2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0006-1993
(ISO 6413 : 1988)
製図−スプライン及び
セレーションの表し方
Technical drawings−Representation
of splines and serrations
日本工業規格としてのまえがき
この規格は,1988年第1版として発行されたISO 6413 (Technical drawings−Representation of splines and
serrations) を翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本工業規格である。
なお,この規格票で点線の下線を施してある“参考”は,原国際規格にはない事項である。
1. 適用範囲 この規格は,図面にスプライン及びセレーションを表す方法並びに図記号を規定する。規
定する表し方は,次の二つである。
(a) 忠実な表し方
(b) 簡単な表し方
参考 忠実な表し方は5.に,簡単な表し方は6.及び7.に規定する。
この規格に規定する方法及び図記号は,対象部分(軸及びハブ)の詳細な図及び継手の組立
図に適用する。
備考 統一を保つために,この規格のすべての図は,第三角法で描いてある。
この規格で定めた原則を何ら損なうことなく,第一角法にも全く同等に用いることができる
と理解するとよい。
参考 原国際規格では,図をすべて第一角法で描いているが,この日本工業規格では第三角法の図に
した。したがって,この備考は,“第一角法”を“第三角法”に読み替えて記載してある。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定を構成する。こ
の原国際規格の発行の時点では,各引用規格はここに示す年度の版が有効であった。すべての規格は改正
