2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
A 8915-1995
土工機械の重心位置測定方法
Earth-moving machinery−Method for locating the centre of gravity
1. 適用範囲 この規格は,土工機械(1)(以下,機械という。)の重心位置測定方法について規定する。
注(1) ここでいう土工機械とは,トラクタ,ローダ,スクレーパ,油圧ショベル,モータグレーダ,
ダンプトラック,タイヤローラ,振動ローラ,ロードローラなどをいう。
備考1. この規格の引用規格を,次に示す。
JIS B 7510 精密水準器
JIS B 7512 鋼製巻尺
JIS B 7526 直角定規
JIS B 7534 金属製角度直尺
JIS Z 8401 数値の丸め方
2. この規格の対応国際規格を,次に示す。
ISO 5005 Earth-moving machinery−Method for locating the centre of gravity
2. 用語の定義 この規格で用いる主な用語の定義は,次のとおりとする。
(1) 垂直基準面1 重心位置表示の基準となる平面で,一般には,起動輪又は後輪(3軸以上の場合は最後
輪)の軸心を含む垂直平面。ただし,ローダの場合は,遊動輪(2)又は前輪の軸心を含む垂直平面。
注(2) 遊動輪の位置は,仕様書に定める接地長さに対応する位置とする。
(2) 垂直基準面2 重心位置表示の基準となる平面で,クローラ中心距離,輪距又は締固め幅の中心線を
通り,垂直基準面1と交わる垂直平面。
(3) 水平基準面 重心位置表示の基準となる平面で,機械の置かれる水平面。ただし,クローラ式機械で
は,シューの突起が沈まない面とする。
