B 0060-6:2020
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 溶接部の表し方 ················································································································ 2
4.1 一般事項 ······················································································································ 2
4.2 簡易3D溶接モデル ········································································································ 4
5 溶接記号の表し方 ············································································································· 4
5.1 基本記号 ······················································································································ 4
5.2 要求事項配置面 ············································································································· 4
5.3 溶接記号の指示 ············································································································· 5
5.4 溶接記号の位置 ············································································································· 7
5.5 開先溶接 ······················································································································ 7
6 溶接寸法························································································································· 8
6.1 断面 ···························································································································· 8
6.2 公称長さ ······················································································································ 8
6.3 溶接の範囲 ··················································································································· 9
6.4 溶接中心の指示 ············································································································ 11
7 開先寸法の指示 ··············································································································· 12
附属書A(参考)デジタル製品技術文書情報(DTPD)スコープマトリックス································· 14
附属書B(参考)3DAモデルにおけるすみ肉溶接の指示例 ·························································· 15
附属書C(参考)3DAモデルにおけるスポット溶接の指示例 ······················································· 18
B 0060-6:2020
(2)
まえがき
この規格は,産業標準化法に基づき,日本産業標準調査会の審議を経て,経済産業大臣が制定した日本
産業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本産業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
注記 工業標準化法に基づき行われた日本工業標準調査会の審議等の手続は,不正競争防止法等の一
部を改正する法律附則第9条により,日本産業標準調査会の審議等の手続を経たものとみなさ
れる。
JIS B 0060の規格群には,次に示す部編成がある。
JIS B 0060-1 第1部:総則
JIS B 0060-2 第2部:用語
JIS B 0060-3 第3部:3DAモデルにおける設計モデルの表し方
JIS B 0060-4 第4部:3DAモデルにおける表示要求事項の指示方法−寸法及び公差
JIS B 0060-5 第5部:3DAモデルにおける幾何公差の指示方法
JIS B 0060-6 第6部:3DAモデルにおける溶接の指示方法
JIS B 0060-7 第7部:3DAモデルにおける表面性状の指示方法
JIS B 0060-8 第8部:3DAモデルにおける非表示要求事項の指示方法(予定)
JIS B 0060-9 第9部:DTPD及び3DAモデルにおける一般事項(予定)
JIS B 0060-10 第10部:組立3DAモデルの表し方(予定)
日本産業規格 JIS
B 0060-6:2020
デジタル製品技術文書情報−
第6部:3DAモデルにおける溶接の指示方法
Digital technical product documentation-
Part 6: Indication of welds for 3D annotated model
1
適用範囲
この規格は,JIS B 0060-1に基づき,一般機械,精密機械,電気機械などの工業分野で用いる3DAモデ
ル(3D annotated model:三次元製品情報付加モデル)における溶接の表示要求事項の指示方法について規
定する。
注記1 この規格における3D指示例は,軸測投影保存ビューではなく,3DAモデルを任意の方向で
コンピュータモニタなどに表示した図である。