されるものであり,この規格に基づくことに合意した関係者は,これらの引用規格の最新版を適用する可
能性を調べることに努めるのがよい。IEC及びISOの会員は,現行の国際規格の登録簿を維持管理してい
る。
ISO 14 : 1982 Straight-sided splines for cylindrical shafts with internal centering−Dimensions, tolerances
and verification
ISO 128 : 1982 Technical drawings−General principles of presentation
ISO 3098-1 : 1974 Technical drawings−Lettering−Part 1 : Currently used characters
ISO 3461-2 : 1987 General principles for the creation of graphical symbols−Part 2 : Graphical symbols for
2
B 0006-1993 (ISO 6413 : 1988)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
use in technical product documentation
ISO 4156 : 1981 Straight cylindrical involute splines−Metric module, side fit−Generalities, dimensions and
inspection
3. 定義 この規格に用いる用語の定義は,次による。
3.1
スプライン継手 (spline joint) 円筒状の軸の外周に設けられた等間隔の歯と,関連する円筒状の穴
の内周に設けられた軸と同じ間隔のはまり合う溝とが,同時にか(噛)み合うことによってトルクを伝達
する結合した同軸の機械要素 [ISO 4156 : 1981]。
3.2
インボリュートスプライン (involute spline) 歯面の輪郭が,インボリュート曲線の歯若しくは溝
をもつスプライン継手の軸又は穴 [ISO 4156 : 1981]。
3.3
角形スプライン (straigbt-sided spline) 歯面の輪郭が,平行平面の歯若しくは溝をもつスプライン
継手の軸又は穴。
3.4
セレーション (serration) 歯面の輪郭が,一般に60°の圧力角の歯若しくは溝をもつスプライン
継手の軸又は穴。
4. 呼び方 スプライン継手の呼び方は,種類の図記号及び該当する規格(2.参照),又はこの主題を扱う
その他の規格に規定する継手の呼び方で構成する。
参考 ISO 14 : 1982及びISO 4156 : 1981に規定するスプラインの呼び方の箇条を翻訳したものを巻末
に参考スプラインの呼び方として示す。
4.1
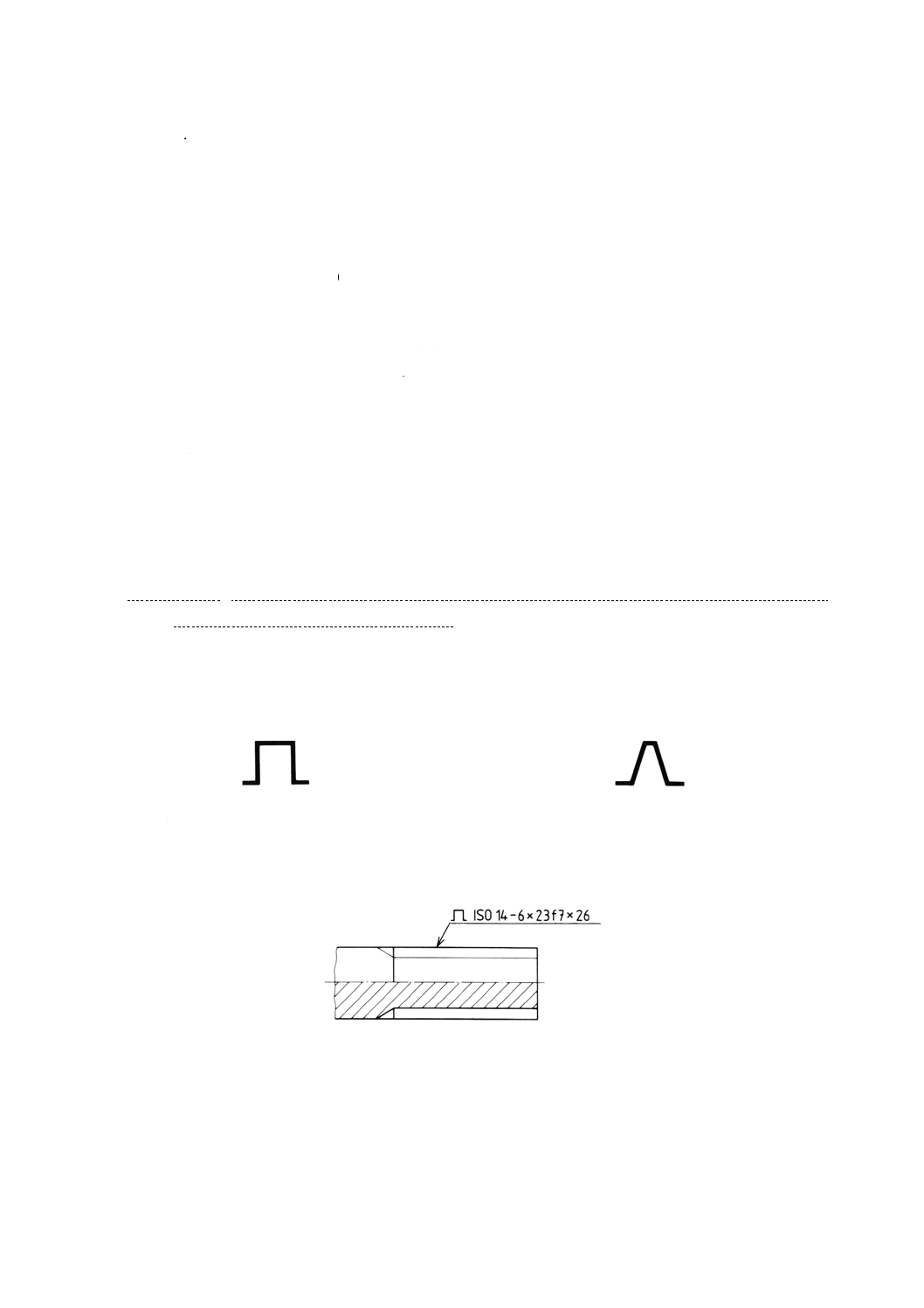
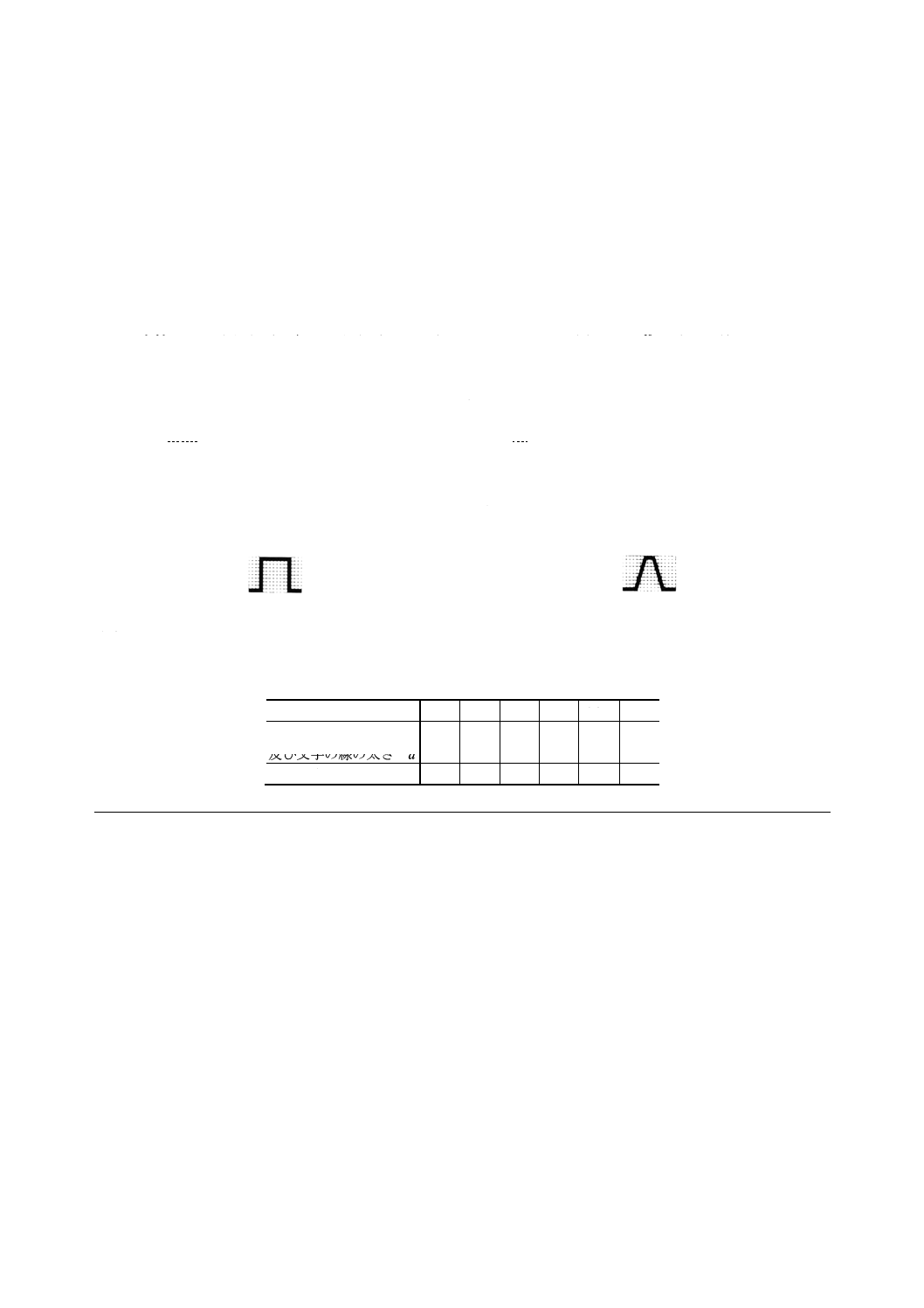
図記号 スプライン継手の種類は,図記号で示す。
角形スプライン(ISO 14参照)の図記号を図1に,インボリュートスプライン(ISO 4156参照)及びセ
レーションの図記号を図2に示す。
図1
図2
図記号の比率及び寸法を,附属書Aに規定する。
4.2
呼び方の指示方法 呼び方は,その形体の付近に,必ずスプライン継手の輪郭から引出線を引き出
して指示するのがよい(図3参照)。
図3
スプライン継手が上記の規定によらない場合,又はその要求事項を修正した場合には,必要事項をその
図面の中,又は他の関連文書に,表の形で示すとともに,適用する輪郭に引出線及び図記号を用いて照合
させなければならない。
3