(4) 水平前後座標 重心から垂直基準面1までの距離。
(5) 水平横座標 重心から垂直基準面2までの距離。前進方向を向いて重心が垂直基準面2より右にある
場合を+,左にある場合を−とする。
(6) 垂直座標 重心から水平基準面までの距離。
3. 測定条件 機械は,次の条件で測定を行う。
なお,当事者間で同意した他の条件で行うこともできる。
(1) 機械は,土砂などの付着,部分的変形などがなく,正常に稼働できる状態とする。
(2) 燃料は,タンク容量の95%以上,冷却水,潤滑油,作動油などはそれぞれ規定された量とし,乗員を
含まない。
(3) 工具類,スペアタイヤなどは,正規の保管位置に装備する。
2
A 8915-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(4) タイヤ空気圧力は,製造業者の取扱説明書などに指定する圧力とし,圧力が範囲で指定されている場
合には,原則としてその最高圧力とする。液体封入タイヤを装着した機械では,製造業者の指定に従
って液体を満たす。
(5) 機械は,通常走行姿勢又は運行姿勢とし,無負荷状態で測定を行う。ただし,その他の姿勢(3)又は負
荷状態の重心を求める必要のある場合は,それぞれの状態で測定を行うことができる。
注(3) これらの姿勢の詳細は,各機械ごとの規格に定めるものとする。
4. 測定機器 重心位置を測定するための測定機器は,クレーン,デッキ,ナイフエッジ,下げ振り,又
はこれらと同等の機能をもつもののほかに,次のものを用いる。
(1) 水準器 JIS B 7510に規定するもの。
(2) 直角定規 JIS B 7526又はJIS B 7534に規定するもの。
(3) 巻尺 JIS B 7512に規定する1級。
(4) 計量台 測定対象物を計量するのに十分な容量の計量台を用い,精度は,0.5%FS(フルスケール)の
