語の分類
プレス機械類の用語の分類は,次による。
a) プレス機械の種類
1) 機械プレス
2) 液圧プレス
3) その他のプレス
b) プレス機械の主要構成要素及び附属品
c) プレス機械の操作
d) プレス機械の仕様
e) プレス機械の周辺装置
f)
その他
3
用語及び定義
用語及び定義は,次による。
なお,参考として対応英語を示し,d)プレス機械の仕様においては,参考として単位記号も示す。
2
B 0111:2017
a) プレス機械の種類
1) 機械プレス
番号
用語
定義
対応英語(参考)
1000
機械プレス
スライドを機械式機構によって駆動するプレスの総称。
mechanical press
1001
クランクプレス
クランク機構によってスライドを駆動するプレス。
crank press
1002
単動クランクプレス
クランク軸によって1個のスライドを駆動する機械プレス。 single action crank
press
1003
卓上形機械プレス
卓上に置いて作業できる小形の機械プレス。クランクを用い
たものが多い。
mechanical bench
press
1004
C形シングルクラン
クプレス
C形フレームをもち,クランクが1個である単動クランクプ
レス。
C-frame single crank
press
1005
ノンギヤクランクプ
レス
フレームが立形で,クランク軸をはずみ車で直接駆動するク
ランクプレス。
non-geared crank press,
flywheel crank press
1006
ノンギヤ可傾式クラ
ンクプレス
後方に傾斜できるノンギヤクランクプレス。
non-geared inclinable
crank press
1007
ギヤ掛けクランクプ
レス
クランク軸を歯車によって減速し,駆動するクランクプレ
ス。
geared crank press,
gear-driven press
1008
ギヤ掛け可傾式クラ
ンクプレス
フレームが立形で,後方に傾斜できる単動のギヤ掛けクラン
クプレス。
geared inclinable crank
press
1009
C形横形シングルク
ランクプレス
C形フレームをもち,クランクが1個である横形の単動クラ
ンクプレス。
C-frame horizontal
single crank press
1010
C形ダブルクランク
プレス
C形フレームをもち,クランクが2個であるクランクプレス。 C-frame double crank
press
1011
ストレートサイド形
シングルクランク
プレス
ストレートサイド形フレーム(番号4002参照)をもち,ク
ランクが1個である単動クランクプレス。
straight-side single
crank press
1012
ストレートサイド形
ダブルクランクプ
レス
ストレートサイド形フレームをもち,クランクが2個である
単動クランクプレス。
straight-side double
crank press
1013
ストレートサイド形
横形シングルクラ
ンクプレス
ストレートサイド形フレームをもち,クランクが1個である
横形の単動クランクプレス。
horizontal straight-side
single crank press
1014
アーチ形シングルク
ランクプレス
下広がりのアーチ形フレームをもち,クランクが1個である
単動クランクプレス。
arch-frame single
crank press
1015
可動ベッド形クラン
クプレス
ベッド面の高さを上下に調節できる単動クランクプレス。
adjustable bed crank
press
1016
複動クランクプレス
別個に作動する2個のスライドをもち,主スライドをクラン
ク軸で駆動する機械プレス。
double action crank
press
1017
ストレートサイド形
複動シングルクラ
ンクプレス
ストレートサイド形フレームをもち,クランクが1個である
複動クランクプレス。
straight-side double
action single crank
press
1018
複動ダブルクランク
プレス
複動で2個のクランクをもつクランクプレス。
double crank double
action press
1019
単動クランクレスプ
レス
偏心板と一体にした主歯車によって1個のスライドを駆動
する機械プレス。
single action crankless
press
1020
一点クランクレスプ
レス
1個の偏心板をもつ単動クランクレスプレス。
one-point suspension
crankless press
1021
二点クランクレスプ
レス
2個の偏心板をもつ単動クランクレスプレス。
注記 C形及びストレートサイド形がある。
two-point suspension
crankless press
3
B 0111:2017
番号
用語
定義
対応英語(参考)
1022
四点クランクレスプ
レス
4個の偏心板をもつ単動クランクレスプレス。
four-point suspension
crankless press
1023
複動クランクレスプ
レス
複動のクランクレス機械プレス。
double action crankless
press
1024
複動一点クランクレ
スプレス
主スライドを駆動する1個の偏心板をもつ複動クランクレ
スプレス。
one-point suspension
double action
crankless press
1025
複動二点クランクレ
スプレス
2個の偏心板をもつ複動クランクレスプレス。
two-point suspension
double action
crankless press
1026
複動四点クランクレ
スプレス
4個の偏心板をもつ複動クランクレスプレス。
four-point suspension
double action
crankless press
1027
三動クランクレスプ
レス
複動クランクレスプレスに,更に1個の金型を付けることが
できるスライドをベッドに加えた機械プレス。
triple action crankless
press
1028
三動一点クランクレ
スプレス
1個の偏心板をもつ三動クランクレスプレス。
one-point suspension
triple action
crankless press
1029
三動二点クランクレ
スプレス
2個の偏心板をもつ三動クランクレスプレス。
two-point suspension
triple action
crankless press
1030
三動四点クランクレ
スプレス
4個の偏心板をもつ三動クランクレスプレス。
four-point suspension
triple action
crankless press
1031
単動リンクプレス
1個のスライドをリンク機構によって駆動する機械プレス。 single action link press
1032
一点リンクプレス
ストレートサイド形フレームをもつ一点加圧の単動リンク
プレス。
one-point suspension
link press
1033
二点リンクプレス
ストレートサイド形フレームをもつ二点加圧の単動リンク
プレス。
注記 C形及びストレートサイド形がある。
two-point suspension
link press
1034
四点リンクプレス
ストレートサイド形フレームをもつ四点加圧の単動リンク
プレス。
four-point suspension
link press
1035
複動リンクプレス
別個に作動する2個のスライドをもち,主スライドをリンク
機構によって駆動する機械プレス。
double action link
press
1036
複動二点リンクプレ
ス
ストレートサイド形フレームをもつ二点加圧の複動リンク
プレス。
two-point suspension
double action link
press
1037
複動四点リンクプレ
ス
ストレートサイド形フレームをもつ四点加圧の複動リンク
プレス。
four-point suspension
double action link
press
1038
ナックルプレス
単一のトッグルリンクによって1個のスライドを駆動する
機械プレス。
knuckle joint press
1039
C形ナックルプレス
C形フレームをもつ単動のナックルプレス。
C-frame knuckle joint
press
1040
ストレートサイド形
ナックルプレス
ストレートサイド形フレームをもつ単動のナックルプレス。 straight-side knuckle
joint press
1041
横形ナックルプレス
横形のフレームをもつ単動のナックルプレス。
horizontal knuckle
joint press
1042
スクリュープレス
