B 0103:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 分類······························································································································· 1
3 用語及び定義 ··················································································································· 1
附属書A(参考)ばね用語の分類ツリー ·················································································· 52
参考文献 ···························································································································· 63
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 64
B 0103:2015
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
ばね工業会(JSMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を
改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格で
ある。
これによって,JIS B 0103:2012は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0103:2015
ばね用語
Springs-Vocabulary
序文
この規格は,2009年に第1版として発行されたISO 26909を基に,技術的内容を変更することなく作成
した日本工業規格であるが,対応国際規格には規定されていない用語及びその定義も日本工業規格として
追加している。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格にはない事項である。変更の
一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,ばね用語(以下,用語という。)について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 26909:2009,Springs−Vocabulary(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
分類
用語は,次の7分類とし,附属書Aに用語の分類ツリーを示す。
a) ばね基本
b) 用途
c) 形状
d) 構成部品又は部分
e) 設計
f)
製造
g) 試験及び検査
3
用語及び定義
この規格で規定する用語及び定義は,次による。
なお,参考のために慣用語,対応英語及びばね記号を示す。
注記1 用語の下の括弧内は,読み方を示す。
注記2 対応英語欄に太字で示された用語は,ISO 26909で規定されている用語を示す。
注記3 番号に点線の下線を施してある箇所は,対応国際規格にない用語及び定義を示す。
2
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) ばね基本
番号
用語
定義
参考
慣用語
対応英語
ばね記号
1000
ばね
たわみを与えたときにエネルギーを蓄積し,それを
解除したとき,内部に蓄積されたエネルギーを戻す
ように設計した機械要素。
spring
1111
圧縮ばね
軸方向に圧縮荷重を負荷したとき,それに抵抗する
力を生じるばね。狭義には,圧縮コイルばねを指す。
注記 JIS B 2704-1及びJIS B 2704-2参照。
押しばね
compression
spring
1112
引張ばね
(ひっぱりば
ね)
軸方向に引張荷重を負荷したとき,それに抵抗する
力を生じるばね。狭義には,引張コイルばねを指す。
注記 JIS B 2704-1及びJIS B 2704-3参照。
引きばね
extension spring,
tension spring
1113
ねじりばね
長手方向の軸まわりのねじりモーメントに抵抗す
る力を生じるばね。狭義には,ねじりコイルばねを
指す。
注記 JIS B 2709-1及びJIS B 2709-2参照。
トーショ
ン
torsion spring,
torsion
1211
線形特性ばね 荷重とたわみとの関係が線形となるばね特性(番号
5100及び5111参照)をもつばね。
constant rate
spring,
linear spring
1212
非線形特性ば
ね
荷重とたわみとの関係が線形ではない(非線形)ば
ね特性(番号5100及び5112参照)をもつばね。
variable rate
spring,
progressive rate
spring,
non-linear spring
1213
定荷重ばね
(ていかじゅ
うばね)
たわみが変化しても,荷重又はトルクがほとんど変
化しないばね。
constant force
spring
1214
組合せばね
所要の特性を得るために,幾つかのばねを組み合わ
せたばね。
注記 組合せ方法には,直列法又は並列法がある。
2個のばねを組み合わせたものは,直列2連
ばね又は並列2連ばねという。
combination spring
1311
熱間成形ばね ばねの成形方法による名称で,熱間で成形するば
ね。
hot formed spring
1312
冷間成形ばね ばねの成形方法による名称で,冷間で成形するば
ね。
cold formed
spring
1410
金属ばね
ばねの材料の種類による名称で,金属材料を用いた
ばね。
metallic spring
1411
鋼製ばね
(こうせいば
ね)
ばねの材料の種類による名称で,鉄鋼材料を用いた
ばね。
steel spring
1412
非鉄金属ばね ばねの材料の種類による名称で,非鉄金属材料を用
いたばね。
non-ferrous spring
1413
薄板ばね
(うすいたば
ね)
ばねの材料の種類による名称で,薄い板状の材料を
用いた各種形状のばね(図1)。
flat spring
1414
線ばね
ばねの材料の種類による名称で,線状の材料を用い
たコイルばね。
wire spring
3
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
ばね記号
1415
線細工ばね
(せんざいく
ばね)
ばねの材料の種類による名称で,線状の材料を用い
た各種形状のばね(図2)。
ワイヤフ
ォーミ
ング
formed wire
spring,
wire forming
1420
非金属ばね
ばねの材料の種類による名称で,非金属材料を用い
たばね。
non-metallic spring
1421
ゴムばね
ばねの材料の種類による名称で,ゴムの弾性を利用
するばね。
注記 JIS D 0111参照。
rubber spring
1422
流体ばね
ばねの材料の種類による名称で,気体及び/又は液
体の弾性を利用するばね。
注記 JIS D 0111参照。
fluid spring,
hydropneumatic
spring
1423
空気ばね
流体ばねの一種で,空気の弾性を利用するばね(図
86)。
注記 JIS D 0111参照。
air spring,
pneumatic spring
1424
ガスばね
流体ばねの一種で,アルゴン,ヘリウムなど不活性
ガスの弾性を利用するばね。
gas spring,
gas pressure spring
1425
樹脂ばね
ばねの材料の種類による名称で,合成樹脂材料を用
いたばね。
composite spring
1426
セラミックば
ね
ばねの材料の種類による名称で,セラミックスを用
いたばね。
ceramic spring
1511
磁気ばね
ばねの機能の種類による名称で,磁気による反発力
及び吸引力を利用するばね。
磁石ばね
magnetic spring
b) 用途
番号
用語
定義
参考
慣用語
対応英語
ばね記号
2100
ファスナばね 締結を目的とした,各種形状のばね(図1及び図3
〜図13)。
fastener spring
2110
止め輪
(とめわ)
軸又は穴に付けた溝にはめて,軸方向の移動を防ぐ
輪状のばね(図3)。
注記1 止め輪のうちグリップ止め輪(番号2117
参照)は,溝がない軸に用いる。
注記2 JIS B 2804参照。
スナップ
リング
snap ring,
retaining ring
2111
サークリップ 止め輪のうちC字形のもの(図3)。C形止め輪と
もいう。
circlip
2112
C形軸用偏心
止め輪
環状の溝をもつ軸の溝部にはめて,軸挿入部品の軸
方向の移動を防ぐ円環状のばねで,内径の中心位置
と外径の中心位置とが異なる止め輪(図3)。
注記 JIS B 2804参照。
Cリング,
スナップ
リング
C-type retaining
ring (for shaft),
snap ring
2113
C形穴用偏心
止め輪
円筒穴内部に環状の溝をもつ穴の溝部にはめて,穴
挿入部品の円筒方向の移動を防ぐ円環状のばねで,
内径の中心位置と外径の中心位置とが異なる止め
輪(図3)。
注記 JIS B 2804参照。
Cリング,
スナップ
リング
C-type retaining
ring (for bore),
snap ring
4
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
ばね記号
2114
C形軸用同心
止め輪
環状の溝をもつ軸の溝部にはめて,軸挿入部品の軸
方向の移動を防ぐ円環状のばねで,内径の中心位置
と外径の中心位置とが同一の止め輪(図3)。
注記 JIS B 2804参照。
Cリング,
スナップ
リング
C-type retaining
ring with
uniform section
(for shaft),
snap ring
2115
C形穴用同心
止め輪
円筒穴内部に環状の溝をもつ穴の溝部にはめて,穴
挿入部品の円筒方向の移動を防ぐ円環状のばねで,
内径の中心位置と外径の中心位置とが同一の止め
輪(図3)。
注記 JIS B 2804参照。
Cリング,
スナップ
リング
C-type retaining
ring with
uniform section
(for bore),
snap ring
2116
E形止め輪
軸用の止め輪で,その形状が文字Eに似ている止め
輪(図3)。
注記 JIS B 2804参照。
Eリング
E-type retaining
ring
2117
グリップ止め
輪
軸用の止め輪で,溝を付けていない軸に使用する止
め輪(図3)。
注記 JIS B 2804参照。
grip ring
2120
ばね座金
ねじの緩み止めに用いるばね作用を利用した座金
の総称(図4〜図8及び図59)。
注記 JIS B 1251参照。
スプリン
グワッ
シャ
spring washer,
lock washer
2121
波形ばね座金
(なみがたば
ねざがね)
線を巻いて,波形に成形したばね座金(図5)。
注記 JIS B 1251参照。
waved spring
washer,
curved spring
washer
2122
波形座金
(なみがたざ
がね)
円環状の薄板に波形を付けたばね座金(図6及び図
7)。
ウェーブ
ワッシ
ャ
waved washer,
curved washer
2123
皿ばね座金
底がない皿状のばね座金(図59)。
注記 JIS B 1251参照。
conical spring
washer
2124
歯付き座金
円環状の薄板にねじれた歯を付けたばね座金(図
8)。内歯形,外歯形,皿形及び内外歯形がある。
注記 JIS B 1251参照。
toothed washer,
toothed lock
washer
2130
スプリングピ
ン
弾性がある板を円筒状に丸め,その半径方向のばね
作用を利用し,穴に打ち込んで隣接部品を連接する
ピン(図9)。
注記 JIS B 2808参照。
ロールピ
ン
spring pin,
roll pin
2131
溝付きスプリ
ングピン
スプリングピンの一種で,穴に打ち込んだとき,円
筒状に丸めた両端が接合しない程度に成形したピ
ン(図9)。端部は,両面取り及び片面取りがある。
注記 JIS B 2808参照。
ロールピ
ン
slotted spring-type
straight pin,
roll pin
2132
二重巻きスプ
リングピン
スプリングピンの一種で,円筒状に一巻き以上丸め
たピン(図9)。
注記 JIS B 2808参照。
coiled spring-type
straight pin
2140
スナップピン 軸の径方向の孔に差し込み,軸の相対移動を防ぐピ
ン(図10)。
Rピン,
松葉ピン
spring cotter pin,
snap pin
2150
スナップリテ
ーナ
軸の溝に差し込み,軸の相対移動を防ぐリテーナ
(図11)。
だるまピ
ン
hairpin clip,
snap retainer
5
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
ばね記号
2160
ばね板ナット
(ばねいたな
っと)
薄板ばねで,パネルに差し込む挿入部及びナット部
のある締結部品(図12)。
注記 挿入部のばね作用を利用して,あらかじめパ
ネルに差し込んだ後,被保持部品を重ねてね
じ部品で締結する。
spring nut
2161
押込みばね板
ナット
薄板ばねの中心部に,スタッドを押し込む爪をもつ
締結部品(図13)。
注記 ばね作用及び爪部の抜け止め作用によって
スタッドを保持し,被保持部品とパネルとを
締結し,保持する。
push-on spring
nut
2170
ガータスプリ
ング
密着巻のコイルばねの両端を連結し,環状にして締
付けに用いるばね(図14)。
garter spring,
bracelet spring
2180
ホースクラン
プ
板状又は線状の材料を用いて環状に成形し,材料の
弾性を利用してホース差込み接続部を締め付ける
ばね(図97)。
hose clamp
2200
懸架ばね
(けんがばね)
一般に,自動車,鉄道車両などの車体を支えるばね。
suspension spring,
chassis spring
2300
担いばね
(にないばね)
鉄道車両などの車体を支える重ね板ばね(図15及
び図16)。
bearing spring,
carriage spring
2400
まくらばね
台車枠と車体との間に用いるばね(図17及び図
18)。
bolster spring
2500
軸ばね
軸箱と台車枠との間に用いる上下方向の衝撃を緩
和するばね。
axle spring,
bearing spring
2600
弁ばね
内燃機関の吸排気弁などに用いるコイルばね。
valve spring
2700
クラッチスプ
リング
密着巻部分が比較的長いねじりコイルばねで,コイ
ル部の巻締め力を利用し,巻締めの方向にだけトル
クを伝達するばね。
clutch spring,
wrap spring
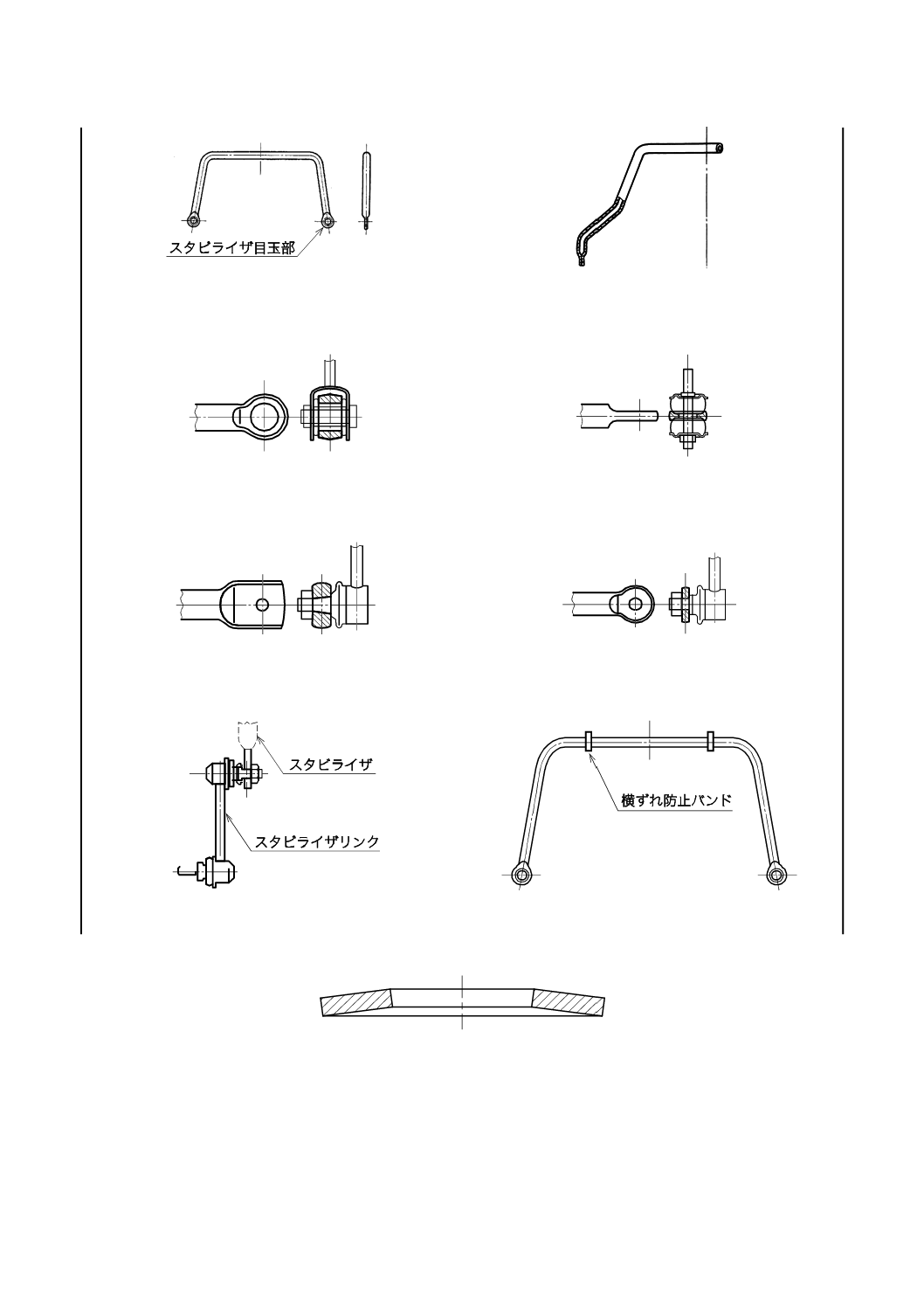
