B 0105:2012
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 用語の分類 ······················································································································ 1
3 用語及び定義 ··················································································································· 1
B 0105:2012
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
工作機械工業会(JMTBA)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本
工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 0105:1993は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0105:2012
工作機械−名称に関する用語
Machine tools-Designation-Vocabulary
序文
この規格は,1959年に制定され,その後3回の改正を経て今日に至っている。前回の改正は1993年に
行われたが,その後の技術の進展に対応するために改正した。
なお,対応国際規格は現時点で制定されていない。
1
適用範囲
この規格は,主として金属切削に用いる工作機械の名称に関する用語について規定する。
2
用語の分類
工作機械の名称に関する用語は,次による。
a) 基本
b) 旋盤
c) ボール盤
d) 中ぐり盤
e) フライス盤
f)
研削盤
g) 多軸制御・複合工作機械
h) 表面仕上げ機械
i)
歯切り盤及び歯車仕上げ盤
j)
平削り盤・立て削り盤・形削り盤
k) ブローチ盤
l)
切断機
m) 特殊加工機械
n) 専用工作機械
o) その他の工作機械
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
なお,図1〜図48は,その工作機械の構造の一例を示す。
注記1 用語の読み方が紛らわしいものについては,用語の下に括弧書きで読みを示している。
注記2 参考として,機械の大きさの表し方,対応英語及び慣用語を示している。
2
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 基本
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
01100 工作機械
主として金属の工作物を,切削,研
削などによって,又は電気,その他
のエネルギーを利用して不要な部分
を取り除き,所要の形状に作り上げ
る機械。ただし,使用中機械を手で
保持したり,マグネットスタンドな
どによって固定するものを除く。
注記 狭義であることを特に強調す
るときには,金属切削工作機
械ということもある。
machine tool,
metal cutting machine
tool
01101 多軸工作機
械
工作物を取り付けることのできる主
軸を複数備えた工作機械。
multi-spindle machine
tool
01102 多頭工作機
械
回転工具を取り付ける主軸頭又は工
作物を取り付ける主軸台を複数備え
た工作機械。
multi-head machine
tool
01200 数値制御工
作機械
工具と工作物との相対運動を,位置,
速度などの数値情報によって制御
し,加工に関わる一連の動作をプロ
グラムした指令によって実行する工
作機械。
numerically
controlled machine
tool
01201 多軸制御工
作機械
5軸以上の制御軸数をもつ数値制御
工作機械
multi-axis controlled
machine tool
01202 複合工作機
械
工具の自動交換機能(タレット形を
含む。)を備え,工作物の段取り替え
なしに,フライス削り,旋削,研削
などの多種類の加工のできる数値制
御工作機械。
注記 加工機能だけでなく,計測機
能を備えた機械もある。
multi-tasking machine
tool,
combined machine
tool
b) 旋盤
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
02000 旋盤
工作物を回転させ,主としてバイト
などの静止工具を使用して,外丸削
り,中ぐり,突切り,正面削り,ね
じ切りなどの切削加工を行う工作機
械。
注記 数値制御によって運転するも
のと,数値制御によらずに運
転するものとがあり,数値制
御によるものを,特に,数値
制御旋盤という(図1参照)。
lathe,
turning machine
02100 普通旋盤
水平面内で回転する主軸,ベッド,
主軸台,心押台,往復台,送り機構
などからなる基本的な旋盤(図2参
照)。
ベッド上の振り,セン
タ間距離,及び往復台
上の振り。
centre lathe,
engine lathe,
parallel lathe,
conventional lathe
3
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
02101 卓上旋盤
主として作業台上に据え付け,コレ
ットチャックによる作業を主体とす
る小形の旋盤。
ベッド上の振り及びセ
ンタ間距離。
bench lathe
ベンチ
レース
02102 工具旋盤
工具,ジグなどの加工のために,ね
じ切り装置,テーパ削り装置,二番
取り装置などを備えた旋盤。
tool room lathe
02103 多頭旋盤
複数の主軸台をもつ旋盤。
注記 主軸が向き合っている対向主
軸旋盤,平行になった平行2
主軸旋盤などがある。
主軸頭の数,コレット
口径又はチャック外
径,及び切削できる長
さ。
multi-head lathe
02104 多刃旋盤
(たじんせ
んばん)
刃物台上に多数の刃物を取り付け,
全部又は幾つかの刃物で同時に切削
を行う旋盤。
ベッド上の振り,セン
タ間距離,及び往復台
上の振り。
multi-cut lathe
02105 くし形刃物
台旋盤
横送り刃物台上に多数の刃物をくし
歯状に取り付け,これらを順次使用
する旋盤(図3参照)。
チャック外径,切削で
きる長さ,及び横送り
台の移動量。
gang tooling lathe
02106 ねじ切り旋
盤
ねじ切り専用に使用する旋盤。
ベッド上の振り,セン
タ間距離,及び往復台
上の振り。
thread cutting lathe
02107 親ねじ旋盤 主として工作機械の親ねじを切る旋
盤(図4参照)。
注記 ピッチ補正機能を備えてい
る。
普通旋盤に準じる。
lead screw cutting
lathe
02200 倣い旋盤
刃物台が形板,模型又は実物に倣っ
て動き,それらと同じ輪郭を削り出
す旋盤。
普通旋盤に準じる。
copying lathe
02300 タレット旋
盤
タレットヘッドに多数の刃物又は工
具を取り付け,タレットヘッドを割