ねじ機構によって1個のスライドを駆動する機械プレス。
screw press
4
B 0111:2017
番号
用語
定義
対応英語(参考)
1043
摩擦プレス
摩擦力とねじ機構とによってスライドを駆動する機械プレ
ス。
friction screw press
1044
円板駆動形摩擦プレ
ス
円板状摩擦車によってスライドを駆動する摩擦プレス。
friction screw press
1045
ハーゼンクレーバ形
摩擦プレス
2個の摩擦車によってスライドの上下運動を別個に行う単動
の摩擦プレス。
hasenclever type
friction screw press
1046
ロール駆動形摩擦プ
レス
ロールによってスライドを駆動する単動の摩擦プレス。
roll drive friction
screw press
1047
ビンセント形摩擦プ
レス
円すい形の摩擦車によって駆動し,下型が上下運動する単動
の摩擦プレス。
Vincent type friction
press
1048
機械式プレスブレー
キ
主として,長板の曲げに使用する構造をもつクランク機構が
2組あるプレス。スライドを機械式機構によって駆動するプ
レスブレーキの総称。
注記 C形及びストレートサイド形がある。
mechanical press brake
1049
ウェッジプレス
くさび機構によってスライドを駆動する単動の機械プレス。 wedge press
1050
シェービングプレス
シェービング加工用の機械プレス。
shaving press
1051
ファインブランキン
グプレス
一行程で精密打抜き加工を行う機械プレス。
fine blanking press
1052
ダイイングマシン
1個のスライドを下部から駆動し,送り機構を内蔵する高速
の機械プレス。
dieing machine
1053
ポストガイドプレス
主として複数個のガイドポストによって案内される1個の
スライドが上下運動をする機械プレス。
post guide press
1054
トランスファプレス
トランスファ送り装置を内蔵した機械プレス。
transfer press
1055
多柱式プレス
ストレートサイド形フレームをもつ多柱構造の機械プレス。 multi-column/upright
press
1056
ノッチングプレス
主として電動機のロータ及びステータ板のスロットの打ち
抜きに使用する専用の機械プレス。
notching press
1057
機械ホーンプレス
フレームから前方に棒状突出部がある機械プレス。
horn press
1058
機械式マルチスライ
ドプレス
複数個のスライドが水平面内を直角多方向にタイミングを
ずらして動く機械プレス。
multi-slide press
1059
機械サーボプレス
サーボモータの動力をクランクなどの回転式機構又はボー
ルねじなどの直動式機構によってスライドに伝達する構造
の機械プレス。
mechanical servo press
2) 液圧プレス
番号
用語
定義
対応英語(参考)
2000
液圧プレス
スライドを液圧によって駆動するプレスの総称。
hydraulic press
2001
油圧プレス
スライドの駆動を油圧によって行う液圧プレス。
oil hydraulic press
2002
水圧プレス
スライドの駆動を水圧によって行う液圧プレス。
hydraulic press
2003
単動油圧プレス
1個のスライドをもつ油圧プレス。
single action oil
hydraulic press
2004
卓上形油圧プレス
卓上に置いて作業できる小形の油圧プレス。
oil hydraulic bench
press
2005
C形油圧プレス
C形フレームをもつ単動油圧プレス。
C-frame oil hydraulic
press
2006
ストレートサイド形
油圧プレス
ストレートサイド形フレームをもつ単動油圧プレス。
straight-side oil
hydraulic press
2007
ストレートサイド形
横形油圧プレス
ストレートサイド形フレームをもつ横形の単動油圧プレス。 horizontal straight-side
oil hydraulic press
5
B 0111:2017
番号
用語
定義
対応英語(参考)
2008
コラム形油圧プレス
タイロッドがスライドのしゅう動部を保持する単動油圧プ
レス。
columnar type oil
hydraulic press
2009
コラム形横形油圧プ
レス
スライドが水平方向に動くコラム形油圧プレス。
horizontal columnar oil
hydraulic press
2010
単動水圧プレス
1個のスライドをもつ水圧プレス。
single action hydraulic
press
2011
C形水圧プレス
C形フレームをもつ単動水圧プレス。
C-frame hydraulic press
2012
コラム形水圧プレス
タイロッドがスライドのしゅう動部を保持する単動水圧プ
レス。
columnar type
hydraulic press
2013
複動油圧プレス
別個に作動する2個のスライドをもつ油圧プレス。
double action oil
hydraulic press
2014
サスペンション形複
動油圧プレス
主スライドにつり下げたスライドをもつ複動油圧プレス。
suspension type double
action oil hydraulic
press
2015
インデペンデント形
複動油圧プレス
互いに拘束されることがなく,案内される2個のスライドを
もつ複動油圧プレス。
independent type
double action oil
hydraulic press
2016
インナアウタ形複動
油圧プレス
内スライドと外スライドとをもつ複動油圧プレス。
inner-outer type double
action oil hydraulic
press
2017
横形複動油圧プレス
横形の複動油圧プレス。
horizontal double action
oil hydraulic press
2018
複動水圧プレス
別個に作動する2個のスライドをもつ複動の水圧プレス。
double action
hydraulic press
2019
横形複動水圧プレス
横形の複動水圧プレス。
horizontal double action
hydraulic press
2020
三動油圧プレス
複動油圧プレスに,更に1個の金型を付けることができるス
ライドをベッドに加えた油圧プレス。
triple action oil
hydraulic press
2021
サスペンション形三
動油圧プレス
サスペンション形複動プレスに,更に1個のスライドを加え
た油圧プレス。
suspension type triple
action oil hydraulic
press
2022
インデペンデント形
三動油圧プレス
インデペンデント形複動プレスに,更に1個のスライドを加
えた油圧プレス。
independent type triple
action oil hydraulic
press
2023
インナアウタ形三動
油圧プレス
インナアウタ形複動プレスに,更に1個のスライドを加えた
油圧プレス。
inner-outer type triple
action oil hydraulic
press
2024
液圧プレスブレーキ
スライドを液圧によって駆動するプレスブレーキの総称。
hydraulic press brake
2025
油圧プレスブレーキ
主として,長板の曲げに使用する構造をもつ油圧プレスブレ
ーキ。
oil hydraulic press
brake
2026
C形油圧プレスブレ
ーキ
C形フレームをもつ油圧プレスブレーキ。
C-frame oil hydraulic
press brake
2027
ストレートサイド形
油圧プレスブレー
キ
ストレートサイド形フレームをもつ油圧プレスブレーキ。
straight-side oil
hydraulic press
brake
2028
コールドホビングプ
レス
冷間押込成形によって,主として型を作る油圧プレス。
cold hobbing press
2029
ストレッチフォーミ
ングプレス
板材を型上で引張り成形する油圧プレス。
stretch forming press
6
B 0111:2017
番号
用語
定義
対応英語(参考)
2030
ダイスポッティング
プレス
プレス型の仕上げ及び調整作業に使用する油圧プレス。
die spotting press
2031
油圧トランスファプ
レス
トランスファ送り装置を内蔵する油圧プレス。
oil hydraulic transfer
press
2032
油圧ホーンプレス
フレームから前方に棒状突出部がある油圧プレス。