2800
スタビライザ 車体に遠心力が作用した場合の車体の横揺れを少
なくするために取り付けられているばねの総称。
注記1 丸棒を略“コ”の字の形状に成形したもの
が一般的で,中実のもの(中実スタビライ
ザ)及び中空のもの(中空スタビライザ)
がある(図51及び図52)。
注記2 JIS D 0111参照。
stabilizer bar,
anti-roll bar,
sway bar,
tubular stabilizer
bar
2910
シートばね
車両用の座席,いす,寝具などに用いるクッション
用のばねの総称(図39及び図62)。
注記 ジグザグばね,圧縮コイルばね,たる形コイ
ルばね,空気ばねなどが用いられている。
seat spring
2920
バイアスばね コイルばね,板ばねなどを用いて外力を負荷して,
2方向動作を繰り返して行わせるために用いるばね
の総称。
bias spring
2930
摩擦ばね
摩擦を利用して減衰を生じさせるばねの総称(図
43,図61及び図96)。
注記 輪ばね,異形断面を用いた二重巻のコイルば
ねなどがある。
friction spring
6
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 形状
番号
用語
定義
参考
慣用語
対応英語
ばね記号
3100
板ばね
(いたばね)
板状の材料を用いたばねの総称。狭義には,ばね板
で構成したばねを指す。
注記 JIS D 0111参照。
leaf spring
3110
重ね板ばね
ばね板を重ね合わせて構成した板ばね(図15〜図
23,図64,図77及び図78)。
注記 JIS B 2710-1〜JIS B 2710-4及びJIS D 0111参
照。
leaf spring,
laminated spring
3111
マルチリーフ
スプリング
階段状に長さの異なるばね板を重ね合わせて構成
した板ばね(図15〜図21)。
multi-leaf spring
3112
テーパリーフ
スプリング
他部品との取付部分を除き,ほぼ全体にわたってテ
ーパを施してある板ばね。
注記 より均一な応力分布を得るため,放物線状に
テーパを施す場合もあるので,パラボリック
リーフスプリングともいう(図22及び図23)。
tapered leaf spring,
parabolic leaf
spring
3113
Jリーフスプ
リング
J字形の板ばね(図24)。
J-leaf spring
3114
Zリーフスプ
リング
Z字形の板ばね(図25)。
Z-leaf spring
3115
トレーリング
リーフ
エアサスペンションに用い,主にリンク機構として
車軸の前側でシャシフレームとつなぐ板ばね(図
26)。
注記 エアサスペンションは,JIS D 0111参照。
trailing leaf for
air suspension
3116
プログレッシ
ブ重ね板ば
ね
常時荷重を受けるばね(主ばね)と,荷重の増加と
ともに補助的に働くばね(補助ばね)とで構成した
重ね板ばね(図21)。
progressive leaf
spring,
progressive rate
leaf spring,
variable rate leaf
spring
3117
親子重ね板ば
ね
常時荷重を受けるばね(親ばね)と荷重が増加した
後に補助的に働くばね(子ばね)とで構成した重ね
板ばね(図17及び図20)。
two-stage
progressive leaf
spring
3120
半だ円ばね
半だ円のような形状をした重ね板ばね(図15,図
16,図19〜図23,図64,図77及び図78)。
semi-elliptic spring,
half-elliptic spring
3130
だ円ばね
だ円のような形状をした重ね板ばね(図17及び図
18)。
注記 二組組み合わせたものを2連ばね(図17),
三組組み合わせたものを3連ばね(図18)な
どという。
full-elliptic spring
3140
対称ばね
センタボルト又はセンタピンの位置が,スパンの中
央にある重ね板ばね(図15〜図18,図20及び図64)。
symmetrical leaf
spring
3150
非対称ばね
センタボルト又はセンタピンの位置が,スパンの中
央にない非対称の重ね板ばね(図19,図21〜図23,
図77及び図78)。
unsymmetrical leaf
spring,
asymmetrical leaf
spring
3160
FRP板ばね
繊維強化プラスチックを用いた板ばね(図87)。
fiber reinforced
plastic leaf spring
7
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
ばね記号
3161
GFRP板ばね ガラス繊維を強化材とした繊維強化プラスチック
を用いた板ばね。
glass fiber
reinforced plastic
leaf spring
3200
コイルばね
線,棒状又は板状の材料をら(螺)線形状に成形し
たばねの総称。
注記 圧縮コイルばね(図27,図28,図34〜図43,
図84,図85及び図88〜図93並びにJIS B
2704-1,JIS B 2704-2参照),引張コイルばね
(図29及び図30並びにJIS B 2704-1及びJIS
B 2704-3参照),ねじりコイルばね(図31〜
図33並びにJIS B 2709-1及びJIS B 2709-2
参照)など。
巻きばね,
つる巻き
ばね
coil spring,
helical spring
3210
圧縮コイルば
ね
主として,圧縮荷重を受けるコイルばね(図27,図
28,図34〜図43,図84,図85,図88,図89及び
図91〜図93)。
押しばね
helical
compression
spring
3220
引張コイルば
ね
(ひっぱりこ
いるばね)
主として,引張荷重を受けるコイルばね(図29及
び図30)。
引きばね
helical extension
spring
3221
2本線引張コ
イルばね
2本の線を併置した素線からなる引張コイルばね
(図30)。
double wire
extension spring
3230
ねじりコイル
ばね
主として,ねじりモーメントを受けるコイルばね
(図31〜図33)。
トーショ
ン
helical torsion
spring
3231
2本線ねじり
コイルばね
2本の線を併置した素線からなるねじりコイルばね
(図32)。
double wire torsion
spring
3232
重ね巻きねじ
りコイルば
ね
コイル部を二重にした,ねじりコイルばね(図33)。
注記 ねじりコイルばねの端末を折り返して,最初
のコイル外径を内径側として,二重にコイリ
ングしたばね。
duplex torsion
spring
3240
円形コイルば
ね
円形に巻いたコイルばねの総称。
circular coil spring
3241
円筒コイルば
ね
円筒形のコイルばね(図27〜図36,図40〜図42,
図84,図85,図90及び図92)。
注記 2個組み合わせたものを二重コイルばね(図
34),3個組み合わせたものを三重コイルばね
(図35)などという。
cylindrical coil
spring,
cylindrical spring,
double coil spring,
triple coil spring
3242
円すいコイル
ばね
円すい形のコイルばね(図37及び図43)。
conical spring
3243
鼓形コイルば
ね
(つづみがた
こいるばね)
中央がくびれた鼓形又は砂時計形のコイルばね(図
38)。
waisted spring
3244
たる形コイル
ばね
たる形のコイルばね(図39)。
barrel spring
3245
テーパコイル
ばね
材料の直径が変化しているコイルばね(図36)。
coil spring with
tapered material
3246
たる形テーパ
コイルばね
たる形で,材料の直径が変化しているコイルばね
(図88)。
barrel tapered coil
spring
8
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
ばね記号
3247
片絞りコイル
ばね
円筒コイルばねの片側端部を円すい形に成形した
圧縮コイルばね(図89)。
beehive
compression
spring
3248
圧縮ねじりコ
イルばね
圧縮及びねじりの作用を生じさせるコイルばね(図
90)。
compression-
torsion coil
spring
3249
圧縮アークコ
イルばね
コイル軸が円弧状の圧縮コイルばね(図91)。
arc compression
coil spring
3250
不等ピッチコ
イルばね
ピッチが均一でない圧縮コイルばね(図37及び図
85)。
variable pitch
spring
3260
異形コイルば
ね
コイルの形状によるばねの総称で,円筒,円すい,
鼓形及びたる形以外の形のコイルばね(図93)。
irregular shaped
coil spring
3261
長円コイルば
ね
異形コイルばねの一種で,コイル横断面が長円又は
これと類似の形状のコイルばね(図93)。
elliptical coil
spring
3271
円形断面ばね 材料の断面形状が円形のコイルばね。
circular section
wire spring,
circular section
wire coil spring
3272
異形断面ばね 材料の断面形状が円形以外のコイルばね(図40及
び図41)。
non-circular wire
coil spring
3273
角ばね
(かくばね)
異形断面ばねの一種で,材料の断面形状が長方形又
は正方形のコイルばね(図33及び図41)。
rectangular wire
coil spring,
square
cross-section
wire spring
3274
卵形断面ばね
(たまごがた
だんめんば
ね)
異形断面ばねの一種で,材料の断面形状が卵形のコ
イルばね(図40)。
egg-shaped wire
coil spring,
ovate wire coil
spring,
oval wire coil
spring
3280
より線ばね
より線状の材料を用いたコイルばね(図42)。
stranded wire
spring
3290
コイルドウェ
ーブスプリ
ング
帯状の線材を波形に成形しつつ,その谷と次の山と
が接するようにコイル状に巻いた圧縮コイルばね
(図92)。
coiled wave
spring
3300
竹の子ばね
長方形断面の材料の長辺がコイル中心線に平行な
円すいコイルばね(図43)。
volute spring
3400
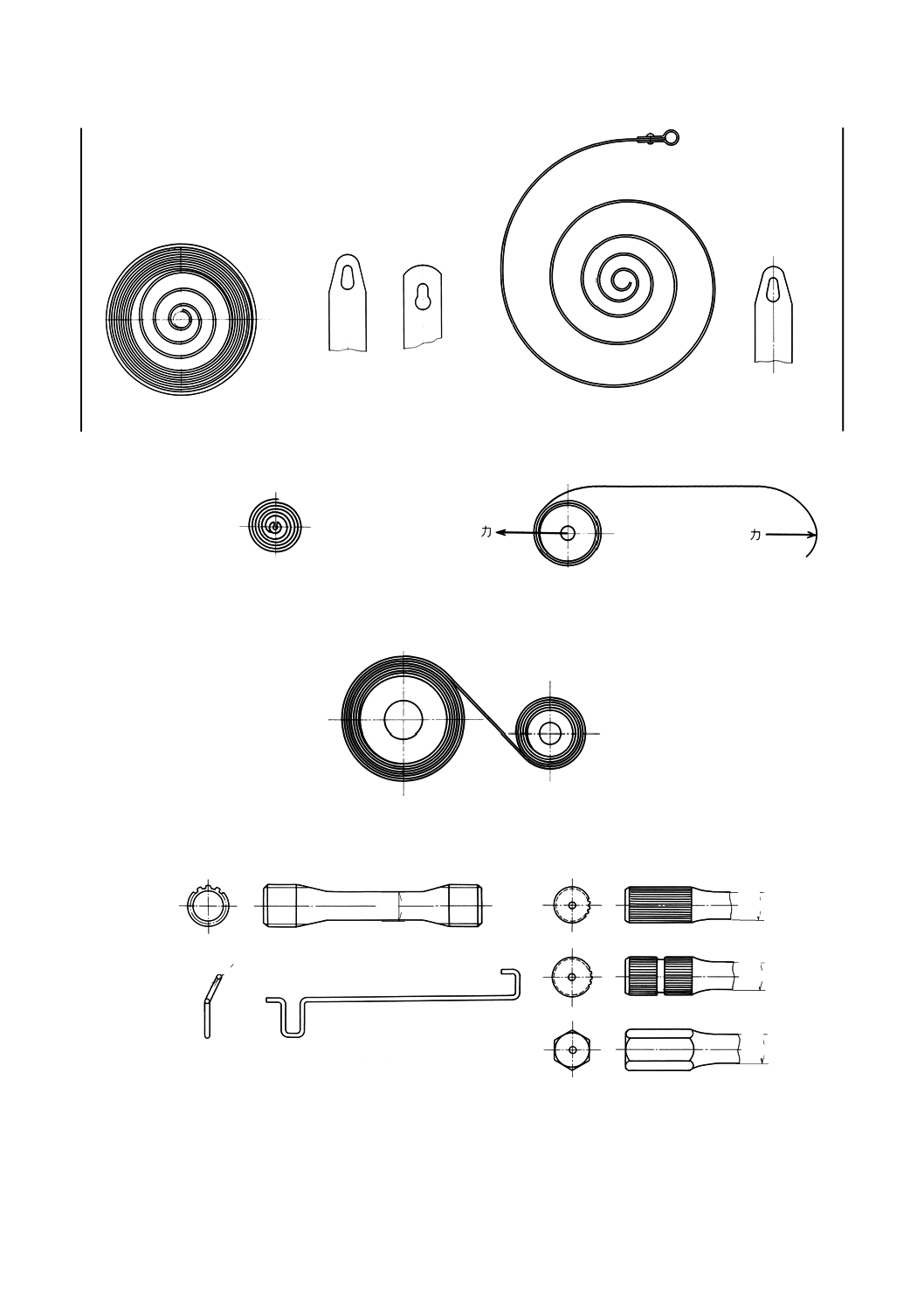
渦巻ばね
(うずまきば
ね)
平面内で渦巻形をしているばね(図44〜図49)。
spiral spring
3410
ぜんまい
薄板状の材料を用いた渦巻ばね(図44〜図49)。
power spring
3411
接触形ぜんま
い
材料どうしが互いに接触しているぜんまい(図45,
図48及び図49)。
motor spring
3412
非接触形ぜん
まい
材料どうしが互いに接触していないぜんまい(図
44,図46及び図47)。
non-contact-type
spiral spring
3413
ひげぜんまい 計器用などに使用する,小形で精密な非接触形ぜん
まい(図47)。
hair spring
9
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
ばね記号
3414
定荷重ぜんま
い
(ていかじゅ
うぜんまい)
たわみが変化しても,荷重又はトルクがほとんど変
化しない密着巻のぜんまい(図48及び図49)。
constant force
spiral spring
3500
トーションバ
ー
任意断面の棒状で,長手方向の軸まわりにねじりを
受けて使うばね(図50)。
注記 JIS D 0111参照。
ねじり棒
ばね
torsion bar spring
3600
皿ばね
中心に孔の開いた円板を円すい状に加工した,圧縮
方向にばね作用をする,底のない皿形のばね(図59
及び図102)。
注記 JIS B 2706参照。
disc spring
(Belleville),
coned disc spring,
Belleville spring
3610
ダイアフラム
スプリング
皿ばねの内周側に,中心に向かう複数の舌片状のレ
バーを形成し,作用時には外周及びレバー基部を支
点としてばね作用をするばね(図60)。
diaphragm spring
3700
輪ばね
(わばね)
外輪は内側に,内輪は外側に傾斜がある摩擦面をも
った輪状のばねを重ね合わせたばね(図61)。
ring spring
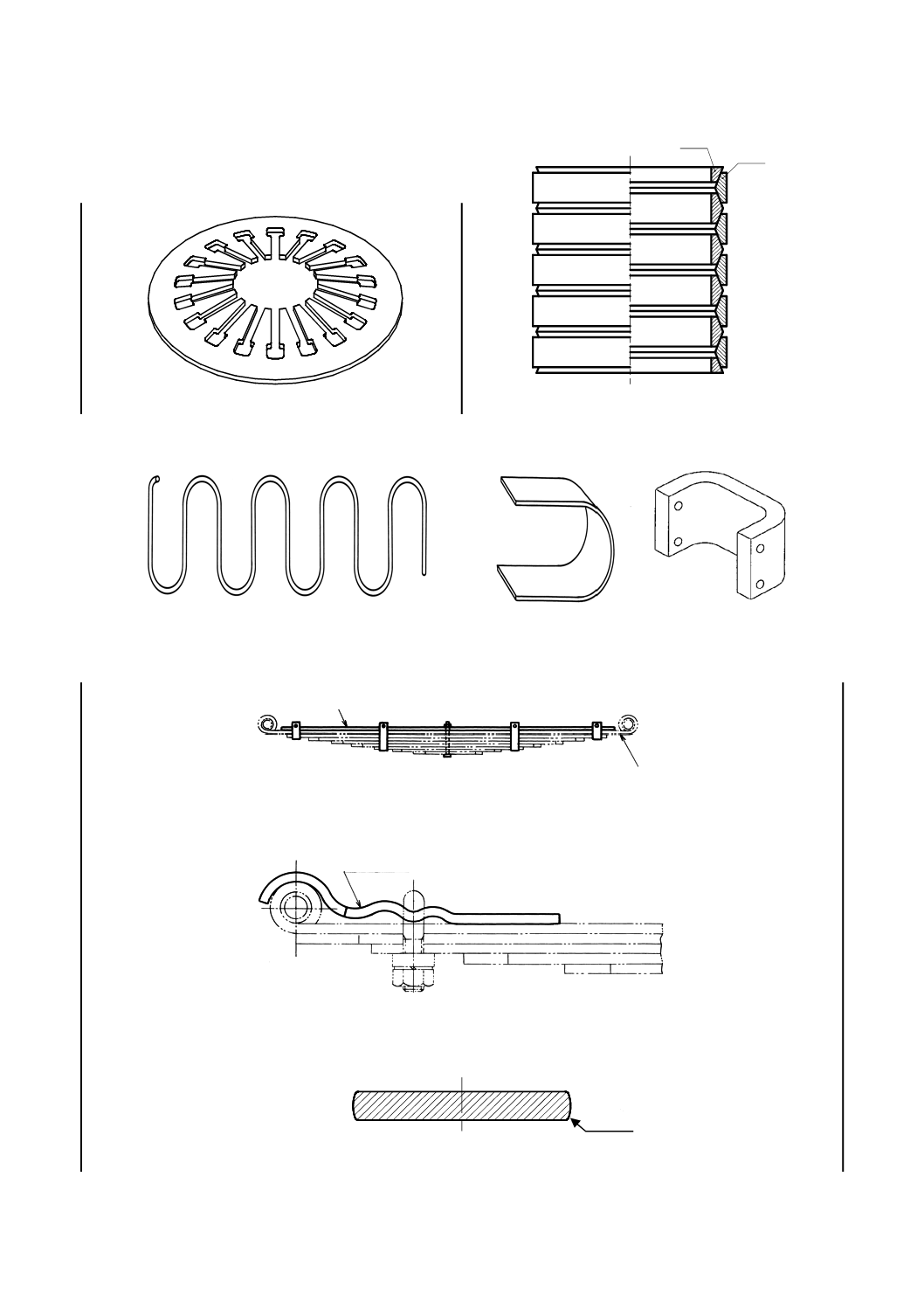
3810
ジグザグばね ジグザグ形のばね(図62)。
Sばね
zigzag spring
3820
U字形ばね
U字形のばね(図63)。
U-spring
3830
金網ばね
(かなあみば
ね)
小径の鋼線などを編んで作った金網を圧縮成形し
たばね。
メッシュ
スプリ
ング
wire mesh spring
3840
円弧状ばね
線又は薄板を用いた円弧状(U字形又は双曲線状)
のばねの総称。
注記 軸又は穴の溝にはめ,相手部品の相対移動を
防ぐ止め輪などがある(図3)。
hyperbolic spring
3850
円盤ばね
外周及び内周に隔てて案内を入れ,一方を支え他方
に軸線方向の荷重を加えて使用する円盤状のばね。
注記 広義には,円盤状のばねの総称で,皿ばねな
どもその一種である(図59,図60及び図
102)。
disc spring
d) 構成部品又は部分
番号
用語
定義
参考
慣用語
対応英語
ばね記号
4111
主ばね
(しゅばね)
プログレッシブ重ね板ばねにおいて,常時荷重を受
けるばね(図21)。
main spring
4112
補助ばね
プログレッシブ重ね板ばねにおいて,荷重の増加と
ともに補助的に働くばね(図21)。
auxiliary spring,
second stage
leaves
4113
親ばね
親子重ね板ばねにおいて,常時荷重を受けるばね
(図17及び図20)。
main spring
4114
子ばね
親子重ね板ばねにおいて,荷重が増加した後に補助
的に働くばね(図17及び図20)。
helper spring
4120
ばね板
(ばねいた)
重ね板ばねを構成する板。
leaf,
plate
4121
親板
(おやいた)
両端に荷重支持のための目玉又は取付部をもつば
ね板(図15及び図64)。
main leaf,
top leaf
10
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
ばね記号
4122
全長板
(ぜんちょう
ばん)
スパン以上の長さをもつばね板(図15)。
full length leaf
4123
子板
(こいた)
親板以外のばね板(図15)。
back-up leaf
4124
押さえばね板 親板を逆方向の荷重に対して保護するためのばね
板(図64及び図65)。
tension plate,
auxiliary leaf,
rebound leaf
4125
長方形断面
断面形状が長方形のばね板の断面(図66)。
注記 JIS G 4801参照。
rectangular section
4126
こば
板ばねの平鋼の側部の総称(図66)。