B 0006-1993 (ISO 6413 : 1988)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. スプライン継手の完全な図示 正しい寸法ですべての細部を示すスプライン継手の完全な図示は,通
常は技術図面には必要でなく,避けるほうがよい。
もし,そのような図示をしなければならない場合には,ISO 128に規定する図形の表し方を適用する。
参考 ISO 128に規定する図形の表し方は,JIS Z 8316の規定と同等である。
必要がある場合には,4.によるスプライン継手の呼び方を付記してもよい。
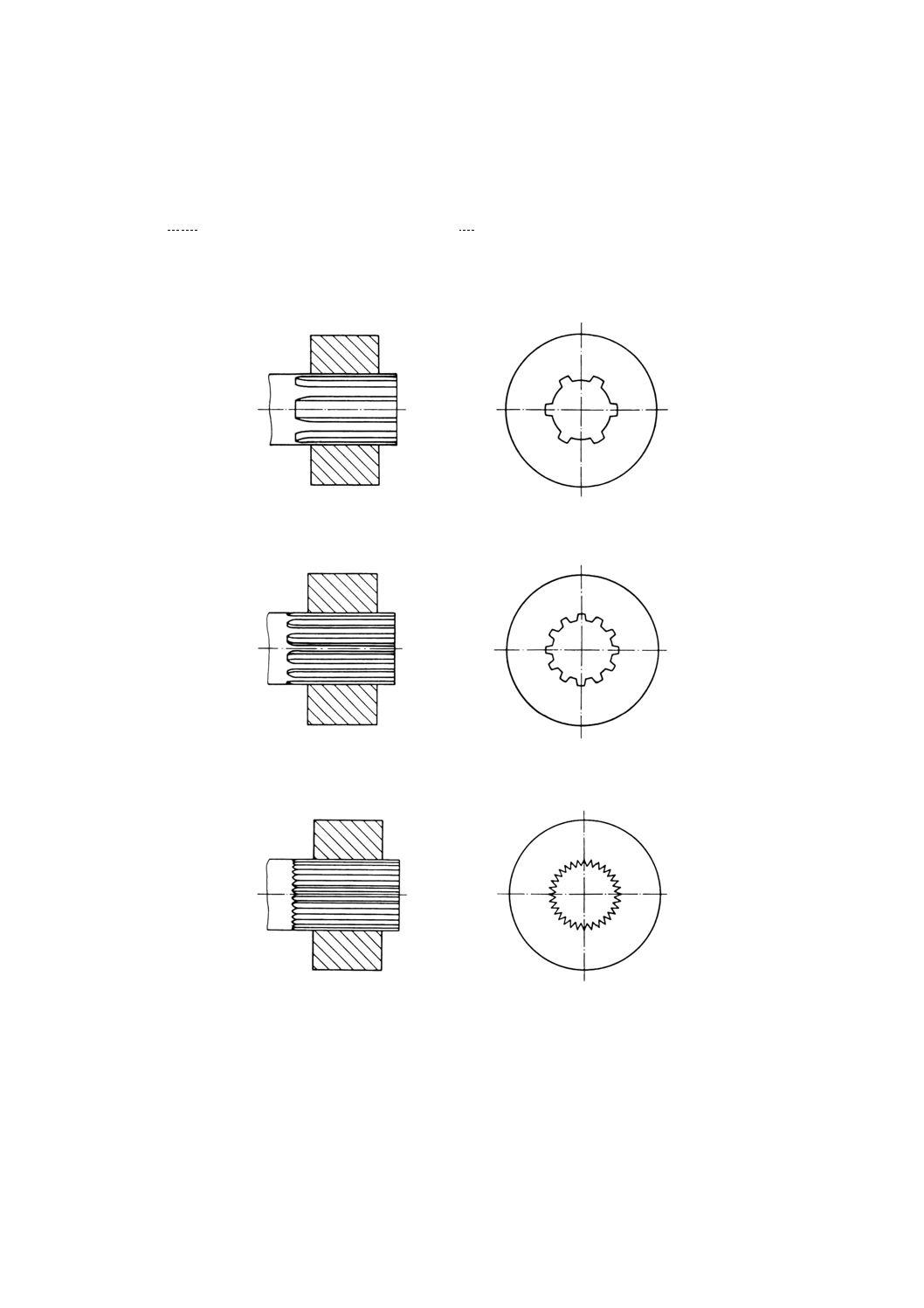
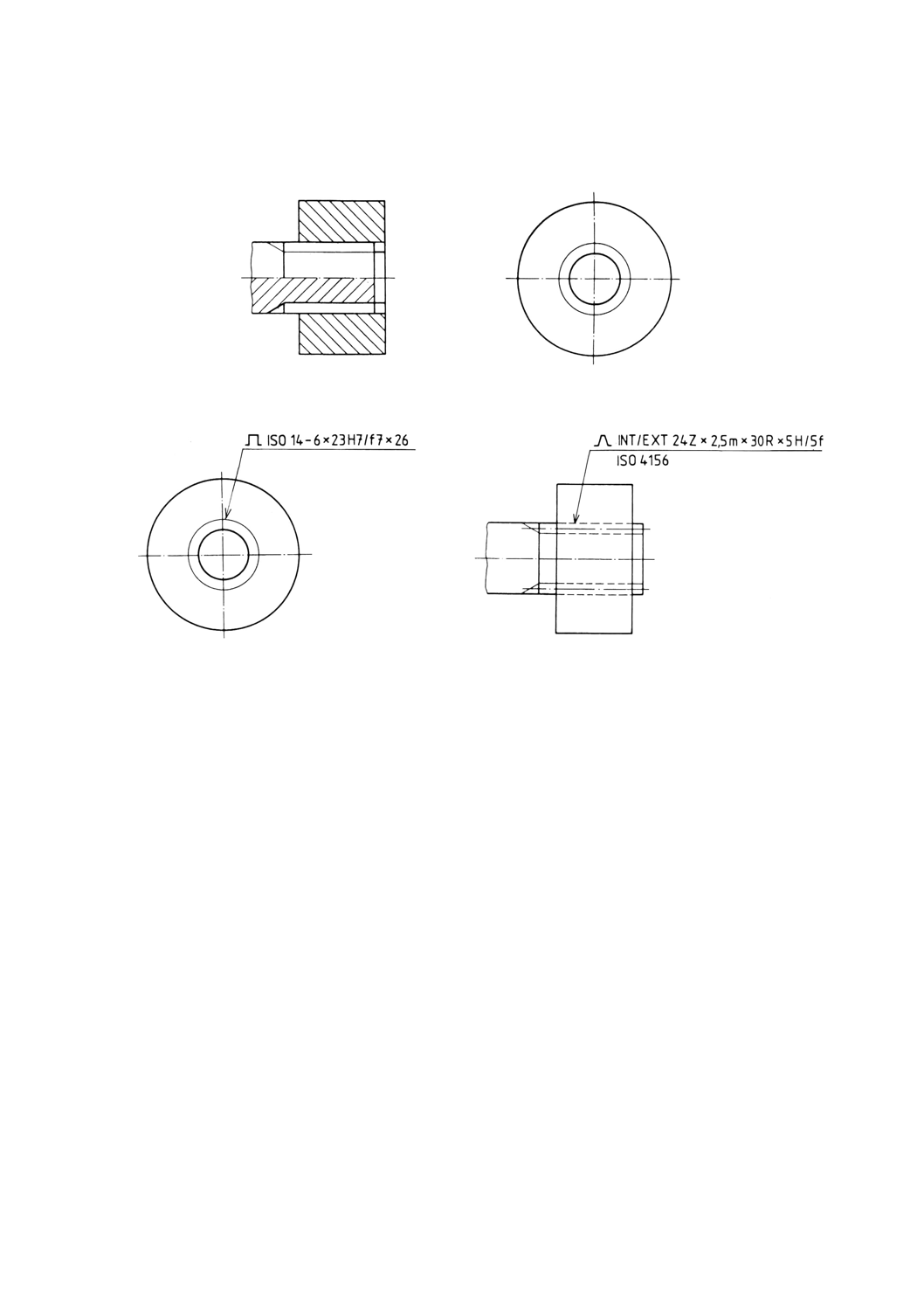
角形スプライン継手の完全な図示の例を,図4に示す。
図4
インボリュートスプライン継手の完全な図示の例を,図5に示す。
図5
セレーションの完全な図示の例を,図6に示す。
図6
6. 簡単な図示
6.1
一般 表1に示すような角形スプライン及びインボリュートスプラインの簡単な図示は,通常,す
べての必要な情報を伝えるために適している。
4
B 0006-1993 (ISO 6413 : 1988)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
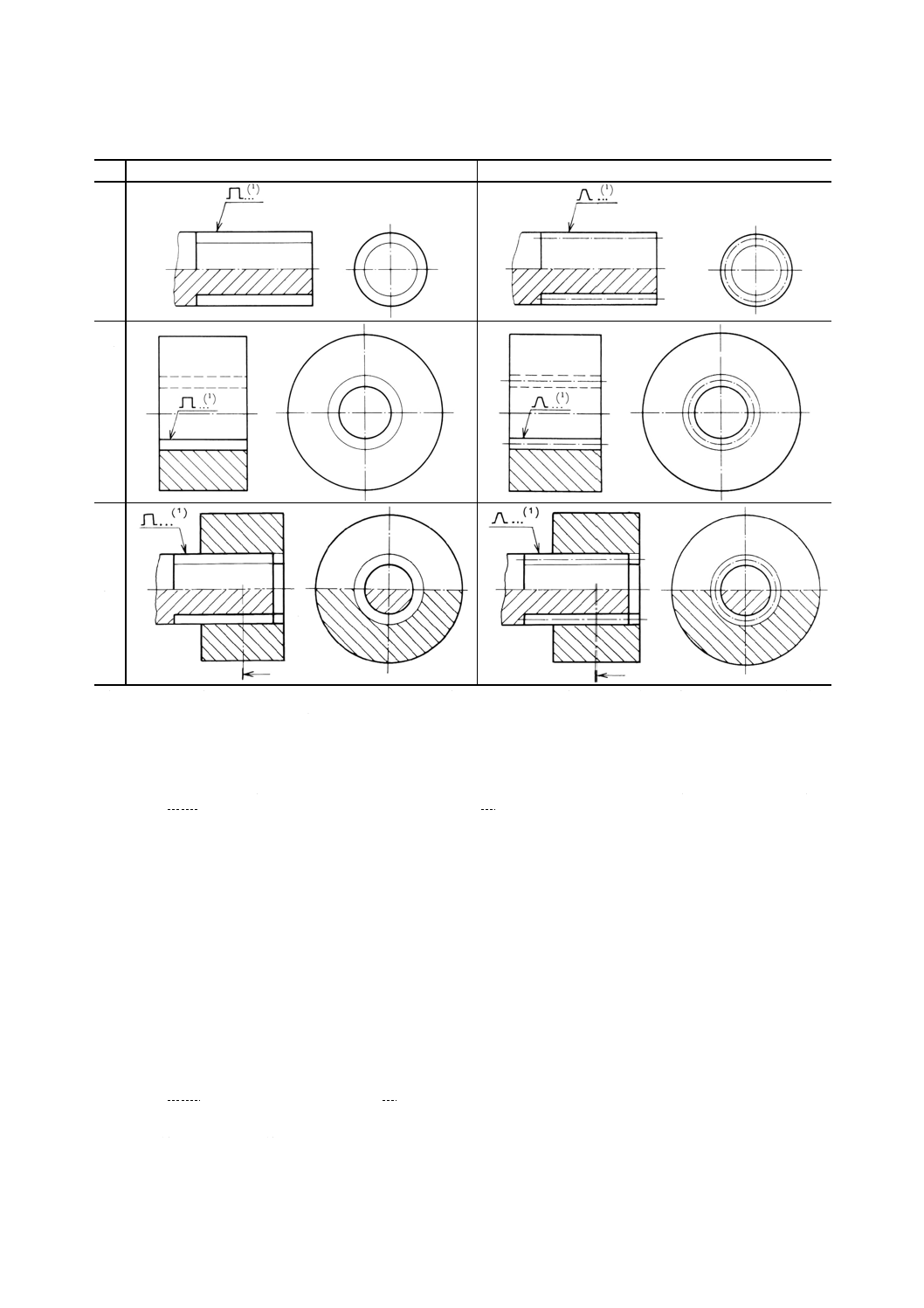
表1 簡単な図示
角形スプライン
インボリュートスプライン及びセレーション
軸
ハ
ブ
ス
プ
ラ
イ
ン
継
手
注(1) 必要な場合には,4.によるスプライン継手の呼び方を付記しなければならない(例えば,図13及び図14参照)。
6.2
細部の図示(軸及びハブ) 基本原則に従って,スプライン継手の部分は歯が切ってない中実の部
分として図示し,これに細い実線(ISO 128の線の種類B参照)で歯底面を,又は細い一点鎖線(ISO 128
の線の種類G参照)でピッチ面を図示する。