oil hydraulic horn press
2033
油圧マルチスライド
プレス
複数個のスライドが水平面内を直角多方向にタイミングを
ずらして動く油圧プレス。
oil hydraulic multislide
press
2034
油圧式矯正プレス
形棒及び丸棒・平板の曲げ・ねじれを矯正する油圧プレス。 oil hydraulic
straightening press
2035
門型油圧プレス
門型フレームをもつ油圧プレス。
bridge type oil
hydraulic press,
gate type oil hydraulic
press
2036
C形横形油圧プレス
C形フレームをもつ横形の単動油圧プレス。
horizontal C-frame oil
hydraulic press
2037
液圧サーボプレス
サーボシステムによって制御された液圧でスライドを駆動
する液圧プレス。
hydraulic servo press
3) その他のプレス
番号
用語
定義
対応英語(参考)
3001
手動プレス
手の力によってスライドを駆動するプレス機械。
注記 エキセン軸,ねじ軸又はラックピニオンを用いたもの
がある。
hand press
3002
足踏みプレス
足の力によってスライドを駆動するプレス機械。
foot press
3003
空気圧プレス
空気圧によってスライドを駆動するプレス機械。
pneumatic press
3004
タレットパンチプレ
ス
形状の異なった多数の金型を円状に配置し,任意の金型をス
ライド下部に回転させ,素材の所定の位置に所定の打抜き作
業ができ,金型搭載及び選択にタレットディスクを使用した
プレス機械。
turret punch press
3005
シングルパンチプレ
ス
形状の異なった多数の金型を,別置きの金型マガジンに収納
し,任意の金型をプレスに載せ,把持し,素材の所定の位置
に所定の打抜き作業ができ,金型交換装置を使用したプレス
機械。
single head punch
press
b) プレス機械の主要構成要素及び附属品
番号
用語
定義
対応英語(参考)
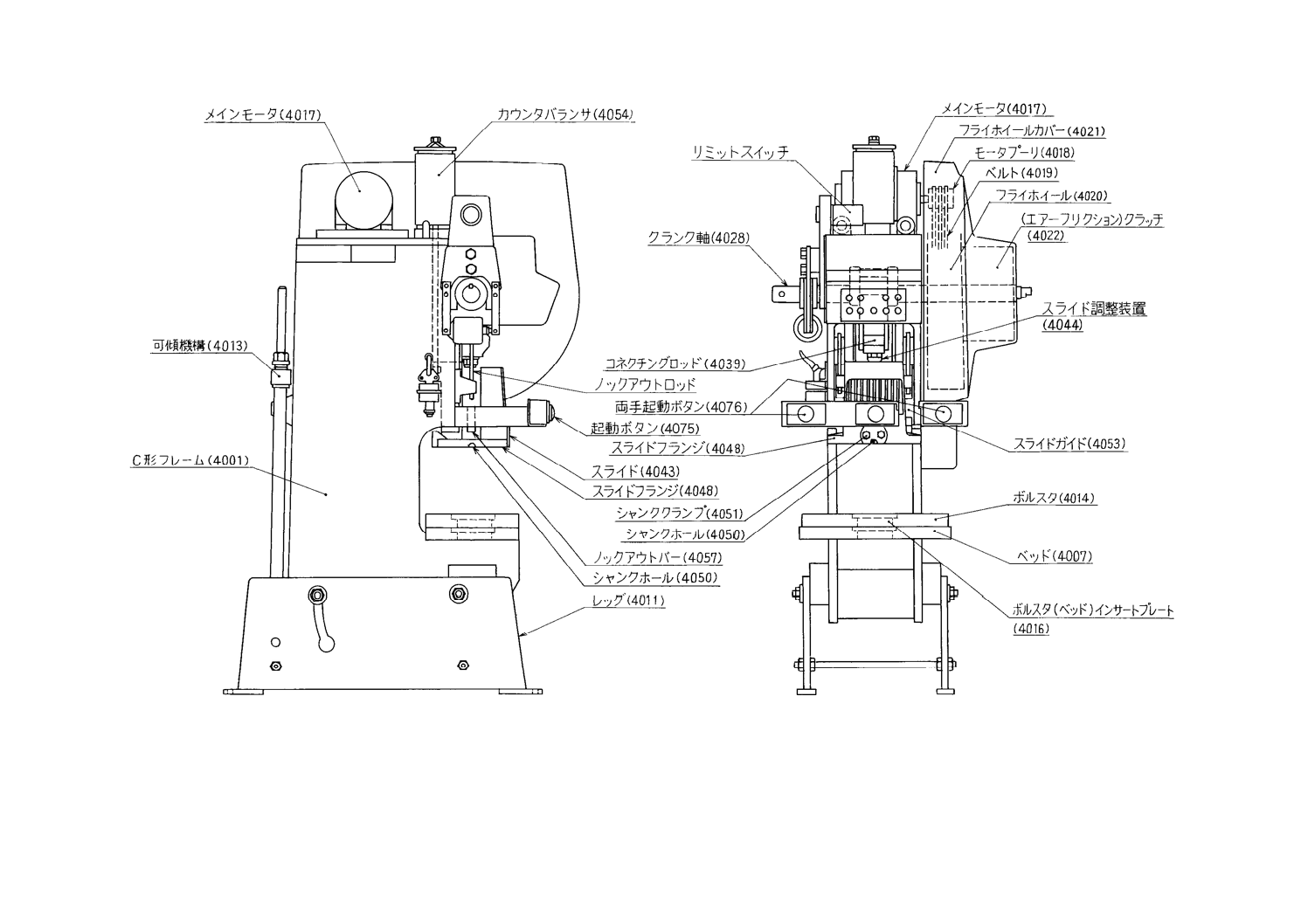
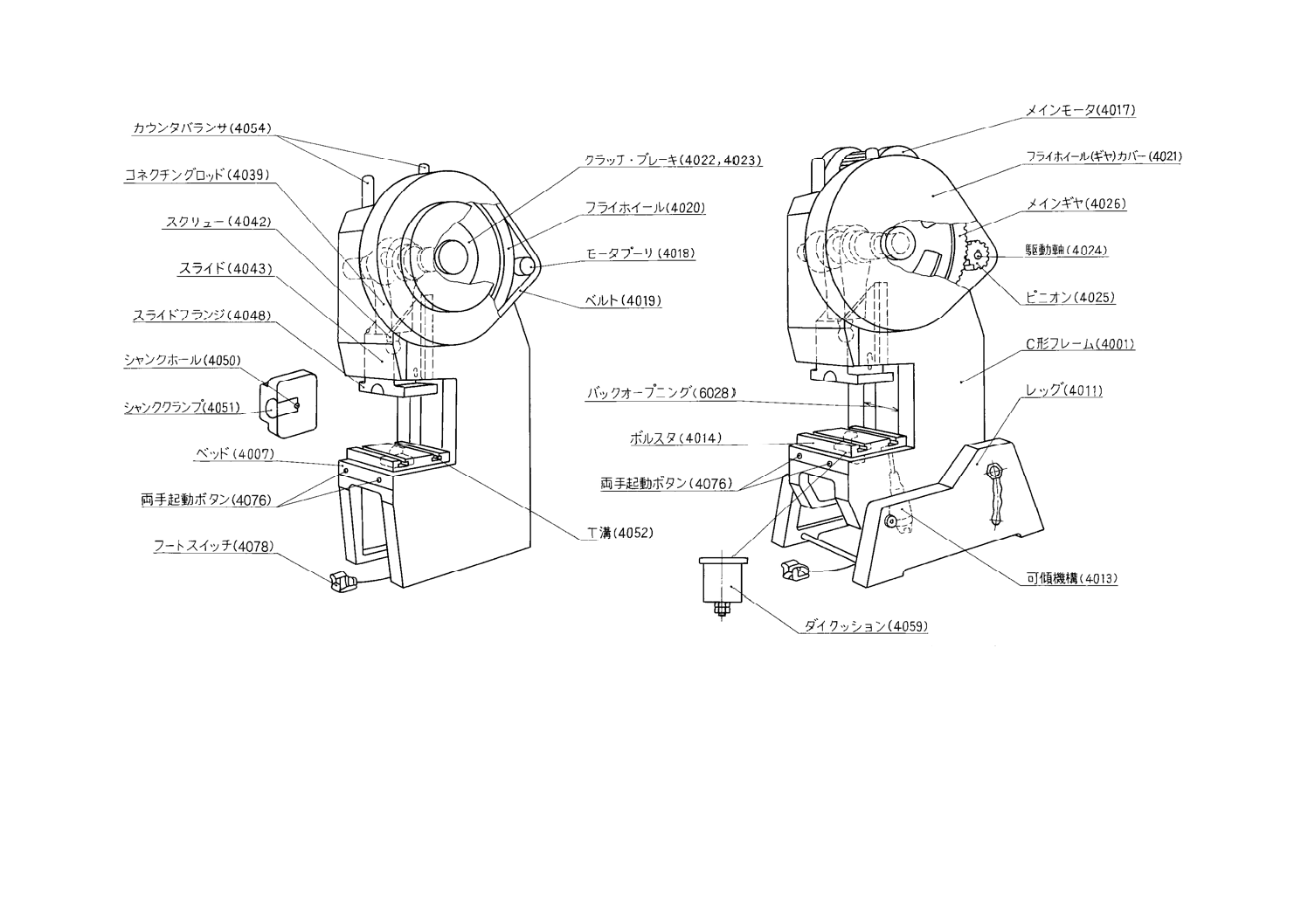
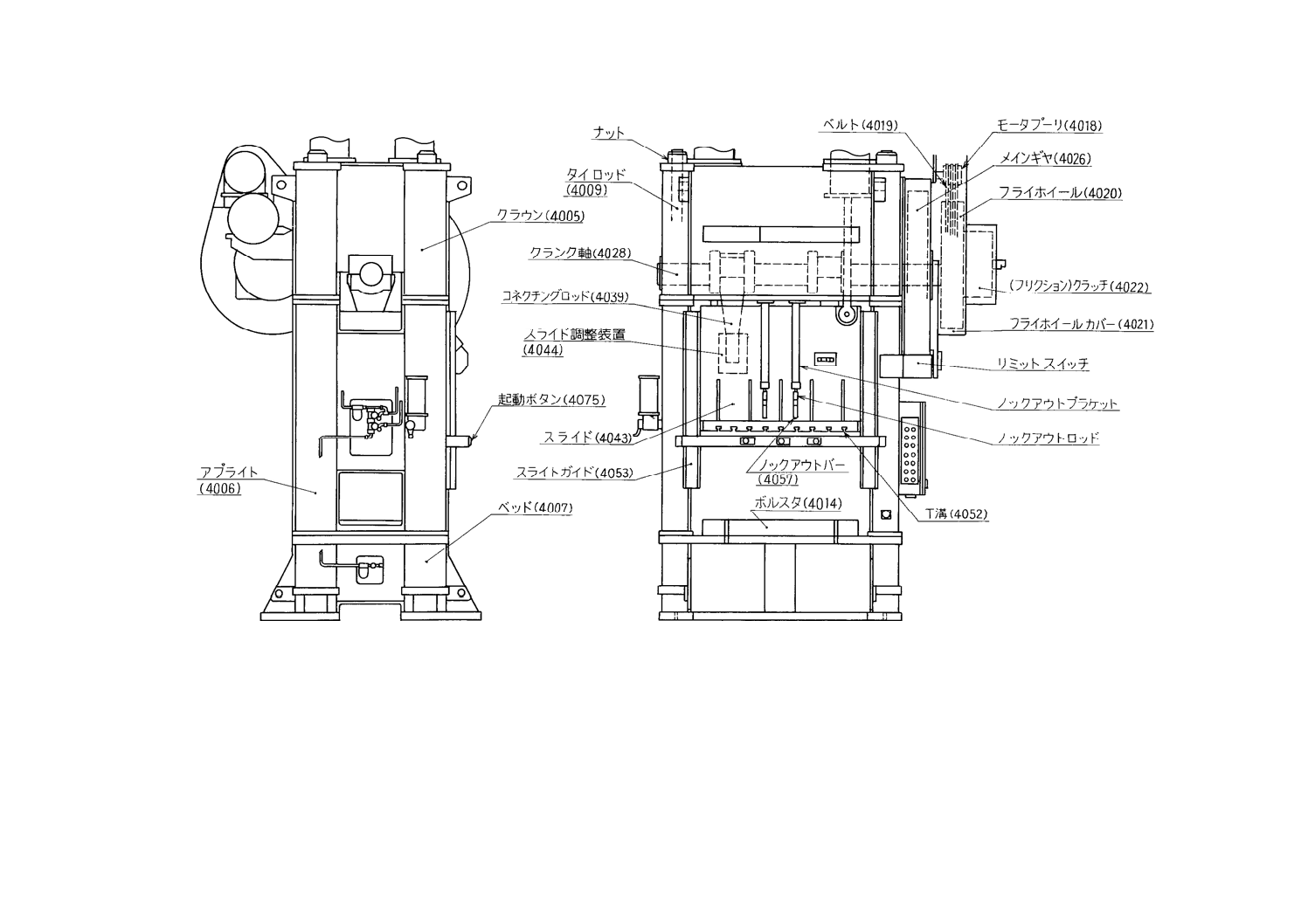
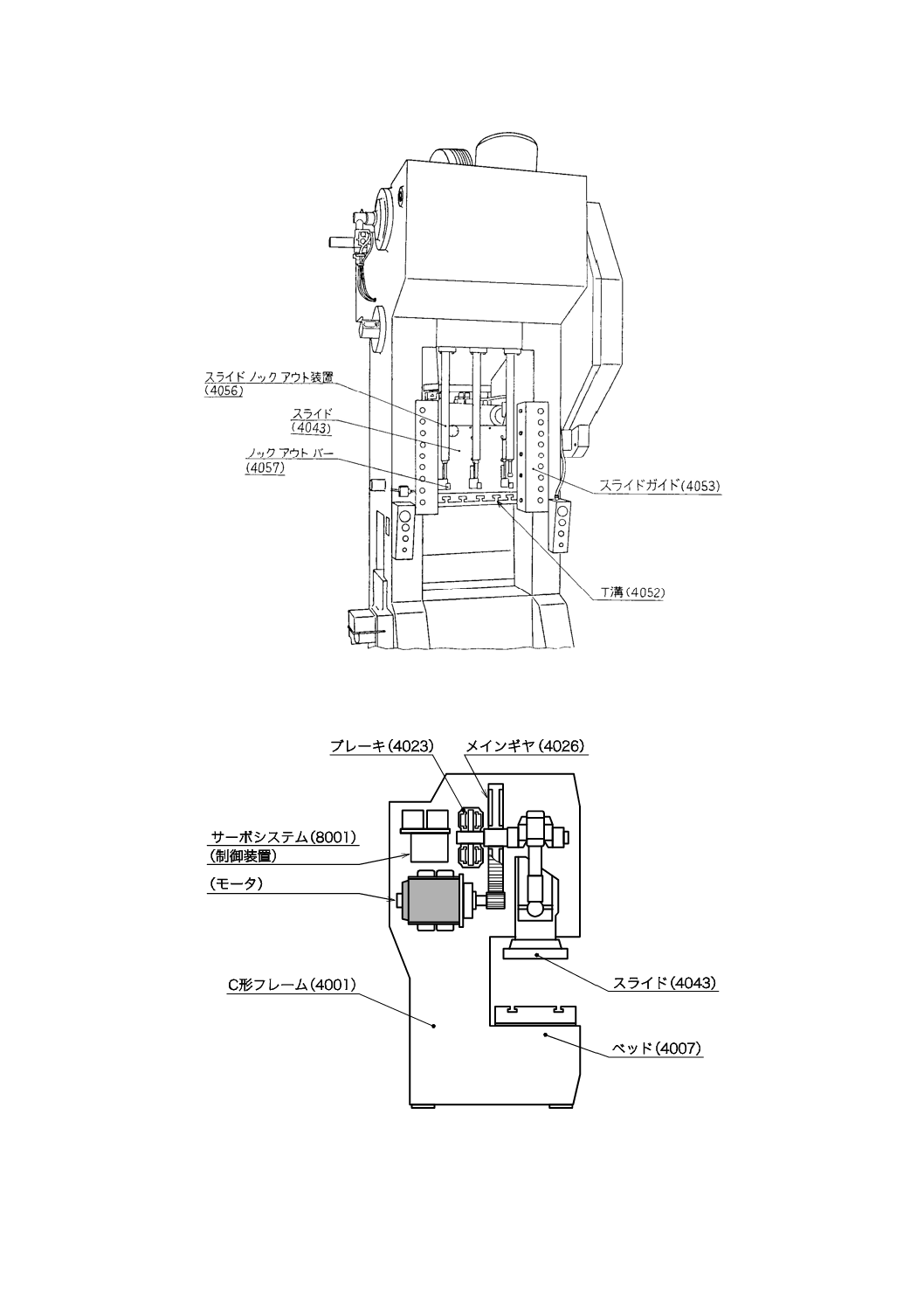
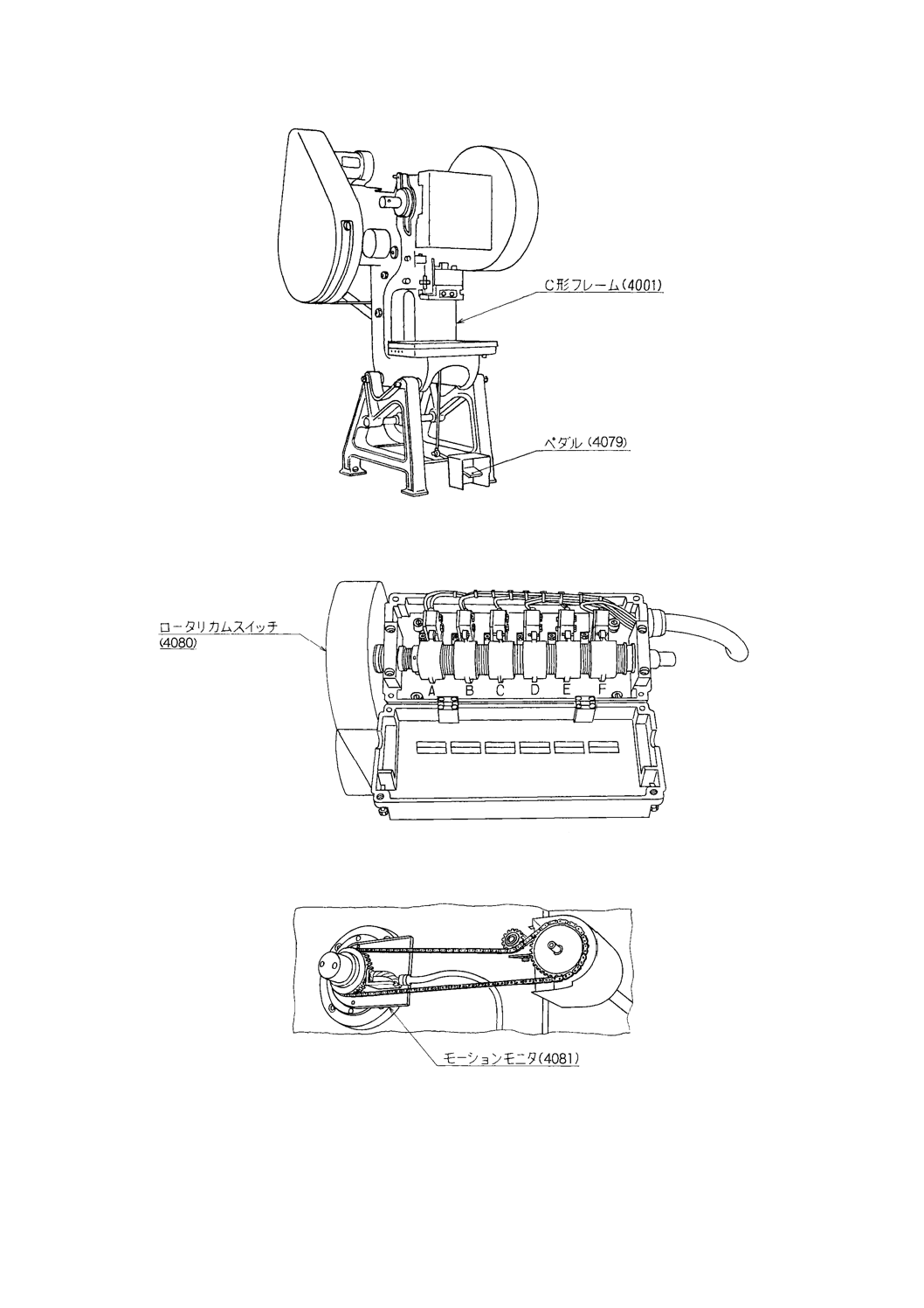
4001
C形フレーム
形状がC文字に似たフレームで,作業域の前,左及び右の
三方が連続した空間をもつフレーム(図1,図4,図8及び
図30参照)。
注記 ギャップフレームともいう。
C-frame
4002
ストレートサイド形
フレーム
フレームの形状が枠形のもので,両側の柱状部分が真っすぐ
なフレーム。
straight-side frame
4003
ストレートサイド形
一体フレーム
一体で作られているストレートサイド形フレーム(図7参
照)。
straight-side one-piece
frame
4004
ストレートサイド形
組立式フレーム
一般に,クラウン,アプライト及びベッドに分離し,タイロ
ッドなどで組み立てたストレートサイド形フレーム(図9参
照)。
straight-side assembled
frame
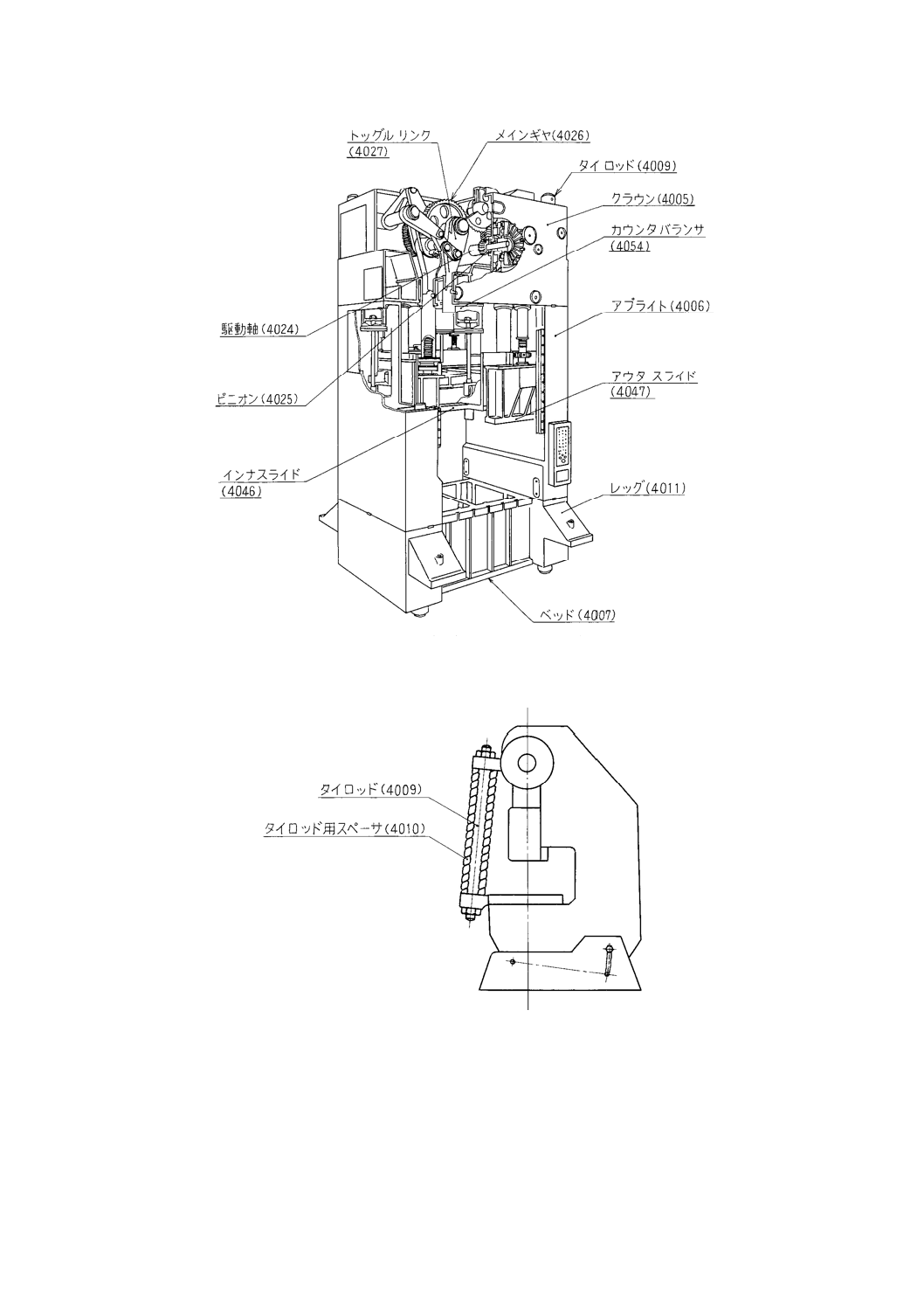
4005
クラウン
ストレートサイド形組立式フレームの頭部で,一般に駆動部
品を内蔵する部分(図5及び図9参照)。
crown
7
B 0111:2017
番号
用語
定義
対応英語(参考)
4006
アプライト
ストレートサイド形フレームの側柱部で,一般にスライドの
しゅう動部を保持する部分(図5及び図9参照)。
注記 サイドフレーム又はコラムともいう。
upright
4007
ベッド
フレームの一部で,プレス加圧を受ける基盤となるもの。一
般にボルスタ,金型及びテーブルを載せる(図2,図3,図
5,図8及び図9参照)。
bed
4008
ベッド上面
下部工具又はボルスタ(ベッドプレート)を取り付けるベッ
ドの上面。
bed surface
4009
タイロッド
フレームの組立てに使用するねじ付きの棒(図6,図9及び
図10参照)。
注記 C形フレームなどの剛性増加のために用いることがあ
る(図10参照)。
tierod
4010
タイロッド用スペー
サ
タイロッドの外側に位置し,締め付けられる部位の間に入れ
る間座(図10参照)。
tierod spacer
4011
レッグ
プレスを基礎上に据え付ける脚部(図1,図4及び図9参照)。 leg
4012
プラットホーム
駆動部分の点検,修理用などに設けた踊り場。一般にクラウ
ン又はアプライトに設置する。
注記 デッキともいう。
platform
4013
可傾機構
製品又はスクラップを搬出しやすくするため,プレスを傾け
る機構(図1及び図4参照)。
inclining mechanism
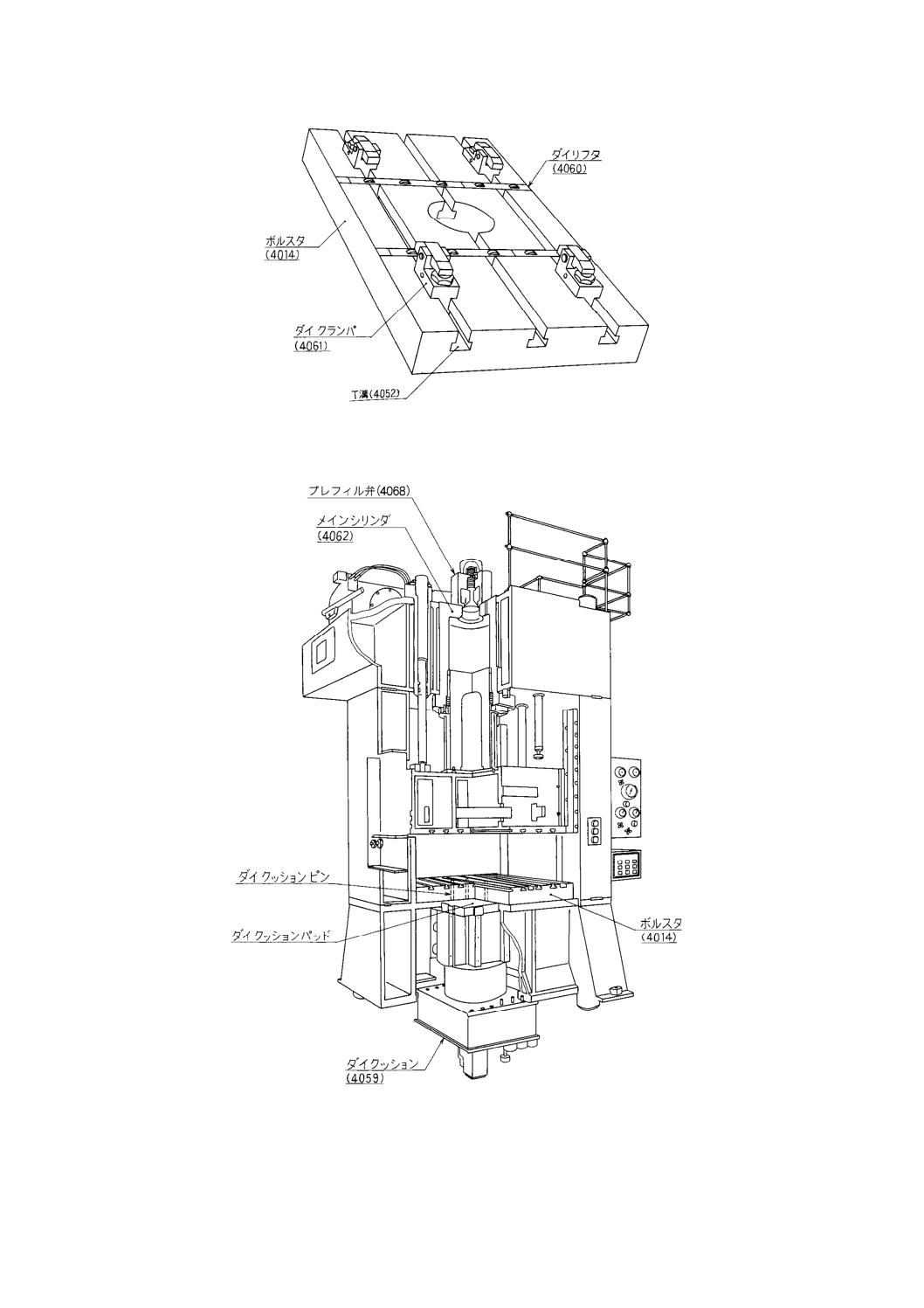
4014
ボルスタ(ベッドプ
レート)
ベッドに載せ金型を取り付ける定盤(図2,図4,図6,図
19及び図20参照)。
注記 一般に固定式と移動式とがある。
bolster plate (bed
plate)
4015
ボルスタ(ベッドプ
レート)上面
下部工具を取り付けるボルスタ(ベッドプレート)の上面。 bolster (bed plate)
surface
4016
ボルスタ(ベッド)
インサートプレー
ト
ボルスタ(ベッドプレート)又はベッドにあけられた穴を,
使用しないときに蓋をするためのプレート(図2参照)。
bolster (bed) insert
plate,
bedplate ring,
bedplug
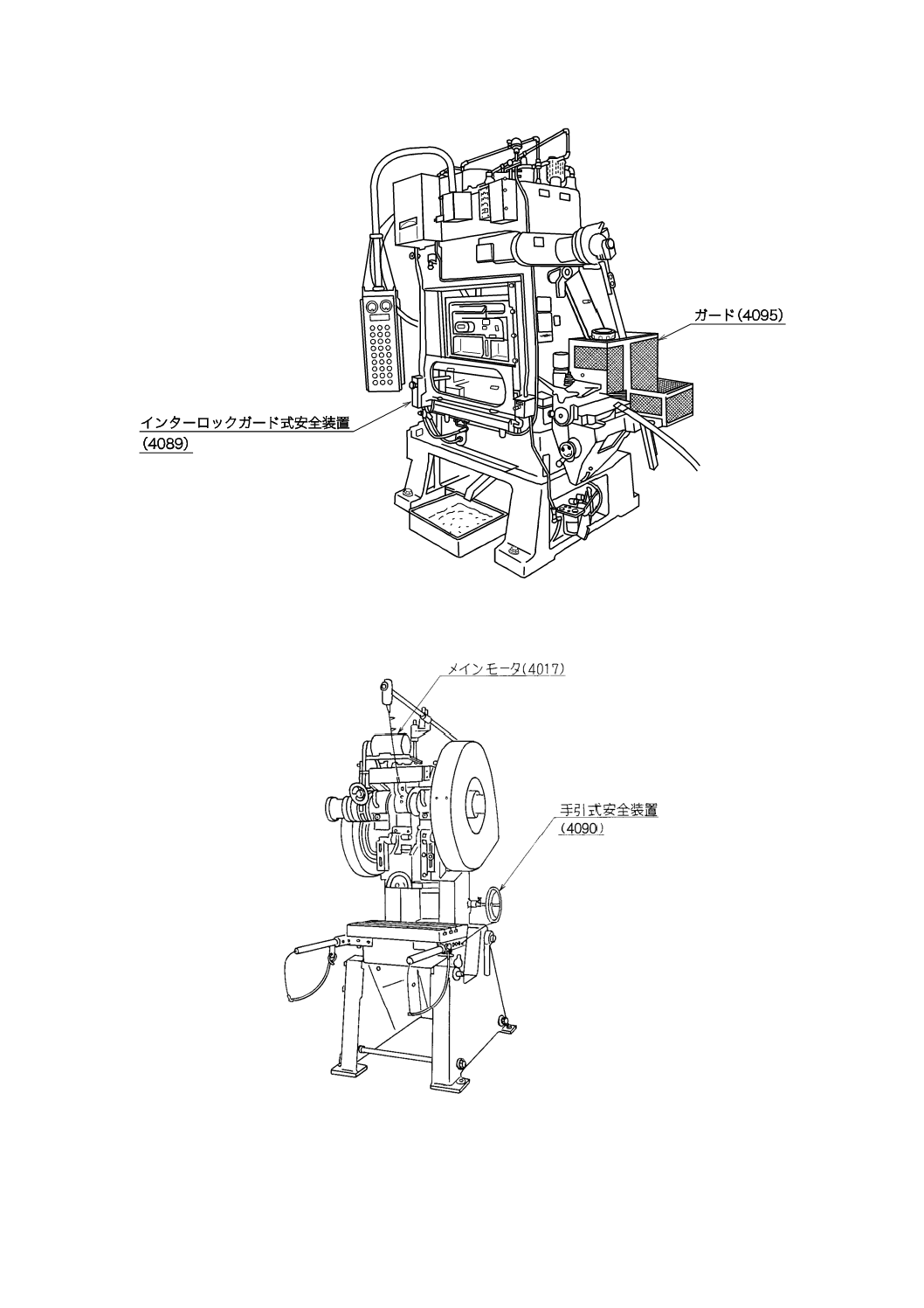
4017
メインモータ
スライドを駆動する電動機(図1,図2,図4及び図37参照)。 main motor,
drive motor
4018
モータプーリ
モータの回転を伝達させるためにモータ軸に取り付けられ
た滑車(図2,図3及び図6参照)。
motor pulley
4019
ベルト
プーリの回転を伝達するための帯状の部品(図2,図3及び
図6参照)。
belt
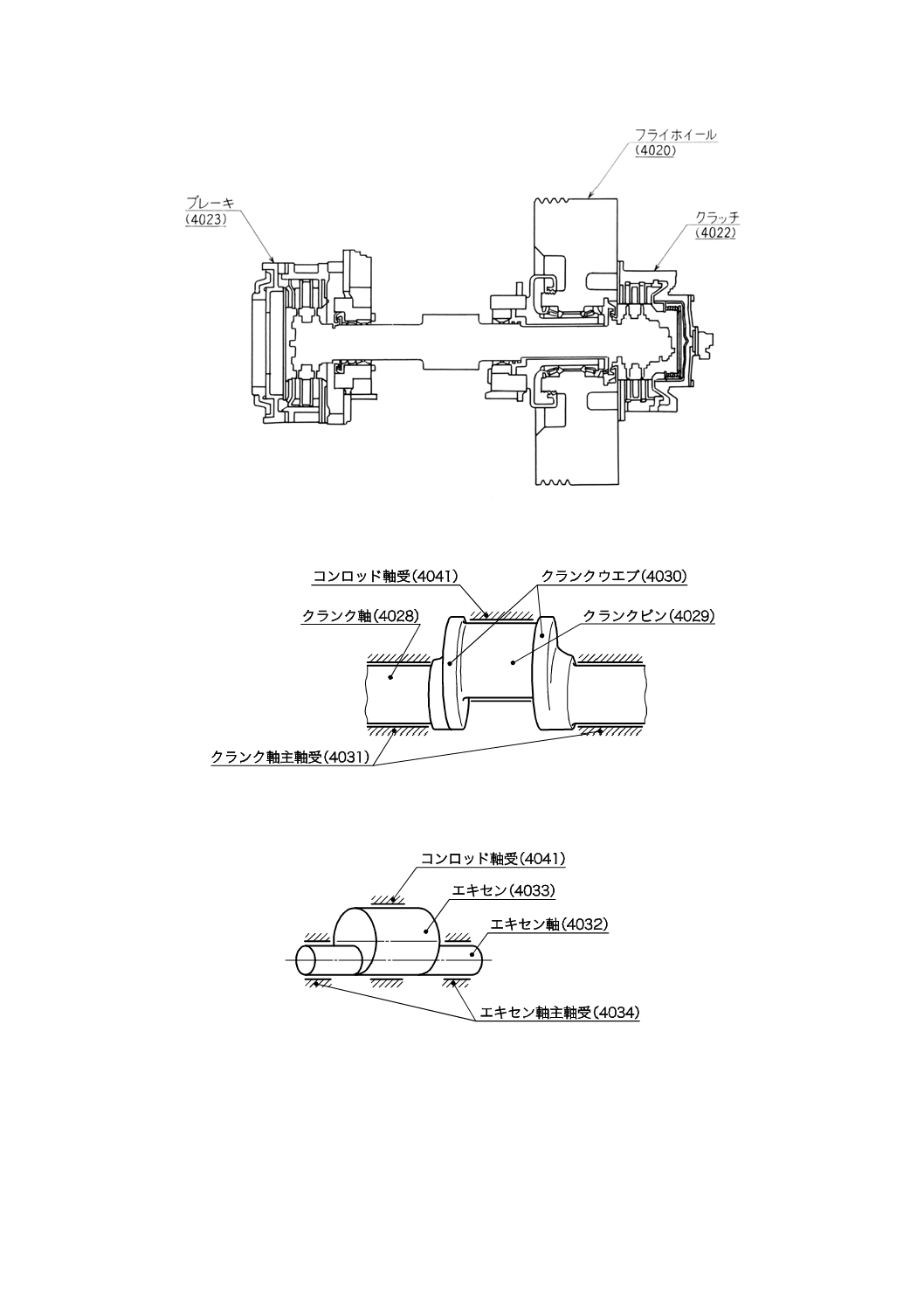
4020
フライホイール
加工に要する回転エネルギーを蓄える部品(図2,図3,図
6及び図11参照)。
flywheel
4021
フライホイールカバ
ー
フライホイール回転時の危険を防護するためのカバー(図2,
図4及び図6参照)。
gearwheel guard,
flywheel guard
4022
クラッチ
スライドの運動を制御するため設ける動力継手(図2,図3,
図6及び図11参照)。
注記 摩擦クラッチには乾式と湿式とがある。また,ピンな
どを用いたかみ合い構造の確動クラッチなどもある。
clutch
4023
ブレーキ
スライドの運動を停止するために設ける制動機(図3,図8
及び図11参照)。
注記 ディスクブレーキ,シューブレーキ,ドラムブレーキ
などがある。
brake
4024
駆動軸
回転を伝達する軸(図4及び図9参照)。
drive shaft
4025
ピニオン
メインギヤにかみ合った駆動側の小歯車(図4及び図9参
照)。
pinion
8
B 0111:2017
番号
用語
定義
対応英語(参考)
4026
メインギヤ
機械プレスのクランク軸などを回転駆動させる部品(図4,
図6,図8及び図9参照)。
main gear
4027
トッグルリンク
回転運動をスライドの往復運動に変えるリンク(図9参照)。
注記 一般に鍛造プレス,複動プレスなどのアウタスライド
の駆動に用いる。
toggle link
4028
クランク軸
回転運動をスライドの往復運動に変える軸(図2,図6及び
図12参照)。
注記 同じ運動をさせるものにエキセン軸,エキセンドラム
などがある。
crankshaft
4029
クランクピン
クランク軸偏心部(図12参照)。
crank pin
4030
クランクウエブ
クランク軸のメイン軸と偏心軸とをつなぐ部分(図12参
照)。
crank web
4031
クランク軸主軸受
クランク軸を支持する軸受(図12参照)。
crankshaft main bearing
4032
エキセン軸
回転運動をスライドの往復運動に変える軸(図13及び図14
参照)。
注記 偏心部がクランク形状をしていないもの。
eccentric shaft
4033
エキセン
エキセン軸偏心部(図13参照)。
eccentric
4034
エキセン軸主軸受
