
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0107-1991
バイト用語
Single point tools−Vocabulary
1. 適用範囲 この規格は,主として金属切削用として一般に用いるバイト(1)に関する用語及びその定義
について規定する。
注(1) 旋盤,中ぐり盤,平削り盤,形削り盤,立削り盤などに使用し,シャンク又はボデーの端に切
れ刃をもつ工具
備考 この規格の引用規格を,次に示す。
JIS B 4105 超硬バイト
JIS B 4151 完成バイト
JIS B 4152 高速度鋼付刃バイト
2. 分類 バイトの用語の分類は,次による。
(1) バイトの種類
(1.1) 刃部材料及び表面処理による分類
(1.2) 構造による分類
(1.3) 使用工作機械による分類
(1.4) シャンク(取付け部)の形態による分類
(1.5) 機能又は用途による分類
(a) 加工物及び形状による分類
(b) 刃部付近の形状による分類
(c) 要素による分類
(d) 用途による分類
(2) バイトの要素
(3) バイトの角
(4) バイトの精度
(5) バイトの刃部の損傷
(6) バイトの切削作用に関する用語
3. バイトの名称 バイトの種類を表す名称は,バイトの種類の番号順に該当する用語を組み合わせたも
のとする。
例
名称
刃部材料
構造
使用工作機械
シャンクの形態
機能又は用途
方形バイト
(高速度工具鋼) (むく) (旋盤用)
(方形シャンク)
方形バイト
2
B 0107-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
名称
刃部材料
構造
使用工作機械
シャンクの形態
機能又は用途
高速度鋼付刃真剣バイト
高速度(工具)鋼 付刃
(旋盤用)
(方形シャンク)
真剣バイト
高速度鋼付刃平削り盤用右
片刃バイト
高速度(工具)鋼 付刃
平削り盤用
(方形シャンク)
右片刃バイト
ダブテールバイト
(高速度工具鋼) (むく) (旋盤用)
ダブテール(シャンク) (総形)バイト
サーキュラバイト
(高速度工具鋼) (むく) (旋盤用)
(取付け穴付)
サーキュラ(総形)バイト
超硬付刃突切りバイト
超硬(合金)
付刃
(旋盤用)
(長方形シャンク)
突切りバイト
備考 用語又はその一部に括弧を付けてあるものは,括弧の中の用字を省略してもよい。
4. 用語・定義 バイトの用語及び定義は,次による。
なお,参考のために量記号,単位記号及び対応英語を示す。
備考1. 用語の一部に括弧を付けてあるものは,括弧の中の用字を省略してもよい。
2. 用語の定義の中の太字で示した用語は,この規格に集録しているものである。
3. 定義欄及び図中の丸括弧“( )”内の番号は,この規格の用語番号である。
(1) バイトの種類
(1.1) 刃部材料及び表面処理による分類
番号
用語
定義
対応英語(参考)
1101
直速度(工具)鋼バ
イト
刃部の材料に高速度工具鋼を使用したバイト。
high speed (tool) steel
turning tool
1102
超硬バイト
刃部の材料に超硬合金(炭化タングステンを主体とした焼結物)
を使用したバイト(JIS B 4105参照)。
carbide turning tool,
cemented carbide turning
tool
1103
サーメットバイト
刃部の材料にサーメット(チタン,タンタルの炭化物,炭窒化物
及び窒化物を主体とした焼結物及びこれに類似のもの)を使用し
たバイト。
cermet turning tool
1104
セラミックバイト
刃部の材料にセラミック(酸化アルミニウムを主体とした焼結物
及びこれに類似のもの)を使用したバイト。
ceramic turning tool
1105
CBNバイト
刃部の材料に多結晶立方晶窒化ほう素焼結体を使用したバイト。
po1ycrystalline cubic boron
nitride turning tool
1106
ダイヤモンドバイ
ト
刃部の材料にダイヤモンドを使用したバイト。
diamond turning tool
1107
PCDバイト
刃部の材料に多結晶ダイヤモンド焼結体を使用したバイト。
polycrystalline diamond
turning tool
1108
コーティングバイ
ト
刃部の表面に炭化物,窒化物,酸化物,ダイヤモンドなどを,一
層又は多層に化学的又は物理的に密着させたバイト。被覆バイト
ともいう。
coated turning tool
3
B 0107-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(1.2) 構造による分類
番号
用語
定義
対応英語(参考)
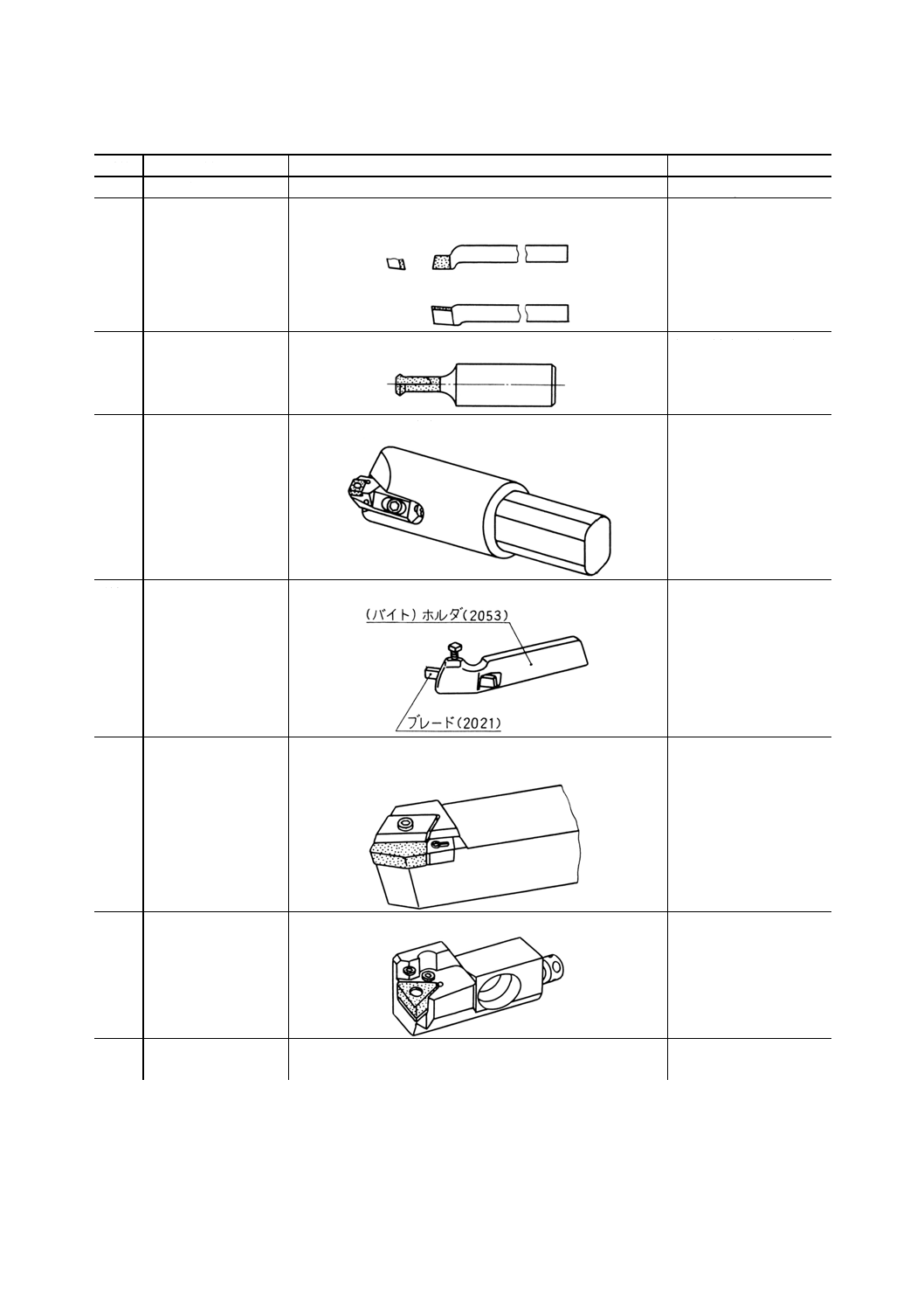
1201
むくバイト
刃部とシャンク又はボデーとが一体の材料からなるバイト。
solid turning tool
1202
付刃バイト
(つけはばいと)
チップをボデーにろう付けしたバイト(JIS B 4105及びJIS B 4152
参照)。
tipped turning tool
1203
溶接バイト
刃部の材料とシャンクの材料とを突合せ溶接したバイト。
butt welded turning tool
1204
組立バイト
刃部とシャンク又はボデーとを組立構造としたバイトの総称。
built-up turning tool,
constructed turning tool
1205
差し込みバイト
ブレードをホルダに差込み締め付けて使用する組立バイト。
inserted turning tool
1206
クランプバイト
チップ又はブレードをホルダ又はボデーに機械的に締め付けて使
