B 0090-8:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 表面性状の表示方法 ·········································································································· 5
4.1 一般 ···························································································································· 5
4.2 つや消し面 ··················································································································· 6
4.3 光学的平滑面 ················································································································ 6
5 製図における表記 ············································································································· 7
5.1 一般 ···························································································································· 7
5.2 つや消し面の表記 ·········································································································· 7
5.3 光学的平滑面の表記 ······································································································· 8
5.4 位置 ··························································································································· 10
附属書A(参考)微小欠陥による光学的平滑面の規定 ································································ 11
附属書B(参考)表面性状と散乱特性との関係 ·········································································· 12
附属書C(参考)表面性状に関する要求事項の図示例 ································································ 14
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 18
B 0090-8:2013
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本光学工業協会
(JOIA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 0090-8:2001は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 0090の規格群には,次に示す部編成がある。
JIS B 0090-1 第1部:通則
JIS B 0090-2 第2部:材料欠陥−応力複屈折
JIS B 0090-3 第3部:材料欠陥−泡及び異物
JIS B 0090-4 第4部:材料欠陥−不均一性及び脈理
JIS B 0090-5 第5部:表面形状公差
JIS B 0090-6 第6部:偏心公差
JIS B 0090-7 第7部:表面欠陥
JIS B 0090-8 第8部:表面性状(粗さ及びうねり)
JIS B 0090-9 第9部:表面処理及びコーティング
JIS B 0090-10 第10部:光学素子及び接合部品のデータ表示表
JIS B 0090-11 第11部:公差表示のないデータ
JIS B 0090-12 第12部:非球面
JIS B 0090-14 第14部:波面形状公差
JIS B 0090-17 第17部:レーザ放射による損傷しきい値
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0090-8:2013
光学素子及び光学システム用の製図手法−
第8部:表面性状(粗さ及びうねり)
Preparation of drawings for optical elements and systems-
Part 8: Surface texture; roughness and waviness
序文
この規格は,2010年に第2版として発行されたISO 10110-8を基に,技術的内容及び構成を変更して作
成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
JIS B 0090の規格群は,製造及び検査に用いる製図における光学素子及び光学システムに対する設計上
及び機能上の要求事項の表示方法について規定している。