ものを使用する。
(5) 記録板 記録板は,表面が滑らかな堅固な板で,その寸法は,高さ600mm以上,幅450mm以上の大
きさのものとし,機械の側面の適当な場所に,垂直基準面1及び水平基準面に対して直角に,垂直基
準面2に対して平行に取り付ける。
5. 測定手順
5.1
水平前後座標
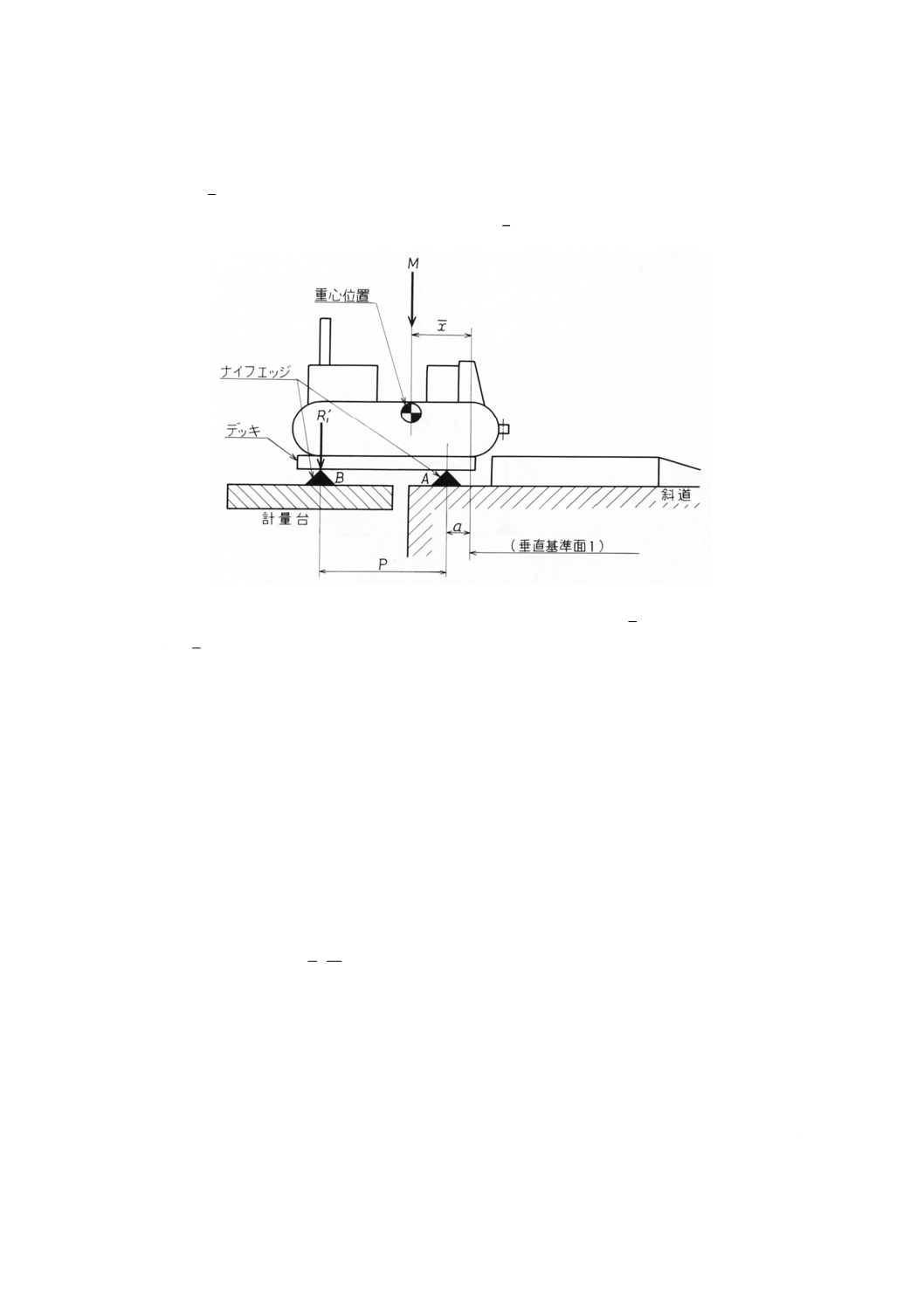
5.1.1
クローラ式機械 クローラ式機械の水平前後座標の測定手順は,次のとおりとする(図1参照)。
(1) 機械質量Mを測定する。ただし,1回に測定できない大形機械,長尺機械は分割計測することもでき
る。
(2) ナイフエッジBの質量とナイフエッジBに配分されるデッキの質量の和rを測定する。
(3) (2)の状態でナイフエッジA,Bに支えられているデッキに,垂直基準面1がナイフエッジAの近くに
くるように機械を載せ,ナイフエッジBに配分される機械とデッキの質量とナイフエッジBの質量の
和R1'を測定する。
(4) ナイフエッジA,B間の距離P及びナイフエッジAから垂直基準面1までの水平距離aを測定する。
(5) ナイフエッジBに配分される機械の質量R1を算出し,次の式によって,水平前後座標xを算出する。
a
M
P
R
x
+
=
・
1
ここに,
x: 水平前後座標 (mm)
R1: ナイフエッジBに配分される機械の質量 (kg)
R1=R1'−r
ここに, R1': ナイフエッジBに配分される機械とデッキ
の質量とナイフエッジBの質量の和 (kg)
r: ナイフエッジBの質量とナイフエッジBに
配分されるデッキの質量の和 (kg)
P: ナイフエッジA,B間の距離 (mm)
M: 機械質量 (kg)
a: ナイフエッジAから垂直基準面1までの水平距離 (mm)
3