り出して切削する旋盤。
通常,タレットヘッドは六角形をし
ている。
ベッド上の振り,横送
り台上の振り,及び主
軸端からタレット面ま
での距離。
turret lathe,
capstan lathe
02301 卓上タレッ
ト旋盤
タレットヘッドを備えた卓上旋盤。 タレット旋盤に準じ
る。
bench turret lathe
02400 自動旋盤
カム,油圧,電気的な機構又は数値
制御によって,自動的に切削を行う
旋盤。
注記 棒材用及びチャック作業用が
あり,チャック作業で限られ
た工程だけの加工を行うもの
を特に単能盤ということもあ
る。
automatic screw
machine,
automatic lathe
自動盤
02401 単軸自動旋
盤
主軸が1本の自動旋盤。
注記 主軸台が主軸の軸方向に移動
することによって送り運動を
行うものを主軸台移動形とい
い,主軸台が固定し,刃物台
が送り運動するものを主軸台
固定形という。
コレット口径又はチャ
ック外径,及び切削で
きる長さ。
single spindle
automatic lathe
4
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
02402 多軸自動旋
盤
一つの主軸台に複数の主軸を組み込
んだ自動旋盤(図5参照)。
注記1 主軸の数によって,4軸自動
旋盤,6軸自動旋盤,8軸自
動旋盤などという。
注記2 主軸を一つのキャリヤに乗
せ,キャリヤごと回転して
個々の割出しを行うものを
キャリヤ回転形という。
主軸の数,コレット口
径又はチャック外径,
及び切削できる長さ。
multi-spindle
automatic lathe
02500 立て旋盤
垂直面内にある主軸に取り付けたテ
ーブル上に工作物を取り付け,刃物
台をコラム又はクロスレールに沿っ
て送り切削する旋盤(図6参照)。
加工できる最大直径,
テーブル上面からクロ
スレール下面までの距
離,刃物台の移動量及
び中ぐり棒の移動量。
vertical lathe,
vertical boring and
turning mill
02501 倒立旋盤
垂直面内にある下向きの主軸に取り
付けたチャックで保持した工作物を
水平面内で回転させ,刃物台をクロ
スレールに沿って送り切削する旋
盤。
最大加工径,最大振り
及び最大長さ。
inverted vertical lathe
逆立ち
旋盤
02901 正面旋盤
水平面内にある主軸に面板を備え,
主として正面削りを行う旋盤(図7
参照)。
注記 刃物台は,主軸に直角方向に
広範囲に動く。
ベッド上の振り又は面
板の直径,及び面板か
ら往復台までの距離。
face lathe
02902 ロール旋盤 主として圧延用の円筒ロール,溝ロ
ールなどを切削する旋盤。
工作物の最大直径及び
最大長さ。
roll lathe
02903 中ぐり旋盤 中ぐり加工専用の,直径に比べて長
い穴を中ぐりする旋盤。
注記 シリンダライナ加工専用のシ
リンダライナ旋盤などがあ
る。
ベッド上の振り,往復
台上の振り及び工作物
の長さ。
boring lathe
02904 車輪旋盤
(しゃり
んせんば
ん)
鉄道車両の車輪を車軸に取り付けた
ままの状態で,車輪の外周を切削す
る旋盤(図8参照)。
切削できる車輪の最大
及び最小直径並びに両
面間の距離。
car wheel lathe
02905 車軸旋盤
(しゃじ
くせんば
ん)
鉄道車両の車軸を切削する旋盤。
工作物の最大径及び最
大長さ。
axle lathe
02906 クランク軸
旋盤
クランク軸のピン部又はジャーナル
部を切削する旋盤(図9参照)。
ベッド上の振り又は回
転円板の内径,切削で
きるクランク軸の最大
長さ,及び切削できる
クランクアーム間の最
小距離。
crankshaft lathe
02907 カム軸旋盤 カム軸のカム部の輪郭を切削する旋
盤。
テーブル上の振り及び
センタ間距離。
camshaft lathe
02908 超精密旋盤 Rz 0.1 μm以下の表面粗さに仕上げ
ることのできる旋盤。
普通旋盤に準じる。
ultra-precision lathe
5
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
02909 対向主軸旋
盤
互いに向き合っている二つの主軸を
もち,その二つの主軸を同期させて
回転させることのできる旋盤。
対向主軸端面の距離,
ベッド上の振り。
lathe with counter
spindle
c) ボール盤
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
03000 ボール盤
主としてドリルを使用して工作物に
穴あけ加工を行う工作機械。
注記1 ドリルは,主軸とともに回
転し,軸方向に送られる。
注記2 数値制御によって運転する
ものと,数値制御によらず
に運転するものとがあり,
数値制御によるものを,特
に数値制御ボール盤とい
う。
drilling machine
03001 直立ボール
盤
主軸が垂直になっている立て形のボ
ール盤(図10参照)。
注記 コラム,主軸頭,ベース,テ
ーブルなどからなる。
振り又はテーブルの大
きさ,テーブル又はベ
ース上面から主軸端面
までの距離,主軸穴の
モールステーパ番号,
及び穴あけできる最大
直径。
upright drilling
machine
03002 ラジアルボ
ール盤
直立したコラムを中心にして旋回で
きるアーム上を,主軸頭が水平に移
動する構造のボール盤(図11参照)。
注記 ベースがガータ構造で水平微
動することのできるものをガ
ータボール盤という。
コラムスリーブ表面か
ら主軸中心線までの距
離,ベース上面から主
軸端面までの距離,主
軸穴のモールステーパ
番号,ベース作業面の
大きさ,及び穴あけで
きる最大直径。
radial drilling
machine
03003 多軸ボール
盤
一つのドリルヘッドに多数のドリル
スピンドルをもち,同時に多数の穴
あけを行うボール盤(図12参照)。
主軸数,テーブルの大
きさ,穴あけできる最
大直径及びテーブル上
面から主軸端面までの
距離。
multi-spindle drilling
machine
03004 卓上ボール
盤
作業台上に据え付けて使用する小形
のボール盤。
直立ボール盤又はラジ
アルボール盤に準じ
る。
bench drilling
machine
ベンチ
ドリル
03005 深穴ボール
盤
直径に比較して深い穴をあけるボー
ル盤。
注記 工具が回転しないで工作物を
回転させるものもある。
テーブルの大きさ,穴
あけできる最大直径及
び深さ,並びに振り又
はテーブル上面から主
軸端面までの距離。
deep hole drilling
machine
03006 多頭ボール
盤
一つのベースに,直立ボール盤の上
部機構を複数個並べたボール盤。
主軸頭の数のほかは,
直立ボール盤に準じ
る。
multi-head drilling
machine
6
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
03007 ポータブル
ボール盤
つり具又は車輪を備え,大きな工作
物の近くに運搬して使用するボール
盤。
穴あけできる直径及び
主軸穴のモールステー
パ番号。
portable drilling