用する組立バイトの総称。
clamped turning tool
1207
カートリッジ
一般に取付け位置の微調整が可能な小形のクランプバイト。
cartridge
1208
スローアウェイバイ
ト
チップとしてスローアウェイチップを用いたクランプバイト。
throw-away turning tool
4
B 0107-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1209
組合せバイト
複数のバイトを組み合わせて一体としたバイト。
combination turning tool,
combined turning tool
(1.3) 使用工作機械による分類
番号
用語
定義
対応英語(参考)
1301
(旋盤用)バイト
主として旋盤に使用するバイトの総称。
turning tool
1302
平削り盤用バイト
(ひらけずりばんようば
いと)
主として平削り盤,形削り盤などに使用するバイトの総称。
planing tool,
shaping tool
1303
立削り盤用バイト
(たてけずりばんようば
いと)
主として立削り盤などに使用するバイトの総称。スロッタバイト
ともいう。
slotting tool
1304
中ぐり盤用バイト
(なかぐりばんようばい
と)
主として中ぐり盤などに使用するバイトの総称。
boring tool
5
B 0107-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(1.4) シャンク(取付け部)の形態による分類
番号
用語
定義
対応英語(参考)
1401
方形シャンクバイト
(ほうけいしゃんくばい
と)
シャンクの軸に垂直な断面が方形になっているバイト(JIS B
4105, JIS B 4151及びJIS B 4152参照)。
square shank turning tool
1402
長方形シャンクバイト
シャンクの軸に垂直な断面が長方形になっているバイト
(JIS B 4105, JIS B 4151及びJIS B 4152参照)。
rectangular shank turning
tool
1403
台形シャンクバイト
シャンクの軸に垂直な断面が台形になっているバイト(JIS B 4151
参照)。
trapezoidal shank turning
tool
1404
丸シャンクバイト
シャンクが円筒状になっているバイト(JIS B 4151参照)。
cylindrical shank turning tool
1405
テーパシャンクバイト
シャンクが円すい状になっているバイト。
taper shank turning tool
1406
三角形シャンクバイト
シャンクの軸に垂直な断面が三方形になっているバイト。
triangular shank turning tool
1407
ひし形シャンクバイト
シャンクの軸に垂直な断面がひし形になっているバイト。
rhombic shank turning tool
1408
穴付きバイト
取付部に穴をもつバイト。
turning tool with mounting
hole
1409
ねじ付きバイト
シャンク又は取付け穴にねじが切ってあるバイト。
turning tool with thread
1410
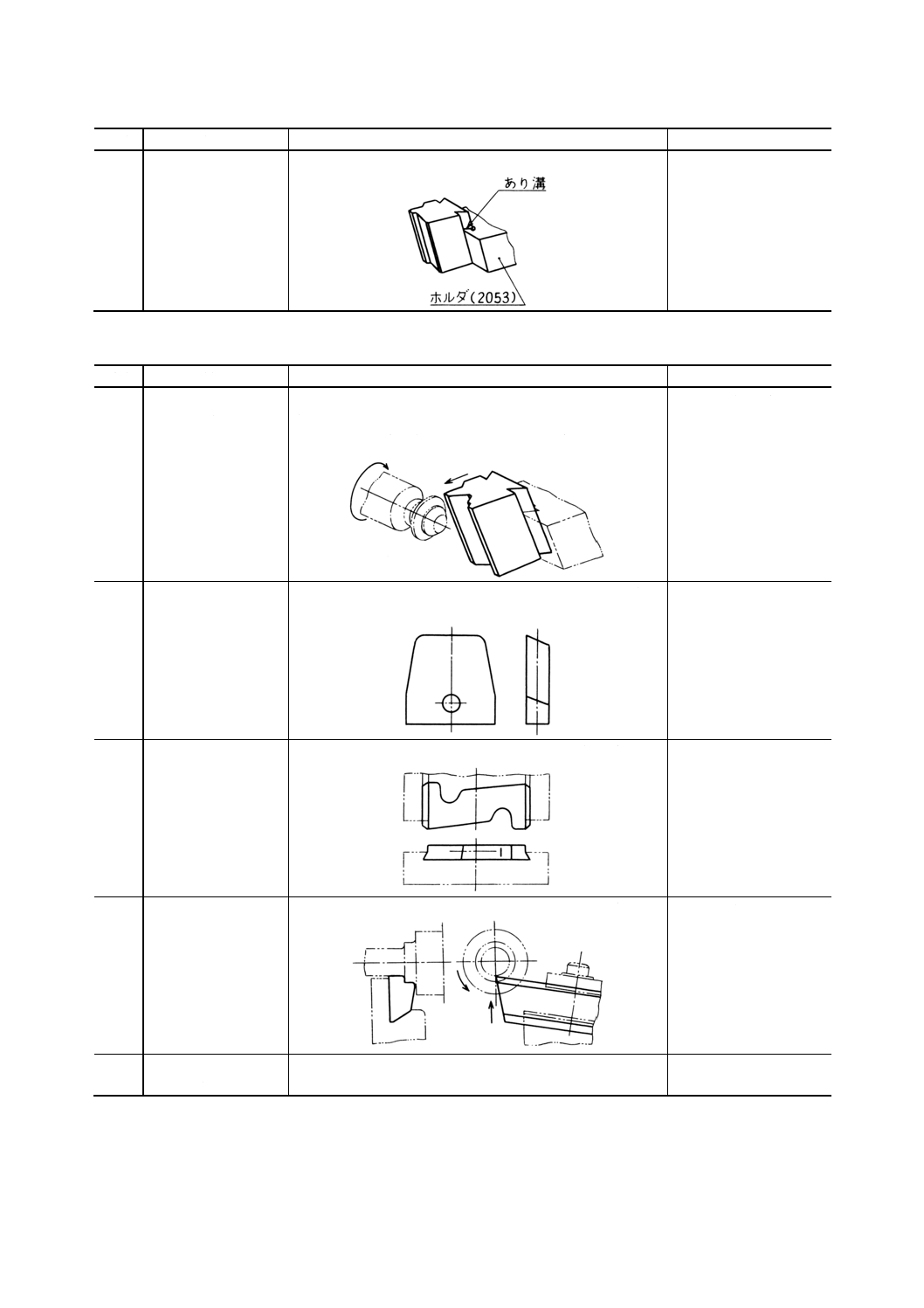
ダブテールバイト
シャンク又はボデーのホルダとのはめ合い部分があり溝になって
dovetail turning tool
6
B 0107-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
いるバイト。片あり溝のものもある。
(1.5) 機能又は用途による分類
(a) 加工物及び形状による分類
番号
用語
定義
対応英語(参考)
1501
総形バイト
(そうがたばいと)
刃形の輪郭を工作物の形状の一部に写し与えて加工するバイトの
総称。
備考 再研削に際してはすくい面だけを研削する。
formed turning tool
1502
ロールバイト
ロール旋盤などで圧延ロールの穴形を成形するのに使用する総形
バイト。
formed turning tool for roll
caliber
1503
タイヤバイト
車輪旋盤などで車輪の外周を成形するのに使用する総形バイト。
formed turning tool for
wheel
1504
クランクバイト
クランク軸のジャーナル又はピンの切削に使用する総形バイト。
formed turning tool for crank
shaft
1505
多刃バイト
(たじんばいと)
数多くの切れ刃が同時に切削するバイト。
multi-edged turning tool
7
B 0107-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
(b) 刃部付近の形状による分類
番号
用語
定義
対応英語(参考)
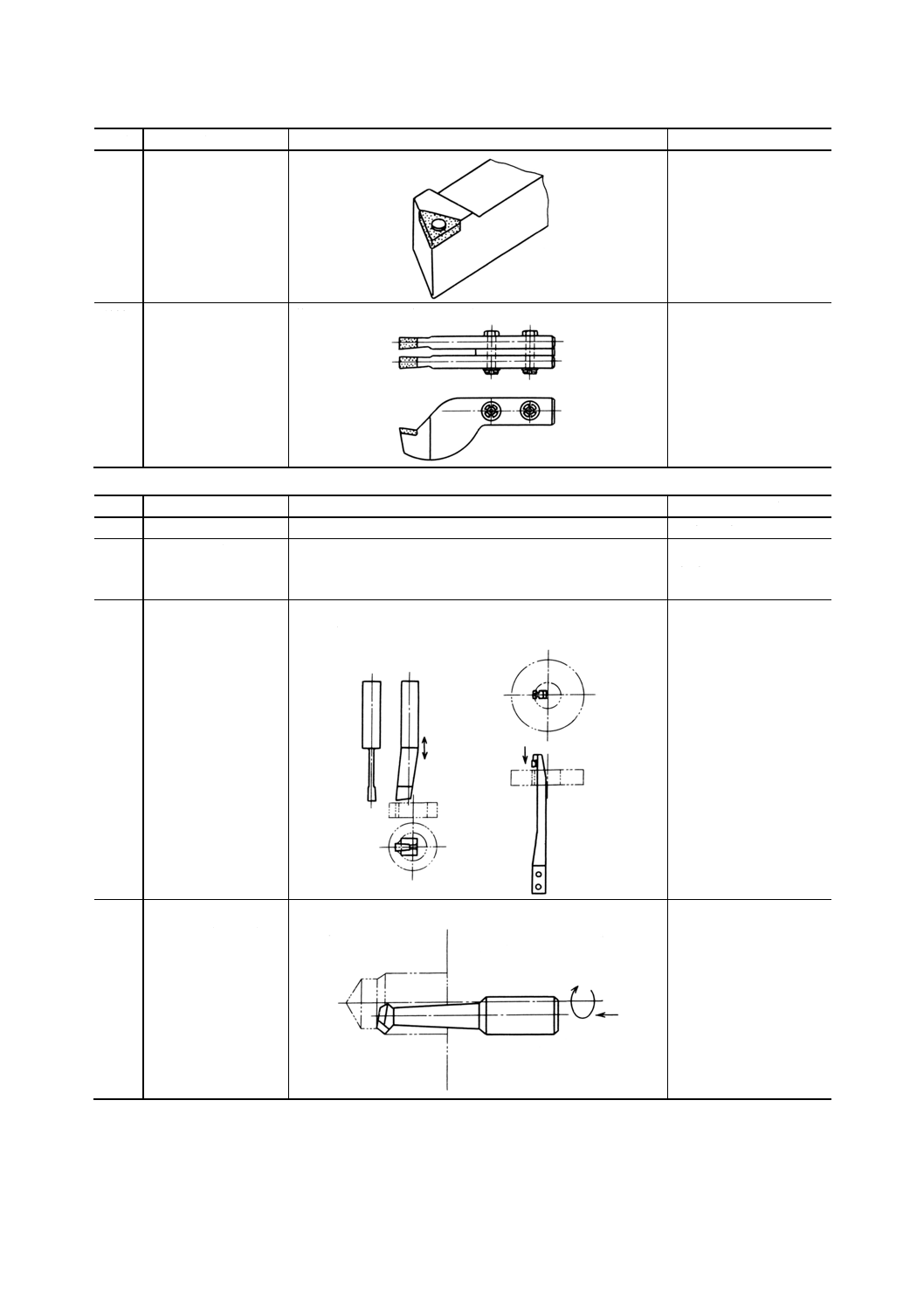
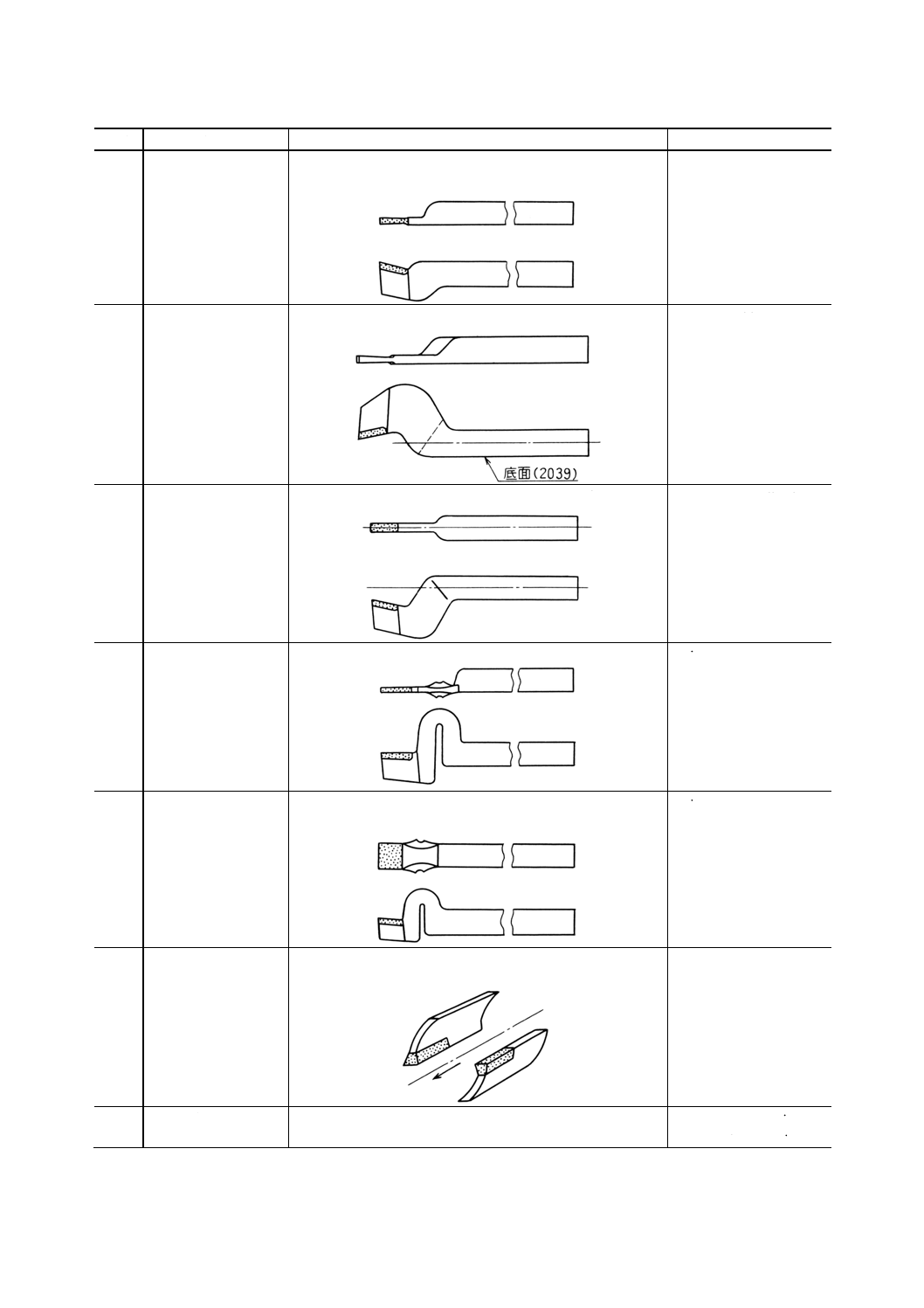
1511
剣バイト
(けんばいと)
剣のようなとがった先端切れ刃をもち,すくい面側から見た場合,
真っすぐな形状のバイトの総称。シャンクの両端に切れ刃をもつ
場合は,両刃剣バイトという。
straight turning tool
1512
真剣バイト
(しんけんばいと)
左右対称な切れ刃をもつ剣バイト(JIS B 4105及びJIS B 4152参
照)。
straight turning tool with
point corner
1513
先丸剣バイト