A 8915-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ただし,aの値は,ナイフエッジAが垂直基準面1とナイ
フエッジBの間にある場合を+,外にある場合を−とす
る。
(6) この計算値xを用い,重心を通る垂直線V1を機械に取り付けた記録板に描く。
図1 水平前後座標xの決定
5.1.2
ホイール式機械 ホイール式機械の場合は,デッキ及びナイフエッジを用いる必要はない。ブレー
キを緩めた状態で,前軸又は後軸に配分される質量を測定し,軸間距離からxを計算する。
この計算値xを用い,重心を通る垂直線V1を機械に取り付けた記録板に描く。
5.2
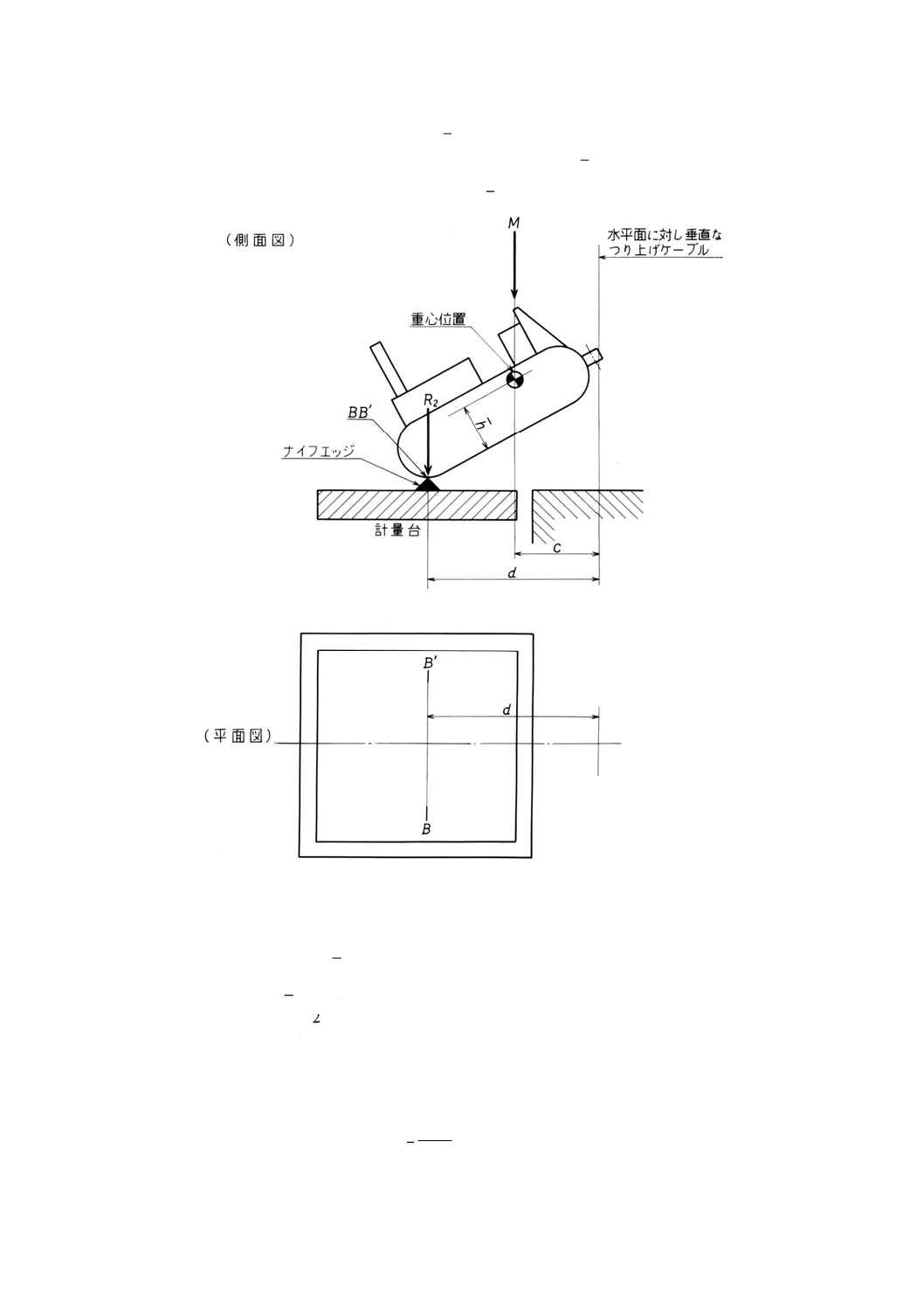
垂直座標 垂直座標の測定手順は,次のとおりとする(図2参照)。
ホイール式機械の場合は,ブレーキを緩めた状態で行う。
クローラ式機械の場合は,接触するシューの突起が左右ともBB'上にくるまで機械を動かすか,又はBB'
上に設置されたナイフエッジなどにシューを載せた状態で行う。
つり上げケーブルは,水平反力が零になるように垂直とする。
(1) 試験する機械の一方を計量台に載せ,他方を水平から15〜25°つり上げる。
なお,この角度は大きいことが望ましい。
(2) 機械の接地点又はナイフエッジと,つり上げケーブルの間の水平距離dを測定する。
(3) 機械の接地点又はナイフエッジに配分される機械だけの質量R2を求め,次の式によって,重心位置と
つり上げケーブルとの間の水平距離cを算出する。
M
d
R
c
・
2
=
ここに,
c: 重心位置とつり上げケーブルとの間の水平距離 (mm)
R2: 機械の接地点又はナイフエッジに配分される機械だけの質量
(kg)
d: 機械の接地点又はナイフエッジと,つり上げケーブルとの間の
水平距離 (mm)