参考 ISO 128の線の種類B及びGは,それぞれJIS Z 8312に規定する細い実線及び細い一点鎖線と
同じである。
6.2.1
輪郭及び端部 軸(外側スプライン)又はハブ(内側スプライン)の輪郭及び端部は,次の状態を
描く。
・ 外形図では,歯先面で表す円筒(外側スプラインでは例えば外径面,内側スプラインでは例えば内
径面)によって作られる中実の部分の状態。
・ 長手方向の断面図では,実際の歯の間隔に関係なく,正反対側に相対して2枚の歯(ただし,歯は
切断しない。)をもつ軸又はハブの状態。
6.2.2
歯底面 角形スプラインに対しては,歯底面(外側スプライン部の小径面,内側スプラインの大径
面)を,細い実線(ISO 128の線の種類B参照)で描く。ただし,スプラインを切った軸又はハブの長手
方向の断面図では,歯底面は表1によって太い実線(ISO 128の線の種類A参照)で描く。
参考 ISO 128の線の種類Aは,JIS Z 8312に規定する太い実線と同じである。
6.2.3
ピッチ面 インボリュートスプライン及びセレーションに対しては,ピッチ面(ピッチ円)を,細
い一点鎖線(ISO 128の線の種類G参照)で描く。
5
B 0006-1993 (ISO 6413 : 1988)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2.4
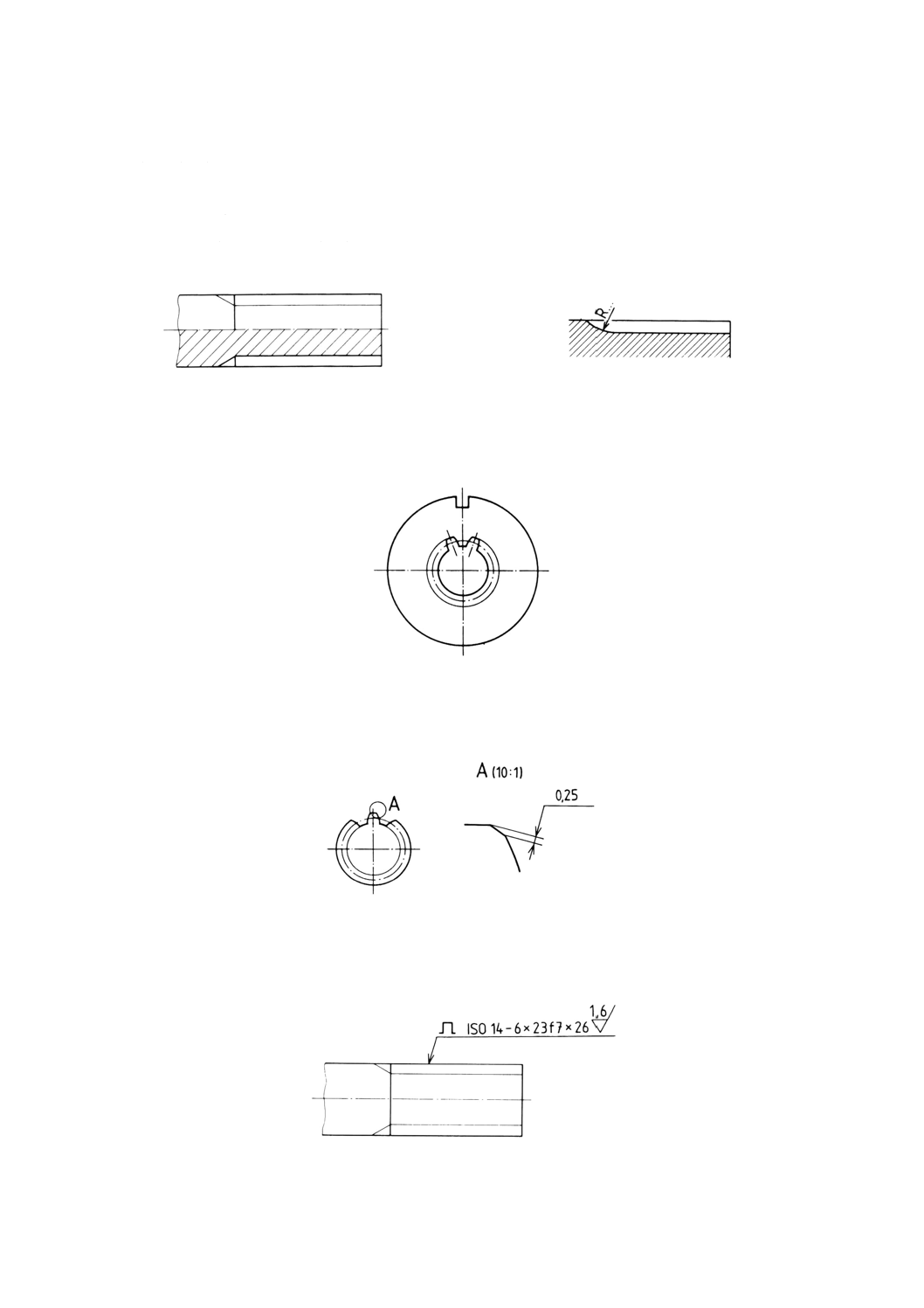
有効長さ スプラインを切った部分の有効長さは,太い実線(ISO 128の線の種類A参照)で図示
する(図7参照)。
通常はスプラインを切った部分の有効長さだけを描く。
6.2.5
工具の逃げ 必要な場合には,工具の逃げを歯底面に用いた線と同じ線を用いて,斜線又は円弧で
図示してもよい(図7及び図8参照)。
図7
図8
6.2.6
歯の位置 中心軸に直交する所定の平面に関して,歯の位置を指示する必要がある場合には,1枚