machine
03008 ドリリング
センタ
工具の自動交換ができ,数値制御に
よって運転するボール盤。
各軸移動量,テーブル
又はパレットの上面又
は中心から主軸端面ま
での距離,及びテーブ
ル又はパレット作業面
の大きさ。
drilling centre
d) 中ぐり盤
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
04000 中ぐり盤
主軸に取り付けた中ぐりバイトを使
用し,主軸を繰り出して中ぐり加工
を行う工作機械。
注記1 バイトは,主軸とともに回
転し,工作物又はバイトに
送り運動を与える。フライ
ス削りの機構を備えたもの
が多い。
注記2 数値制御によって運転する
ものと,数値制御によらず
に運転するものとがあり,
数値制御によるものを,特
に,数値制御中ぐり旋盤と
いう。
boring machine
04100 横中ぐり盤 直立したコラムに沿って上下運動す
る主軸頭をもち,主軸が水平の中ぐ
り盤。
horizontal boring
machine
04200 横中ぐりフ
ライス盤
中ぐり主軸のほかに,フライス削り
のできる主軸又はラムをもった横中
ぐり盤。
horizontal boring and
milling machine
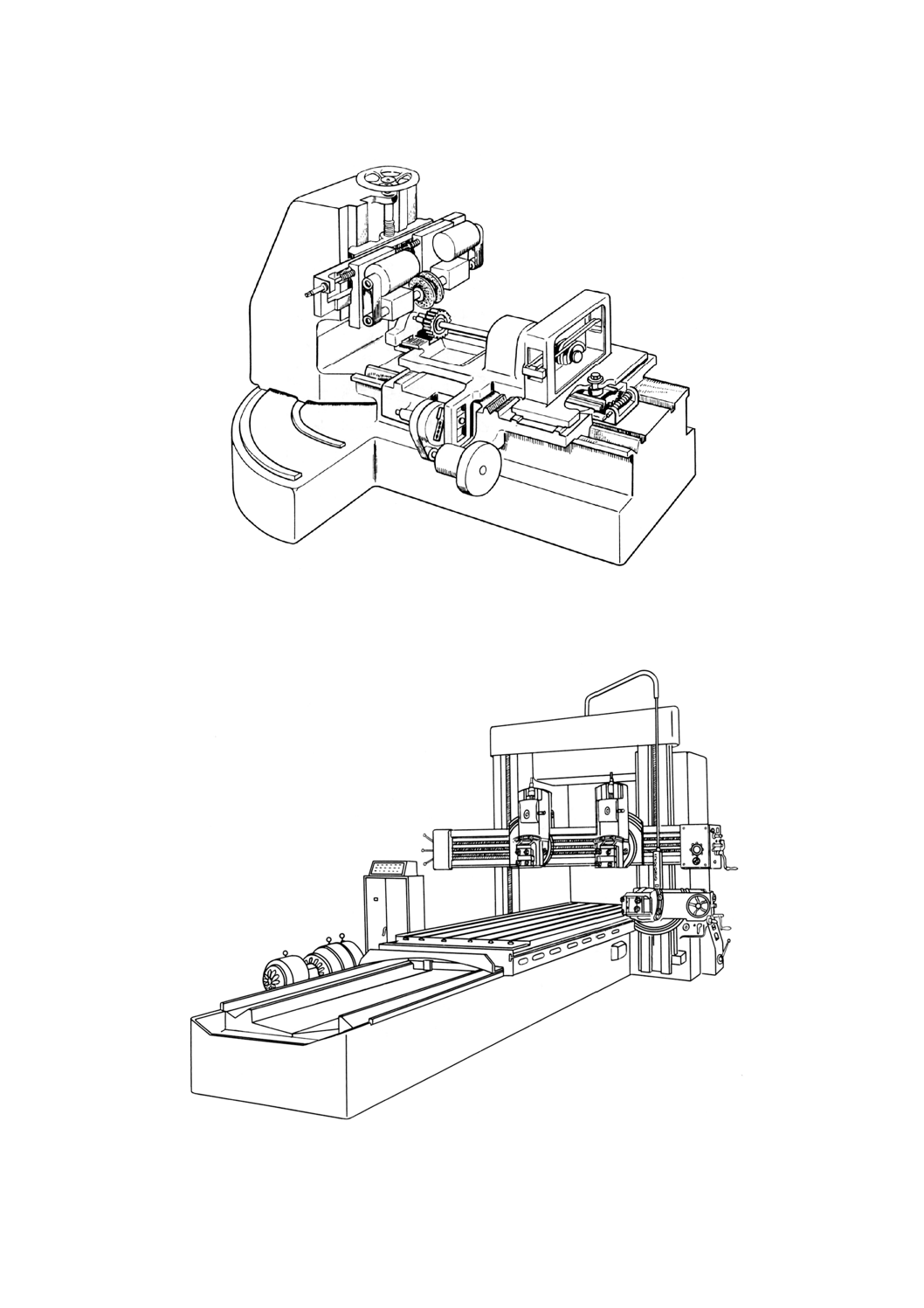
04201 テーブル形
横中ぐり
フライス
盤
主軸に対して軸方向及びこれと直角
方向に移動することのできるテーブ
ルをもつ横中ぐり盤(図13参照)。
注記 テーブルで送りを与えること
もできる。
中ぐり主軸の直径,テ
ーブルの大きさ,テー
ブルの移動量,主軸頭
移動量及び中ぐり主軸
の軸方向移動量。
table type horizontal
boring and milling
machine
04202 床上形横中
ぐりフラ
イス盤
(しょう
じょうが
たよこな
かぐりふ
らいすば
ん)
テーブルをもたず,工作物を床に置
いた定盤上に取り付け,コラムをベ
ッドに沿って移動させて送りを与え
る横中ぐり盤(図14参照)。
中ぐり主軸の直径,主
軸頭上下移動量,コラ
ム移動量,クイル又は
主軸頭移動量,及び中
ぐり主軸の軸方向移動
量。
floor type horizontal
boring and milling
machine
7
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
04203 プレーナ形
横中ぐり
フライス
盤
主軸に対して直角方向に大きな行程
をもつテーブルを備えた横中ぐり盤
(図15参照)。
クイル又は主軸頭の移
動量のほかは,テーブ
ル形横中ぐりフライス
盤に準じる。
planer type horizontal
boring and milling
machine
04300 ジグ中ぐり
盤
工作物に対する主軸の位置を高精度
に位置決めする装置を備え,主とし
てジグの穴あけ及び中ぐりを行う中
ぐり盤。
注記 主軸が水平の横形,垂直の立
て形がある。
テーブルの大きさ,主
軸頭及びテーブルの移
動量,テーブル上面か
ら主軸端面までの距
離,並びに工作物許容
質量。
jig boring machine
ジグボ
ーラ
04400 精密中ぐり
盤
穴の内面を,切込み及び送りを小さ
くして高精度かつ高速度に加工する
中ぐり盤。
注記 主軸が水平の横形,主軸が垂
直の立て形があり,また,主
軸又は主軸頭を複数もつもの
もある。
テーブルの大きさ,主
軸の数,並びに中ぐり
できる直径及び深さ。
precision boring
machine
e) フライス盤
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
05000 フライス盤 フライスを使用して,平面削り,溝
削りなどの加工を行う工作機械。
注記1 フライスは,主軸とともに
回転し,工作物に送り運動
を与える。
注記2 数値制御によって運転する
ものと,数値制御によらず
に運転するものとがあり,
数値制御によるものを,特
に,数値制御フライス盤と
いう。
milling machine
ミーリ
ング
05101 ベッド形フ
ライス盤
テーブルを直接ベッドに載せ,切込
み運動をコラム又は主軸頭で行う構
造のフライス盤。
注記 機能を単純化し,自動化した
ものを,特に生産フライス盤
という。主軸が水平のものを
ベッド形横フライス盤(図16
参照),主軸が垂直のものをベ
ッド形立てフライス盤とい
う。
テーブルの大きさ,テ
ーブルの左右移動量,
主軸頭又はクイルの移
動量,及びテーブル上
面から主軸端面までの
距離。
bed type milling
machine
8
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
05102 膝形フライ
ス盤
(ひざがた
ふらいす
ばん)
コラムに沿って上下するニーの上に
サドルを介して載せたテーブルが,
前後,左右に運動する構造のフライ
ス盤。
注記1 ラムに取り付けた主軸頭が
前後運動するもの(ラム形)
もある。
注記2 主軸が水平のものを膝形横
フライス盤,主軸が垂直の
ものを膝形立てフライス盤
という(図17及び図18参
照)。
注記3 膝形立てフライス盤には,
主軸頭が旋回又は上下運動
できるものもある。
テーブルの大きさ,テ
ーブルの左右・前後・
上下の移動量及びテー
ブル上面から主軸端面
までの距離。
knee type milling
machine
05103 万能フライ
ス盤
テーブルを水平面内で旋回可能とし
たフライス盤,又は主軸頭を旋回可
能にしたフライス盤。
膝形フライス盤又はベ
ッド形フライス盤に準
じる。
universal milling
machine
05104 卓上フライ
ス盤
作業台上に据え付けて使用する小形
のフライス盤。
膝形フライス盤に準じ
る。
bench type milling
machine
05200 倣いフライ
ス盤
形板,模型又は実物に倣って,所要
の形状を削り出すフライス盤(図19
参照)。
注記 主として金型の加工に使用さ
れるものを倣い型彫盤とい
う。
膝形立てフライス盤に
準じる。
copy milling machine
05300 彫刻盤
回転工具を用いて,主として文字,
記号,模様などを彫刻するフライス
盤。
膝形立てフライス盤に
準じる。
engraving machine,
engraving and milling
machine
05400 プラノミラ
ー
クロスレール又はコラムに沿って移
動する主軸頭をもち,ベッド上を長
手方向に移動するテーブル上に工作
物を取り付けて加工するフライス
盤。
注記 主軸頭が旋回するものもあ
る。一つのコラムでクロスレ
ールを支えているものを片持
形,二つのコラムをもつもの
を門形(図20参照),コラム
が長手方向に移動するものを
ガントリ形という。
コラム間距離,テーブ
ル上面から主軸端面又
は主軸中心線までの距
離,テーブル移動量及
び工作物質量。
plano miller,
planer type milling
machine
05500 ロータリテ
ーブル形
フライス
盤
円テーブルの周囲にフライス主軸頭
を置き,送りをテーブルの回転によ
って与えるフライス盤。
テーブルの大きさ。
rotary table type