この規格は,次の事項を規定する。
a) 光学素子の表面性状を指示する表示方法 表面性状は,統計手法によって実質的に表現できる表面の
輪郭特性である。表面性状は,短波長成分である粗さと長波長成分であるうねりとに分けられる。
b) 主として研磨された光学面の仕様の表示方法
c) 測定表面から表面形状を差引くトレンド除去後の残差表面の特徴付けの方法及びその表示方法
なお,表面形状を管理する規格はJIS B 0090-5及びJIS B 0090-12であり,この規格では規定しない。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 10110-8:2010,Optics and photonics−Preparation of drawings for optical elements and systems−
Part 8: Surface texture; roughness and waviness(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0031 製品の幾何特性仕様(GPS)−表面性状の図示方法
注記 対応国際規格:ISO 1302,Geometrical Product Specifications (GPS)−Indication of surface texture
in technical product documentation(IDT)
JIS B 0090-1 光学素子及びシステム用の製図手法−第1部:通則
2
B 0090-8:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0031によるほか,次による。
3.1
表面性状(surface texture)
統計手法によって実質的に表現できる光学表面の輪郭特性。
注記1 局所的な表面欠陥は,JIS B 0090-7で取り扱う。
注記2 この規格は,輪郭特性である表面性状を扱うが,面領域の表面性状を測定できる装置が普及
し,GPS規格群の整備も進んでいるため,一部,面領域の表面性状に関する記述も含む。
3.2
つや消し面(matt surface)
表面性状の高さ変化が,光の波長よりもあまり小さくない光学面。
注記1 つや消し面の表面性状の高さ変化は,通常,光の波長の1/10程度である。
注記2 つや消し面は,通常,ガラス又は他の誘電体材料を研削又はエッチングすることによって作
る。
3.3
光学的平滑面,鏡面(optically smooth surface)
表面性状の高さ変化が,光の波長よりもかなり小さい光学面。
注記1 光学的平滑面の表面性状の高さ変化は,通常,光の波長の1/100程度と小さいため,散乱光
の量は少ない。
注記2 光学的平滑面は,通常,研磨又は成型で作る。
3.4
微小欠陥(microdefect)
光学的平滑面に存在する,断面曲線の平均線からのかい(乖)離が平滑面全体の標準偏差の2倍以上の
凹凸。
注記 微小欠陥は,研磨中の誤った取り扱い及び汚れによる場合もあるが,通常は,不十分な研磨の
後に残る穴(ぶつ,pits)である。広角度散乱の原因になるため,微小欠陥には注意する。微小
欠陥は,表面上にほぼ一様に分布し,表面性状に関係する表面全体の特性であるため,JIS B
0090-7で取り扱う表面欠陥とはみなさない。
3.5
基準線(reference profile)
触針式粗さ測定機の触針が,基準案内に沿って運動するときの軌跡(JIS B 0651参照)。
3.6
測定断面曲線(total profile)
縦軸及び横軸からなる座標系において,基準線を基にして得られたデジタル形式の測定曲線(JIS B 0651
参照)。
3.7
輪郭曲線フィルタ(profile filter)
輪郭曲線を長波長成分と短波長成分とに分離するフィルタ(JIS B 0601参照)。図1参照。
注記 粗さ曲線,うねり曲線及び断面形状を測定するために,触針式粗さ測定機では,3.8〜3.10に示
す3種類のフィルタを用いる(図1参照)。これらは全て,JIS B 0632に規定された振幅伝達特
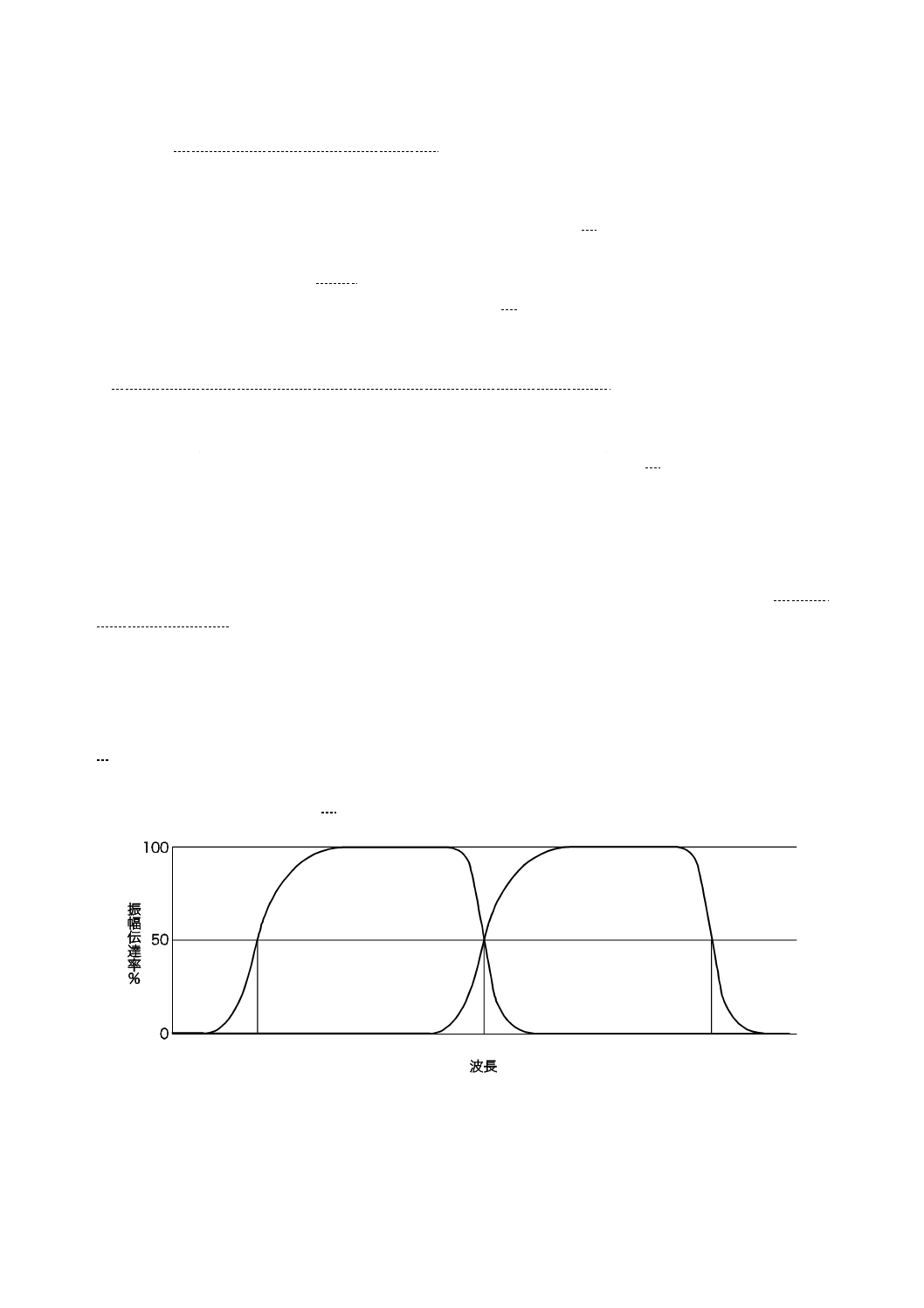
3
B 0090-8:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
性をもつが,カットオフ値が異なる。
3.8
λs輪郭曲線フィルタ(λs profile filter)
粗さ成分とそれより短い波長成分との境界を定義するフィルタ(JIS B 0601参照)。図1参照。
3.9
λc輪郭曲線フィルタ(λc profile filter)
粗さ成分とうねり成分との境界を定義するフィルタ(JIS B 0601参照)。図1参照。
3.10
λf輪郭曲線フィルタ(λf profile filter)
うねり成分とそれより長い波長成分との境界を定義するフィルタ(JIS B 0601参照)。図1参照。
3.11
断面曲線(primary profile)
測定断面曲線にカットオフ値λsの低域フィルタを適用して得られる曲線(JIS B 0651参照)。
注記 呼び形状,サジッタ偏差及び回転非対称な表面形状偏差は,断面曲線に含まれないように,フ
ィルタを適用する前に除去する。
3.12
粗さ曲線(roughness profile)
カットオフ値λcの高域フィルタによって,断面曲線から長波長成分を遮断して得た輪郭曲線(JIS B 0601
参照)。図1参照。
3.13
うねり曲線(waviness profile)
断面曲線にカットオフ値λf及びλcの輪郭曲線フィルタを順次かけることによって得られる輪郭曲線。λf
輪郭曲線フィルタによって長波長成分を遮断し,λc輪郭曲線フィルタによって短波長成分を遮断する(JIS