又は2枚の歯を太い実線(ISO 128の線の種類A参照)で描いてもよい(図9参照)。
図9
6.2.7
歯の輪郭の詳細図 呼び方だけでは明確に表現できない場合には,歯の輪郭の詳細な図を追加する
のがよい(図10参照)。
図10
6.2.8
面の肌 接触面(歯底及び歯先の円周面は含まない。)の面の肌を指示する必要がある場合には,
図11に示すように図記号,呼び方及び面の肌に用いる図面指示を,共通の引出線上に示すのがよい。
図11
6
B 0006-1993 (ISO 6413 : 1988)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7. 組立図 前項の細部の図示のための規定は,組立図にも適用できる(図12参照)。
図12
組立図では,図13及び図14に示すように,両方の部分(ハブ及び軸)の呼び方を組み合わせる。
図13
図14
7
B 0006-1993 (ISO 6413 : 1988)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(規定) 図記号の比率及び寸法
この規格に規定した図記号の大きさを,他の図面指示事項の大きさと整合させるために,ISO 3461-2に基
づいて,次の規定を適用する。
A.1 一般要求時事項
A.1.1 本体4.に示す図記号は,その図面中で寸法記入に用いる文字の高さhの101に等しい線の太さd'を用
いて指示する。
A.1.2 追加する仕様に用いる数字及び文字は,その図面中で寸法記入に用いる文字と同じ線の太さd,高さ
h及び書体を用いて,ISO 3098-1(B形,直立体の文字)に基づいて描く。
参考 ISO 3098-1のB形,直立体の書体の文字は,JIS Z 8313に規定するB形直立体の数字・英字と
同じである。
A.2 比率 図記号は,図A.1及び図A.2に示すとおりに描く。
図A.1
図A.2