注記 こばの半径を板厚のほぼ半分にとった場合
を,丸こばという。
round edge of flat
bar
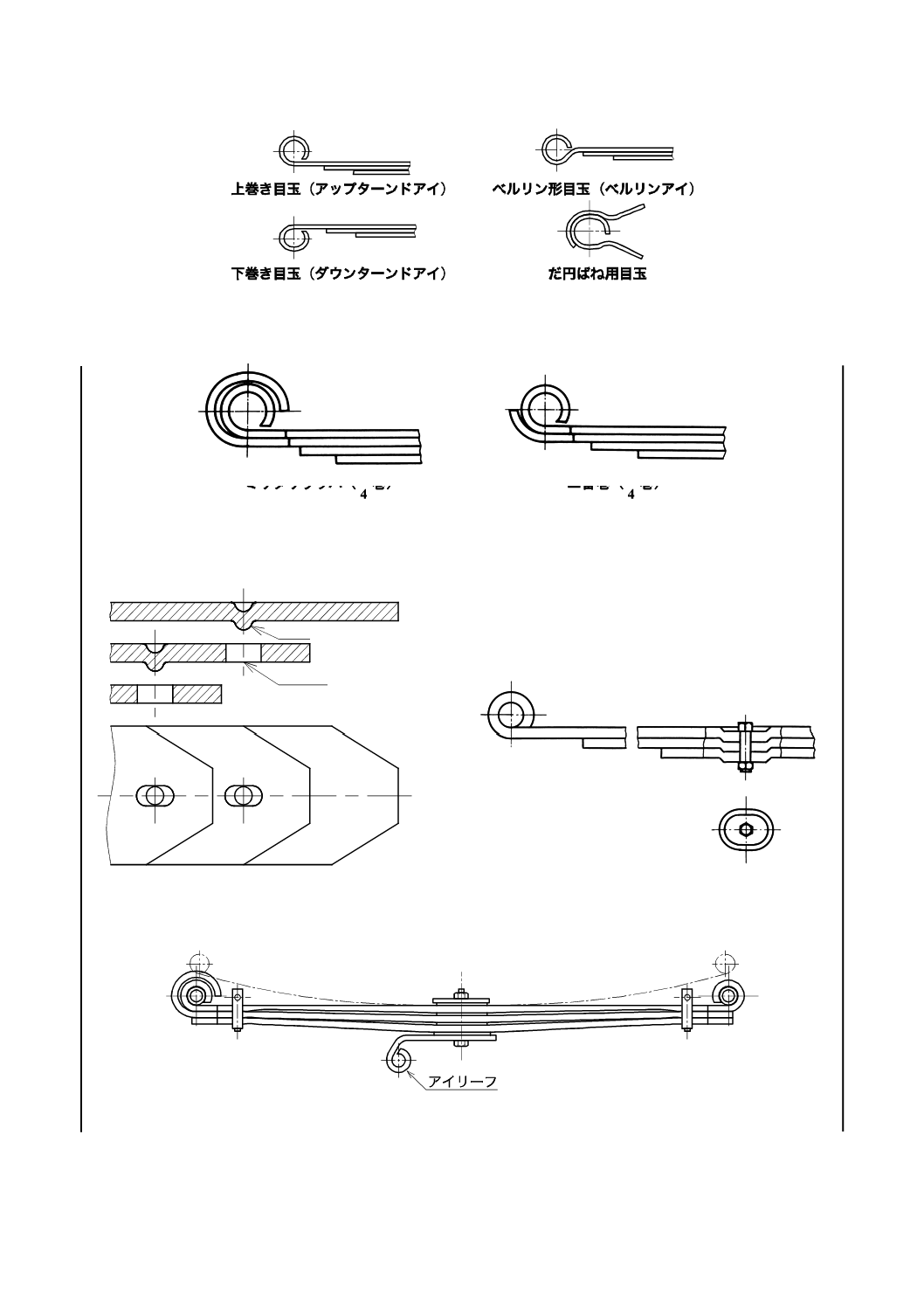
4127
アイリーフ
重ね板ばねに組み込んだ目玉付きのばね板(図71)。
eye leaf
4130
ばね板端部
(ばねいたた
んぶ)
ばね板の端部(図69及び図76)。
開先
leaf end
4131
目玉
(めだま)
ばね板の端部を丸く巻いた部分(図15,図20及び
図67)。
(spring) eye
4132
二番巻
(にばんまき)
親板の次のばね板の端部を,親板の目玉に沿って巻
いた部分(図15及び図68)。
second leaf
wrapper
4133
上巻き目玉
(うえまきめ
だま)
板ばねの目玉の名称で,親板端部を上向きに丸めた
目玉(図67)。
upturned eye
4134
下巻き目玉
(したまきめ
だま)
板ばねの目玉の名称で,親板端部を下向きに丸めた
目玉(図67)。
downturned eye
4135
ベルリンアイ 板ばねの目玉の名称で,その中心が親板のほぼ中心
線上になるように丸めた目玉(図67)。
Berlin eye
4136
三角開先
(さんかくか
いさき)
板ばねの子板端部の形状種類で,三角形状にトリミ
ングしたもの(図69及び図76)。
end trimmed with
diamond point
4137
ミリタリラッ
パ
板ばねの二番巻の一種で,巻いた部分が3/4巻の形
状(図68)。
military wrapper
4141
中心穴
重ね板ばねにおいて,各リーフの中央部分に設けた
締結用の穴。
centre hole
4142
だぼ
ばねのずれを防ぐために,ばね板の小部分を押し出
したもの(図69)。
nib
4143
だぼ穴
だぼを受けるばね板の穴(図69)。
slit
4144
センタカップ 疲労強度の向上を目的として,センタボルト穴の周
囲を押し出したもの(図70)。
cup centre
4151
センタピン
重ね板ばねの胴締めとばね板相互とのずれを防ぐ
リベット(図15)。
centre pin
4152
センタボルト 重ね板ばねの中央部で,ばね板を締め付けるボルト
(図19〜図21)。
centre bolt
4153
クリップ
重ね板ばねのばね板が,相互に離れること及び横ず
れすることを防ぐ金具(図19〜図21及び図73)。
clip,
rebound and
alignment clip
11
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
ばね記号
4154
クリップバン
ド
クリップに用いる板状の部品(図73)。
clip plate
4155
クリップボル
ト
クリップに用いるボルト(図20及び図73)。
clip bolt
4156
クリップパイ
プ
クリップに用いる管状の部品(図73)。
clip pipe,
spacer tube
4157
ブシュ
重ね板ばねの目玉にはめ込み,軸受の働きをする部
品(図20及び図74)。
bush,
bushing
4158
スペーサ
重ね板ばねで,必要な間隔を保持するために装着す
る板状の部品(図17及び図20)。
spacer
4159
センタスペー
サ
フレッティング腐食(番号5337参照)を防ぐため
に,重ね板ばねの中央締付部の板間に挿入する合成
樹脂製などの板状の部品(図75)。
注記 JIS B 2710-2参照。
centre spacer,
inter-leaf liner
4160
インタリーフ 重ね板ばねのばね板間に,全長又は部分的に挿入す
るゴム製,合成樹脂製などの板(図75)。
inter-leaf liner,
bearing liner
4161
サイレンサ
きしみ音(番号5326参照),たたき音(番号5325
参照)などの抑制のために,重ね板ばねの先端部に
付ける,又はコイルばねとばね座との間に挿入する
ゴム製,合成樹脂製などの部品(図19及び図76)。
silencer,
tip insert,
liner
4162
マスダンパ
重ね板ばねの共振抑制のために,振幅の大きい部分
に付けるおもり(図77)。
mass damper
4163
ダイナミック
ダンパ
重ね板ばねの共振抑制のために,振幅の大きい部分
に付けるダンパで,おもり,ゴムばねなどで構成す
る部品(図78)。
dynamic damper,
vibration absorber
4164
胴締め
(どうじめ)
重ね板ばねのばね板を締め付ける枠形金具(図15
及び図80)。
band,
backle
4165
端受け
(はしうけ)
だ円ばね又は機関車用半だ円ばねの両端を支える
金具(図18及び図79)。
end block
4210
圧縮コイルば
ね端部
圧縮コイルばねの巻端の部分(図81)。
end of helical
compression
spring
4211
オープンエン
ド
圧縮コイルばね端部形状の一種で,端末がコイル軸
方向に隣のコイルと隙間がある形状[図81 d),e),
f)]。
open end
4212
クローズドエ
ンド
圧縮コイルばね端部形状の一種で,端末がコイル軸
方向に隣のコイルと接している形状[図81 a),b),
c)]。
closed end
4213
ピッグテール
エンド
圧縮コイルばね端部形状の一種で,端末がコイル径
方向内側に巻き込まれた形状[図81 h)]。
pigtail end
4214
タンジェント
テールエン
ド
圧縮コイルばね端部形状の一種で,端末がコイル接
線方向に伸ばされた形状[図81 g)]。
tangent-tail end
4215
研削エンド
圧縮コイルばね端部形状の一種で,コイル端面が研
削された形状[図81 b),e)]。
ground end
4216
テーパエンド 圧縮コイルばね及び板ばねのばね板端部形状の一
種で,圧延,鍛造,研削などによってテーパ加工を
施した形状[図76及び図81 c),f)]。
tapered end
12
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
ばね記号
4217
オープンフラ
ットエンド
圧縮コイルばねの端部形状の一種で,端面が平ら
で,端末がコイル軸方向に隣接するコイルと隙間が
ある形状[図81 i)]。
open flat end
4220
引張コイルば
ね端部
引張コイルばねの巻端の部分(図82)。
end of helical
extension spring
4221
フック
引張コイルばねの荷重をかける鍵状の端末部分(図
29及び図82)。
hook,
end loop
4222
丸フック
引張コイルばねのフックの一種で,丸形のフック
[図82 b)]。
full loop over
centre
4223
半丸フック
引張コイルばねのフックの一種で,半円形のフック
[図82 a)]。
half loop over
centre
4224
Uフック
引張コイルばねのフックの一種で,U字形のフック
[図82 f)]。
long round end
hook over centre
4225
Vフック
引張コイルばねのフックの一種で,V字形のフック
[図82 g)]。
V-hook over
centre
4226
角フック
引張コイルばねのフックの一種で,角形のフック
[図82 e)]。
rectangular hook
4227
逆丸フック
(ぎゃくまる
ふっく)
引張コイルばねのフックの一種で,丸フックを逆に
ねじった形のフック[図82 c)]。
counter-type full
loop
4228
斜め丸フック 引張コイルばねのフックの一種で,コイル外周部か
ら斜めに成形したフック[図82 j)]。
inclined side hook
4229
絞り丸フック 引張コイルばねのフックの一種で,端末が絞り込ま
れたコイル部に成形した丸形のフック[図82 h)]。
tapered end with
circular hook
4230
側面丸フック 引張コイルばねのフックの一種で,コイル外周部か
らコイル軸線方向に成形した丸形のフック[図82
d)]。
full loop at side
4231
ねじ込みフッ
ク
引張コイルばねのフックの一種で,ばね端末のコイ
ル部にボルトなどをねじ込んで固定したフック[図
82 i)]。
threaded plug to
fit plain end
spring
4232
ねじ込みフッ
クプレート
ねじ込みフックの一種で,ばね端末のコイル部にプ
レートをねじ込んだフック[図82 i)]。
hook plate with
coil holes
4233
コイルドイン
スクリュー
ドプラグ
ばね端末のテーパ状に絞り込まれたコイル部に取
り付けたスタッドプラグ[図82 m)]。
coiled-in screwed
plug
4234
二重フック
引張コイルばねの丸フックの一種で,ばね端末のコ
イル二巻をコイル中心軸線上に,その方向へ向けた
フック[図82 k)]。
double loop
4235
スイベルフッ
ク
引張コイルばねのフックの一種で,ばね端末がテー
パ状に絞り込まれたコイル部に取り付けた回転可
能なフック[図82 l)]。
swivel hook
4240
ねじりコイル
ばね腕部
ねじりコイルばねの巻端の部分(図83)。
end of coil torsion
spring
4251
外側コイル
二重コイルばねの外側のコイル(図34)。
outside spring,
outer spring
4252
内側コイル
二重コイルばねの内側のコイル(図34)。
inside spring,
inner spring
4253
座
ばねを据える部位,相手部品などの総称。
seat
13
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
ばね記号
4254
研削端面
圧縮コイルばねの端面研削した面。
ground face
4255
コイル端末
コイルばねの両端部分。
coil end
4310
ぜんまい端部 ぜんまいの内外の巻端の部分(図45及び図46)。
end of power spring
4320
ぜんまいケー
ス
動力用接触形の渦巻ばねを所定の姿に保持するケ
ース(図94)。
こう箱
winding barrel
4410
トーションバ
ー端部
トーションバー端の締結部(図50)。
注記 一般に有効径より端部径が大きく,セレーシ
ョン加工又はスプライン加工を施したもの,
四角又は六角に据え込んだものなどがある。
torsion bar head
4420
止め輪の開口
部
輪状の止め輪を開閉させるために,先端どうしに隙
間をもたせた端部。
aperture of snap
ring
4430
スタビライザ
目玉部
スタビライザ端部の相手部品への取付部分(図51)。
eye of stabilizer
bar
4431
アイブシュタ
イプ
スタビライザ目玉部形状の一種で,孔にブシュを通
して固定する形式(図53)。
eye bush type
4432
ゴムマウント
タイプ
スタビライザ目玉部形状の一種で,ゴムブシュで目
玉を挟み固定する形式(図54)。
rubber mount type
4433
テーパアイタ
イプ
スタビライザ目玉部形状の一種で,テーパ状の孔に
固定する形式(図55)。
tapered eye type
4434
ボールジョイ
ントタイプ
スタビライザ目玉部形状の一種で,ボールジョイン
トで固定する形式(図56)。
ball joint type
4441
スタビライザ
リンク
スタビライザの目玉部と車体側とを連結するリン
ク(図57)。
スタビリ
ンク
link of stabilizer
bar
4442
横ずれ防止バ
ンド
スタビライザが横方向にずれるのを防止するため
に装着するバンド又はバンド状の構造物(図58)。
anti slide band
4443
輪ばね外輪
輪ばねの外側に組み込む輪(図61)。
outer ring
4444
輪ばね内輪
輪ばねの内側に組み込む輪(図61)。
inner ring
e) 設計
番号
用語
定義
参考
慣用語
対応英語
ばね記号
5100
ばね特性
ばねに加わる荷重と,それによって生じるばねのた
わみとの関係。
spring
characteristics
5111
線形特性
荷重とたわみとの関係が,線形となるばね特性。
linear
characteristics
5112
非線形特性
荷重とたわみとの関係が,線形ではない(非線形)
ばね特性。
non-linear
characteristics
5113
交会点
(こうかいて
ん)
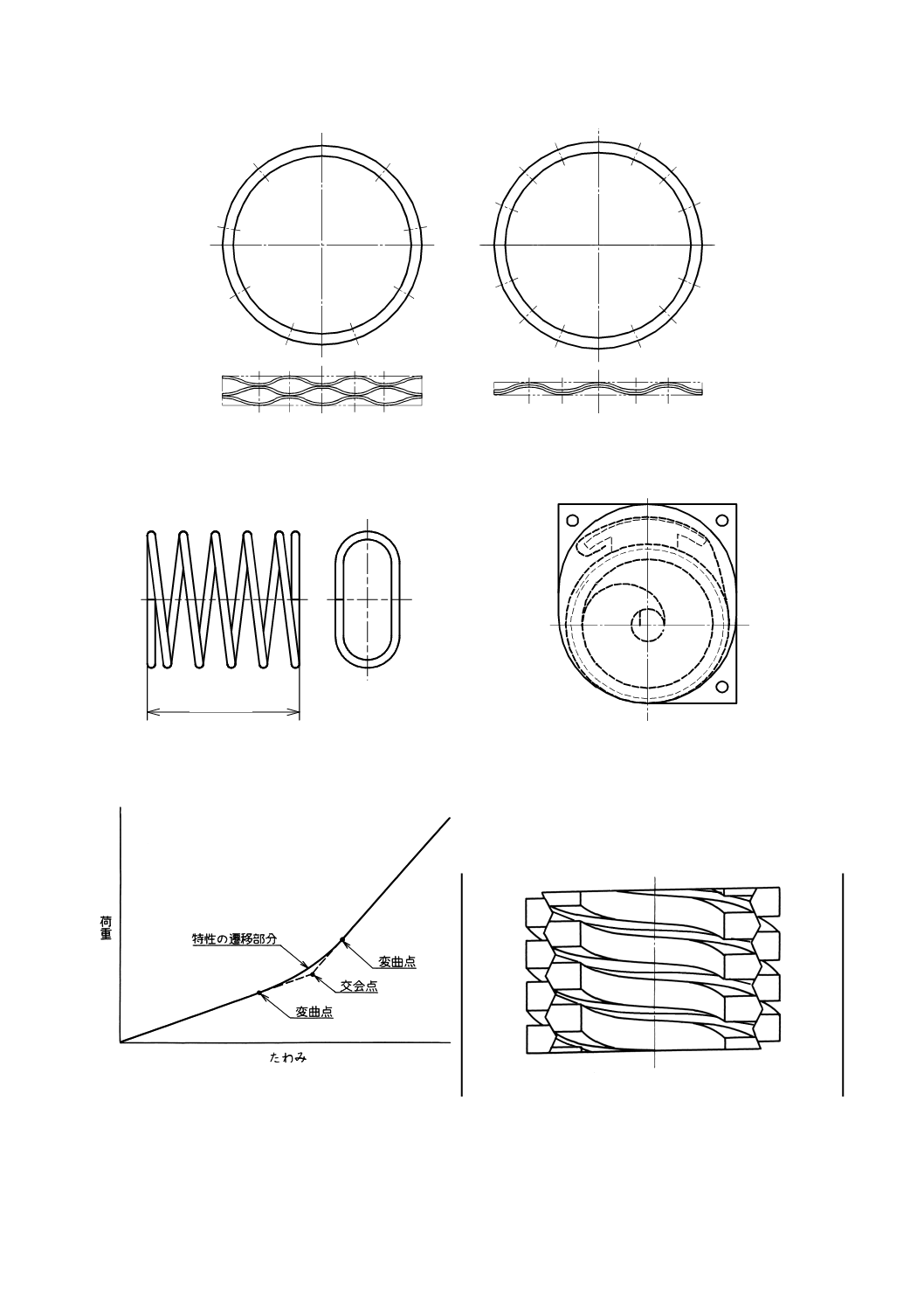
荷重たわみ特性が屈折している非線形特性ばねの
荷重−たわみ線図において,1段目と2段目との特
性を延長した線上の交点。このような非線形特性ば
ねの例としては,2段ピッチコイルばね,プログレ
ッシブ重ね板ばねなどがある(図95)。
inflection point
5114
変曲点
非線形特性ばねの荷重−たわみ線図において,特性
が変化し始める点又は終了する点(図95)。
注記 特性の遷移部分が無視できるほど微小な場
合は,交会点のことを変曲点と呼ぶこともあ
る。
transition point
14
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
ばね記号
5115
ばね定数
(ばねじょう
すう)
ばねに単位変形量(たわみ又はたわみ角)を与える
のに必要な力又はモーメント。
注記 一般には,静的荷重に対する静ばね定数のこ
とをいう。
spring rate,
spring constant,
rate of spring
R
5116
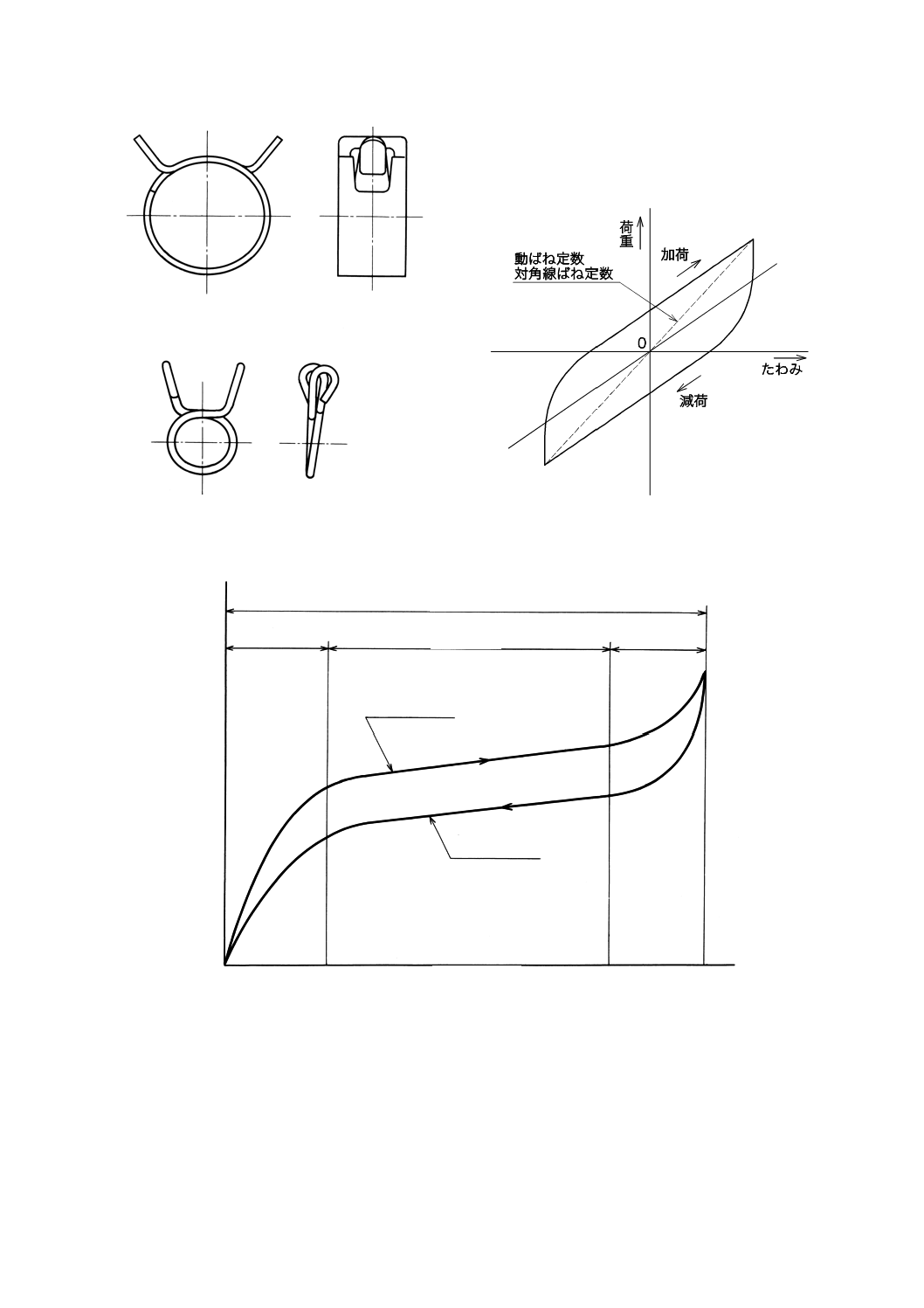
動ばね定数
自動車用懸架ばねなどのように定常的に振動して
いるばねに関し,実際の振動状態におけるばね特性
を表す動的荷重に対するばね定数(図98)。
注記 対角線ばね定数ともいい,一般には,15 Hz
程度まで対角線ばね定数と動ばね定数とは
同じである。
対角線ば
ね定数
dynamic spring
rate
5117
ワインドアッ
プ剛性
車体の加速度によって,走行方向とは直角な水平軸
の周りに生じるねじりモーメントに対する懸架用
板ばねの剛性。
wind-up stiffness
5118
横剛性
ばねの通常使われる方向とは直角の方向からの荷
重に対する剛性。重ね板ばねの場合は,板幅方向の
剛性。
transverse
stiffness
5119
固有振動数
振動系の自由振動の振動数,又はばね単体が自由振
動するときの振動数。
natural frequency fe
5120
ヒステリシス ばね,又はばねと周辺部品との摩擦抵抗によって,
減荷時の荷重−たわみ曲線が加荷時を下回る現象
(図98)。
hysteresis
5121
縦弾性係数
弾性限度内における垂直応力と垂直ひずみとの比。 ヤング率
modulus of direct
elasticity,
Young's modulus
E
5122
横弾性係数
弾性限度内におけるせん断応力とせん断ひずみと
の比。
shear modulus,
modulus of rigidity
G
5123
荷重−たわみ
曲線
ばね特性を表す,荷重とたわみとの関係を表した曲
線。
load-deflection
diagram
5130
力
運動を起こすため若しくは緩和するために,又は系
の釣合いを保つために,ばねにかかる作用又はばね
から生じる作用。
force,
load
F