B 0601参照)。図1参照。
注記 表面形状偏差のうち,回転対称なイレギュラリティの成分を除去することに相当する。表面形
状偏差についてはJIS B 0090-5参照。
図1−粗さ曲線及びうねり曲線の伝達特性
粗さ曲線
うねり曲線
λs
λc
λf
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4
B 0090-8:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.14
通過帯域(transmission band)
2種類の異なったカットオフ値の位相補償フィルタ(高域フィルタ及び低域フィルタ)を輪郭曲線に適
用したときに,振幅が50 %以上伝達される正弦波信号の波長帯域(JIS B 0632参照)。JIS B 0031の附属
書F(評価長さln)及び附属書G(通過帯域及び基準長さ)参照。
注記1 粗さ曲線の通過帯域はλsからλc,うねり曲線の通過帯域はλcからλfである。
注記2 ISO 10110-8では光の波長帯域との誤解を防ぐため,spatial bandwidthと定義している。
3.15
基準長さ(sampling length)
輪郭曲線の特性を求めるために用いる輪郭曲線の長さ(JIS B 0601参照)。粗さ曲線用及びうねり曲線用
の基準長さは,それぞれ,輪郭曲線フィルタのカットオフ値λc及びλfに等しい。
3.16
評価長さ(evaluation length)
輪郭曲線の長さ。一つ以上の基準長さを含む(JIS B 0601参照)。
注記 特に指定がない場合の評価長さは,基準長さの5倍とする。
3.17
トレンド除去(detrending)
測定断面曲線から表面性状特性を得るための一連の処理。
3.18
測定表面,Zm(measured surface)
トレンド除去する前の表面の測定値を表す関数。
注記 輪郭曲線として扱う場合,測定断面曲線に相当する。
3.19
表面形状,Zf(surface form)
測定表面を最小二乗近似して得られる呼び形状及び表面形状偏差を表す関数。
注記1 輪郭曲線として扱う場合,表面形状及び表面形状偏差を表す輪郭曲線に相当する。
注記2 表面形状は,ゼルニケ多項式又は別の形式による二次元多項式によって記述可能である。例
えば,直交座標系を用いて式(1)で表すことができる。
∑∑
p
i
q
j
ij
ij
y
x
P
C
y
x
Z
1
1
f
)
,
(
)
,
(
=
=
=
···························································· (1)
ここに,
Pij: 表面の基本的な輪郭を表す次数p, qの多項式関数
Cij: 標準ゼルニケ係数
3.20
残差表面,Z(residual surface)
測定表面Zmから表面形状Zfを減じた関数。
注記1 輪郭曲線として扱う場合,粗さ曲線及びうねり曲線に相当する。
注記2 JIS B 0651には測定の誤差を意味する用語“残差曲線 (residual profile)”が定義されている。
注記3 2次元の例では,数式Z(x, y)=Zm(x, y)−Zf (x, y),又は極座標表記Z(r, θ)=Zm(r, θ)−Zf(r, θ)で
表される。
5
B 0090-8:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.21
サンプリング表面,Z(xm, yn)(sampled surface data)
m×nの格子点で離散的にサンプリングされた残差表面データ。
注記 輪郭曲線として扱う場合,離散的にサンプリングされた粗さ曲線及びうねり曲線に相当する。
なお,JIS B 0651では,測定断面曲線は,AD変換によってデジタル化されていることが前提
になっている。
3.22
二乗平均平方根粗さ,Rq(root mean square roughness)
基準長さにおける粗さ曲線の高さの二乗平均平方根(JIS B 0601参照)。
3.23
二乗平均平方根うねり,Wq(root mean square waviness)
基準長さにおけるうねり曲線の高さの二乗平均平方根(JIS B 0601参照)。
3.24
パワースペクトル密度,PSD(Power Spectral Density)
一次元方向に沿って,適切な重み関数を用いた残差表面高さ関数をフーリエ変換した成分の二乗。
3.25
二乗平均平方根傾斜,RΔq,WΔq(root mean square slope)
基準長さにおける局部傾斜dZ/dXの二乗平均平方根(JIS B 0601参照)。
注記 局部傾斜は,JIS B 0601の図2(実表面の断面曲線)のように座標系を定めたときに,xの位置
における輪郭曲線の傾斜である(JIS B 0601参照)。局部傾斜を求める式は,数値微分の7点公
式に従い,次による。この式は,JIS B 0651に規定しているデータのサンプリング間隔に対し
て適用する。
)
9
45
45
9
(
60
1
3
2
1
1
2
3
−
−
−
+
+
+
−
+
−
+
−
=
i
i
i
i
i
i
i
i
z
z
z
z
z
z
X
dx
dz
∆
ここに,
xi及びzi: i番目の点の位置及び高さ
ΔX: 隣接するデータ点の間隔
4
表面性状の表示方法
4.1
一般
表面性状は,光学表面の輪郭の全体にわたる統計的特性であり,表面の任意の面積での特性が,同一の
表面上の他の全領域での特性と同様であると仮定する。この仮定のもとに,表面のある部分での測定が,
表面全体を代表するものとみなす。
特記しない限り,表面性状の表示はコーティングする前の面に適用する。これは,JIS B 0090-1の箇条3
(基本規定)の第1段落の規定に対しての例外的な取り扱いである。