(さきまるけんばいと)
左右対称な切れ刃と大きな丸コーナとをもつ剣バイト(JIS B 4105
参照)。
straight turning tool with
rounded corner
1514
斜剣バイト
(しゃけんばいと)
左右非対称な切れ刃をもつ剣バイト(JIS B 4105参照)。
straight turning tool with
unsymmetric cutting edge
1515
平剣バイト
(ひらけんばいと)
主切れ刃がシャンクの軸にほぼ直角な剣バイト(JIS B 4152参
照)。
straight turning tool with
square corner
1516
曲がりバイト
シャンクの軸に対して左・右いずれかに曲げられた刃部をもつバ
イトの総称。
bent turning tool,
cranked turning tool
1517
右曲がりバイト
約60°の刃先角と約−20°のアプローチ角とをもつ右勝手の曲が
りバイト(JIS B 4105及びJIS B 4152参照)。
bent turning tool with point
corner
(right-handed)
1518
左曲がりバイト
約60°の刃先角と約−20°のアプローチ角とをもつ左勝手の曲が
りバイト(JIS B 4105及びJIS B 4152参照)。
bent turning tool with point
corner (left-handed)
8
B 0107-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1519
先丸曲がりバイト
約40°の刃先角と約−30°のアプローチ角及び大きな丸コーナと
をもつ曲がりバイト(JIS B 4105参照)。
bent turning tool with
rounded corner
1520
平曲がりバイト
約90°の刃先角と約25°のアプローチ角とをもつ曲がりバイト
(JIS B 4152参照)。
bent turning tool with square
corner for side face
1521
向きバイト
(むきばいと)
約90°の刃先角と約45°のアプローチ角とをもつ曲がりバイト
(JIS B 4105参照)。
bent turning tool with square
corner for chamfer
1522
片刃バイト
(かたはばいと)
シャンクの軸にほぼ平行な切れ刃を左・右いずれかに片寄っても
つバイト(JIS B 4105及びJIS B 4152参照)。
offset turning tool
1523
腰折れバイト
(こしおればいと)
コーナの高さがシャンクの底面と一致するか,又は底面を越えな
いように首を曲げたバイトの総称(JIS B 4152参照)。
goose-necked turning tool,
swan-necked turning tool
1524
へールバイト
食込みとびびりとを避けるために,ばねの動きをするように首を
曲げたバイトの総称(JIS B 4152参照)。
spring-necked turning tool
1525
丸こまバイト
直接又はシャンクを介してホルダに機械的に取り付けて使用する
円すい形のバイト。
button tool
9
B 0107-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
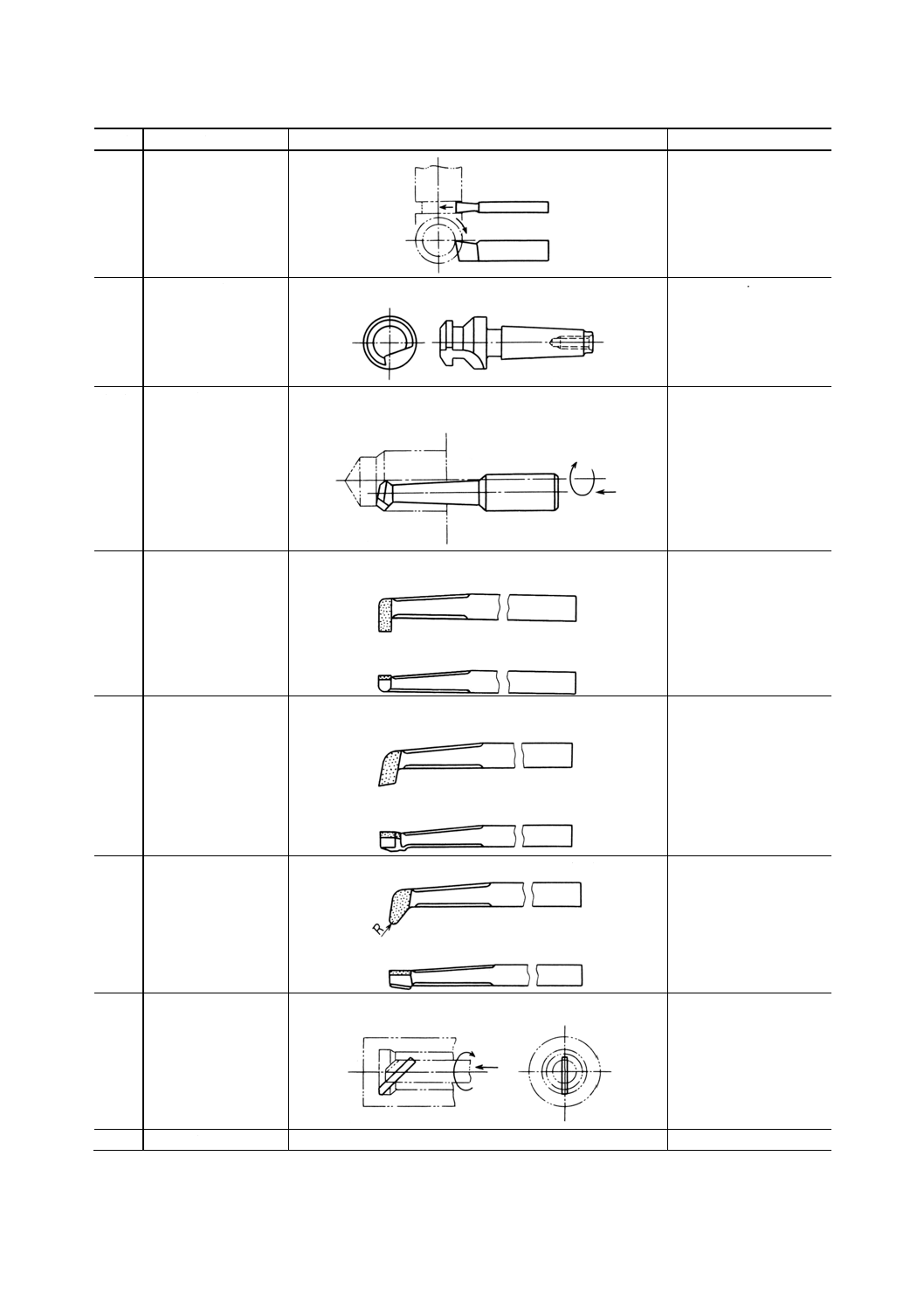
1526
サーキュラバイト
取付け穴又はシャンクをもつ円板状のバイトで,その外周の一部
に切欠きを設けて主切れ刃とするもの。主として総形バイトとし
て用いる。
circular turning tool
(c) 要素による分類
番号
用語
定義
対応英語(参考)
1531
完成バイト
熱処理を完了したむくの高速度工具鋼製バイトで,端面を除き表
面は研削されていて,使用に際し刃部を成形してから用いるもの
の総称。
tool bit
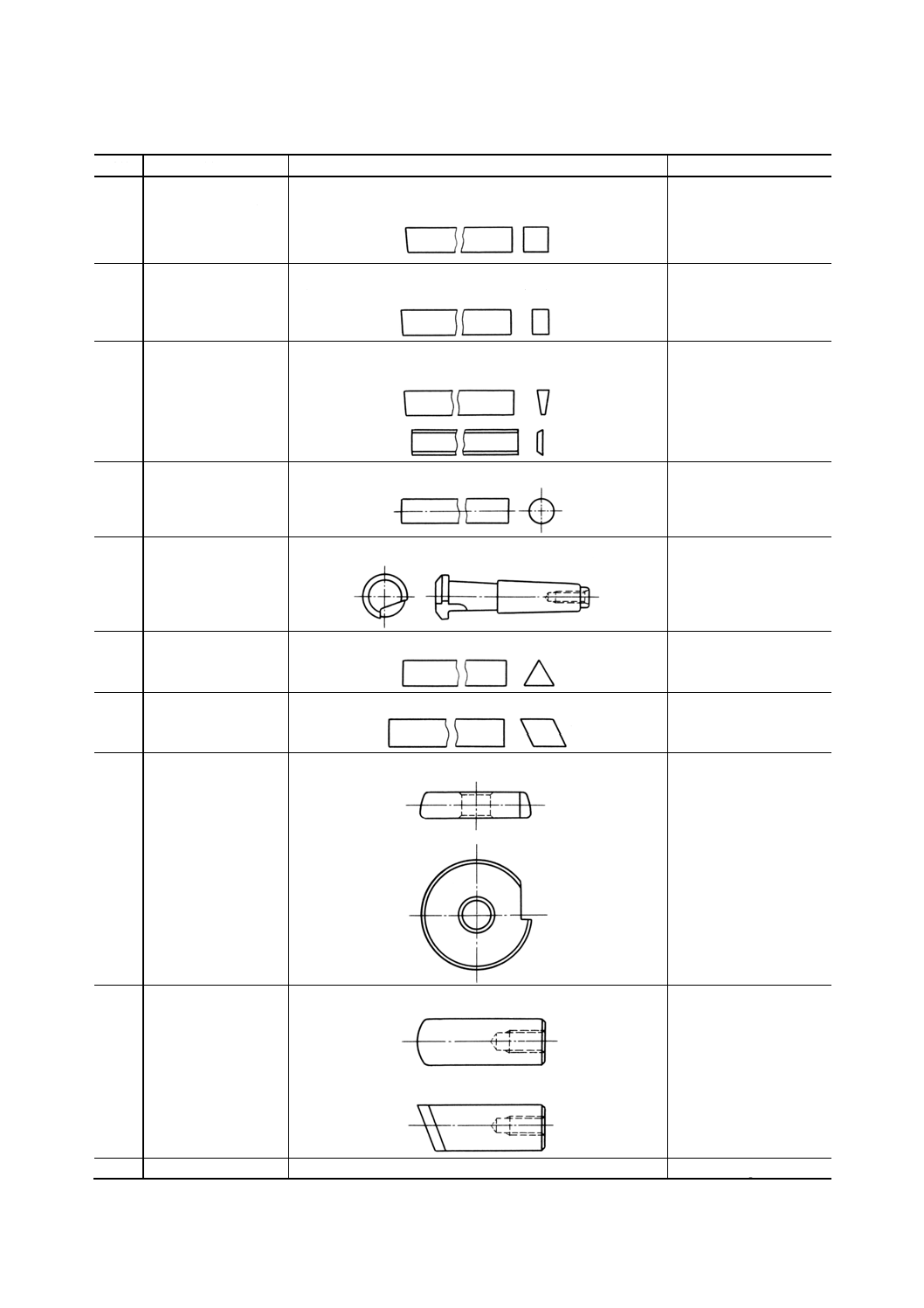
1532
方形バイト
(ほうけいばいと)
方形シャンクの完成バイト(JIS B 4151参照)。
tool bit with square shank
1533
長方形バイト
長方形シャンクの完成バイト(JIS B 4151参照)。
tool bit with rectangular
shank
1534
板バイト
幅の狭い長方形シャンクの完成バイト(JIS B 4151参照)。
parting tool,
cut-off blade
1535
逃げ付板バイト
(にげつきいたばいと)
横逃げ角を付けた台形シャンクの完成バイト。
parting tool with side
clearance angle
1536
ステッキバイト
ホルダへの角度がある取付部をもつ台形シャンクの完成バイト
(JIS B 4151参照)。
parting tool with trapezoidal
shank
1537
丸バイト
丸シャンクの完成バイト(JIS B 4151参照)。
tool bit with round shank
(d) 用途による分類
番号
用語
定義
対応英語(参考)
1541
荒削りバイト
(あらけずりばいと)
荒削り工程で使用することを目的とするバイト。一般に重切削に
耐えられる形状及び寸法とし,切屑処理を考慮した形状としてあ
る。
turning tool for roughing
1542
仕上げバイト
仕上げ工程で使用することを目的とするバイト。一般に良好な仕
上げ面を得るように考慮されている。
turning tool for finishing
10
