A 8704-2:2009
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 1
4 仕様書の様式 ··················································································································· 2
5 仕様書の記入要領 ············································································································· 2
5.1 プラント形式名称 ·········································································································· 2
5.2 製造業者名 ··················································································································· 2
5.3 能力 ···························································································································· 2
5.4 操作方式 ······················································································································ 2
5.5 総動力 ························································································································· 2
5.6 骨材供給設備 ················································································································ 2
5.7 石粉供給設備 ················································································································ 2
5.8 アスファルト供給設備 ···································································································· 3
5.9 骨材乾燥設備 ················································································································ 3
5.10 計量装置 ····················································································································· 5
5.11 混合設備 ····················································································································· 6
5.12 運転管理設備 ··············································································································· 6
附属書A(規定)性能試験方法 ······························································································ 13
A 8704-2:2009
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本建設機械化協会(JCMA)及び財
団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工
業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。これによって,JIS A 8704:1994
は廃止され,その一部を分割して制定したこの規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
JIS A 8704の規格群には,次に示す部編成がある。
JIS A 8704-1 第1部:用語及び仕様項目
JIS A 8704-2 第2部:仕様書様式及び性能試験方法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
A 8704-2:2009
道路工事機械−アスファルトプラント−
第2部:仕様書様式及び性能試験方法
Road construction and maintenance equipment−Asphalt mixing plants−
Part 2: Standard form of specifications and testing methods
1
適用範囲
この規格は,加熱混合物の生産能力が毎時30 t以上のバッチ式アスファルトプラント(以下,プラント
という。)の仕様書の様式及び記入要領並びにその性能試験方法について規定する。
なお,性能試験方法は,附属書Aに規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS A 1102 骨材のふるい分け試験方法
JIS A 8704-1 道路工事機械−アスファルトプラント−第1部:用語及び仕様項目
JIS B 7411 一般用ガラス製棒状温度計
JIS Z 8731 環境騒音の表示・測定方法
JIS Z 8801-1 試験用ふるい−第1部:金属製網ふるい
JIS Z 8801-2 試験用ふるい−第2部:金属製板ふるい
JIS Z 8801-3 試験用ふるい−第3部:電成ふるい
JIS Z 8808 排ガス中のダスト濃度の測定方法
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS A 8704-1によるほか,次による。
3.1
標準運転状態
プラント運転時の気温が15 ℃で,試験に使用する骨材の平均の含水比が5 %,加熱骨材の温度が160 ℃
の状態。
3.2
含水比
骨材の含水量と,骨材の乾燥質量との比の百分率。
3.3
有効容量
各装置の標準運転状態で貯蔵できる各材料の最大量。
2
A 8704-2:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4
仕様書の様式
仕様書の様式は,次による。
a) 仕様書は,表1の様式による。
b) 仕様書は,プラントの性能及び諸元の概略を示すもので,記入のときには,目的に応じ項目を適切に
選ぶことができる。
また,各設備に,各部の構造,材料,試験方法などの項目を必要に応じて付記する。
c) 添付図書は,プラントを構成する主な設備を記入した表,平面図,側面図,必要に応じて斜視図など
とする。
5
仕様書の記入要領
5.1
プラント形式名称
プラントの呼び方に用い,製造業者名の略号,形式及びミキサ1バッチの容量 (kg) の順序に記入する。
5.2
製造業者名
プラントの製造業者名を記入する。
5.3
能力
プラントの標準運転状態で,附属書Aに規定する標準配合の加熱混合物を時間当たりの製造できる量を
記入する。
5.4
操作方式
手動式,半自動式,全自動式などのプラント制御の操作方式を記入する。
5.5
総動力
プラントの電動機の総動力及び総電熱量を記入する。
5.6
骨材供給設備
骨材供給設備は,コールドホッパ及びコールドフィーダとし,それぞれ次の要領で記入する。
a) コールドホッパ コールドホッパの記入項目は,容量及び基数とし,有効容量別にホッパの基数を記
入する。
b) コールドフィーダ コールドフィーダの記入項目は,形式,能力及び基数並びに動力とし,それぞれ
次の事項を記入する。
1) 形式 冷骨材を供給するフィーダ方式(レシプロ式,エプロン式,ベルトコンベヤ式,振動式など)。
2) 能力及び基数 フィーダで1時間当たりの供給できる冷骨材の量とフィーダの基数。ただし,供給
方式が可変式の場合は,多段式,無段式の別及びそれらの供給量の範囲。
3) 動力 電動機などの総動力。
5.7
石粉供給設備
石粉供給設備は,貯蔵装置,搬送装置及び計量フィーダとし,それぞれ次の要領で記入する。
a) 貯蔵装置 貯蔵装置の記入項目は,形式,貯蔵容量及び基数,フィーダの形式,フィーダの能力並び
に動力とし,それぞれ次の事項を記入する。
1) 形式 石粉を貯蔵する槽の方式(サイロ式,ホッパ式など)。
2) 貯蔵容量及び基数 有効容量別に貯蔵槽の基数。
3) フィーダの形式 貯蔵槽から石粉を供給するフィーダの方式(スクリュ式,ベーン式など)。
4) フィーダの能力 1時間当たりの供給できる石粉の量。ただし,供給方式が可変式の場合は,多段