エキセン軸を支持する軸受(図13及び図14参照)。
eccentric shaft main
bearing
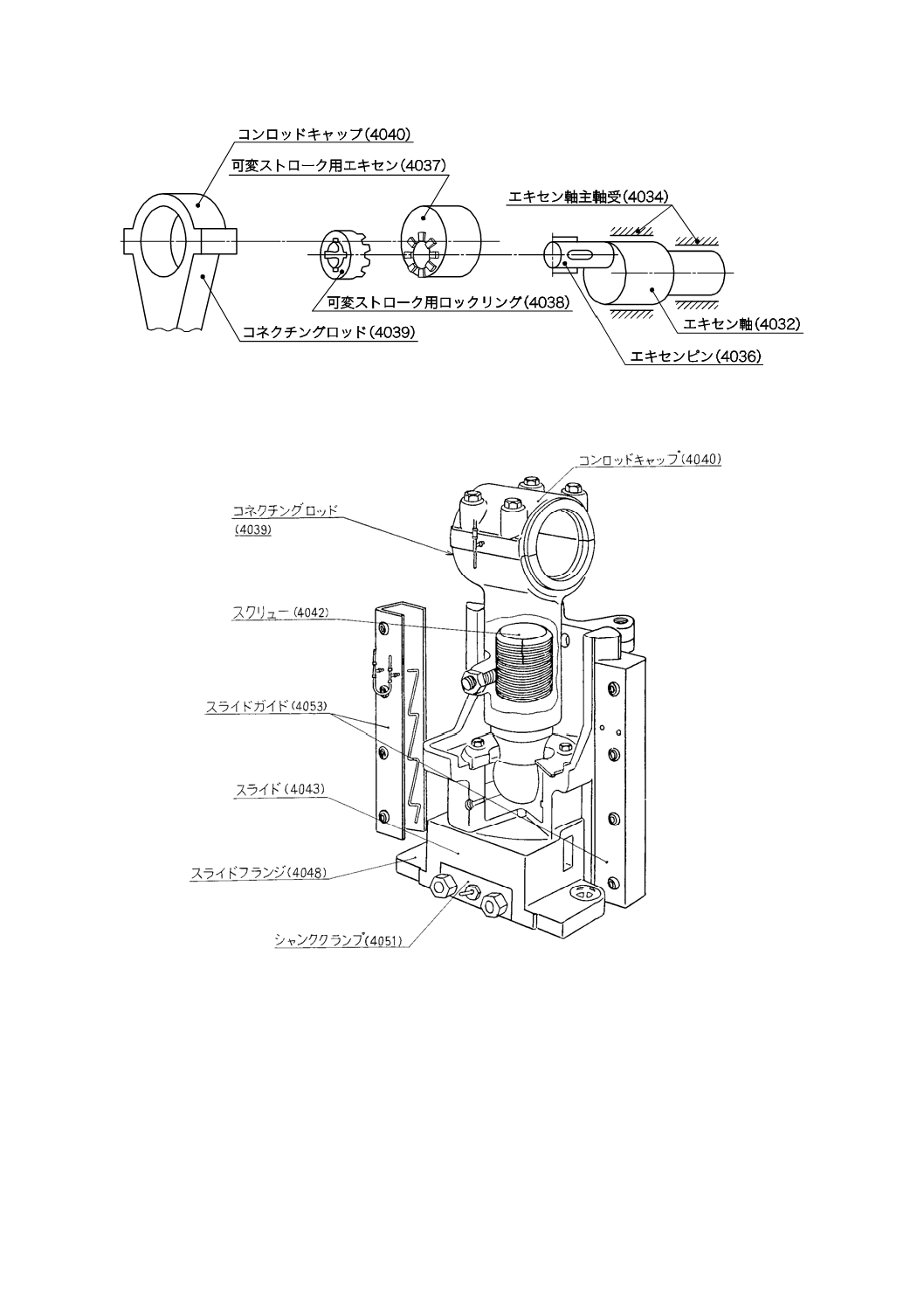
4035
可変ストローク
可変ストロークでスライドのストローク長さを変更する機
構。
stroke adjustment
4036
エキセンピン
回転中心に対しずれた位置に中心をもつピン(図14参照)。 eccentric pin
4037
可変ストローク用エ
キセン
可変ストロークでストローク長さを変えるためのエキセン
トリック(図14参照)。
eccentric bush
4038
可変ストローク用ロ
ックリング
可変ストロークでエキセントリックを固定するリング(図
14参照)。
locking ring
4039
コネクチングロッド
スライド部又はプランジャに連結し,スライドを往復運動さ
せる部品(図2,図3,図6,図14及び図15参照)。
注記 コンロッドともいう。
connecting rod
4040
コンロッドキャップ
コンロッドの2分割されたキャップ部分(図14及び図15参
照)。
connecting rod cap
4041
コンロッド軸受
コンロッドを支持する軸受(図12及び図13参照)。
connecting rod bearing
4042
スクリュー
コネクチングロッドに連結し,スライドの位置調整に用いる
ねじ(図3及び図15参照)。
注記 スクリュープレスではスライドの往復運動に用いる。
screw,
slide adjustment screw
4043
スライド
金型を取り付けて往復運動をする部分(図1,図3,図6,
図7,図8及び図15参照)。
注記 ラムともいう。
slide
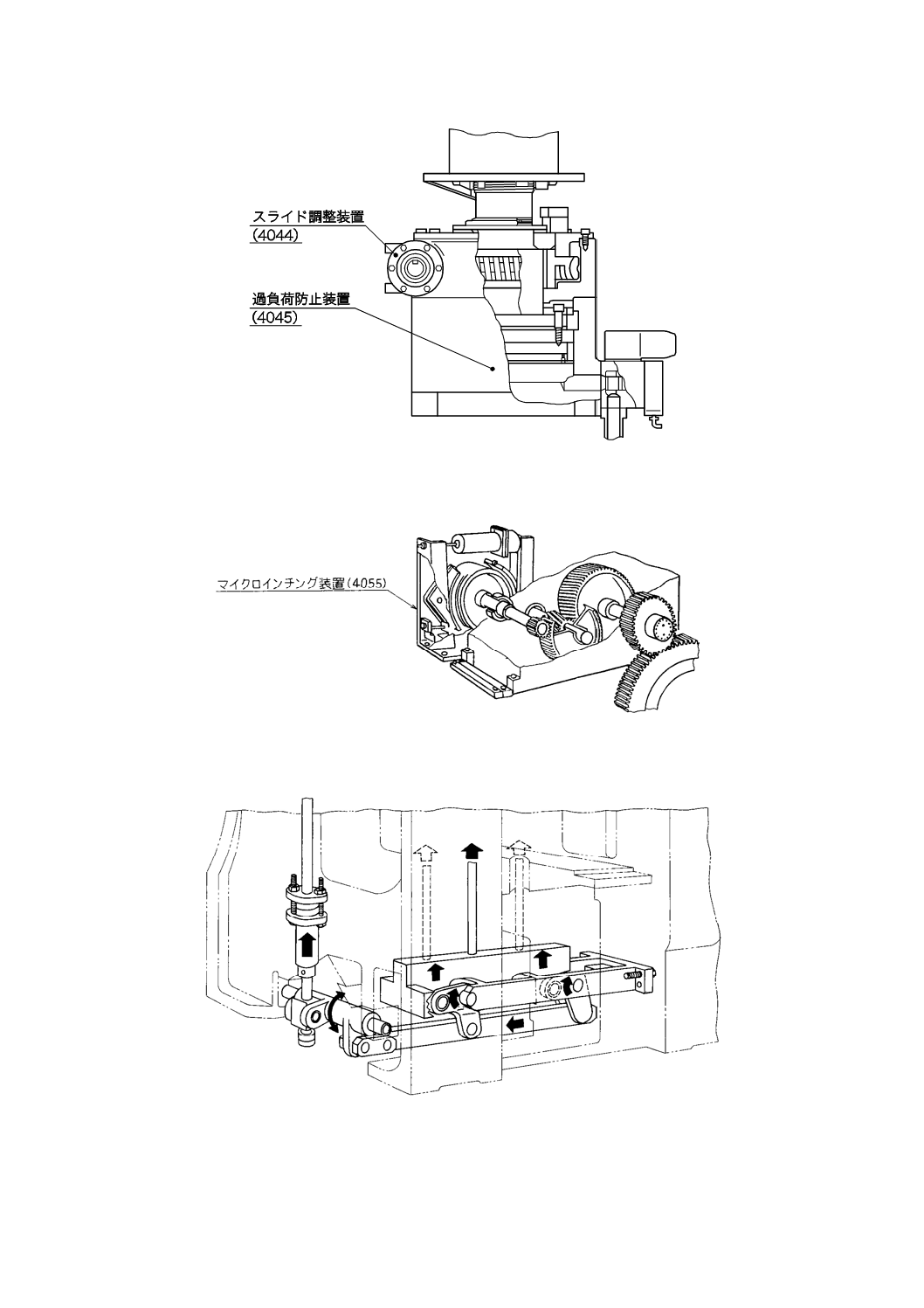
4044
スライド調整装置
金型の高さに合わせてスライドとボルスタとの間の高さを
調節する装置(図2,図6及び図16参照)。
slide adjusting device
4045
過負荷防止装置
機械プレスでスライド加圧機構に過負荷が発生したとき,自
動的にプレス側の破損を防止する装置(図16参照)。
注記 油圧式,シャープレート式などがある。
over load protector,
over load device
4046
インナスライド
複動プレスで2個のスライドのうち内側のスライド(図9参
照)。
注記 インナアウタ形の場合は,主スライドという。
inner slide
4047
アウタスライド
複動プレスで2個のスライドのうち外側のスライド(図9参
照)。
注記 ブランクホルダともいう。
outer slide
9
B 0111:2017
番号
用語
定義
対応英語(参考)
4048
スライドフランジ
スライド下部の出張り部分(図1,図2,図3及び図15参照)。 slide flange
4049
スライド下面
上部工具を取り付けるスライドの下面。
slide surface
4050
シャンクホール
スライドの金型取付け面にあけられた金型の位置決め及び
固定用の穴(図1,図2及び図3参照)。
shank hole
4051
シャンククランプ
金型のシャンクをクランプする部品(図2,図3及び図15
参照)。
shank clamp
4052
T溝
金型を固定するためにスライド又はボルスタ(ベッドプレー
ト)に設けられたT形の溝(図3,図6,図7及び図19参照)。
T-slot
4053
スライドガイド
スライドの往復運動をしゅう動案内するもの(図2,図6,
図7及び図15参照)。しゅう動部の隙間を加減できる構造の
もの。
slide guide
4054
カウンタバランサ
金型を含めたスライド可動体重量をつり上げる装置(図1,
図3及び図9参照)。
注記 空気圧シリンダ式及びスプリング式がある。
counter balancer,
slide counterbalance
4055
マイクロインチング
装置
スライドを微少量微速運転する装置(図17参照)。
micro-inching device
4056
スライドノックアウ
ト装置
スライドに設け,成形品を突き落とし,上型から離す装置(図
7参照)。
注記1 上部ノックアウト装置ともいう。
注記2 シリンダ式,カム式,レバー式などがある。
slide knock-out device,
top knock-out,
work-piece ejector
4057
ノックアウトバー
金型に挿入するノックアウトピンと連携し,金型の上型に付
着する成形品を離すためにスライド内に設ける棒状の部品
(図1,図6及び図7参照)。
knock-out bar
4058
ベッドノックアウト
装置
ベッドに内蔵され,成形品を突き上げて下型から離すための
装置(図18参照)。
注記1 下部ノックアウトともいう。
注記2 シリンダ式,カム式,レバー式などがある。
bed knockout device
4059
ダイクッション
ベッドに内蔵又は下方に装備され,ダイクッションパッド
(図20参照)とダイクッションピン(図20参照)とが金型
と連携し,絞り加工のしわ押さえ用の反力及び成形品の突上
げ力を発生させる圧力保持装置(図4及び図20参照)。
注記 油圧式,油空圧式,空圧式,サーボ式などがある。
die cushion
4060
ダイリフタ
金型を交換するためにボルスタ上から金型を浮上させる部
品(図19参照)。
die lifter
4061
ダイクランパ
金型をスライド又はボルスタに締付け保持する装置(図19
参照)。
die clamper
4062
メインシリンダ
液圧プレスで,主としてスライドの加圧に用いるシリンダ
(図20参照)。
main cylinder
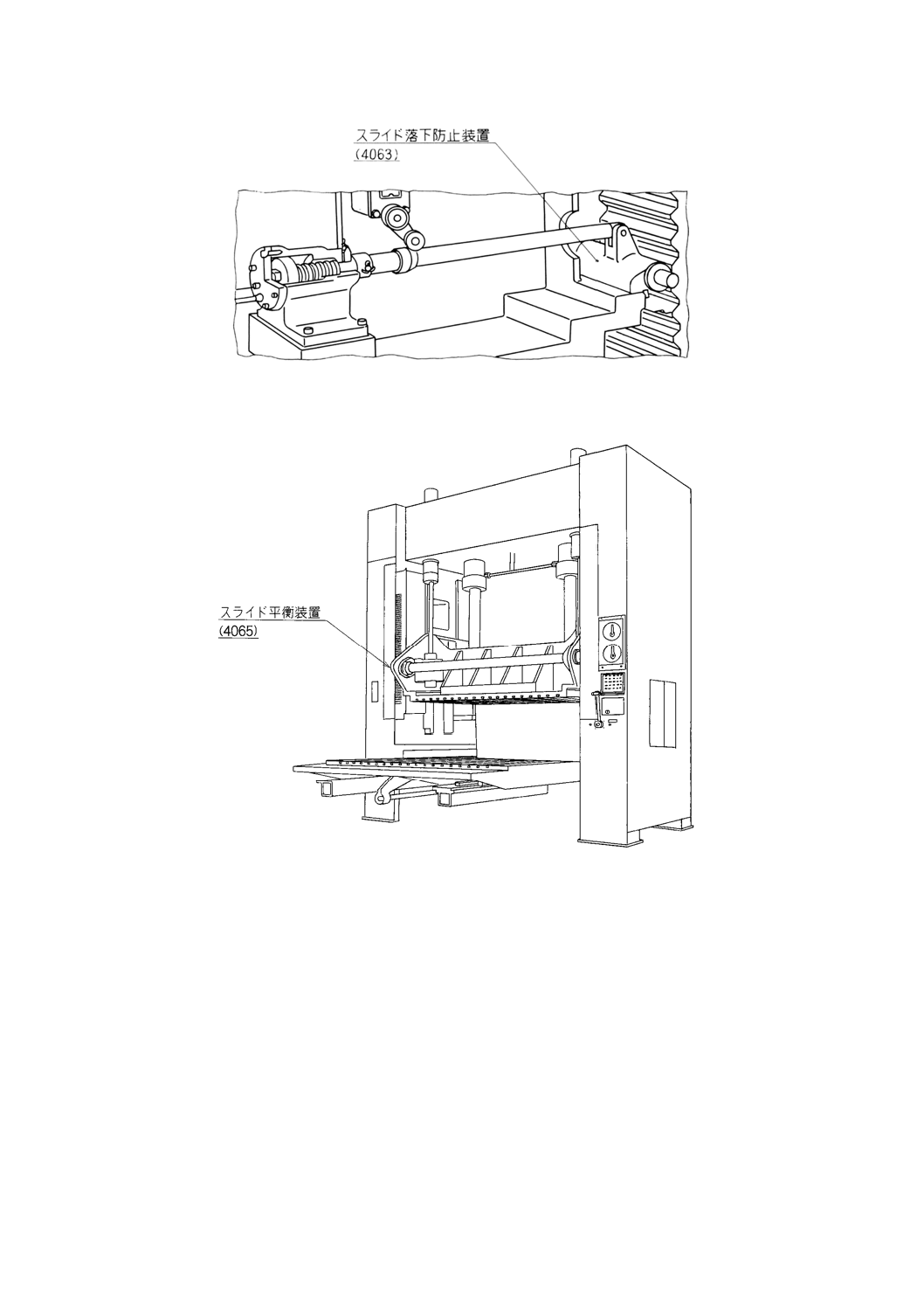
4063
スライド落下防止装
置
液圧プレスで停止時にスライドが自重で落下しないように
した装置(図21参照)。
slide fall preventive
device
4064
スライド拘束装置
調整,清掃,検査,保全などの作業中に,スライドの危険な
動作及び落下を防止するためにスライドを拘束する装置。
slide restraint device
4065
スライド平衡装置
液圧プレスでスライドの平衡運動を保持する装置(図22参
照)。
equalizer
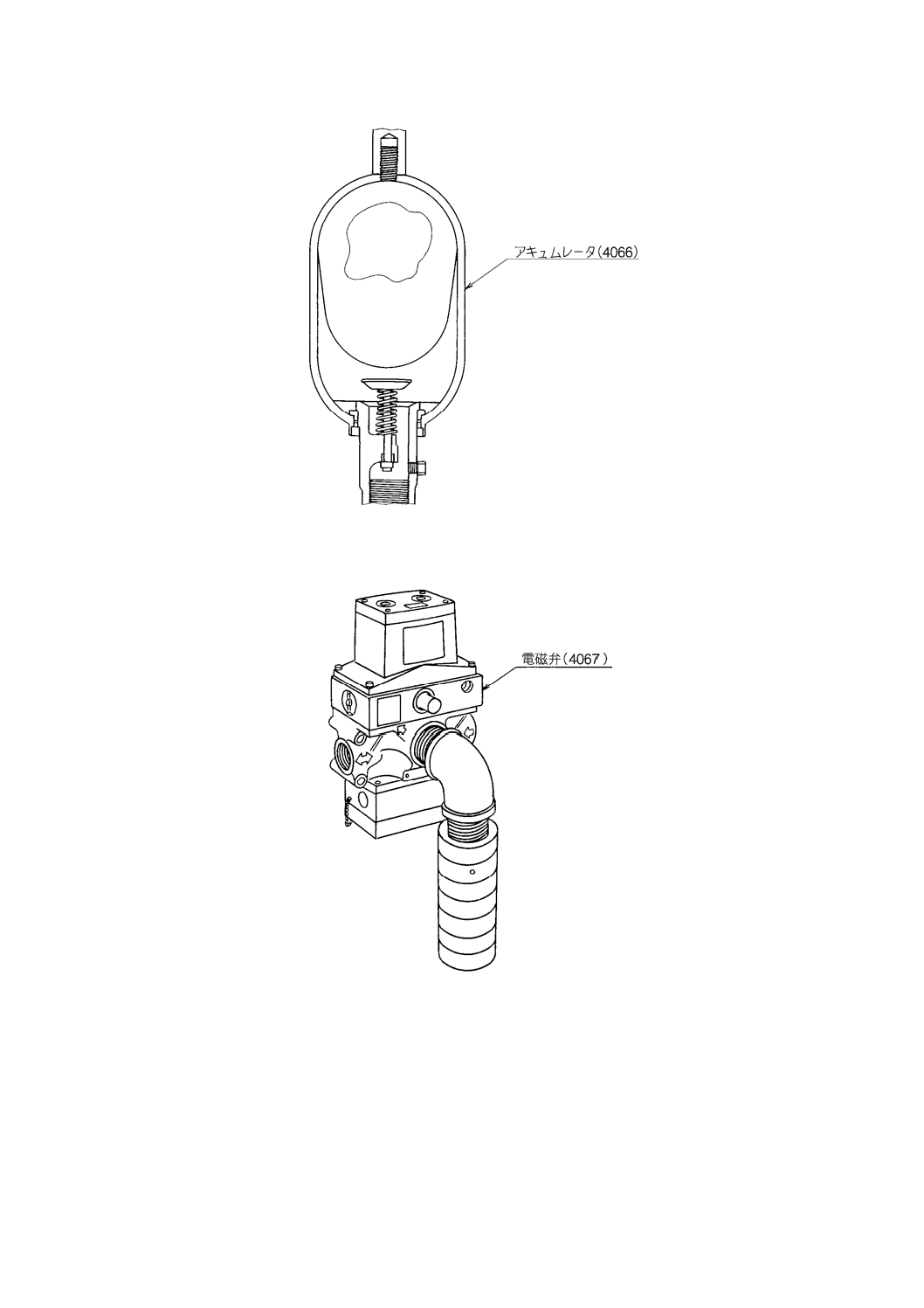
4066
アキュムレータ
多量のエネルギーを短時間に放出させたり,圧力変動を緩和
させたりする蓄圧容器(図23参照)。
accumulator
4067
電磁弁
プレス機械の空気圧回路及び油圧回路に用い,スライド制御
などに用いる電磁弁(図24参照)。
solenoid-controlled
valve
4068
プレフィル弁
液圧プレスのタンクと加圧シリンダとの間に取り付け,スラ
イドの速度を速くするためのバルブ(図20参照)。
prefill valve
10
B 0111:2017
番号
用語
定義
対応英語(参考)
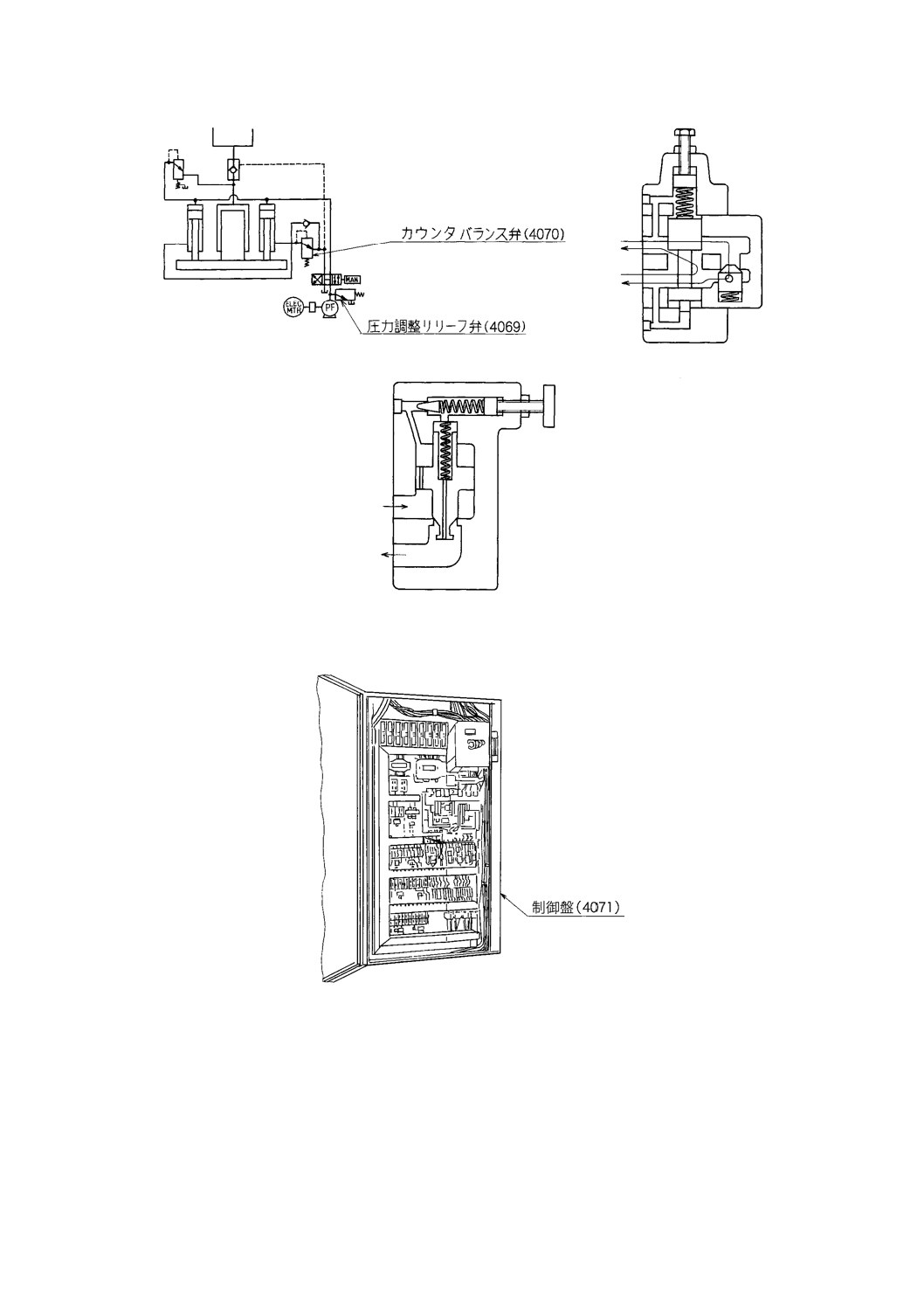
4069
圧力調整リリーフ弁
液圧プレスで加圧能力を一定に保持させるところに用いる
バルブ(図25参照)。
注記 異常圧防止にも用いる。
pressure control relief
valve
4070
カウンタバランス弁
液圧プレスでスライドなどの可動部分が落下しないように
シリンダの排出回路に設けるバルブ(図25参照)。
counter balance valve
4071
制御盤
制御に必要なマグネットスイッチ,リレー,タイマなどをケ
ース内に組み込み,配線した盤(図26参照)。
control panel
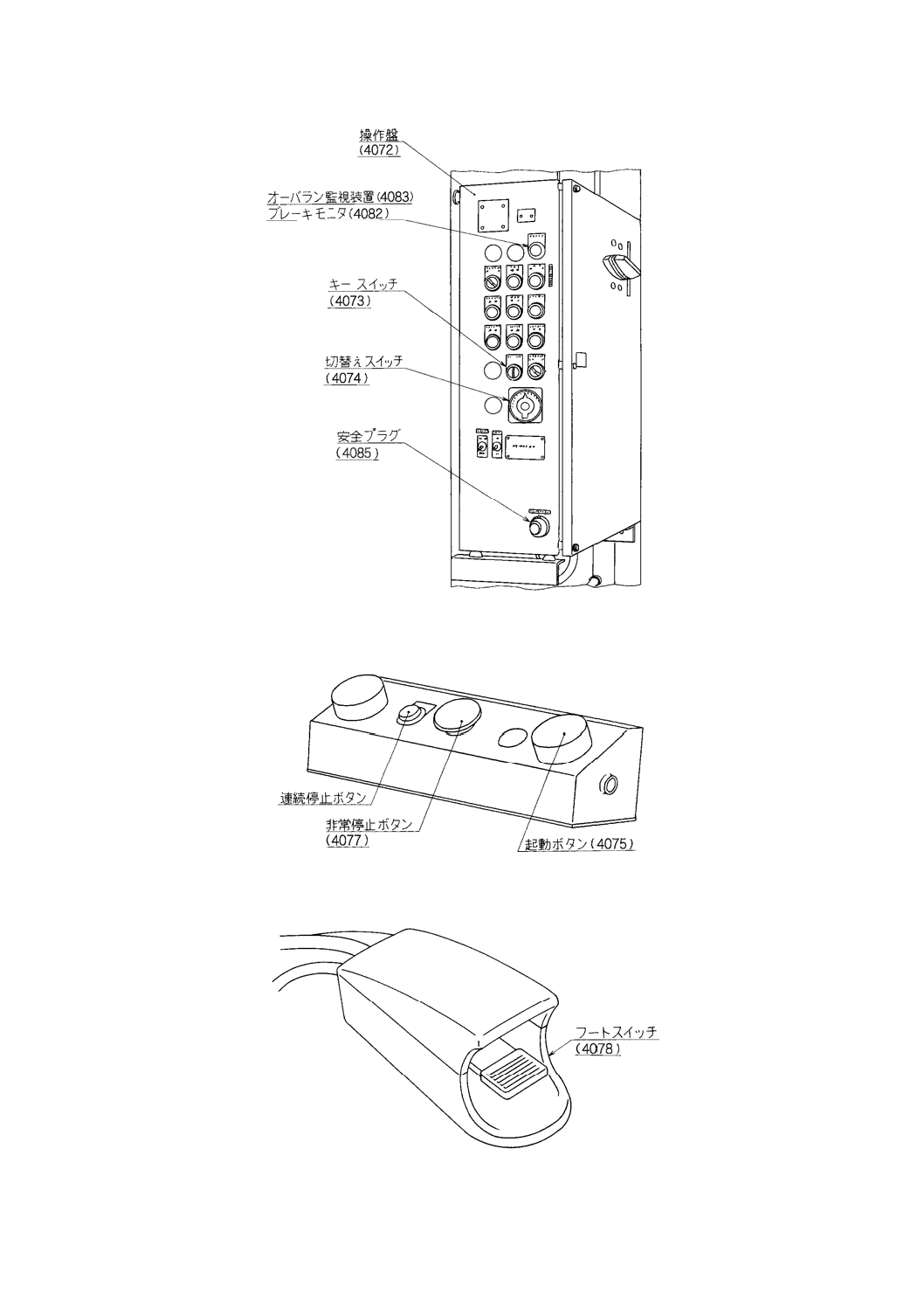
4072
操作盤
運転操作及び調整に必要なボタンスイッチ,切替えスイッ
チ,計器,表示灯などを配列した盤(図27参照)。
operating panel
4073
キースイッチ
キーを用いて切替えができるようにしたスイッチ(図27参
照)。
key switch
4074
切替えスイッチ
操作,行程などを選択できるようにしたスイッチ(図27参
照)。
selector switch
4075
起動ボタン
スライドを起動させるためのスイッチ(図1,図5及び図28
参照)。
注記 運転ボタンともいう。
run button
4076
両手起動ボタン
両手で同時に操作することによってスライドを起動させる
スイッチ(図2,図3及び図4参照)。
two-hand control
switches
4077
非常停止ボタン
発生している又は切迫した非常事態を回避するために非常
停止機能を作動させる押しボタン(図28参照)。
emergency stop button
4078
フートスイッチ