注記2 この規格では,一部の図に二次元製図による指示例(以下,2D指示例という。)を参考とし
て記載している。
注記3 この規格と各製造工程との関連範囲を,附属書Aに示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0060-1 デジタル製品技術文書情報−第1部:総則
JIS B 0060-2 デジタル製品技術文書情報−第2部:用語
JIS B 0060-3 デジタル製品技術文書情報−第3部:3DAモデルにおける設計モデルの表し方
JIS Z 3001-1 溶接用語−第1部:一般
JIS Z 3021 溶接記号
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0060-2及びJIS Z 3001-1によるほか,次による。
3.1
簡易3D溶接モデル(simplified 3D weld model)
すみ肉溶接,フレア溶接,プラグ溶接などの溶接形状を,モデル幾何形状で簡易的に表したモデル。
注記 簡易3D溶接モデルでは,溶融部はモデリングしない。
3.2
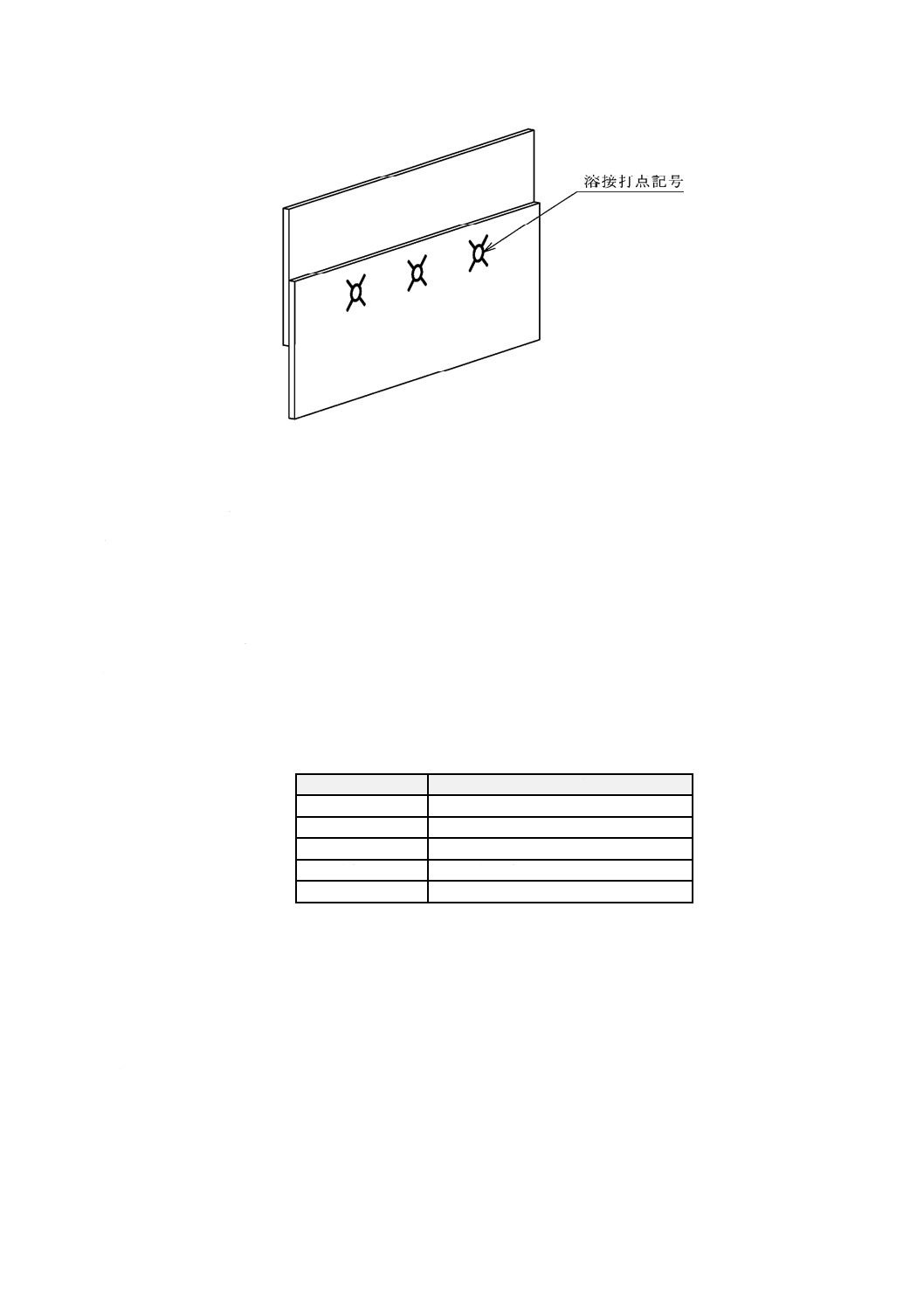
溶接打点記号(spot locating symbol)
スポット溶接の打点の位置を外殻形体上(表面上)に指示するときに用いる記号。
注記1 溶接打点記号の形状,種類及び大きさについては,附属書Cを参照。
2
B 0060-6:2020
注記2 溶接打点記号は,補足幾何形状として扱う。
4
溶接部の表し方
4.1
一般事項
3DAモデルの溶接部の表し方に関する一般事項は,JIS B 0060-1及びJIS B 0060-3によるほか,次によ
る。
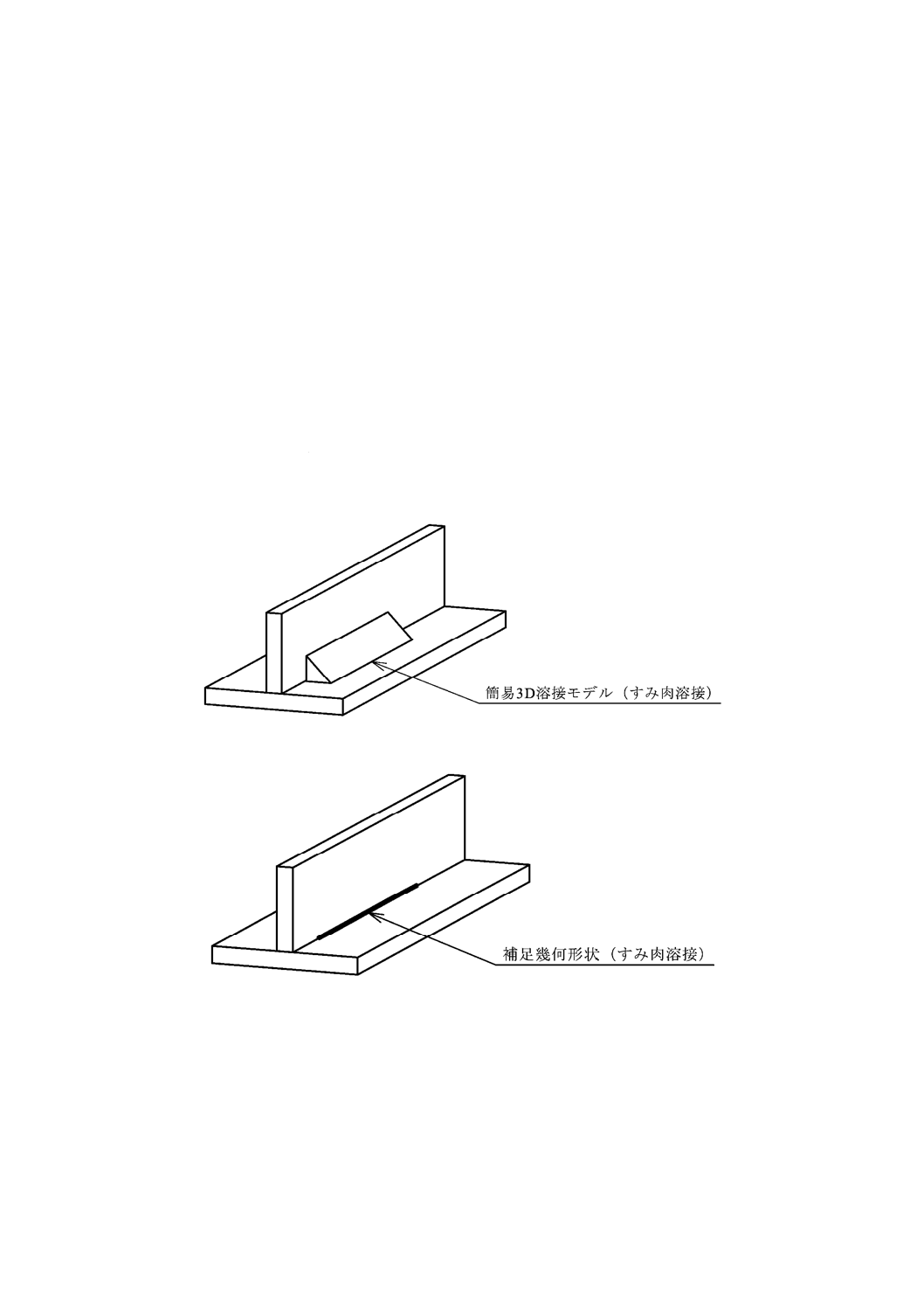
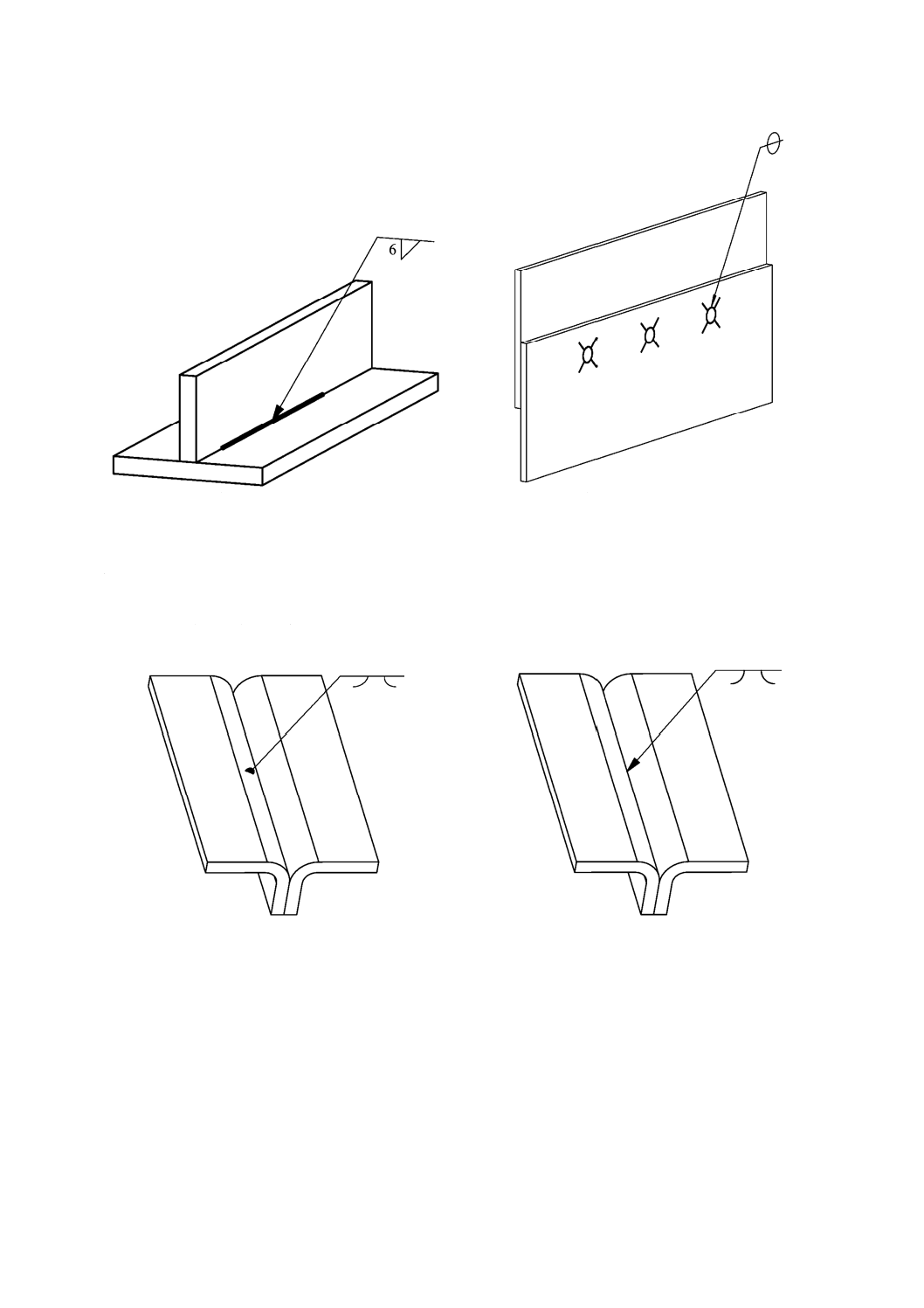
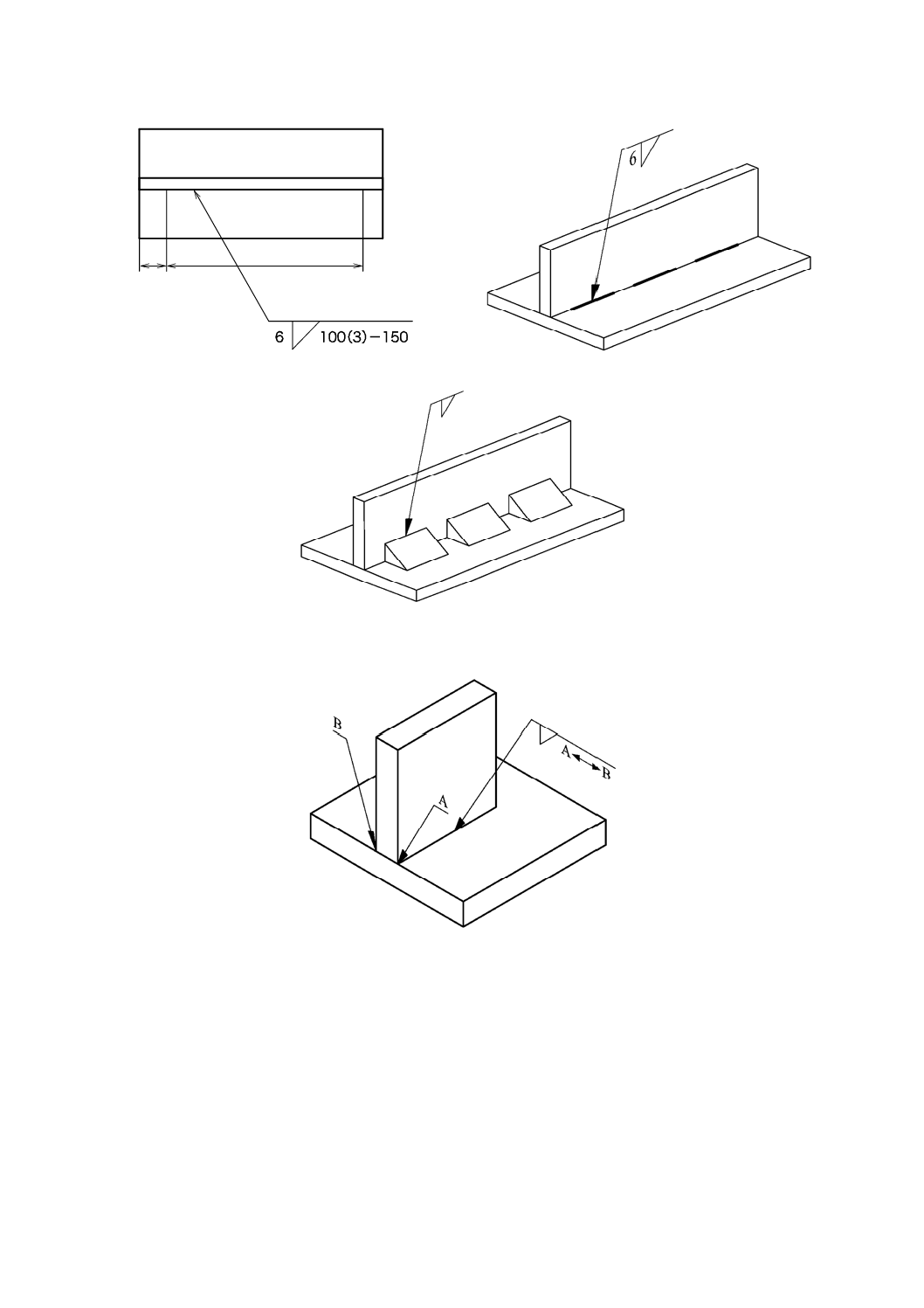
a) 3DAモデルの溶接部は,簡易3D溶接モデル及び/又は補足幾何形状で指示する(図1〜図3参照)。
溶接の種類に対して,適用可能な溶接部の指示方法は,表1による。
3DAモデルにおける,すみ肉溶接及びスポット溶接の指示例は,附属書B及び附属書Cを参照。
溶接記号を用いる場合には,できる限り設計モデルの内部に矢が入らないように引き出す。
b) 溶接部の補足幾何形状は,次によって表すのがよい。
− 溶接線を表す極太の実線(図2参照)
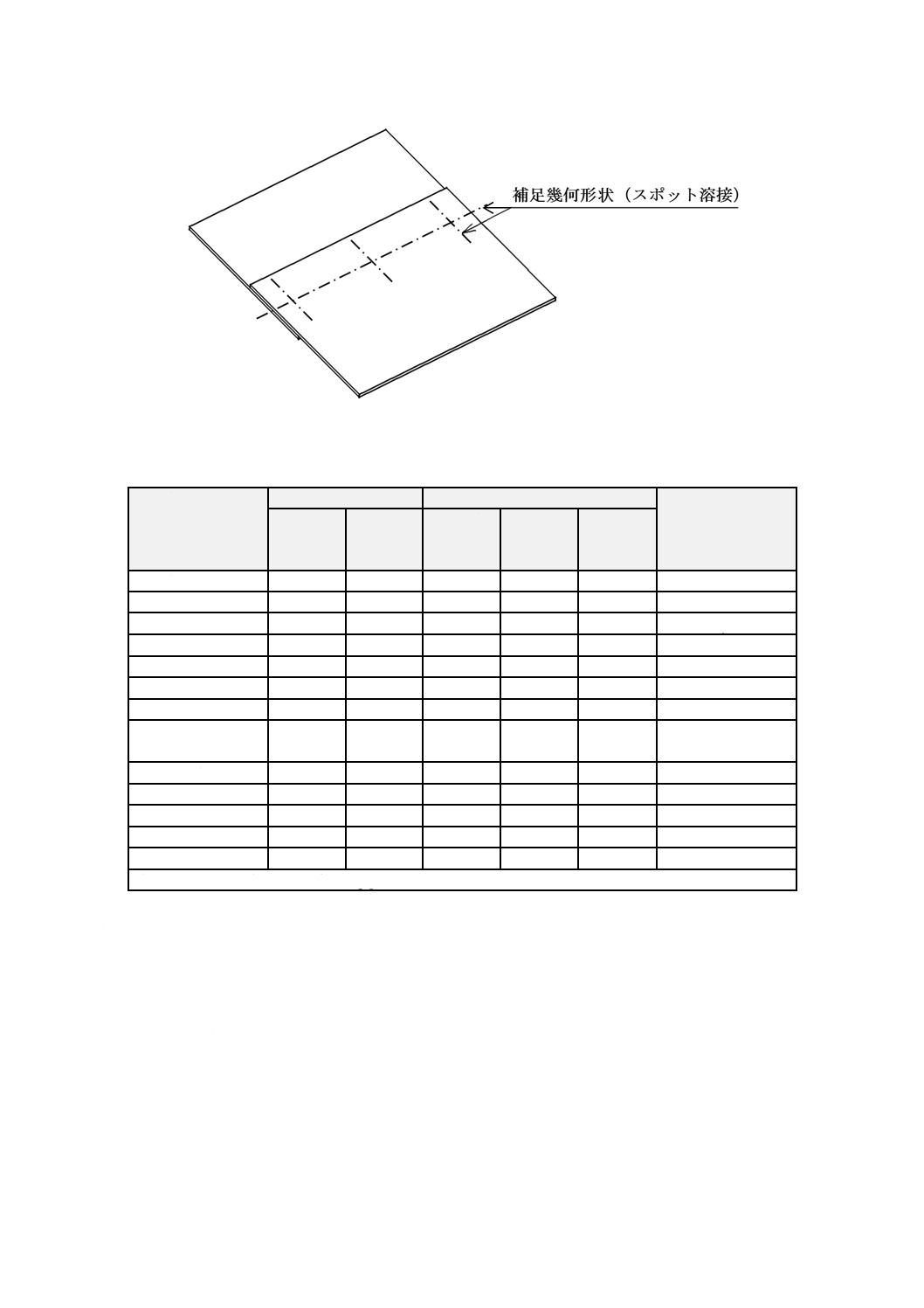
− 中心を表す細い一点鎖線(図3参照)
− 打点を表す溶接打点記号(図4及び表C.2参照)
図1−簡易3D溶接モデルを用いた溶接部の例
図2−補足幾何形状を用いた溶接部の例1
3
B 0060-6:2020
図3−補足幾何形状を用いた溶接部の例2
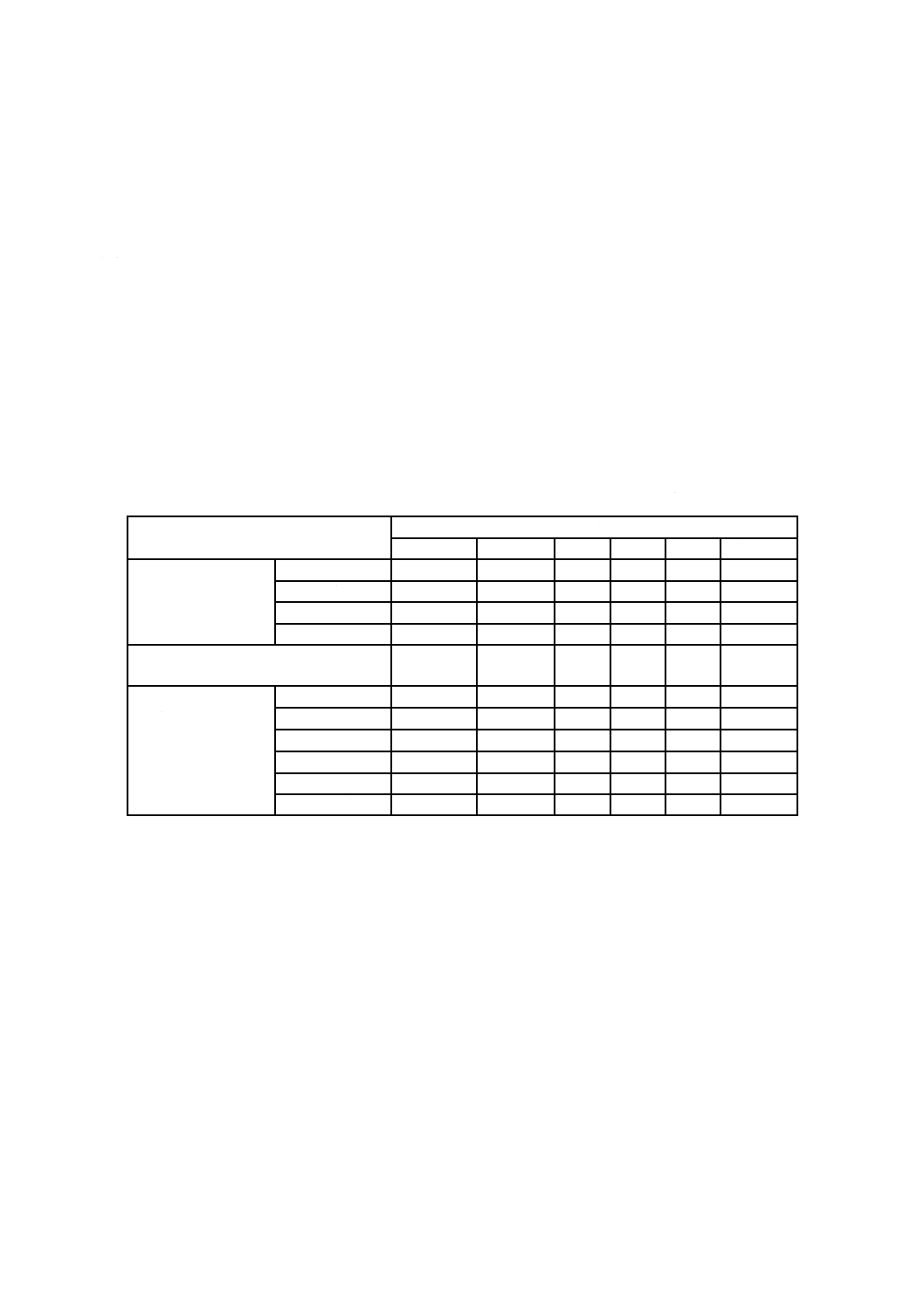
表1−溶接の種類に対して適用可能な溶接部の指示方法
溶接の種類
モデル幾何形状
補足幾何形状
図例
簡易
3D溶接
モデル
エッジ
極太線
細い
一点鎖線
溶接
打点記号
すみ肉溶接
○
○
○
−
−
図1,図2,図13
開先溶接
○
○
○
−
−
図11,図20
フレア溶接
○
○
○
−
−
図6 a),図8
プラグ溶接
○
○
−
○
−
図18
スロット溶接
○
○
−
○
−
スポット溶接
−
−
−
○
○
図3,図4,図7 b)
シーム溶接
−
−
−
○
−
ソリッドプロジェ
クション溶接
−
○
−
○
−
図9
スタッド溶接
−
−
−
○
−
へり溶接
−
○
○
−
−
ビード溶接
−
○
○
−
−
肉盛溶接