式,無段式の別及び供給量の範囲。
3
A 8704-2:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5) 動力 電動機などの総動力。
b) 搬送装置 搬送装置の記入項目は,形式,能力及び動力とし,それぞれ次の事項を記入する。
1) 形式 石粉を搬送する方式(バケット式,空気圧送式など)。
2) 能力 1時間当たりの搬送できる石粉の量。
3) 動力 電動機などの総動力。
c) 計量フィーダ 計量フィーダの記入項目は,形式,能力,瓶容量及び動力とし,それぞれ次の事項を
記入する。
1) 形式 計量槽に石粉を供給する方式(スクリュ式,ベルトコンベヤ式など)。
2) 能力 1時間当たりの供給できる石粉の量。
3) 瓶容量 石粉を貯蔵する瓶の有効容量。
4) 動力 電動機などの総動力。
5.8
アスファルト供給設備
アスファルト供給設備は,貯蔵装置及び供給装置とし,それぞれ次の要領で記入する。
a) 貯蔵装置 貯蔵装置の記入項目は,形式,貯蔵容量及び基数,加熱及び保温方法,ヒータの種類並び
に加熱能力とし,それぞれ次の事項を記入する。
1) 形式 アスファルトを貯蔵及び加熱する槽の方式(ケットル,横形タンク,縦形タンクなど)。
2) 貯蔵容量及び基数 有効容量別に貯蔵槽の基数。
3) 加熱及び保温方法 アスファルトの加熱及び保温の方法(直接又は間接)。
4) ヒータの種類 アスファルトを加熱及び保温するヒータの種類(直火式バーナ,ホットオイルヒー
タ,電気式ヒータなど)。
5) 加熱能力 ヒータの総電熱量又はバーナの総発熱量。
b) 供給装置 供給装置の記入項目は,保温方法,アスファルトポンプの形式及び容量,並びに動力とし,
それぞれ次の事項を記入する。
1) 保温方法 配管,ポンプなどの保温の方法(ホットオイル循環,電熱ヒータ,保温材料など)。
2) アスファルトポンプの形式及び容量 アスファルトを供給するポンプの種類と使用圧力における1
分間当たりの吐出し量。
3) 動力 電動機などの総動力及び保温の総電熱量。
5.9
骨材乾燥設備
骨材乾燥設備は,ドライヤ,骨材投入装置,バーナ,送風機,排風機,一次集じん(塵)機,二次集じ
ん機,ホットエレベータ,ふるい分け装置及びホット瓶とし,それぞれ次の要領で記入する。
a) ドライヤ ドライヤの記入項目は,形式,能力,ドラムの寸法,駆動方式,回転速度,傾斜角度及び
動力とし,それぞれ次の事項を記入する。
1) 形式 骨材を加熱,乾燥するドライヤの種類及び形状(向流式,並流式,傾斜円筒回転式など)。
2) 能力 1時間当たりの乾燥できる骨材の量。
3) ドラムの寸法 外径及び有効長さ。
4) 駆動方式 ドラムを回転させる駆動方式(歯車式,ローラチェーン式,フリクション式など)。
5) 回転速度 ドラムの1分間当たりの回転速度。ただし,可変式の場合は,多段式,無段式の別及び
回転速度範囲。
6) 傾斜角度 ドラムの傾斜角度。
7) 動力 電動機などの総動力。
4
A 8704-2:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 骨材投入装置 骨材投入装置の記入項目は,供給方法,能力及び動力とし,それぞれ次の事項を記入
する。
1) 供給方法 ドラムに骨材を投入する方法(バケットエレベータ,ベルトコンベヤ,駆動フィーダな
ど)。
2) 能力 1時間当たりの投入できる骨材の量。
3) 動力 電動機などの総動力。
c) バーナ バーナの記入項目は,形式,基数,燃料の種類,燃料消費量,燃料ポンプ,操作方式及び動
力とし,それぞれ次の事項を記入する。
1) 形式 高圧空気噴霧式,高圧燃料噴霧式など。
2) 基数 バーナの基数。
3) 燃料の種類 重油,灯油,都市ガス,LPGの別。
4) 燃料消費量 乾燥に必要な1時間当たりの燃料消費量の範囲。
5) 燃料ポンプ ポンプの種類(歯車ポンプ,スクリュポンプなど)及び使用圧力における1時間当た
りの吐出し量。
6) 操作方式 手動式,半自動式,全自動式の別。
7) 動力 電動機などの総動力。
d) 送風機 送風機の記入項目は,形式,回転速度,風量,静圧及び動力とし,それぞれ次の事項を記入
する。
1) 形式 多翼式,ターボ式,軸流式の別。
2) 回転速度 1分間当たりの送風機の回転速度。
3) 風量 1分間当たりの風量。
4) 静圧 送風機の静圧。
5) 動力 電動機などの総動力。
e) 排風機 排風機の記入項目は,形式,回転速度,風量,静圧及び動力とし,それぞれ次の事項を記入
する。
1) 形式 多翼式,ターボ式,軸流式の別。
2) 回転速度 1分間当たりの排風機の回転速度。
3) 風量 1分間当たりの風量。
4) 静圧 排風機の静圧。
5) 動力 電動機などの総動力。
f)
一次集じん(塵)機 一次集じん機の記入項目は,形式,基数,ダスト排出方式及び動力とし,それ