A.3 寸法 図記号及び付記する仕様に用いる大きさの範囲を,表A.1に示す。
表A.1 寸法
単位 mm
数字・文字の高さ h
3.5
5
7
10
14
20
記号の線の太さ d'
及び文字の線の太さ d 0.35
0.5
0.7
1
1.4
2
記号の高さ h'
3.5
5
7
10
14
20
関連規格 JIS B 1601 角形スプライン
JIS B 1602 インボリュートセレーション
JIS D 2001 自動車用インボリュートスプライン
JIS Z 8312 製図に用いる線
JIS Z 8313 製図に用いる文字
JIS Z 8316 製図における図形の表し方
8
B 0006-1993 (ISO 6413 : 1988)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考 スプラインの呼び方
序文 この参考は,ISO 14 : 1982及びISO 4156 : 1981に規定する仕様をもつスプラインの呼び方の箇条を
翻訳したものであり,規定の一部ではない。
1. 角形スプラインの呼び方(ISO 14の3.) スプラインを切った軸又は穴の輪郭は,次の事項を,その
順序に明記して呼ぶ。
スプラインの歯数N,小径d,大径D
これらの三つの数値を記号×で分ける。
例 軸(又は穴) 6×23×26
2. インボリュートスプラインの呼び方(ISO 4156の12.3) すぐ歯(はす歯でない。)円筒スプライン
(メートルモジュール,歯面合わせ)のはめあい部分は,次の順序で呼ぶ。
a) 内側スプライン
=INT
外側スプライン
=EXT
はめあったスプライン
=INT/EXT
b) 歯の数
=Z(数に続けて)
c) モジュール
=m(数値に続けて)
d) 圧力角30°,平底
=30P
圧力角30°,丸底
=30R
圧力角37.5°
=37.5
圧力角45°
=45
e) 公差等級
=4−5−6−7
f)
はめあいの種類
内側スプライン