スライドを起動させる足踏みスイッチ(図3及び図29参照)。 foot switch
4079
ペダル
確動クラッチを作動させる足踏みレバー又はスライドを駆
動させる足踏みレバー(図30参照)。
pedal
4080
ロータリカムスイッ
チ
スライド,フィーダなどのタイミングを得るための回転式ス
イッチ,又は回転式センサ(図31参照)。
rotary cam switch
4081
モーションモニタ
ロータリカムスイッチの回転カム軸とスライドモーション
との同期を検出する装置(図32参照)。
motion monitor
4082
ブレーキモニタ
ブレーキの滑り状態を検出する装置(図27参照)。
brake monitor
4083
オーバラン監視装置
スライドが停止許容位置を越えたとき検出する装置(図27
参照)。
overrun detector
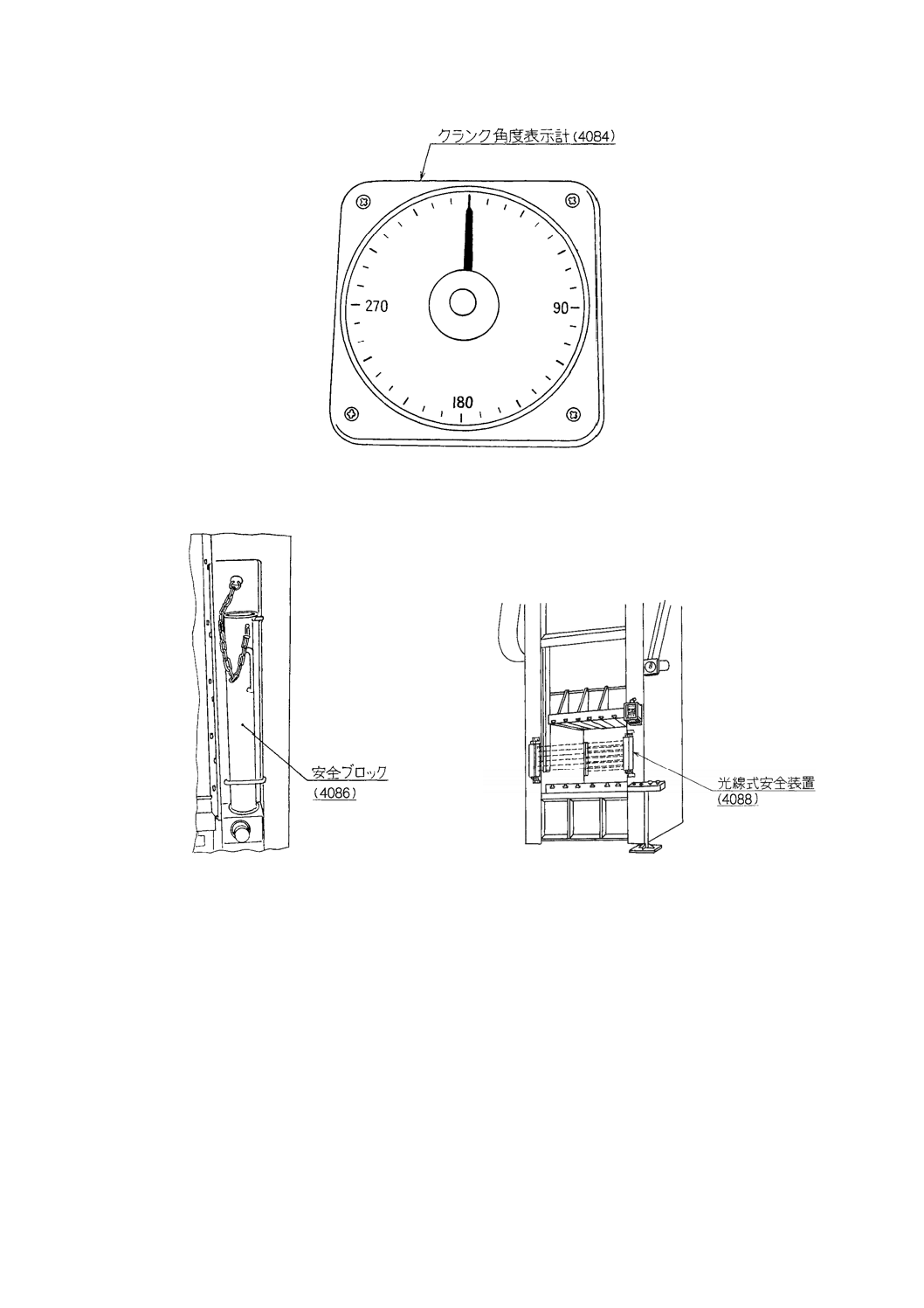
4084
クランク角度表示計
機械プレスで,スライドのストローク位置を角度で表示でき
るようにした計器(図33参照)。
crank angle indicator
4085
安全プラグ
安全のために,スライドの運転操作回路を遮断できる抜き差
し可能な形式のスイッチ(図27参照)。
注記 ショートプラグともいう。
safety plug
4086
安全ブロック
スライドの落下を防止するために上型と下型との間に挿入
する構造物(図34参照)。
safety block
4087
両手操作式安全装置
両手の位置が作業点までの安全距離を確保し,両手押しボタ
ンなどを操作してスライドを起動する装置。
two-hand control
safety device
4088
光線式安全装置
作業点までの安全距離を確保した位置に光のスクリーンを
設け,その光が遮断されたとき,その状態を検出する装置(図
35参照)。
AOPD (active
optoelectric
protective device),
light curtain
4089
インターロックガー
ド式安全装置
ガードを閉じなければスライドなどを作動させることので
きない構造の安全装置(図36参照)。
interlocking guard
4090
手引式安全装置
安全を図るためスライドと手首とをワイヤなどで連結し,ス
ライドの下降時には危険限界内から手が引き出される装置
(図37参照)。
pull-out safety device
11
B 0111:2017
番号
用語
定義
対応英語(参考)
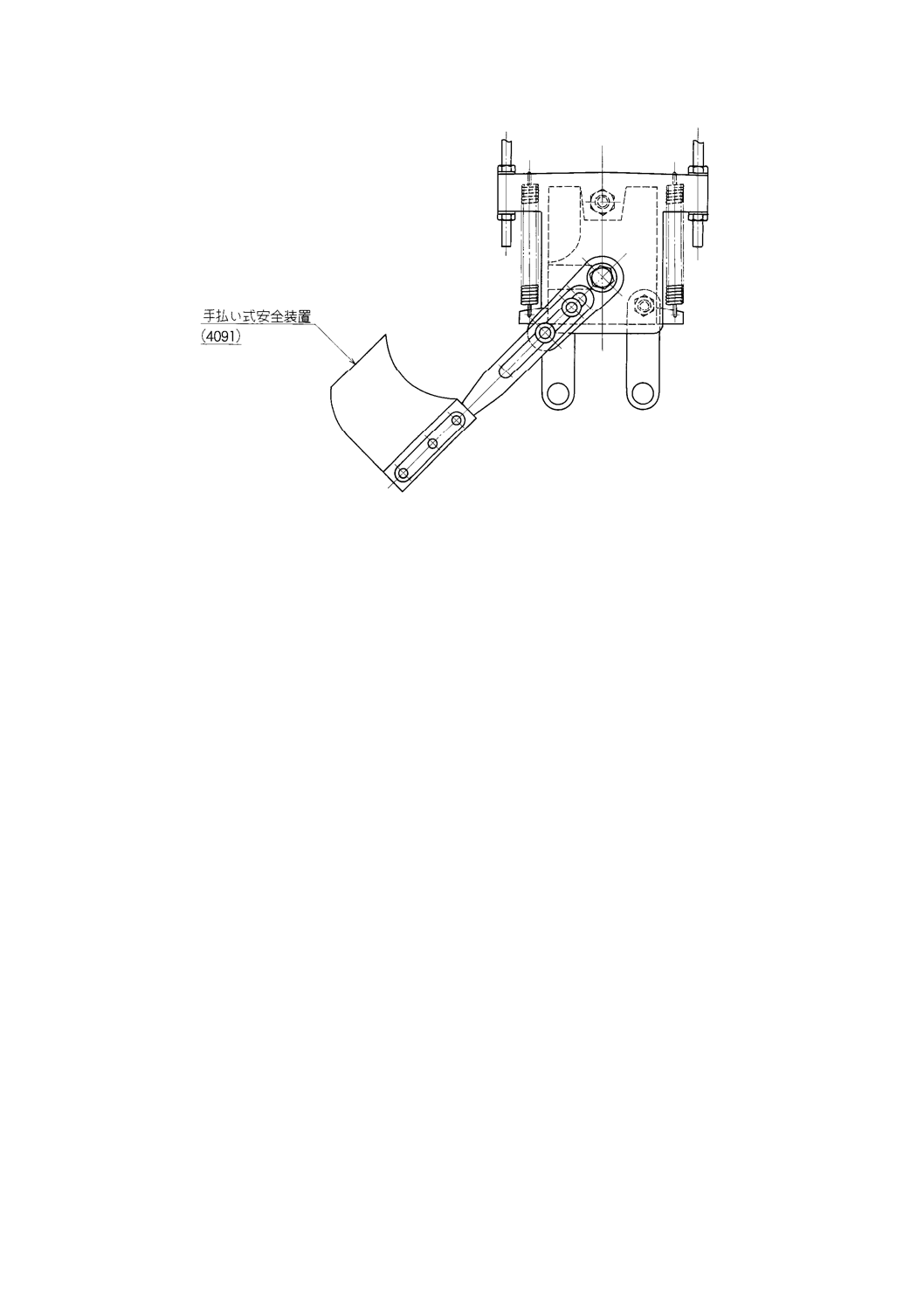
4091
手払い式安全装置
スライドの下降に連動し,防護板などで危険限界内にある身
体の一部を払いのけることによって安全を図る装置(図38
参照)。
sweep safety device
4092
安全装置
危険防止機能を行う装置。
safety device
4093
危険防止機能
スライドなどが閉じ行程の作動中,危険限界に体の一部が接
近したときにスライドなどの作動を停止させる機能。
hazard prevention
function
4094
施錠式インターロッ
クガード
施錠機構によって,スライドが停止しているなど,特定の条
件下でだけ開くことができる構造のガード。
interlocking guard with
guard locking
4095
ガード
危険な部分又は区域に近づけないようにする物質的障壁(図
36参照)。
guard
4096
手動パルス発生器
手動送りに用いるハンドルを手動で回転して指令パルスを
発生させる機器。
manual pulse generator
4097
テーブル
プレスブレーキにおいてベッド上で金型を装着する台。
注記 金型装着ともいう。
table
4098
金型
上型と下型とを組み合わせて,ワークを加工する工具。
tools
4099
バックゲージ
プレスブレーキにおいて,ワークを曲げる部分の奥側で,ワ
ークの位置を決める工具。
注記 突当てともいう。
backgauge
4100
プレスブレーキ用レ
ーザ式安全装置
プレスブレーキにおいて,レーザー光軸の遮光によって手指
の接近を検出したとき,スライドの作動を停止する安全装
置。
注記 ミューティングプログラムに従って,低閉じ速度切換
位置を過ぎた低速動作中は,光軸が遮光されてもスラ
イドの作動を停止しない設定で使用する。
laser actuated AOPD
for press brakes
4101
ムービングボルスタ
金型をプレス機械内のボルスタに載せたまま,プレス機械外
へ出し,金型を交換するための自走式ボルスタ装置。
moving bolster
4102
ダイナミックバラン
ス装置
スライドの慣性力によって機体に生じる加振力をキャンセ
ルするための装置。
dynamic balancer
4103
防振装置
プレス加工時に地盤に伝わる振動を緩和するための装置。
vibration absorber
4104
防音装置
プレス加工時に周囲へ伝わる騒音を緩和するための装置。
sound arrester
4105
クロスバー
剛性の低いパネルを搬送する際に,バキュームカップを取り
付ける装置。
cross bar
4106
フィードバー
トランスファフィーダにおいて,ワーク保持具を取り付け
て,二次元又は三次元の動作をさせる装置。
注記 トランスファバーともいう。
feed bar,
transfer bar
c) プレス機械の操作
番号
用語
定義
対応英語(参考)
5001
寸動
スライドを作動させるための操作部を操作している間だけ
スライドが作動し,当該操作部から手を離すと直ちにスライ
ドの作動が停止する行程。
注記 現状では寸動操作を続けている間はスライドが移動
し,操作を断つとスライドが急停止する。
inching,
inch,
jog
5002
一行程
一度の起動操作によってスライドが一往復し,設定点で停止
する動き。起動ボタンなどを操作すればスライドは起動し,
起動ボタンなどから手を離しても,また,押し続けても下降
行程及び上昇行程を行い,上死点(上限)に停止する行程。
single stroke
12
B 0111:2017
番号
用語
定義
対応英語(参考)
5003
安全一行程
起動ボタンなどを操作している間だけスライドが作動し,通
常は下死点通過後上昇行程中は,起動ボタンなどから手を離
してもスライドは停止せず(手を離せば止まるものを含む),
起動ボタンなどを押し続けても上死点に停止する行程。
single stroke with
muting
5004
連続行程
起動ボタンなどを操作すればスライドは起動し,起動ボタン
などから手を離しても,また,押し続けても連続して下降行
程及び上昇行程をする行程。
continuous stroke
5005
上死点停止
クランク角の上死点に停止すること。
top dead centre stop
5006
設定点停止
クランク角の定められた位置に停止させること。液圧プレス
では設定上限に停止させること。
cycle stop
5007
急停止
危険及びその他の異常な状態が検出された場合に,作業者の
意思にかかわらずスライドを停止させること。
protective stop
5008
非常停止
発生している又は切迫した非常事態を回避するためにプロ
セス又は運動を停止するための操作。
emergency stop
5009
上死点
スライドがある調節下で行うストロークの最上点。
top dead centre
5010
下死点
スライドがある調節下で行うストロークの最下点。
bottom dead centre
5011
設定上限停止
液圧プレスで,スライドを定められた位置の最上限で停止さ
せること。
set upper limit stop
5012
非常上昇
急停止又は非常停止をかけたとき,スライドがその位置で即
時上昇すること。
注記 主として液圧プレスに用いられる。
emergency ascending
5013
再起動防止
スライドが停止したとき,再起動操作を行わなければスライ
ドを再び起動することができないようにすること。
anti-repeat,
anti-repeat device
5014
一行程一停止
起動ボタンを押し続けていても,スライドが設定停止点で必
ず停止すること。
one cycle one stop
5015
再起動操作
起動ボタンなどから一旦手又は足を離して再び操作するこ
と。
restart control
5016
両手操作
両手で起動ボタンなどを操作すること。
two-hand control
5017
片手操作
片手で起動ボタンなどを操作すること。
single hand control
5018
足踏操作
足踏みスイッチ又は足踏みレバーで操作すること。
foot control
5019
複数操作