周期的な表面性状は,結晶構造をもつ材料,ダイヤモンド旋削などの生産工程によって引き起こされる
が,このような表面の表面性状に統計的な表面特性を適用する場合には,注意が必要である。
測定される表面性状の偏差は,通過波長の関数であるため,この規格では通過帯域の表示も要求してい
る。不適切な通過帯域を適用すると所望の特性を評価できなくなるため,表面性状を評価するときに適用
する通過帯域の上下限は,慎重に検討するのがよい。
表面粗さの主な影響は光散乱であるが,表面性状以外にも散乱の原因があるので,この規格では散乱測
6
B 0090-8:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
定には言及しない(表面性状と光散乱との関係は,参考文献で論じられている。)。
この規格は,研磨又は成型によって作られる光学的平滑面と同様に,つや消し,すなわち,粗面にも適
用する。この規格では,不十分な研磨によって残る穴(ぶつ)のような微小欠陥(光学的平滑面上に見掛
け上一様に分布する。)も表面性状に含める。表面性状には,二乗平均平方根粗さ,二乗平均平方根傾斜,
パワースペクトル密度,他の統計的手法によって規定する中間的な空間周波数うねりのような長波長成分
の統計的特性も含む。
適用される表面及び表面の高さ変化の大きさに応じ,4.2及び4.3に示す一つ,又は複数の方法による表
面性状の定量的記述を適用してもよい。
4.2
つや消し面
つや消し面は,二乗平均平方根粗さで表す。この量は,検討する通過波長の範囲に依存する。このため,
通過帯域の下限及び上限を規定する必要がある。
通過帯域が規定されていないときには,通過帯域はλs=0.002 5 mm〜λc=0.08 mmとする。
場合によっては,機能的要求から二乗平均平方根粗さ以外の粗さパラメータを用いてもよい。その場合
には,JIS B 0031に規定する粗さパラメータで表示する。
4.3
光学的平滑面
4.3.1
表示方法
光学的平滑面を表示するためには,次の五つの統計的方法がある。
a) 二乗平均平方根粗さによる方法
b) 二乗平均平方根うねりによる方法
c) 微小欠陥の密度表示による方法
d) パワースペクトル密度関数を用いる方法
e) 二乗平均平方根傾斜で規定する方法
これらの方法は,組み合わせて使用することができる。また,方法ごとに異なる通過帯域を用いても,
同じ方法で複数の通過帯域を用いてもよい。
4.3.2
二乗平均平方根粗さ及び二乗平均平方根うねり
光学的平滑面は,一般に二乗平均平方根粗さによって規定する。長い通過帯域については,二乗平均平
方根うねりによって規定する。
面の高さ変化が特定の統計的分布特性に従う場合,その二乗平均平方根粗さは光散乱の度合いと関係す
る(附属書B参照)。二乗平均平方根値による規定は,通過帯域を規定しなければ不完全であることに注
意する必要がある。
通過帯域が規定されていない場合には,通過帯域は,二乗平均平方根粗さに対してλs=0.002 5 mm〜λc
=0.08 mm,二乗平均平方根うねりに対してλc=0.08 mm〜λf=2.5 mmとする。
4.3.3
微小欠陥の定量化
微小欠陥は,光学的平滑面に存在する非常に局在化した穴(ぶつ)である。微小欠陥は,測定表面を触
針式表面粗さ測定機の触針で軽く走査し,長さ10 mmを走査する間に,本来滑らかな面から,マイクロメ
ートルオーダの測定幅で,触針が3.4で定義された量以上変化する度数Nを採ることによって定量化され
る。また,光学式表面形状測定機,顕微鏡又は顕微鏡式画像コンパレータを用いてもよい。微小欠陥の度
数Nは,測定機の分解能3 μmで10 mm以上の長さ,又は同じ分解能で300 μm×300 μmの領域を走査し
て求める。
注記 測定機の分解能は,断面曲線において,有意に識別できる最小縦方向位置の差を表す測定機能
7
B 0090-8:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
力の定量的表示である(JIS B 0651参照)。
4.3.4
パワースペクトル密度関数
パワースペクトル密度関数は,表面性状の周波数スペクトルと直接関連付けられる。パワースペクトル
密度関数は,表面性状の完全な記述を可能にし,また,高度技術の応用のときに用いる超平滑面を規定す
る,又は面のうねりに相当する空間周波数成分を制御するために,特に有用である。
輪郭特性の場合,すなわち,表面性状が表面上の1本の線に沿った測定で決められるような場合,(nm2
×mm)の単位で表されるパワースペクトル密度関数は,式(2)で示す。
C
f
D
1
1
<
<
に対して
B
f
A
PSD=
····················································· (2)
ここに,
f: 粗さ又はうねりに相当する空間周波数成分(mm−1)
B: 空間周波数にかかるべき指数
C,D: 通過帯域の下限及び上限(mm)
A: 定数(nm2×mm1−B)
注記 式(2)は数値方程式である(JIS Z 8202-0参照)。
Bの値は,0より大きい(多くの実在表面では,1<B<3。参考文献[5]参照)。
したがって,表面性状の要求事項は,式(2)を満足する四つの値A,B,C及びDを規定することによっ
て与える。
このパワースペクトル密度関数は,1次元の輪郭曲線方式で測定した一つの測定断面曲線,1次元の輪郭
曲線方式で測定した複数の測定断面曲線の平均値,様々な方向(面領域)を測定した複数の測定断面曲線
の平均値などのいずれの測定断面曲線からも計算することができる。パワースペクトル密度関数の方向性
が重要である場合には,筋目の記号を付加する。
通過帯域が規定されていない場合には,パワースペクトル密度関数は通過帯域λc=0.08 mm〜λf=2.5 mm
で評価する。