M: 機械質量 (kg)
(4) この計算値cを用い,機械に取り付けた記録板に,重心を通る水平基準面への垂直線V2を描く。
(5) 機械のもう一方をつり上げて上記の手順を繰り返し,記録板に重心を通る水平基準面への垂直線V3
を描く。
4
A 8915-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(6) 記録板上の垂直V1,V2,V3の交点が垂直座標hの位置である。ただし,一般にはこれらは1点で交わ
らず,小さな三角形になるので,三角形の中線の交点を垂直座標hの位置とする。
図2 垂直座標hの決定
5.3
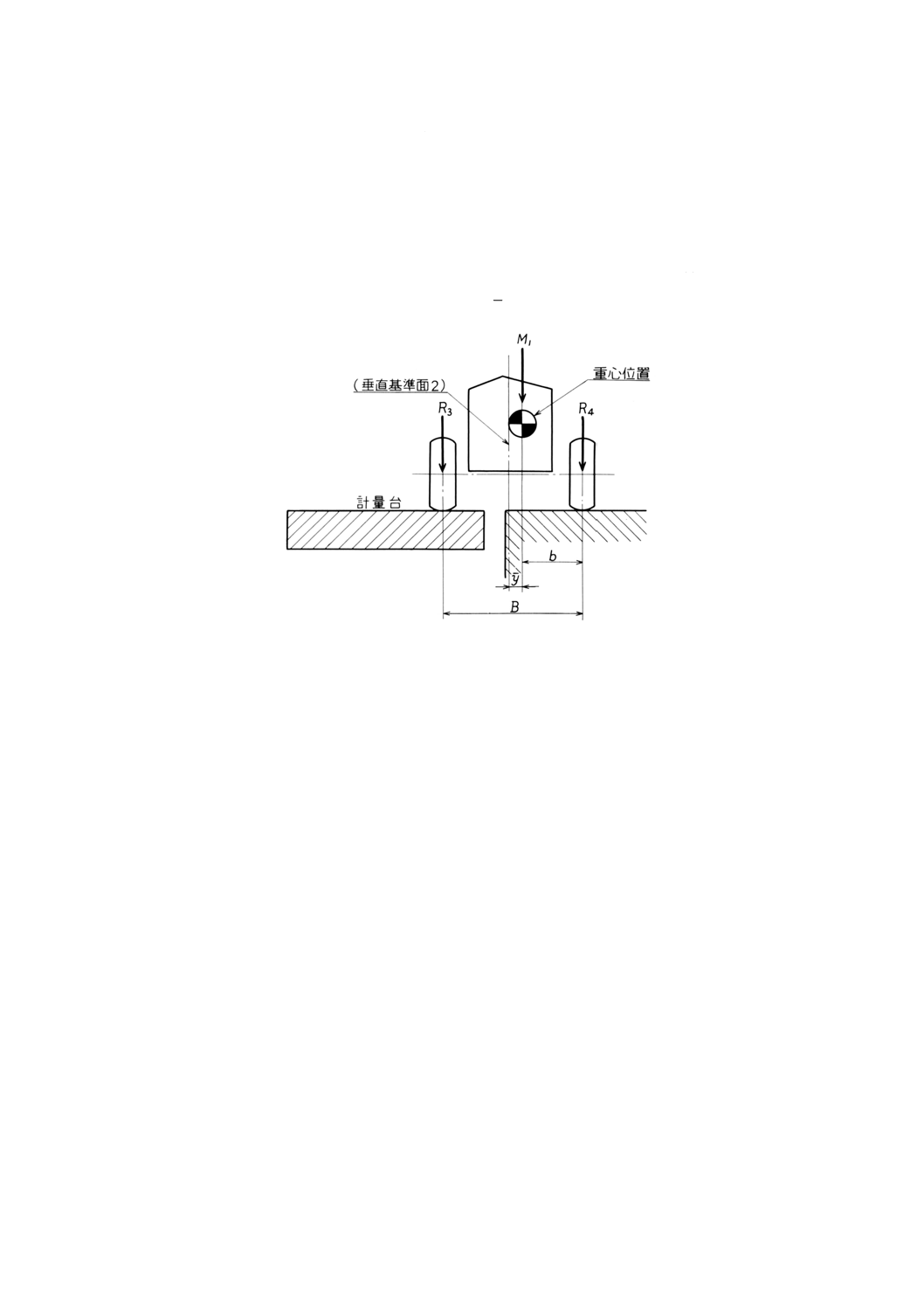
水平横座標 水平横座標の測定手順は,次のとおりとする(図3参照)。
(1) 左側のタイヤ又はクローラに配分される機械の質量R3,右側に配分される質量R4を測定する。
(2) 輪距又はクローラ中心距離Bを測定する。
(3) 次の式によって,水平横座標yを算出する。
b
B
y
−
=2
ここに,
y: 水平横座標 (mm)
B: 輪距又はクローラ中心距離 (mm)
b: 右側のタイヤ又はクローラの中心線から重心位置までの水平距
離 (mm)
1
3
M
B
R
b
・
=
5
A 8915-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,
R3: 左側のタイヤ又はクローラに配分される機
械の質量 (kg)
M1: 左右のタイヤ又はクローラに配分される機
械の質量の合計 (kg)
M1=R3+R4
ここに, R4: 右側のタイヤ又はクロ
ーラに配分される機械
の質量 (kg)
図3 水平横座標yの決定
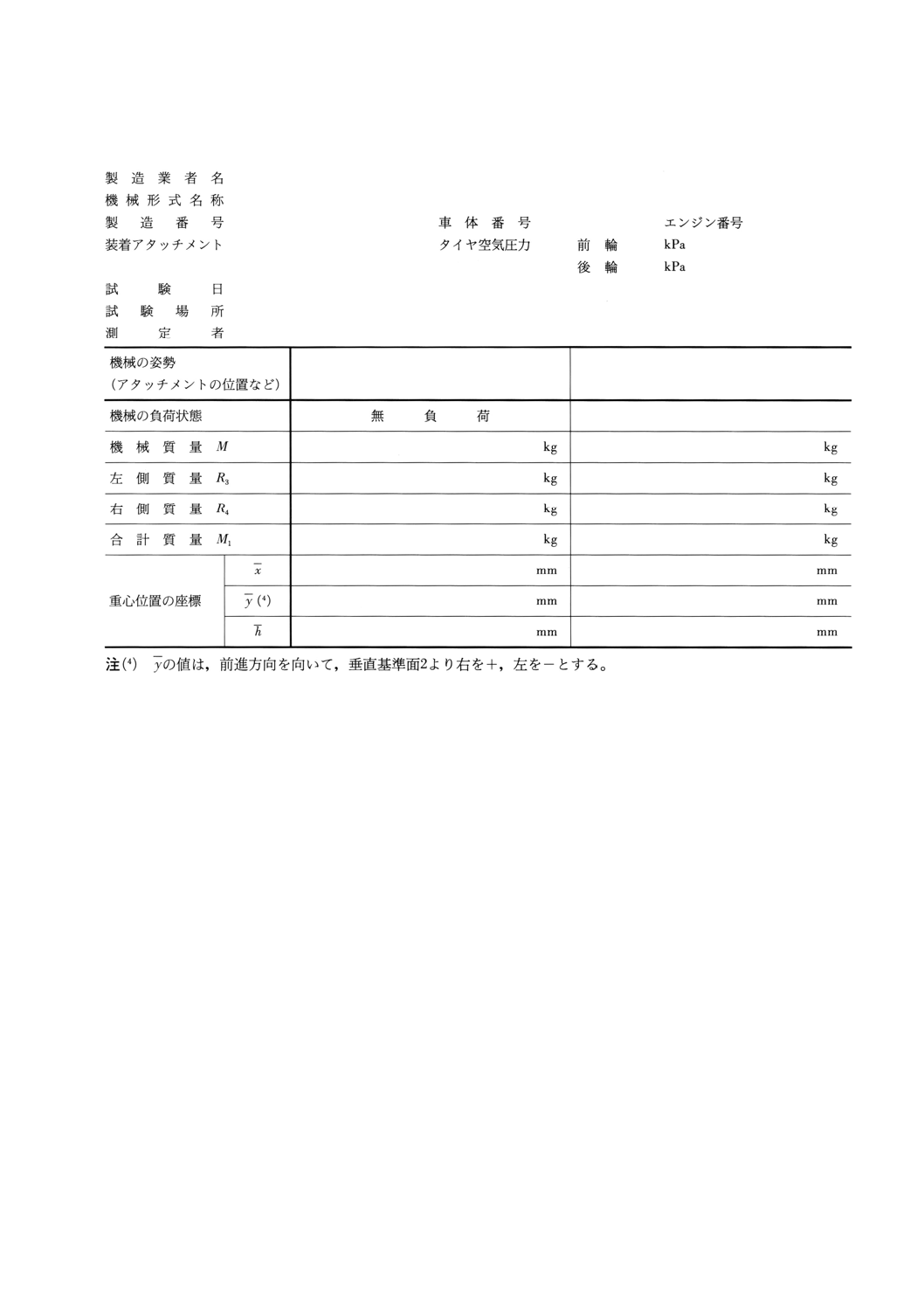