ぞれ次の事項を記入する。
1) 形式 乾式サイクロン又は慣性集じん機の別。
2) 基数 一次集じん機の基数。
3) ダスト排出方式 回収したダストを排出する方式(スクリュ式,シュート式など)。
4) 動力 電動機などの総動力。
g) 二次集じん機 二次集じん機の記入項目は,形式,ろ布数,ろ過面積,ガス量,脱じん方式,ダスト
排出方式,空気圧縮機の形式及び容量,水ポンプの形式及び容量並びに動力とし,それぞれ次の事項
を記入する。
1) 形式 湿式サイクロン又はバグフィルタの別。
5
A 8704-2:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) ろ布数 バグフィルタのろ布の本数。
3) ろ過面積 有効ろ過面積。
4) ガス量 1分間当たりの処理排ガス量。
5) 脱じん方式 ろ布の脱じん方式(機械式,空気式など)。
6) ダスト排出方式 回収したダストを排出する方式(スクリュ式,空気圧送式など)。
7) 空気圧縮機の形式及び容量 空気圧縮機の種類。
8) 水ポンプの形式及び容量 水を供給するポンプの種類(歯車ポンプ,うず巻きポンプなど)。
9) 動力 電動機などの総動力。
h) ホットエレベータ ホットエレベータの記入項目は,形式,能力及び動力とし,それぞれ次の事項を
記入する。
1) 形式 加熱骨材を搬送するエレベータの種類(バケットエレベータ又はチェーンコンベヤ)及び骨
材を排出する方式(遠心排出式,誘導排出式など)。
2) 能力 1分間当たりの加熱骨材を搬送できる量。
3) 動力 電動機などの総動力。
i)
ふるい分け装置 ふるい分け装置の記入項目は,形式,能力,ふるい網寸法,段数,振動数,振幅及
び動力とし,それぞれ次の事項を記入する。
1) 形式 ふるい分け装置の種類(振動ふるい又はトロンメル)と振動方式。
2) 能力 1時間当たりの加熱骨材をふるい分けできる量。
3) ふるい網寸法 有効長さ及び幅。
4) 段数 ふるいの段数。
5) 振動数 起振体の振動数。
6) 振幅 起振体の振幅。
7) 動力 電動機などの総動力。
j)
ホット瓶 ホット瓶の記入項目は,区分数及び容量,総容量並びに試料取出しとし,それぞれ次の事
項を記入する。
1) 区分数及び容量 区分ごとの有効容量。
2) 総容量 加熱骨材を貯蔵できる総容量。
3) 試料取出し ふるい分け試験用試料の取出し方法の手動又は自動の別。
5.10 計量装置
計量装置は,骨材計量機,石粉計量機及びアスファルト計量機とし,それぞれ次の要領で記入する。
a) 骨材計量機 骨材計量機の記入項目は,形式,計量方法,ひょう量,最小目盛及び容量とし,それぞ
れ次の事項を記入する。
1) 形式 骨材を計量する計量方式(差動トランス式,ポテンショメータ式,ロードセル式など)。
2) 計量方法 累積又は個別の別。
3) ひょう量 骨材計量機で計測できる骨材量の最大ひょう量値。
4) 最小目盛 最小ひょう量値。
5) 容量 骨材計量槽の容量。
b) 石粉計量機 石粉計量機の記入項目は,形式,計量方法,ひょう量,最小目盛及び容量とし,それぞ
れ次の事項を記入する。
1) 形式 石粉を計量する計量方式(機械式,差動トランス式,ポテンショメータ式,ロードセル式など)。
6
A 8704-2:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) 計量方法 累積又は個別の別。
3) ひょう量 石粉計量機で計測できる石粉量の最大ひょう量値。
4) 最小目盛 最小ひょう量値。
5) 容量 石粉計量槽の容量。
c) アスファルト計量機 アスファルト計量機の記入項目は,形式,計量方法,ひょう量,最小目盛及び
容量とし,それぞれ次の事項を記入する。
1) 形式 アスファルトを計量する計量方式(機械式,差動トランス式,ポテンショメータ式,ロード
セル式など)。
2) 計量方法 累積又は個別の別。
3) ひょう量 アスファルト計量機で計測できるアスファルト量の最大ひょう量値。
4) 最小目盛 最小ひょう量値。
5) 容量 アスファルト計量槽の容量。
5.11 混合設備
混合設備は,ミキサ及びアスファルト噴射装置とし,それぞれ次の要領で記入する。
a) ミキサ ミキサの記入項目は,形式,標準容量,標準混合時間,回転速度,保温方法及び動力とし,
それぞれ次の事項を記入する。
1) 形式 ミキサの種類。
2) 標準容量 混合できる1バッチ当たりの加熱混合物の質量。
3) 標準混合時間 標準容量の混合に要する1サイクルの時間。
4) 回転速度 1分間当たりのミキサのかくはん(攪拌)軸の回転数。
5) 保温方法 保温の方法(ホットオイル循環,電熱ヒータ,保温材料など)。
6) 動力 電動機などの総動力及び保温の総電熱量。
b) アスファルト噴射装置 アスファルト噴射装置の記入項目は,形式,スプレイポンプの形式及び容量,
保温方法並びに動力とし,それぞれ次の事項を記入する。