二人以上で,プレス機械を操作すること。
multiple operator
control
5020
キーロック
切替え装置において,キーによって選定された状態が保持さ
れること。
key locking
5021
インターロック
機能相互に関連をもたせ,スライドが単独で作動しないこ
と。
interlocking
5022
光線式安全装置無効
光線式安全装置の危険防止機能を一時的に中断すること。
muting of light curtain
5023
危険限界
プレス機械のスライド又はシヤーの刃物が作動する範囲。
注記 安衛則第131条及び昭和45.10.16基発第753号の規定
による。
dangers limit
5024
通常停止
プログラムされた任意の位置(例えば,上死点,待機位置,
予定停止位置)でスライドが停止した状態。加工物の搬入出
などのために,身体の一部が危険限界に進入することを意図
した状態。
normal stop
13
B 0111:2017
番号
用語
定義
対応英語(参考)
5025
一時停止
プログラムによる待機指令若しくは方向転回指定のため又
は起動操作を中断したため(例えば,起動ボタンから手を離
したため又は足踏みスイッチから足を離したため)にスライ
ドが一時的に停止した状態。
注記 身体の一部が危険限界に進入することを意図してい
ない。
temporal stop
5026
急上昇機能
安全防護の目的で,保護装置からの信号による急停止に代え
て,直ちに,上型と下型との間隔が広がる方向(開き方向)
へスライドを作動する安全機能。
protective open
5027
作業一行程
一度起動操作を行うと,スライドがプログラムされた軌道を
始点から終点まで一度だけ移動し,終点に達すると起動操作
を続けていてもスライドが停止する運転モード。
operational single
stroke
5028
単動
プレス単体で操作するモード。
プレスブレーキにおいては,一度起動操作を行うと,スライ
ドがプログラムされた軌道を上限から下限へ一度だけ移動
し,下限に達すると起動操作を続けている間はスライドが停
止する。起動操作を絶つと直ちにスライドが上限へ復帰し停
止するモード。
single action
5029
連動運転
一度起動操作を行うと,ワーク(コイル材)をプレス内に自
動搬入したり,排出したりする装置も同時に運転するモー
ド。
line operation
5030
ミューティング
危険防止機能の一時的な自動中断。
注記 例えば,光線式安全装置において光軸を遮光してもス
ライドが停止しないようにすること。
muting
5031
連続一行程
運転ボタンを押している間は連続行程を継続するが,運転ボ
タンを離すと,スライドが上死点に達したときに停止する行
程。
operator maintained
continuous
5032
寸動一行程
起動ボタンなどから手を離すと直ちにスライドの作動が停
止するが,起動ボタンなどを押し続けた場合にスライドが上
死点に停止する行程。
inching one stroke
5033
連続安全一行程
連続一行程運転のうち,スライドの閉じ行程の作動中に起動
操作を中断すると,スライドが急停止する機構。
押しボタンなどを押している間は連続運転になるが,スライ
ドの作動中(通常下降行程)に手を離すと急停止し,下死点
を過ぎて上昇中に手を離すとその行程の上死点で停止する
行程。
continuous stroke with
muting
d) プレス機械の仕様
番号
用語
定義
参考
単位記号
対応英語
6001
加圧能力
プレス機械の発生できる最大加圧力。
注記 圧力能力ともいう。
kN
capacity nominal force
6002
能力発生位置
機械プレスにおいて,最大加圧力を出すことができ
る下死点からの高さ。
mm
capacity limitation
nominal force travel
6003
トルク能力
スライドのストローク中の各位置において発生が可
能な加圧力。
kN
torque capacity
6004
仕事能力
プレス加工に使用可能なエネルギー。
J
energy capacity
6005
許容偏心荷重
スライドの左右方向及び前後方向に許容できる偏心
荷重。
kN
allowable eccentric load
6006
加圧速度
素材を加圧成形するときのスライドの速度。
mm/s
pressing speed
14
B 0111:2017
番号
用語
定義
参考
単位記号
対応英語
6007
引き戻し能力
スライドを引き戻し又は引き上げる力の大きさ。
kN
pullback capacity
6008
ストローク長さ
一行程におけるスライドの運動距離。
mm
slide stroke
6009
可変ストローク長
さ
可変ストロークでスライドのストローク長さの上限
値と下限値との範囲。
mm
adjustable stroke length
6010
ストローク数
スライドの1分間のストローク数。
min−1
strokes per minute
6011
可変ストローク数
連続使用時の1分間のストローク数の上限値と下限
値との範囲。
min−1
variable speed range
6012
作業時ストローク
数
上死点停止時間を含めた1分間当たりのストローク
数。
注記 クラッチ及びブレーキの断続能力の限界から
決める1分間当たりのストロークの回数をい
うこともある。
min−1
number of working
strokes per minute
6013
最大下降速度
スライド下降時の最大速度。
mm/s
maximum descending
speed
6014
最大上昇速度
スライド引上げ時の最大速度。
mm/s
maximum ascending
speed
6015
ダイハイト,
シャットハイト
ストロークダウン及びスライドのアジャストアップ
の位置において,スライド下面からボルスタ上面ま
での距離。
注記 従来,我が国ではダイハイトとシャットハイ
トとを区別して使用しており,
シャットハイト=ダイハイト+ボルスタ厚み
と表示され一般化しているが,ISO規格との整
合化を図るため,ダイハイトとシャットハイ
トとを同意語で併記した。
mm
die height,
shut height
6016
ベッド上面とスラ
イド下面の距離
ストロークダウン及びスライドのアジャストアップ
の位置においてスライド下面からベッド上面までの
距離。
注記 従来,我が国では,シャットハイトの用語と
して使われていた。
mm
bed to slide distance
6017
オープンハイト
ストロークアップ及びアジャストアップの位置で,
スライド下面からベッド上面までの距離。
mm
open height
6018
デーライト
液圧プレスで,ストロークアップの位置において,
スライド下面からボルスタ上面までの距離。ただし,
ボルスタのないものはベッド上面までの距離。
mm
daylight
6019
スライド調節量
スライド位置又はダイハイトの調節可能な寸法。
mm
slide adjustment
6020
スライド寸法
スライドの金型取付け面の左右及び前後の寸法。
mm
dimensions of slide
6021
ボルスタ寸法
ボルスタの金型取付け面の左右及び前後の寸法。
mm
area of bolster
6022
ボルスタ(ベッド
プレート)オー
プニング
ボルスタ(ベッドプレート)にあけられている,部
品又はスクラップを排出するための穴又は内側にあ
るクッションピンを動かすための穴。
mm
bolster (bed plate)
opening
6023
ボルスタ厚さ
ボルスタの肉厚。
mm
bolster thickness
6024
ベッド寸法
ベッド上面の左右及び前後の寸法。
mm
area of bed
6025
ベッドオープニン
グ
ベッド上面中央部にあけてある穴の左右及び前後の
寸法。
注記 ダイクッション用,ノックアウト用又は製品
落下用などに用いる。
mm
bed opening
15
B 0111:2017
番号
用語
定義
参考
単位記号
対応英語
6026
サイドオープニン
グ
アプライトの側面にあけてある穴の前後及び高さの
寸法。
注記 フィード装置,ムービングボルスタの通路な
どに用いる。
mm
upright opening,
side opening
6027
ギャップ
C形フレームのプレス機械で,スライドの中心から
フレーム内面までの寸法。
mm
throat depth
6028
バックオープニン
グ
C形プレスでプレスから加工品及びスクラップを取
り出したり,装置などを内蔵したりするための後方
開口部(図4参照)。
mm
passage through frame
6029
バランサ能力
スライドにつり下げることができる金型などの総質