−
○
○
−
−
キーホール溶接a)
−
○
○
−
−
注a) キーホール溶接は,参考文献[2]を参照。
c) 簡易3D溶接モデル又は補足幾何形状なしでも,位置及び溶接の仕様が明示できる場合には,溶接部
のエッジに溶接を指示してもよい。
なお,後工程において,溶接範囲データを利用する場合には,簡易3D溶接モデル又は補足幾何形
状で指示するのがよい。
d) 断続溶接,複数の溶接打点をもつスポット溶接などのように,同じ溶接を一つの溶接記号で指示する
場合でも,簡易3D溶接モデル又は補足幾何形状は,全ての溶接部に表示する(図4及び図14参照)。
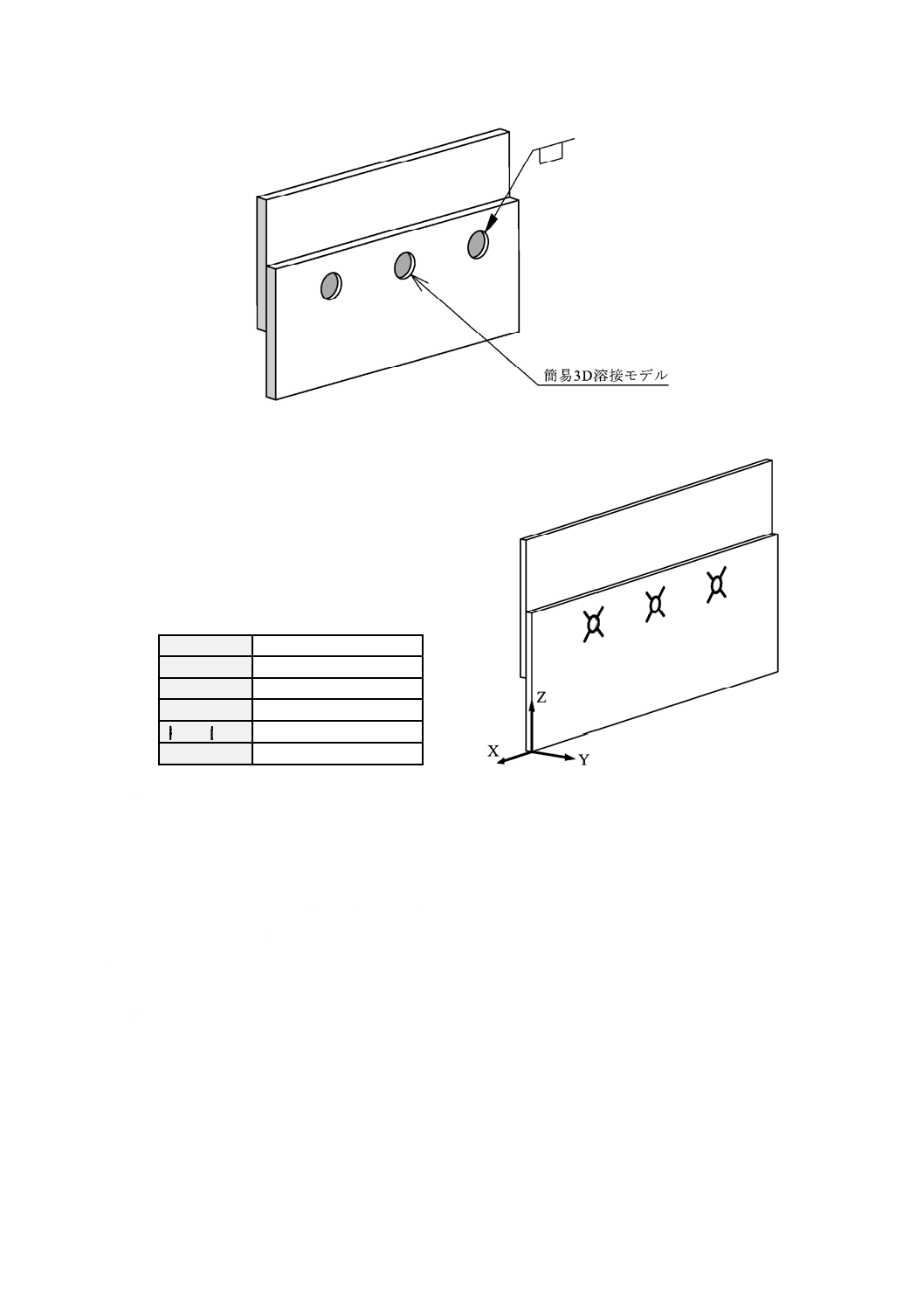
e) スポット溶接の打点の位置は,補足幾何形状の溶接打点記号によって指示してもよい(図4参照)。
4
B 0060-6:2020
図4−補足幾何形状の溶接打点記号を用いた溶接部の例
4.2
簡易3D溶接モデル
簡易3D溶接モデルは,次による。
a) 簡易3D溶接モデルは,次のような場合に使用するのがよい。
− 製品の質量値を精度よく求める必要がある場合(例えば,すみ肉溶接,フレア溶接)
− 開先形状を設計モデルに反映した場合(例えば,開先溶接)
− 溶接金属を充塡する空間が大きい場合(例えば,プラグ溶接)
b) 簡易3D溶接モデルは,表2に記載する寸法で作成する。
c) 簡易3D溶接モデルは,溶込み及び表面形状のおうとつ(凹凸)を表現しなくてもよい。
なお,表面形状を指示する場合には,JIS Z 3021による。
表2−簡易3D溶接モデルの寸法
溶接の種類
簡易3D溶接モデルの寸法
すみ肉溶接
脚長×公称長さ
開先溶接
開先角度×開先深さ×公称長さ
フレア溶接
溶接部断面形状×溶接深さ×公称長さ
プラグ溶接
所要直径×溶接深さ
スロット溶接
スロット形状×溶接深さ
5
溶接記号の表し方
5.1
基本記号
基本記号は,JIS Z 3021による。
5.2
要求事項配置面
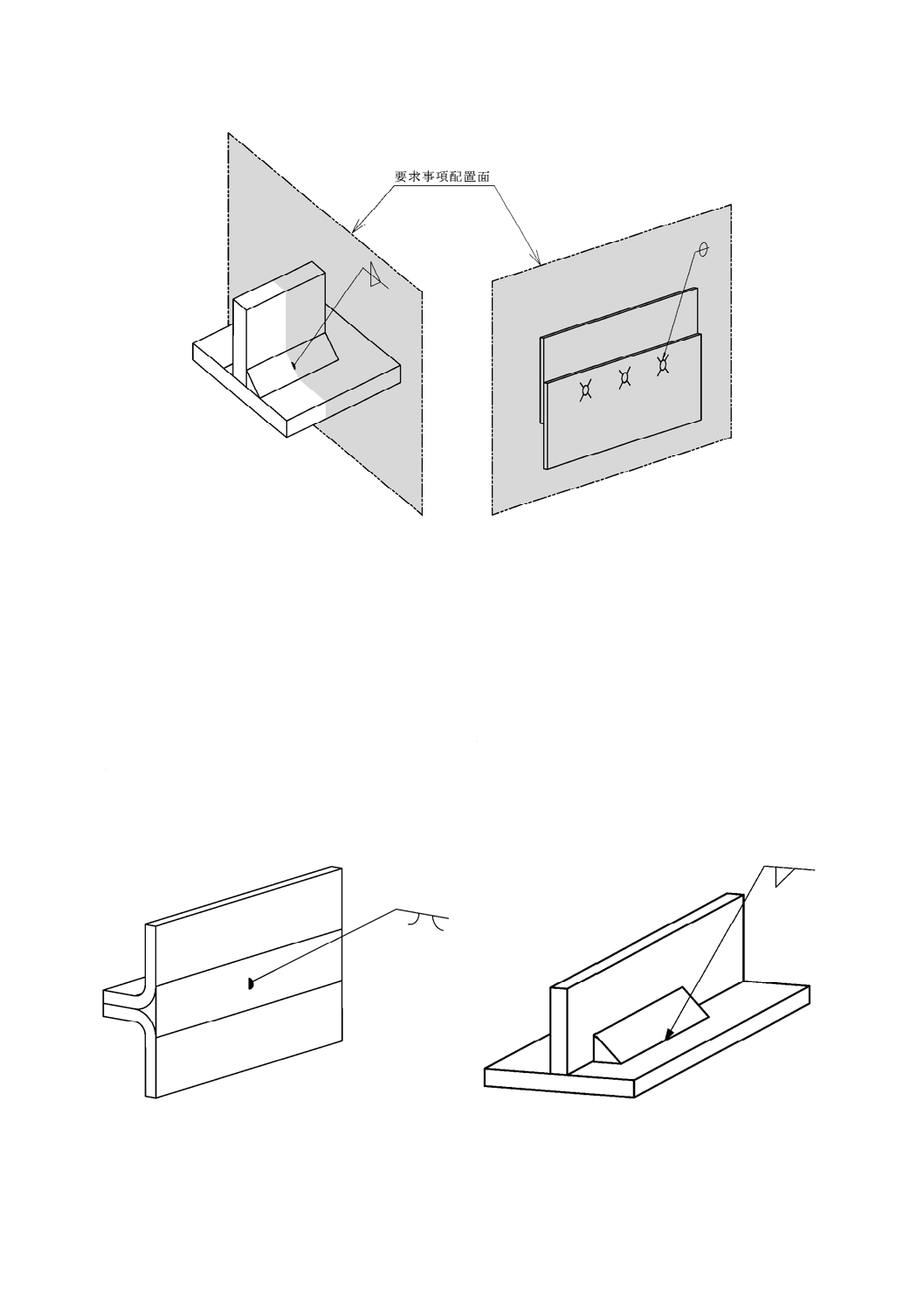
溶接記号の配置は,要求事項配置面に指示する(図5参照)。要求事項配置面は,一つの設計モデルの中
に複数あってもよい。
5
B 0060-6:2020
a) 使用例1
b) 使用例2
図5−要求事項配置面への使用例
5.3
溶接記号の指示
溶接記号の指示は,JIS Z 3021によるほか,次による。
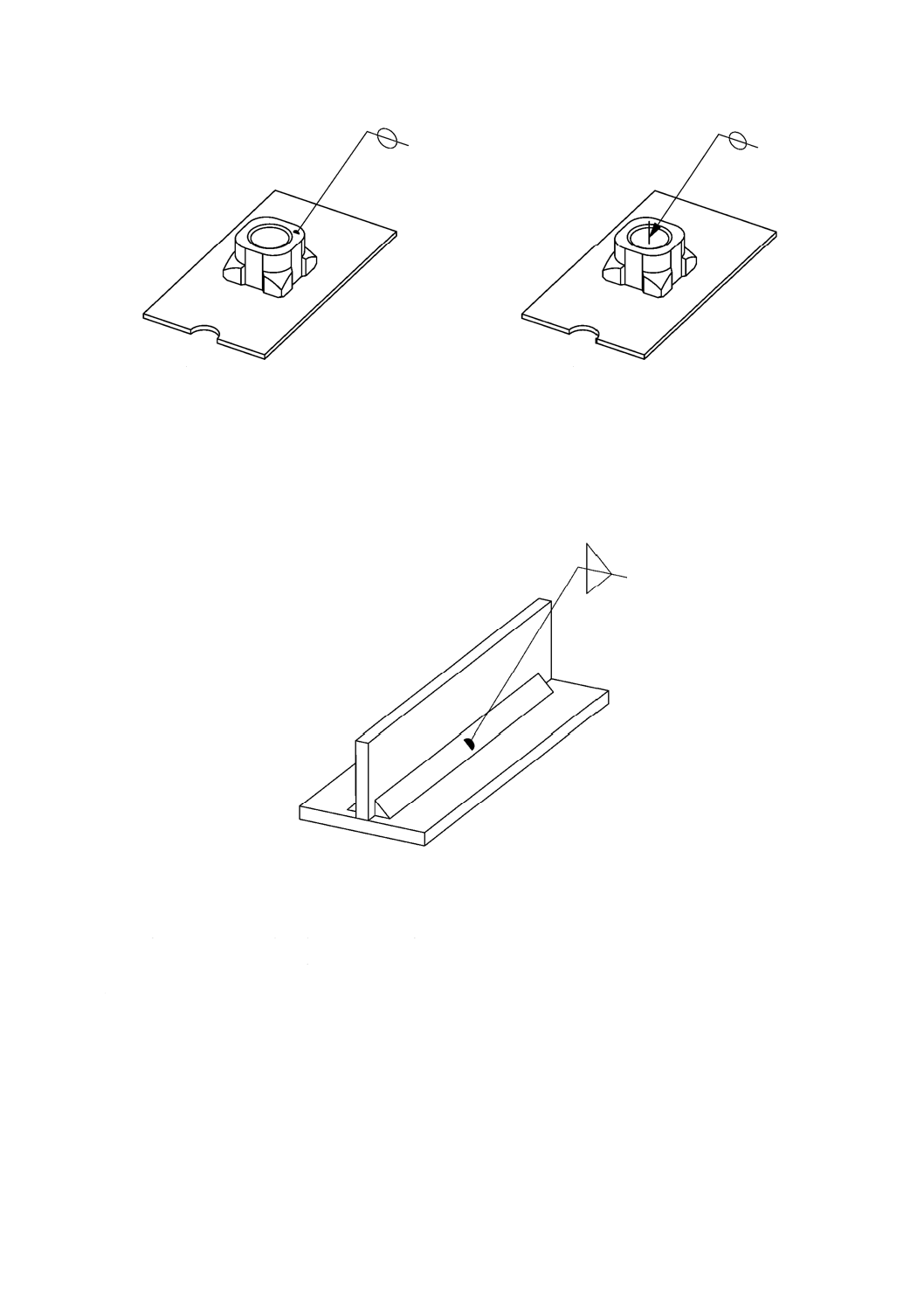
a) 簡易3D溶接モデルに溶接記号を指示する場合,溶接部の境界の内側に指示する場合は,黒丸付きの
指示線とし[図6 a)参照],止端に矢を付けるときは,端末を矢印とする[図6 b)参照]。
注記 3D CADで指示線を実体の外側に引き出したときの黒丸は,円形の半分が形体内部にうずも
れるため,半円形にしか見えない場合が多い。
b) 補足幾何形状(線)に溶接記号を指示する場合には,矢の端末は矢印とする[図7 a)参照]。ただし,
溶接打点記号に指示した場合に,図の明瞭さを保つことができないときは,端末の矢印はなくてもよ
い[図7 b)参照]。
a) フレア溶接の例
b) すみ肉溶接の例
図6−簡易3D溶接モデルへの溶接記号の指示例
6
B 0060-6:2020
a) すみ肉溶接の例
b) スポット溶接の例
図7−補足幾何形状への溶接記号の指示例
c) 簡易3D溶接モデル又は補足幾何形状なしでフレア溶接を指示する場合には,次による。
1) 端末が黒丸の矢を開先形状部(接合部を除く。)に付ける[図8 a)参照]。
2) 端末が矢印の矢を接合部の正接エッジに付ける[図8 b)参照]。
a) 開先形状部に指示する場合
b) 開先接合部のエッジに指示する場合
