B 0025 : 1998 (ISO/DIS 5458 : 1994)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによって,JIS B 0025 : 1991は改正され,この規格に置き換えられる。
今回の改正によって,この規格は対応国際規格であるISO/DIS 5458 (Technical drawings−Geometrical
tolerancing−Positional tolerancing) に一致したものとなった。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0025 : 1998
(ISO/DIS 5458 : 1994)
製図−幾何公差表示方式
−位置度公差方式
Technical drawings−Geometrical
tolerancing−Positional tolerancing
0. 序文 この規格は,1994年に発行されたISO/DIS 5458 (Technical drawings−Geometrical tolerancing−
Positional tolerancing) を翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本工業規格
である。
なお,この規格の中で点線の下線を施してある部分は,原国際規格にはない事項である。
0.1
この規格は,JIS B 0021に規定する位置度公差方式の概念を更に詳しく規定する。
この規格の中の図は,位置度公差方式を説明するだけのものであり,必ずしも完全なものではない。
この規格を適用する際には,JIS B 0022, JIS B 0023など関連する規格を考慮する。
0.2
この規格では,図面上のすべての寸法及び公差は直立体の文字で印刷してある。これらの指示は,
手書きであっても斜体文字で書いてあっても,その意味は変わらない。
文字(書体及び大きさ)の表し方は,JIS Z 8313-1及びJIS Z 8313-10を参照。
1. 適用範囲 この規格は,規則正しい形状をもつ形体及び不規則な形状をもつ形体の位置を決めるため
の位置度公差方式の原則について規定する。しかし,理解しやすくするために,この規格では穴,ボルト,
植込みボルト又はピン,平行側面をもつ溝,キー及びキー溝などのような規則正しい形状をもつ形体の場
合だけについて示す。
位置度公差方式は,点,直線又は平面に適用される。線が直線ではない場合,及び面が平面ではない場
合には,輪郭度公差方式を用いる。ISO 1660 : 1987 (Technical drawings−Dimensioning and tolerancing of
profiles) 参照。
2. 引用規格 この規格で引用する規格を次に示す。これらの規格が本文中で引用された場合には,この
規格の一部とみなす。これらの引用規格は,その最新版を適用する。
JIS B 0021 製品の幾何特性仕様 (GPS) −幾何公差表示方式−形状,姿勢,位置及び振れの公差表示
方式
備考 ISO 1101 : 1983, Technical drawings−Geometrical tolerancing−Tolerances of form, orientation,
location and run-out−Generalities, definitions, symbols, indications on drawingsからの引用事
項は,この規格の該当事項と同等である。
ISO 1660 : 1987, Technical drawings−Dimensioning and tolerancing of profiles
JIS B 0023 製図−幾何公差表示方式−最大実体公差方式及び最小実体公差方式
2