5131
ばね荷重
ばねに加わる荷重,又はばねから生じる荷重。
spring load
F
5132
指定荷重
使用目的から指定するばね荷重。
specified load
F1,F2
5133
初荷重
ばねを機械に取り付けたとき,ばねに加わる荷重。
initial load
5134
最大荷重
ばねに加わる最大の荷重。
maximum load
5135
静的荷重
時間的に,ほぼ変動しない荷重。
static load,
dead load
5136
動的荷重
繰り返し変動する繰返し荷重,大きさと向きが変わ
る交番荷重など,時間的に変動する荷重。
dynamic load
5137
軸荷重
一般にコイル軸線方向に加わる荷重。
axial load
5138
横荷重
ばねの通常使用する方向とは,直角の方向に加わる
荷重。重ね板ばねの場合は,板幅方向に加わる荷重。
transverse load
5139
横方向力
コイルばねに作用する荷重のコイル軸と直交方向
との分力。横力ともいう。
transverse force
5140
偏心荷重
コイルばねに作用する荷重の作用線がコイル軸か
らずれている荷重。
eccentric load
5141
ねじりモーメ
ント
ねじりコイルばね,トーションバーなどに外力を加
えたときに,軸まわりに発生するモーメント。
トルク
torsional moment,
torque
M
15
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
ばね記号
5142
セッチング荷
重
ばねにセッチングを施すとき,ばねに加える荷重。
presetting load
5151
たわみ
ばねに荷重,モーメントなどを加えた場合に発生す
る変位又は回転角。圧縮コイルばねのときは,ばね
両端の相対変位をいう。重ね板ばねのときは,両目
玉を結んだ線に対するセンタボルト位置からの垂
線の距離の変化をいう。トーションバーのときは,
ばねの両端の回転角をいう。ぜんまいのときは,巻
回数をいう。
deflection
s
5152
全たわみ
無荷重時から最大荷重時までのばねのたわみ。圧縮
コイルばねの場合は,自由長さと密着長さとの差を
いう。
total deflection
sc
5153
有効たわみ
ばね特性を計算する基礎になるたわみ。
active deflection,
working deflection
5161
取付長さ
取付時のばねの長さ。
注記 取付高さともいう。
set length,
set height
5162
セッチング長
さ
ばねにセッチングを施すとき,ばねを押さえる長
さ。
注記 セッチング高さともいう。
presetting length,
presetting height
5211
最大応力
ばねに生じる最大の応力。
maximum stress
5212
最小応力
ばねに生じる最小の応力。
minimum stress
5213
平均応力
ばねに生じる繰返し応力の最大応力と最小応力と
の代数和の1/2。
mean stress
5214
応力振幅
ばねに生じる繰返し応力の最大応力と最小応力と
の代数差の1/2。
stress amplitude
5215
最小最大応力
比
ばねに生じる繰返し応力の最小応力の最大応力に
対する代数比。
stress ratio
5216
応力分布
ばねに生じる応力が分布して作用する状態,又はそ
の分布状況。
distribution of
stresses,
stress distribution
5217
修正応力
コイルばねなどの材料断面に生じる応力で,単純な
ねじり応力に直接せん断力,曲りばり効果などを考
慮した,応力修正係数を乗じた応力値。
corrected stress,
corrected
torsional stress
5218
セッチング応
力
ばねにセッチングを施すとき,ばねに生じる応力。
presetting stress
5219
ひずみ
力によって生じる形及び体積の変化率。
注記 引張ひずみ,圧縮ひずみ及びせん断ひずみが
ある。
strain
5220
せん断ひずみ 物体の形状変化を表すせん断方向のひずみ。
shear strain
5221
せん断応力
物体に形状変化をもたらすせん断方向の応力。
注記1 圧縮コイルばねに荷重を負荷した場合,材
料はねじりを受けて材料表面にねじりによ
るせん断応力が発生する。このねじりによ
るせん断応力を,ねじり応力というときが
ある。
注記2 コイルばねの応力修正係数(番号5511参
照)を考慮した場合をせん断修正応力,考
慮しない場合をせん断未修正応力という。
shear stress,
torsional stress
τ
5222
曲げ応力
物体に形状変化をもたらす曲げ方向の応力。
bending stress
σ
16
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
ばね記号
5223
応力−ひずみ
線図
引張試験の全過程における試験片平行部の公称応
力と伸びとの関係を表す曲線。
注記 JIS G 0202参照。
stress-strain
diagram,
stress-strain curve
5224
ばね限界値
薄板ばね材料の長期クリープ変形量を,短時間に推
定・評価するための特性値。
注記 JIS H 3130参照。
spring deflection
limit
5231
破壊安全率
ばねが破壊(降伏,疲労など)を起こす荷重(応力)
と通常の使用状況下における荷重(応力)との比。
safety factor on
margin
5232
S-N線図
(えす-えぬ
せんず)
縦軸に応力振幅,横軸に破壊までの繰返し数(破壊
せずに試験を終了した場合の繰返し数を含む。)を
とって描いた線図。
注記 JIS G 0202参照。
S-N diagram,
stress endurance
diagram
5233
時間強度線図 任意の繰返し応力条件下での寿命(折損までの繰返
し数)を設計段階で推定するために,縦軸に応力振
幅,横軸に平均応力をとり,適当な寿命間隔で,等
寿命線を引き,表した線図。
fatigue strength
diagram
5234
疲労強度
疲労限度及び時間強度の総称,又は反復する応力に
よって生じる破壊に耐え得る性質。
fatigue strength
5235
疲労限度線図 疲労限度が,応力振幅と平均応力との組合せ方によ
って,及び/又は限度の表し方によって変化する様
子を示す線図。
注記1 グッドマン(図101),ヘイ及びスミスによ
る疲労限度線図がある。
注記2 JIS B 2704-1及びJIS B 2709-1参照。
fatigue limit
diagram
5311
座屈
コイルばねに加わる圧縮荷重又はねじりモーメン
トがある大きさに達したとき,コイルの軸線が急に
波形,ら線形などに曲がる現象(図100)。
注記 座屈荷重は,座の拘束状態,コイルばねの縦
横比などによって大きく変化する。
buckling
5312
胴曲り
コイルばねの軸線が,無荷重時に曲がっている状態
又は荷重の増加とともに曲がる現象。
注記 製造時の初期変形,座の相対的な位置関係,
偏心荷重,座の傾きなどが原因で発生する。
bowing
5313
横曲り
平鋼又はそれを使用した重ね板ばねのばね板が,長
手方向に対して板幅方向に湾曲する現象。
bowing,
bowing of leaf
spring
5314
横ずれ
入力する荷重が大きくなった場合,車両への取付部
でスタビライザの軸方向に生じるずれ。
slide
5321
共振
外力の振動数がばねを含む系又はばね自身の固有
振動数に近づくと,振幅が非常に大きくなる現象。
resonance
5322
共振振動数
共振しているときの振動数。
注記 共振振動数は,測定する量の性質によって異
なることがある。例えば,速度共振は,変位
共振と異なる振動数のときに起き得る。紛ら
わしいときは,速度共振振動数と明記する。
resonance
frequency
5323
サージング
コイルばねを加振したときのねじり衝撃波がコイ
ル素線に沿ってばね両端間を往復する時間と,外力
の加振周期とが等しいときに生じる共振現象。
surging
17
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
ばね記号
5324
減衰
振動系の要素又はその一部の運動に対する抵抗力
によって,エネルギーが失われる現象。
damping
5325
たたき音
ばねどうし又はばねと周辺部品とが,衝撃的に接触
したときに生じる音。
rattle noise
5326
きしみ音
ばねどうし又はばねと周辺部品とが,擦れ合うこと
によって生じる音。
squeak noise
5331
荷重低下
時間経過,高温,繰返したわみなどの影響によって,
ばねがへたって荷重が減少する現象。
load loss,
loss in load
5332
応力緩和
ばねを一定の長さに伸長又は圧縮した状態に保持
したとき,応力が徐々に低下する現象。
リラクセ
ーショ
ン,
応力弛緩
(おう
りょく
しかん)
relaxation,
stress relaxation
5333
へたり
ばねの永久変形の総称。
注記 静的へたり,動的へたり,温間へたりなどが
ある。
spring set,
permanent set in
fatigue,
settling
5334
高温クリープ
特性
高温において,一定の荷重の下でひずみが時間とと
もに増加する現象で,その温度及び荷重の変化する
過程の特性。
high-temperature
creep
characteristics
5335
孔食
(こうしょ
く)
局部腐食が,金属内部に向かって孔状に進行する腐
食。
注記 JIS Z 0103参照。
pitting,
pitting corrosion
5336
腐食疲労
腐食と繰返し応力との相乗作用によって,金属材料
に生じる強度低下。
corrosion fatigue
5337
フレッティン
グ腐食
ばねどうし又は他の部材との高い面圧による接触,
及び微小な相対的往復変位によって生じる摩耗腐
食現象。
注記 JIS Z 0103参照。
fretting corrosion
5338
応力腐食割れ 引張応力を受ける材料が,腐食環境下で通常の破壊
応力水準より低い応力で割れを生じる現象。
stress corrosion
cracking
5341
同軸度
圧縮コイルばねのいずれか一方のコイル径から得
られる軸線をデータム軸直線とし,それと同軸上に
なければならない他の軸線の狂いの大きさ。
注記 圧縮コイルばねのいずれか一方のコイル径
をデータム円とし,その中心に対する他方の
コイル径の中心の位置の狂いの大きさを同
心度という。
coaxiality,
concentricity
5342
直角度
端部に平たんな平面をもつ圧縮コイルばねのいず
れか一方の座面から得られるデータム平面に対し,
それに直角でなければならないコイル軸線の狂い
の大きさ。
コイル外
側面の
傾き
perpendicularity
e1
5343
平行度
端部に平たんな平面をもつ圧縮コイルばねのいず
れか一方の座面から得られるデータム平面に対し,
それに平行でなければならない他の一方の座面の
狂いの大きさ。
parallelism
e2
18
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
ばね記号
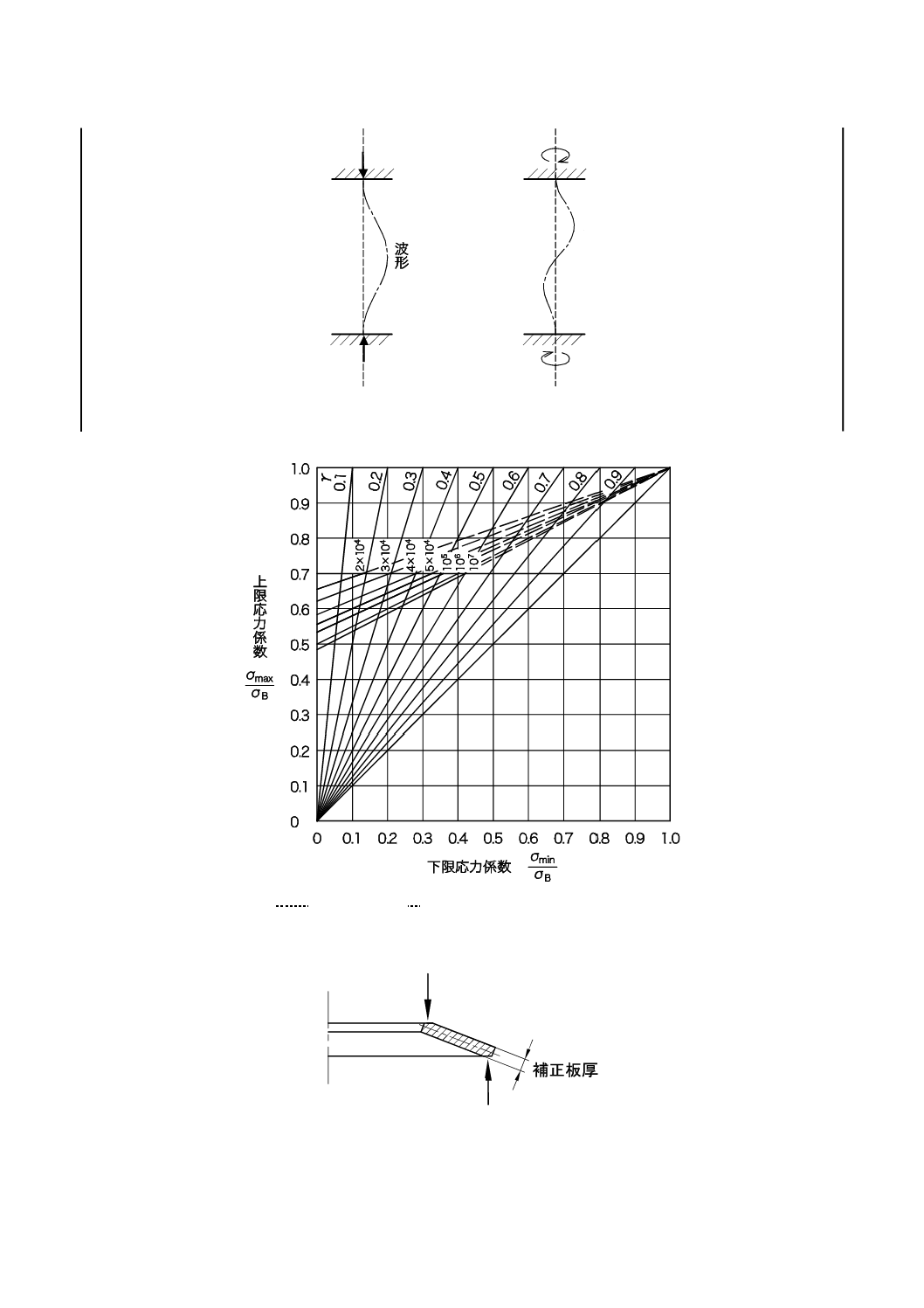
5411
板端法
(ばんたんほ
う)
ばね板から隣接するばね板への力の伝達が,板の先
端だけで行われるという仮定を基礎とする重ね板
ばねの設計方法。
tip-contact method
5412
展開法
重ね板ばねを,対称ばねの場合には長手方向に2等
分し,非対称ばねの場合にはスパン比に比例配分し
て,同一平面上に並べ直してできる1枚板のばね特
性が,元の重ね板ばねのそれに等しいとする設計方
法。
developed leaf
method
5413
ワインドアッ
プトルク
車体の加速度によって,走行方向とは直角な水平軸
の周りに生じるねじりモーメント。
注記 ワインドアップモーメントともいう。
wind-up torque,
wind-up moment
5414
板間摩擦
(ばんかんま
さつ)
重ね板ばねのばね板間のしゅう(摺)動に伴って生
じる摩擦。
friction between
plates
5415
ニップ応力
重ね板ばねのニップを締め付けたとき,ばね板に生
じる曲げ応力。
nip stress
5416
伝達荷重
板端法において板の先端に伝達する荷重。
transfer load
5417
バウンドスト
ローク
懸架ばねにおける,常用荷重時からバンプストッパ
で止まるまでの行程。
バンプス
トロー
ク
bound stroke,
bump stroke
5418
リバウンドス
トローク
懸架ばねにおける,常用荷重時からリバウンドスト
ッパで止まるまでの行程。
rebound stroke
5421
スパン
板ばねの荷重支持点間の距離(図15,図16及び図
19〜図22)。
span,
loaded length
l
5422
有効スパン
板ばねのばね特性を計算する基礎になるスパンで,
荷重支持点間の長さから胴締め部,Uボルト締付け
部などのばね作用をしない部分を除いたもの。
effective length
5423
ストレートス
パン
板ばねの荷重支持点間を水平に展開した長さ(図
19)。
straight span,
straight length,
flat length
lST
5424
ステップ
重ね板ばねの隣接するばね板の長さの相違からで
きる段(図15)。
step
5425
反り
(そり)
重ね板ばねの最上ばね板で,使用時に引張応力を生
じる面のセンタピン又はセンタボルトの位置から,
両目玉中心間又は荷重支持点間を結んだ直線への
垂直距離(図15,図16及び図19〜図22)。
camber,
opening
C
5426
重ね板ばねの
高さ
半だ円ばねでは,その最下ばね板の使用時に圧縮応
力を生じる面のセンタピン又はセンタボルトの位
置から,両目玉中心間又は荷重支持点間を結んだ直
線への垂直距離(図15,図16,図20及び図21)。
だ円ばねでは,胴締めの最外側面間の距離(図17
及び図18)。
height,
overall height
H
5427
ニップ
重ね板ばねにおいて,センタボルトなどで締め付け
る前の隣接するばね板とばね板との隙間。
nip
5428
展開長さ
ばね製品の部材を平面状に展開したときの全長。
注記 素材に圧延,曲げなどの加工を施した場合,
素材の切断長さと異なるため,それと区別し
て呼ぶ。
developed length
19
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
ばね記号
5511
コイルばねの
応力修正係
数
コイルばねの円形材料断面に生じるせん断応力は,
線の湾曲及び直接せん断作用のため,コイル内側で
最大となる。この最大せん断応力を算出するため
に,単純なねじり応力に乗じる係数。
stress correction
factor
5512
ワールの応力
修正係数
ワール(Wahl)の提唱したコイルばねの応力修正係
数で,圧縮コイルばね,引張コイルばねの設計計算
に最もよく用いる。
注記 JIS B 2704-1参照。
Wahl factor,
Wahl stress
correction factor
5513
初張力
(しょちょう
りょく)
無荷重時にコイル間が密着している引張コイルば