図8−フレア溶接における溶接記号の指示例
d) 溶接ボルト及び溶接ナットを用いたソリッドプロジェクション溶接の場合は,溶接ボルト又は溶接ナ
ットの表面に端末が黒丸の矢を付けて指示する[図9 a)参照]か,又は溶接ボルト又は溶接ナットの
中心線(補足幾何形状)に端末が矢印の矢を付けて指示してもよい[図9 b)参照]。
7
B 0060-6:2020
a) ナット表面に指示する場合
b) 中心線に指示する場合
図9−ソリッドプロジェクション溶接における溶接記号の指示例
5.4
溶接記号の位置
3DAモデルの溶接記号の位置は,矢の側で指示し,反対側は指示しない(図10参照)。ただし,矢の側
と反対側とを組み合わせて指示してもよい。
図10−矢の側での溶接記号の指示例
5.5
開先溶接
開先溶接を指示する場合の溶接記号の表し方は,次による。
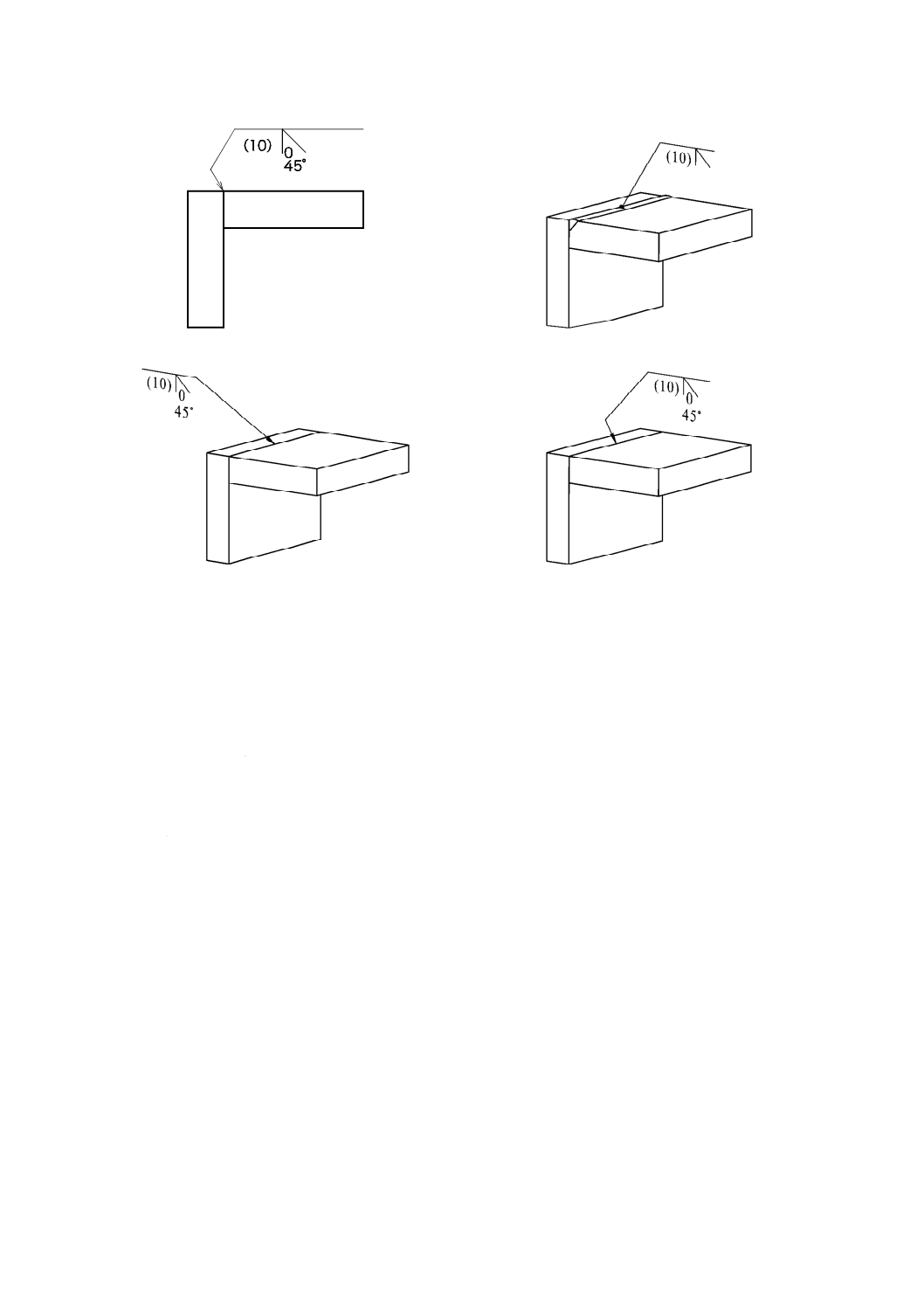
a) 溶接部を簡易3D溶接モデルで表した場合は,開先を取る側を矢で示さなくてもよい[図11 b)参照]。
b) 溶接部を簡易3D溶接モデルで表さない場合には,開先を取る側を矢で示す[図11 c)及び図11 d)参照]。
8
B 0060-6:2020
a) 2D指示例
b) 開先形状を作成した例
c) 開先形状を作成せず,開先を取る側を矢で示した例1 d) 開先形状を作成せず,開先を取る側を矢で示した例2
図11−開先溶接の3D指示例
6
溶接寸法
6.1
断面
断面の寸法は,JIS Z 3021の箇条5(溶接寸法)による。ただし,次の場合は,溶接記号に断面寸法を
指示しない。
− 簡易3D溶接モデルから断面寸法が得られる場合(表2参照)
− 非表示要求事項に断面寸法の記載がある場合(図12参照)
6.2
公称長さ
公称長さは,JIS Z 3021の箇条5による。ただし,次の場合は,溶接記号に公称長さを指示しない。
− 簡易3D溶接モデルから公称長さが得られる場合(表2参照)
− 非表示要求事項に公称長さの記載がある場合(図13参照)
− 特別な指示がない限り,矢の付いたエッジの全長が対象の場合(図13参照)
9
B 0060-6:2020
管理番号
ABC-300-SW0012
溶接の種類
すみ肉溶接
脚長
8×12
公称長さ
40
備考
a) 非表示要求事項
b) 溶接指示
注記 b)の溶接記号を選択することでa)を表示する。
図12−非表示要求事項での断面寸法記載例
管理番号
ABC-300-SW0012
溶接の種類
すみ肉溶接
脚長
10
公称長さ
75
備考
両端から5 mmを除く。
a) 非表示要求事項
b) 溶接指示
注記 b)の溶接記号を選択することでa)を表示する。
図13−非表示要求事項での公称長さ記載例
6.3
溶接の範囲
溶接の範囲は,JIS Z 3021の箇条5によるほか,次による。
a) 溶接部を簡易3D溶接モデル又は補足幾何形状で表示した場合には,溶接の範囲(例えば,断続溶接
の始点,個数,中心間隔)は,溶接記号に指示しない(図14参照)。
b) 溶接の範囲を非表示要求事項に記載した場合は,溶接記号に指示しない。
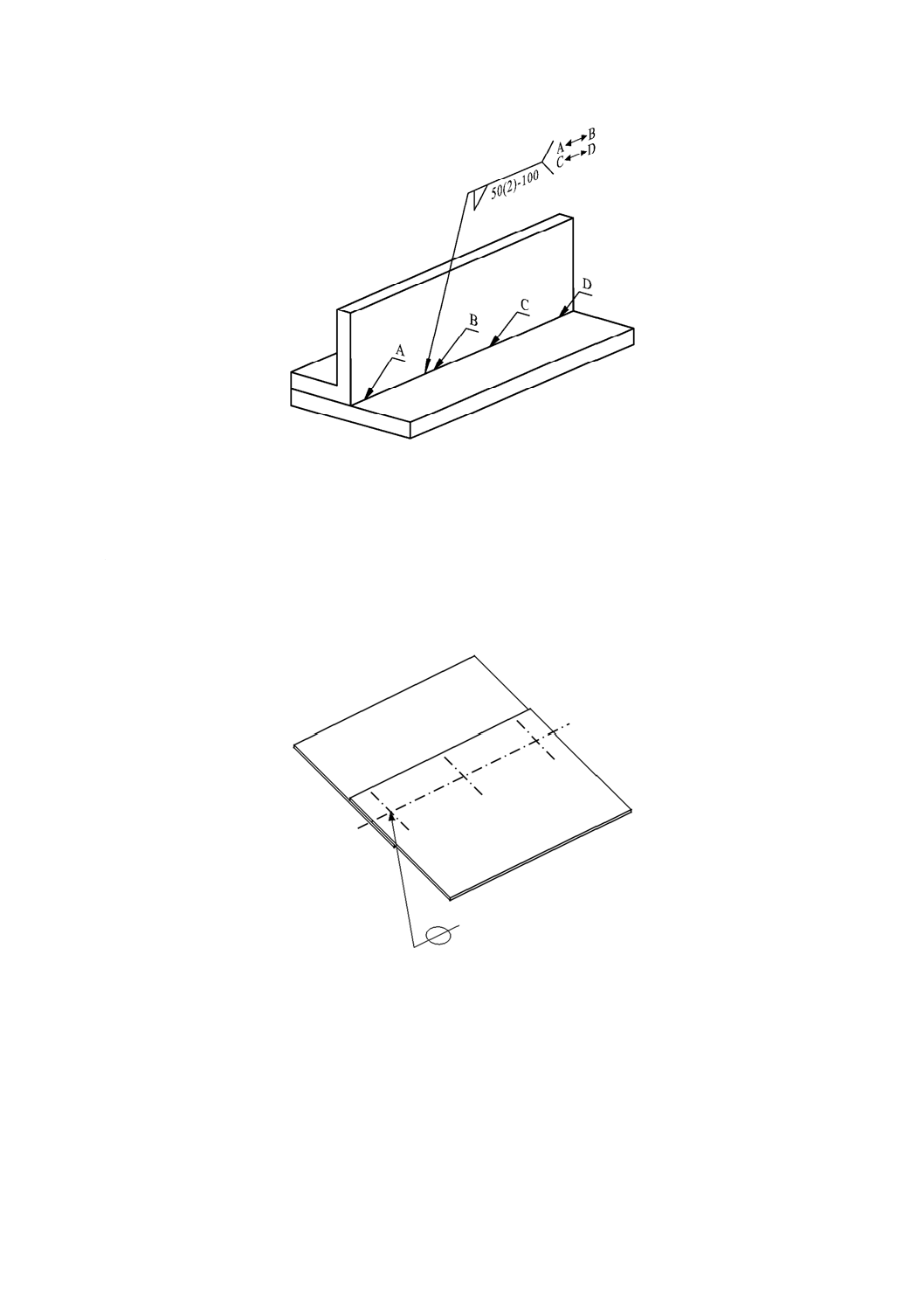
c) 始点と終点とが異なる周溶接,断続溶接などの溶接の範囲は,区間記号によって指示することができ
る(図15及び図16参照)。
10
B 0060-6:2020
a) 2D指示例
b) 補足幾何形状による3D指示例
c) 簡易溶接3Dモデルによる3D指示例
図14−溶接範囲の指示例
図15−区間記号による溶接範囲の指示例1
11
B 0060-6:2020
図16−区間記号による溶接範囲の指示例2
6.4
溶接中心の指示