製品の用途及び使用波長,並びに測定機の能力から,図面中に通過帯域の上限及び下限を記載すること
が望ましい。
4.3.5
二乗平均平方根傾斜
光学的平滑面は,二乗平均平方根傾斜の表示で規定してもよい。
面の傾斜変化が特定の統計的分布特性に従う場合,その二乗平均平方根傾斜は像の品質と関係する(参
考文献[6]参照)。二乗平均平方根傾斜による規定は,通過帯域を規定しなければ不完全であることに注意
する必要がある。
通過帯域が規定されていない場合には,面傾斜の通過帯域はλc=0.08 mm〜λf=2.5 mmとする。
5
製図における表記
5.1
一般
製図で表面性状を表示する記号は,JIS B 0031に規定する記号とし,必要なら5.2〜5.4に規定する修正
を加える。
5.2
つや消し面の表記
つや消し面は,図2に示すように,水平線の上にG[Ground(粗い)に対応]の文字を付けて示す。
注記1 JIS B 0031の5.2(表面性状の要求事項の指示位置)に規定する水平線の上(位置c)は,本
来,加工方法を示す場所であるが,この規格では“G”の文字は,研削以外(例えば,エッ
8
B 0090-8:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
チング)で作られたものを含む全てのつや消し面を表示するのに使われる。
注記2 JIS B 0031の4.4(表面性状の図示記号)に規定する表面性状の図示記号には,除去加工の有
無を問わない場合,除去加工をする場合,及び除去加工をしない場合の3種類がある。この
規格では,研削,研磨などの除去加工をすることを前提にしている。
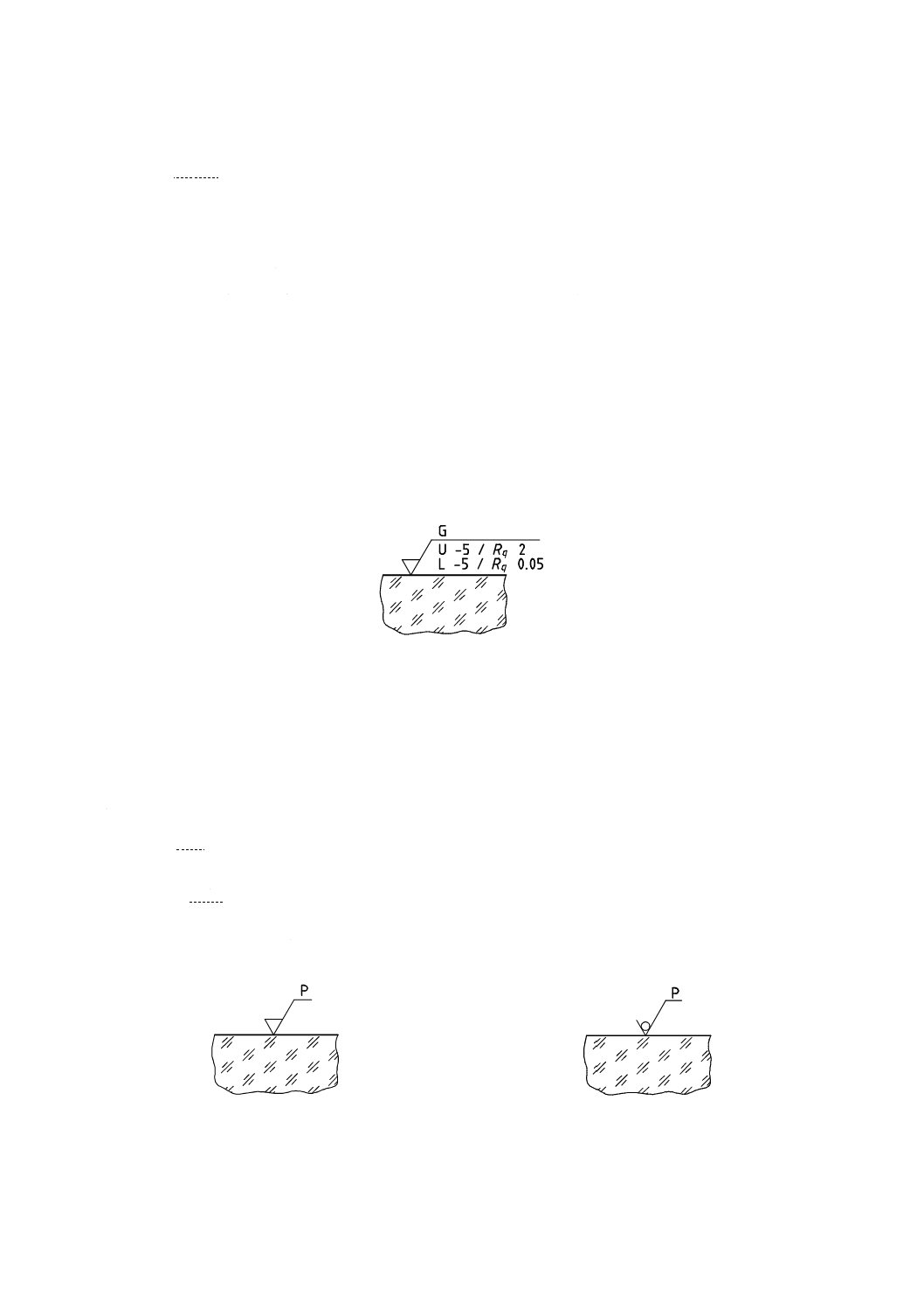
最大許容二乗平均平方根粗さの許容値は,水平線の下に,マイクロメートル単位で表示する。一つのRq
の値が与えられている場合,それは表面粗さの上限を表している。さらに,粗さが一定の値以下であるこ
とが許されない場合,表面粗さの上限及び下限をJIS B 0031の6.6(許容限界値の指示−片側又は両側許
容限界値)に従って,両側公差として記載する。表面粗さの上限には“U”を付けて表し,下限には“L”
を付けて表す。図2参照。
通過帯域は,図5のように水平線の下に示す。上限値は,ハイフンによって下限値と分離される。そし
て,通過帯域は斜線によって,Rq表示と分離される。通過帯域は,ミリメートル単位で表示する。
通過帯域の上限だけを規定する場合は,図2に示すように,ハイフンの後に記載する。
例1 0.002 5−0.8/Rq 2(通過帯域とともに指示された面粗さ):附属書C参照。
例2 −0.8/Rq 2(通過帯域の上限とともに指示された面粗さ):附属書C参照。
図2−0.05 μm≦Rq≦2 μmのつや消し面及び通過帯域の上限5 mmの表示
5.3
光学的平滑面の表記
5.3.1
定量的な規定のない光学的平滑面
光学的平滑面は,図3に示すように水平線の上にP[Polished(研磨)に対応]の文字を付けて示す。文
字Pの単独の使用は,表面が光学的平滑面であること以外に,微小欠陥の定量化が必要ないことを意味す
る。
注記1 図3 a)は,光学的平滑面が研磨などの除去加工で作られた場合の図示方法である。図3 b)は,
光学的平滑面が成形などで作られ,除去加工をしない場合の図示方法である。
注記2 JIS B 0031の5.2に規定する水平線の上(位置c)は,本来,加工方法を示す場所であるが,
この規格では“P”の文字は,研磨で作られたものだけでなく,例えば,モールド又はフロ
ートガラスを含む全ての光学的平滑面を表示するのに使われる。
a)
b)
図3−定量的指定が必要ない光学的平滑面の表示
9
B 0090-8:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
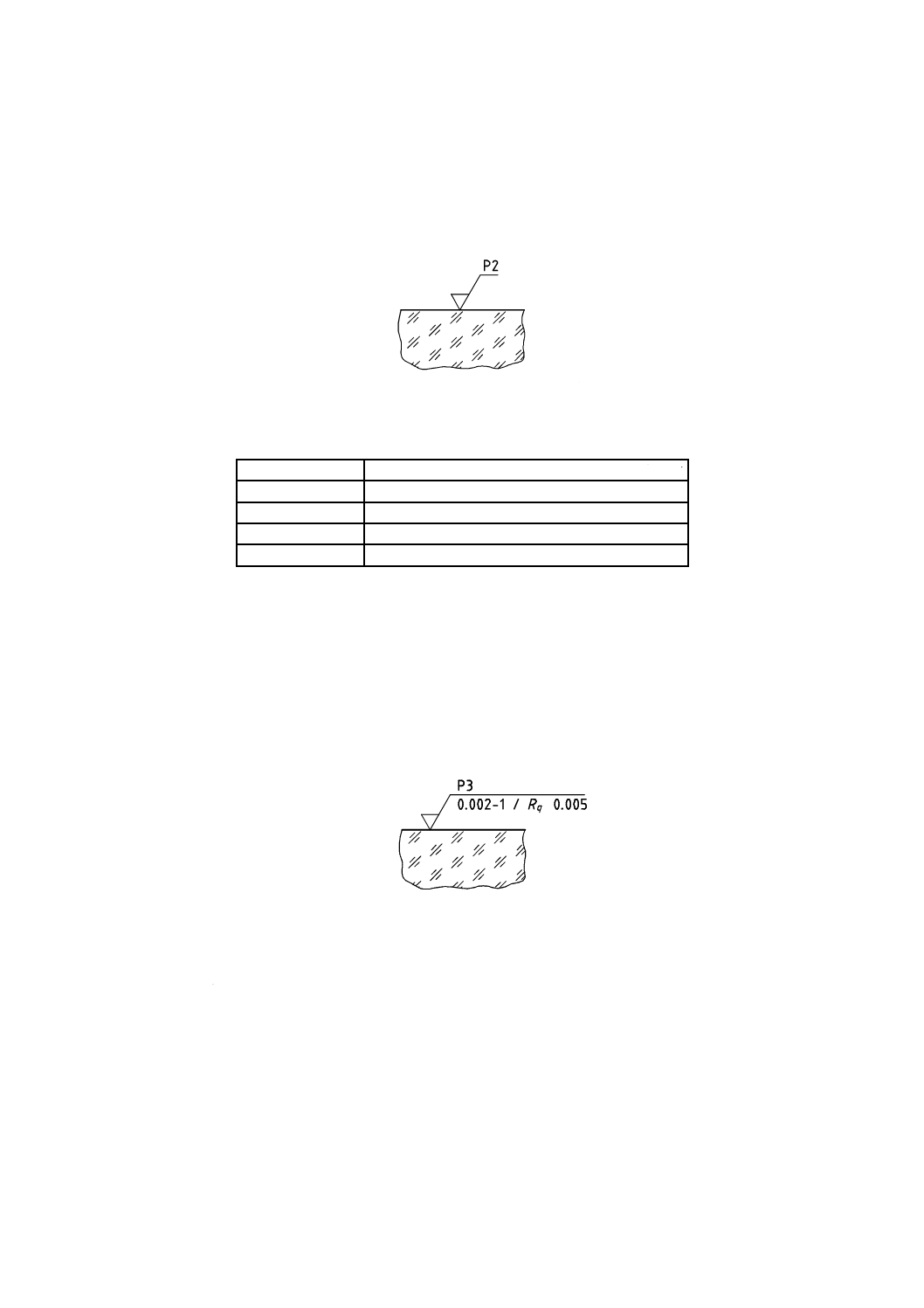
5.3.2
微小欠陥による研磨段階の表示
許容微小欠陥数の表示は,図4に示すように,Pの文字の右に1〜4の段階数を記載することによって示
す。対応する微小欠陥数の範囲は,表1による。
なお,研磨段階と推定表面粗さとの関係については,表A.1を参照。
図4−10 mm走査当たりの微小欠陥80未満の定量的指定がある光学的平滑面の表示
表1−微小欠陥の観点からの平滑化の段階の表示
研磨段階の呼び方 10 mmのサンプリング長さ当たりの微小欠陥数N
P1
80≦N<400
P2
16≦N<80
P3
3≦N<16
P4
N<3
5.3.3
二乗平均平方根表面粗さ及び二乗平均平方根表面うねりの表示
二乗平均平方根粗さ又は二乗平均平方根うねりの許容値は,図5に示すように,通過帯域の下限若しく
は上限の一方又はその両方の後に斜線“/”,その後にパラメータ記号とその許容値の順序にして一行で指
示する。
なお,許容値はマイクロメートル単位で,通過帯域はミリメートル単位で表示する。
この表示は,5.3.2の微小欠陥による研磨段階の表示で補足できる。
図5−10 mm走査当たりの微小欠陥16未満,通過帯域0.002 mm〜1 mmでRq0.005 μm以下の
定量的指定がある光学的平滑面の表示
例1 −1.0/Rq 0.002(通過帯域の上限とともに指示された面粗さ):附属書C参照。
例2 0.002−1.0/Rq 0.002(通過帯域とともに指示された面粗さ):附属書C参照。
例3 0.5−2.5/Wq 0.002(通過帯域とともに指示された面うねり):附属書C参照。
5.3.4
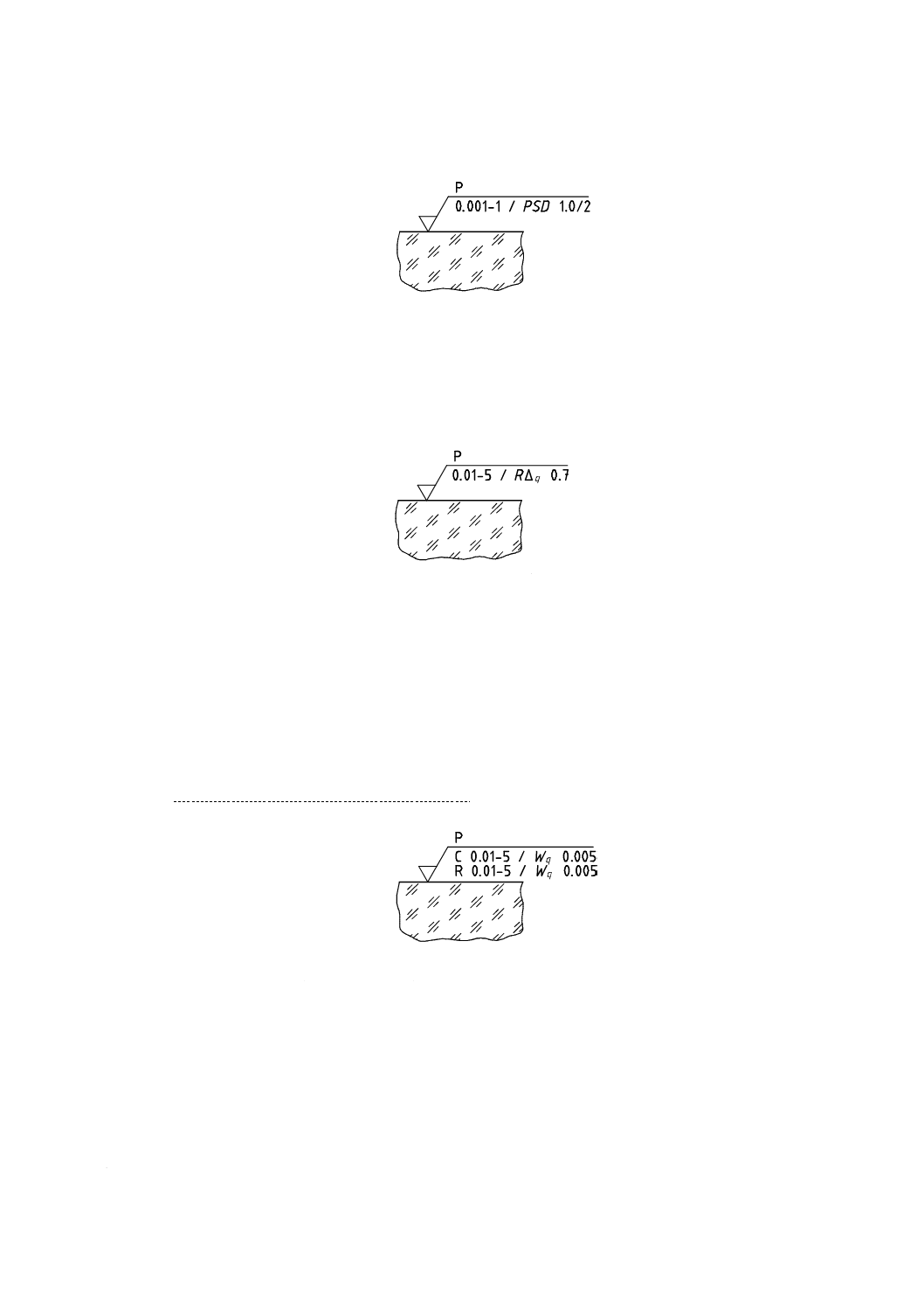
パワースペクトル密度関数の表示
パワースペクトル密度関数の最大許容値は,図6で示すように,水平線の下に,記号PSD及び4.3.4に
規定する値A及びBを斜線で分けて書くことによって示す。通過帯域の上限及び下限,ミリメートル単位