ねの,コイル間を密着する方向に作用している力。
initial tension
Fi
5514
初応力
(しょおうり
ょく)
引張コイルばねの初張力によって,コイル材料に生
じるせん断応力。
initial stress
τi
5515
コイルばねの
展開長さ
コイルばねの材料の中心線を,平面に展開したとき
の長さ。
developed length
of coil spring
5521
自由長さ
無荷重時のコイルばねの長さ。ただし,圧縮コイル
ばねの場合は,自由高さともいう(図27,図28,
図34〜図39及び図43)。
free length,
free height
L0
5522
引張コイルば
ねの長さ
引張コイルばねの,フックの内側間の長さ(図29)。
length of inside
hooks
L0
5523
自由角度
無荷重時のねじりコイルばねの,コイル両端部の相
対角度(図31)。
free angle
α0
5524
密着長さ
圧縮コイルばねの互いに隣り合うコイルが密着し
たときの長さ。
注記 密着高さともいう。
solid length,
solid height
Lc
5525
コイル平均径 コイルばねの計算式に用いる,コイル内径と外径と
の平均値(図27及び図28)。
mean diameter of
coil
D
5526
コイル外径
コイルばねの外径。
outside diameter
of coil
De
5527
コイル内径
コイルばねの内径。
inside diameter of
coil
Di
5528
コイル図心径 異形断面コイルばねの,材料断面の図心間の距離
(図40)。
mean diameter by
gravitational
centre of wire
5529
総巻数
コイルばねのコイルの端から端までの巻数。
total coils,
total number of
coils,
total number of
turns
nt
5530
自由巻数
コイルばねの総巻数から,両端の座巻数を引いた巻
数。
number of free
coils,
number of free
turns
5531
有効巻数
コイルばねのばね定数の計算に用いる巻数。
注記 圧縮コイルばねの場合は,総巻数から座巻を
引いた巻数となることが多い。
active coils,
number of active
coils,
number of active
turns
n
20
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
ばね記号
5532
巻方向
コイルばねのコイルの巻かれた方向。
direction of helix
5533
右巻
右ねじと同じようなコイルばねの,コイルの巻方向
(図27,図34及び図35)。
right hand wind,
right hand coiled,
clockwise coil
5534
左巻
左ねじと同じようなコイルばねの,コイルの巻方向
(図28,図34及び図35)。
left hand wind,
left hand coiled,
counterclockwise
coil,
anticlockwise coil
5535
座巻
(ざまき)
圧縮コイルばねの端部で,見掛け上ばねとして作用
しない部分。
end turn,
end coil
5536
ピッチ
コイルばねの中心線を含む断面で,互いに隣り合う
コイルの中心線に平行な材料断面の中心間距離(図
27,図28及び図37〜図39)。
spring pitch,
pitch
p
5537
ピッチ角
コイルばねの材料の中心線がばねの中心線に直角
な平面となす角(図27)。
pitch angle,
helix angle
5538
不等ピッチ
圧縮コイルばねのばね特性を非線形とするためな
どの,ばねの均一でないピッチ(図85)。
variable pitch
5539
線間隙間
(せんかんす
きま)
コイルばねの中心線を含む断面で,互いに隣り合う
コイルの中心線に平行な材料断面間の隙間(図27)。
space between
coils,
opening
5540
ばね指数
コイル平均径と材料直径との比。材料が異形断面の
場合は,コイル平均径と材料のコイル径方向の幅と
の比。
spring index
5541
縦横比
(たてよこひ)
コイルばねの自由長さとコイル平均径との比。
slenderness ratio
of coil spring
5542
長径
異形断面コイルばねに用いる材料の横断面の幅(図
40)。
width of wire
cross-section
5543
短径
異形断面コイルばねに用いる材料の横断面の厚さ
(図40)。
thickness of wire
cross-section
5544
長短径比
異形断面コイルばねに用いる材料の横断面の幅と
厚さとの比。
aspect ratio of
wire
cross-section
5545
断面の倒れ角 無荷重時に異形断面コイルばねの材料断面の横方
向軸線が,コイル中心線に対する垂線となす角度。
slant angle of wire
cross-section
5546
軸線
重ね板ばねの長手方向に板幅中心を結んだ線及び
それと直角をなす目玉の円筒中心を通る線。
axis line
5547
コイル間最小
寸法
組合せばねの外側のばねの内径と内側のばねの外
径との最小距離。
注記 コイルピッチの最小寸法をいう場合もある。
minimum distance
between coils
5548
フック隙間
引張コイルばねのフックの開いている部分の寸法。
hook opening
5611
トーションバ
ーの有効長
さ
トーションバーのばね特性を計算する基礎となる
長さで,つかみ部の影響を考慮したもの。
total active length
of torsion bar
spring
5621
巻上げトルク ぜんまいを巻芯に巻き付ける方向に回転させるた
めに必要なトルク(図99)。
winding torque
5622
巻戻しトルク ぜんまいを開放する方向に回転させたときに得ら
れるトルク(図99)。
unwinding torque
21
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
ばね記号
5623
余裕巻
ぜんまいを巻芯に巻き付ける方向に回転させると
き,その回転可能な巻数(最大巻数)と使用される
範囲の巻数の上限値との差(図99)。
dead turns
5624
予巻
(よまき)
ぜんまいの自由状態から使用できる範囲の巻数の,
下限値まで巻き付ける巻数(図99)。
spare turns
5631
歯付き座金の
歯の高さ
ねじの緩み止め効果を上げるためにねじった歯の
高さ。
注記 JIS B 1251参照。
height of twisted
tooth,
tooth height of
toothed washer
5641
補正板厚
研削した座面をもつ皿ばねの設計計算をするとき
に用いる板厚(図102)。
reduced material
thickness
f)
製造
番号
用語
定義
参考
慣用語
対応英語
ばね記号
6111
目玉巻機
(めだままき
き)
ばね板の目玉を成形する機械。
eye forming
machine,
eye rolling
machine,
eye back machine
6112
カービングロ
ール
ばね板にロールで曲率を与える機械。
curving roll
6113
成形焼入機
加熱したばね板をプレスで挟んで成形したまま焼
入れする機械。
bending and
quenching
machine
6114
バンディング
プレス
重ね板ばねの胴締めを焼きばめ(JIS R 1600参照)
するプレス。
banding press
6121
コイリングマ
シン
コイルばねを成形する機械。
coiling machine,
coiler
6122
コイルばね焼
入機
加熱した圧縮コイルばねを,自由長さ調節装置及び
変形防止装置によってプレスしたまま焼入れする
機械。
quenching and
sizing machine
6123
エンドグライ
ンダ
主として,圧縮コイルばねの端面を研削する機械。
spring end grinding
machine
6124
面取り研削盤 圧縮コイルばねの端部の外周側又は内周側の面取
りを行う機械。外面取り用及び内面取り用がある。
面取り機
chamfering
machine
6125
コイリングピ
ン
コイルばねをコイリングマシンで成形するとき,材
料に曲率を与えるために使用する工具。
注記 コイリングマシンには,これを1本使用する
種類と2本使用する種類とがある。
coiling pin
6126
ピッチツール コイルばねをコイリングマシンで成形するとき,ピ
ッチを与えるために使用する工具。
注記 コイルを押し出してピッチ付けを行うフィ
ンガ式と,くさび形工具を押し込んでピッチ
付けを行うくさび式とがある。
pitch tool
6127
フィードロー
ラ
コイルばねをコイリングマシンで成形するとき,材
料を送るために対をなして駆動するローラ。
feed roller
22
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
ばね記号
6128
フィードクラ
ッチ
線,帯鋼などを材料としてばねを成形する成形機の
一部で,材料の送りを断続する機構部品。
one way clutch,
feed clutch
6129
フィードグリ
ッパ
線,帯鋼などを材料としてばねを成形する成形機の
一部で,材料を保持して成形部に送り出す部品。
grip feeder,
gripping tool
6130
心金
(しんがね)
線又は条をコイル状に成形するための心軸。
coiling arbor,
cutting mandrel
6131
ワイヤガイド コイリングマシンなどで線を成形部に送り出すと
きの,座屈防止及び正確な位置への搬送・供給のた
めの案内装置又はプレート。
wire guide
6132
カッティング
ツール
コイリング後に線を切断するための刃状工具。
cutting tool,
cutter tool
6133
と(砥)石
圧縮コイルばねの端末などの研削及び研磨を行う
工具。天然石のもの及び人造研磨材を焼結したもの
がある。
grindstone,
grinding wheel,
disc wheel
6141
テーパロール
マシン
テーパ加工するためのロール機。
taper rolling
machine
6142
フォーミング
マシン
多方向からスライドする工具によって線又は条を
成形する機械。
forming machine
6143
テンションマ
シン
主として,引張コイルばねのコイル部及びフック部
を成形する機械。
extension spring
machine
6144
トーションマ
シン
主として,ねじりコイルばねのコイル部及び腕部を
成形する機械。
torsion spring
machine,
torsion winder
6145
フッキングマ
シン
引張ばねのフック部を成形する機械。
注記 小形の種類をルーパという。
hooking machine
6146
ストレートナ 材料がもつ曲がり,ねじれなどのくせ及び残留ひず
みを矯正又は除去する装置。
straightener
6147
ピーニングド
ラム
ショットピーニングを施すときの,回転式のドラム
形のく(躯)体。
peening barrel
6148
ピーニングノ
ズル
ショットピーニングを施すときの,ショットを投射
する噴射口。
peening nozzle
6211
一次巻
ぜんまいの成形方法で,材料に一定方向の曲率を与
える加工。
primary wind
6212
二次巻
ぜんまいの成形方法で,一次巻後に低温焼なましを
施したぜんまいを,その曲率とは逆の方向に再度巻
き付ける加工。
注記 この目的は,ぜんまいの反発力を高め,高ト
ルクを得ることである。
逆巻加工
reverse wind
6213
コーナプレス 重ね板ばねのばね板のセンタボルト穴周囲に,疲労
強度の向上を目的として行う鋭角除去又は圧縮残
留応力を付与するためのプレス加工。
corner pressing
6214
圧入
重ね板ばねなどの目玉に,しまりばめとなるように
ブシュを押し入れる加工。
push-in
6215
コイリング
コイルの加工工程をいい,線又は棒に指定の曲率曲
げ及び指定のねじり率のねじりを与え,コイル状に
成形する加工。
coiling
6216
密着巻
コイルばねにおいて,互いに隣り合うコイルが密着
した状態に成形する加工。
solid coiling
23
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
ばね記号
6217
端面研削
主として,圧縮コイルばねの端面を研削する加工。
注記 ばねの両端を端面研削する場合を,両端研削
という。
end grinding,
both ends grinding
6218
テーパ加工
重ね板ばねのばね板,コイルばねなどの線を,圧延,
鍛造,研削などによってテーパ状にする加工。
taper rolling,
taper forging,
taper grinding
6219
カーリング
ばね板の端部を丸く巻き込みする加工。目玉巻きと
もいう(図67)。
curling
6220
シェービング ばねなどの外周,内周などを,所定の寸法に削り取
って仕上げる加工。
shaving
6221
幅落し
重ね板ばねにおいて,親板以外の全長板などの端部
を周辺部品との干渉を避けるために,ばね板の側面
を切り落とす加工(図72)。
side trimming
6222
面取り
素材及び製品の角を落とす加工。
chamfer
6231
クリープテン
パ
常温でばねを所定の長さまで締め付け,そのままの
状態で行う低温焼なまし。
prestress forming,
creep tempering
6232
プレステンパ プレスした状態で行う焼戻し。
press tempering
6233
プレスクエン
チ
焼入れ変形を規制するために,プレスした状態で行
う焼入れ。
press quenching
6234
オースフォー
ミング
変形加工を伴った熱処理の方法で,鋼をAc3変態点
以上に加熱し,準安定オーステナイト範囲まで急冷
し,塑性変形加工を付与した後,急冷する処理。
ausforming
6235
オーステンパ 加熱してオーステナイト化した鋼を,MS点以上の
適当な温度まで急冷し,この温度に保つことによっ
てベイナイト組織を得る熱処理。
austempering
6236
球状化焼なま
し
塑性加工若しくは切削加工を容易にする目的,又は
機械的性質を改善する目的で,鉄鋼中の炭化物を球
状化させる熱処理。
spheroidizing
6237
低温焼なまし 内部応力の除去又は材料の弾性限,耐力,疲労強度
などの諸特性の改善及び形状の安定化を目的とし
て行う低温加熱処理。
low temperature
annealing
6238
ブルーイング ばねの外観及び耐食性を改善するために,加熱によ
って表面に黄色又は青色の酸化膜を生じさせる熱
処理。低温焼なましと同じ目的の処理をいうことも
ある。
blueing
6239
応力除去
成形その他の工程中に生じた望ましくない残留応
力を,変態点以下の適当な温度に加熱して除去する
熱処理。
stress relief,
stress relieving
6240
ベーキング
ばねのひずみ除去又はめっき後の水素除去を目的
として行う熱処理。
baking
6241
析出硬化