1) 形式 ミキサ内にアスファルトを散布する方式(加圧式など)。
2) スプレイポンプの形式及び容量 アスファルトを散布するポンプの種類(歯車ポンプなど)と使用
圧力における1分間当たりの吐出し量。
3) 保温方法 配管,ポンプなどの保温の方法(ホットオイル循環,電熱ヒータ,保温材料など)。
4) 動力 電動機などの総動力及び保温の総電熱量。
5.12 運転管理設備
運転管理設備は,計量制御装置,バーナ制御装置,バグフィルタ制御装置,コールドフィーダ制御装置,
配電装置,温度記録装置及び質量記録装置とし,それぞれ次の要領で記入する。
a) 計量制御装置 計量制御装置の記入項目は,方式,表示項目,表示方法,設定方式及び落差補正とし,
それぞれ次の事項を記入する。
1) 方式 手動式又は自動式の別。
2) 表示項目 計量制御装置に表示する配合設定値,計量値及びホット瓶レベル。
3) 表示方法 表示方式(アナログ式又はデジタル式)及び表示位置(盤面又はCRTディスプレイ)。
ホット瓶レベルの表示方法は,トルクモータ式,静電容量式の別,2位置表示,3位置表示,又は
連続表示の別。
4) 設定方式 配合の設定方式(ダイヤル設定式,カード読取り式,コンピュータの記憶自動設定式な
7
A 8704-2:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ど)。
5) 落差補正 手動設定式又は自動演算式の別。
b) バーナ制御装置 バーナ制御装置の記入項目は,方式,表示項目,表示方法及び安全装置とし,それ
ぞれ次の事項を記入する。
1) 方式 バーナの火力制御方式(比例制御式,PID制御方式,ファジィ制御式など)及び排気ガス量
制御方式(ダンパ固定式,遠隔手動ダンパ操作式,ドライヤ内定圧自動制御式など)。
2) 表示項目 着火確認,失火表示,バーナ開度,加熱骨材温度など。
3) 表示方法 表示方式(ランプ表示,アナログ式,デジタル式など)及び表示位置(盤面又はCRTデ
ィスプレイ)。
4) 安全装置 フレームアイ,プレバージ,ポストパージなど。
c) バグフィルタ制御装置 バグフィルタ制御装置の記入項目は,方式,表示項目,表示方法及び安全装
置とし,それぞれ次の事項を記入する。
1) 方式 払い落とし装置の制御方式(時間制御式,圧力差制御方式など,及び手動設定又は自動設定)。
2) 表示項目 入口ガス温度,差圧など。
3) 表示方法 表示方式(ランプ表示,アナログ式,デジタル式など)及び表示位置(盤面又はCRTデ
ィスプレイ)。
4) 安全装置 ろ布を保護するための制御装置及び制御方法。
d) コールドフィーダ制御装置 コールドフィーダ制御装置の記入項目は,方式,表示項目,表示方法及
び設定方式とし,それぞれ次の事項を記入する。
1) 方式 コールドフィーダの材料供給の制御方式(ゲート開度調節式又はうず電流継手若しくはイン
バータによる可変速度電動機式)。
2) 表示項目 供給量(t/h)又はフィーダ回転速度(min−1)など。
3) 表示方法 表示方式(アナログ式又はデジタル式)及び表示位置(盤面又はCRTディスプレイ)。
4) 設定方式 設定方式(ダイヤル設定式,コンピュータ記憶自動設定方式など)。
e) 配電装置 電動機などを制御する配電装置の記入項目は,方式,表示項目,表示方法及び保護装置と
し,それぞれ次の事項を記入する。
1) 方式 押しボタン直接操作又は遠隔操作の別。
2) 表示項目 ON-OFF表示,電流値,電圧,異常など。
3) 表示方法 表示方式(ランプ表示,アナログ式,デジタル式など)及び表示位置(盤面又はCRTデ
ィスプレイ)。
4) 保護装置 過電流保護方式又は短絡保護方式の別。
f)
温度記録装置 アスファルトプラントの運転にかかわる温度記録装置の記入項目は,方式,記録項目
及び温度範囲とし,それぞれ次の事項を記入する。
1) 方式 温度検出素子の種類[熱電対式,赤外線ふく(輻)射式など]及び記録方法(打点式,ペン
書き式など)。
2) 記録項目 ドライヤ出口骨材温度,1ピン内骨材温度,アスファルト温度,バグ入口ガス温度,ア
スファルト混合物温度など。
3) 温度範囲 記録紙の温度範囲。
g) 質量記録装置 アスファルト混合物の配合質量を記録する装置の記入項目は,プリンタ形式及び印字
項目とし,それぞれ次の事項を記入する。
8
A 8704-2:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) プリンタ形式 ドットマトリックスプリンタ又はインクジェットプリンタの別。
2) 印字項目 年月日,時刻,アスファルト混合物の名称又はその略号,計量した骨材質量・石粉質
量・アスファルト質量及びそれらの合計値,アスファルト混合物温度など。
9
A 8704-2:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−アスファルトプラントの仕様書様式