B 0025 : 1998 (ISO/DIS 5458 : 1994)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 ISO 2692 : 1988, Technical drawings−Geometrical tolerancing−Maximum material principleが,
この規格の第1部と一致している。
JIS Z 8313-0 製図−文字−第0部:通則
備考 ISO 3098-1 : 1996, Technical product documentation−Lettering−Part 0 : General requirementsか
らの引用事項は,この規格の該当事項と同等である。
JIS Z 8313-1 製図−文字−第1部:常用するローマ字,数字及び記号
備考 ISO 3098-1 : 1974, Technical drawings−Lettering−Part 1 : Currently used charactersからの引用
事項は,この規格の該当事項と同等である。
JIS Z 8313-2 製図−文字−第2部:ギリシャ文字
備考 ISO 3098-2 : 1974, Technical drawings−Lettering−Part 2 : Greek charactersの引用事項は,この
規格の該当事項と同等である。
ISO 3098-3 : 1987, Technical drawings−Lettering−Part 3 : Diacritical and particular marks for the Latin
alphabet
ISO 3098-4 : 1984, Technical drawings−Lettering−Part 4 : Cyrillic characters
ISO 3098-5 : 1996, Technical product documentation−Lettering−Part 5 : CAD lettering of the Latin alphabet,
Numerals and marks
JIS Z 8313-10 製図−文字−第10部:平仮名,片仮名及び漢字
JIS B 0022 幾何公差のためのデータム
備考 ISO 5459 : 1981, Technical drawings−Geometrical tolerancing−Datums and datum-systems for
geometrical tolerancesからの引用事項は,この規格の該当事項と同等である。
JIS B 0024 製図−公差表示方式の基本原則
備考 ISO 8015 : 1985, Technical drawings−Fundamental tolerancing principleからの引用事項は,この
規格の該当事項と同等である。
3. 位置度公差の設定
3.1
一般事項 主要な構成要素は,理論的に正確な寸法,公差域及びデータムである。
3.2
基本原則 位置度公差方式において,理論的に正確な寸法及び位置度公差は,各形体の相互関係又
は一つ以上のデータムに関連する点,軸線,中心面などの形体の位置を定める。公差域は,理論的に正確
な位置に対して対称に置く。
備考 この原則によって,理論的に正確な寸法が直列寸法記入法で記入されていても,位置度公差は
累積されない(図4参照。これは,直列寸法記入法で記入された寸法公差域の場合と異なる。)。
位置度公差方式は,一つ以上のデータムによって形体の公差域を明確にすることができる。
3.3
理論的に正確な寸法 角度及び長さの理論的に正確な寸法は,JIS B 0021に従い長方形枠で囲んで
指示する。これを図2,図3 a),図4 a),図5 a),図7 a)及び図8 a)に示す。
図面上で直角と判断されるものは90°とみなし,慣習として90°の角度寸法は指示しない。理論的に正
確な90°,及び0°から90°,180°などのように順番に直角方向が与えられた角度寸法も同様である。