6. 測定結果の記録 測定結果の記録は,表1に示す重心位置測定結果記録表によって行う。
なお,重心位置の測定結果は,JIS Z 8401によって10mmを最小単位に丸めて記録する。
6
A 8915-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 重心位置測定結果記録表
7
A 8915-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS原案作成委員会 構成表
氏名
所属
(委員長)
藤 本 義 二
株式会社エミック
安 達 俊 雄
通商産業省機械情報産業局
高 木 譲 一
工業技術院標準部
高 島 信 也
労働省労働基準局安全衛生部
今 岡 亮 司
建設省建設経済局
吉 田 正
建設省土木研究所材料施工部
石 原 晴 美
建設省建設大学校建設部
永 盛 峰 雄
千葉工業大学
杉 山 庸 夫
社団法人日本建設機械化協会
倉 田 恒 三
マルマ重車輌株式会社
鈴 木 猛 夫
株式会社小松製作所技術本部業務部
会 田 紀 雄
三菱重工業株式会社相模原製作所
高 木 靖 夫
新キャタピラー三菱株式会社技術部
服 部 士 朗
小松メック株式会社
前 田 英 一
株式会社神戸製鋼所建設機械事業部
渡 辺 正
日立建機株式会社マーケティング本部
北 崎 誠
東洋運搬機株式会社竜ケ崎工場
岡 崎 治 義
水資源開発公団第一工務部
小 室 一 夫
西松建設株式会社平塚製作所
立 川 昭
株式会社熊谷組工事総合本部機材部
水 口 弘
株式会社大林組東京本社機械部
山 岸 宏 充
大成建設株式会社安全・機材本部機械部
木 村 隆 一
鹿島建設株式会社機械部
高 野 漠
日本鋪道株式会社
野 村 昌 弘
国土開発工業株式会社
(事務局)
大 橋 秀 夫
社団法人日本建設機械化協会