溶接中心の指示は,次による。
a) 溶接部を簡易3D溶接モデル又は補足幾何形状で表示した場合,溶接中心(例えば,スポット溶接の
溶接打点位置,プラグ溶接の中心)は,溶接記号及び寸法によって指示しない(図17及び図18参照)。
b) 溶接中心は,非表示要求事項に記載してもよい(図19参照)。
図17−補足幾何形状による溶接中心の指示例
12
B 0060-6:2020
図18−簡易3D溶接モデルによるプラグ溶接の指示例
溶接の種類
スポット溶接
打点番号
ABC-300-PW0000
板組み枚数
2
打点位置X
−90
打点位置Y
0
打点位置Z
40
a) 非表示要求事項
b) 溶接指示
注記 b)の溶接記号を選択することでa)を表示する。
図19−非表示要求事項で溶接中心を表した例
7
開先寸法の指示
開先寸法は,JIS Z 3021の箇条6(開先寸法)によるほか,次による。
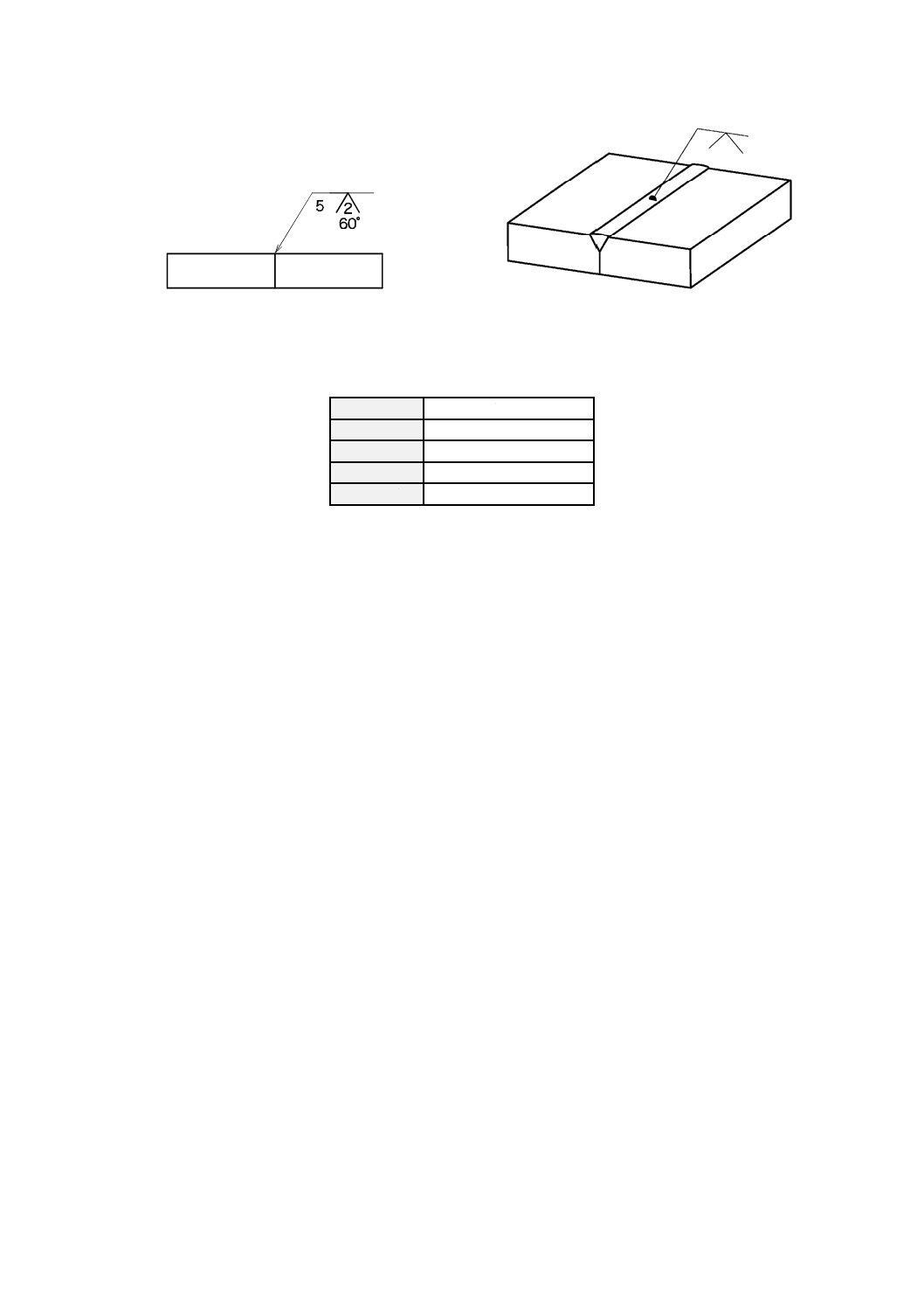
a) 開先形状を設計モデルで作成した場合は,開先寸法は,溶接記号に指示しない(図20参照)。
b) 開先寸法は,非表示要求事項に記載してもよい(表3参照)。このとき,開先寸法は,溶接記号に指示
しない。
注記 表3は,図20 b)で開先形状を設計モデルで表さない場合の例。
13
B 0060-6:2020
a) 2D指示例
b) 3D指示例
図20−開先溶接の指示例
表3−非表示要求事項を用いた開先寸法の指示例
溶接の種類
V形開先溶接
溶接番号
ABC-300-VW0000
開先深さ
5
開先角度
60°
ルート間隔
2
14
B 0060-6:2020
附属書A
(参考)
デジタル製品技術文書情報(DTPD)スコープマトリックス
A.1 規格及びその利用についての情報
この規格は,デジタル製品技術文書情報(DTPD)の3DAモデルにおける溶接の指示方法を示す。
A.2 デジタル製品技術文書情報(DTPD)スコープマトリックスにおける位置付け
この規格は,表A.1に示すデジタル製品技術文書情報(DTPD)に関わる3DAモデルの基本規格であり,
全ての工程に関わる。
なお,3DAモデルの中で示さなければならない3DAモデルと当該工程との関係,又は当該工程への指
示事項がある場合についても,表A.1では丸印を付けている。
表A.1−この規格の関連範囲[デジタル製品技術文書情報(DTPD)スコープマトリックス]
分類
工程
開発・設計
生産準備
加工
組立
検査
サービス
三次元製品情報付加
モデル
モデル管理情報
○
○
○
○
○
−
設計モデル
○
○
○
○
○
−
製品特性
○
○
○
○
○
−
二次元図面
−
−
−
−
−
−
デジタル製品技術文書情報(DTPD)
管理情報
−
−
−
−
−
−
三次元製品情報付加
モデルに付加,又は
連携させるデータ
DMUデータ
○
○
○
○
○
−
解析データ
○
○
○
○
○
−
試験データ
○
○
○
○
○
−
製造データ
○
○
○
○
○
−
品質データ
○
○
○
○
○
−
サービスデータ
−
−
−
−
−
−
15
B 0060-6:2020
附属書B
(参考)
3DAモデルにおけるすみ肉溶接の指示例
B.1
3DAモデル要素
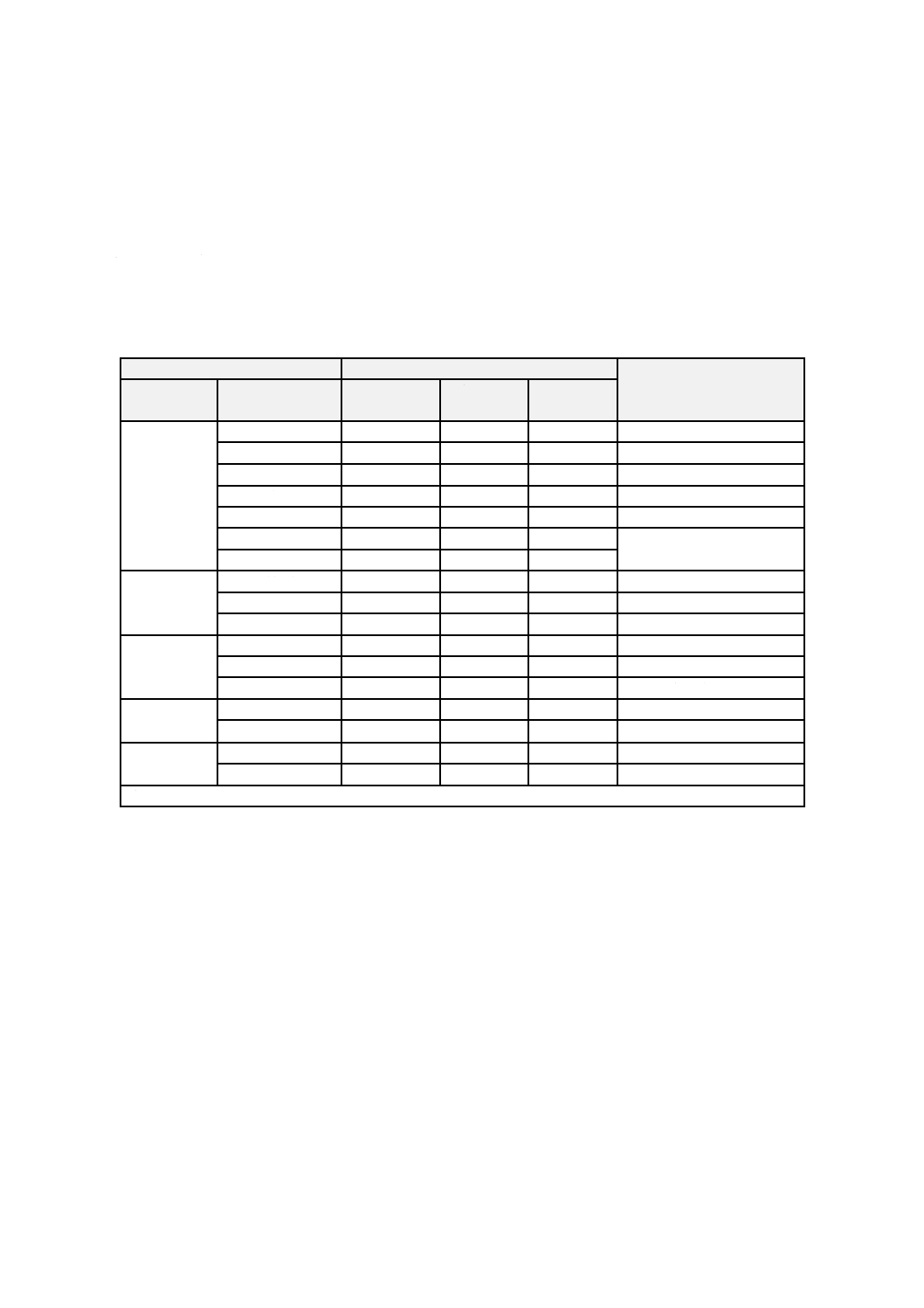
すみ肉溶接の主な要求事項に対して適用可能な3DAモデル要素を,表B.1に示す。
表B.1−すみ肉溶接に適用可能な3DAモデル要素
要求事項
適用可能な3DAモデル要素
補足
種類
項目
設計モデルa)
溶接記号
非表示
要求事項
溶接寸法
脚長
○
○
○
公称のど厚
−
○
○
溶接深さ
−
○
○
公称長さ
○
○
○
範囲
○
−
−