milling machine
05601 ねじ切りフ
ライス盤
主としてねじ切りに使用するフライ
ス盤。
振り並びに切削できる
ねじの直径及び長さ。
thread milling
machine
9
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
05602 スプライン
フライス
盤
主としてスプライン軸を切削するフ
ライス盤。
テーブル上面から工作
物中心までの高さ及び
センタ間距離。
spline milling
machine
05603 キー溝フラ
イス盤
主として軸のキー溝を切削するフラ
イス盤。
工作物の大きさ。
keyway milling
machine
05604 カムフライ
ス盤
親カムに倣ってカムの輪郭を切削す
るフライス盤。
工作物の大きさ。
cam milling machine
05605 クランク軸
フライス
盤
クランク軸のジャーナル部又はピン
部を切削するフライス盤(図21参
照)。
振り,切削できる工作
物の直径及び長さ,並
びに最大偏心量。
crankshaft milling
machine
クラン
クシャ
フトミ
ラー
05606 スラブミラ
ー
インゴット(鋳塊)又はスラブ(圧
延材)の表面を削るフライス盤。
プラノミラーに準じ
る。
slab miller
f)
研削盤
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
06000 研削盤
といし車を使用して工作物を研削す
る工作機械。
注記 数値制御によって運転するも
のと,数値制御によらずに運
転するものとがあり,数値制
御によるものを,特に,数値
制御研削盤という。
grinding machine
グライ
ンダ
06100 円筒研削盤 主として円筒形工作物の外面を研削
する研削盤。
注記 主軸台,心押台,ベッド,テ
ーブル,といし台などからな
る(図22参照)。
テーブル上の振り,セ
ンタ間距離,研削でき
る外径及びといし車の
大きさ。
external cylindrical
grinding machine
06101 アンギュラ
研削盤
といし台をテーブル案内面に対して
ある角度に設定し,工作物の円筒面
と端面とを同時に研削する研削盤。
テーブル上の振り,セ
ンタ間距離,研削でき
る外径及びといし車の
大きさ。
angular wheel head
cylindrical grinding
machine
06102 万能研削盤 といし台及び主軸台が水平面内で旋
回できる構造の円筒研削盤。
注記1 一般に,穴の内面を研削す
る装置を備えている。
注記2 といし台が二重に旋回でき
る構造のものもある。
universal grinding
machine
06200 内面研削盤 工作物の穴の内面を研削する研削盤
(図23参照)。
注記 穴の軸心に直角な端面を研削
する装置を備えたものもあ
る。
テーブル上の振り又は
取り付けることのでき
る工作物の最大直径,
研削できる穴径の範
囲,及び研削できる穴
の長さ。
internal cylindrical
grinding machine
内研
(ない
けん)
10
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
06201 立て形内面
研削盤
水平面内で回転するチャック上に工
作物を取り付け,といし主軸頭をコ
ラム又はクロスレールに沿って送
り,主として穴の内面を仕上げる研
削盤。
注記 工作物の端面及び円周外面も
研削することができる(図24
参照)。
研削できる穴径,研削
できる外径,研削でき
る長さ,主軸の振り。
vertical internal
grinding machine
06300 平面研削盤 主として工作物の平面を研削する研
削盤。
surface grinding
machine
平研
(へい
けん・
ひらけ
ん)
06301 角テーブル
形平面研
削盤
往復運動をする角テーブルをもつ平
面研削盤。
注記 といし軸が水平の横軸形(図
25参照),垂直の立て軸形,と
いし頭がクロスレール上を移
動する門形などがある。
テーブルの大きさ,テ
ーブル又はといし頭の
移動量,及びテーブル
上面からといし車下面
までの距離。
reciprocating type
surface grinding
machine
06302 回転テーブ
ル形平面
研削盤
回転運動をする円形のテーブルをも
つ平面研削盤。
注記 といし軸が水平の横軸形,垂
直の立て軸形がある(図26参
照)。
電磁チャックの有効直
径,チャック上面から
といし車下面までの距
離及びといし車の大き
さ。
rotary table type
surface grinding
machine
06303 対向二軸平
面研削盤
二つのといし頭を,といし車の端面
が向き合うように配置し,工作物を
といし車の間を通して両面を同時に
研削する平面研削盤。
研削できる工作物の大
きさ及びといし車の大
きさ。
double disc surface
grinding machine
06400 成形研削盤 といし車を所要の輪郭形状に成形し
て研削するか,又はといし車を所要
の輪郭形状に沿って研削する研削
盤。
テーブルの大きさ,テ
ーブル又はといし頭の
移動量,及びテーブル
上面からといし車下面
までの距離。
profile grinding
machine
06401 光学式成形
研削盤
スクリーン上に工作物を拡大投影し
て,輪郭を所要の形状に研削する成
形研削盤。
optical profile
grinding machine
06402 角テーブル
形成形研
削盤
往復運動をする角テーブルをもつ成
形研削盤。
reciprocating type
profile grinding
machine
06500 心なし研削
盤
工作物をといし車,調整車及び支持
刃で支えて,主としてその円筒外周
面又は内面を研削する研削盤。
研削できる直径の範囲
及びといし車の大き
さ。
centreless grinding
machine
センタ
レス
06501 心なし円筒
研削盤
工作物をといし車,調整車及び支持
刃の間に支えて,その外周を加工す
る研削盤。(図27参照)。
研削できる直径の範囲
及びといし車の幅
centreless external
cylindrical grinding
machine
11
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
06502 心なし内面
研削盤
ロール及びシューで工作物の外径を
支持して穴内面を加工する研削盤。
注記 ベアリングの内輪など,工作
物の内外径の同心度を高精度
に加工することができる。
centreless internal
cylindrical grinding
machine
06600 工具研削盤 工具の刃先又はホルダ部を専用に研
削する研削盤(図28参照)。
注記 一般に,研削する工具の種類
に応じて機械の名称を付け
る。例えば,バイト研削盤,
ドリル研削盤,カッタ研削盤,
ブローチ研削盤,ホブ研削盤
などがある。
研削できる工作物の大
きさ及びといし車の大
きさ。
tool grinding machine
06601 万能工具研
削盤
フライス工具,ドリルなどの複数の
種類の工具を研削できる工具研削