B 0107-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1543
突切りバイト
(つっきりばいと)
切落し又は幅の狭い溝削りに使用するバイトの総称(JIS B 4152
参照)。
parting tool,
cut-off tool
1544
逆突切りバイト
下向きに刃物台に取り付けて使用する突切りバイト。
cut-off tool with contrary
clamp face
1545
中突切りバイト
(なかつっきりばいと)
主切れ刃がシャンクの軸に対して対称にある突切りバイト。
symmetrical cut-off tool
1546
へール突切りバイト
切落し又は溝削りに使用するへールバイト(JIS B 4152参照)。
spring necked cut-off tool
1547
へール仕上げバイト
比較的広い工作物の面に対し良好な仕上げ面を得るのに使用する
へールバイト(JIS B 4152参照)。
spring necked turning tool
for finishing
1548
トレパンバイト
工作物の回転軸に平行に端面から送り,心残し削りに使用するバ
イト。縦突切りバイト又は親子取りバイトともいう。
trepanning tool
1549
溝削りバイト
(みぞけずりばいと)
溝削りに使用するバイトの総称。
turning tool for grooving,
turning tool for recessing
11
B 0107-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1550
リセッシングバイト
内面の溝削りに使用するバイト。
internal recessing tool
1551
穴ぐりバイト
穴を旋削するのに使用するバイトの総称。一般に長い首の先端に
曲がった刃部をもつ。
boring tool
1552
穴仕上げバイト
シャンクの軸に平行な主切れ刃をもつ穴ぐりバイト(JIS B 4152
参照)。
boring tool for finishing
1553
穴ぐり荒バイト
シャンクの軸に傾斜した切れ刃をもつ穴ぐりバイト(JIS B 4152
参照)。
boring tool for roughing
1554
先丸穴ぐりバイト
大きな丸コーナをもつ穴ぐりバイト(JIS B 4152参照)。
rounded corner boring tool
1555
中ぐりバイト
中ぐり棒に取り付けて使用する小形のバイト。
tool bit for boring bar
1556
面削りバイト
面削りに使用するバイトの総称。
facing tool
12
B 0107-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1557
ねじ切りバイト
ねじ切りに使用するバイトの総称。
turning tool for thread
1558
おねじ切りバイト
おねじを切るのに使用するバイト(JIS B 4105及びJIS B 4152参
照)。
turning tool for external
thread
1559
めねじ切りバイト
めねじを切るのに使用するバイト(JIS B 4105及びJIS B 4152参
照)。
turning tool for internal
thread
1560
ヘールねじ切りバイト
おねじを切るのに使用するヘールバイト(JIS B 4152参照)。
spring necked turning tool
for external thread
1561
総形ねじ切りバイト
ねじ山形状の刃形をもち,ねじ切りに使用する総形バイト。
formed turning tool for
thread
1562
サーキュラねじ切りバ
イト
外周にねじ山形状の刃形をもち,ねじ切りに使用するサーキュラ
バイト。
circular threading tool
1563
キー溝バイト
キー溝削りに使用するバイト。
key-slotting tool
13
B 0107-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
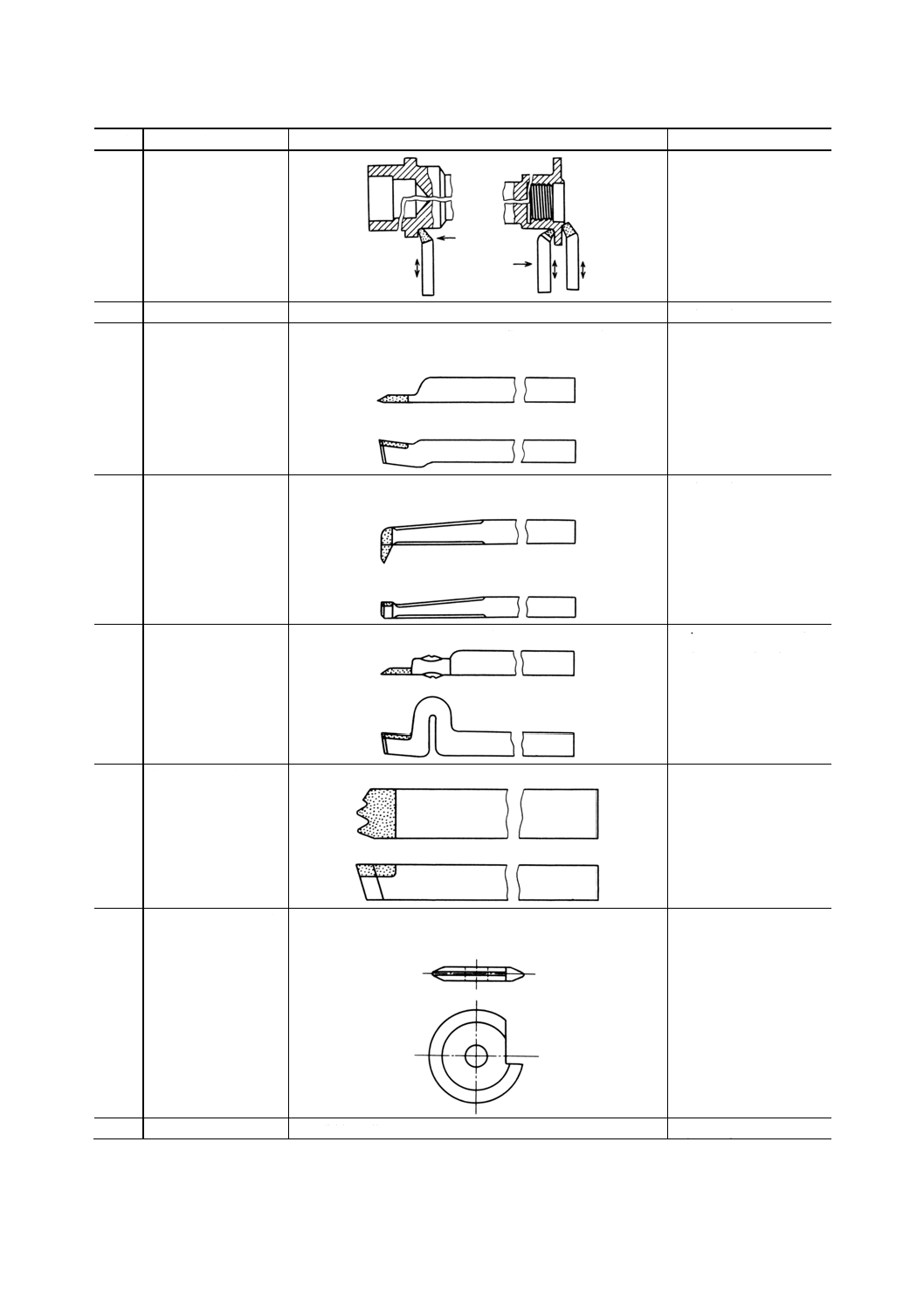
1564
面取りバイト
工作物の鋭い角を面取りするのに使用するバイトの総称。
turning tool for chamfer
1565
座ぐりバイト
座ぐり棒に取り付け,ボルトの締付け座などを加工するのに使用
するブレード。
counter sinking blade,
counter sinking tool
1566
回転バイト
丸こまバイトを回転できるように,ホルダに取り付けて使用する
組立バイト。主運動と送り運動との合成によって従動して回転す
るようにしたものと,強制的に回転させるものとがある。
rotary tool
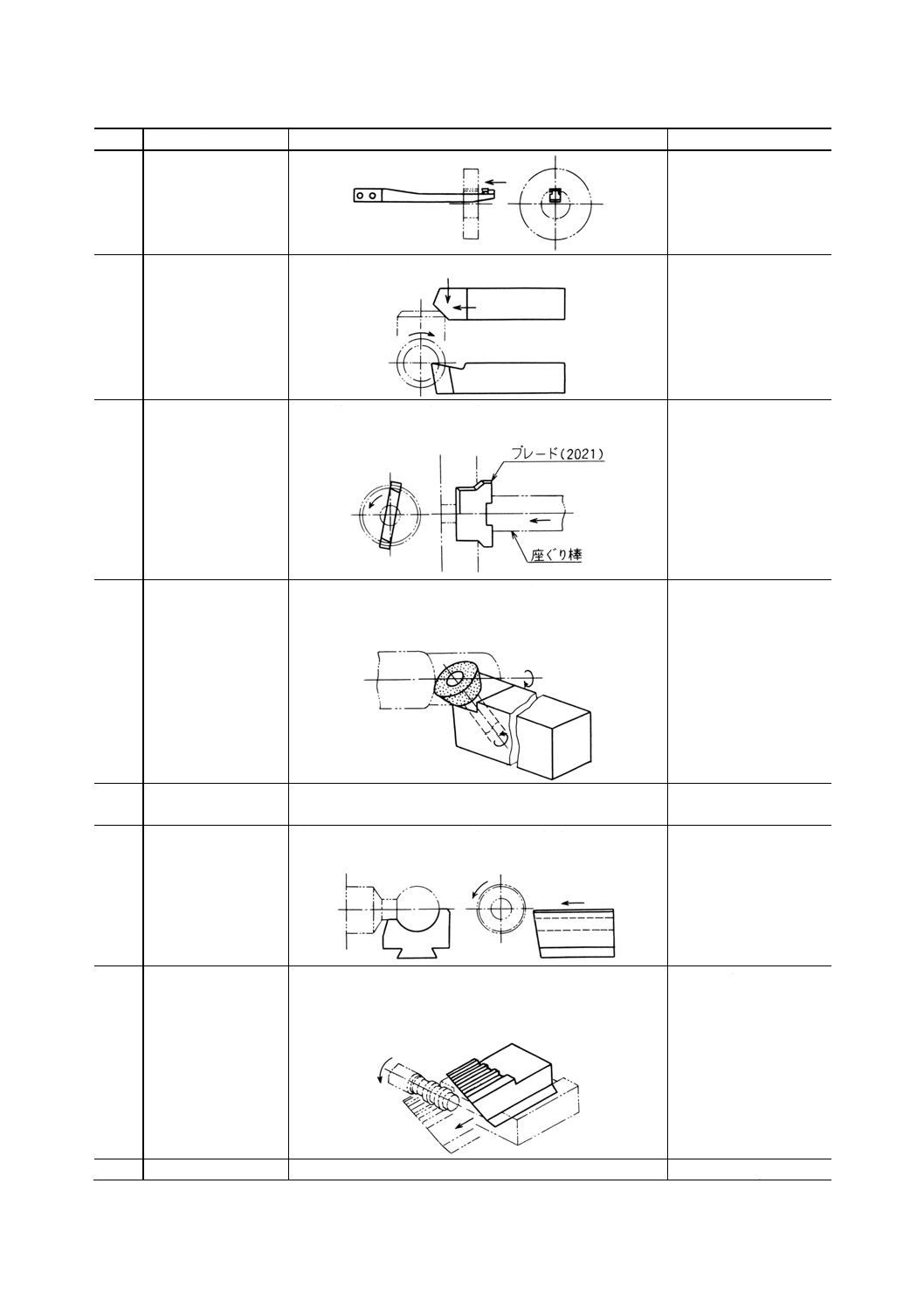
1567
タンジェンシャルバイ
ト
バイトの主運動の方向と送り運動の方向とが一致するように使用
するバイトの総称。
tangential turning tool
1568
シェービングバイト
前加工で工作物に残った凸凹を除き,仕上げ面粗さを向上させる
のに使用するタンジェンシャルバイト。
shaving tool
1569
スカイビングバイト
大きなすくい角と切れ刃傾き角とをもち,一回の接線送りによっ
て目的の輪郭寸法を得るために使用するタンジェンシャルバイ
ト。
skiving tool
1570
ローラターナバイト
片持ちの長い棒材を2個のガイドローラで振れを抑えながら外周
roller box turning tool
14