量。
注記 上型懸垂質量ともいう。
t
capacity of balance
6030
ダイクッション能
力
ダイクッションの最大発生力。
kN
capacity of die cushion
6031
ダイクッションス
トローク長さ
ダイクッションの最大移動距離。
mm
die cushion stroke
6032
ダイクッションパ
ッド寸法
ダイクッションパッドの左右及び前後の寸法。
mm
area of die cushion pad
6033
ダイクッションノ
ックアウト能力
ダイクッションノックアウトの最大発生力。
kN
knock-out capacity of
die cushion
6034
停止角度
スライドの停止信号を送った時点からスライドが停
止するまでのクランクなどの回転角度。
度
stop angle
6035
慣性下降値
スライドの急停止信号を送った時点からスライドが
停止するまでの下降量。
注記 液圧プレスなどに用いる。
mm
over drop distance
6036
急停止時間
スライドの急停止機構が作動を開始してからスライ
ドが停止するまでの時間。
ms
stopping time
6037
最大停止時間
スライドに停止信号を送った時点からスライドが停
止するまでの最大時間。
ms
maximum stopping
time
6038
安全距離
両手操作式安全装置,光線式安全装置などから危険
源までの距離。
mm
safety distance
6039
使用空気圧
プレスに供給される圧縮空気の必要な圧力。
MPa
air pressure
6040
最高使用液圧
プレス機械を駆動するために使用する最大の液圧
力。
MPa
usual maximum
pressure
6041
ボルスタ高さ
床面からボルスタ上面までの寸法。
mm
bolster to floor
6042
送り線高さ
自動送り装置付きのプレスで,ボルスタ上面から送
られる材料又は製品までの高さ。
mm
feed level
6043
床上総高さ
床面から本体の最上端までの寸法。
mm
height above floor
6044
床下総高さ
床面から本体の最下端までの寸法。
mm
height below floor
6045
総高さ
プレス機械の高さの合計。
mm
maximum overall height
6046
所要床寸法
プレス機械の設備に必要な左右及び前後の寸法。
mm
floor space
6047
機械総質量
基礎に係るプレス機械の質量の合計。
t
machine total weight
6048
急閉じ速度
プレスブレーキにおいて,閉じ方向へのスライドが
作動しているとき,上型がワークに近接するまでの
高速動作,又はその速度。
mm/s
approach speed
16
B 0111:2017
番号
用語
定義
参考
単位記号
対応英語
6049
低閉じ速度
プレスブレーキにおいて,閉じ方向へのスライドが
作動しているとき,上型がワークに近接し,ワーク
の曲げ加工に入るまでの低速動作,又はその速度(10
mm/s以下)。
mm/s
slow closing speed
6050
曲げ速度
プレスブレーキにおいて,ワークを挟み込み,スラ
イドが下死点に達するまでの動作速度。
mm/s
bending speed
6051
開き速度
プレスブレーキにおいて,スライドが開き方向の動
作速度。
mm/s
return speed
6052
低速開き速度
プレスブレーキにおいて,スライドが開き方向の低
速動作速度。
mm/s
slow return speed
6053
高速開き速度
プレスブレーキにおいて,スライドが開き方向の高
速動作速度。
mm/s
high return speed
6054
曲げ速度切換位置
プレスブレーキにおいて,低閉じ速度から曲げ速度
に切り替わる位置。
mm
bending speed change
point
6055
低閉じ速度切換位
置
プレスブレーキにおいて,急閉じ速度から低閉じ速
度に切り換わる位置。
mm
slow closing speed
change point
6056
マイクロインチン
グストローク数
マイクロインチング装置によってスライドを微速運
転する際の1分間のストローク数。
min−1
stroke per minute of
micro-inching
6057
許容連続仕事量
規定の連続ストローク数において使用できる最大仕
事量。
注記 許容連続作業エネルギーという。
J
continuous working
energy
6058
許容断続仕事量
規定の断続ストローク数において使用できる最大仕
事量。
注記 許容断続作業エネルギーという。
J
intermittent working
energy
6059
静的精度
スライド下面,ボルスタ上面の真直度,平行度,直
角度及び総合隙間などの精度。
−
static accuracy
e) プレス機械の周辺装置
番号
用語
定義
対応英語(参考)
7001
アンコイラ
コイル材を心棒で支持して外周から巻きほぐす装置。
uncoiler
7002
コイルカー
コイル材をアンコイラへ挿入する専用車。
coil car
7003
リール
軽量のコイル材を巻きほぐすために用いる簡易形式のアン
コイラ。
reel
7004
クレードル
コイル材の外周を支持しながら巻きほぐす装置。
注記 コイルクレードルともいう。
cradle
7005
ローラレベラ
ロール列の間に板材を通して板材のひずみを矯正する装置。 roller leveller
7006
ロールフィーダ
上・下のロール間に挟み込んだ板材をロールの摩擦力を利用
し,ロールの回転によって送る装置。
roll feeder
7007
グリッパフィーダ
機械的な機構,油圧などで作動するグリッパブロックによっ
て材料をつかんで送る装置。
gripper feeder
7008
レベラフィーダ
ローラレベラにローラフィーダ機構を一体化した送り装置。 leveller feeder
7009
ジグザグフィーダ
材料を千鳥形に斜め送りする装置。
zigzag feeder
7010
トランスファフィー
ダ
前工程から加工品をつかんで次工程に送り込むようにした,
連続多工程加工用の送り装置。
注記 平面的な送り運動をする二次元的なものと,立体的な
送り運動を加えた三次元的なものとがある。
transfer feeder
7011
スクラップカッタ
プレスから送り出されるコイル材などの抜きかすを取扱い
やすい形に切断する装置。
scrap cutter
17
B 0111:2017
番号
用語
定義
対応英語(参考)
7012
スクラップリール
プレスから送り出される抜きかすを巻き取る装置。
scrap reel
7013
シートローダ
積み重ねた一定の大きさの板材を1枚ずつプレスへ送り込
む装置。
注記 ディスタックフィーダ又はシートフィーダともいう。
sheet loader
7014
ブランクフィーダ
積み重ねたブランク材を1枚ずつ吸着してプレスへ送り込
む装置。
blank feeder
7015
パイラ
打ち抜かれたブランクをそろえて積み重ねる装置。
注記 スタッカともいう。
piler,
stacker
7016
ダイヤルフィーダ
回転する円板の割出し位置に加工品を載せ,金型へ送り込む
装置。
dial feeder
7017
マガジンフィーダ
マガジンの中にブランクを積み上げておき,底から1枚ずつ
金型へ送り込む装置。
magazine feeder
7018
プッシャフィーダ
プッシャを使ってブランクを1枚ずつ金型へ送り込む装置。 pusher feeder
7019
シャットルフィーダ
2台のプレス機械の間にあってプレス機械と同調し,往復す
るつめによって,加工品を移送する装置。
shuttle feeder
7020
スイングアーム形ア
ンローダ
つかみ具をもつアームを機械的,油圧又は空気圧によって揺
動させ加工品をプレスから取り出す装置。
swing arm type
unloader
7021
ホッパフィーダ
投入された素材をホッパの中で分離整列し,シュートを通し
て金型へ順次送入する装置。
hopper feeder
7022
ヒッチフィーダ
スライドの上下運動と連動したカムによって加工品をつか
み送りする装置。
hitch feeder
7023
エアエジェクタ
エアを噴射して軽い加工品及びスクラップを吹き飛ばす装
置。
air ejector
7024
オートパレタイザ
成形したパネルをパレットなどに自動積込する装置。
auto palletizer
f)
その他
番号
用語
定義
対応英語(参考)
8001
サーボシステム
スライドを作動させるサーボモータ,サーボバルブ,サーボ
アンプ(インバータ回路),フィードバック用検出器,電気