溶接の個数
○
○
○
断続溶接
溶接の中心間隔
○
○
○
開先寸法
ルート間隔
○
○
○
開先角度
○
○
○
開先深さ
○
○
○
母材
板厚
○
○
○
溶接記号では補足的指示
材質
−
−
○
部品番号
−
−
○
母材の溶接前の部品番号
溶接の種類
基本記号
−
○
○
補助記号
−
○
○
溶接の形状,施工法など
補足的指示
溶接管理番号
−
○
○
範囲ごとの管理番号
備考
−
○
○
溶接材料,非破壊試験など
注a) 設計モデルとは,モデル幾何形状及び補足幾何形状のことを示す。
16
B 0060-6:2020
B.2
非表示要求事項一覧表の例
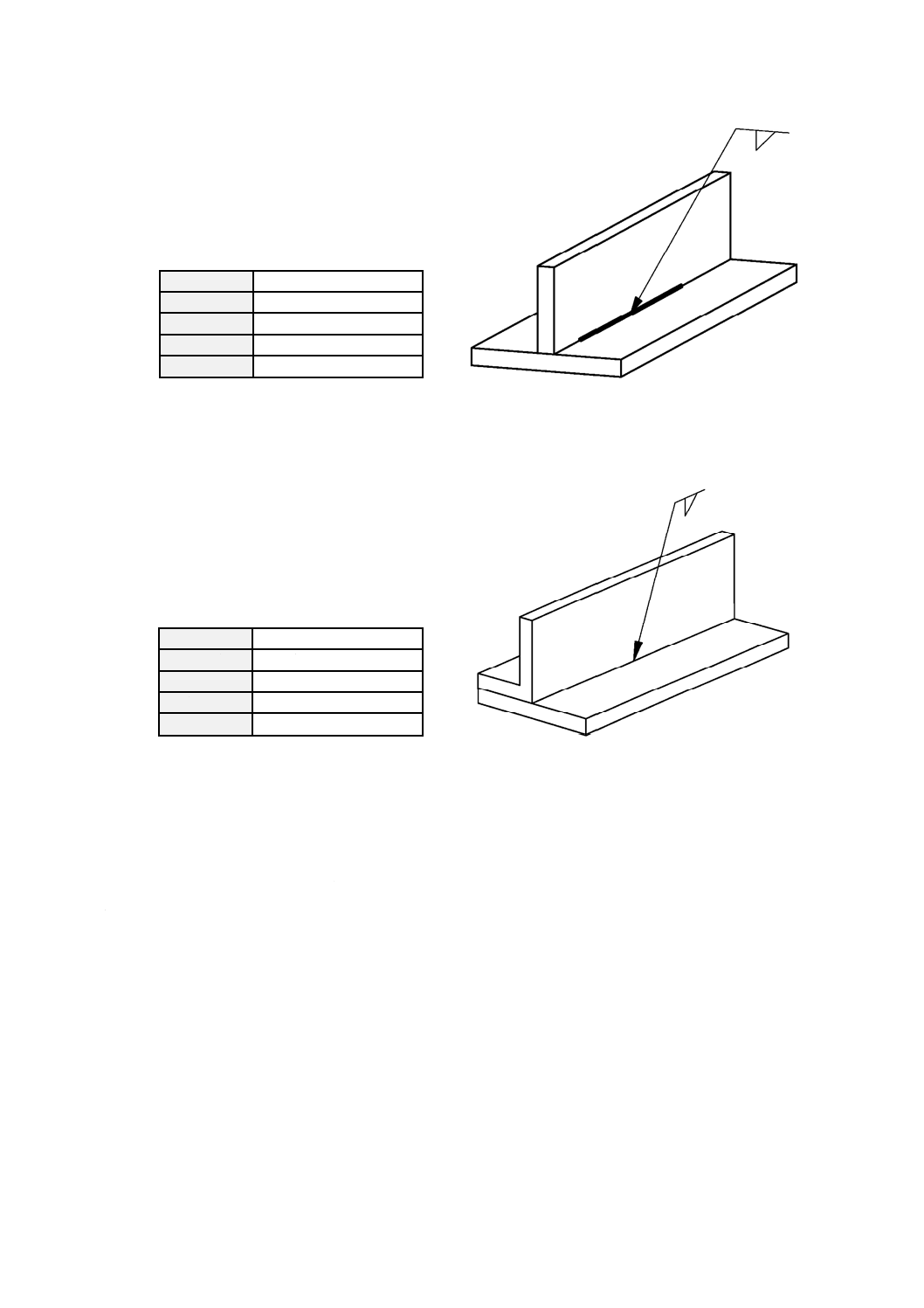
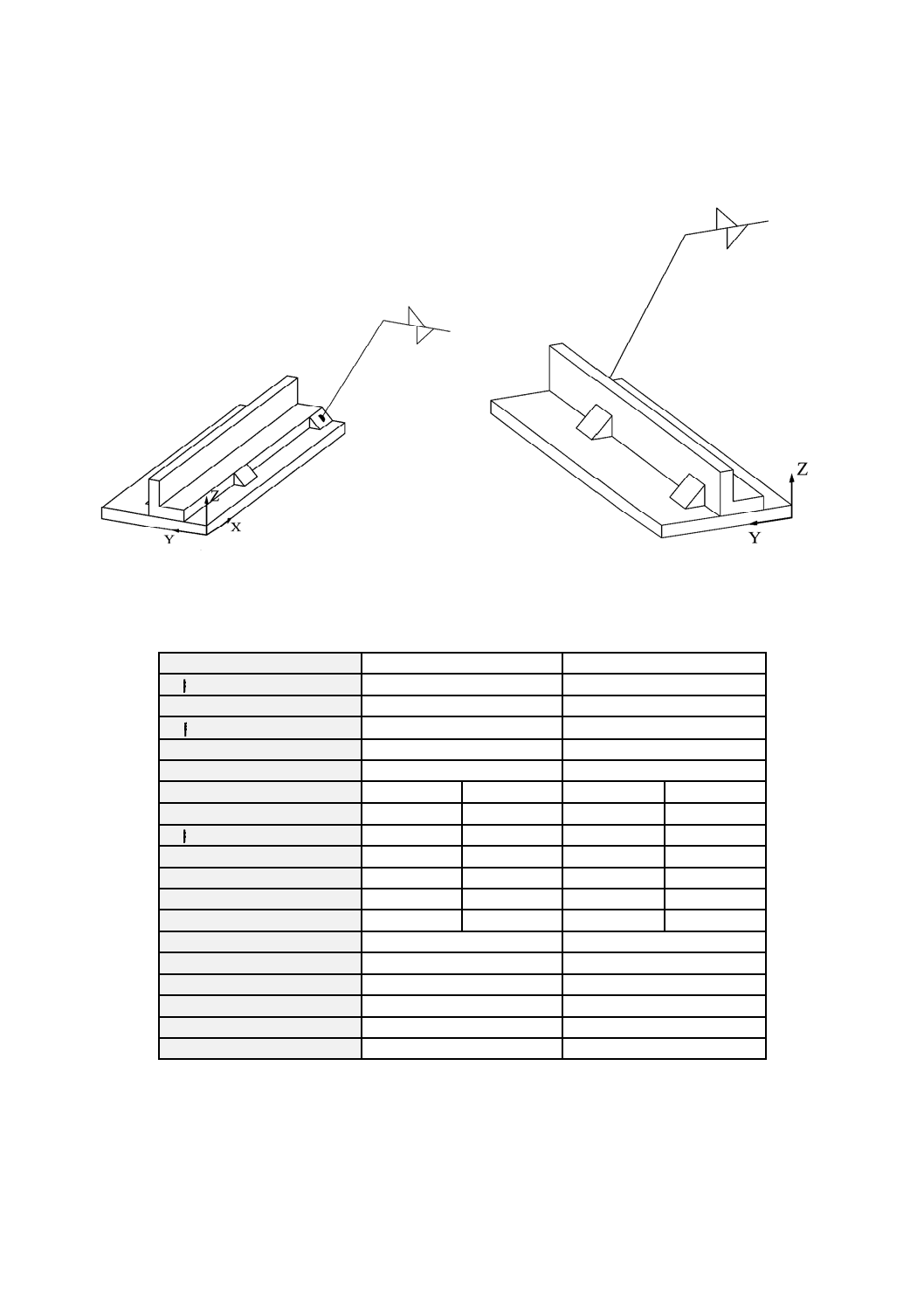
断続溶接における複数位置の非表示要求事項を,一覧表に表示させる例を示す(図B.1及び表B.2参照)。
a) 脚長6 mm側の表示例
b) 脚長8 mm側の表示例
図B.1−簡易3D溶接モデルを用いた千鳥断続溶接の表示例
表B.2−千鳥断続溶接における非表示要求事項一覧表の例
管理番号
ABC-300-SW0001-1
ABC-300-SW0001-2
溶接の種類
アーク溶接
アーク溶接
脚長
6
8
公称長さ
20
20
溶接の中心間隔
100
100
溶接の個数
2
2
溶接位置
1
2
1
2
溶接開始位置(座標系)X
80
180
20
120
溶接開始位置(座標系)Y
10
10
35
35
溶接開始位置(座標系)Z
6
6
6
6
溶接終わり位置(座標系)X
100
200
20
60
溶接終わり位置(座標系)Y
10
10
35
35
溶接終わり位置(座標系)Z
6
6
6
6
仕上げ
グラインダ仕上げ へこみ
グラインダ仕上げ へこみ
非破壊試験
超音波探傷試験,斜角探傷
超音波探傷試験,斜角探傷
母材1の部品番号
ABC-30100
ABC-30100
母材1の材質
SPFC440
SPFC440
母材2の部品番号
ABC-30101
ABC-30101
母材2の材質
SPFC590
SPFC590
B.3
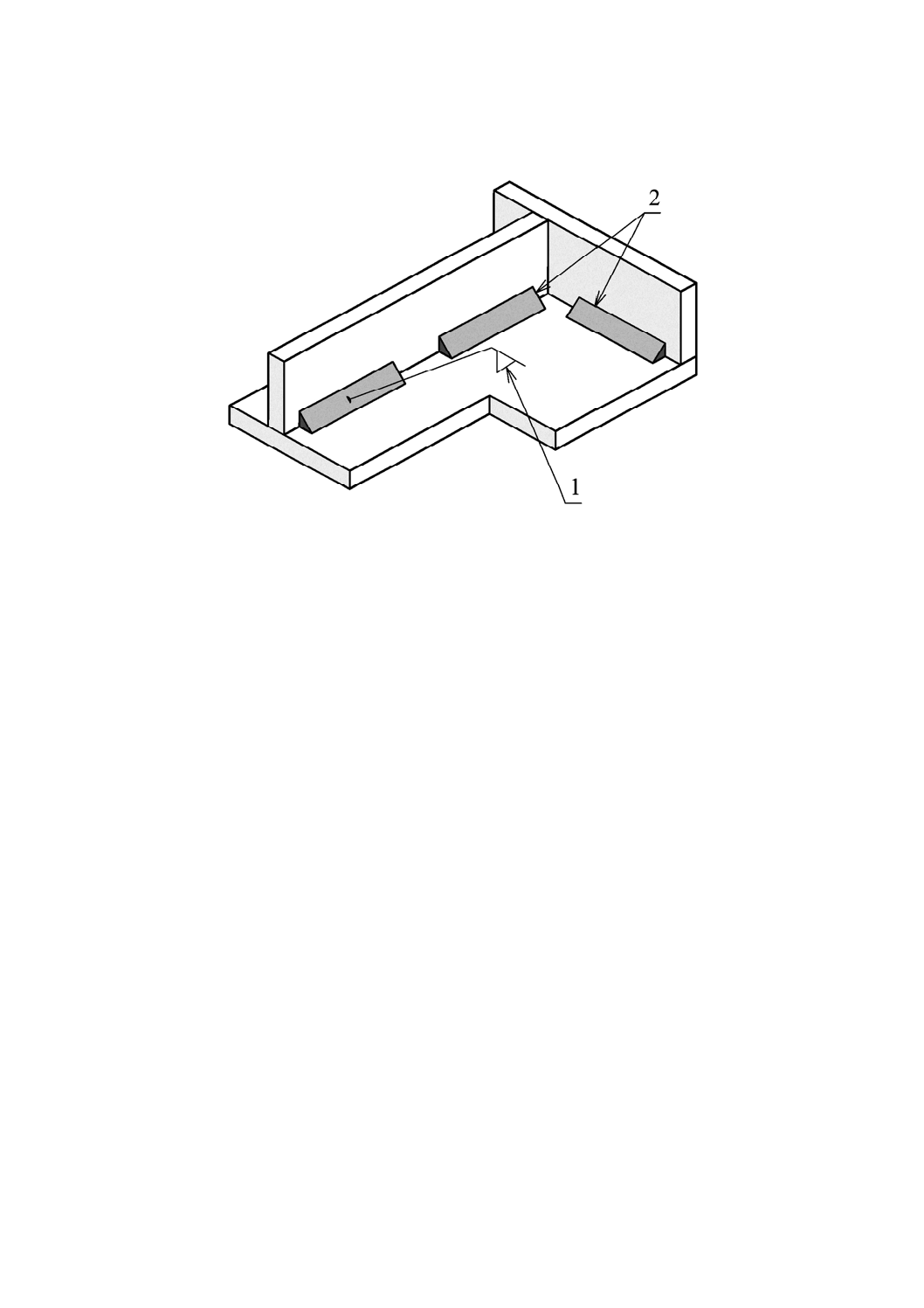
要素間連携の例
要素間連携された断続溶接の指示において,溶接記号を選択して複数位置の溶接部を強調表示する例を
示す(図B.2参照)。
17
B 0060-6:2020
注記 要素間連携は,JIS B 0060-4の箇条10(要素間連携)を参照。
1
要素の選択
2
連携要素の強調表示
図B.2−溶接記号を選択して複数位置の断続溶接を強調表示した例
18
B 0060-6:2020
附属書C
(参考)
3DAモデルにおけるスポット溶接の指示例
C.1 3DAモデル要素
スポット溶接の主な要求事項に対して適用可能な3DAモデル要素を,表C.1に示す。
表C.1−スポット溶接に適用可能な3DAモデル要素
要求事項
適用可能な3DAモデル要素
補足
種類
項目
設計モデルa)
溶接記号
非表示
要求事項
溶接寸法
溶接打点位置
○
−
○
溶接打点方向
○
−
○
スポットの中心間隔
○
○
○
スポットの所要直径
○
○
○
溶接打点数
○
○
○
左右情報
○
○
○
左右情報は,車両前後方向の平面
を対称にして,左右同位置に溶接
指示がある場合,片一方の指示を
省略するのに用いる情報
母材
板厚
○
○
○
溶接記号では補足的指示
材質
−
−
○
部品番号
−
−
○
母材の溶接前の部品番号
溶接の種類
基本記号
−
○
○
補助記号
−
○
○
溶接の形状,施工法など
補足的指示
溶接管理番号
−
○
○
溶接打点位置ごとの管理番号
備考
−
○
○