過飽和固溶体から炭化物,金属間化合物などの異相
を析出させ,硬化させる熱処理。
注記 JIS G 0201参照。
precipitation
hardening
24
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
ばね記号
6242
焼入れ
オーステナイト化温度から急冷して硬化させる処
理。必ずしも硬化を目的とせず,単に急速に冷却す
る操作をいうこともある。
なお,オーステナイト状態で圧延を行い,その後,
圧延ライン上で直ちに行う焼入れもこれに含み,こ
れを圧延後直接焼入れということがある。
注記 JIS G 0201参照。
quench
hardening,
quenching
6243
焼戻し
焼入れで生じた組織を,変態又は析出を進行させて
安定な組織に近づけ,所要の性質及び状態を与える
ために,A1点以下の適当な温度に加熱,冷却する処
理。焼ならしの後に用いることもある。
注記 JIS G 0201参照。
tempering
6244
焼なまし
適当な温度に加熱し,その温度に保持した後,冷却
する処理。その目的は,残留応力の除去,硬さの低
下,被削性の向上,冷間加工性の改善,結晶組織の
調整,所要の機械的,物理的又はその他の性質を得
ることなどである。
注記 JIS B 6911及びJIS G 0201参照。
annealing
6245
浸炭
(しんたん)
鋼の表面層の炭素量を増加させるため,浸炭剤中で
加熱する処理。浸炭剤の種類によって固体浸炭,液
体浸炭及びガス浸炭に分けられる。
注記 JIS G 0201参照。
carburizing
6246
窒化
(ちっか)
鉄鋼の表面層に窒素を拡散させ,表面層を硬化する
処理。方法には,アンモニア分解ガスによるガス窒
化及び青酸塩による液体窒化がある。
注記 JIS G 0201参照。
nitriding
6247
高周波焼入れ 高周波電流による誘導加熱作用で加熱して行う焼
入れ処理。主に,鉄鋼の任意の表面又は部分を焼入
れする場合に用いる。
注記 JIS B 6912及びJIS G 0201参照。
induction
hardening
6251
ショットピー
ニング
ばねの表面層に球形に近い硬質粒子を高速度で打
ち当てることによって,疲労強度及び耐応力腐食割
れ性の向上を図る冷間加工法。表面に圧縮残留応力
を与え,その表面を加工硬化させる。
注記 JIS B 2711参照。
shot peening
6252
ストレスピー
ニング
ばねの使用時にかかる力に相当する静的な力を加
えて行うショットピーニング。
注記 ストレスピーニングによって,ばねが使用中
に引張応力を受けたとき,必要な圧縮残留応
力を保持することができる。例えば,重ね板
ばねにショットピーニングを行うときによ
く使用する技術の一つである。
stress peening,
strain peening
6253
多段ピーニン
グ
表面層の効果的な残留応力分布を得るために,ショ
ットの粒度及び投射速度を変えて,多段階で行うシ
ョットピーニング加工。
2段ピー
ニング
multi-stage
peening,
double peening
6254
ドライホーニ
ング
表面の平滑化,疲労強度の向上などを目的に,と
(砥)粒を直接圧縮空気で吹き付ける表面加工。
dry honing
25
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
ばね記号
6255
液体ホーニン
グ
ばね表面を清浄にするとともに,ばね表面層の圧縮
残留応力による疲労強度の向上を目的に,微細な研
磨材を加えた水,又はそれに適当な腐食抑制剤を加
えたものを吹き付ける加工。
注記 ショットピーニングでは,変形が大きすぎる
ものに適用する。
liquid honing
6256
温間ピーニン
グ
鋼製ばねを150 ℃〜350 ℃の温度に上げた状態で
行うショットピーニング。
注記 温間ピーニングは,鋼の時効硬化に基づいて
いる。特に,硬さの高いばねに関しては,一
般に,普通ピーニングに比べ,大きな圧縮残
留応力が得られやすく有利である。
ホットピ
ーニン
グ
hot peening,
warm peening
6257
サンドブラス
ト
表面スケール除去及び表面の清浄化を目的に,粒状
の研磨剤を圧縮空気,遠心力又はその他の方法によ
って,ばねの表面に打ち付ける加工。
sand blasting
6258
ショットブラ
スト
ショット(鋼球など)を遠心力,空気圧などを利用
して金属表面に投射して,スケール,さびなどを除
去する加工。
shot blasting
6259
セッチング
ばねに,あらかじめ使用される最大値を超える荷重
又はトルクを加えて,ある程度の永久変形を生じさ
せ,ばねの弾性限を高めて耐へたり性及び耐久性を
向上させる加工。
presetting,
setting,
prestressing,
bulldozing
6260
常温セッチン
グ
常温で行う通常のセッチング。
注記 ホットセッチングに対応する用語で,冷間セ
ッチングともいう。
cold setting
6261
ホットセッチ
ング
低温焼なまし温度程度で行うセッチング。
注記 温間セッチングともいう。
hot setting,
warm setting
6262
バレル研磨
ばねを研磨材などと一緒に容器に入れて回転又は
振動させることによって,ばり,スケールなどを除
去する加工。ばねの表面を清浄にする効果もある。
barreling,
barrel polishing,
tumbling
6263
ばり取り
材料を切断及び切削したときに生じた,ばり及びま
くれを取り除く処理。
deburr
6271
スプリングバ
ック
材料に力又はモーメントを加えて塑性域まで変形
させた後除荷するときに,材料のもつ弾性のために
原形に戻ろうとする現象。
spring back
6272
ストリップ
薄板を一定の幅に裁断した帯状の材料。
strip
6273
カットワイヤ
ショット
所定の硬さの鋼線を線径と同等の長さに切断した
投射材。
鋼線ショ
ット,
カットワ
イヤ
cut wire shot
6274
鋳鋼ショット 溶鋼を噴霧することによって球形にしたものに,更
に熱処理を施した投射材。
cast steel shot
26
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
g) 試験及び検査
番号
用語
定義
参考
慣用語
対応英語
ばね記号
7111
アルメンアー
クハイト
ショットピーニング後のアルメンストリップの定
めた長さにおける曲がり変形の大きさ(そりの高
さ)。
Almen arc height
7112
カバレージ
測定の対象となる全表面積に対してショットによ
って打痕が発生した面積の割合。
coverage
7113
アルメンスト
リップ
片面にショットピーニング後,生じる曲がり変形の
大きさによって,ピーニング強度を測定するために
用いる短冊状の金属片。
Almen strip,
Almen test strip
7114
オーバピーニ
ング
ショットピーニングの所定の投射時間より長い時
間をかけて加工された状態。
注記 ショットピーニングには,最適加工条件があ
る。これより投射時間が長くなると,疲労強
度の向上効果が減少する可能性がある。
over-peening
7115
ストレスピー
ニングの初
応力
ストレスピーニングを行う場合に,あらかじめばね
を使用する方向にたわませて生じさせる静的応力。
initial stress of
stress peening
7116
ショット投射
分布
噴射ノズル又は翼車からばねなどに投射されるシ
ョットの散布状態。
注記 投射機又はノズルの形状によって異なり,中
央部と外周部とでは投射密度が異なり,加工
状態も変化する。
shot distribution
7121
肌荒れ
ばね表面のスケールの付着,過熱による表面荒れ,
さび,腐食などの表面欠陥の総称。
rough surface
7122
脱炭
(だったん)
材料の製造工程,ばねの熱間加工,熱処理などの工
程で表層部の炭素濃度が低下する現象。
注記 脱炭すると,ばねの疲労強度が低下する。
decarburization
7131
膨れ
(ふくれ)
めっき層又は塗膜の一部が,素地又は下地層と密着
しないで浮いている状態。
blister
7141
表面硬さ
材料及び製品の表面の硬さ。
surface hardness
7142
研磨模様
と(砥)石の粗さ,研磨速度,被加工物の材質,送
り方向などによって研磨面に現れる模様。
grinding mark
7210
ばね特性試験 ばね特性(番号5100参照)を測定する試験の総称。
spring
characteristics
test,
determination of
spring
characteristics
7211
試験荷重
ばね特性を測定するために,あらかじめばねに加え
る静的荷重。通常1回負荷する。
注記 JIS B 2704-1〜JIS B 2704-3参照。
test load
7212
長さ試験
ばねに荷重を加え,そのときの長さ(高さ)を測定
する試験。
length test,
height test
7221
残留せん断ひ
ずみ
ばねに荷重又はトルクを加えて変形させ,次に荷重
又はトルクを除いたときに残るせん断ひずみ。
residual shearing
strain
27
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
ばね記号
7222
高温締付試験
(こうおんし
めつけしけ
ん)
一定の高温雰囲気内で,ばねを一定の長さに締付け
保持する試験。
注記 類似のものにクリープ試験がある。
high-temperature
clamping test
7223
クリープ試験 ばね又は試験片を一定の温度に保持し,これに一定
の荷重を加えて時間とともに増大するひずみを測
定する試験。
注記 引張クリープ試験,圧縮クリープ試験及びね
じりクリープ試験に分けられる。
creep test
7224
リラクセーシ
ョン試験
全ひずみ一定条件の下で,荷重又は応力の時間的低
下を測定する試験。
relaxation test
7230
疲労試験
ばね又は試験片に,繰返し応力又は変動応力を加え
て,疲労寿命,疲労限度などを求める試験。
注記1 試験応力の種類に応じて,ねじり,軸荷重,
回転曲げ,平面曲げ疲労試験などに分類さ
れる。
注記2 JIS G 0202参照。
fatigue test
7231
繰返し速度
ばね又は試験片にかかる繰返し荷重の,単位時間当
たりの繰返し数。
注記1 試験環境,ばねの種類及び材料によっては,
繰返し速度によって寿命が異なる。
注記2 JIS G 0202参照。
frequency
7232
回転曲げ疲労
試験
材料の疲労強度を試験する方法の一つで,曲げ応力
を与えた丸棒試験片又は線を軸まわりに回転させ
ることによって,全方向繰返し曲げを与える疲労試
験。
rotating bending
test,
rotating bending
fatigue test
7233
疲労破壊
繰返し荷重を受けて発生した亀裂が進展して破壊
に至る現象。
fatigue fracture
7234
延性破壊
(えんせいは
かい)
大きな塑性変形の後に破壊する現象。
ductile fracture
7235
ぜい性破壊
塑性変形をほとんど伴わずに破壊する現象。
注記 多くは水素ぜい(脆)性[水素ぜい(脆)化]
による破壊をいう。
brittle fracture
7236
粒界破壊
(りゅうかい
はかい)
金属の結晶粒の界面に沿って亀裂が発生し,伝ぱ
(播)して破壊する現象。
intercrystalline
fracture,
intergranular
fracture
7240
耐候性試験
(たいこうせ
いしけん)
材料,ばねなどを光,熱,風,雨などの環境下で暴
露した場合の,性能又は表面状況の劣化などを評価
する試験の総称。
注記 場合によっては,耐久性試験と併せて行うこ
ともある。
weathering test
7241
塩水噴霧試験 5 %塩化ナトリウム水溶液を35 ℃に保って噴霧さ
せた試験装置内へばね又は試験片を静置して,さ
び,膨れなどの発生状態を調べる試験。めっき,塗
覆装などの表面処理を施したもの,ステンレス鋼な
どに用いられる。
注記 JIS G 0202参照。
salt spray testing
28
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
ばね記号
7242
粒界腐食
(りゅうかい
ふしょく)
金属の結晶粒界に選択的に生じる腐食。
注記 JIS Z 0103参照。
intergranular
corrosion
7310
X線応力測定 X線回折の原理を用いて行う残留応力の測定。
注記 ばねの代表的な例としては,ショットピーニ
ングによる圧縮残留応力の測定がある。
X-ray stress
measuring
7311
圧縮残留応力 ばねにショットピーニングなどを施すことによっ
て,表面層は若干の加工硬化とともに表面層だけが
展延され,これに起因して生じる圧縮の残留応力。
compressive
residual stress,
compressive
remaining stress
7312
残留応力分布 ばねの内部に残留している応力の分布状態。一般に
は,一様な分布をせず,特定部分に偏って分布して
いる。
distribution of
residual stress,
residual stress
distribution
7320
非破壊試験
材料及びばねを破壊せずに,欠陥の有無,その存在
位置,大きさ,形状,分布状態などを調べる試験。
注記 JIS G 0202及びJIS Z 2300参照。
non-destructive
testing
7321
渦電流探傷試
験
(うずでんり
ゅうたんし
ょうしけん)
コイルを用いて,電気的導体であるばね材料又はば
ねへ時間的に変化する磁場(交流など)を与え,そ
れに生じた渦電流が,欠陥によって変化するのを検
出する非破壊試験方法。渦流探傷試験(かりゅうた
んしょうしけん)又は電磁誘導探傷試験ともいう。
注記 JIS G 0202及びJIS Z 2300参照。
eddy current
testing,
electromagnetic
testing
7322
浸透探傷試験
(しんとうた
んしょうし
けん)
ばね材料,ばねなどの試験体表面に,開口している
きずに浸透液を浸透させた後,拡大した像の指示模
様としてきずを観察する非破壊試験方法。染色浸透
探傷試験及び蛍光浸透探傷試験がある。
注記 JIS G 0202及びJIS Z 2300参照。
liquid penetrant
testing
7323
磁粉探傷試験
(じふんたん
しょうしけ
ん)
鉄鋼材料を用いたばねなどの強磁性体を磁化し,欠
陥部に生じた磁極による磁粉の付着を利用して,欠
陥を検出する非破壊試験方法。
注記 JIS G 0202及びJIS Z 2300参照。
magnetic particle
testing
7330
ねじり試験
ねじりコイルばね,トーションバー,ばね座金類な
どの変形又は破壊の状況を調べる試験。
注記 ばね座金類では,粘り強さ試験ともいう。
twist test,
toughness test
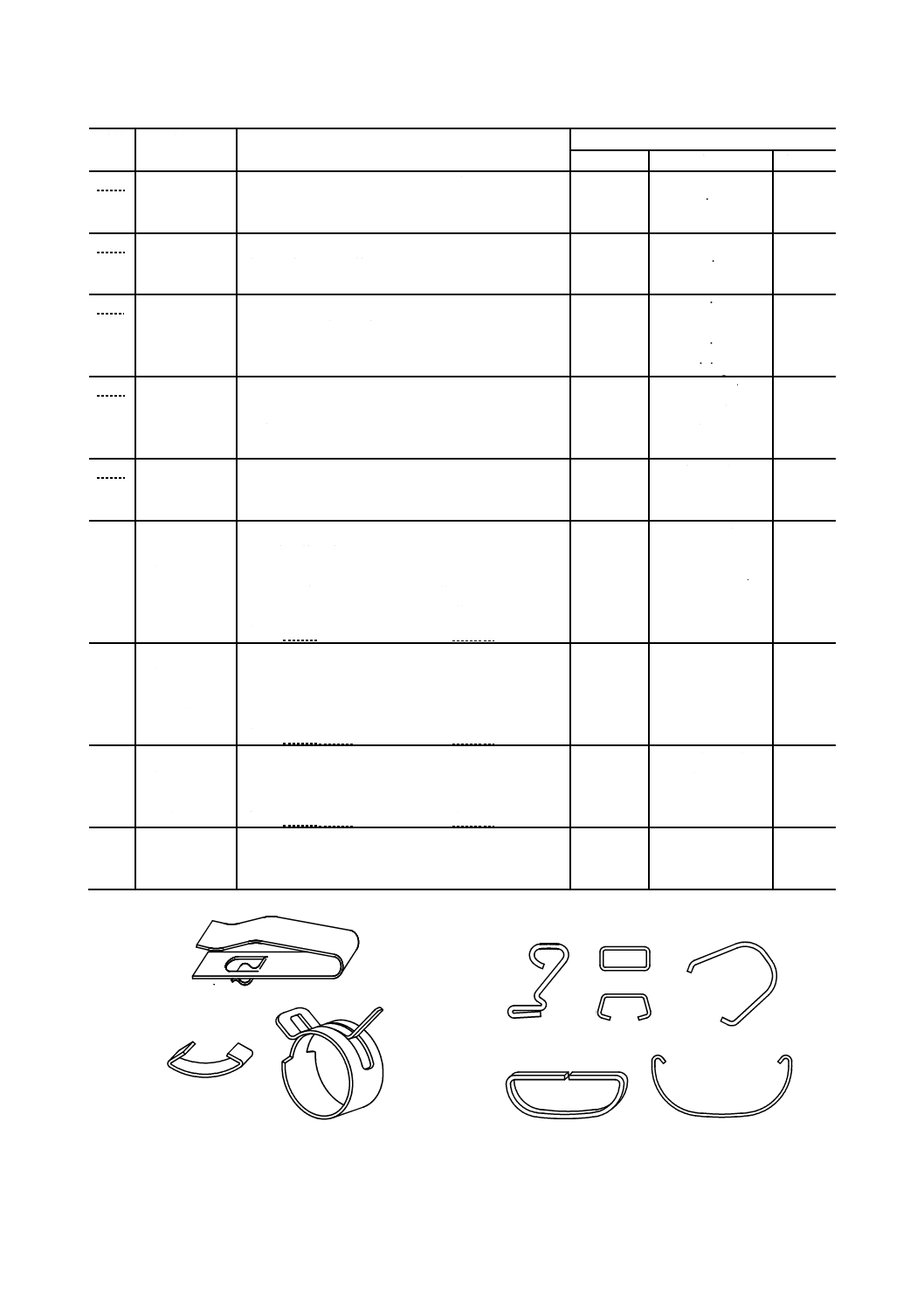
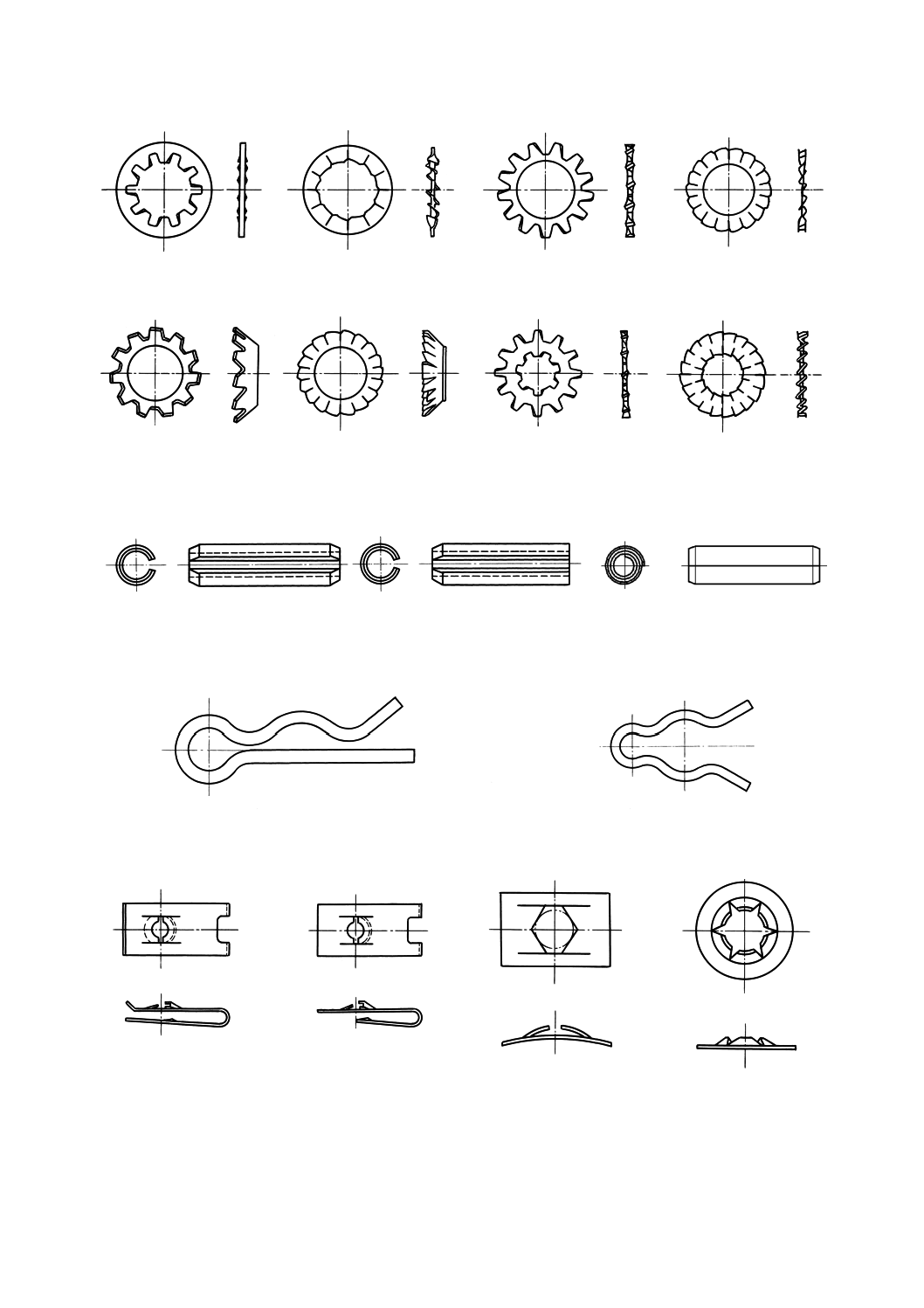
図1−(番号1413,2100)
図2−(番号1415)
29
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