盤。
universal tool
grinding machine
06700 ねじ研削盤 一山又は数山のねじ山をもつといし
車を用いてねじを研削する研削盤。
研削できるねじの直径
及び長さ,並びにとい
し車の大きさ。
thread grinding
machine
ねじ研
06701 ウォーム研
削盤
ウォームねじを研削する研削盤。
worm screw grinding
machine
06800 ジグ研削盤 工作物に対してといし軸を高精度に
位置決めする装置を備え,主として
ジグの穴の内面を研削する研削盤。
ジグ中ぐり盤に準じ
る。
jig grinding machine
ジグ研
06901 クランク軸
研削盤
クランク軸のピン部又はジャーナル
部を研削する研削盤。
テーブル上の振り,研
削できるクランク軸の
最大長さ及びアーム間
最小距離,並びにとい
し車の大きさ。
crankshaft grinding
machine
06902 カム研削盤 カムの輪郭を研削する研削盤。
テーブル上の振り,セ
ンタ間距離及びといし
車の大きさ。
cam grinding machine カム研
06903 センタ穴研
削盤
センタ穴のテーパ部を研削する研削
盤。
研削できる穴の径及び
長さ。
centre hole grinding
machine
06904 案内面研削
盤
工作機械のテーブル,コラム,ベッ
ドなどの案内面を研削する研削盤。
コラム間距離,テーブ
ル上面からといし車下
面までの距離,テーブ
ル移動量及び工作物許
容質量。
guideway grinding
machine,
bedway grinding
machine
06905 スプライン
研削盤
スプラインを研削する研削盤。
注記 スプライン軸用とスプライン
穴用とがある。
研削できる軸又は穴の
径及び長さ,並びにと
いし車の大きさ。
spline grinding
machine
06906 ロール研削
盤
圧延用,製紙用などのロールの外面
を研削する研削盤。
注記 ロールの両端に比べ中央部を
中太又は中細に研削するため
の機構を備えている(図29参
照)。
振り,センタ間距離及
びといし車の大きさ。
roll grinding machine
12
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
06907 軸受溝研削
盤
転がり軸受の軸受溝を研削する研削
盤。
振り,研削できる工作
物の大きさ及びといし
車の大きさ。
raceway grinding
machine
g) 多軸制御・複合工作機械
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
07100 ターニング
センタ
回転工具主軸,割出し可能な工作主
軸,及びタレット又は工具マガジン
を備え,加工プログラムに従って工
具を自動交換できる数値制御工作機
械(図30参照)。
注記1 心押し台,第2刃物台,第2
主軸台などを備えた機械が
ある。
注記2 機械の構造によって,主軸
が水平の横形,垂直の立て
形,及び立て形とは主軸の
向きが上下逆の倒立形があ
る。
振り,最大加工径,セ
ンタ間距離,及び主軸
又は主軸台の数。
turning centre
07200 複合加工機 回転工具主軸,連続割出し可能な工
作主軸,及び工具マガジンを備え,
工具を自動的に交換する機能をも
ち,工作物の段取り替えなしに,旋
削,フライス削り,中ぐり,穴あけ,
ねじ切り,ホブ加工などの複数の加
工が行える数値制御工作機械(図31
参照)。
multi-tasking machine
07300 マシニング
センタ
主として回転工具を使用し,フライ
ス削り,中ぐり,穴あけ及びねじ立
てを含む複数の切削加工ができ,か
つ,加工プログラムに従って工具を
自動交換できる数値制御工作機械。
注記 機械の構造によって,主軸が
水平の横形(図32参照),及
び垂直の立て形(図33参照)
がある。
各軸移動量,テーブル
又はパレットの上面又
は中心から主軸端面ま
での距離,及びテーブ
ル又はパレット作業面
の大きさ。
machining centre
07400 5軸制御マ
シニング
センタ
直交3軸及び旋回2軸をもち,同時
に5軸を制御できるマシニングセン
タ(図34参照)。
注記 二つの旋回軸が,テーブル側
にあるテーブル旋回形,主軸
側にある主軸頭旋回形及び旋
回軸がテーブル側と主軸側と
にそれぞれある主軸頭テーブ
ル旋回形(混合形ともいう。)
がある。
five-axis machining
centre
13
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
07401 パラレルリ
ンク形マ
シニング
センタ
パラレルリンク機構を用いて主軸頭
を空間内で運動させ,工作物に対し
て任意の方向からフライス削り,穴
あけ,ねじ立てなどの加工を行うこ
とができるマシニングセンタ。
各軸移動量,テーブル
又はパレットの上面又
は中心から主軸端面ま
での距離,及びテーブ
ル又はパレット作業面
の大きさ。
parallel kinematic
mechanism (PKM)
type machining
centre
07500 複合マシニ
ングセン
タ
工作物の段取り替えなしに,旋削,
フライス削り,中ぐり,穴あけ,ね
じ切り,ホブ加工,研削などの複数
の異種加工の行えるマシニングセン
タ。
multi-tasking
machining centre
07600 グラインデ
ィングセ
ンタ
研削といし車の自動交換機能を備
え,内外面,端面の研削など,様々
な研削加工を工作物の段取り替えな
しに実行できる数値制御研削盤。複
合研削盤ともいう。
注記 機械の構造によって,研削と
いし車が水平の横形,及び垂
直の立て形がある。
grinding centre
07700 複合グライ
ンディン
グセンタ
研削機能のほかに,旋削機能,フラ
イス削り機能などを備えたグライン
ディングセンタ。
multi-tasking grinding
centre
h) 表面仕上げ機械
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
08001 ホーニング
盤
主として工作物の円筒内面を,ホー
ニングヘッドを使用してホーニング
仕上げを行う工作機械(図35参照)。
注記 ホーニングヘッドは,といし
を円筒内面に押し付けながら
回転するとともに,軸方向に
往復する。
テーブルの大きさ,加
工できる穴の直径及び
長さ,並びに工作物の
大きさ。
honing machine
08002 超仕上げ盤 回転する工作物に,粒度の細かいと
いしを当て,軸方向に微小な振動を
与えながら軸方向に送って工作物の
表面を仕上げる工作機械。
super-finishing
machine
08003 ラップ盤
と粒と加工液とを混合したラップ剤
を,ラップといわれる工具と工作物
との間に入れ,両者に圧力を加えな
がら滑り動かし,工作物の加工面を
滑らかに仕上げる工作機械(図36参
照)。
注記 と粒及びラップの代わりに,
といしを使用するものもあ
る。
ラップ又はといし車の
大きさ,キャリア又は
ホルダの大きさ,及び
最大ラップ圧力。
lapping machine
14