品質上の注記,非破壊試験など
注a) 設計モデルとは,モデル幾何形状,補足幾何形状及び溶接打点記号のことを示す。
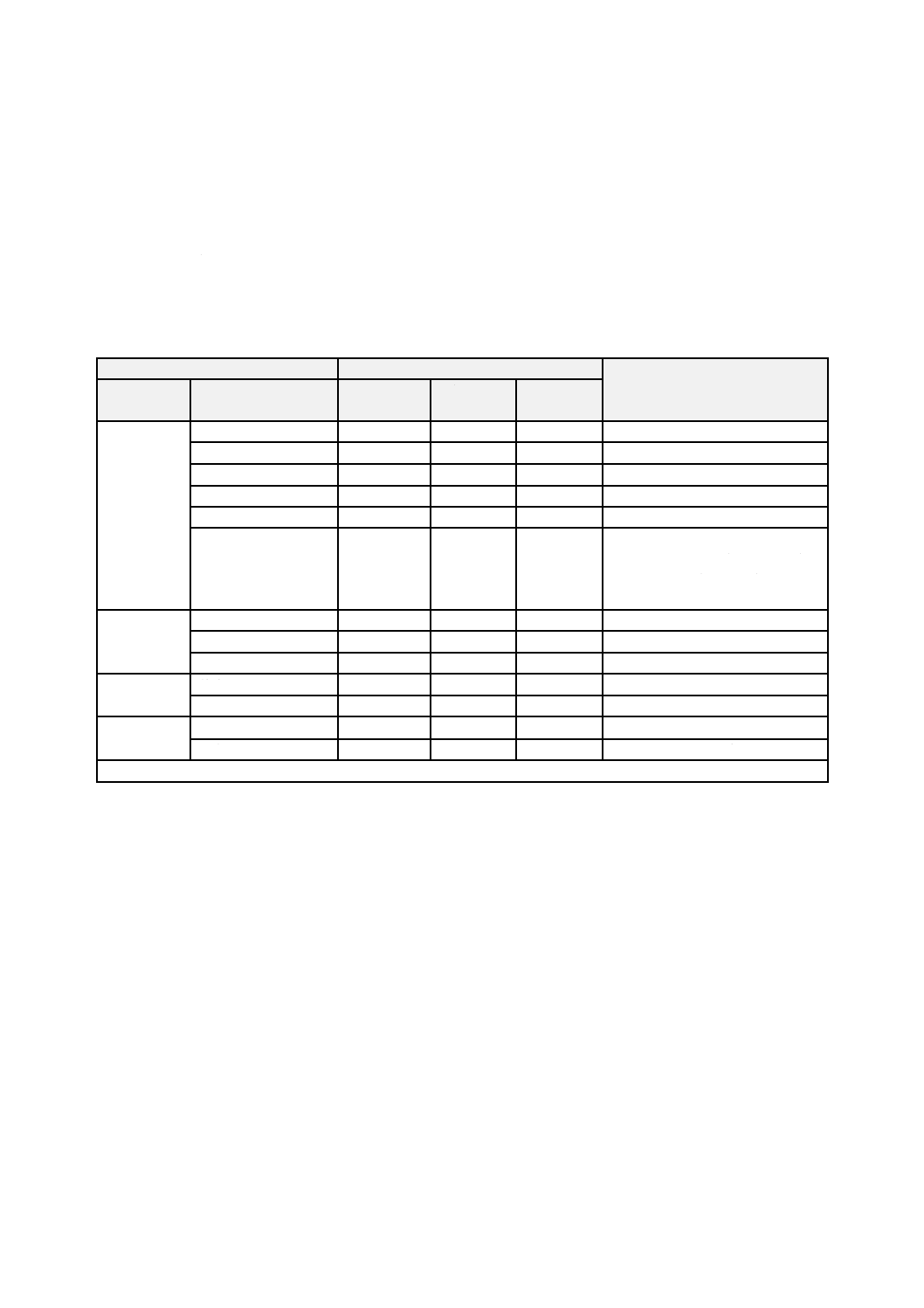
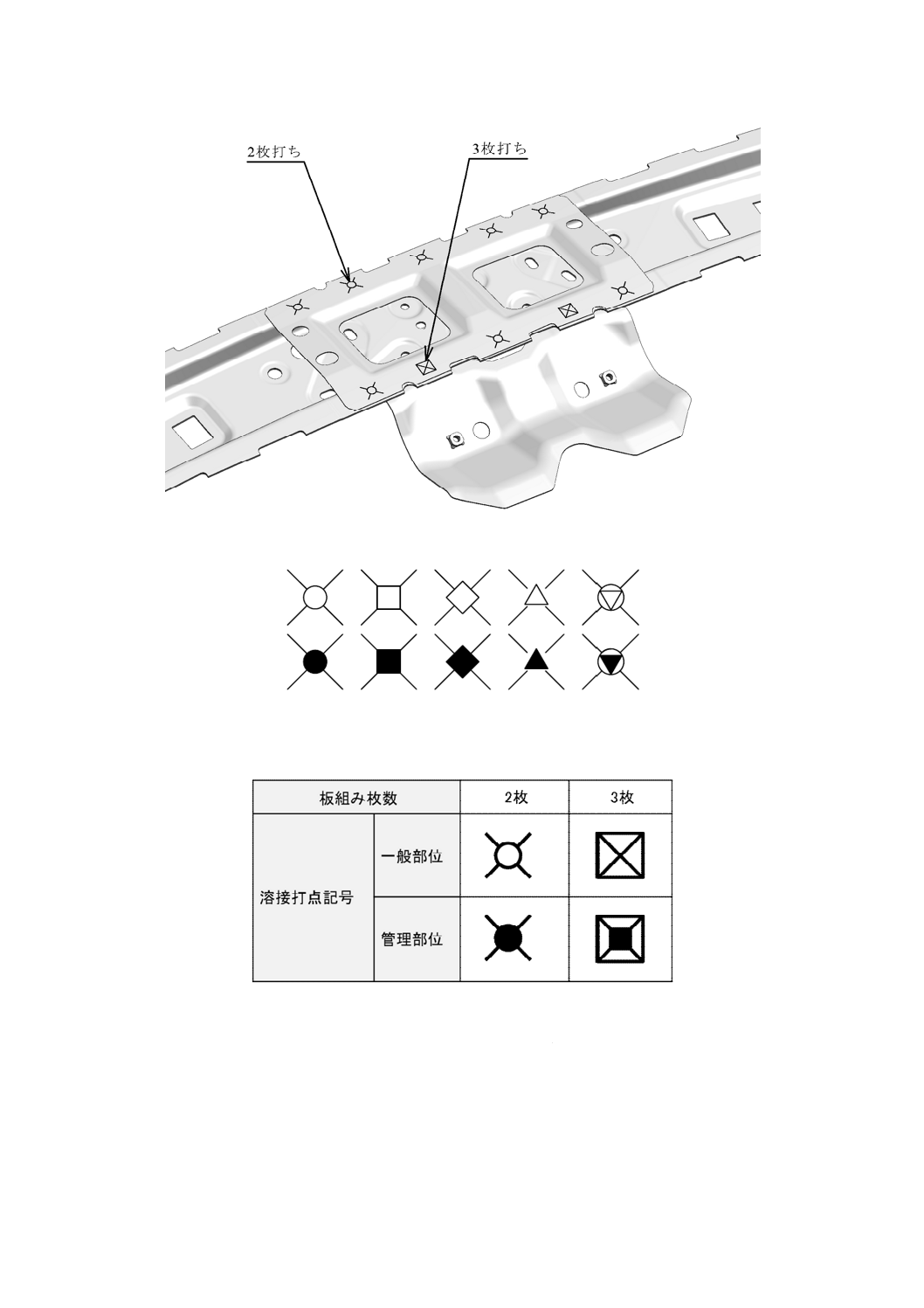
C.2 溶接打点記号
スポット溶接における溶接打点記号の設定例及び使用例を示す。
− 溶接打点記号は,外殻形体上(表面上)に表示した場合に,他の形体から識別できる大きさ・形状・
色で作成するのがよい(図C.1参照)。また,大きさは,スポットの所要直径を目安にするのがよい。
− 溶接打点記号の種類(図C.2参照)は,設計者・製作者の受渡当事者間で合意の上,設定するのがよ
い(表C.2参照)。
19
B 0060-6:2020
図C.1−溶接打点記号を用いた指示例
図C.2−溶接打点記号の種類の例
表C.2−要求事項の分類ごとに溶接打点記号を設定した例
C.3 溶接中心及び溶接打点方向
スポット溶接における溶接中心及び溶接打点方向を,3DAモデルで指示する例を示す(図C.3及び図
C.4参照)。
20
B 0060-6:2020
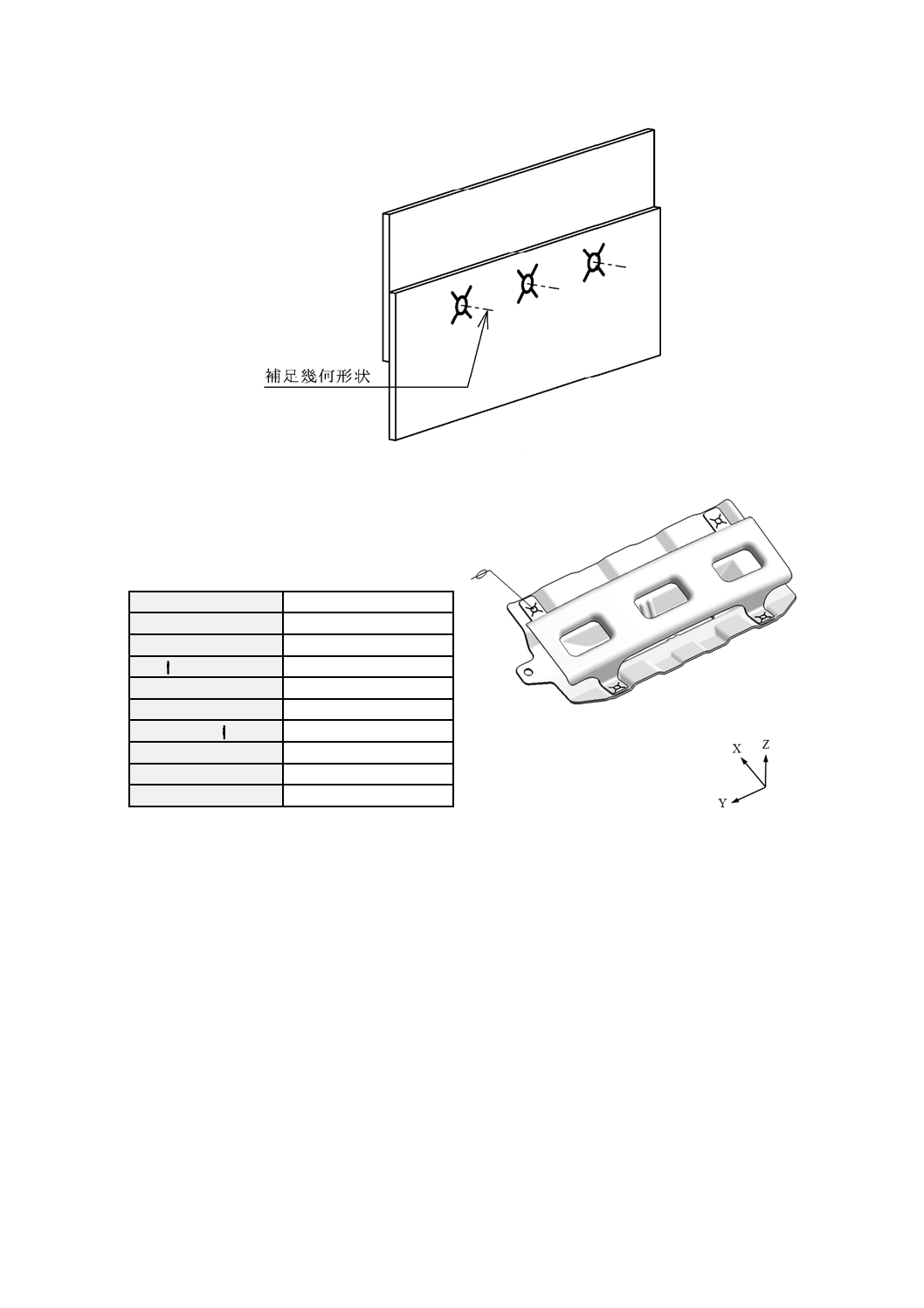
図C.3−補足幾何形状による溶接中心及び溶接打点方向の指示例
打点番号
ABC-300-SW0000
溶接の種類
スポット溶接
板組み枚数
2
左右情報
R
打点位置(座標系)X
−651.1
打点位置(座標系)Y
106
打点位置(座標系)Z
432.2
打点方向(座標系)X
0.125
打点方向(座標系)Y
0
打点方向(座標系)Z
0.992
a) 非表示要求事項
b) 溶接指示
注記1 b)の溶接記号を選択することでa)を表示する。
注記2 左右情報は,車両前後方向の平面を対称にして,左右同位置に溶接指示がある場合,片一方の指示
を省略するのに用いる情報。
図C.4−溶接中心及び溶接打点方向の指示例
C.4 非表示要求事項一覧表の例
スポット溶接における複数位置の非表示要求事項を,一覧表に表示する例を示す(表C.3参照)。
21
B 0060-6:2020
表C.3−スポット溶接における非表示要求事項一覧表の例
溶接の種類
スポット溶接
板組み枚数
2
母材1の部品番号
ABC-30100
母材2の部品番号
ABC-30101
打点番号
ABC-301-SW0001
ABC-301-SW0002
ABC-301-SW0003
打点位置X
971.2
920.73
920.26
打点位置Y
−101.58
−57.8
0
打点位置Z
1119.6
1119.8
1120
打点方向X
−0.343
−0.343
−0.343
打点方向Y
−0.013
−0.007
0
打点方向Z
0.939
0.939
0.939
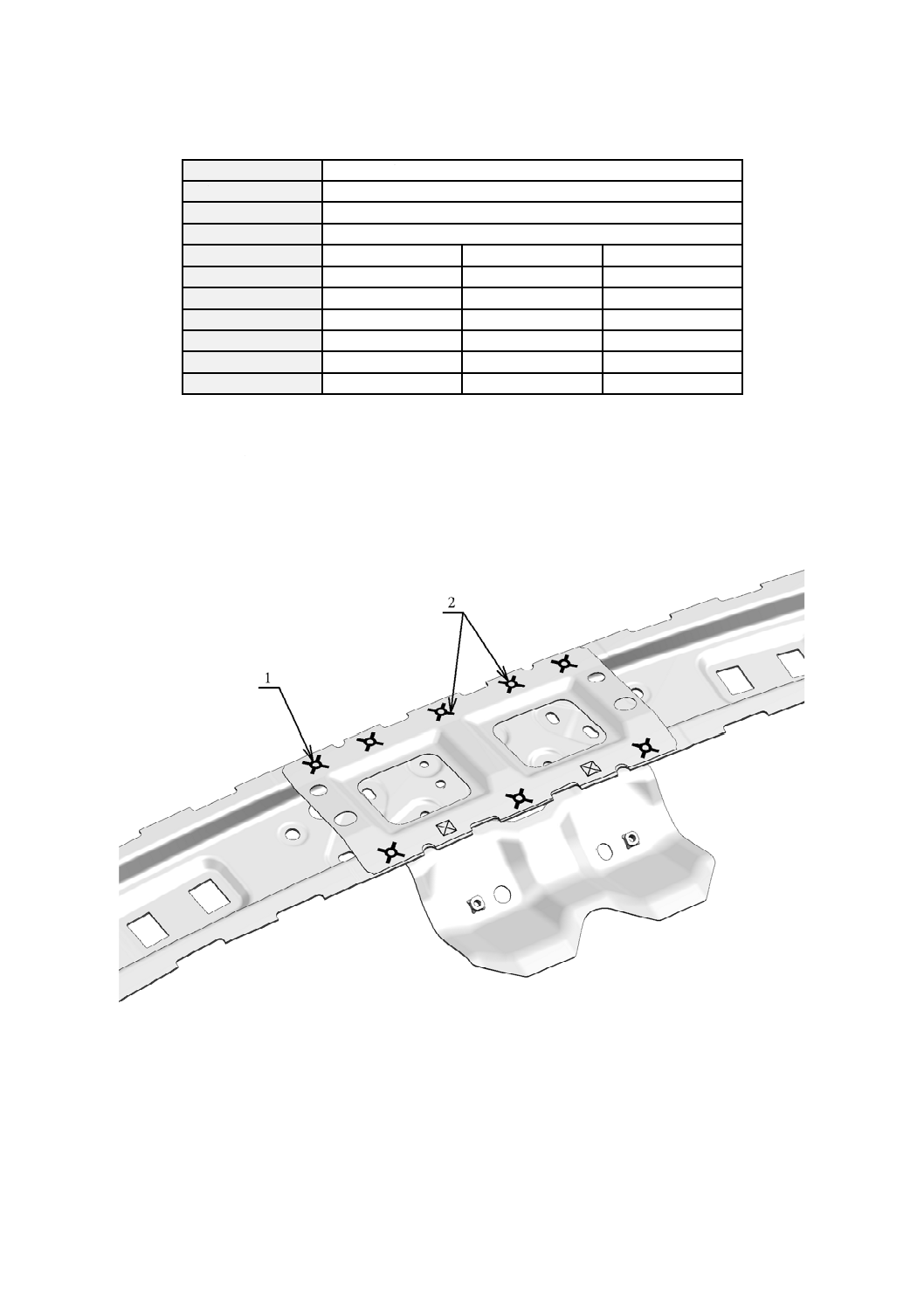
C.5 要素間連携の例
要素間連携された複数箇所のスポット溶接の指示において,一つの溶接打点記号を選択して全ての溶接
打点記号を強調表示する例を示す(図C.5参照)。
注記 要素間連携は,JIS B 0060-4の箇条10を参照。
1
要素の選択
2
連携要素の強調表示
図C.5−複数打点の要素間連携の例
22
B 0060-6:2020
参考文献
[1] JIS B 0060-4 デジタル製品技術文書情報−第4部:3DAモデルにおける表示要求事項の指示方法
−寸法及び公差
[2] JIS Z 3001-5 溶接用語−第5部:レーザ溶接
[3] ISO 16792,Technical product documentation−Digital product definition data practices