これらは,次のように適用される。
− データムに関連しない位置度公差付き形体[図4 a)参照]。
− 同じデータムに関連する位置度公差付き形体[図2 a)参照]。
− 位置度公差付き形体とそれに関連するデータム[図1参照]。
3
B 0025 : 1998 (ISO/DIS 5458 : 1994)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
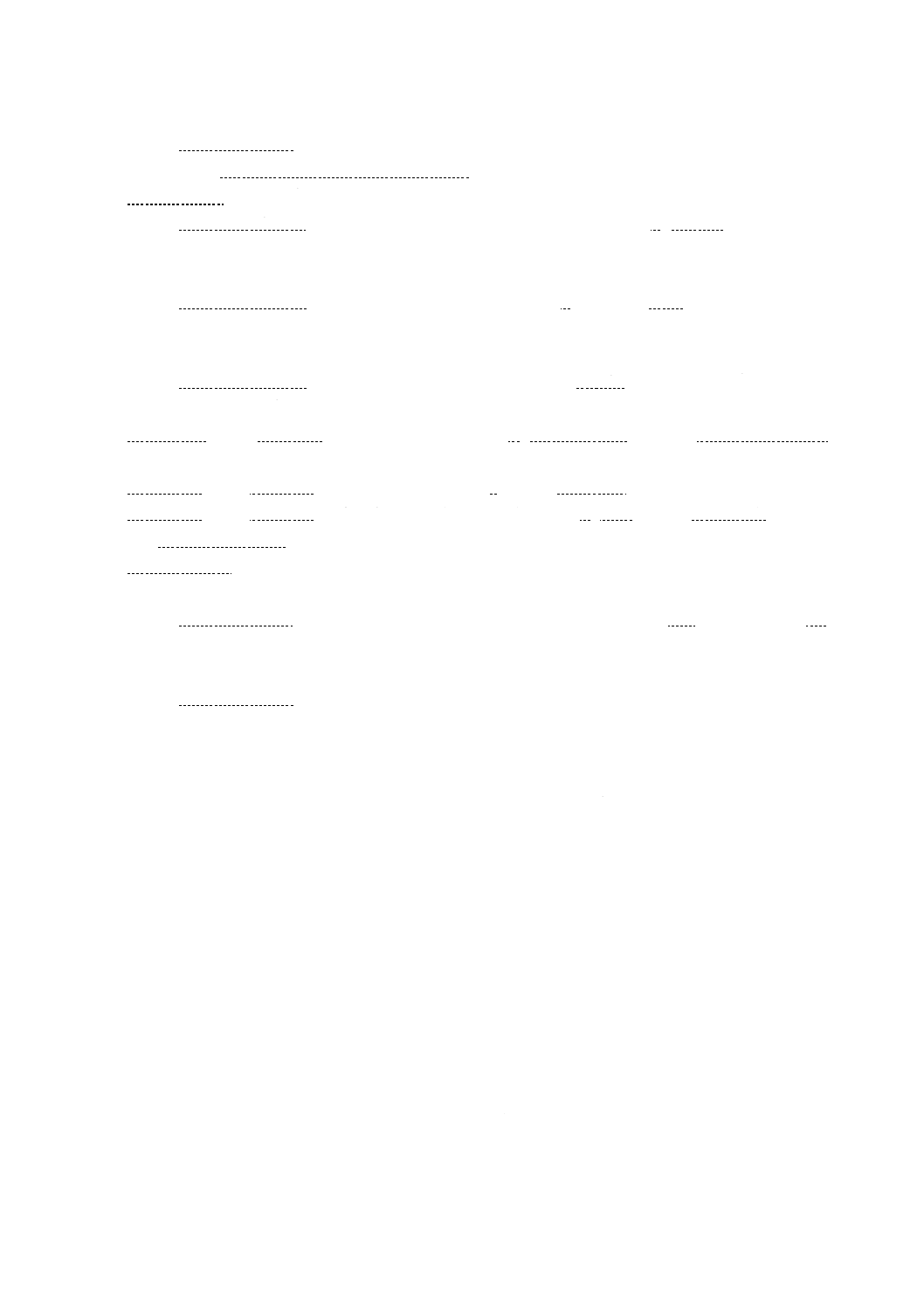
異なったデータムに関連する場合,又は図2 b)のように図面に必要な注記がない場合には,同じ中心線
又は軸線を共有する位置度公差付き形体は,理論的に正確な関連形体とみなす。
備考 a), b), c)及びd)の解釈は,個々の穴に適用してよい。
a) 理論的に正確な位置に一致した穴の軸線(偏差が0)。
b) 位置度が最大の状態で,直角度が0である場合の穴の軸線。
c) 位置度が最大の状態で,直角度が最大になった場合の穴の軸線。
d) 位置度が最大の状態で,幾何偏差が複合された場合の穴の軸線。
図1
3.4
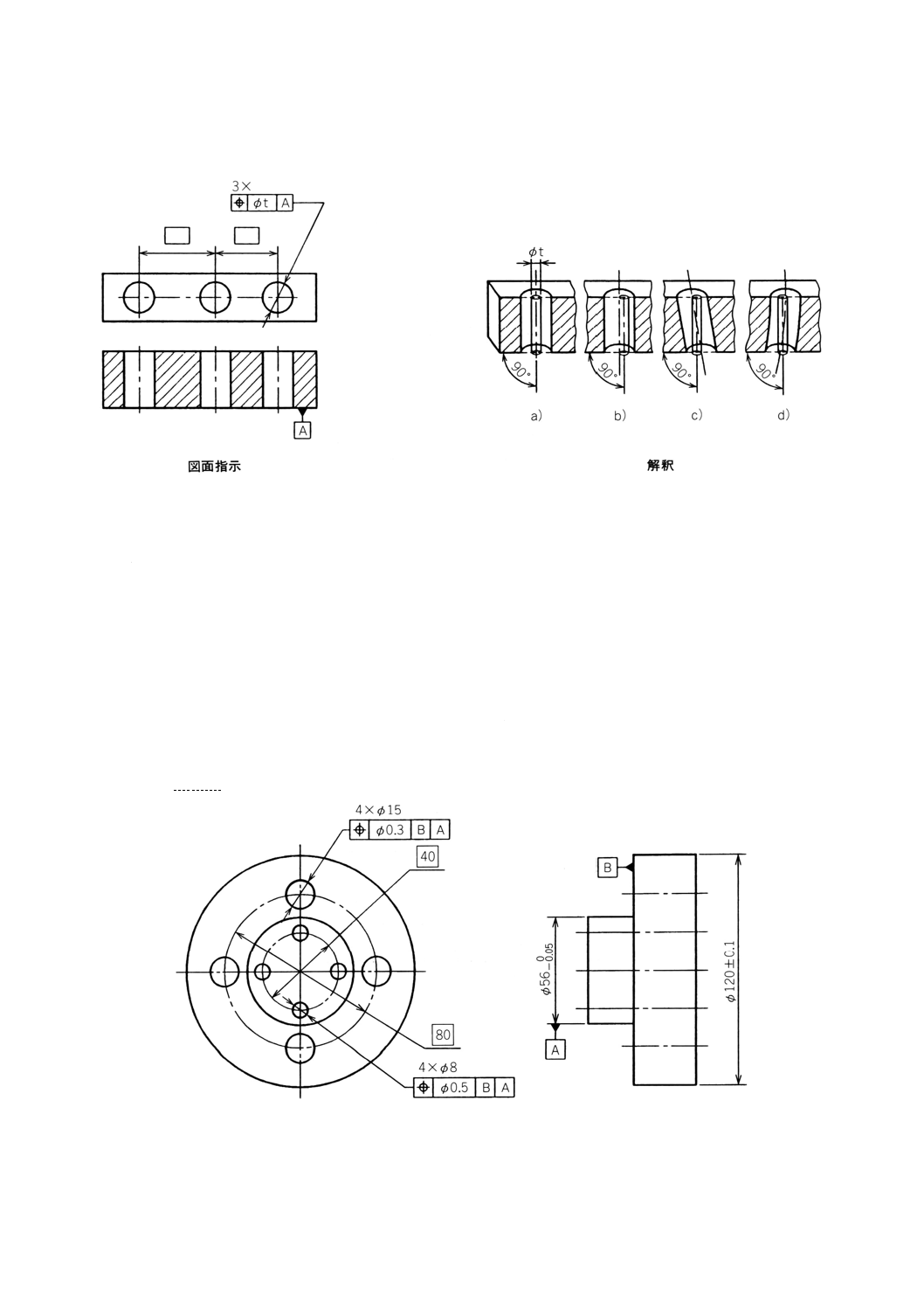
円周上の位置度公差 位置度公差付き形体が円周上に配列されている場合には,特別な指定がない
限り,等分に配置されていて,理論的に正確な位置にあると解釈する。
二つ以上の形体グループが同一軸線上に示されているときには,特定の注記がない限り,それらは一つ
のパターンと考える[図2 a)及び図2 b)参照]。
参考 ここでいう一つのパターンとは,二つ以上の形体グループ(図2のφ8穴のグループ及びφ15穴
のグループ)の相互位置関係を崩すことなく,図示されたとおりの位置関係を保つことを意味
する。
図2 a)
4