B 0107-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
を旋削するのに使用するバイト。シャンクの軸をv軸(図8参照)
に対してやや傾けて用いる。
1571
トリマバイト
鋼板,鋼管などの溶接部の余肉,ビードかすなどを除去し平滑に
するのに使用するバイト。かす取りバイトともいう。
trimming tool
1572
ピーリングバイト
鋼材の皮むき専用機などの回転する(バイト)ホルダに取り付け,
皮むきに使用するバイト。
peeling tool
(2) バイトの要素
番号
用語
定義
参考
量記号
対応英語
2001
バイトの大きさ
シャンク断面が方形,長方形又は台形の場合は,シャンクの幅×シ
ャンクの高さ×全長で表し,ボデーが円筒状の場合は,ボデーの直
径×全長で表す。取付け穴をもつサーキュラバイトは,外径×全幅
×穴径,シャンクをもつサーキュラバイト及びリセッシングバイト
は外径×刃長×シャンクの直径×全長で表す。
size of turning tool
2002
呼び
バイトの大きさの略称。
nominal size
2003
ボデー
バイトの基幹部で,それ自身が切れ刃を形成するか又はブレード若
しくはチップを保持する部分を含めた全体。
body
2004
全長
バイトの軸に平行に測った全体の長さ(図1及び図2参照)。
L
overall length
2005
全幅
円盤状バイトの軸に平行に測った全体の長さ(図3参照)。
L
overall width
2006
刃部
バイトの切削に直接あずかる部分。切れ刃,すくい面及び逃げ面か
らなる。
cutting part
2007
刃長
バイトの軸に平行に測った刃部の長さ(図1及び図2参照)。
l
length of cut
2008
刃幅
円盤状バイトの場合の刃長(図3参照)。
b
width of cut
2009
外径
刃部の一番大きい箇所の直径(図2及び図3参照)。
D
outside diameter
2010
シャンク
バイトの柄部。使用に際してこれを保持する(図1参照)。
shank
2011
シャンクの長さ
軸に平行に測り刃部及び首を除いた部分の長さ(図1及び図2参
照)。
ls
length of shank
2012
シャンクの幅
シャンクの軸に直角で底面に平行な方向に測ったシャンクの最大
幅(図1参照)。
W
width of shank
15
B 0107-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
2013
シャンクの高さ
底面に垂直な方向に測ったシャンクの最大高さ(図1参照)。
.H
height of shank
2014
シャンクの直径
円筒状シャンクの直径(図2参照)。
ds
shank diameter
2015
穴径
穴付きバイトの穴の直径(図3参照)。
d
hole diameter
図1
図2
図3
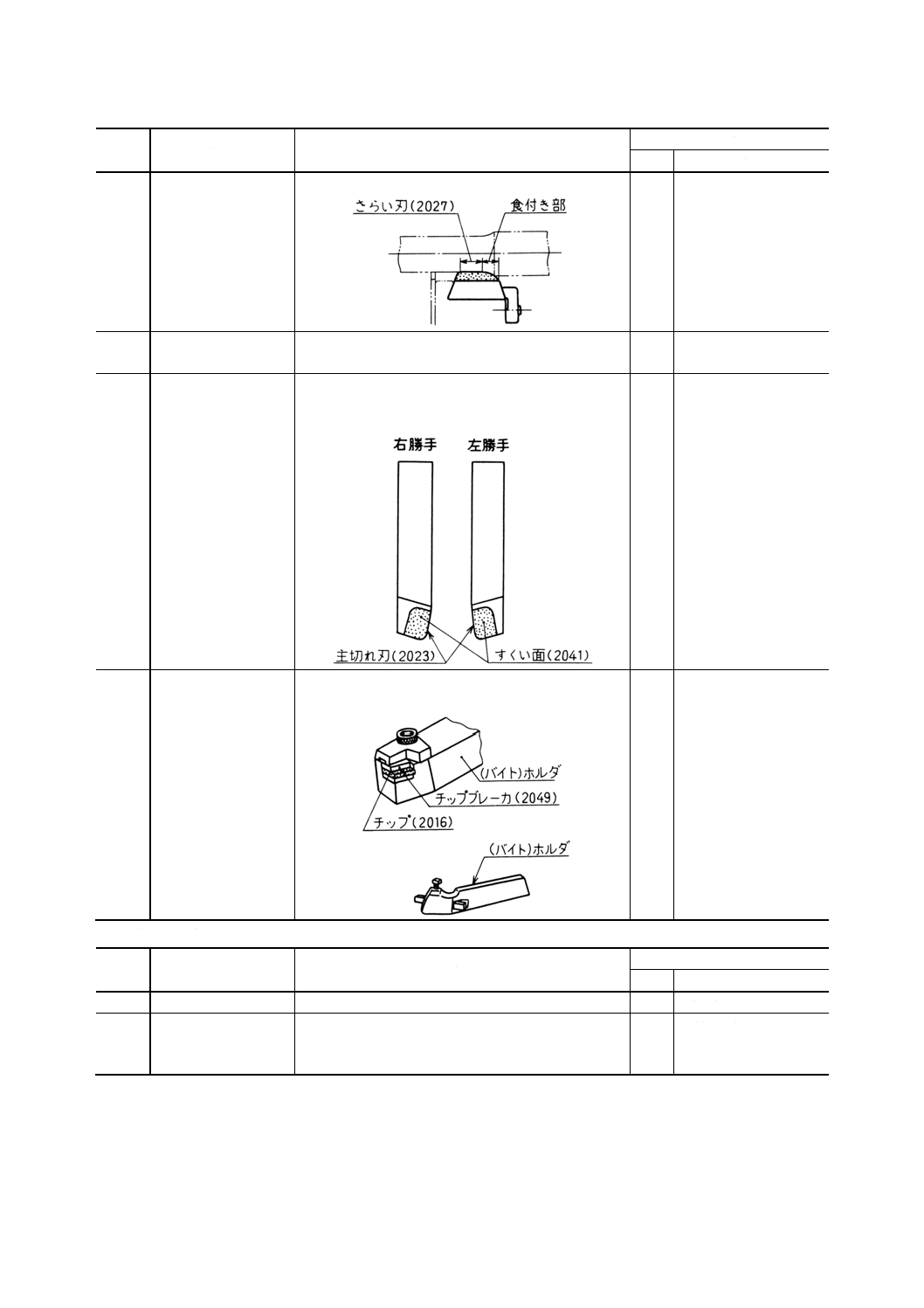
2016
チップ
ボデー又はシャンクに取り付けて使用する刃部材料の小片。その一
部に切れ刃を形成する。
tip
2017
スローアウェイチップ
スローアウェイバイトに用いるチップ。工具寿命に達した場合,再
研削して使用することなく使い捨てにするチップ。
throw-away tip,
indexable insert
2018
チップの長さ
すくい面に平行にコーナからシャンクヘ向かって測ったチップ一
辺の寸法(図4参照)。
B
length of tip
2019
チップの幅
すくい面上でチップの長さ方向に直角に測ったチップ一辺の寸法
(図4参照)。
A
width of tip
2020
チップの厚さ
すくい面に垂直に測ったチップ一辺の寸法(図4参照)。
C
thickness of tip
16
B 0107-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4
番号
用語
定義
参考
量記号
対応英語
2021
ブレード
ボデーに機械的に保持されて刃部を構成する比較的長めのチップ
又はボデーにチップを固着したもの。インサートブレードともい
う。
blade
2022
切れ刃
刃部構成要素の一つで,すくい面と逃げ面との交線を形成する部
分。
cutting edge
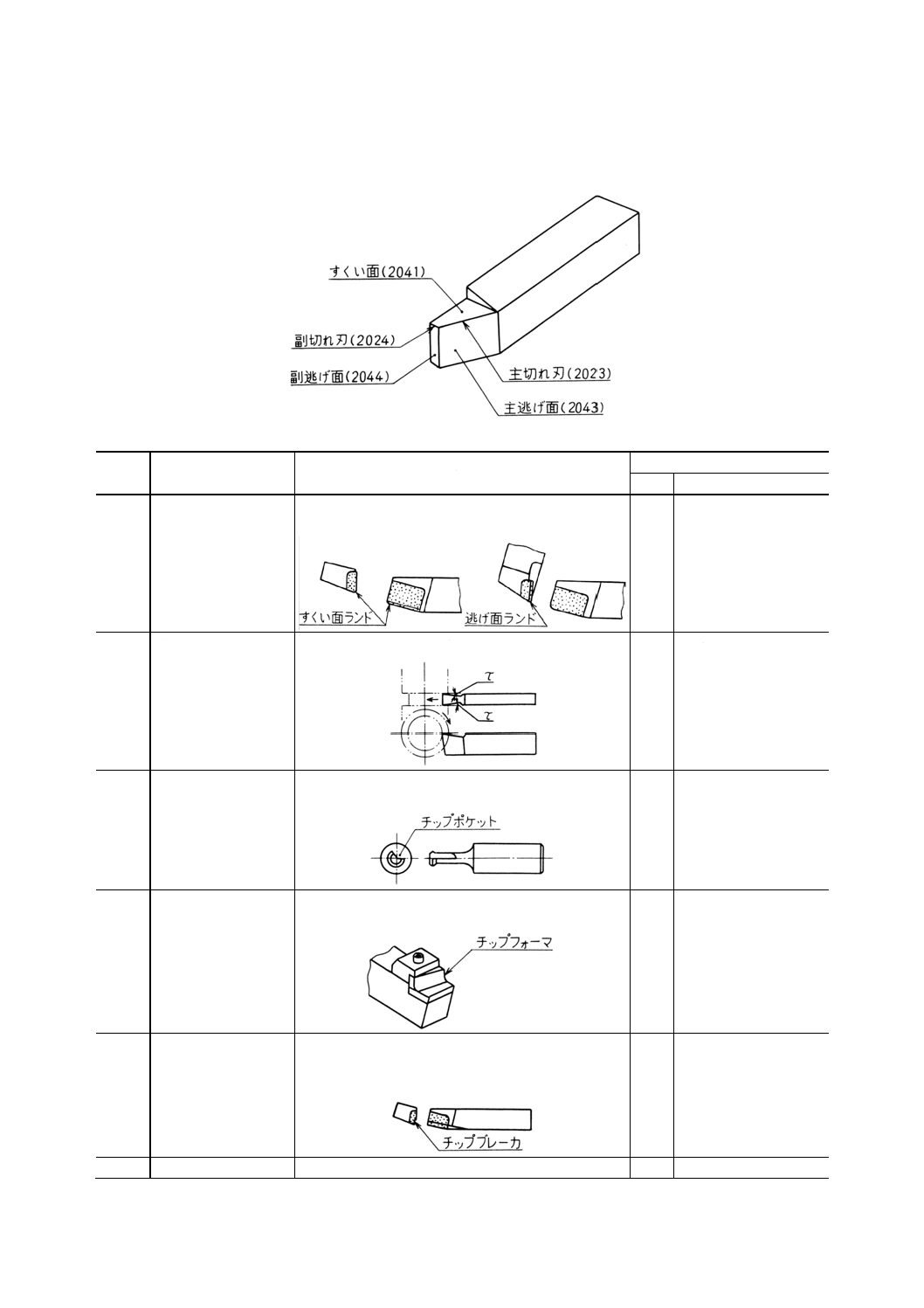
2023
主切れ刃
切削作用において,切りくず生成に主な役割を果たす切れ刃の部分
(図5参照)。
major cutting edge
2024
副切れ刃
切れ刃のうち主切れ刃を除く部分(図5参照)。
minor cutting edge
2025
横切れ刃
一般に(切削)仕上げ面から遠ざかる側の切れ刃(図6参照)。
side cutting edge
2026
前切れ刃
一般に(切削)仕上げ面を生成する切れ刃又はそれに近い側の切れ
刃(図6参照)。
end cutting edge
2027
さらい刃
送りによる凸凹を除き仕上げ面粗さを向上させるために設けた副
切れ刃の直線部分(図6参照)。
flat drag
2028
ホーニング刃
丸み又は小さな面取りを施した切れ刃(図6参照)。
honed edge
2029
コーナ
一つの切れ刃と他の切れ刃とがつながるかどの比較的小範囲の切
れ刃の部分。ノーズともいう(図5参照)。
corner,
nose
2030
丸コーナ
丸みを付けたコーナ(図5参照)。
rounded corner
2031
コーナ半径
丸コーナの丸みの呼び半径。基準面内で測定した値で表す。
rE
corrner radius
2032
面取りコーナ
直線状に面取りしたコーナ(図5参照)。
chamfered corner
2033
コーナの面取り長さ