のC及びDは,図6のように記号PSDと斜線で分けて水平線の下に記載する。
10
B 0090-8:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
この表示は,5.3.2の微小欠陥による研磨段階の表示で補足できる。
図6−通過帯域0.001 mm〜1 mmでPSD≦1.0/f2(nm2×mm)の光学的平滑面の表示
5.3.5
二乗平均平方根傾斜の表示
二乗平均平方根傾斜RΔqは,図7に示すように,マイクロラジアン単位の二乗平均平方根傾斜の最大許
容値を水平線の下に記載する。
図7−通過帯域0.01 mm〜5 mmで二乗平均平方根傾斜が0.7 μrad以下の光学的平滑面の表示
ミリメートル単位の通過帯域は,図7に示すように,水平線の下に記載する。
5.3.6
筋目の表示
筋目の表示は,図8に示すようにJIS B 0031による。筋目の表示がない場合は,面のパラメータは全て
の方向に与えると考える。
注記 筋目は,加工方法に応じて発生する。回転対称の筋目では,C(同心円状)又はR(放射状)
の筋目の記載が望ましい。一方向の筋目には,=(記号を図示した投影面に平行)又は⊥(記
号を図示した投影面に直角)が望ましい。
図8−通過帯域0.01 mm〜5 mmでWqが0.005 μm以下で筋目の方向が面の中心に対して
ほぼ同心円状とほぼ放射状である光学的平滑面の表示
5.4
位置
表面性状の記号の先端は,表面を示す線,又は対応する補助線と接する[図2〜図8参照。これはJIS B
0090-1の附属書A(光学素子の製図の例)に示す例と同様。]。
また,データを表形式で示す場合(JIS B 0090-10参照),表面性状の記号及び指示は,対応図面中又は
割り当てられた面に示すことができる。全ての面の表面性状が同一な場合は,表面性状は注記に指示でき
る。
11
B 0090-8:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
微小欠陥による光学的平滑面の規定
微小欠陥の基礎的な研究は,参考文献[7]に記載されている。
研磨段階と表面粗さとの予想される相関関係の推定を表A.1に表す。
表A.1−研磨段階と表面粗さとの相関関係の推定
研磨段階の呼び方 通過帯域0.002 mm〜1.0 mmの
推定二乗平均平方根粗さ
単位 μm
P1
≦0.008
P2
≦0.004
P3
≦0.002
P4
≦0.001
12
B 0090-8:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
表面性状と散乱特性との関係
表面性状と散乱光角度分布との関係を表す解析的表現が存在することが,示されている([5]参照)。散
乱光は,光学システムの性能をひどく劣化させ,また,表面性状の測定は,散乱光の測定によって一般的
に容易なので,表面粗さと散乱光との関係を知るのには有益である。また,大部分の研磨面が,べき乗則
に従って光を散乱することが実験的に示されている([8][9]参照)。同様に,表面性状の2次元パワースペ
クトル密度関数と角度散乱微分との関係が理論的に得られている([10]参照)。さらに,1次元の形状測定
機で生データが得られ,それから求められる1次元パワースペクトル密度関数は,等方性表面では,2次
元パワースペクトル密度関数と容易に関係付けられる。1次元パワースペクトル密度関数は,次の式で表
す。
B
f
A
PSD=
ここに,
A: 定数(単位nm2×mm1−B)
f: 表面粗さの空間周波数(単位mm−1)
B: 空間周波数の増加に従ってPSDが減少するべき指数。大
部分の実在表面では,
1<B<3
パワースペクトル密度関数のこの記述は,測定のサンプリング長と関係する空間周波数の範囲では正し
い。最小空間周波数は,Dをサンプルが測定されたサンプリング長としたとき,1/Dである。最大空間周
波数は,Cを測定機が分解できる表面上の最短の横方向特性長としたとき,1/Cである(C及びDは,ミ
リメートル単位で表す。)。
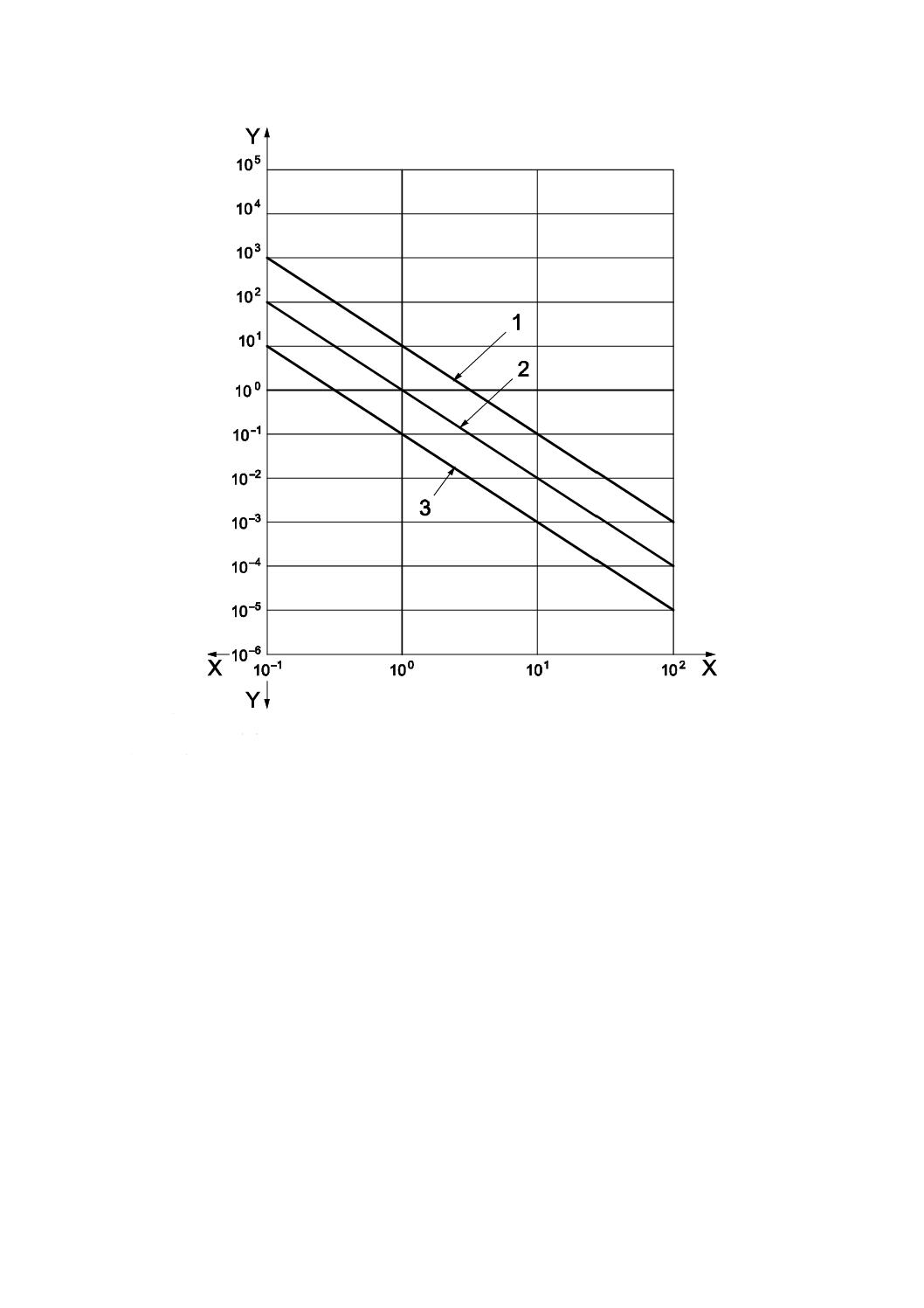
図B.1は,B=2の場合の三つのパワースペクトル密度関数の例を示し,Aが小さくなると表面性状はよ
り滑らかさを増すことを示している。これらの曲線は単に説明用のものである。
13
B 0090-8:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
X 空間周波数 mm−1
Y パワースペクトル密度nm2×mm
1
普通の研磨のPSD
(A=10 nm2×mm−1)
2
精密研磨のPSD
(A=1 nm2×mm−1)
3
超研磨のPSD
(A=0.1 nm2×mm−1)
図B.1−B=2の場合の三つのパワースペクトル密度関数の例
14
B 0090-8:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(参考)
表面性状に関する要求事項の図示例
参照番号
要求事項
図示例
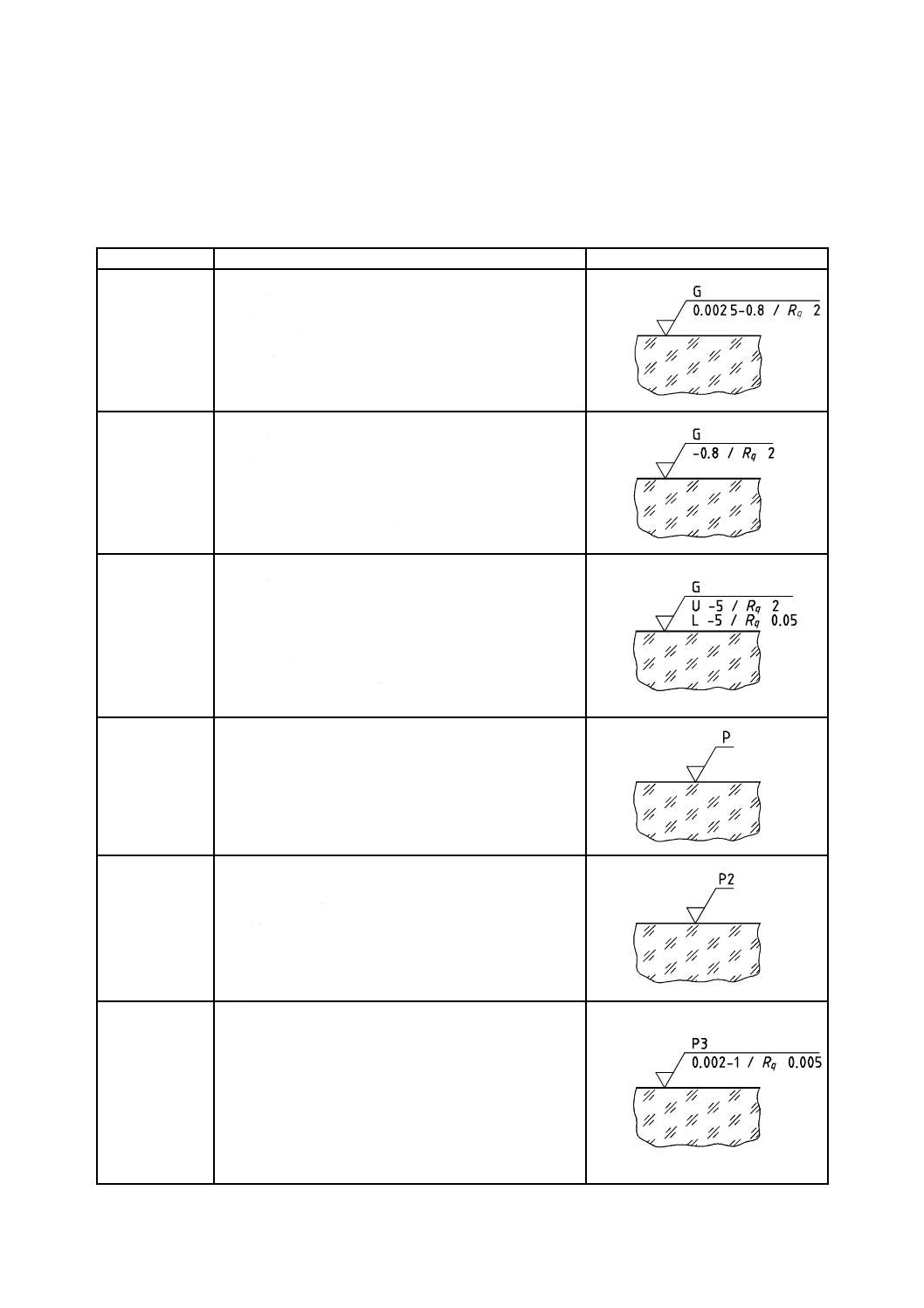
C.1
光学的表面
− つや消し面
表面粗さ
− 一つの片側許容限界の上限値
− Rq≦2 μm
− 通過帯域 0.002 5−0.8 mm
− 筋目の方向:要求なし
C.2
光学的表面
− つや消し面
表面粗さ
− 一つの片側許容限界の上限値
− Rq≦2 μm
− 通過帯域の上限値 0.8 mm
− 筋目の方向:要求なし
C.3
光学的表面
− つや消し面
表面粗さ
− 両側許容限界
− 上限値 Rq≦2 μm
− 下限値 Rq=0.05 μm
− 通過帯域の上限値 5 mm
− 筋目の方向:要求なし
C.4
光学的表面
− 光学的平滑面
− 研磨等級:要求なし
− 表面粗さの許容値:要求なし