B 0025 : 1998 (ISO/DIS 5458 : 1994)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 b)
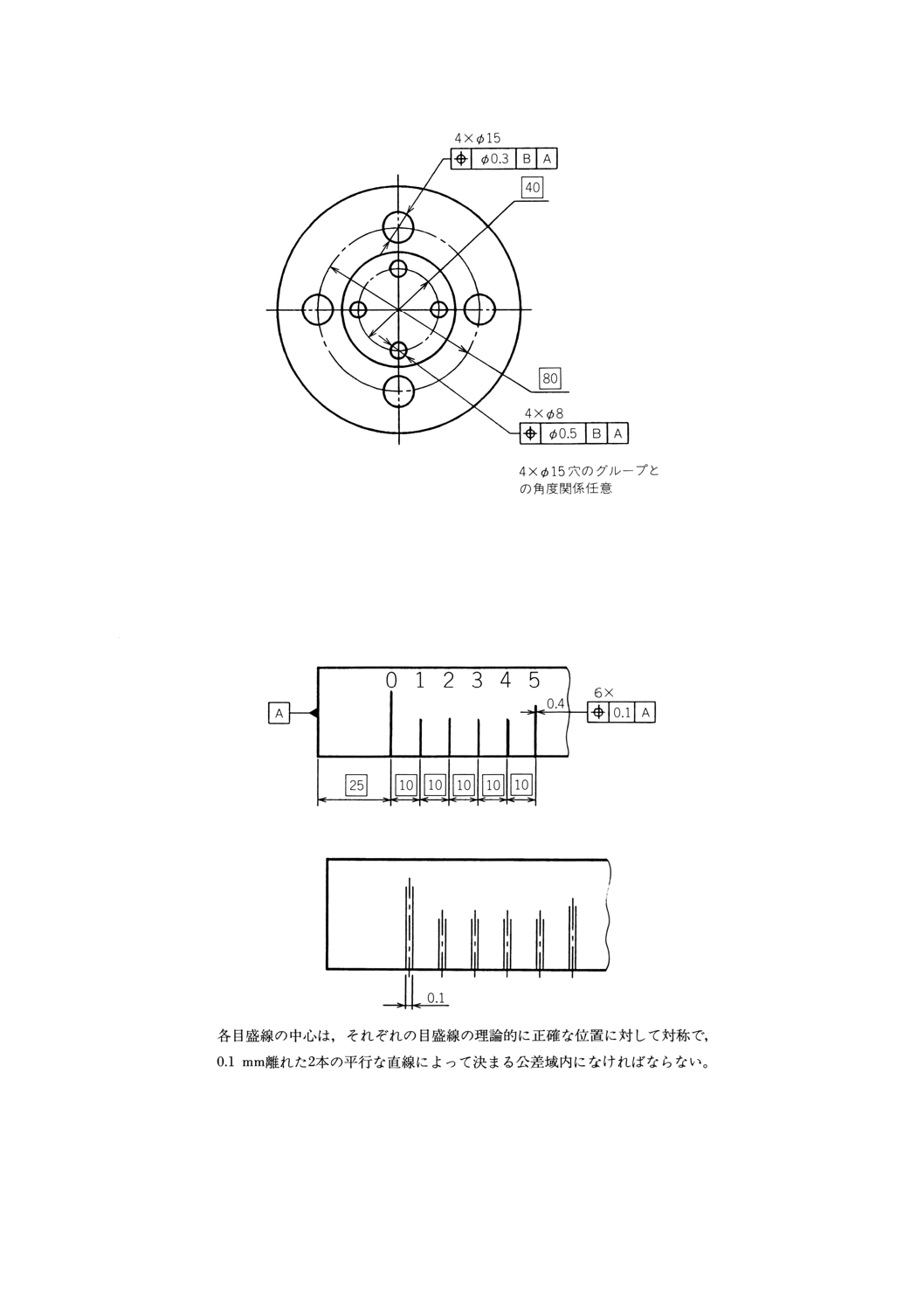
参考 図2 b)の“4×φ15穴のグループとの角度任意”という表現は一つの例であって,他の適切な表
現をしてもよい。原国際規格では“angular location optional”としている。
3.5
位置度公差の方向
3.5.1
一方向の位置度公差 公差値は,一方向だけに指定できる。そのときの公差域の幅は,寸法線の矢
の方向である[図3 a)及び図3 b)参照]。
図3 a) 図面指示
図3 b) 解釈
5
B 0025 : 1998 (ISO/DIS 5458 : 1994)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
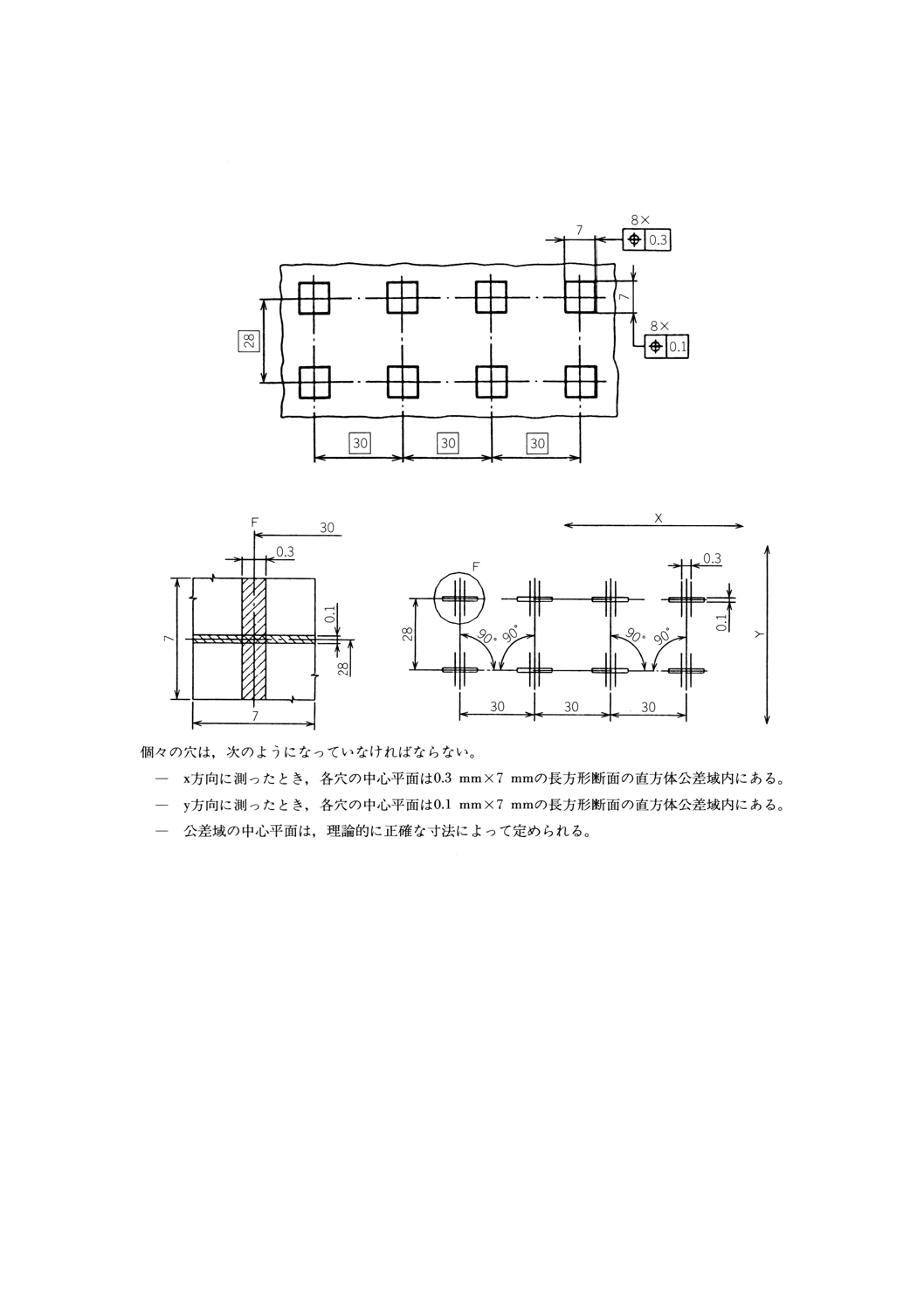
3.5.2
二方向の位置度公差 公差値は,互いに直角な二方向に指定することができる。二方向の公差値が
異なる値をとる場合は,図4 a)及び図4 b)参照。二方向の公差値が等しい値をとる場合は,図5 a)及び図5
b)参照。
図4 a) 図面指示
図4 b) 解釈
6
B 0025 : 1998 (ISO/DIS 5458 : 1994)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.5.3
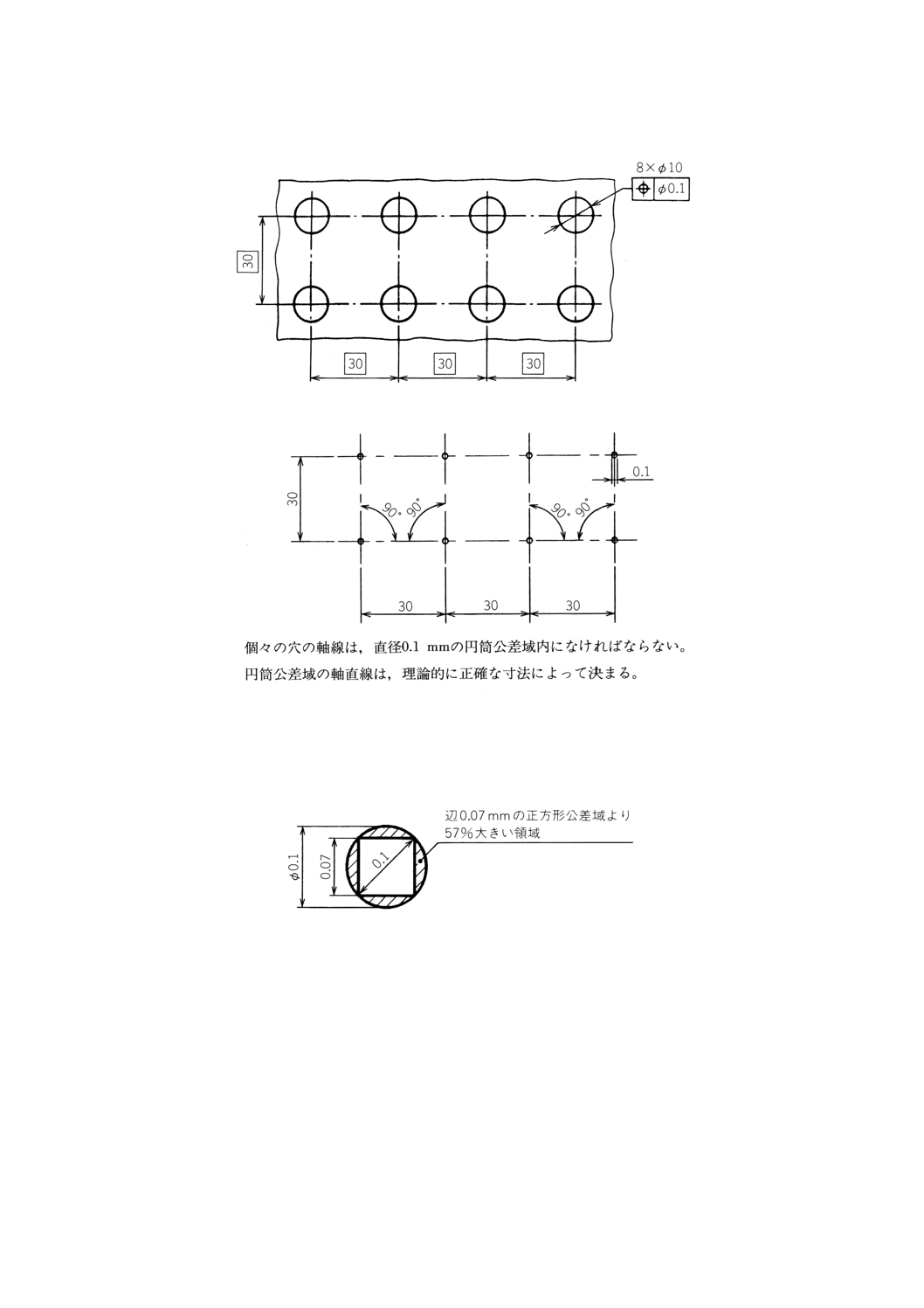
方向を定めない場合の位置度公差 公差は,円筒公差域によって指定する[図5 a)及び図5 b)参照]。
図5 a) 図面指示
図5 b) 解釈
備考 円筒形体のはまり合う部品に対しては,通常,公差は理論的に正確な位置からいずれの方向に
も等しいので,公差域は円筒形となる。この公差方式による公差域は,直角座標方式によって