コーナに加工した面取りの寸法。基準面内での長さで表す(図5参
照)。
bE
length of chamfered corner
2034
刃先の高さ
シャンク底面から測ったコーナの高さ(図5参照)。
hn
nose height
17
B 0107-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5
図6
番号
用語
定義
参考
量記号
対応英語
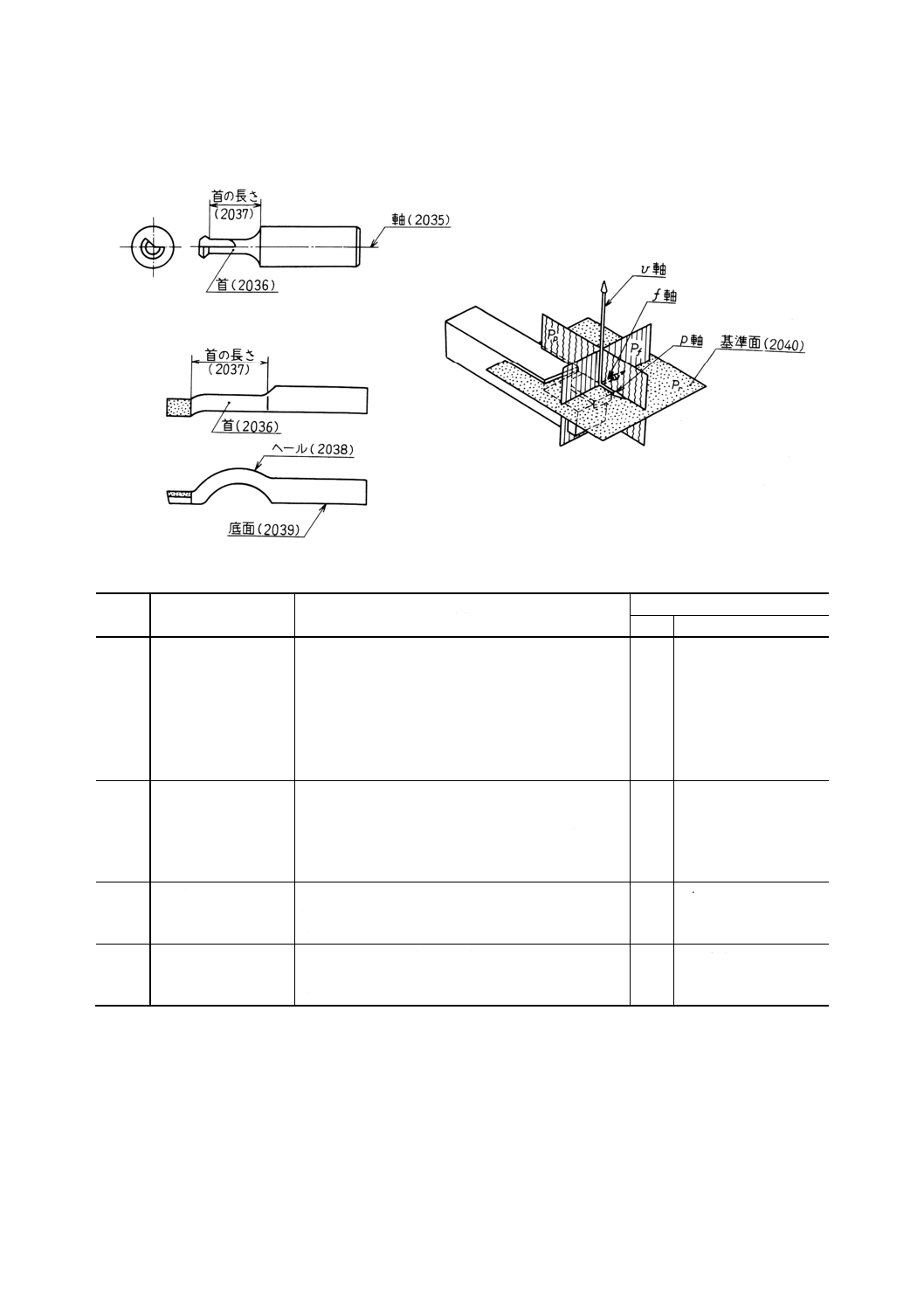
2035
軸
バイトのシャンク又はボデーの長手方向の対称中心線(図7参照)。
tool axis
2036
首
バイトの製作上又は使用上の必要によって,シャンク以外の部分に
設けたくびれた部分(図7参照)。
neck
2037
首の長さ
軸と平行に測った首の長さ(図7参照)。
ln
length of neck
2038
ヘール
食込みとびびりとを避けるために逆U字形に曲げた首(図7参照)。
spring neck
2039
底面
基準面に平行で機械の保持面に接するボデー又はシャンクの面。工
具系基準方式ではバイトの取付位置と諸角とがこれによって定ま
る(図7参照)。
base
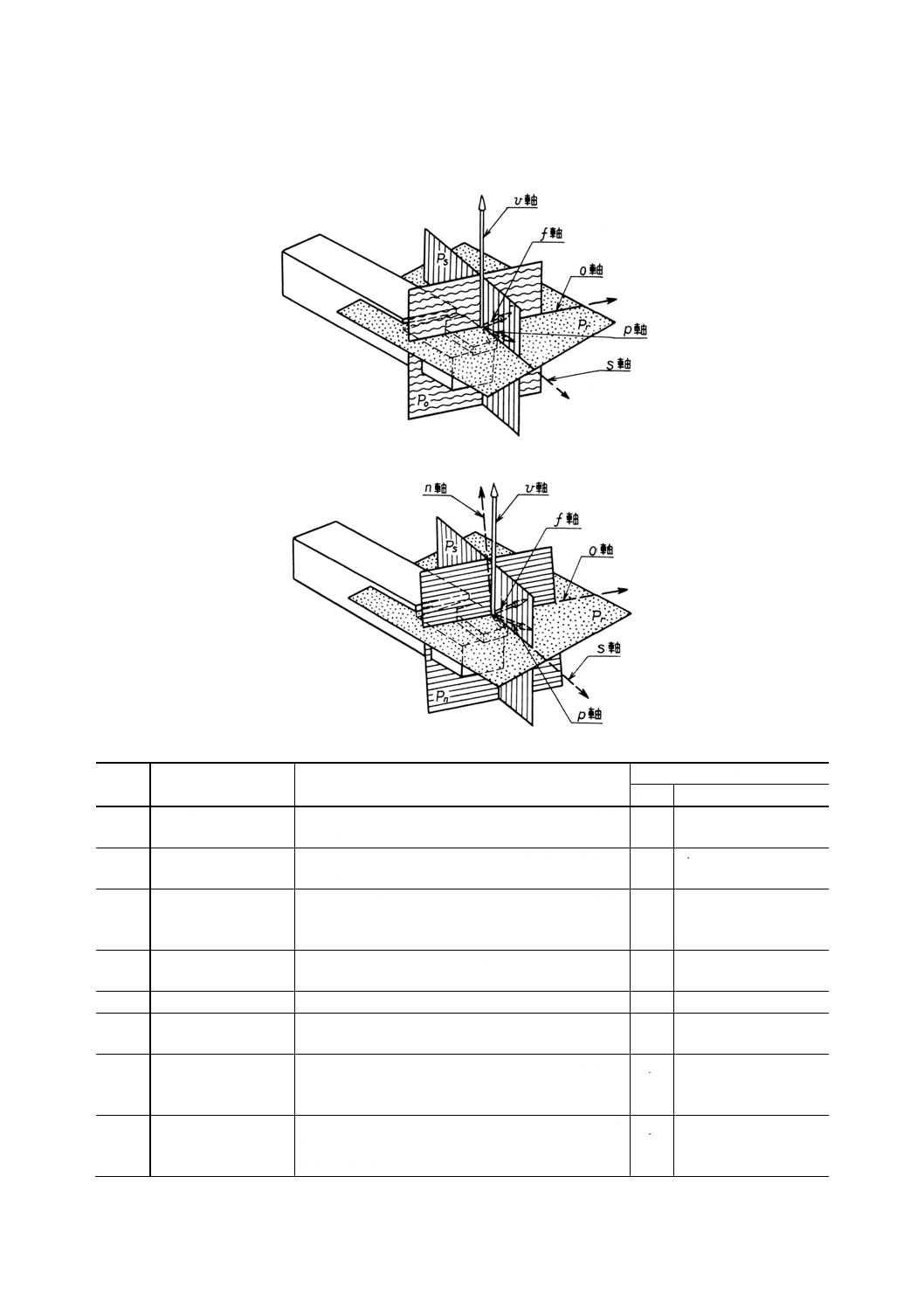
2040
基準面
刃部の諸角を定義するために基準とする面。切れ刃上に任意に選ん
だ一点を通る面として設定する。工具系基準方式では主運動方向に
垂直,作用系基準方式(2)では主運動と送り運動とを合成した合成切
削運動の方向に垂直な面。前者を工具系基準面といい,後者を作用
系基準面という(図8参照)。
Pr
reference plane
注(2) 工具系基準方式に対して,切削作用を考察するための便宜上,切れ刃の一点をとおる基準面及び軸を設定し,
刃部の諸角を定義する方式。
18
B 0107-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図7
図8
番号
用語
定義
参考
量記号
対応英語
2041
すくい面
バイトの切削を営む主体となる面。切りくずはこの面上を擦過す
る。すくい面が複数の面からなる場合は,切れ刃に近い方から順に
第一すくい面,第二すくい面,第三すくい面などという。幅が狭い
第一すくい面はランドともいう。これらのすくい面は,特に指定が
ないときは主切れ刃に関係するものを指す。主切れ刃と副切れ刃と
に分ける必要がある場合には,主切れ刃につながるすくい面を主す
くい面といい,副切れ刃につながるすくい面を副すくい面という。
face
2042
逃げ面
(切削)仕上げ面との不必要な接触を避けるために逃がした面。逃
げ面が複数の面からなる場合は,切れ刃に近い方から順に第一逃げ
面,第二逃げ面などという。幅の狭い第一逃げ面はランドともいう。
これらの逃げ面は,特に指定がないときは,主切れ刃に関係するも
のを指す。
flank
2043
主逃げ面
主切れ刃につながる逃げ面。主逃げ面が複数の面からなるときは,
主切れ刃に近い方から順に第一主逃げ面,第二主逃げ面などと呼
ぶ。
major flank
2044
副逃げ面
副切れ刃につながる逃げ面。副逃げ面が複数の面からなるときは,
副切れ刃に近い方から順に第一副逃げ面,第二副逃げ面などと呼
ぶ。
minor flank
19
B 0107-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図9
番号
用語
定義
参考
量記号
対応英語
2045
ランド
すくい面又は逃げ面上に切れ刃に沿って設けた幅が狭い帯状の面。
それぞれ,すくい面ランド又は逃げ面ランドという。
land
2046
バックテーパ
送り運動に対してバイトに逃げを与えるために設けたテーパ。
τ
back taper
2047
チップポケット
切削中の切りくずの生成,収容及び排出を容易にするためにバイト
に設けたくぼみ。
chip pocket,
chip space
2048
チップフォーマ
切削によって,工作物から分離して流出する切りくずを,適当な形
状に変形させる目的で,すくい面に設けた溝形,障壁などの障害物。
chip former
2049
チップブレーカ
切削によって,工作物から分離して流出する切りくずを,適当な小
片に破断させることを目的として,すくい面に設けた溝形,障壁な
どの障害物。チップフォーマの一種。
chip breaker
2050
食付き部
バイトの工作物に食い付く部分又は切削しながら工具自身を案内
leading part,
20
B 0107-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
する部分。面取りをした形状の場合はチャンファとも呼ぶ。
bevel lead,
chamfer
2051
刃形
(はがた)
基準面上に投影した切れ刃の輪郭。
tool profile
2052
バイトの勝手
(ばいとのかって)
すくい面を上にして刃部からシャンクの方向に見たとき主切れ刃
がある側で定め,主切れ刃が右側にあるものを右勝手,左側にある
ものを左勝手という。
hand of tool
2053
(バイト)ホルダ
バイトを目的の切削用途に使用するため特定の機構で保持する工
具。
tool holder
(3) バイトの角
番号
用語
定義
参考
量記号
対応英語
3001
工具系角
工具系基準面(2040参照)を基準として定義する刃部の角の総称。
tool angles
3002
作用系角
作用系基準面(2040参照)を基準として定義する刃部の角の総称。
作用系角であることを明らかにするために,用語の前に“作用系”
を付け,記号には添字eを付けて工具系角と区別する。
working angles