E形止め輪(2116)
グリップ止め輪(2117)
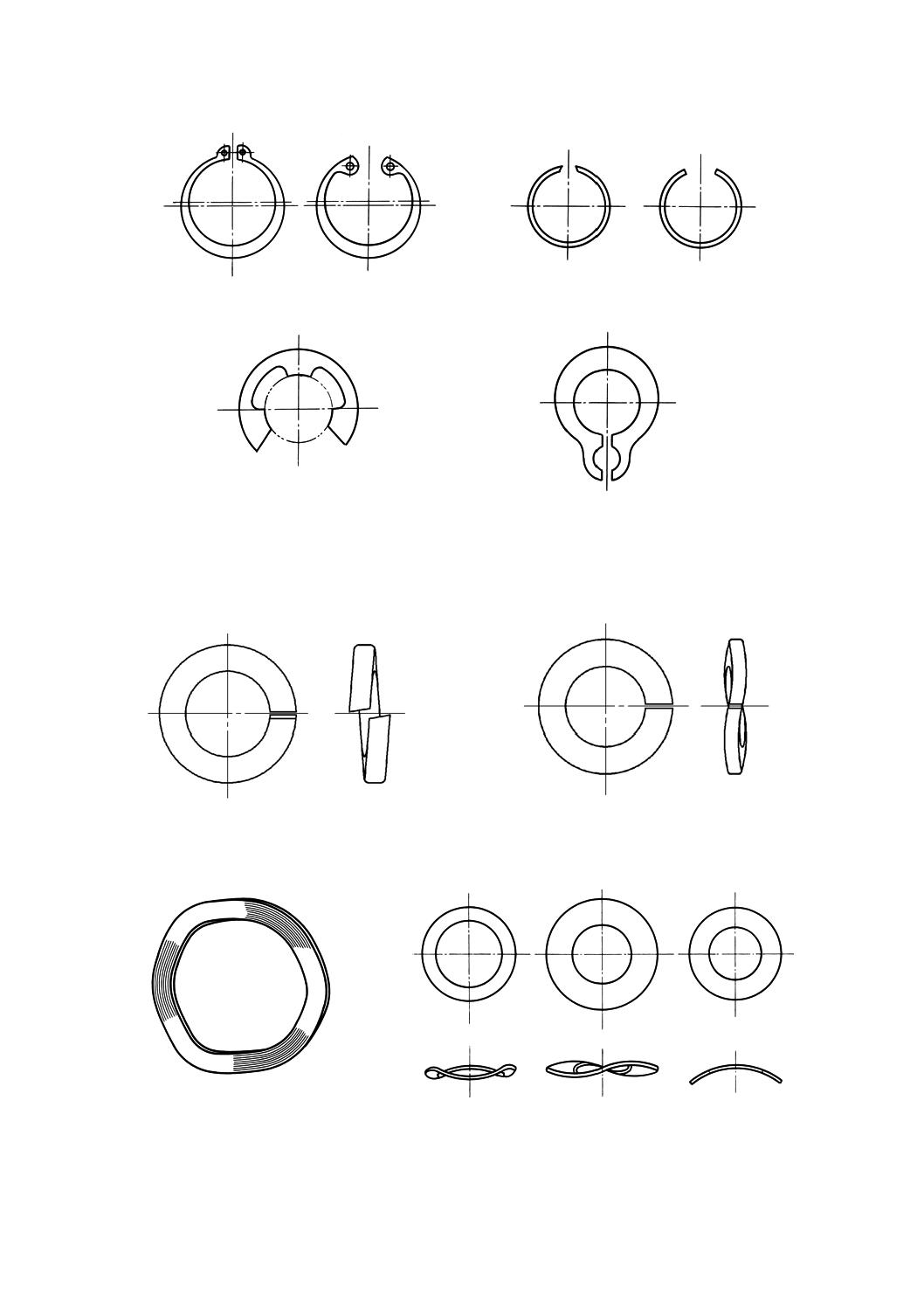
図3−(番号2100,2110,2111,2112,2113,2114,2115,2116,2117,3840)
図4−(番号2100,2120)
図5−(番号2100,2120,2121)
図6−(番号2100,2120,2122)
図7−(番号2100,2120,2122)
軸用
穴用
軸用
穴用
C形偏心止め輪(2112,2113)
C形同心止め輪(2114,2115)
30
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
皿形
内外歯形
図8−(番号2100,2120,2124)
両面取り(溝付W形)
片面取り(溝付V形)
二重巻き(2132)
図9−(番号2100,2130,2131,2132)
図10−(番号2100,2140)
図11−(番号2100,2150)
図12−(番号2100,2160)
図13−(番号2100,2161)
内歯形
外歯形
31
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図14−(番号2170)
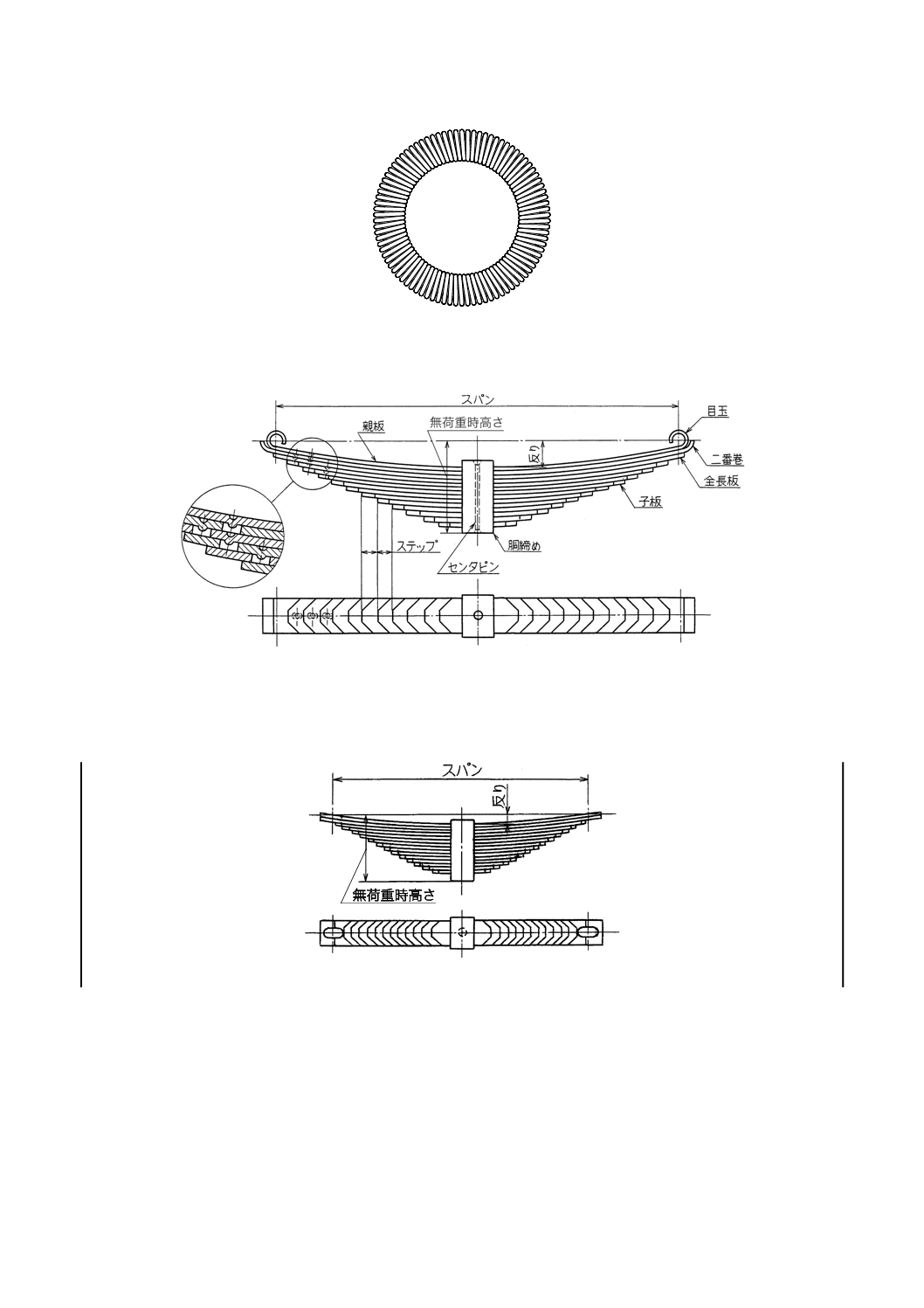
図15−(番号2300,3110,3111,3120,3140,4121,4122,4123,4131,4132,4151,4164,
5421,5424,5425,5426)
図16−(番号2300,3110,3111,3120,3140,5421,5425,5426)
32
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図17−(番号2400,3110,3111,3117,3130,3140,
4113,4114,4158,5426)
図18−(番号2400,3110,3111,3130,3140,
4165,5426)
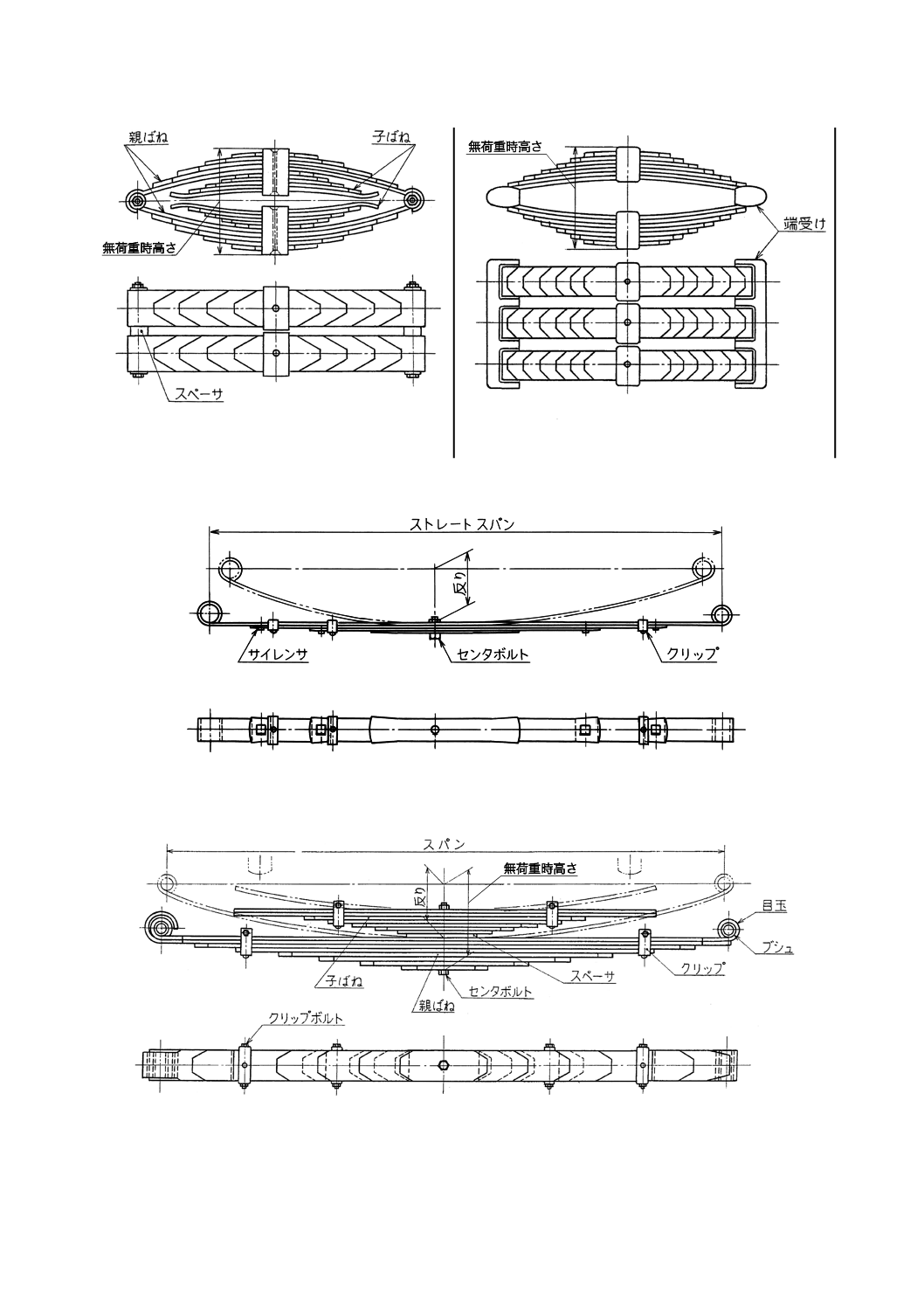
図19−(番号3110,3111,3120,3150,4152,4153,4161,5421,5423,5425)
図20−(番号3110,3111,3117,3120,3140,4113,4114,4131,4152,4153,4155,4157,4158,
5421,5425,5426)
33
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
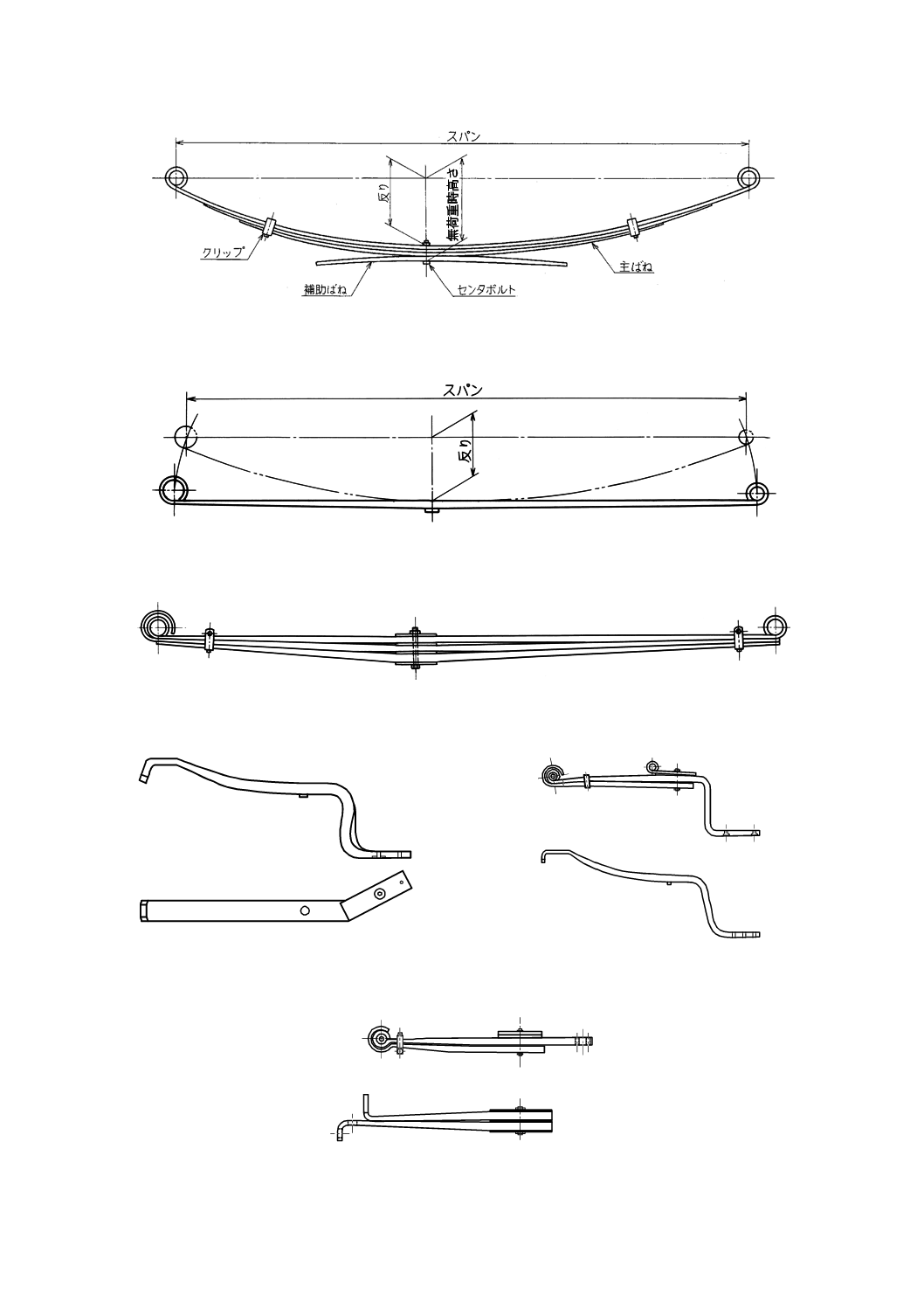
図21−(番号3110,3111,3116,3120,3150,4111,4112,4152,4153,5421,5425,5426)
図22−(番号3110,3112,3120,3150,5421,5425)
図23−(番号3110,3112,3120,3150)
図24−(番号3113)
図25−(番号3114)
図26−(番号3115)
34
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
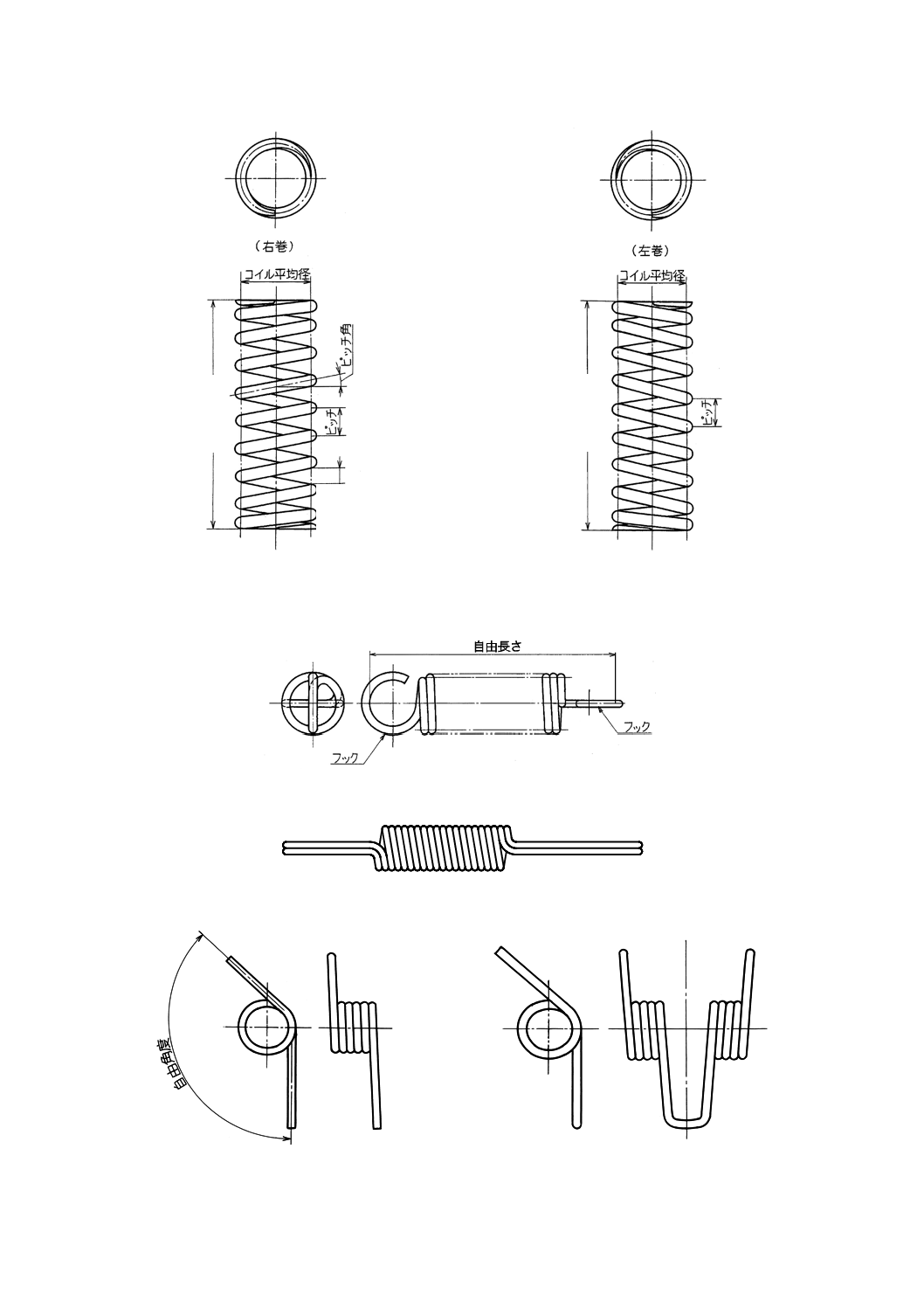
図27−(番号3200,3210,3241,5521,5525,
5533,5536,5537,5539)
図28−(番号3200,3210,3241,5521,5525,
5534,5536)
図29−(番号3200,3220,3241,4221,5522)
図30−(番号3200,3220,3221,3241)
図31−(番号3200,3230,3241,5523)
自
由
長
さ
自
由
長
さ
線
間
隙
間
35
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
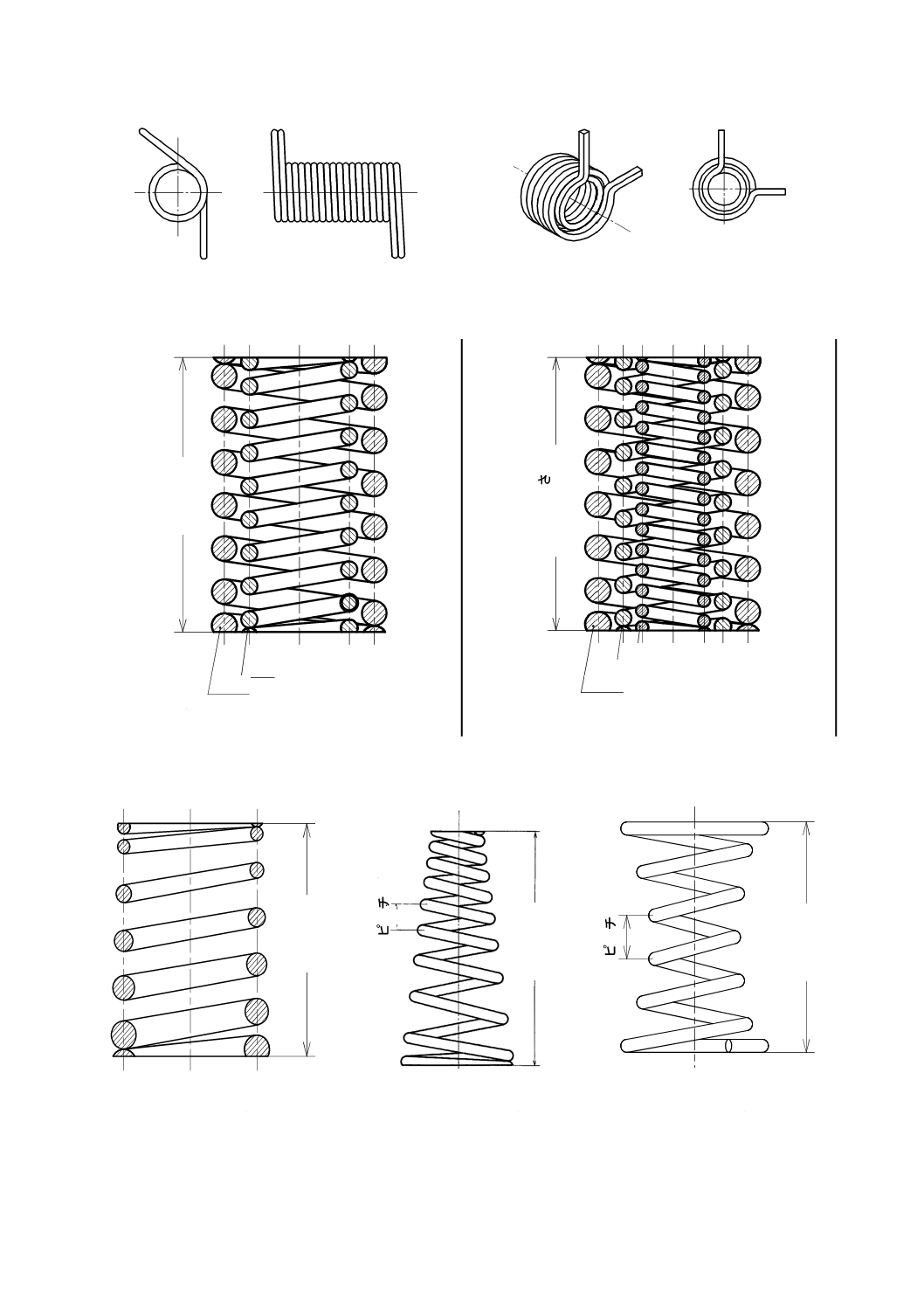
図32−(番号3200,3230,3231,3241)
図33−(番号3200,3230,3232,3241,3273)
図34−(番号3200,3210,3241,4251,4252,
5521,5533,5534)
図35−(番号3200,3210,3241,5521,5533,5534)
図36−(番号3200,3210,3241,
3245,5521)
図37−(番号3200,3210,3242,
3250,5521,5536)
図38−(番号3200,3210,3243,
5521,5536)
自
由
長
さ
右巻
左巻
自
由
長
さ
右巻
右巻
左巻
自
由
長
さ
自
由
長
さ
ピ
ッ
チ
自
由
長
さ
ピ
ッ
チ
36
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
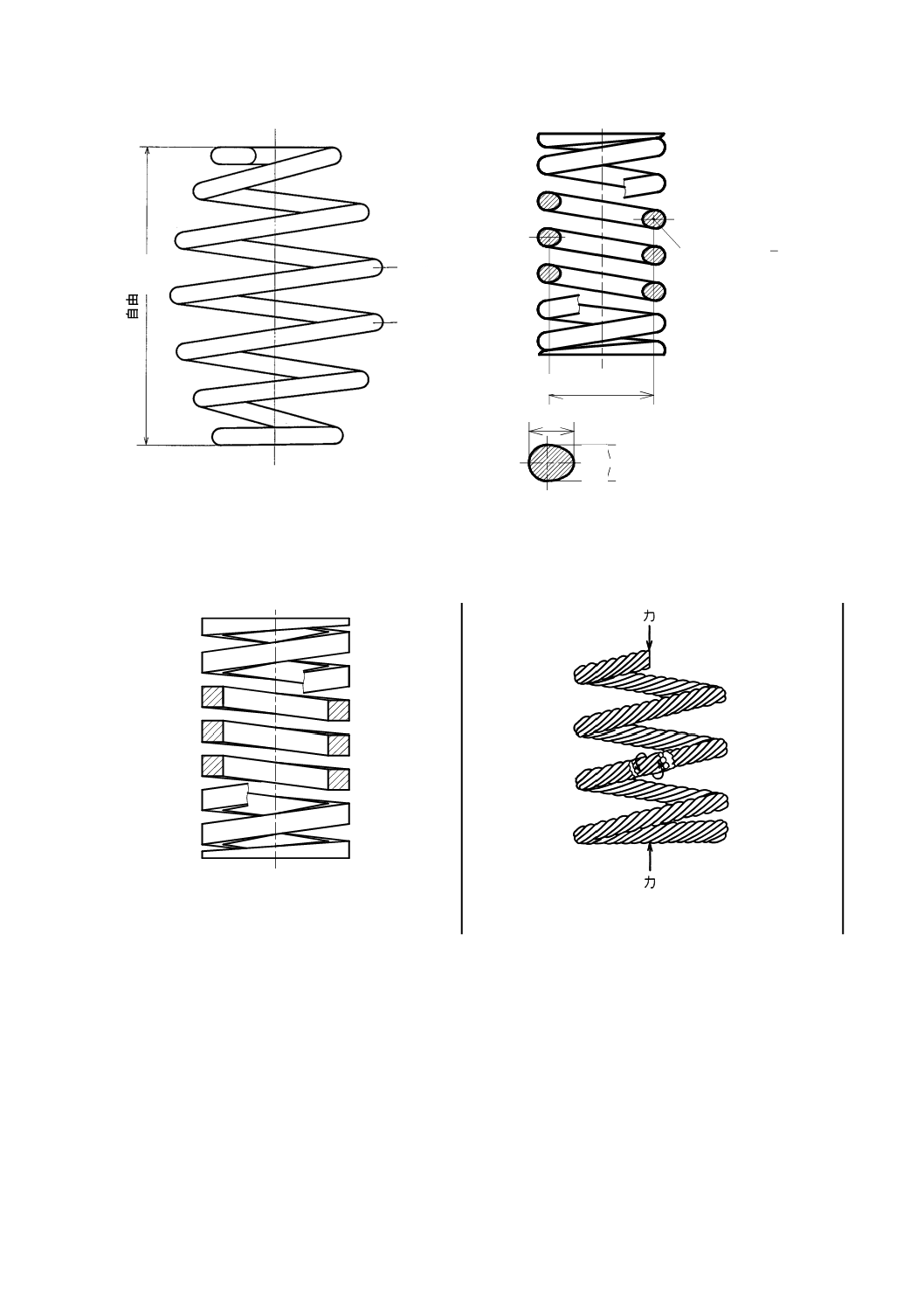
図39−(番号2910,3200,3210,3244,5521,5536)
図40−(番号3200,3210,3241,3272,3274,
5528,5542,5543)
図41−(番号3200,3210,3241,3272,3273)
図42−(番号3200,3210,3241,3280)
自
由
長
さ
ピ
ッ
チ
短
径
材料断面図心
長径
コイル図心径
素材断面形状
37
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図43−(番号2930,3200,3210,3242,3300,5521)
図44−(番号3400,3410,3412)
38
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
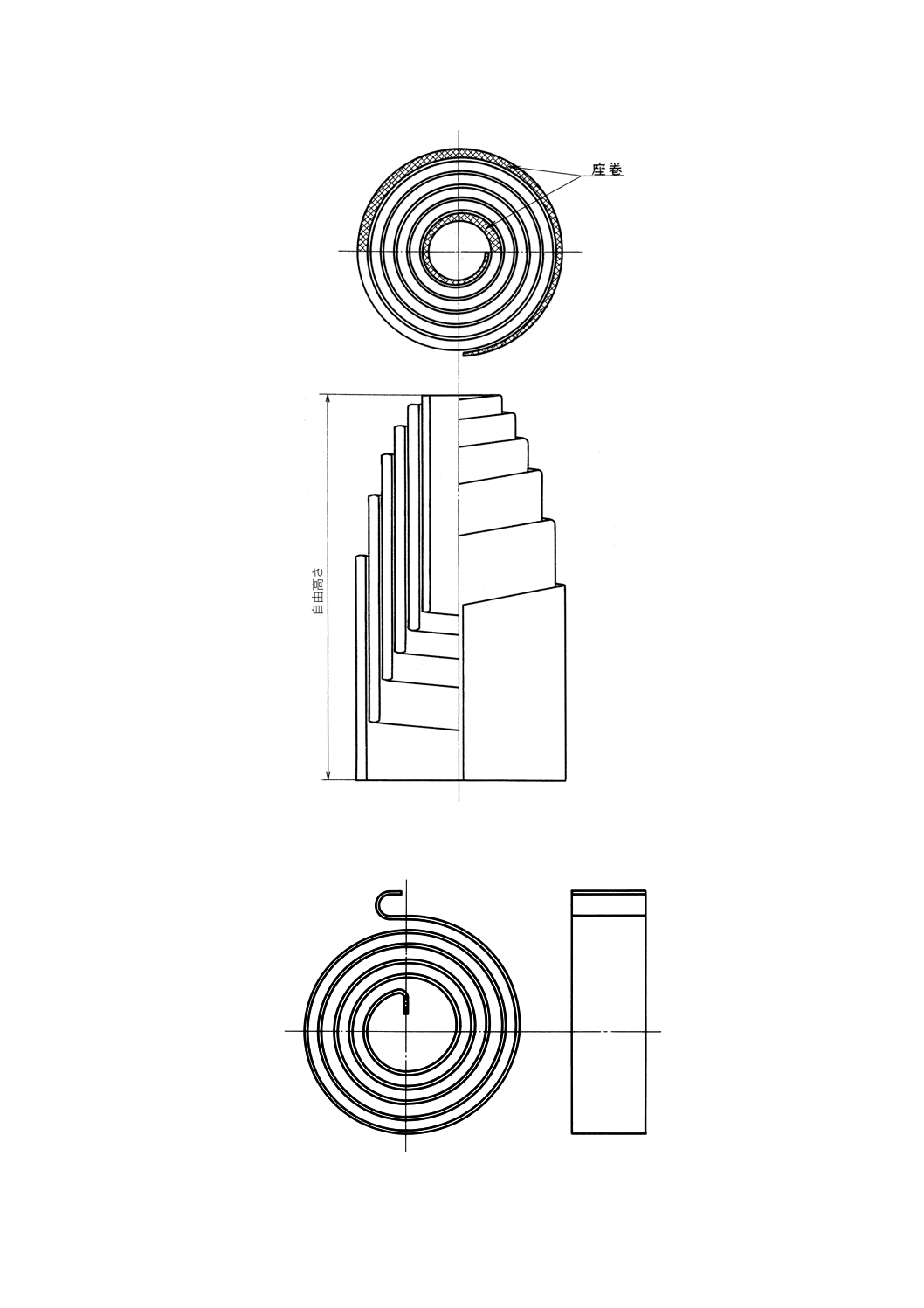
図45−(番号3400,3410,3411,4310)
図46−(番号3400,3410,3412,4310)
図47−(番号3400,3410,3412,3413)
図48−(番号3400,3410,3411,3414)
図49−(番号3400,3410,3411,3414)
図50−(番号3500,4410)
内端部詳細
内端部詳細 外端部詳細
dは,有効径。
d
d
d
d
d
39
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図51−(番号2800,4430)
図52−(番号2800)
図53−(番号4431)
図54−(番号4432)
図55−(番号4433)
図56−(番号4434)
図57−(番号4441)
図58−(番号4442)
図59−(番号2120,2123,3600,3850)
40
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図60−(番号3610,3850)
図61−(番号2930,3700,4443,4444)
図62−(番号2910,3810)
図63−(番号3820)
図64−(番号3110,3120,3140,4121,4124)
図65−(番号4124)
図66−(番号4125,4126)
内輪
外輪
押さえばね板
こば
親板
押さえばね板
41
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図67−(番号4131,4133,4134,4135,6219)
ミリタリラッパ(43巻)
二番巻(41巻)
図68−(番号4132,4137)
図69−(番号4130,4136,4142,4143)
図70−(番号4144)
図71−(番号4127)
だぼ
だぼ穴
42
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図72−(番号6221)
クリンチ形クリップ
ゴム付きクリップ
図73−(番号4153,4154,4155,4156)
金属ブシュ
金属ブシュ(巻きブシュ)
ゴムブシュ(つば付きブシュ)
ゴムブシュ(スリーブ付きブシュ)
図74−(番号4157)
ボルト形クリップ
ゴム
ゴム
43
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図75−(番号4159,4160)
テーパ端部(テーパ開先)
サイレンサ付き端部
図76−(番号4130,4136,4161,4216)
図77−(番号3110,3120,3150,4162)
平端部(平開先)
三角端部(三角開先)
センタスペーサ
又はインタリーフ
44
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図78−(番号3110,3120,3150,4163)
図79−(番号4165)
打抜胴締め
打抜胴締め
図80−(番号4164)
鍛接又は溶接胴締め
打抜胴締め
45
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) クローズドエンド(無研削)
(4212)
b) クローズドエンド(研削)
(4212,4215)
c) クローズドエンド(テーパ)
(4212,4216)
d) オープンエンド(無研削)
(4211)
e) オープンエンド(研削)
(4211,4215)
f) オープンエンド(テーパ)
(4211,4216)
g) タンジェントテールエンド(無研削)
(4214)
h) ビッグテールエンド(無研削)
(4213)
i) オープンフラットエンド(無研削)(4217)
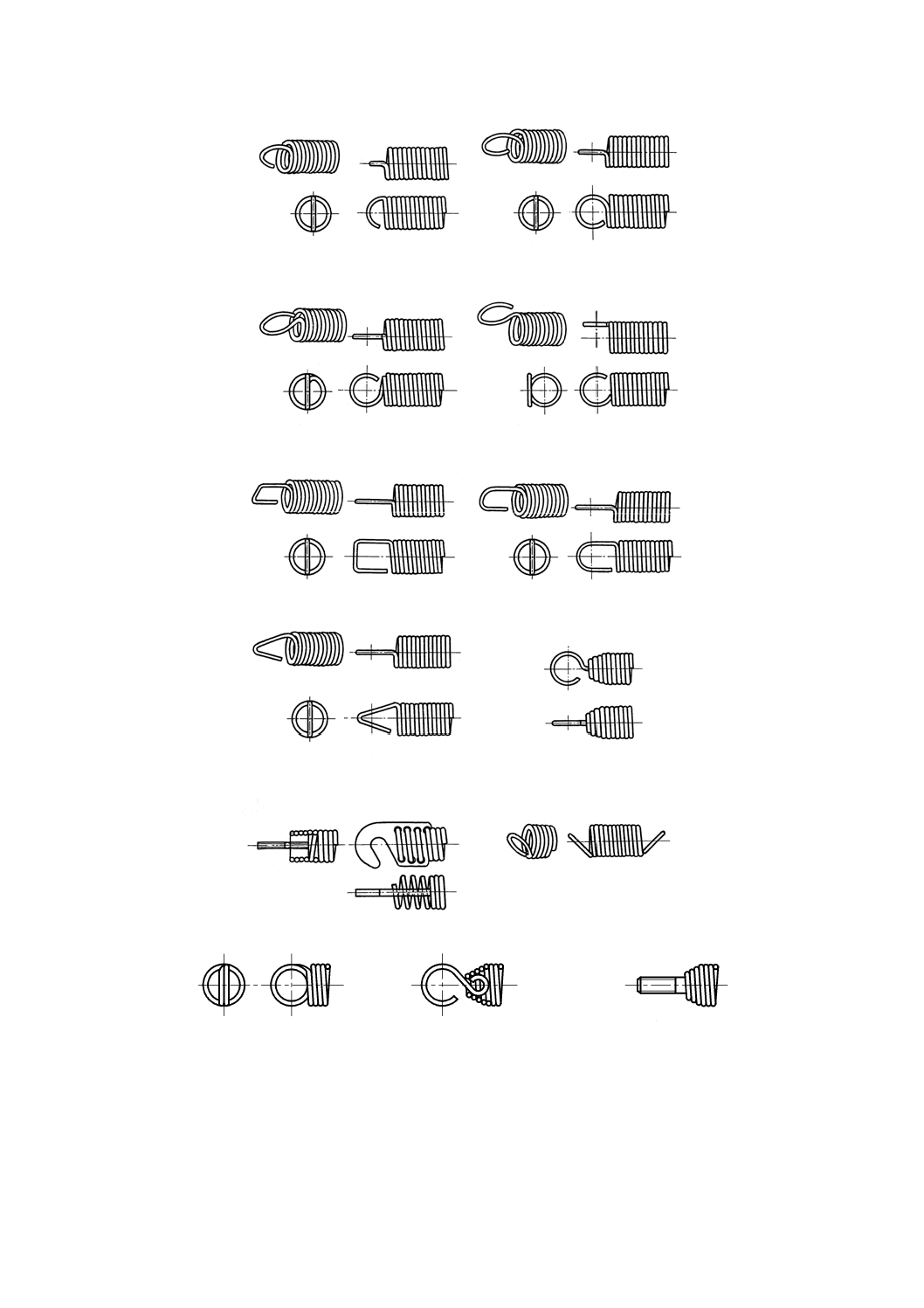
図81−(番号4210,4211,4212,4213,4214,4215,4216,4217)
46
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
i) ねじ込みフック(4231,4232)
j) 斜め丸フック(4228)
k) 二重フック(4234)
l) スイベルフック(4235)
m) コイルドインスクリュー
ドプラグ(4233)
図82−(番号4220,4221,4222,4223,4224,4225,4226,4227,4228,
4229,4230,4231,4232,4233,4234,4235)
a) 半丸フック(4223)
b) 丸フック(4222)
c) 逆丸フック(4227)
d) 側面丸フック(4230)
e) 角フック(4226)
f) Uフック(4224)
g) Vフック(4225)
h) 絞り丸フック(4229)
47
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
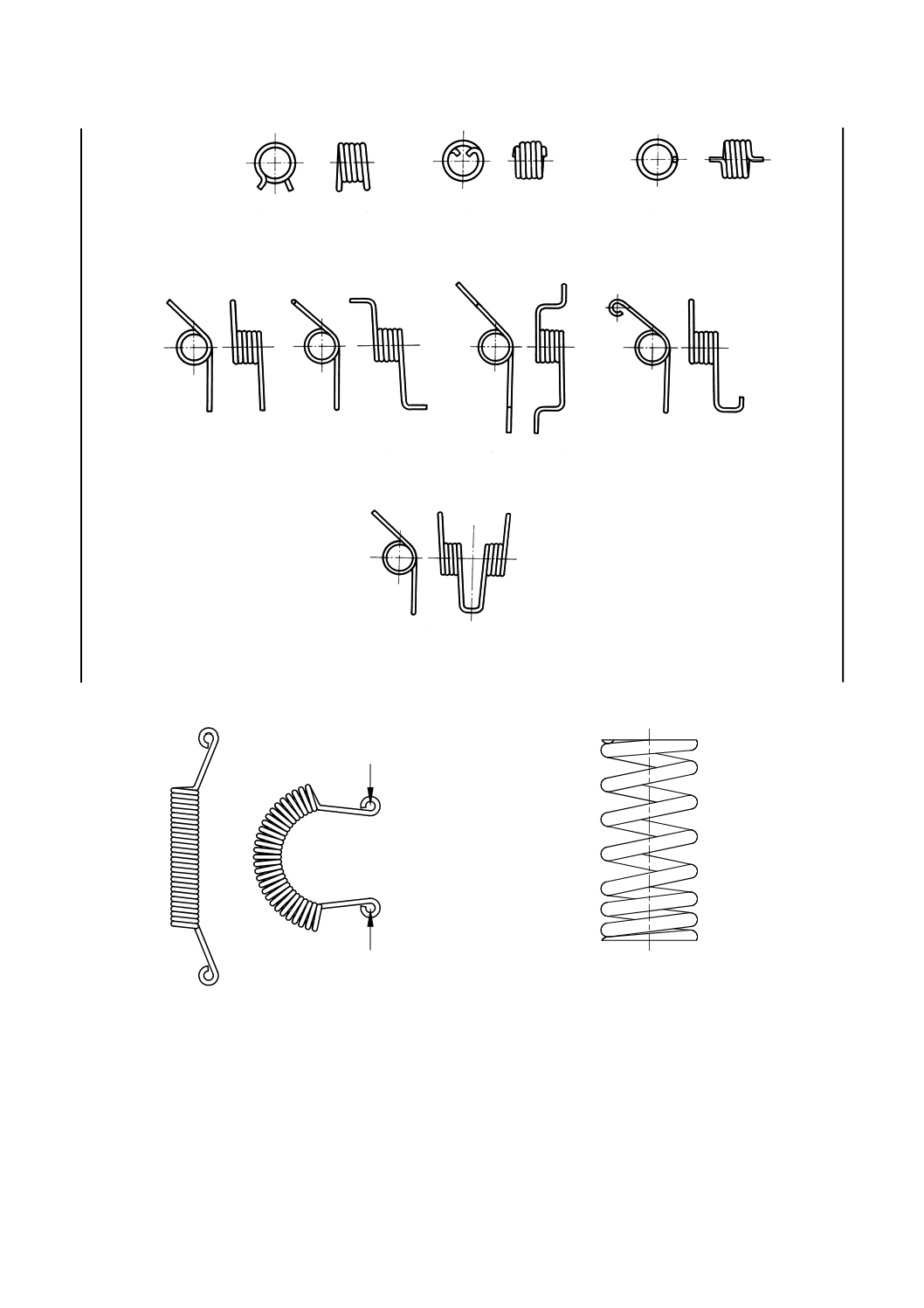
e) ブルトーション形
図83−(番号4240)
図84−(番号3200,3210,3241)
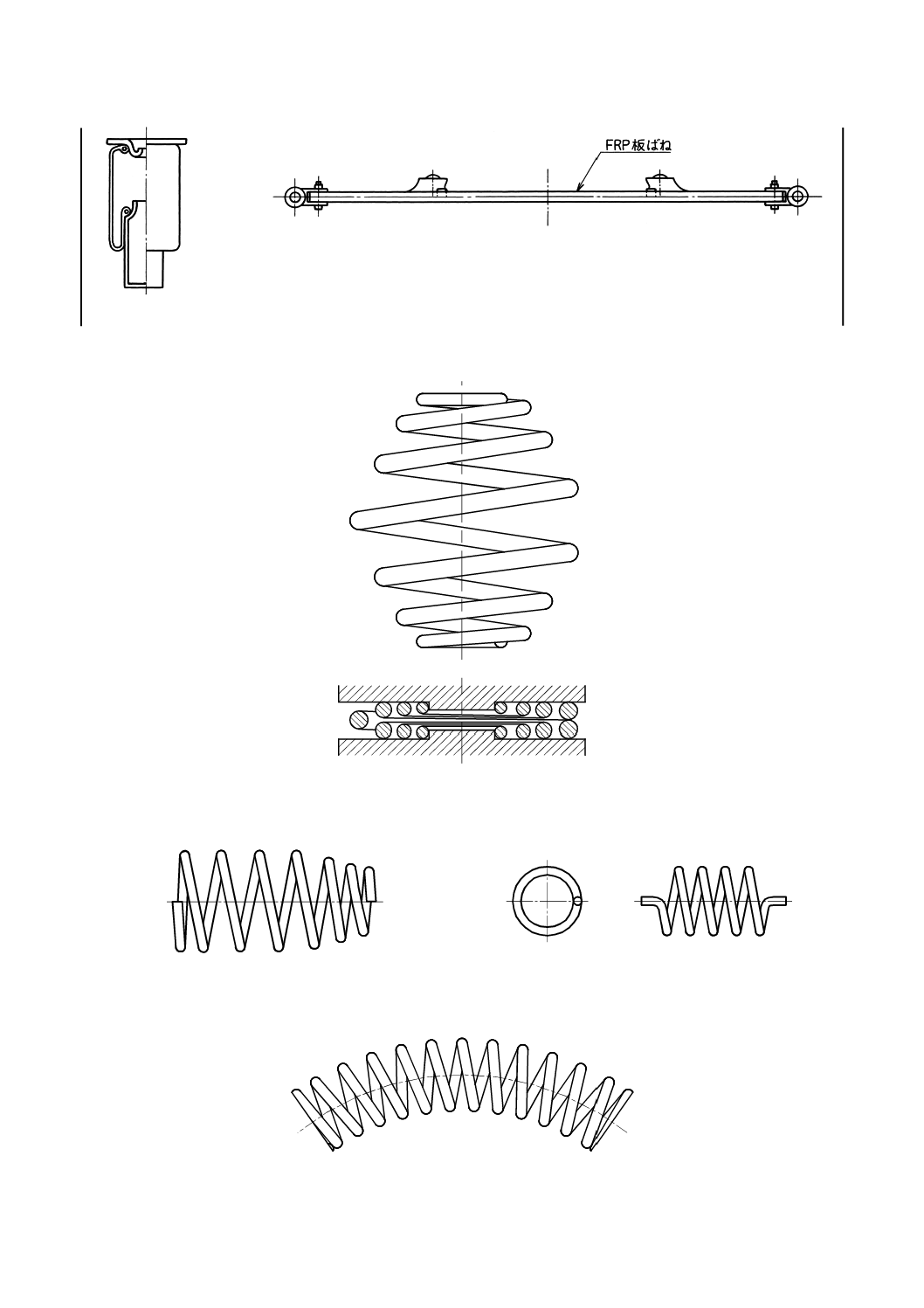
図85−(番号3200,3210,3241,3250,5538)
a) ショートフック
b) ヒンジ
c) 直線起こし
基本形状(腕の長さの短い場合)
a) ストレート
b) 1段曲げ
c) 2段曲げ
d) フック
基本形状(腕の長さの長い場合)
力
力
48
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図86−(番号1423)
図87−(番号3160)
図88−(番号3200,3210,3246)
図89−(番号3200,3210,3247)
図90−(番号3200,3241,3248)
図91−(番号3200,3210,3249)
49
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図92−(番号3200,3210,3241,3290)
図93−(番号3200,3210,3260,3261)
図94−(番号4320)
図95−(番号5113,5114)
図96−(番号2930)
自由長さ
50
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図97−(番号2180)
図98−(番号5116,5120)
図99−(番号5621,5622,5623,5624)
最大巻数
巻数
予巻
使用範囲
巻上げトルク
巻戻しトルク
余裕巻
ト
ル
ク
51
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
固定端の場合
図100−(番号5311)
注記 JIS B 2704-1及びJIS B 2709-1参照。
図101−(番号5235)
図102−(番号3600,3850,5641)
力
力
ねじりモーメント
ねじりモーメント
ら
線
形
力
力
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
52
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
ばね用語の分類ツリー
a) ばね基本
1000 ばね
(1100)(荷重方向)
1111 圧縮ばね
1112 引張ばね
1113 ねじりばね
(1200)(特性)
1211 線形特性ばね
1212 非線形特性ばね
1213 定荷重ばね
1214 組合せばね
(1300)(製造)
1311 熱間成形ばね
1312 冷間成形ばね
(1400)(材料)
1410 金属ばね
1411 鋼製ばね
1412 非鉄金属ばね
1413 薄板ばね
1414 線ばね
1415 線細工ばね
1420 非金属ばね
1421 ゴムばね
1422 流体ばね
1423 空気ばね
1424 ガスばね
1425 樹脂ばね
1426 セラミックばね
(1500)(その他)
1511 磁気ばね
53
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 用途
2100 ファスナばね
2110 止め輪
2111 サークリップ
2112 C形軸用偏心止め輪
2113 C形穴用偏心止め輪
2114 C形軸用同心止め輪
2115 C形穴用同心止め輪
2116 E形止め輪
2117 グリップ止め輪
2120 ばね座金
2121 波形ばね座金
2122 波形座金
2123 皿ばね座金
2124 歯付き座金
2130 スプリングピン
2131 溝付きスプリングピン
2132 二重巻きスプリングピン
2140 スナップピン
2150 スナップリテーナ
2160 ばね板ナット
2161 押込みばね板ナット
2170 ガータスプリング
2180 ホースクランプ
2200 懸架ばね
2300 担いばね
2400 まくらばね
2500 軸ばね
2600 弁ばね
2700 クラッチスプリング
2800 スタビライザ
(2900)(その他ばね)
2910 シートばね
2920 バイアスばね
2930 摩擦ばね
54
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 形状
3100 板ばね
3110 重ね板ばね
3111 マルチリーフスプリング
3120 半だ円ばね
3112 テーパリーフスプリング
3130 だ円ばね
3113 Jリーフスプリング
3140 対称ばね
3114 Zリーフスプリング
3150 非対称ばね
3115 トレーリングリーフ
3116 プログレッシブ重ね板ばね
3117 親子重ね板ばね
3160 FRP板ばね
3161 GFRP板ばね
3200 コイルばね