− 筋目の方向:要求なし
C.5
光学的表面
− 光学的平滑面
− 研磨等級 2
− 10 mm走査での微小欠陥80個未満
− 表面粗さの許容値:要求なし
− 筋目の方向:要求なし
C.6
光学的表面
− 光学的平滑面
− 研磨等級 3
− 10 mm走査での微小欠陥16個未満
表面粗さ
− 一つの片側許容限界の上限値
− Rq≦0.005 μm
− 通過帯域 0.002−1 mm
− 筋目の方向:要求なし
15
B 0090-8:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
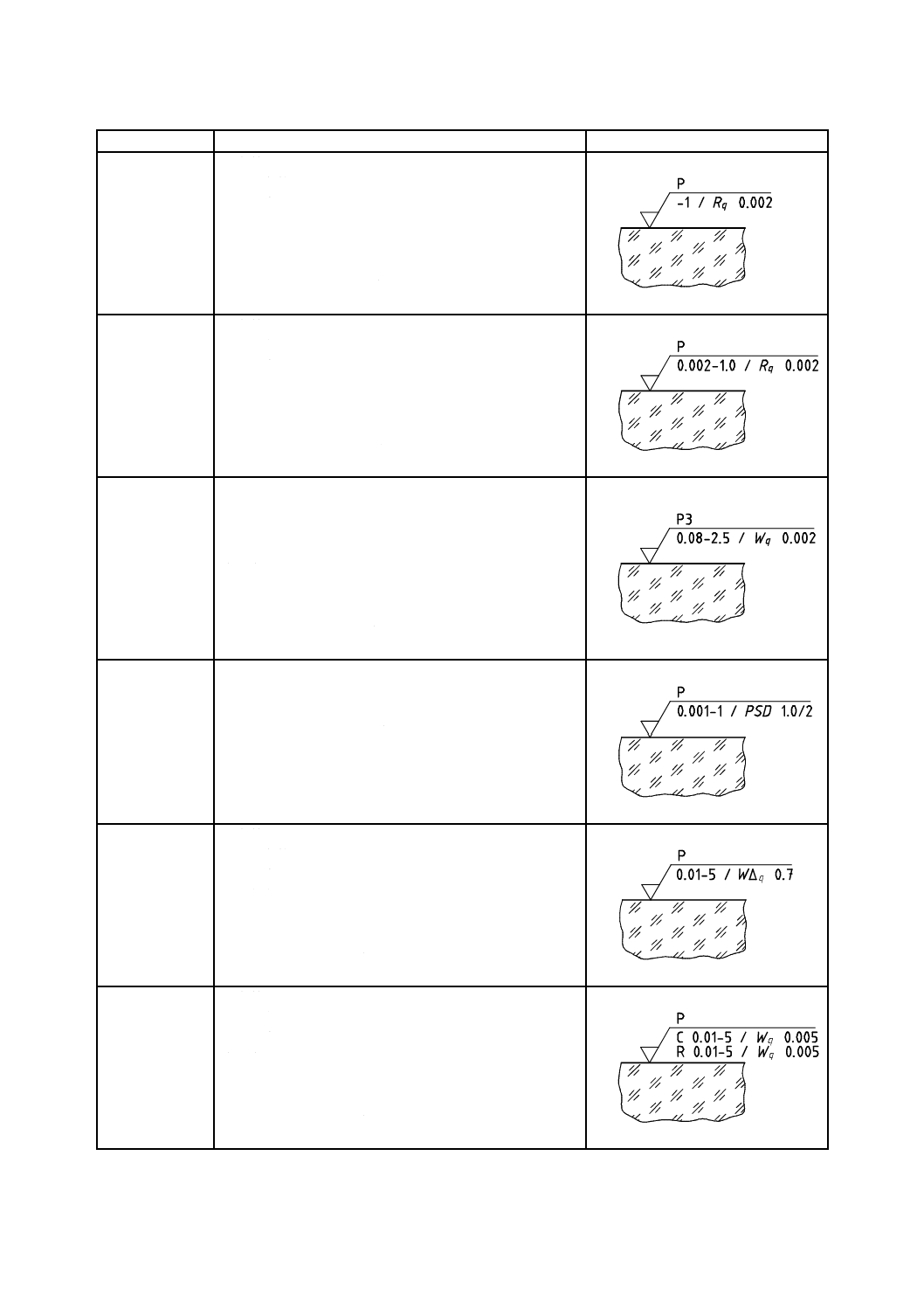
参照番号
要求事項
図示例
C.7
光学的表面
− 光学的平滑面
− 研磨等級:要求なし
表面粗さ
− 一つの片側許容限界の上限値
− Rq≦0.002 μm
− 通過帯域の上限値 1 mm
− 筋目の方向:要求なし
C.8
光学的表面
− 光学的平滑面
− 研磨等級:要求なし
表面粗さ
− 一つの片側許容限界の上限値
− Rq≦0.002 μm
− 通過帯域 0.002−1.0 mm
− 筋目の方向:要求なし
C.9
光学的表面
− 光学的平滑面
− 研磨等級 3
− 10 mm走査での微小欠陥16個未満
表面うねり
− 一つの片側許容限界の上限値
− Wq≦0.002 μm
− 通過帯域 0.08−2.5 mm
− 筋目の方向:要求なし
C.10
光学的表面
− 光学的平滑面
− 研磨等級:要求なし
表面パワースペクトル密度
− 一つの片側許容限界の上限値
− PSD≦1.0/f 2 (nm2×mm)
− 通過帯域 0.001−1 mm
− 筋目の方向:要求なし
C.11
光学的表面
− 光学的平滑面
− 研磨等級:要求なし
表面傾斜
− 一つの片側許容限界の上限値
− WΔq≦0.7 μrad
− 通過帯域 0.01−5 mm
− 筋目の方向:要求なし
C.12
光学的表面
− 光学的平滑面
− 研磨等級:要求なし
表面うねり
− 二つの片側許容限界の上限値
− Wq≦0.005 μm
− 通過帯域 0.01−5 mm
− 筋目は中心から放射状及び中心の周りに同心円状
16
B 0090-8:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参照番号
要求事項
図示例
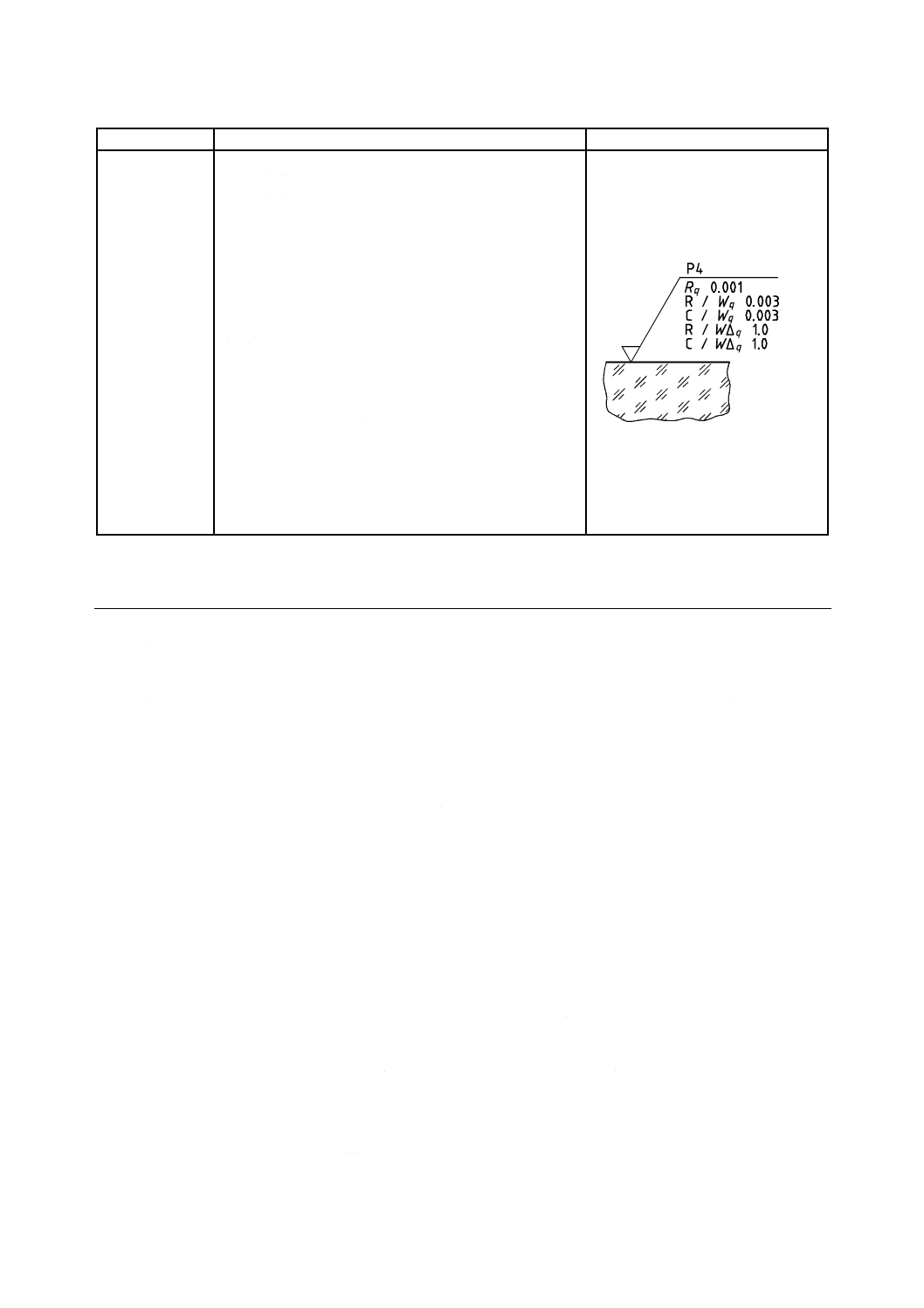
C.13
光学的表面
− 光学的平滑面
− 研磨等級 4
− 10 mm走査での微小欠陥3個未満
表面粗さ
− 一つの片側許容限界の上限値
− Rq≦0.001 μm
− 標準通過帯域 0.002 5−0.08 mm
− 筋目の方向:要求なし
表面うねり
− 二つの片側許容限界の上限値
− Wq≦0.003 μm
− 標準通過帯域 0.08−2.5 mm
− 筋目は中心から放射状及び中心の周りに同心円状
表面傾斜
− 二つの片側許容限界の上限値
− WΔq≦1.0 μrad
− 標準通過帯域 0.08−2.5 mm
− 筋目は中心から放射状及び中心の周りに同心円状
参考文献
[1] JIS B 0601 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−用語,定義及び表面性状パラメ
ータ
注記 対応国際規格:ISO 4287,Geometrical Product Specifications (GPS)−Surface texture: Profile
method−Terms, definitions and surface texture parameters(IDT)
[2] JIS B 0632 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−位相補償フィルタの特性
注記 対応国際規格:ISO 11562,Geometrical Product Specifications (GPS)−Surface texture: Profile
method−Metrological characteristics of phase correct filters(IDT)
[3] JIS B 0651 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−触針式表面粗さ測定機の特性
注記 対応国際規格:ISO 3274,Geometrical Product Specifications (GPS)−Surface texture: Profile
method−Nominal characteristics of contact(stylus) instruments(IDT)
[4] ISO 25178-2,Geometrical product specifications (GPS)−Surface texture: Areal−Part 2: Terms, definitions
and surface texture parameters
[5] CHURCH, E.L., JENKINSON, H.A. and ZAVADA, J.M. Relationship between surface scattering and
microphotographic features. Opt.Eng. 1979, 18,pp. 125-36
[6] RODGERS, J.R. Slope error tolerances for optical surfaces. Presentation at OptiFab Conference, SPIE TD04-4,
May, 2007
[7] SCHORSCH, H. Zur Oberflähenqualität von Glaspolituren und ihrer Beziehung zu den Bearbeitungszeichen