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
08004 バフ盤
各種の工作物の外面を,細かいと粒
とバフ車とを使用して,表面のつや
出し仕上げ加工を行う工作機械。
注記 と粒は,バフ車の表面に固着
又は付着させる。
buffing machine
08005 ポリッシ盤 主に,ダイヤモンドと粒及び加工液
を混入したポリッシ剤を軟質のポリ
ッシ板といわれる工具と工作物との
間に入れ,両者に圧力を加えながら
滑り動かし,工作物の加工面を極め
て滑らかに仕上げる工作機械。
注記 ダイヤモンドと粒の代わりに
ケミカル研磨剤及び非金属の
ポリッシ板を用いたものを,
メカノケミカルポリッシとい
う。
ラップ盤に準じる。
polishing machine
08006 液体ホーニ
ング盤
工作物に,細かいと粒と水との混合
液をノズルから噴射させることによ
って表面のつや消し仕上げを行う工
作機械。
liquid honing machine
08007 バレル研磨
機
容器に研磨材と工作物とを入れて回
転又は振動させ,工作物の表面を仕
上げる工作機械。
barrel finishing
machine
08008 電解研削盤 導電性のといし車を使用し,研削及
び電解加工を併用して加工を行う工
作機械。
electrolytic grinding
machine
08009 バニッシ盤 工作物に高い圧力で工具を押し付け
ながら滑らせ,塑性変形を利用して
表面を仕上げる工作機械。
burnishing machine
08010 ベルト研削
盤
エンドレスの研磨ベルトを使用して
工作物を研削する研削盤(図37参
照)。
研削できる工作物の大
きさ並びに研磨ベルト
の幅及び長さ。
belt grinding machine
i)
歯切り盤及び歯車仕上げ盤
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
09000 歯切り盤
歯切工具を使用して,主として歯車
の歯切りを行う工作機械。
注記 数値制御によって運転するも
のと,数値制御によらずに運
転するものとがあり,数値制
御によるものを,特に,数値
制御歯切り盤という。
gear cutting machine
15
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
09100 ホブ盤
ホブを使用して創成歯切りする歯切
り盤(図38参照)。
注記 ホブサドルに接線送り機構を
備え,主としてウォーム歯車
を歯切りするものを特にウォ
ーム歯車ホブ盤という。
加工できる歯車の外
径,歯幅,モジュール
及び工作物の最大長
さ。
gear hobbing machine
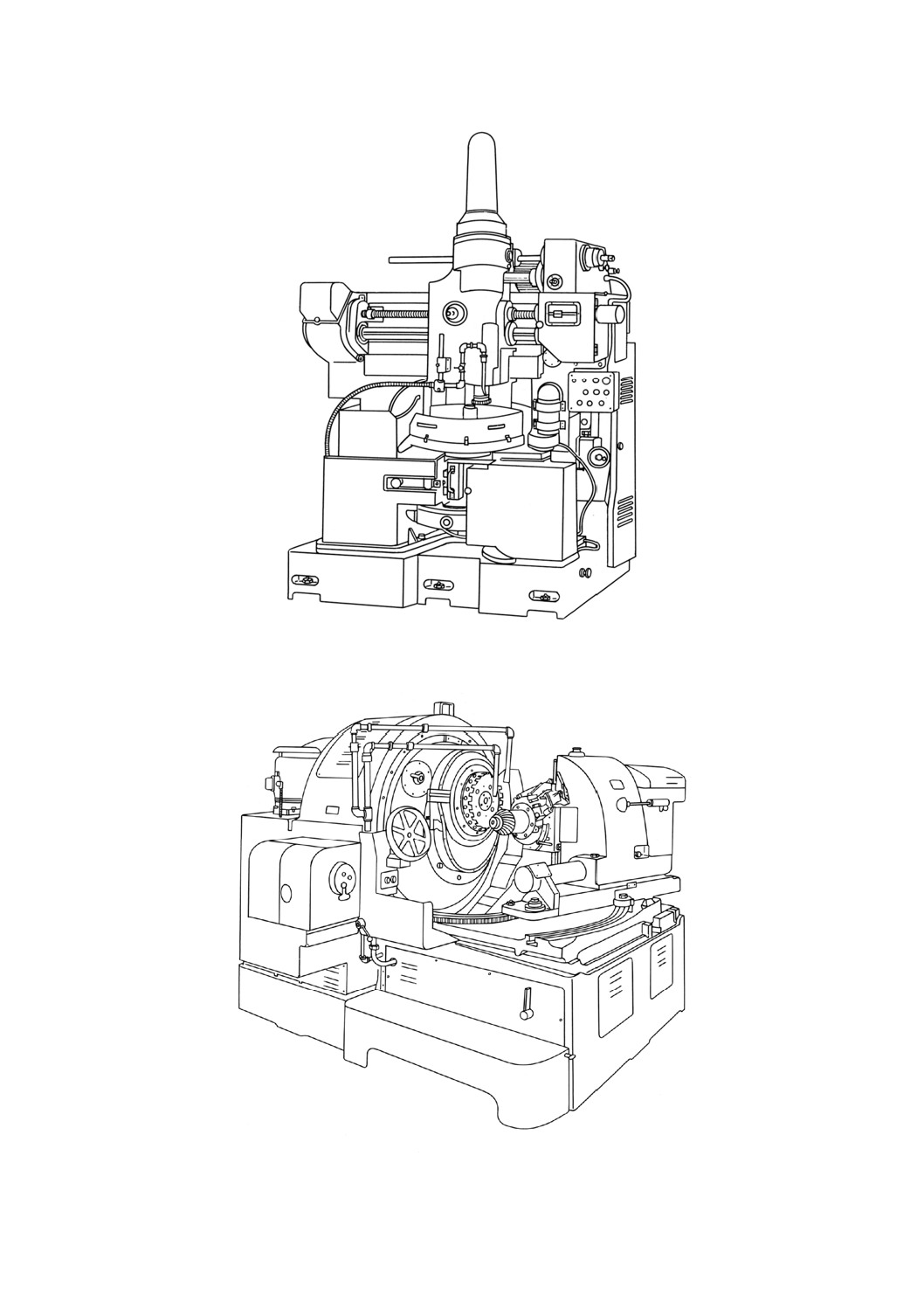
09200 歯車形削り
盤
(はぐるま
かたけず
りばん)
ピニオンカッタ又はラックカッタを
使用して創成歯切りする歯切り盤
(図39参照)。
加工できる歯車の外
径,内径,歯幅及びモ
ジュール。
gear shaping machine
09300 かさ歯車歯
切り盤
かさ歯車用刃物を使用して,かさ歯
車を歯切りする歯切り盤。
注記 かさ歯車の形状によって,す
ぐばかさ歯車歯切り盤,まが
りばかさ歯車歯切り盤(図40
参照)がある。
加工できる歯車の外
径,歯幅及びモジュー
ル。
bevel gear generator
09400 ラック歯切
り盤
ピニオンカッタ又は総形フライスを
使用してラックを歯切りする歯切り
盤。
加工できるラックの長
さ,モジュール及び歯
幅。
rack cutting machine,
rack shaping machine
09500 歯車研削盤 歯車の歯面を研削する工作機械(図
41参照)。
gear grinding machine 歯研
09600 歯車仕上げ
盤
歯切りを行った歯車に,研削以外の
方法で歯面の仕上げを行う工作機
械。
注記 仕上げの方法によって,歯車
ラップ盤,歯車ホーニング盤,
歯車バニッシ盤などもある。
gear finishing
machine
09601 歯車シェー
ビング盤
シェービングカッタを,加工しよう
とする歯車とかみ合わせて回転させ
ることによって歯面を仕上げる歯車
仕上げ盤。
加工できる歯車の外径
及び歯幅。
gear shaving machine
09700 歯車面取り
盤
歯の側面の面取り又は丸み付けを行
う歯車仕上げ盤。
加工できる歯車の外径
及びモジュール。
gear tooth chamfering
machine
09701 歯車ばり取
り盤
歯切りした歯車の各部,特に歯の側
面のばり取りを行う歯車仕上げ盤。
加工できる歯車の外径
及びモジュール。
gear tooth deburring
machine
16
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
j)
平削り盤・立て削り盤・形削り盤
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
10100 平削り盤
(ひらけず
りばん)
テーブルを水平往復運動させ,バイ
トをテーブルの運動方向と直角方向
に間欠的に送って,主として平面削
りを行う工作機械(図42参照)。
注記1 門形及び片持ち形がある。
注記2 数値制御によって運転する
ものと,数値制御によらず
に運転するものとがあり,
数値制御によるものを,特
に,数値制御平削り盤とい
う。
planing machine
プレー
ナ
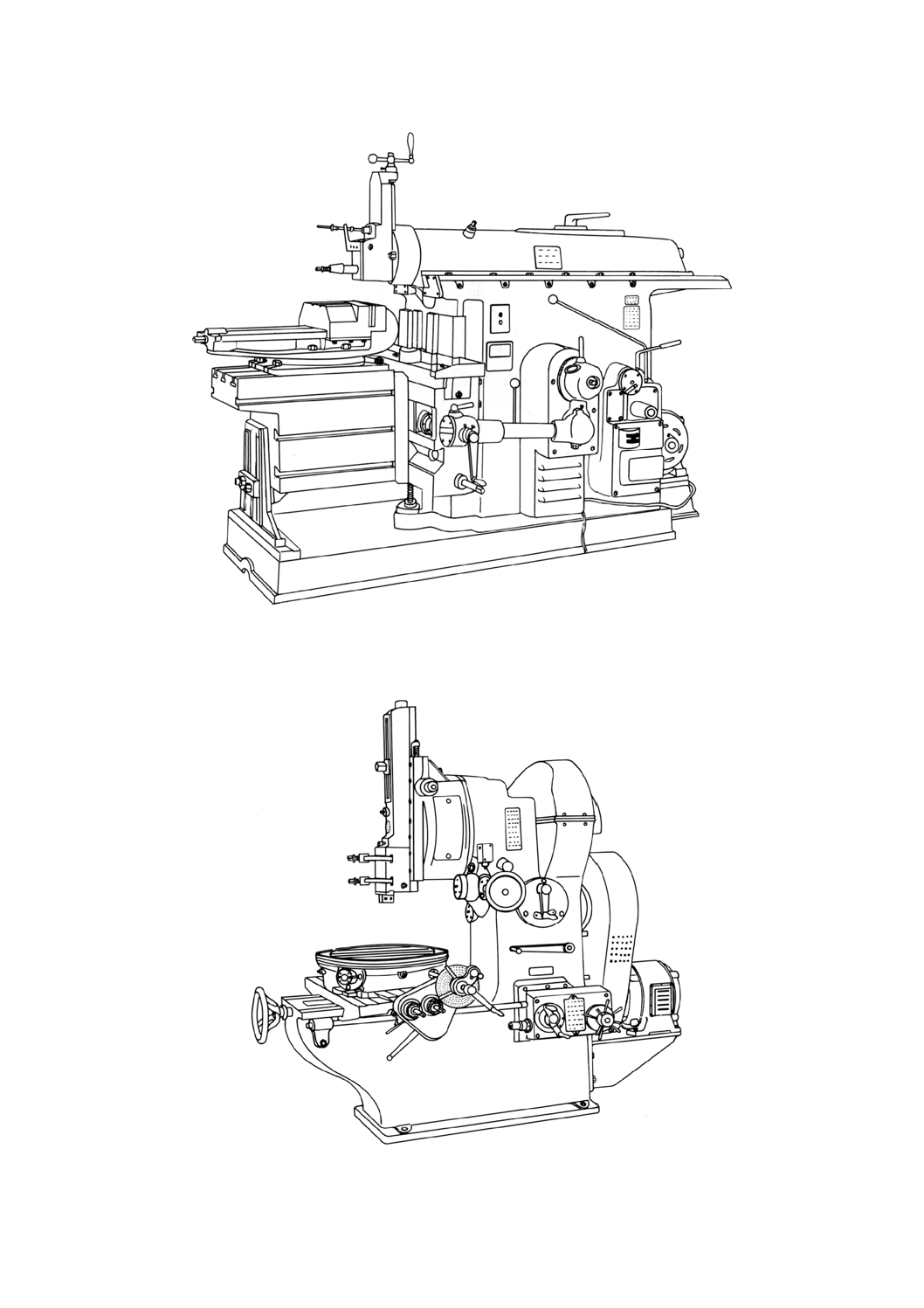
10200 形削り盤
(かたけず
りばん)
テーブルをラムの運動と直角方向に
間欠的に送り,往復運動するラムに
取り付けたバイトを使用して,工作
物の平面及び溝削りを行う工作機械
(図43参照)。
注記 フレーム,テーブル,ラムな
どからなる。
ラムの行程,テーブル
の移動量及びラム下面
からテーブル上面まで
の距離。
shaping machine
シェー
パ
10300 立て削り盤 水平方向の直線運動又は回転運動を
間欠的に行う円テーブル上に取り付
け,垂直運動するラムに取り付けた
バイトを使用して,主として溝削り
加工を行う工作機械(図44参照)。
注記 コラム,ラム,ベッド,円テ
ーブルなどからなる。
ラムの行程,テーブル
の移動量及び円テーブ
ルの直径。
slotting machine
スロッ
タ
k) ブローチ盤
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
11000 ブローチ盤 ブローチを使用して,工作物の表面
又は穴の内面に,いろいろな形状の
加工を行う工作機械。
注記1 ブローチ又は工作物は,主
としてその軸方向に動か
す。
注記2 数値制御によって運転する
ものと,数値制御によらず
に運転するものとがあり,
数値制御によるものを,特
に,数値制御ブローチ盤と
いう。
最大引張り力及び行
程。
broaching machine
11001 内面ブロー
チ盤
工作物の穴の内面にいろいろな形状
の加工を行うブローチ盤(図45参
照)。
internal broaching
machine
11002 表面ブロー
チ盤
工作物の表面にいろいろな形状の加
工を行うブローチ盤。
surface broaching