21
B 0107-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図10
図11
22
B 0107-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図12
図13
番号
用語
定義
参考
量記号
対応英語
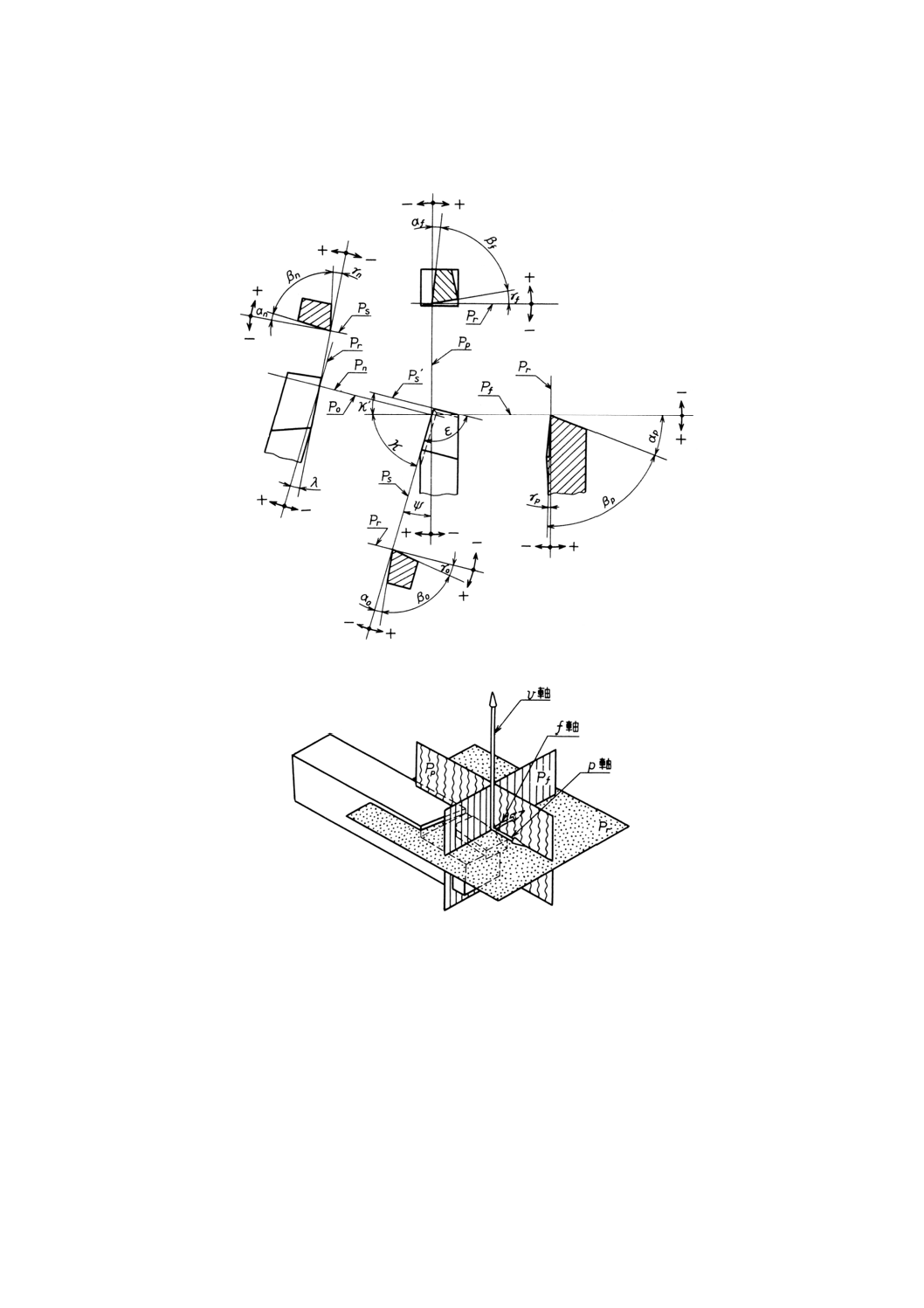
3003
切込み角
基準面 (Pr) 上で測った,s-v面 (PS) とf-v面 (Pf) とがなす角(図
10参照)。
χ
cutting edge angle
3004
副切込み角
基準面 (Pr) 上で測った,Ps'面とPf面とがなす角(図10参照)。前
切れ刃角ともいう。
χ'
minor cutting edge angle,
end cutting edge angle
3005
アプローチ角
基準面 (Pr) 上で測った,s-v面 (PS) とp-v面 (Pp) とがなす角(図
10参照)。横切れ刃角ともいう。
Ψ
approach angle,
lead angle,
side cutting edge angle
3006
刃先角
基準面 (Pr) 上で測った,隣り合う直線切れ刃が形成する角(図10
参照)。すなわち,Ps面とPs'面とがなす実体側の角。
ε
included angle
3007
切れ刃傾き角
s-v面 (PS) での,切れ刃と基準面 (Pr) とがなす角(図10参照)。
λ
cutting edge inclination
3008
すくい角
基準面 (Pr) に対するすくい面の傾きを表す角。
γ
rake,
rake angle
3009
直角すくい角
基準面 (Pr) に対するすくい面の傾きを表す角で,n-o面 (Pn) が基
準面 (Pr) 及びすくい面と交わって得られるそれぞれの交線が挟む
角(図10参照)。
γn
normal rake
3010
垂直すくい角
基準面 (Pr) に対するすくい面の傾きを表す角で,o-v面 (PO) が基
準面 (Pr) 及びすくい面と交わって得られるそれぞれの交線が挟む
角(図10参照)。
γo
orthogonal rake
23
B 0107-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
3011
サイドすくい角
基準面 (Pr) に対するすくい面の傾きを表す角で,f-v面 (Pf) が基準
面 (Pr) 及びすくい面と交わって得られるそれぞれの交線が挟む角
(図10参照)。
γf
side rake
3012
バックレーキ
基準面 (Pr) に対するすくい面の傾きを表す角で,p-v面 (Pp) が基
準面 (Pr) 及びすくい面と交わって得られるそれぞれの交線が挟む
角(図10参照)。
γp
back rake
3013
逃げ角
(切削)仕上げ面に対する逃げ面の傾きを表す角。
α
clearance angle
3014
直角逃げ角
s-v面 (PS) に対する逃げ面の傾きを表す角で,n-o面 (Pn) がs-v面
(PS) 及び逃げ面と交わって得られるそれぞれの交線が挟む角(図10
参照)。
αn
normal clearance angle
3015
垂直逃げ角
s-v面 (PS) に対する逃げ面の傾きを表す角で,o-v面 (Po) がs-v面
(PS) 及び逃げ面と交わって得られるそれぞれの交線が挟む角。
横切れ刃に対する垂直逃げ角を横逃げ角,前切れ刃に対する垂直逃
げ角を前逃げ角と呼ぶ(図10参照)。
αo
orthogonal clearance angle
3016
サイド逃げ角
s-v面 (PS) に対する逃げ面の傾きを表す角で,f-v面 (Pf) がs-v面
(PS) 及び逃げ面と交わって得られるそれぞれの交線が挟む角(図10
参照)。
αf
side clearance angle
3017
バック逃げ角
s-v面 (Ps) に対する逃げ面の傾きを表す角で,p-v面 (Pp) がs-v面
(Ps) 及び逃げ面と交わって得られるそれぞれの交線が挟む角(図10
参照)。
αp
back clearance angle
3018
刃物角
すくい面と逃げ面とのなす角。
β
wedge angle
3019
直角刃物角
すくい面と逃げ面とのなす角で,n-o面 (Pn) がすくい面及び逃げ面
と交わって得られるそれぞれの交線の挟む角。この角は基準方式の
相違によって異なる角となることはない(図10参照)。
βn
normal wedge angle
3020
垂直刃物角
すくい面と逃げ面とのなす角で,o-v面 (PO) がすくい面及び逃げ面
と交わって得られるそれぞれの交線の挟む角(図10参照)。
βo
orthogonal wedge angle
3021
サイド刃物角
すくい面と逃げ面とのなす角で,f-v面 (Pf) がすくい面及び逃げ面
と交わって得られるそれぞれの交線の挟む角(図10参照)。
βf
side wedge angle
3022
バック刃物角
すくい面と逃げ面とのなす角で,p-v面 (Pp) がすくい面及び逃げ面
と交わって得られるそれぞれの交線の挟む角(図10参照)。
βp
back wedge angle
24
B 0107-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(4) バイトの精度
番号
用語
定義
参考
量記号
対応英語
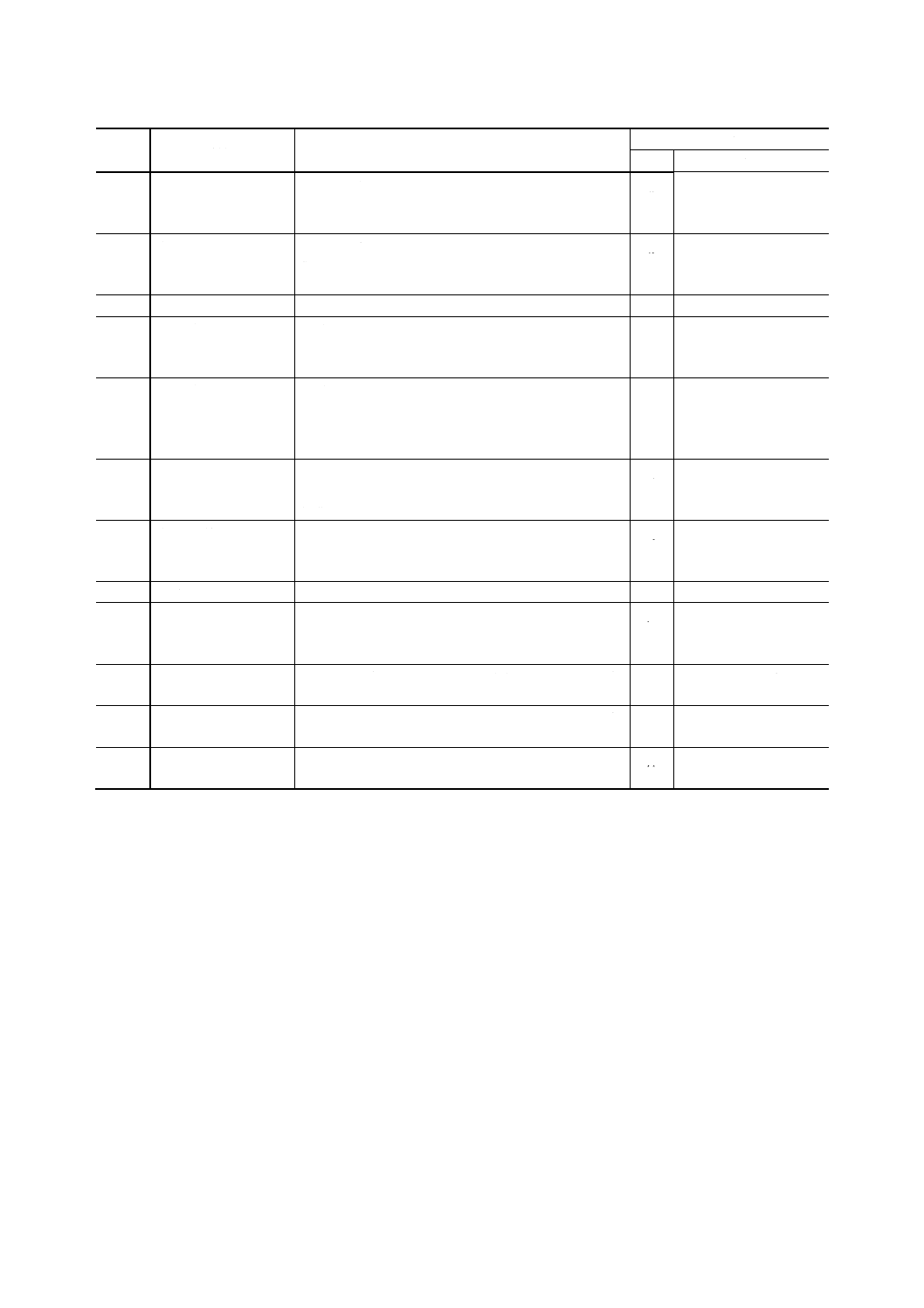
4001
曲がり
バイトの底面を平面上に置いたとき,底面と平面との間の最大すき
ま。
δ
bentness
4002
直角度
バイトのボデー又はシャンクの軸に垂直な平面内で,バイトの側面