3210 圧縮コイルばね
3220 引張コイルばね
3221 2本線引張コイルばね
3230 ねじりコイルばね
3231 2本線ねじりコイルばね
3232 重ね巻きねじりコイルばね
3240 円形コイルばね
3241 円筒コイルばね
3242 円すいコイルばね
3243 鼓形コイルばね
3244 たる形コイルばね
3245 テーパコイルばね
3246 たる形テーパコイルばね
3247 片絞りコイルばね
3248 圧縮ねじりコイルばね
3249 圧縮アークコイルばね
3250 不等ピッチコイルばね
3260 異形コイルばね
3261 長円コイルばね
(3270)(素線断面形状)
3271 円形断面ばね
3272 異形断面ばね
3273 角ばね
3274 卵形断面ばね
3280 より線ばね
3290 コイルドウェーブスプリング
3300 竹の子ばね
3400 渦巻ばね
3410 ぜんまい
3411 接触形ぜんまい
3412 非接触形ぜんまい
3413 ひげぜんまい
3414 定荷重ぜんまい
3500 トーションバー
3600 皿ばね
3610 ダイアフラムスプリング
3700 輪ばね
(3800)(その他のばね)
3810 ジグザグばね
3820 U字形ばね
3830 金網ばね
3840 円弧状ばね
3850 円盤ばね
55
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 構成部品又は部分
1) 重ね板ばね
(4100)(重ね板ばねの
(4110)(ばね構成)
4111 主ばね
構成部品又は部分)
4112 補助ばね
4113 親ばね
4114 子ばね
4120 ばね板
4121 親板
4122 全長板
4123 子板
4124 押さえばね板
4125 長方形断面
4126 こば
4127 アイリーフ
4130 ばね板端部
4131 目玉
4132 二番巻
4133 上巻き目玉
4134 下巻き目玉
4135 ベルリンアイ
4136 三角開先
4137 ミリタリラッパ
(4140)(ばね板加工)
4141 中心穴
4142 だぼ
4143 だぼ穴
4144 センタカップ
(4150)(その他)
4151 センタピン
4152 センタボルト
4153 クリップ
4154 クリップバンド
4155 クリップボルト
4156 クリップパイプ
4157 ブシュ
4158 スペーサ
4159 センタスペーサ
4160 インタリーフ
4161 サイレンサ
4162 マスダンパ
4163 ダイナミックダンパ
4164 胴締め
4165 端受け
56
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) コイルばね
(4200)(コイルばねの
4210 圧縮コイルばね端部
4211 オープンエンド
構成部品又は部分)
4212 クローズドエンド
4213 ピッグテールエンド
4214 タンジェントテールエンド
4215 研削エンド
4216 テーパエンド
4217 オープンフラットエンド
4220 引張コイルばね端部
4221 フック
4222 丸フック
4223 半丸フック
4224 Uフック
4225 Vフック
4226 角フック
4227 逆丸フック
4228 斜め丸フック
4229 絞り丸フック
4230 側面丸フック
4231 ねじ込みフック
4232 ねじ込みフックプレート
4233 コイルドインスクリュード
プラグ
4234 二重フック
4235 スイベルフック
4240 ねじりコイルばね腕部
(4250)(その他)
4251 外側コイル
4252 内側コイル
4253 座
4254 研削端面
4255 コイル端末
3) ぜんまい
(4300)(ぜんまいの
4310 ぜんまい端部
構成部品又は部分)
4320 ぜんまいケース
4) その他のばね
(4400)(その他のばね)
4410 トーションバー端部
4420 止め輪の開口部
4430 スタビライザ目玉部
4431 アイブシュタイプ
4432 ゴムマウントタイプ
4433 テーパアイタイプ
4434 ボールジョイントタイプ
(4440)(その他)
4441 スタビライザリンク
4442 横ずれ防止バンド
4443 輪ばね外輪
4444 輪ばね内輪
57
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
e) 設計
1) 全般
5100 ばね特性
(5110)(力−たわみの関係)
5111 線形特性
5112 非線形特性
5113 交会点
5114 変曲点
5115 ばね定数
5116 動ばね定数
5117 ワインドアップ剛性
5118 横剛性
5119 固有振動数
5120 ヒステリシス
5121 縦弾性係数
5122 横弾性係数
5123 荷重−たわみ曲線
5130 力
5131 ばね荷重
5132 指定荷重
5133 初荷重
5134 最大荷重
5135 静的荷重
5136 動的荷重
5137 軸荷重
5138 横荷重
5139 横方向力
5140 偏心荷重
5141 ねじりモーメント
5142 セッチング荷重
(5150)(変位)
5151 たわみ
5152 全たわみ
5153 有効たわみ
(5160)(ばね長さ)
5161 取付長さ
5162 セッチング長さ
(5200)(強度)
(5210)(応力・ひずみ)
5211 最大応力
5212 最小応力
5213 平均応力
5214 応力振幅
5215 最小最大応力比
5216 応力分布
5217 修正応力
5218 セッチング応力
5219 ひずみ
5220 せん断ひずみ
5221 せん断応力
5222 曲げ応力
5223 応力−ひずみ線図
5224 ばね限界値
(5230)(疲労・線図)
5231 破壊安全率
5232 S-N線図
5233 時間強度線図
5234 疲労強度
5235 疲労限度線図
58
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) 全般(続き)
(5300)(現象)
(5310)(変形)
5311 座屈
5312 胴曲り
5313 横曲り
5314 横ずれ
(5320)(振動)
5321 共振
5322 共振振動数
5323 サージング
5324 減衰
5325 たたき音
5326 きしみ音
(5330)(経時変化)
5331 荷重低下
5332 応力緩和
5333 へたり
5334 高温クリープ特性
5335 孔食
5336 腐食疲労
5337 フレッティング腐食
5338 応力腐食割れ
(5340)(幾何公差)
5341 同軸度
5342 直角度
5343 平行度
2) 板ばね
(5400)(板ばねの設計)
(5410)(計算)
5411 板端法
5412 展開法
5413 ワインドアップトルク
5414 板間摩擦
5415 ニップ応力
5416 伝達荷重
5417 バウンドストローク
5418 リバウンドストローク
(5420)(寸法)
5421 スパン
5422 有効スパン
5423 ストレートスパン
5424 ステップ
5425 反り
5426 重ね板ばねの高さ
5427 ニップ
5428 展開長さ
59
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3) コイルばね
(5500)(コイルばねの設計)
(5510)(計算)
5511 コイルばねの応力修正係数
5512 ワールの応力修正係数
5513 初張力
5514 初応力
5515 コイルばねの展開長さ
(5520)(寸法)
5521 自由長さ
5522 引張コイルばねの長さ
5523 自由角度
5524 密着長さ
5525 コイル平均径
5526 コイル外径
5527 コイル内径
5528 コイル図心径
5529 総巻数
5530 自由巻数
5531 有効巻数
5532 巻方向
5533 右巻
5534 左巻
5535 座巻
5536 ピッチ
5537 ピッチ角
5538 不等ピッチ
5539 線間隙間
5540 ばね指数
5541 縦横比
5542 長径
5543 短径
5544 長短径比
5545 断面の倒れ角
5546 軸線
5547 コイル間最小寸法
5548 フック隙間
4) その他のばね
(5600)(その他のばね)
(5610)(トーションバーの設計) 5611 トーションバーの有効長さ
(5620)(ぜんまいの設計)
5621 巻上げトルク
5622 巻戻しトルク
5623 余裕巻
5624 予巻
(5630)(座金の設計)
5631 歯付き座金の歯の高さ
(5640)(皿ばねの設計)
5641 補正板厚
60
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
f)
製造
1) 加工機械・部品
(6100)(加工機械・部品)
(6110)(板ばねの
6111 目玉巻機
加工機械・部品)
6112 カービングロール
6113 成形焼入機
6114 バンディングプレス
(6120)(コイルばねの
6121 コイリングマシン
加工機械・部品)
6122 コイルばね焼入機
6123 エンドグラインダ
6124 面取り研削盤
6125 コイリングピン
6126 ピッチツール
6127 フィードローラ
6128 フィードクラッチ
6129 フィードグリッパ
6130 心金
6131 ワイヤガイド
6132 カッティングツール
6133 と(砥)石
(6140)(その他)
6141 テーパロールマシン
6142 フォーミングマシン
6143 テンションマシン
6144 トーションマシン
6145 フッキングマシン
6146 ストレートナ
6147 ピーニングドラム
6148 ピーニングノズル
61
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) 加工
(6200)(加工)
(6210)(成形加工)
6211 一次巻
6212 二次巻
6213 コーナプレス
6214 圧入
6215 コイリング
6216 密着巻
6217 端面研削
6218 テーパ加工
6219 カーリング
6220 シェービング
6221 幅落し
6222 面取り
(6230)(熱処理)
6231 クリープテンパ
6232 プレステンパ
6233 プレスクエンチ
6234 オースフォーミング
6235 オーステンパ
6236 球状化焼なまし
6237 低温焼なまし
6238 ブルーイング
6239 応力除去
6240 ベーキング
6241 析出硬化
6242 焼入れ
6243 焼戻し
6244 焼なまし
6245 浸炭
6246 窒化
6247 高周波焼入れ
(6250)(後処理)
6251 ショットピーニング
6252 ストレスピーニング
6253 多段ピーニング
6254 ドライホーニング
6255 液体ホーニング
6256 温間ピーニング
6257 サンドブラスト
6258 ショットブラスト
6259 セッチング
6260 常温セッチング
6261 ホットセッチング
6262 バレル研磨
6263 ばり取り
(6270)(その他)
6271 スプリングバック
6272 ストリップ
6273 カットワイヤショット
6274 鋳鋼ショット
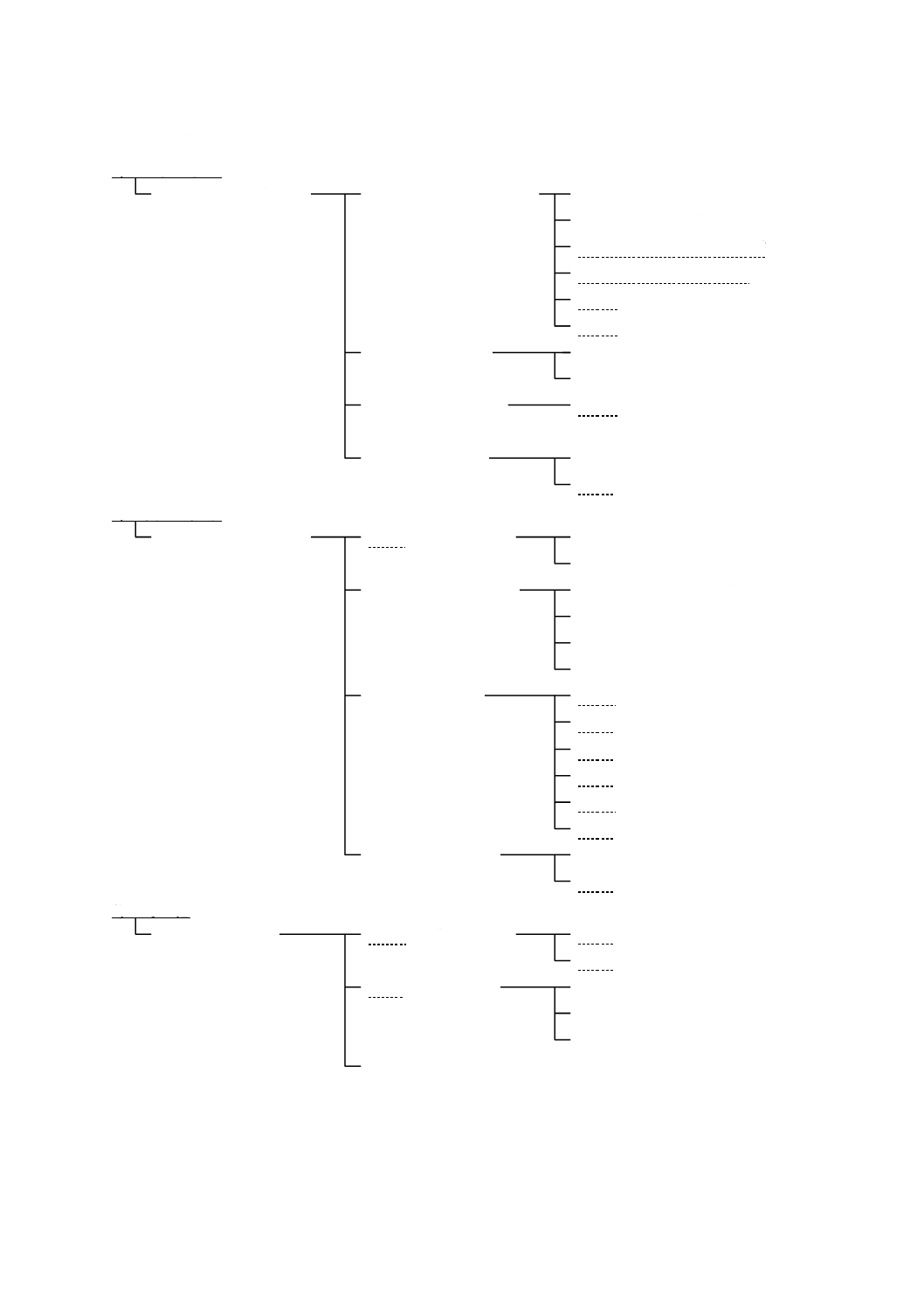
62
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
g) 試験及び検査
1) 工程・管理
(7100)(工程・管理)
(7110)(ショットピーニ
7111 アルメンアークハイト
ングの管理項目)
7112 カバレージ
7113 アルメンストリップ
7114 オーバピーニング
7115 ストレスピーニングの初応力
7116 ショット投射分布
(7120)(熱処理の
7121 肌荒れ
管理項目)
7122 脱炭
(7130)(表面処理の
7131 膨れ
管理項目)
(7140)(その他)
7141 表面硬さ
7142 研磨模様
2) 製品・試験
(7200)(製品・試験)
7210 ばね特性試験
7211 試験荷重
7212 長さ試験
(7220)(へたり試験)
7221 残留せん断ひずみ
7222 高温締付試験
7223 クリープ試験
7224 リラクセーション試験
7230 疲労試験
7231 繰返し速度
7232 回転曲げ疲労試験
7233 疲労破壊
7234 延性破壊
7235 ぜい性破壊
7236 粒界破壊
7240 耐候性試験
7241 塩水噴霧試験
7242 粒界腐食
3) その他
(7300)(その他)
7310 X線応力測定
7311 圧縮残留応力
7312 残留応力分布
7320 非破壊試験
7321 渦電流探傷試験
7322 浸透探傷試験
7323 磁粉探傷試験
7330 ねじり試験
63
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
JIS B 0156 ばね記号
JIS B 1251 ばね座金
JIS B 2704-1 コイルばね−第1部:圧縮及び引張コイルばね基本計算方法
JIS B 2704-2 コイルばね−第2部:圧縮コイルばねの仕様の表し方
JIS B 2704-3 コイルばね−第3部:引張コイルばねの仕様の表し方
JIS B 2706 皿ばね
JIS B 2709-1 ねじりコイルばね−第1部:基本計算方法
JIS B 2709-2 ねじりコイルばね−第2部:仕様の表し方
JIS B 2710-1 重ね板ばね−第1部:用語
JIS B 2710-2 重ね板ばね−第2部:設計方法
JIS B 2710-3 重ね板ばね−第3部:試験方法
JIS B 2710-4 重ね板ばね−第4部:製品仕様
JIS B 2711 ばねのショットピーニング
JIS B 2804 止め輪
JIS B 2808 スプリングピン
JIS B 6911 鉄鋼の焼ならし及び焼なまし加工
JIS B 6912 鉄鋼の高周波焼入焼戻し加工
JIS D 0111 自動車懸架装置用語
JIS G 0201 鉄鋼用語(熱処理)
JIS G 0202 鉄鋼用語(試験)
JIS G 4801 ばね鋼鋼材
JIS H 3130 ばね用のベリリウム銅,チタン銅,りん青銅,ニッケル−すず銅及び洋白の板並びに条
JIS R 1600 ファインセラミックス関連用語
JIS Z 0103 防せい防食用語
JIS Z 2300 非破壊試験用語
64
B 0103:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS B 0103:2015 ばね用語
ISO 26909:2009,Springs−Vocabulary
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲 ばねに関する用語を定
義
1
JISと同じ
一致
2 分類
用語の分類
−
−
追加
分かりやすくするため項目を追加
した。
実質的な技術的差異はない。
3 用語及び
定義
対応国際規格にある
253の用語を翻訳して
定義し,更にJISとし
て新たに用語を追加
し,431の用語とした。
2
ISO規格では253の用語を
定義
追加
我が国の実情を踏まえ,JISとして
必要な用語を追加。
JISとして追加した用語は,ISO
へ提案する。
JISと国際規格との対応の程度の全体評価:ISO 26909:2009,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致 ················ 技術的差異がない。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
6
4
B
0
1
0
3
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。