=H
外側スプライン
=k−js−h−f−e−d
g) ISO 4156
例 歯数24,モジュール2.5,圧力角30°丸底,公差等級5,H/fのはめあいの,はめあったスプライ
ンの場合
はめあった状態: INT/EXT24Z×2.5m×30R×5H/5f
ISO 4156
内側スプライン: INT24Z×2.5m×30R×5H
ISO 4156
外側スプライン: EXT24Z×2.5m×30R×5f
ISO 4156
9
B 0006-1993 (ISO 6413 : 1988)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
スプライン及びセレーションの製図JIS原案委員会 構成表
氏名
所属
(委員長)
○ 中 込 常 雄
中込技術士事務所
(幹事)
○ 八 戸 信 昭
東京都立科学技術大学管理工学科
○ 福 永 太 郎
東京都立工科短期大学(名誉教授)
河 野 博 文
通商産業省機械情報産業局
服 部 幹 雄
通商産業省工業技術院標準部
○ 桐 山 和 臣
通商産業省工業技術院標準部
江 守 忠 哉
標準化コンサルタント
池 田 順 一
財団法人日本規格協会技術・検査部
内 藤 邦 夫
日本精密測定機器工業会(株式会社三精工作所)
田 仁 哲
社団法人日本工作機械工業会技術部
○ 林 道 夫
社団法人日本歯車工業会(大久保歯車工業株式会社)
大 前 祐 通
日本ギア工業株式会社生産本部
○ 野 上 彰
日本工具工業会(株式会社不二越)
○ 桑 田 浩 志
社団法人自動車技術会(トヨタ自動車株式会社)
小 川 隆 也
財団法人日本船舶標準協会(石川島播磨重工業株式会社)
○ 深 澤 洌 志
社団法人日本建設機械化協会(株式会社小松製作所)
若 生 寛 治
財団法人鉄道総合技術研究所在来線高速化推進部
(事務局)
若 泉 俊 文
財団法人日本規格協会技術・検査部
備考 ○印は,作業グループの委員を示す。
文責 中込 常雄