制動装置及び制御装置(コントローラ)を含めたシステム(図
8参照)。
servo system
18
B 0111:2017
図1−C形フレームプレスの例
図2−C形フレームプレスの例
1
8
B
0
11
1
:
2
0
1
7
19
B 0111:2017
図3−C形フレームノンギヤプレスの例
図4−C形フレームギヤ駆動プレスの例
1
9
B
0
11
1
:
2
0
1
7
20
B 0111:2017
図5−ストレートサイド形プレスの例
図6−ストレートサイド形プレスの例
2
0
B
0
11
1
:
2
0
1
7
21
B 0111:2017
図7−ストレートサイド形一体フレームの例(4003)
図8−機械サーボプレスの例
22
B 0111:2017
図9−ストレートサイド形組立式フレームの例(4004)
図10−タイロッドの例
23
B 0111:2017
図11−クラッチ・ブレーキの例
図12−クランク軸の例
図13−エキセン軸の例
24
B 0111:2017
図14−可変ストロークの例
図15−スライドの例
25
B 0111:2017
図16−スライド調整装置の例
図17−マイクロインチング装置の例
図18−ベッドノックアウト装置の例(4058)
26
B 0111:2017
図19−ボルスタの例
図20−ストレートサイド形液圧プレスの例
27
B 0111:2017
図21−スライド落下防止装置の例
図22−スライド平衡装置の例
28
B 0111:2017
図23−アキュムレータの例
図24−電磁弁の例
29
B 0111:2017
図25−調整弁の例
図26−制御盤の例
30
B 0111:2017
図27−操作盤の例
図28−運転操作盤の例
図29−フートスイッチの例
31
B 0111:2017
図30−ペダルの例
図31−ロータリカムスイッチの例
図32−モーションモニタの例
32
B 0111:2017
図33−クランク角度表示計の例
図34−安全ブロックの例
図35−光線式安全装置の例
33
B 0111:2017
図36−ガード式安全装置の例
図37−手引式安全装置の例
34
B 0111:2017
図38−手払い式安全装置の例
35
B 0111:2017
附属書A
(参考)
機械の構造による分類
プレス機械の構造による分類を,表A.1に示す。
表A.1−機械の構造及び用途による分類
分類
基準
1 用途
2 フレーム
形
3 駆動伝達 4 フレー
ム位置
5 作動
6 スライ
ド支持
7 駆動機構
8 駆動
方式
9 プレス
表示
項目
一般用
絞り用
圧縮用
打抜き用
トリミング用
鍛造用
コイニング用
液圧成形用
押出し用
折曲げ用
粉末成形用
矯正用
その他の用途
C形
ストレート
サイド形
コラム形
アーチ形
可動ベッド
形
三柱形(多
柱形)
その他
ノンギヤ
ギヤ掛け
アンダドラ
イブ
動床形
円板駆動形
ロール駆動
形
ハーゼンク
レーバ形
ビンセント
形
その他
立形
横形
可傾式
卓上形
その他
単動
複動
三動
マルチス
ライド
その他
シングル
ダブル
トリプル
一点
二点
四点
その他
クランク
クランクレ
ス
リンク
ナックル
ウェッジ
スクリュー
摩擦
油圧
水圧
その他
機械
液圧
手動
足踏み
空気圧
プレス
注記 機械の名称を表示する場合は,必要最小限度を選び,分類基準番号1,2,……の順序で表示するのが望ましい。
36
B 0111:2017
附属書B
(参考)
プレス機械類
本体の箇条3のa)〜f)に掲げた用語以外について,参考として表B.1に示す。
表B.1−プレス機械類
用語
定義
対応英語(参考)
動床形プレス
ベッドが上昇してしわ押さえの働きをし,上方のスライドが下
降して作業を行う対向形複動プレス。
bottom slide drawing press
高速自動プレス
順送り装置を内蔵したプレス。
high-speed automatic press
ワイドベッド形プレ
スブレーキ
ベッドの幅が前後に広いプレスブレーキ。
wide bed type press brake
アイレットマシン
多列スライド式自動プレス。
eyelet machine
アンダドライブプレ
ス
駆動機構が下部にあるプレス。
under drive press
エッジトリマ
下のダイが前後左右に動き,絞り部品のエッジを縁切りする機
械。
edge trimmer
機械式ダイスポッテ
ィングプレス
プレス型の仕上げ及び調整作業に使用する機械プレス。
die spotting press
ジグザグプレス
板材をジグザグに送って,連続に打抜き作業をするプレス。
stagger cut press
テンションナックル
プレス
テンションナックルジョイントによってスライドを上下し,主
として衝撃押出しに適するプレス。
tension knuckle joint press
押抜きシヤー
穴抜き作業のほかに,平板,棒材及び形鋼材のせん断をそれぞ
れ別個に作業できるプレス。
punching and shearing
machine
フォールディングマ
シン
万能板曲げ機。
folding machine
曲げロール
複数のロールによって,板を主として円筒形に曲げるロール機。 bending-roll machine
へら絞り盤
旋盤に似た構造で,型に取り付けたブランクを高速回転し,工
具を押し付けて成形する機械。
注記 スピニングマシンともいう。
spinning lathe
ヘッダ
線材又は棒材を据込み成形するプレス。
header
アプセッタ
据込み精密鍛造用の機械プレス。
upsetter
液圧成形用プレス
一方の金型の代わりに液圧によって直接板を成形するプレス。
hydraulic forming press
パンチングプレス
ストローク長さが短い抜き専用のプレス。
注記 液圧及び機械プレスがある。
punching press
タンゼントベンダ
主として油圧を用いてフランジのある板を曲げる機械。
tangent bender
空気液圧プレス
空気式増圧器をもつ液圧プレス。
single action air-hydraulic
press
ラバープレス
金型の代わりにゴムパッドを用いて板材を成形するプレス。
rubber press,
cold isostatic press
放電成形機
液中放電によって成形加工する機械。
electro-discharge forming
machine
プレスライン
金型の工程数に合う2台以上のプレスを並べたもの。
press line
ブランキングライン
打抜きプレスにコイル材処理装置及び打抜き集積装置などを備
えたもの。
blanking line
シュリンカプレス
輪状の材料を拡張又は収縮するプレス。
shrinker press
電磁プレス
電磁力によってスライドを駆動するプレス。
electro-magnetic press
37
B 0111:2017
表B.1−プレス機械類(続き)
用語
定義
対応英語(参考)
ガス圧プレス
ガスを膨張又は爆発させて成形する構造のプレス。
gas power press
人力プレス
人の力によって作動するプレス。
man-powered press
ハンドベンダ
手動板曲げ機。
hand bender
手動曲げロール
手で駆動する曲げロール。
hand operated bending roll
せん断機
一対の刃物の相対運動によって板材をせん断する機械。
shearing machine
直刃せん断機
直刃をもつせん断機。
plate shearing machine
ギャップシヤー
フレームにギャップをもち,長板材を送り切りできるせん断機。 gap shear
スケヤーシヤー
フレームにギャップをもたないせん断機。
plate shear without gap
丸刃せん断機
丸刃をもつせん断機。
circular shearing machine
ロータリシヤー
回転する一対のカッタによって,曲線及び直線せん断をするせ
ん断機。
rotary shear,
circular shear
ガングスリッタ
広幅材又はコイル材を,数組の回転切刃によって所定の幅にせ
ん断する機械。
gang slitter
サークルシヤー
円形加工用アタッチメントをもつロータリシヤー。
circle shear
アングルシヤー
アングル材専用のせん断機。
angle shear
アップカットシヤー
下刃の運動によって,板材を切断するせん断機。
up cut shear
フライングシヤー
連続送りの材料を,止めずに切断するせん断機。
flying shear
ニブリングマシン
連続往復運動によって,板材を任意の形状に切断する機械。
nibbling machine
アリゲータシヤー
上刃が,はさみのような運動をするせん断機。
alligator shear
ハンドシヤー
手で切るせん断機。
hand shear
フートシヤー
足踏みせん断機。
foot shear