プラント形式名称
製造業者名
能力
t/h
操作方式
式
総動力
kW
骨材供給設備
コールドホッパ
容量及び基数
m3×
基
m3×
基
コールドフィーダ
形式
式
能力及び基数
式
t/h〜
t/h×
基
式
t/h〜
t/h×
基
動力
kW
石粉供給設備
貯蔵装置
形式
式
貯蔵容量及び基数
t×
基
t×
基
フィーダの形式
式
フィーダの能力
式
t/h〜
t/h×
基
動力
kW
搬送装置
形式
式
能力
t/h
動力
kW
計量フィーダ
形式
式
能力
t/h
瓶容量
t
動力
kW
アスファルト供給設備
貯蔵装置
形式
式
貯蔵容量及び基数
t×
基
t×
基
加熱及び保温方法
ヒータの種類
加熱能力
kW
供給装置
保温方法
アスファルトポンプ
の形式及び容量
L/min
動力
(総動力)
kW(送電熱量)
kW
10
A 8704-2:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−アスファルトプラントの仕様書様式(続き)
骨材乾燥設備
ドライヤ
kW
形式
式
能力
t/h
ドラムの寸法
(外径)
mm(有効長さ)
mm
駆動方式
式
回転速度
式
min−1 〜
min−1
傾斜角度
度
動力
kW
骨材投入装置
供給方法
能力
t/h
動力
kW
バーナ
形式
式
基数
基
燃料の種類
燃料消費量
L/h 〜
L/h
燃料ポンプ
(種類)
(吐出し量)
L/h
操作方式
式
動力
kW
送風機
形式
式
回転速度
min−1
風量
m3/min
静圧
Pa
動力
kW
排風機
形式
式
回転速度
min−1
風量
m3/min
静圧
Pa
動力
kW
一次集じん機
形式
基数
基
ダスト排出方式
式
動力
kW
二次集じん機
形式
ろ布数
本
ろ過面積
m2
ガス量
m3/min
脱じん方式
式
ダスト排出方式
式
空気圧縮機の形式
及び容量
式
kPa
L/min
水ポンプの形式及び
容量
kPa
L/min
11
A 8704-2:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−アスファルトプラントの仕様書様式(続き)
動力
kW
ホットエレベータ
形式
(種類)
(排出方式)
式
能力
L /min
動力
kW
ふるい分け装置
形式
(種類)
(振動方式)
能力
t/h
ふるい網寸法
mm×
mm,
mm×
mm,
mm×
mm,
mm×
mm
段数
段
振動数
Hz
振幅
mm
動力
kW
ホット瓶
区分数及び容量
1瓶
m3,4瓶
m3
2瓶
m3,5瓶
m3
3瓶
m3
総容量
m3
試料取出し
計量装置
骨材計量機
形式
式
計量方法
ひょう量
kg
最小目盛
kg
容量
m3
石粉計量機
形式
式
計量方法
ひょう量
kg
最小目盛
kg
容量
m3
アスファルト計量機
形式
式
計量方法
ひょう量
kg
最小目盛
kg
容量
m3
混合設備
ミキサ
形式
式
標準容量
kg
標準混合時間
s
回転速度
min−1
保温方法
動力
kW
12
A 8704-2:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−アスファルトプラントの仕様書様式(続き)
アスファルト噴射装置
形式
式
スプレイポンプの
形式及び容量
(種類)
L/min
保温方法
動力
kW
運転管理設備
計量制御装置
方式
式
表示項目
表示方法
式
設定方式
式
落差補正
式
バーナ制御装置
方式
式
式
表示項目
表示方法
式
安全装置
バグフィルタ制御装置
方式
式
表示項目
表示方法
式
安全装置
コールドフィーダ
制御装置
方式
式
表示項目
表示方法
式
設定方式
式
配電装置
方式
式
表示項目
表示方法
式
保護装置
式
温度記録装置
方式
式
式
記録項目
温度範囲
℃〜
℃
質量記録装置
プリンタ形式
印字項目
13
A 8704-2:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
性能試験方法
A.1 適用範囲
この附属書は,加熱混合物の生産能力が毎時30 t以上のバッチ式アスファルトプラントの性能試験方法
について規定する。
A.2 用語及び定義
この附属書で用いる主な用語及び定義は,JIS A 8704-1及び箇条3によるほか,次による。
A.2.1
加熱混合物の標準配合
試験に使用する加熱混合物の標準配合は,密粒度アスファルトコンクリートのもので,その配合が,表
A.1の範囲内で選定されたもの。
表A.1−加熱混合物の標準配合
ふるいの呼び寸法
mm
ふるいを通過する質量分率
%
骨
材
寸
法
19
100
13.2
95 〜 100
4.75
55 〜 70
2.36
35 〜 50
0.6
18 〜 30
0.3
10 〜 21
0.15
6 〜 16
0.075
4 〜 8