machine
17
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
11003 ヘリカルブ
ローチ盤
ブローチを軸方向と回転方向とに動
かすことによって内はす歯歯車を加
工する内面ブローチ盤。
helical broaching
machine
11004 ポットブロ
ーチ盤
表面ブローチを内向きに配した円筒
形の工具(ポットブローチ)の内側
を工作物が通過することによって外
周部を加工するブローチ盤。
pot broaching
machine
l)
切断機
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
12000 切断機
工作物を切断する工作機械。
注記 数値制御によって運転するも
のと,数値制御によらずに運
転するものとがあり,数値制
御によるものを,特に数値制
御切断機という。
metal cutting machine
12001 金切りのこ
盤
のこを使用して工作物を切断する工
作機械。
注記 使用するのこの種類によっ
て,弓のこ盤(図46参照),
帯のこ盤,丸のこ盤がある。
切断できる工作物の大
きさ。
metal sawing machine のこ盤
12100 といし切断
機
といし車を使用して工作物を切断す
る工作機械。
といし車の直径及び切
断できる最大寸法。
abrasive cut-off
machine
12101 スライシン
グマシン
主として,といし車を使用して極薄
切断又は極細溝切りを行う工作機
械。
slicing machine
m) 特殊加工機械
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
13100 放電加工機 工作物と電極との間の放電現象を利
用して除去加工を行う工作機械。
electrical discharge
machine
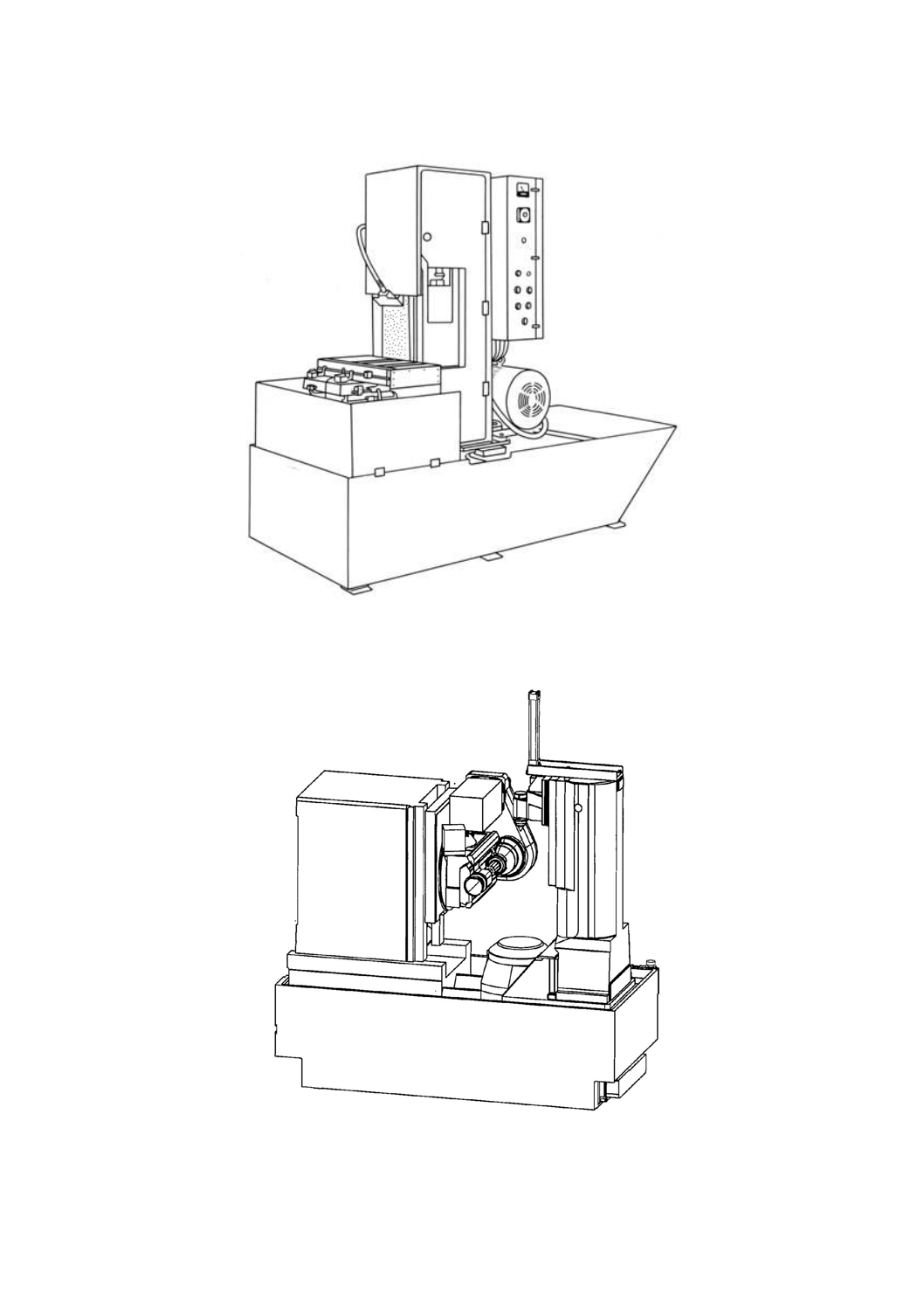
13101 形彫り放電
加工機
(かたぼり
ほうでん
かこう
き)
工作物と総形又は棒状の工具電極と
の間の放電現象を利用して加工を行
う放電加工機(図47参照)。
工作物の最大寸法,各
軸移動量及び工作物許
容質量。
sinking electrical
discharge machine
13102 ワイヤ放電
加工機
工作物と走行するワイヤ電極との間
の放電現象を利用して加工を行う放
電加工機(図48参照)。
工作物の最大寸法,各
軸移動量及び工作物許
容質量。
wire electrical
discharge machine
13103 放電穴あけ
加工機
放電現象を利用して穴あけを行う放
電加工機。
electrical discharge
drilling machine
13200 電解加工機 電気化学反応を利用して除去加工す
る工作機械。
electrochemical
machine
18
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
13300 超音波加工
機
工作物と超音波で振動する工具との
間に,と粒及び加工液を入れ,工具
を工作物に押し付けながら除去加工
する工作機械。
注記 と粒及び加工液を使用しない
場合もある。
ultrasonic machine
13400 電子ビーム
加工機
電子ビームのエネルギーを利用し
て,工作物表面から不要な部分を除
去加工する工作機械。
electron beam
machine
13500 レーザ加工
機
レーザのエネルギーを利用して切
断,穴あけ,又は焼入れする工作機
械の総称。
laser machining
machine
13501 レーザ切断
機
レーザのエネルギーを利用して工作
物を切断する工作機械。
laser cutting machine
13502 レーザ穴あ
け加工機
レーザのエネルギーを利用して工作
物に穴をあける工作機械。
laser drilling machine
13503 レーザ切
断・溶接
機
レーザのエネルギーを利用して,工
作物を切断及び溶接する工作機械。
laser cutting and
welding machine
13600 イオンビー
ム加工機
イオンビームのエネルギーを利用し
て工作物を除去加工する工作機械。
ion beam machine
13700 プラズマ加
工機
プラズマを利用して工作物を除去加
工する工作機械。
plasma arc machine
13800 ウォータジ
ェット加
工機
水を高圧でノズルから噴射させて除
去加工を行う工作機械。
注記 水に研磨材を混入して加工を
行うものをアブレシブジェッ
ト加工機という。
water jet machine,
abrasive jet machine
13801 ウォータジ
ェット切
断機
ウォータジェットによって工作物を
切断する工作機械。
water jet cutting
machine
13802 ウォータジ
ェットト
リミング
加工機
ウォータジェットによって工作物の
不要な縁を除去し整える工作機械。
water jet trimming
machine
n) 専用工作機械
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
14100 専用工作機
械
特定の製品を専用に加工するための
工作機械。
注記 数値制御によって運転するも
のと,数値制御によらずに運
転するものとがあり,数値制
御によるものを,特に,数値
制御専用工作機械という。
special purpose
machine tool
19
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
14101 シングルス
テーショ
ン専用工
作機械
特定の製品を専用に加工するもの
で,工作物を移動させずに1か所で
加工を行う工作機械。
single-station special
purpose machine
14102 マルチステ
ーション
専用工作
機械
特定の製品を専用に加工するもの
で,工作物が複数の箇所に移動し,
それぞれの箇所で加工を行う工作機
械。
注記 モジュラユニットと搬送装置
とで構成される。工作物の搬
送方式によって,トランスフ
ァ形,ロータリ形,トラニオ
ン形などがある。
multi-station special
purpose machine
o) その他の工作機械
番号
用語
定義
参考
機械の大きさの表し方
対応英語
慣用語
15001 ねじ切り盤 チェーザを使用して,工作物におね
じを切る工作機械。
加工できるおねじの大
きさ。
thread cutting
machine
15002 ねじ立て盤 タップを使用して,工作物にめねじ
を切る工作機械。
加工できるめねじの大
きさ。
tapping machine
15003 心立て盤
(しんたて
ばん)
工作物のセンタ穴を切削する工作機
械。
加工できるセンタ穴の
大きさ並びに工作物の
直径及び長さ。
centring machine
15004 開先加工機
(かいさき
かこう
き)
切削によって開先を加工する工作機
械。
加工できる工作物の直
径及び長さ。
beveling machine
15005 組合せ工作
機械
旋盤,フライス盤など2種類以上の
機械を組み合わせて一つにまとめた