形成される正方形(又は長方形)断面の直方体公差域よりも大きくなる(図6参照)。
図6
4. 公差の組合せ
4.1
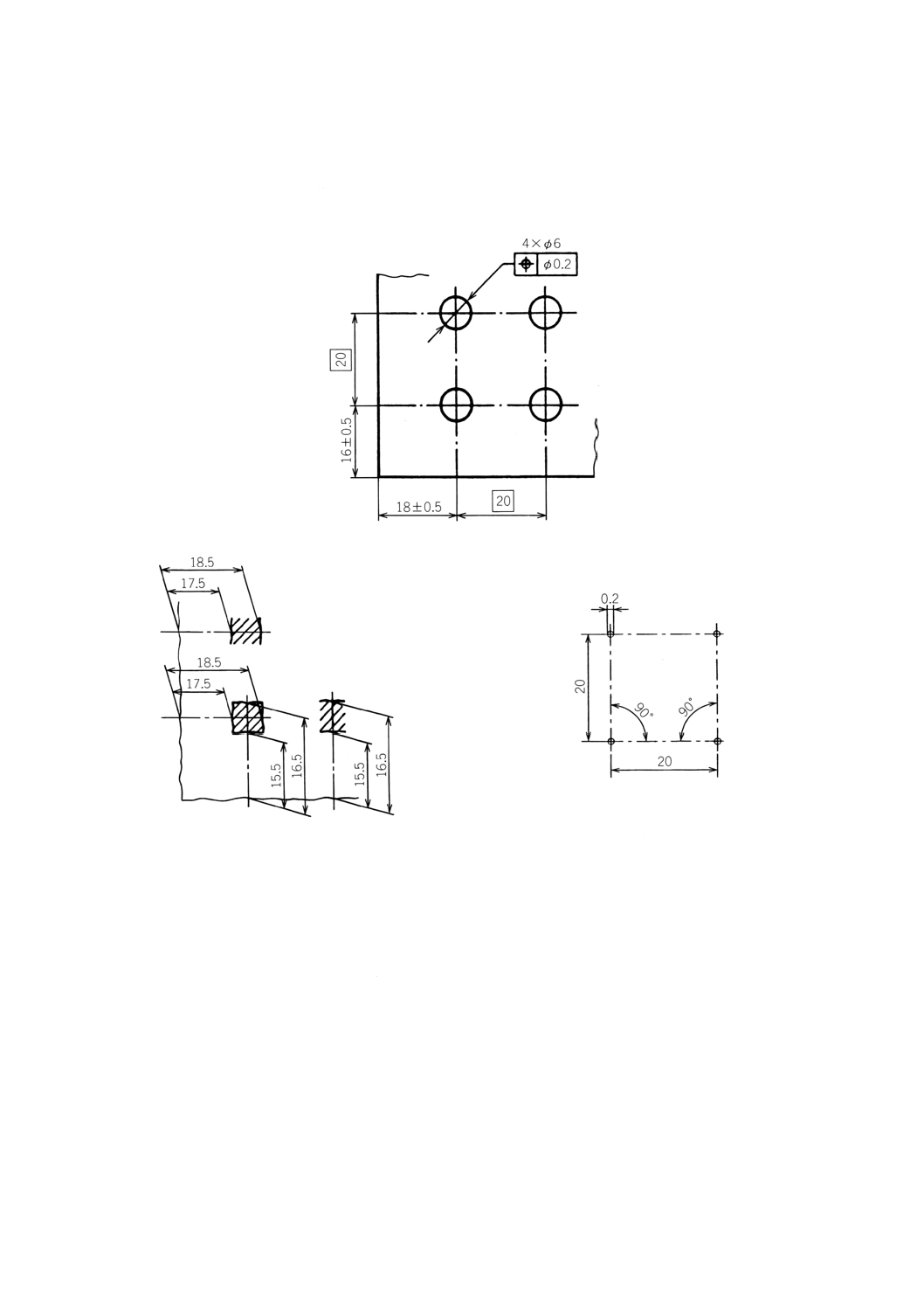
ある形体グループを構成する各形体が位置度公差方式によって個々に位置付けられ,さらにそのパ
ターンの位置が直角座標方式の公差によって位置付けられているときには,それぞれの要求事項は独立に
満たされなければならない[図7 a)参照]。
4.1.1
図7に示す左側の個々の穴の実際の軸線と左側の側面との距離は,許容限界寸法17.5mmと18.5mm
との間になければならない(2点測定,JIS B 0024参照)。
図7に示す下側の個々の穴の実際の軸線と下側の側面との距離は,許容限界寸法15.5mmと16.5mmと
7
B 0025 : 1998 (ISO/DIS 5458 : 1994)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
の間になければならない[図7 a)及び図7 b)参照]。
4.1.2
個々の穴の実際の軸線は,図示するように直径0.2mmの円筒公差域内になければならない。
なお,その位置度公差域の軸線は,互いに理論的に正確な位置にある[図7 c)参照]。
図7 a) 図面指示
図7 b) 解釈
図7 c) 解釈
備考 この方法は別の解釈がされる可能性があるので,より明確な解釈が必要な場合には,位置度公差方式及びデー
タムの指示をする(4.2参照)。
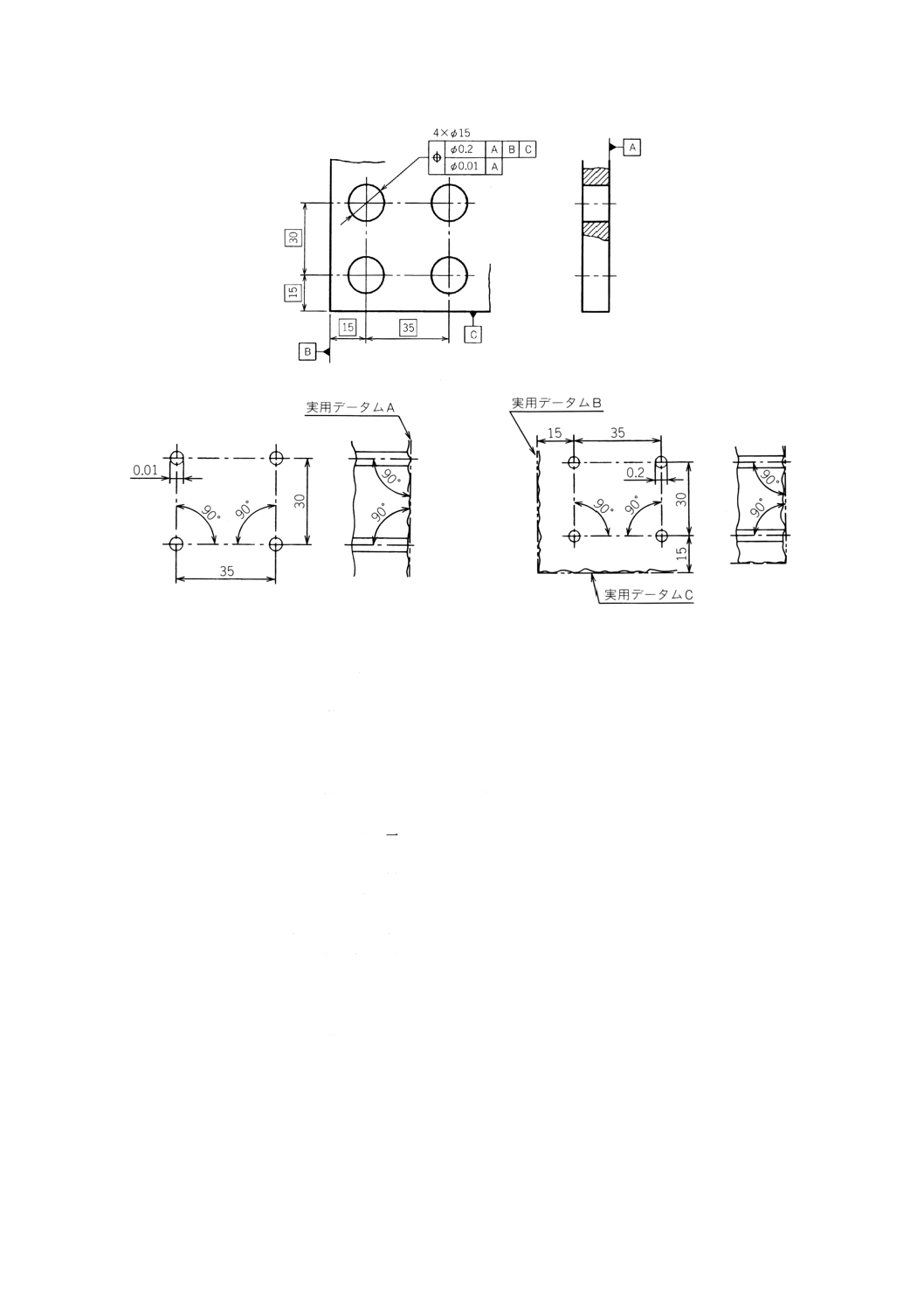
4.2
ある形体グループを構成する形体が位置度公差方式によってそれぞれ位置付けられ,さらにそのパ
ターンの位置も位置度公差方式によって位置付けられているときには,それぞれの要求事項は独立に満た
されなければならない[図8 a)参照]。
4.2.1