nach DIN 3140, Fachber. Oberfl. Tech. 1970, 8, pp. 151-158
[8] CROCE, P. and PROD'HOMME, L. Analyse des surfaces polies par la distribution spatiale de la lumière
diffusée. Opt. Commun. 1980, 35, pp. 20-24
17
B 0090-8:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
[9] CROCE, P. et PROD'HOMME, l. Sur les conditions d'application de la diffusion optique à la caractérisation des
surfaces rugueuses. J. Opt. 1984, 15, pp. 95-104
[10] STOVER, J.C. Optical Scattering: Measurement and Analysis, McGraw-Hill, New York, 1990
[11] AIKENS, D.M., ROUSSEL, A. and BRAY, M. Derivation of preliminary specifications for transmitted
wavefront and surface roughness for large optics used in inertial confinement fusion, Proc. SPIE Monterey
SSLA conference, May 1995
[12] GOODMAN, J.W. Statistical Optics, John Wiley and Sons, Inc. New York, 1995
[13] HARVEY, J.R., KOTHA,A. Scattering effects from residual optical fabrication errors, Proc. SPIE, 1995,
2576,pp. 155-174
[14] BENNETT, J.M. and MATTSSON, L. Introduction to surface roughness and scattering. Optical Society of
America, 2nd Edition, Washington, 1999
[15] YOUNGWORTH, R.N. and STONE, B.D. Simple estimates for the effects of mid-spatial frequency surface
errors on image quality, Applied Optics. 2000, 39(13),pp. 2198-2209
[16] GALLAGHER, B. et al. An overview of power spectral density (PSD) calculations, Proc SPIE 5839-34,
2005,pp.206-216
[17] SHIBUYA, M. et al. Classification of undulated wavefront aberration in projection optics by considering its
physical effects, Optical Engineering. 2007,45(5),pp.053001-6
18
B 0090-8:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS B 0090-8:2013 光学素子及び光学システム用の製図手法−第8部:表面性状(粗
さ及びうねり)
ISO 10110-8:2010 Optics and photonics−Preparation of drawings for optical
elements and systems−Part 8: Surface texture; roughness and waviness
(I)JISの規定
(II)
国際規格番
号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
3 用語及
び定義
用語及び定義
3
用語及び定義
変更
追加
用語及び定義を,製品の幾何
特性仕様(GPS)−表面性状の
規格群の定義に修正した。
製品の幾何特性仕様(GPS)−表
面性状と用語及び定義を整合し,
利用者の利便性を改善するため。
ISO 10110-8の定期見直し時に改
正を要求する。
5 製図に
おける表
記
5.3.1定量的な規定
のない光学的平滑
面
5.3.1
JISにほぼ同じ
追加
除去加工をしない場合の表記
を追加した。
除去加工ではなく,成形によって
光学的平滑面を加工する事例が増
えているため。ISO 10110-8の定期
見直し時に改正を要求する。
附属書C
(参考)
表面性状に関する
要求事項の図示例
附属書C JISにほぼ同じ
変更
参照番号C.11及びC.13のRΔq
をWΔqに変更した。
指定する通過帯域がうねりの領域
であるため。ISO 10110-8の定期見
直し時に改正を要求する。
JISと国際規格との対応の程度の全体評価:ISO 10110-8:2010,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
2
B
0
0
9
0
-8
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。