工作機械。
注記 例えば,4種類(旋盤,ボール
盤,フライス盤及び形削り盤)
の工作機械を1台にまとめた
工作機械(four-in-one machine)
がある。
combined machine
tool
万能工
作機械
20
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
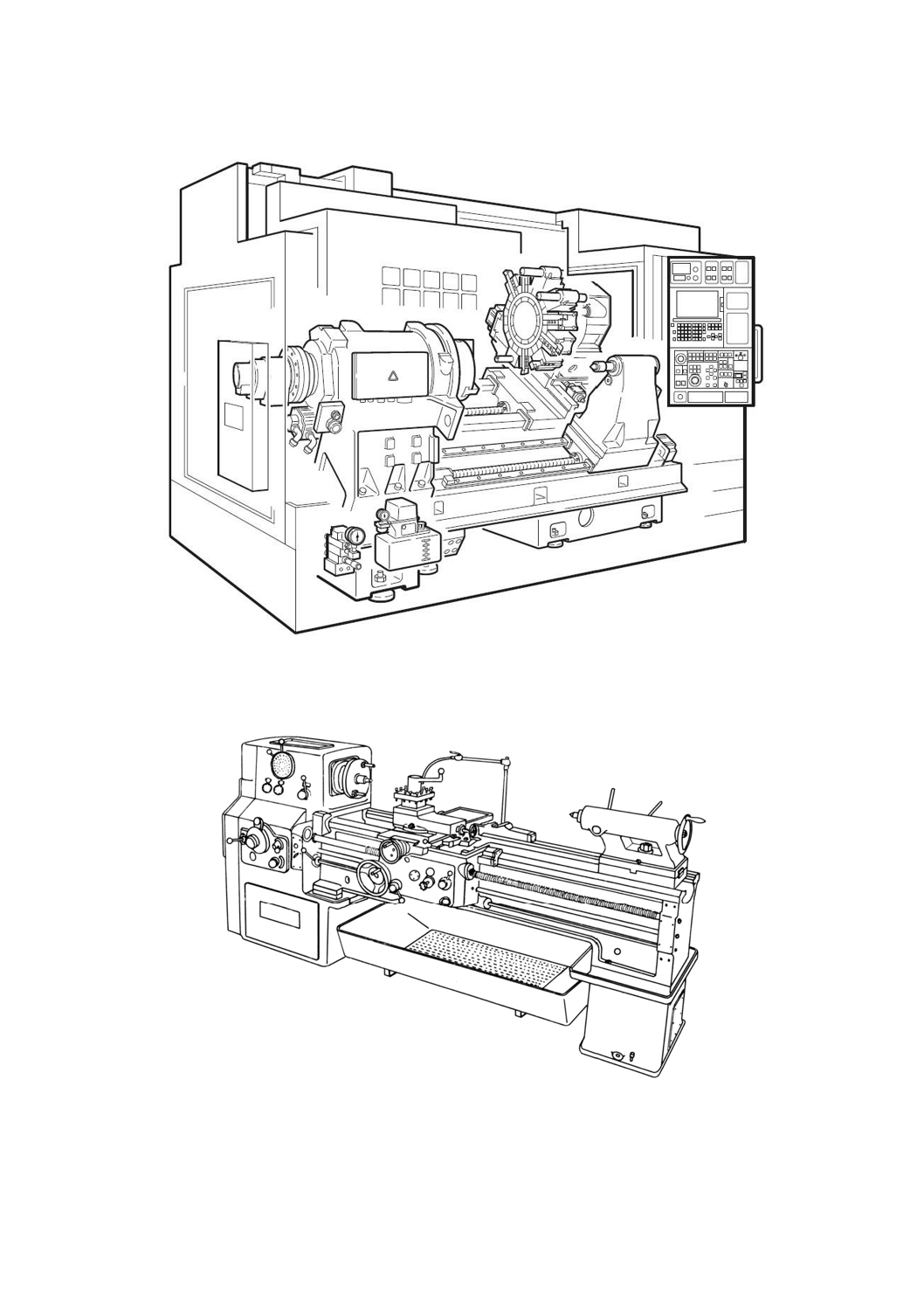
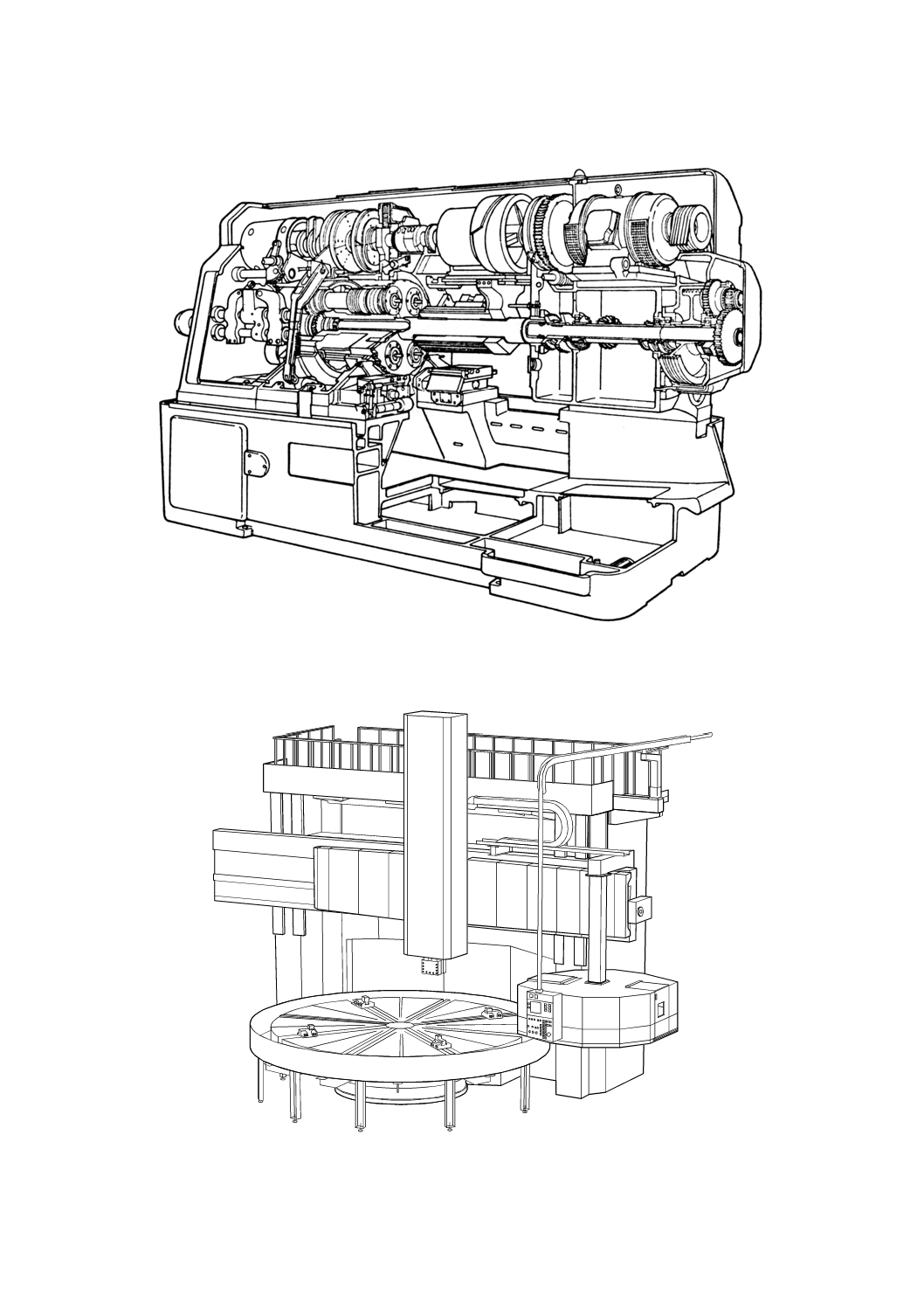
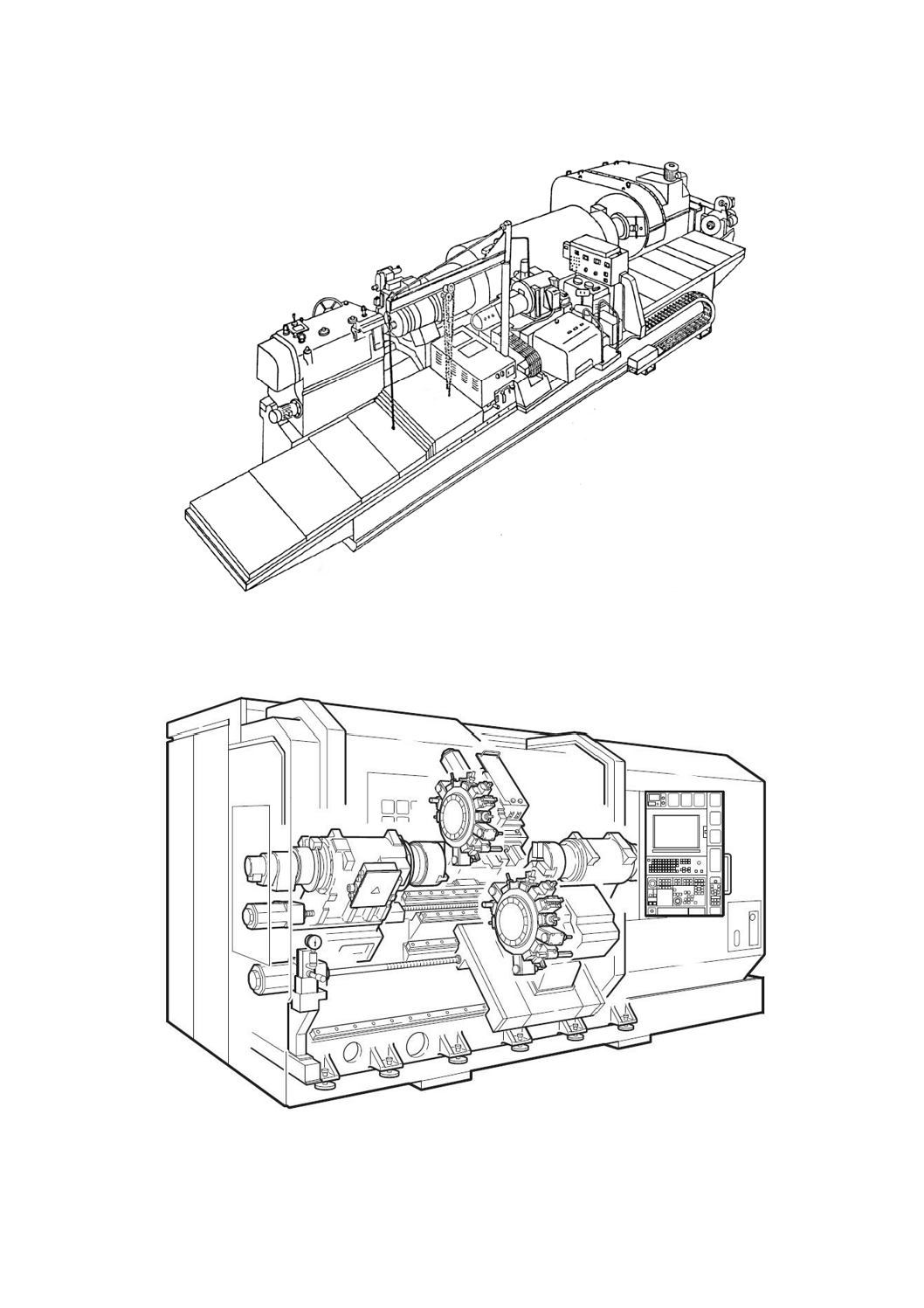
図1−数値制御旋盤(02000)
図2−普通旋盤(02100)
21
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
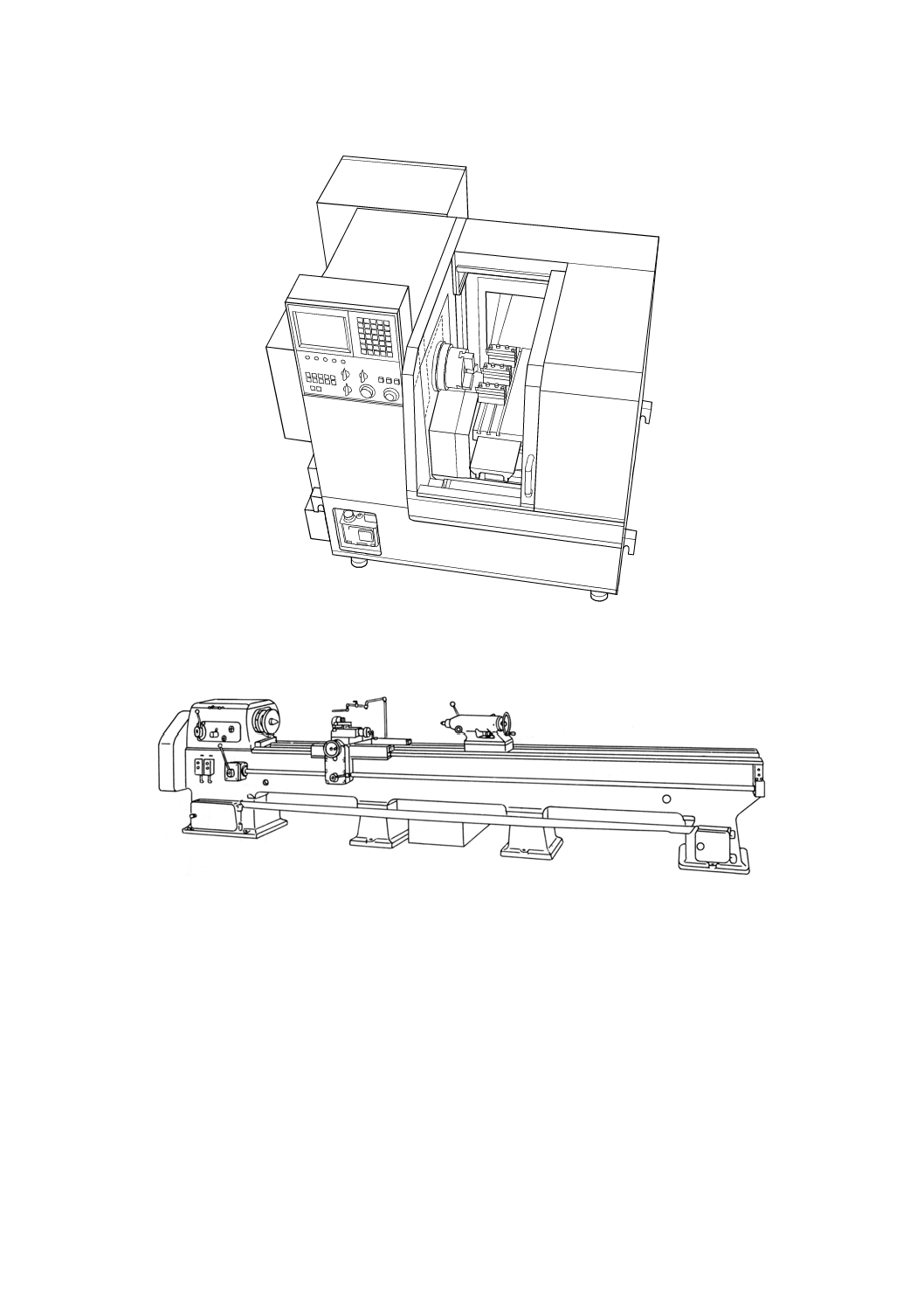
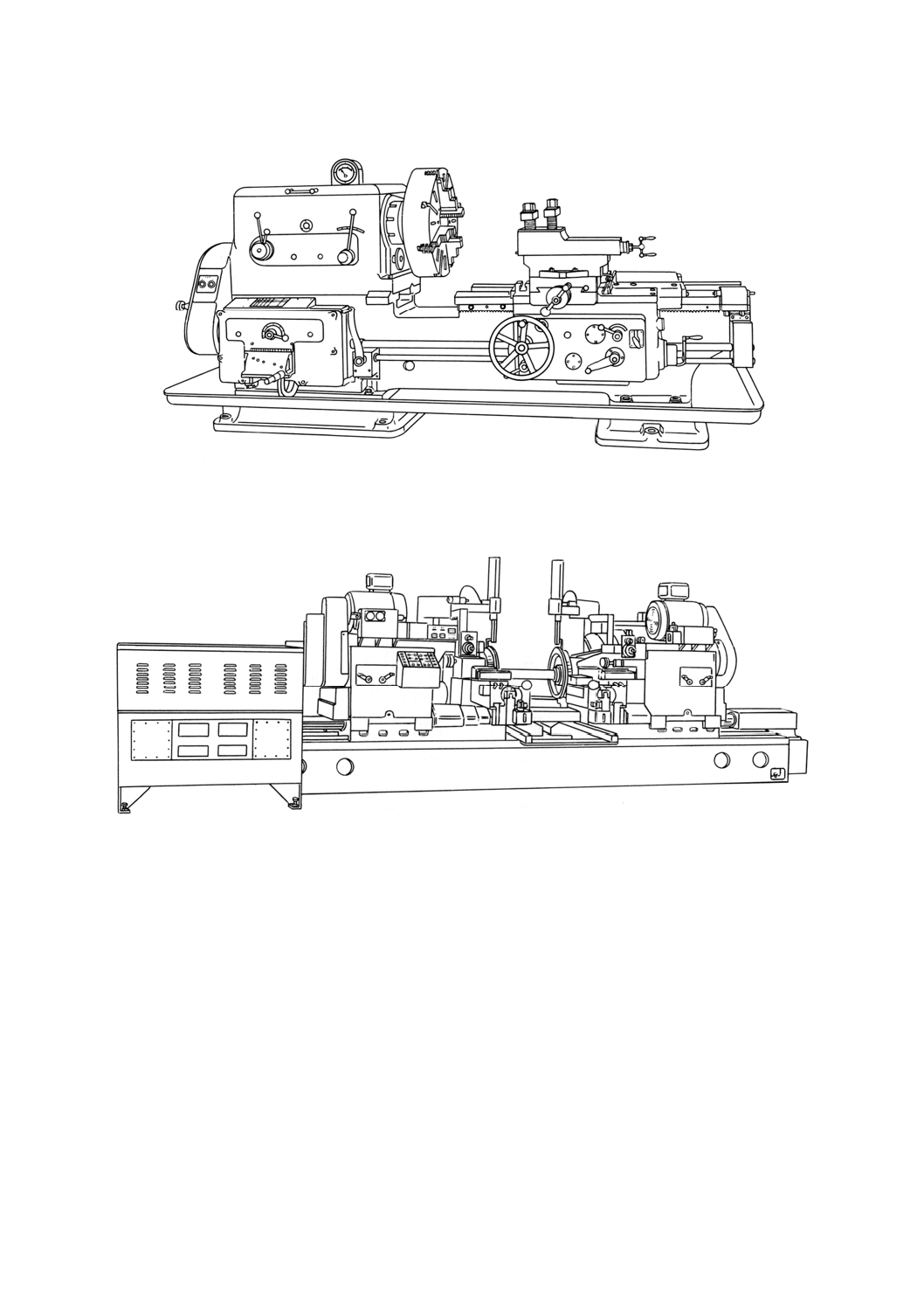
図3−くし形刃物台旋盤(02105)
図4−親ねじ旋盤(02107)
22
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5−多軸自動旋盤(02402)
図6−立て旋盤(02500)
23
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図7−正面旋盤(02901)
図8−車輪旋盤(02904)
24
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
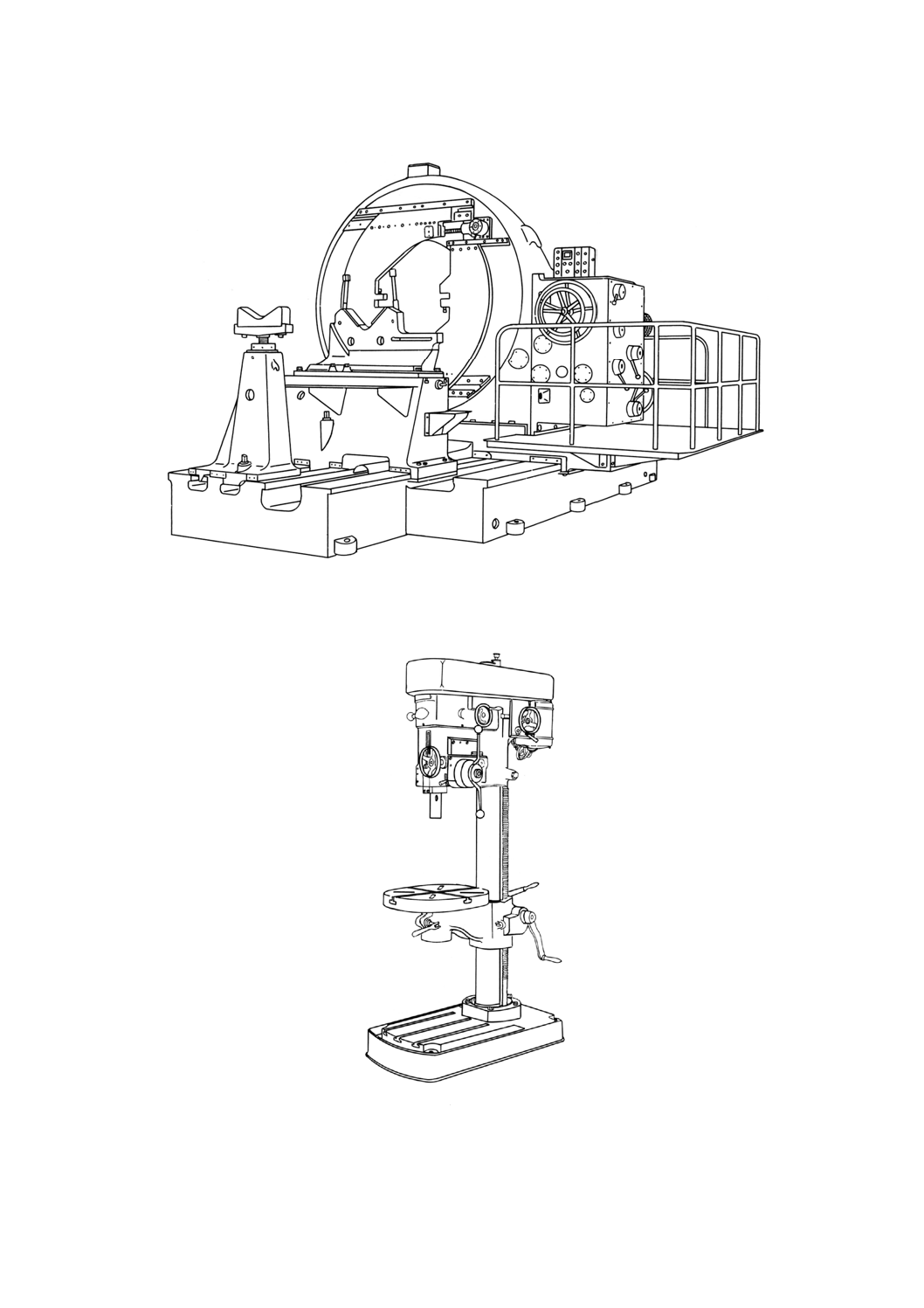
図9−クランク軸旋盤(02906)
図10−直立ボール盤(03001)
25
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
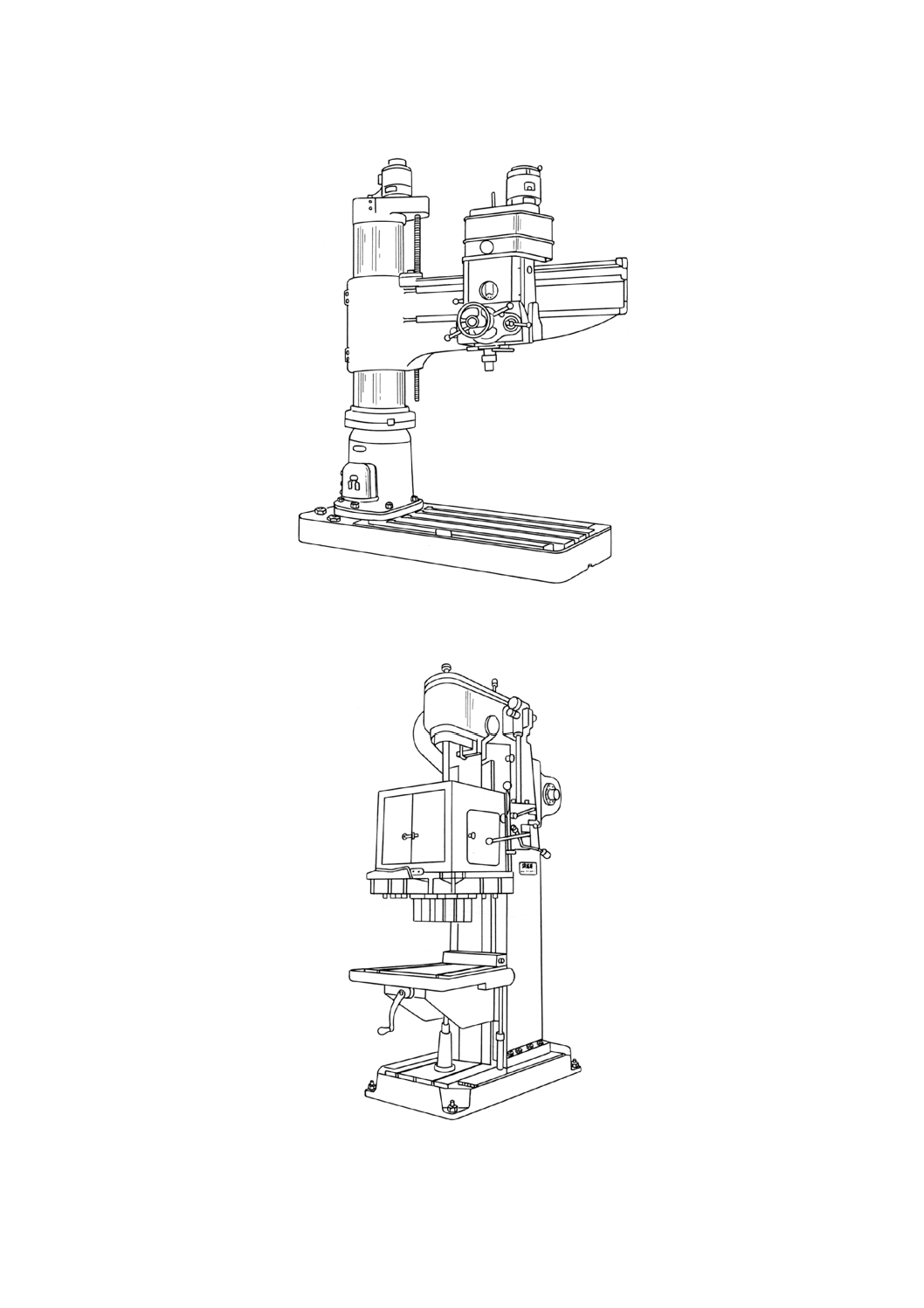
図11−ラジアルボール盤(03002)
図12−多軸ボール盤(03003)
26
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
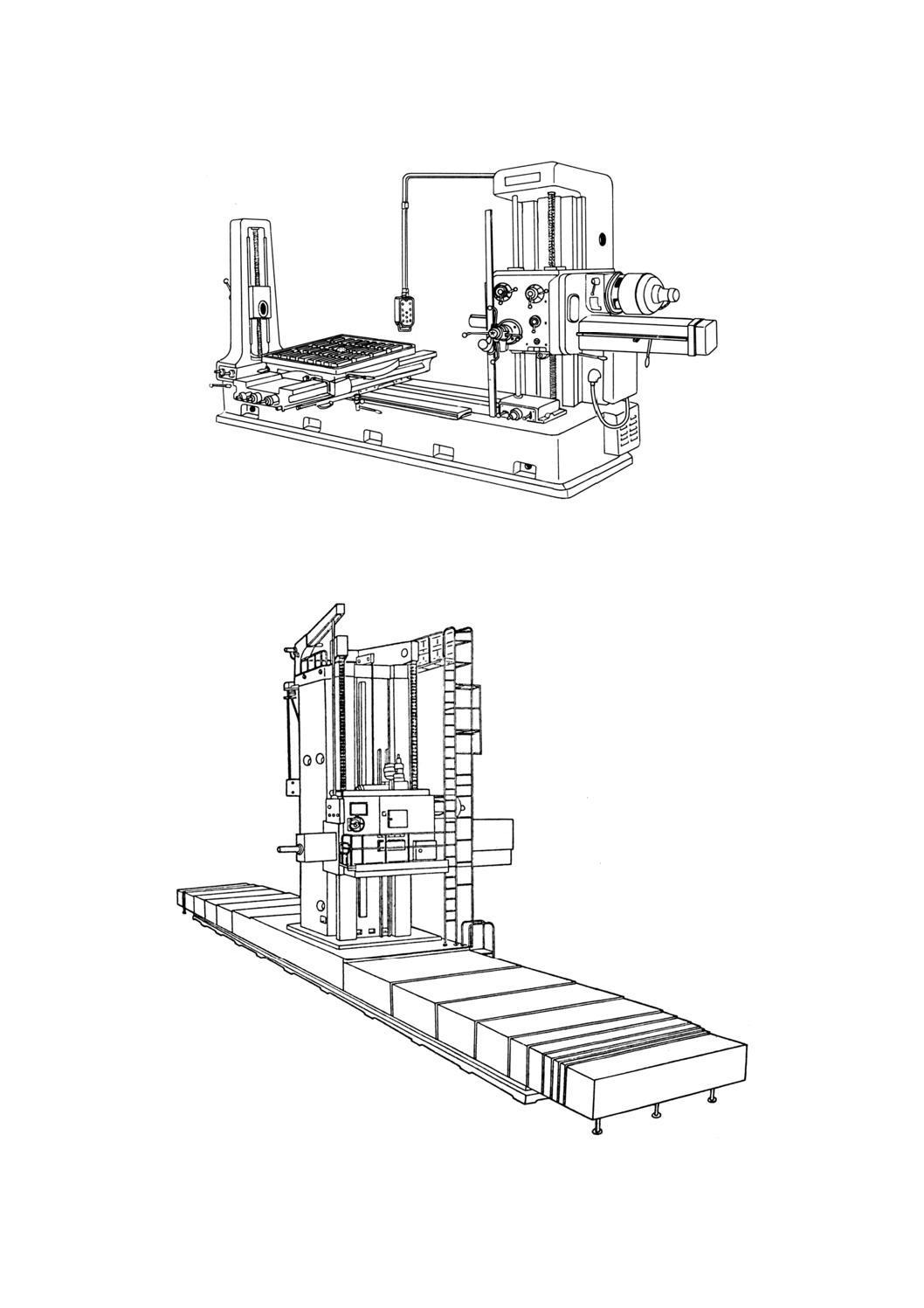
図13−テーブル形横中ぐりフライス盤(04201)
図14−床上形横中ぐりフライス盤(04202)
27
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
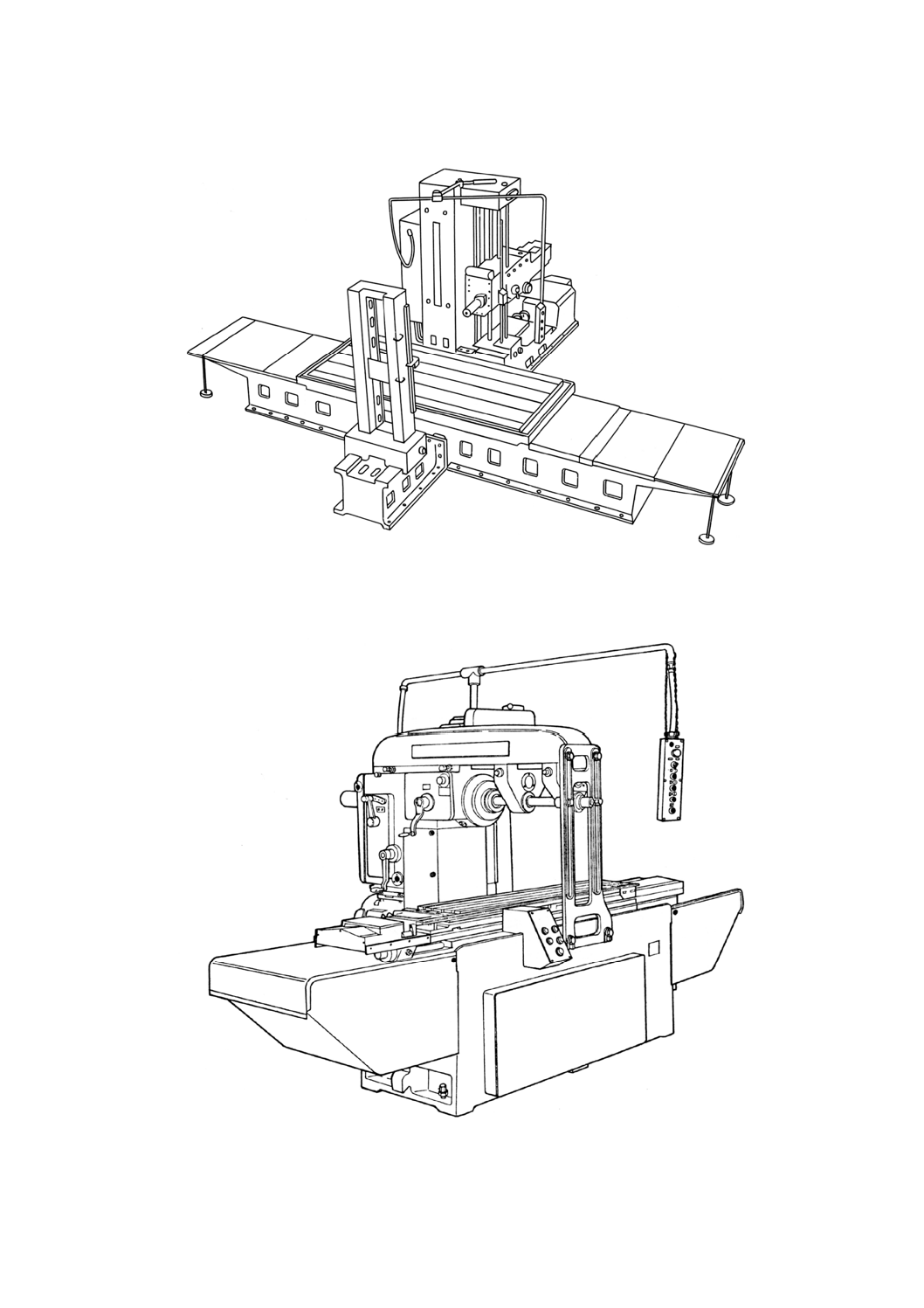
図15−プレーナ形横中ぐりフライス盤(04203)
図16−ベッド形横フライス盤(05101)
28
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
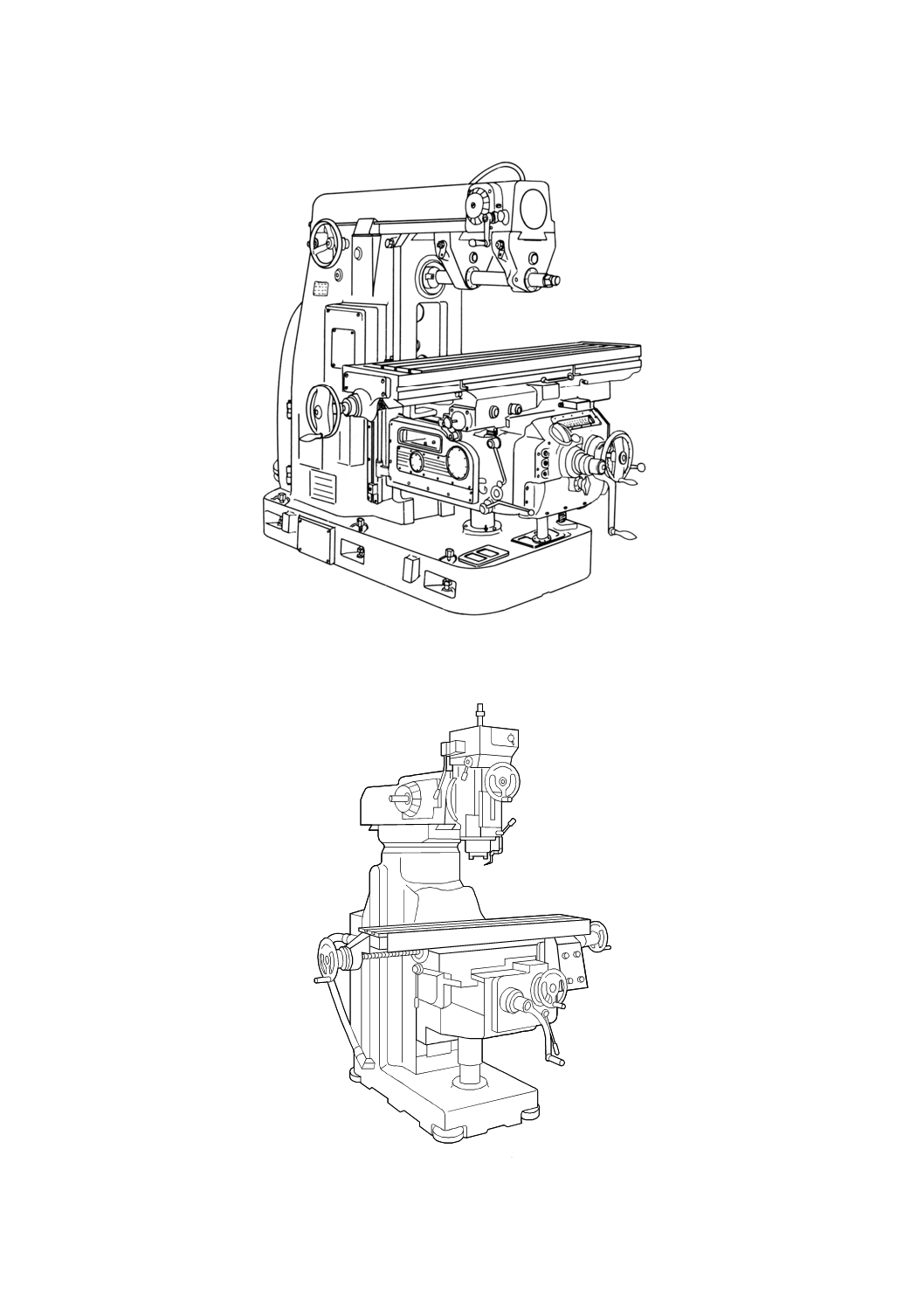
図17−膝形横フライス盤(05102)
図18−膝形立てフライス盤(05102)
29
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
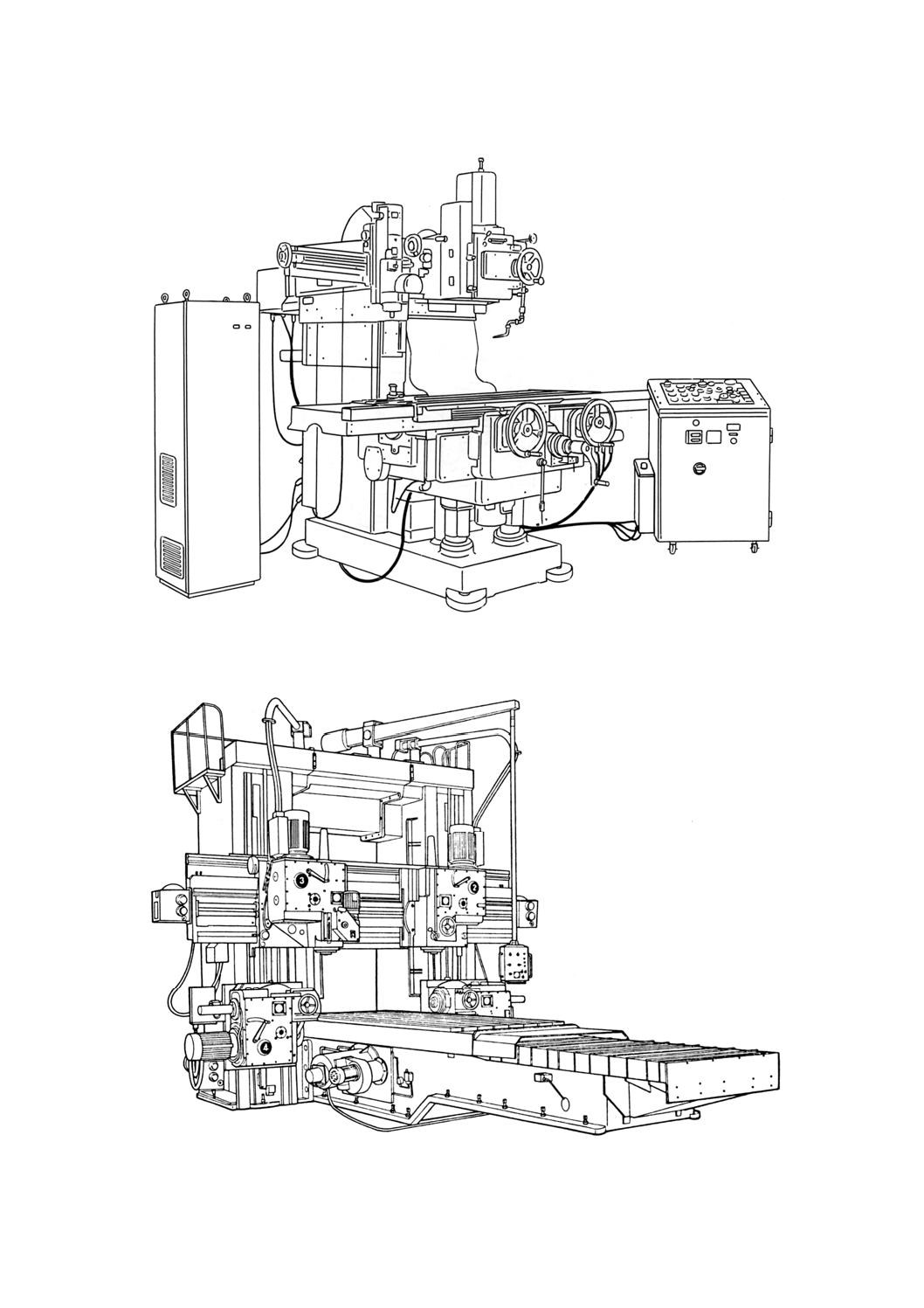
図19−倣いフライス盤(05200)
図20−プラノミラー(05400)
30
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
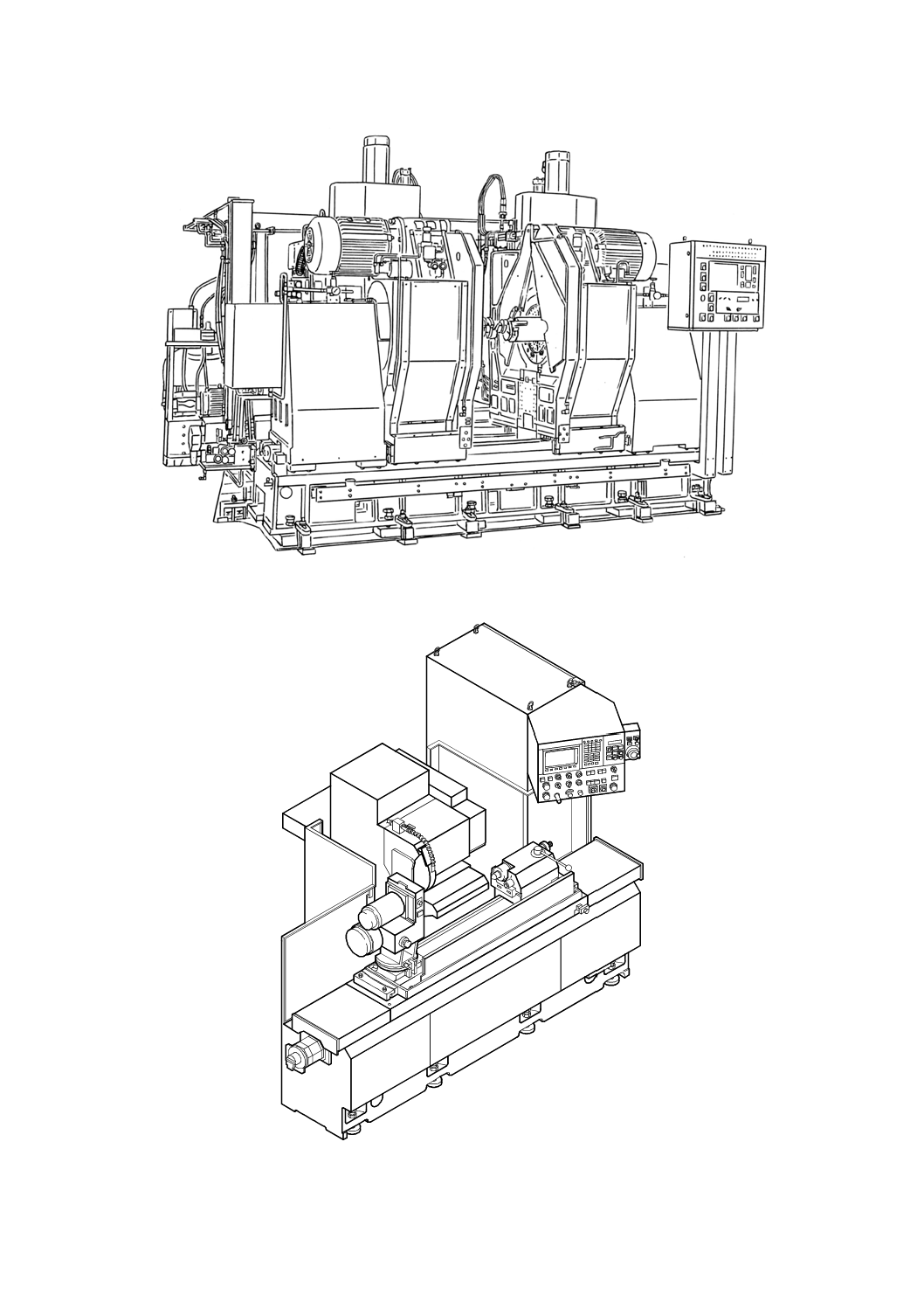
図21−クランク軸フライス盤(05605)
図22−円筒研削盤(06100)
31
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図23−内面研削盤(06200)
図24−立て形内面研削盤(06201)
32
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図25−横軸角テーブル形平面研削盤(06301)
図26−立て軸回転テーブル形平面研削盤(06302)
33
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
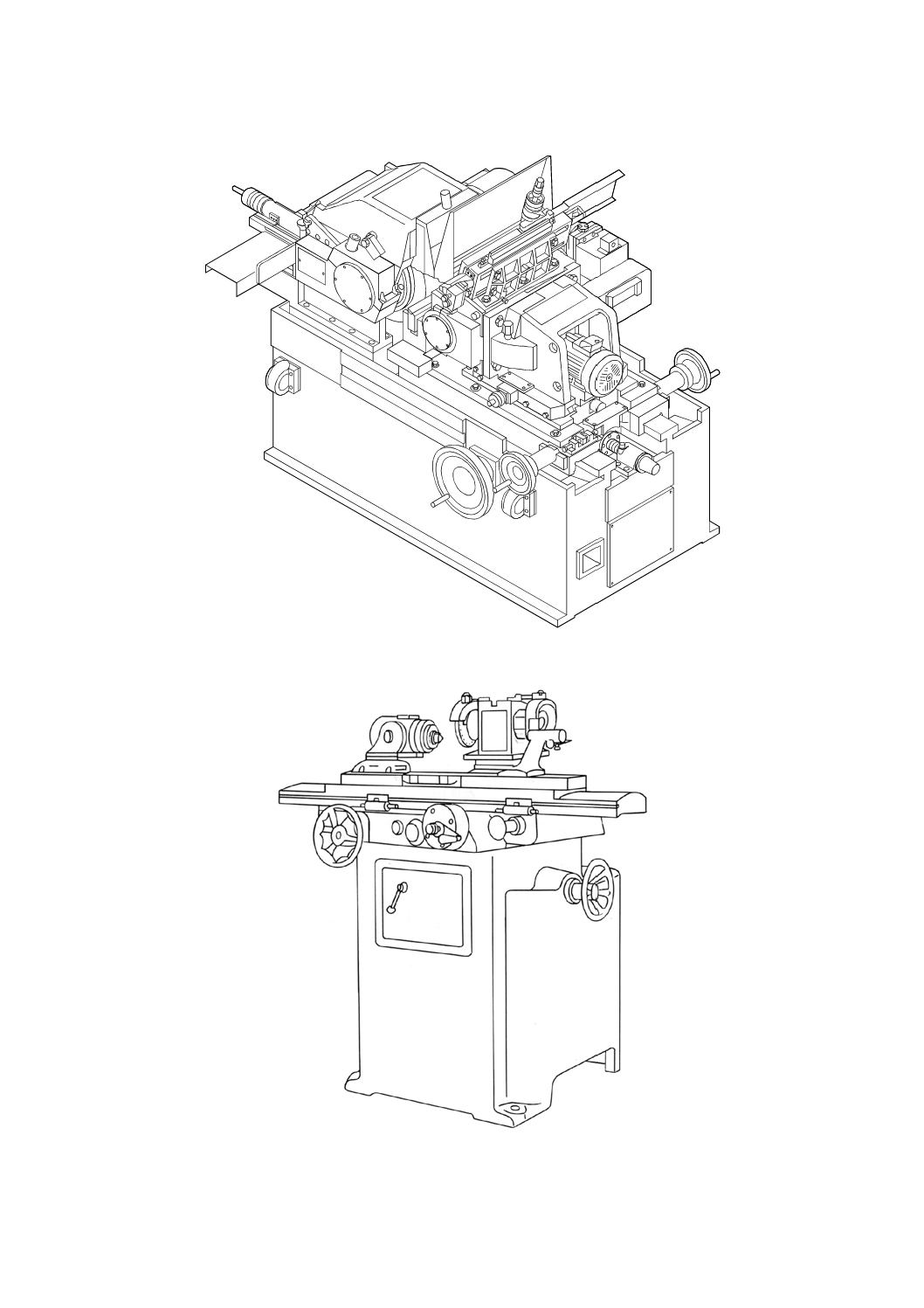
図27−心なし円筒研削盤(06501)
図28−工具研削盤(06600)
34
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図29−ロール研削盤(06906)
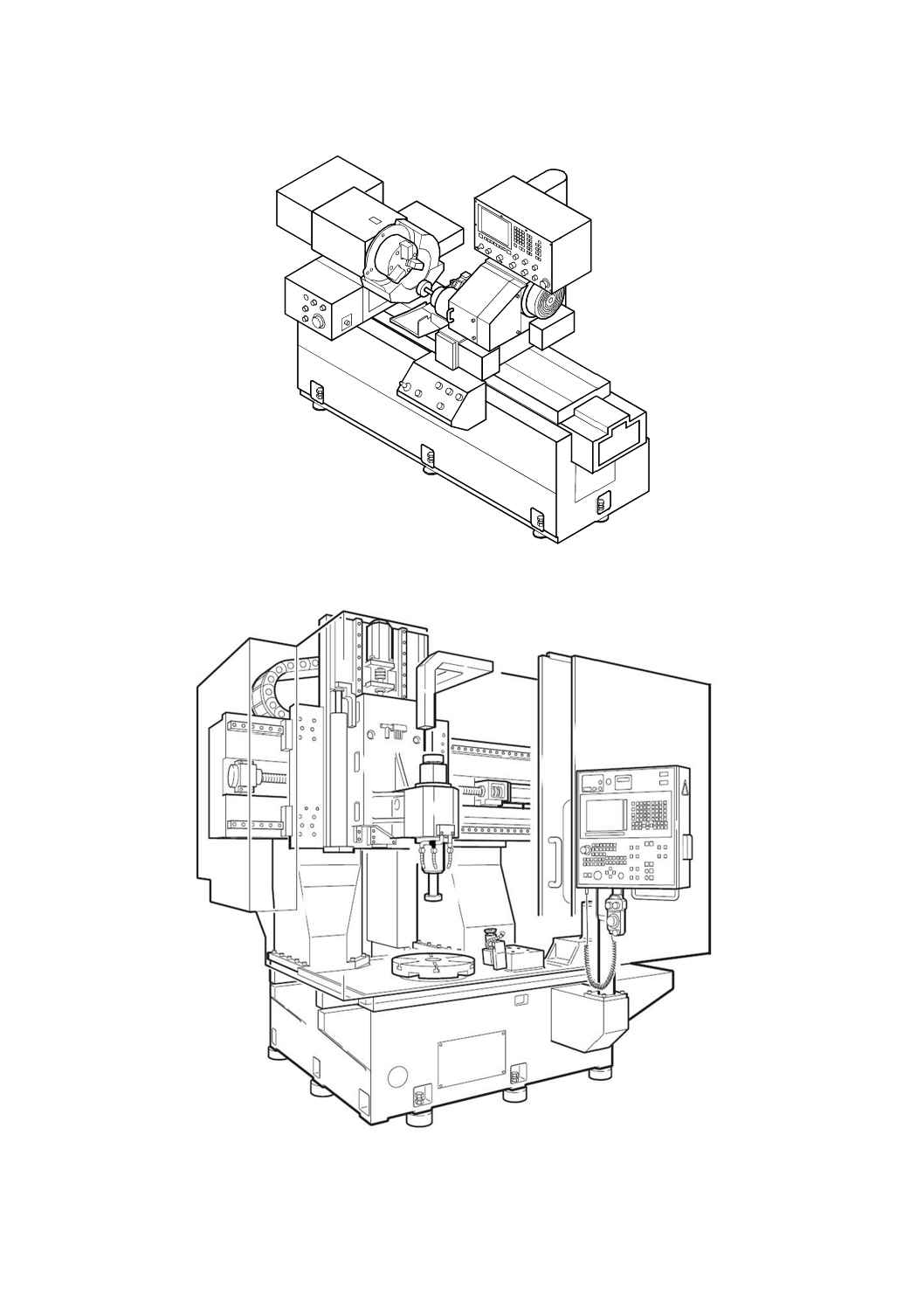
図30−ターニングセンタ(07100)
35
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図31−複合加工機(07200)
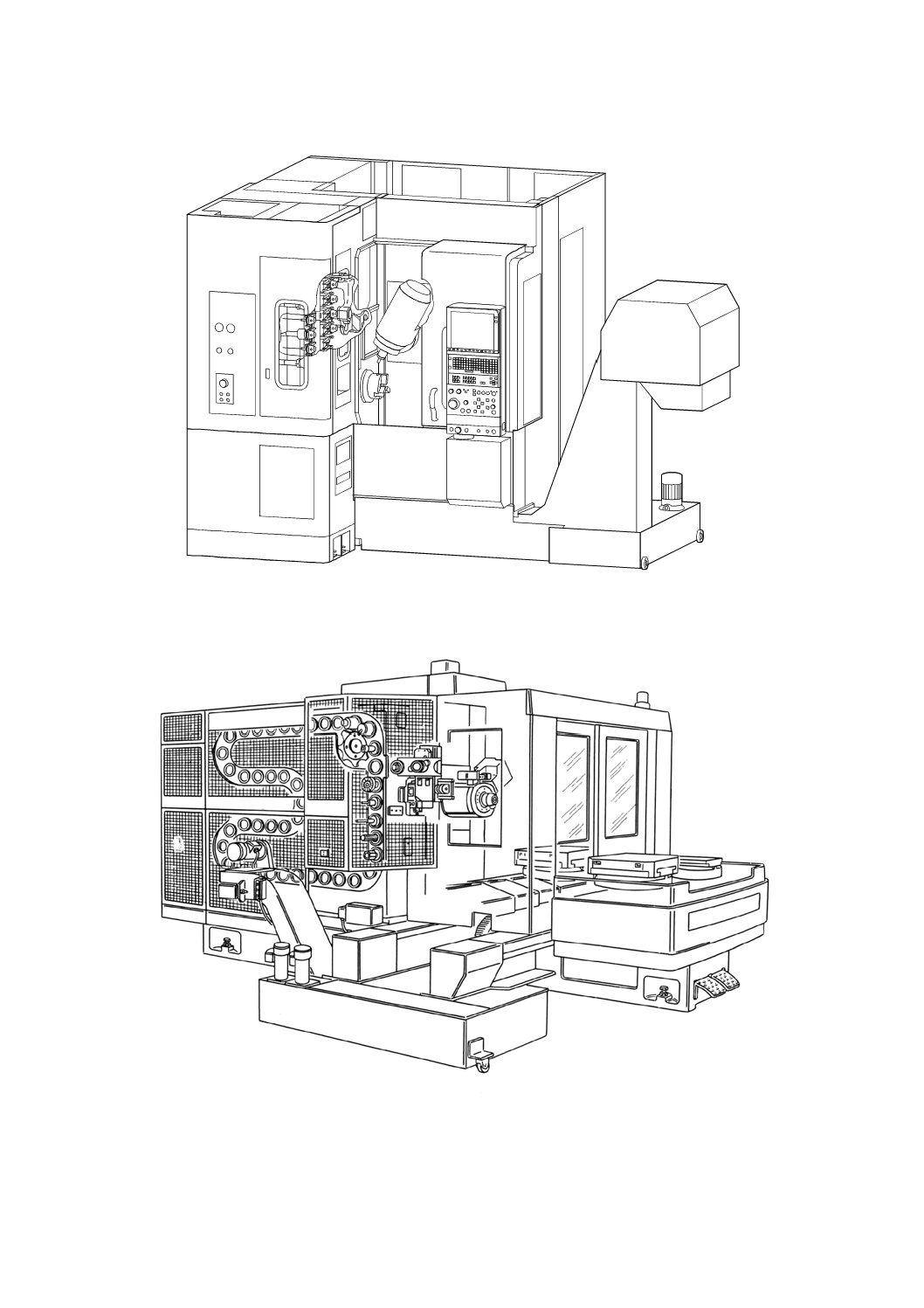
図32−横形マシニングセンタ(07300)
36
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図33−立て形マシニングセンタ(07300)
図34−5軸制御マシニングセンタ(07400)
37
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図35−ホーニング盤(08001)
図36−ラップ盤(08003)
38
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
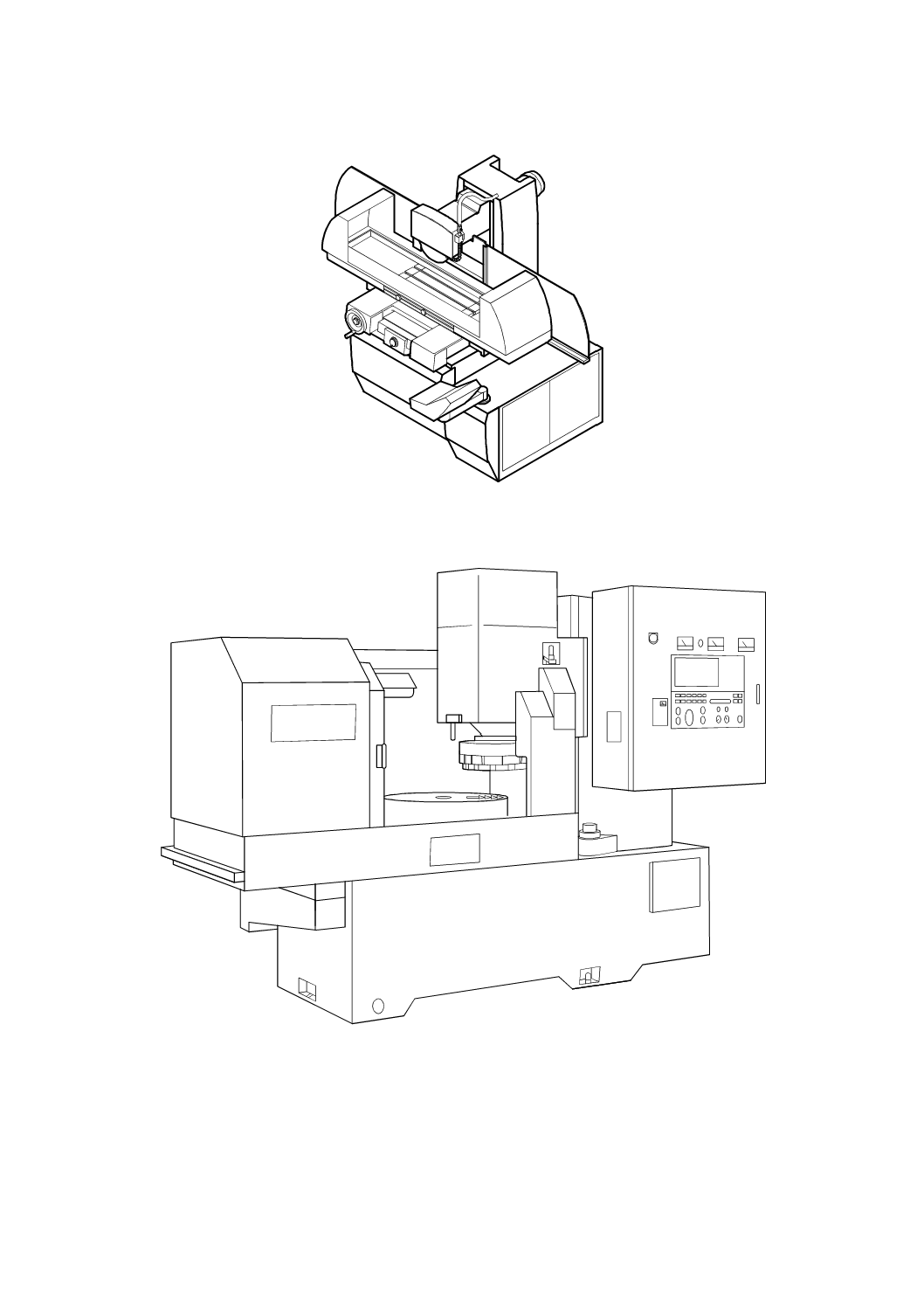
図37−ベルト研削盤(08010)
図38−ホブ盤(09100)
39
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図39−歯車形削り盤(09200)
図40−まがりばかさ歯車歯切り盤(09300)
40
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図41−歯車研削盤(09500)
図42−平削り盤(10100)
41
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
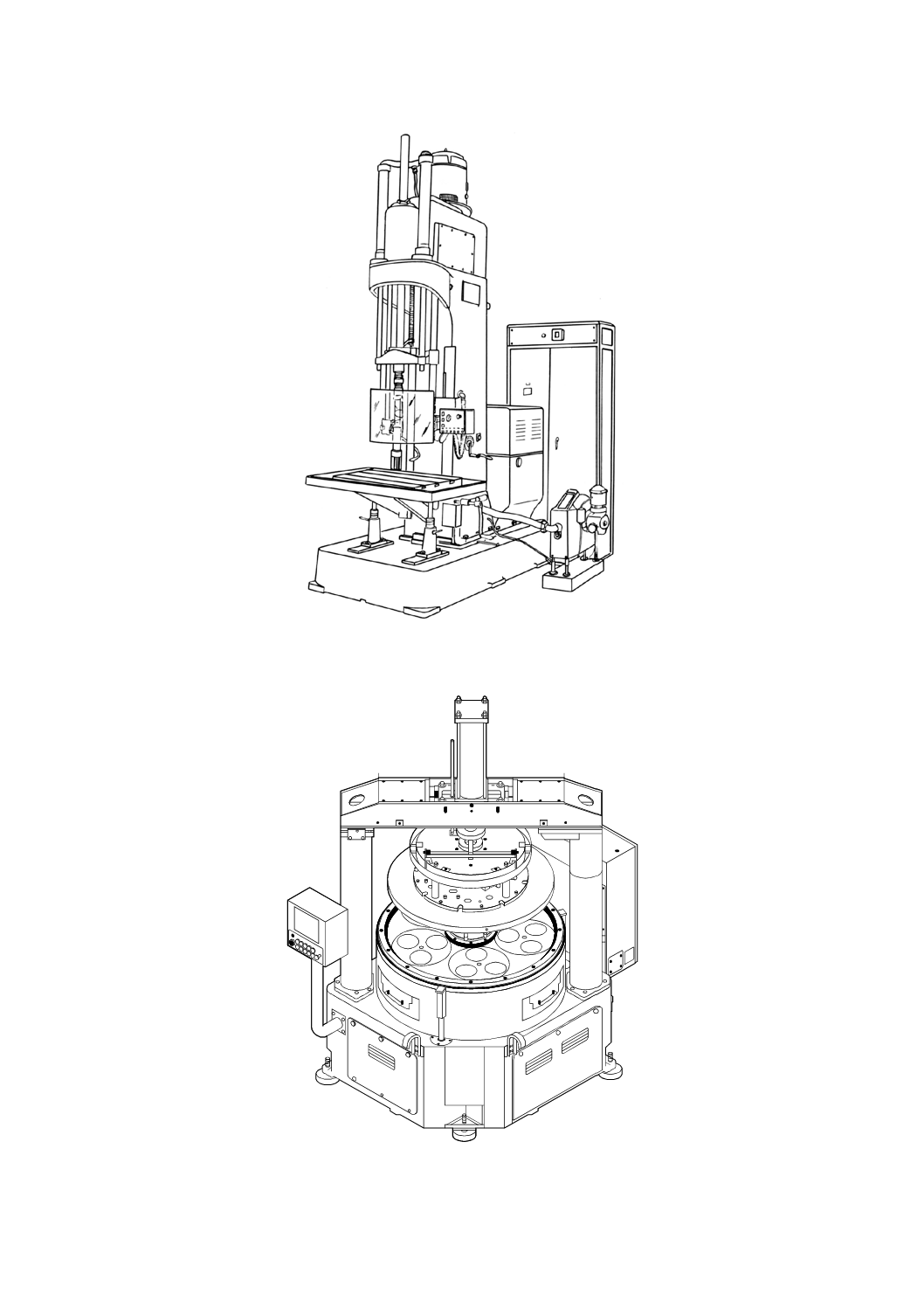
図43−形削り盤(10200)
図44−立て削り盤(10300)
42
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
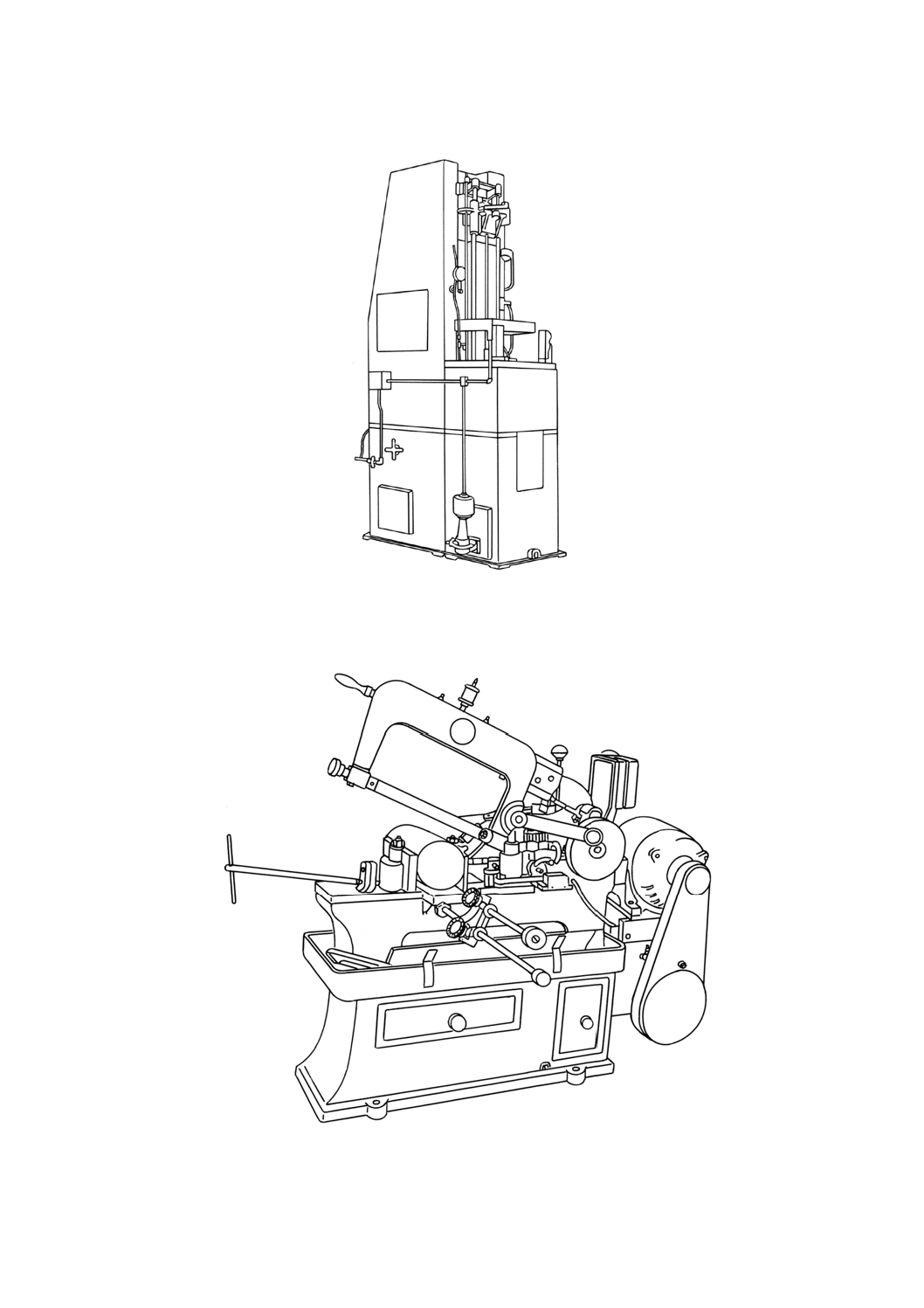
図45−内面ブローチ盤(11001)
図46−金切り弓のこ盤(12001)
43
B 0105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
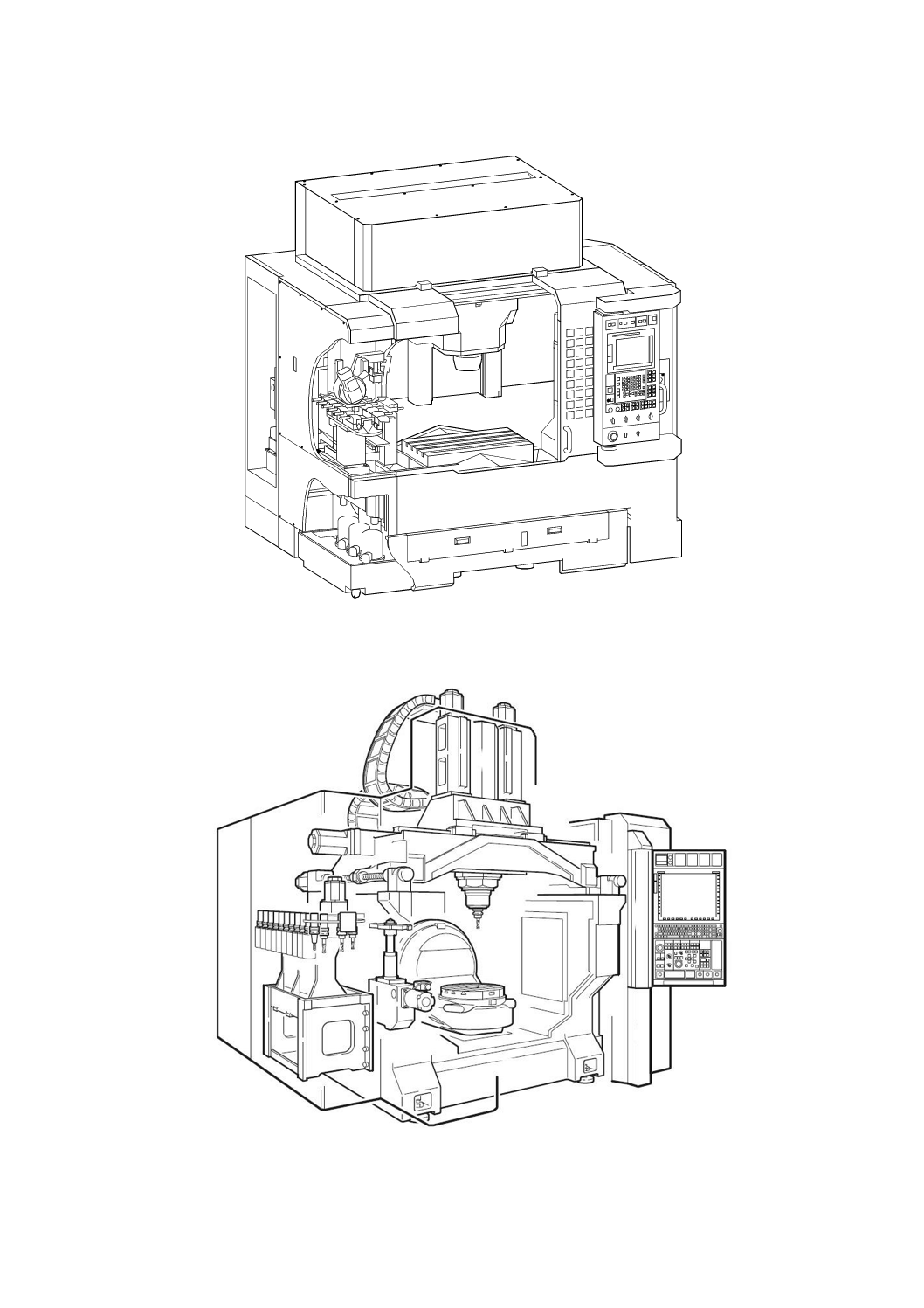
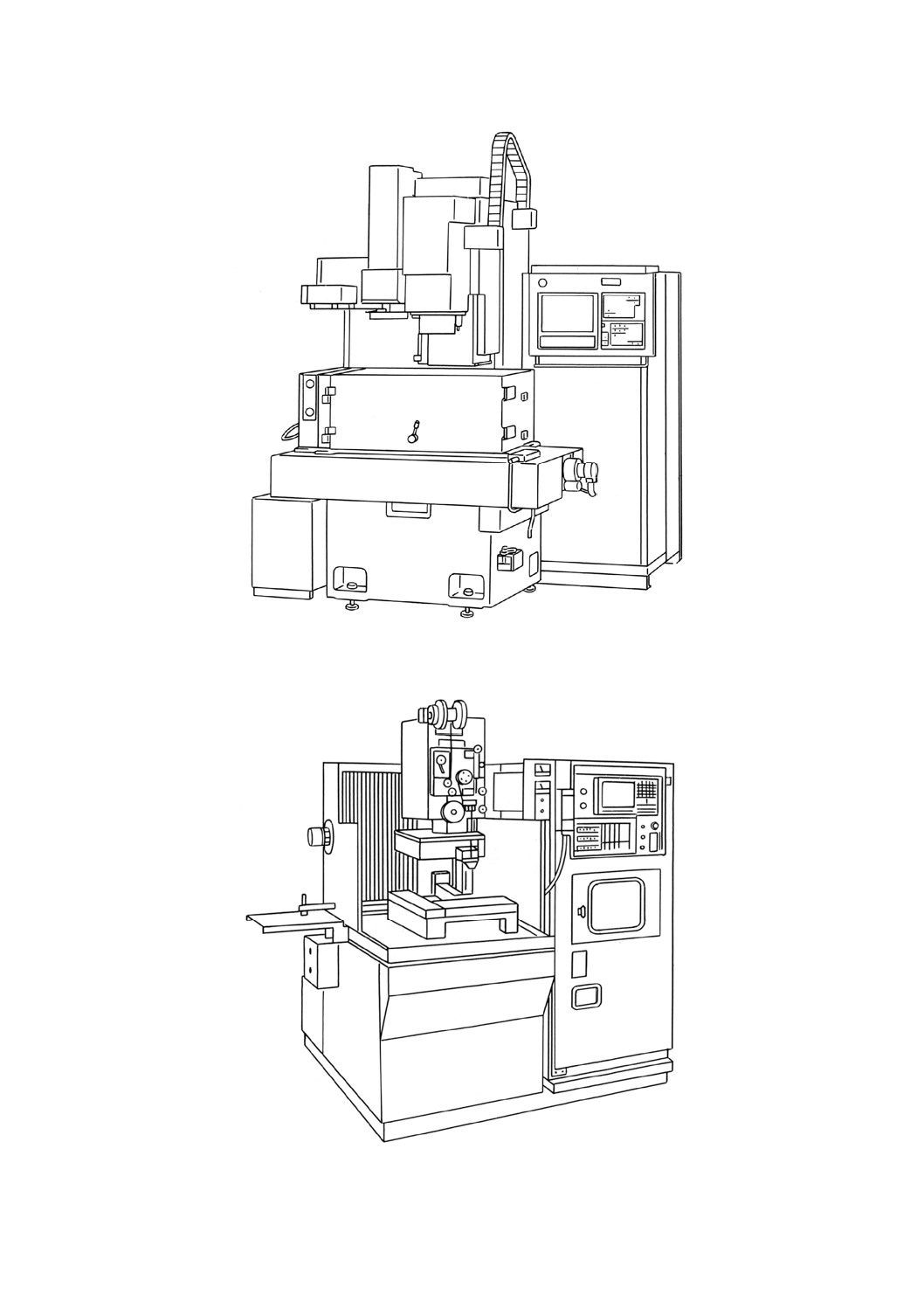
図47−形彫り放電加工機(13101)
図48−ワイヤ放電加工機(13102)