図8に示す四つの穴の実際の軸線は,直径0.01mmの円筒公差域内になければならない。
なお,個々の穴の位置度の公差域は,互いに理論的に正確な位置に配置され,データムAに対して垂直
である[図8 b)参照]。
4.2.2
図8に示す各穴の実際の軸線は,直径0.2mmの円筒公差内になければならない。
なお,その位置度公差域は,データムAに対して垂直であり,かつ,データムBとCに対して理論的
に正確な位置にある[図8 c)参照]。
8
B 0025 : 1998 (ISO/DIS 5458 : 1994)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図8 a) 図面指示
図8 b) 解釈
図8 c) 解釈
幾何学的公差国際整合化分科会検証方法等JIS原案作成WG委員会 構成表 (JIS B 0025)
氏名
所属
(主査)
*
大 園 成 夫
東京大学工学系研究科
(幹事)
*
高 増 潔
東京大学工学系研究科
(委員)
○ 塚 田 忠 夫
東京工業大学大学院情報理工学研究科
*
中 込 常 雄
中込技術士事務所
福 永 太 郎
東京都立工科短期大学名誉教授
*
桑 田 浩 志
トヨタ自動車株式会社設計管理部
吉 本 勇
東京工業大学名誉教授
野 上 昭 三
株式会社アマダ
△ 徳 岡 直 静
慶應義塾大学理工学部
*
吉 岡 武 雄
通商産業省工業技術院機械技術研究所
*
沢 辺 雅 二
株式会社ミツトヨ
江 守 忠 哉
江守設計研究所
福 島 彰
財団法人日本船舶標準協会
中 村 智 男
日本ねじ研究協会
田 中 誠之助
株式会社佐賀鉄工所
西 山 信 夫
株式会社名古屋螺子製作所
中 島 誠
通商産業省機械情報産業局
本 間 清
通商産業省工業技術院標準部
*
藤 田 富 男
通商産業省工業技術院標準部
(事務局)
杉 田 光 弘
財団法人日本規格協会
備考 ○印はWG主査,△印はWG幹事,*印はWG委員会兼務を示す。
文責 塚田忠夫