と底面に垂直な平面との間の最大すきま。
ξ
angularity
4003
刃形誤差
実際の刃形と基準刃形との差。
tool profile error
(5) バイトの刃部の損傷
番号
用語
定義
参考
量記号
対応英語
5001
摩耗
切削によって刃部に生じた漸進的な損失。
wear
5002
逃げ面摩粍
切削によって逃げ面に生じた摩耗。
VB
flank wear
5003
境界摩粍
逃げ面摩粍のうち,切削部と非切削部との境界に生じた細長い溝状
の摩耗。
VBN
boundary wear
5004
すくい面摩耗
切削によってすくい面に生じた摩耗。
face wear
5005
クレータ摩粍
すくい面摩耗のうち,くぼみが生じた摩耗。
KT
KB
KM
crater (wear)
図14
番号
用語
定義
参考
量記号
対応英語
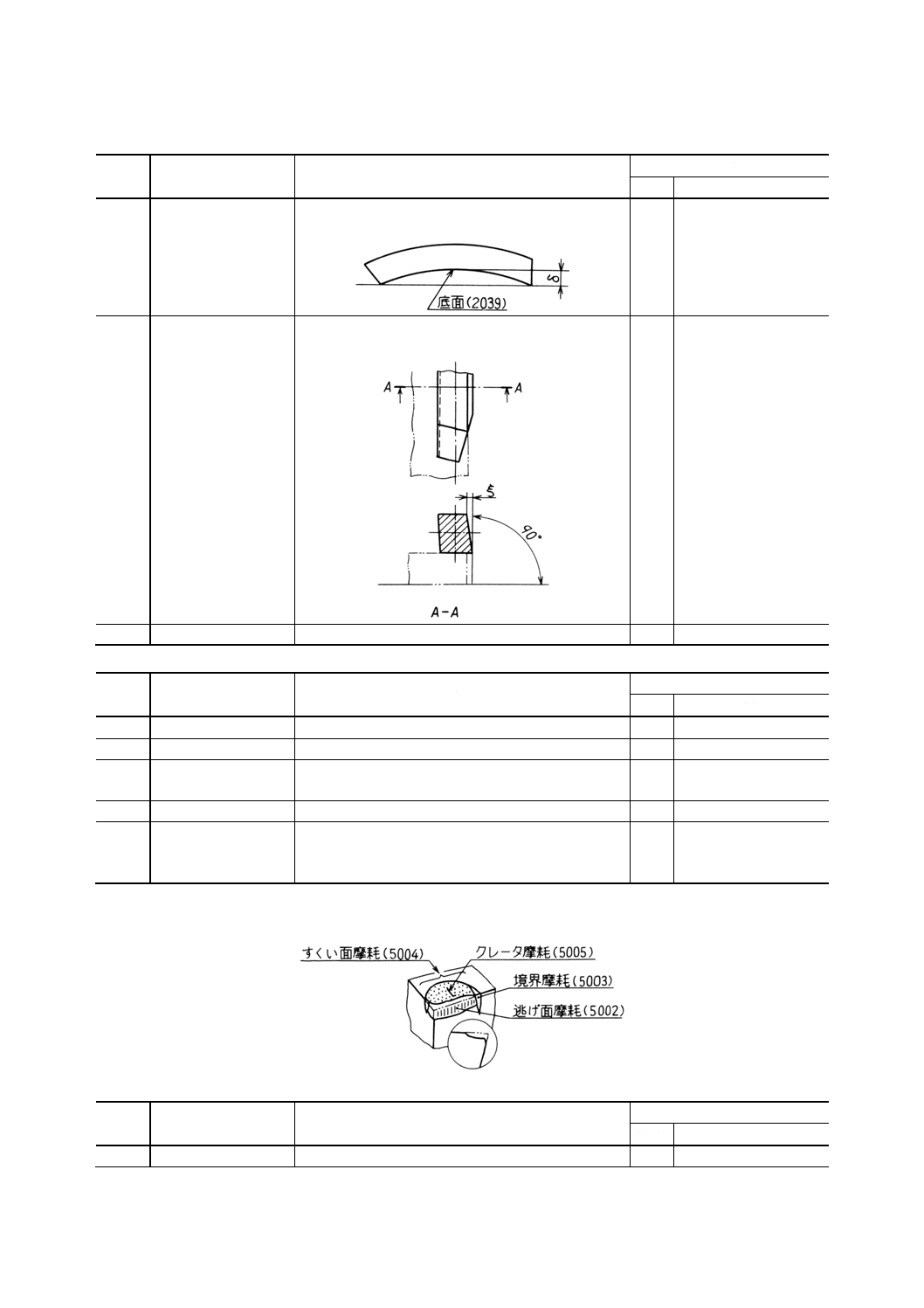
5006
チッピング
切削によって切れ刃に生じた小さい欠け。
chipping
25
B 0107-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
5007
欠損
切削によって切れ刃に生じた大きい欠け。
fracture
5008
破損
切削によって生じた刃部又はチップの全体に及ぶ破壊。
breakage
図15
番号
用語
定義
参考
量記号
対応英語
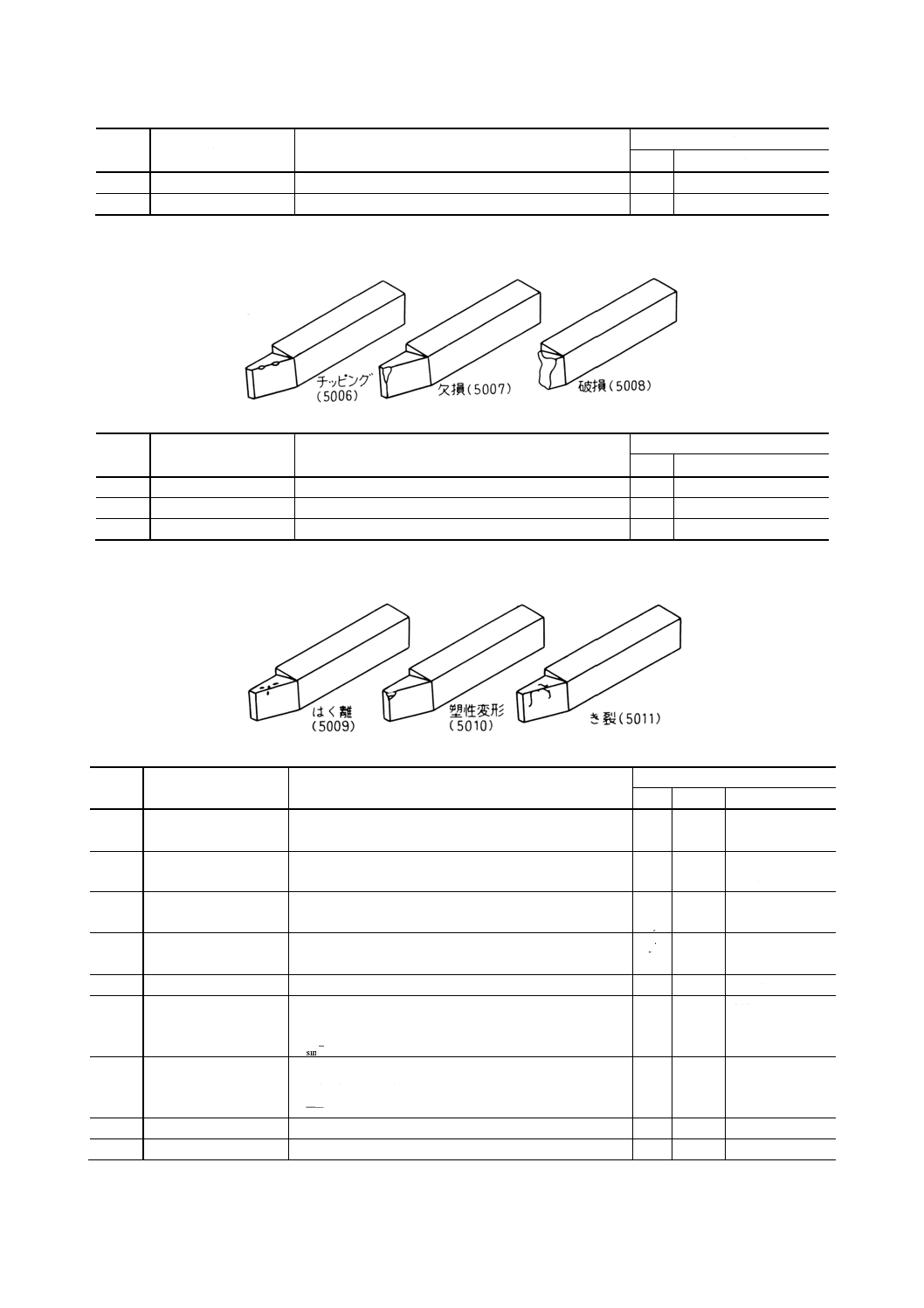
5009
はく離
切削によって刃部の面に生じたりん(鱗)片状の損失。
flaking
5010
塑性変形
切削によって刃部に生じた損失によらない変形。
plastic deformation
5011
き裂
切削によって刃部に生じた裂けめ。
crack
図16
(6) バイトの切削作用に関する用語
番号
用語
定義
参考
量記号
単位
対応英語
6001
切削速度
切れ刃上の一点におけるバイトと工作物との主運動方向の相対速度。
V
Vc
m/min
m/s
cutting speed
6002
送り
送り速度及び送り量の総称。
feed,
feed rate
6003
送り速度
切れ刃上の一点におけるバイトと工作物との送り運動方向の相対速
度。
F
Vf
mm/min feed speed
6004
送り量
バイト又は工作物の1回転当たり又は1ストローク当たりの送り運動
方向の相対移動量。
f
mm
feed per revolution,
feed per stroke
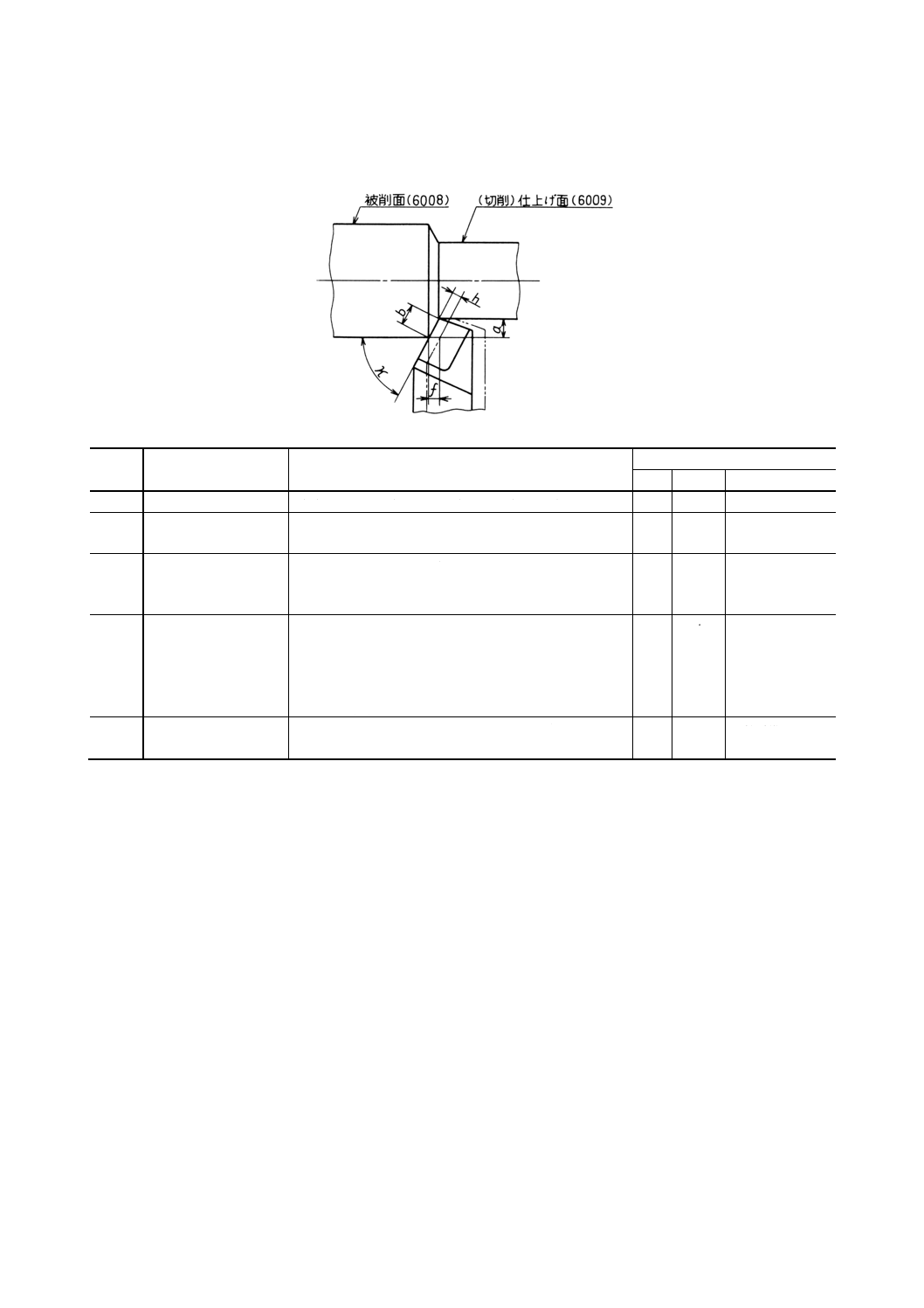
6005
切込み(深さ)
被削面と(切削)仕上げ面との距離。
a
mm
depth of cut
6006
切取り幅
基準面への主切れ刃の投影のうち削られる部分の長さで,次の式によ
る。
x
a
bsin
=
b
mm
width of cut
6007
切取り厚さ
基準面への主切れ刃の投影に垂直に測った,削られる部分の見欠けの
切くず厚さで,次の式による。
b
f
a
h=
h
mm
undeformed chip
thickness
6008
被削面
切削加工を施す工作物の加工前の表面。
work surface
6009
(切削)仕上げ面
切削加工によって生じた工作物の表面。
machined surface
26
B 0107-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図17
番号
用語
定義
参考
量記号
単位
対応英語
6010
切りくず
切削作用によって工作物から取り除かれた工作物の小片。
chip
6011
切りくず障害
切削中に切りくずが排出されず刃部に詰まったり,からみついて起こ
る切削作用の障害。
chip packing
6012
構成刃先
金属加工において,切削中に被削材の一部が加工硬化によって母材よ
りも著しく硬い変質物となって刃部にたい(堆)積疑着し,元の刃先
に代わって新たな刃先が構成された状態となったもの。
built-up edge
6013
工具寿命
切削中の切れ刃が,工具寿命判定基準による寿命点に達するまでの正
味切削時間。
次の例のように,工具寿命判定基準を表す記号を括弧内に記す。
例 T (VB) : 逃げ面摩耗によって判定した工具寿命
T (KT) : すくい面摩耗によって判定した工具寿命
T
min
tool life
6014
被削性
被削材の削りやすさ。一般に工具寿命,(切削)仕上げ面の表面粗さ,
切削力,切りくずの処理性などで評価される被削材の性質。
machinability
27
B 0107-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
機械要素部会バイト専門委員会 あ構成表
氏名
所属
(委員会長)
丸 山 弘 志
東京理科大学
竹 山 秀 彦
神奈川工科大学
宮 坂 金 佳
工業技術院機械技術研究所
榎 本 真 三
千葉県機械金属試験場
喜 田 勝治郎
通商産業省機械情報産業局
桐 山 和 臣
工業技術院標準部
岩 本 肇
日本高周波鋼業株式会社
野 上 彰
株式会社不二越
境 野 恭 弘
日立金属株式会社
寺 島 敬 二
東鋼株式会社
関 野 等
超硬工具協会
真 島 慎治郎
ダイヤモンド工業協会
郷 間 豊 彦
いすゞ自動車株式会社
和久田 基 美
社団法人日本工作機械工業会
山 崎 正 登
石川島播磨重工業株式会社
佐 賀 敬 治
株式会社日立製作所
鹿 田 洋
株式会社東芝
(専門委員)
竹 井 辰 男
日本工具工業会
(関係者)
吉 田 道 雄
日本高周波鋼業株式会社
(事務局)
時 山 聖 司
工業技術院標準部機械規格課
縄 田 俊 之
工業技術院標準部機械規格課