アスファルト量(混合物全量に対する質量分率)
5 〜 7
A.2.2
密粒度アスファルトコンクリート
加熱アスファルト混合物で,合成粒度における2.5 mmふるい通過分が35〜50 %のもの。
A.3 試験項目
試験は,次のa)〜f)について行う。
なお,プラントの形式などに応じて,試験項目又は測定事項の一部を省略することができる。
a) ドライヤ性能試験
b) ふるい性能試験
c) ミキサ性能試験
d) 計量機性能試験
e) 集じん(塵)機性能試験
f)
作業騒音測定
14
A 8704-2:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.4 試験準備
A.4.1 履歴
表1のアスファルトプラント仕様書及び製造から試験に至るまでの履歴を記録した表A.2のアスファル
トプラント履歴表を準備する。
A.4.2 準備運転
試験を行うプラントは,あらかじめ十分な慣らし運転を行い,試験開始前,各部の温度がほぼ一定の状
態になるように約30分間運転を行う。
A.4.3 試験用計器
試験用計器は,試験前に検査し,機能の可否,誤差などを確かめて必要なものは補正しておく。
A.5 ドライヤ性能試験
A.5.1 試験条件
試験に使用する骨材の配合は,表A.1に定めた標準配合とし,骨材の含水比は標準運転状態に近い値の
もので,ドライヤへの供給量は,プラントの公称能力に相当する量とする。
ドライヤで加熱された骨材の温度は,出口で 160±15 ℃の範囲とする。公称能力に相当する量を供給し
た場合,上記の温度が得られないときは,骨材の供給量を減じて試験を行う。
A.5.2 測定
次の方法によって骨材供給量,供給骨材の含水比及び粒度,供給骨材及び加熱骨材の温度,燃料消費量,
排気ガス温度並びに気温を測定し,表A.3に記入する。
a) 骨材供給量 骨材供給装置出口において試料を採取し,単位時間当たりの供給質量を測定する。
b) 供給骨材の含水比及び粒度 供給骨材については,骨材供給装置出口において試料を採取し,含水比
及び骨材粒度を求める。
試験に使用する空気乾燥した骨材の質量は,JIS A 1102に定める量以上とする。
c) 供給骨材及び加熱骨材の温度 ドライヤ入口及び出口において,JIS B 7411などに規定する温度計に
よって骨材温度を測定する。
d) 燃料消費量 燃料消費量を測定する。
e) 排気ガス温度 ドライヤ出口煙道において測定する。
A.5.3 測定方法
測定は,約15分ごとに1回以上行う。
なお,供給骨材質量,粒度,温度及び気温は,試験の始め及び終わりにおいて試験時となるべく同一の
状態で測定してもよい。
A.5.4 測定値の修正
単位時間当たりの骨材供給量は,温度及び供給骨材の含水比による修正を,次の式によって算出し,表
A.3に記入する。
MS=η×M
ここに,
MS: 標準運転状態における単位時間当たりの骨材供給量 (kg/h)
M: 試験時における単位時間当たりの骨材供給量 (kg/h)
η:
(
)
(
)
(
)
(
)
S1
S
2
S1
S
1
2
1
20
20
t
t
t
A
W
t
t
t
A
W
−
+
−
−
+
−
W: 試験時における骨材の平均含水比 (%)
15
A 8704-2:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
WS: 標準運転状態における骨材の平均含水比 (%)
A: 590+0.486 t3
t1: 供給骨材の温度 (℃)
t2: 加熱骨材の温度 (℃)
t3: 排気ガスの温度 (℃)
t1S: 標準運転状態における供給骨材の温度 (15 ℃)
t2S: 標準運転状態における加熱骨材の温度 (160 ℃)
A.6 ふるい性能試験
A.6.1 試験条件
試験に使用する骨材の配合は,標準配合に定めるものとし,プラントのドライヤによって十分に乾燥さ
れ,その温度は,160±15 ℃とする。ふるいに供給する骨材の量は,プラントの公称能力に相当する量と
する。
A.6.2 測定方法
試料は,プラントのホット瓶の各区間から,試験に必要な分量を20分ごとに5回以上取り出す。試料
は,分取器又は四分法によって採取し,その量はJIS A 1102に定める以上とする。JIS Z 8801-1〜JIS Z
8801-3に規定するふるいを使用して,粒径別に質量を測定し,表A.4に記入する。
なお,供給骨材の量及び温度を,試験の始め及び終わりに測定し,表A.4に記入する。
A.7 ミキサ性能試験
A.7.1 試験条件
試験に使用する加熱混合物は,標準配合のものとする。
a) 配合物の温度 加熱混合物の温度は,練り上がり時において150±15 ℃の範囲に入るよう,骨材及び
アスファルトを予熱しておく。
b) 混合時間 混合に要する時間は,表1に定める標準混合時間による。
c) 混合物の質量 1回の混合物質量は,表1に定めるミキサ標準容量とする。
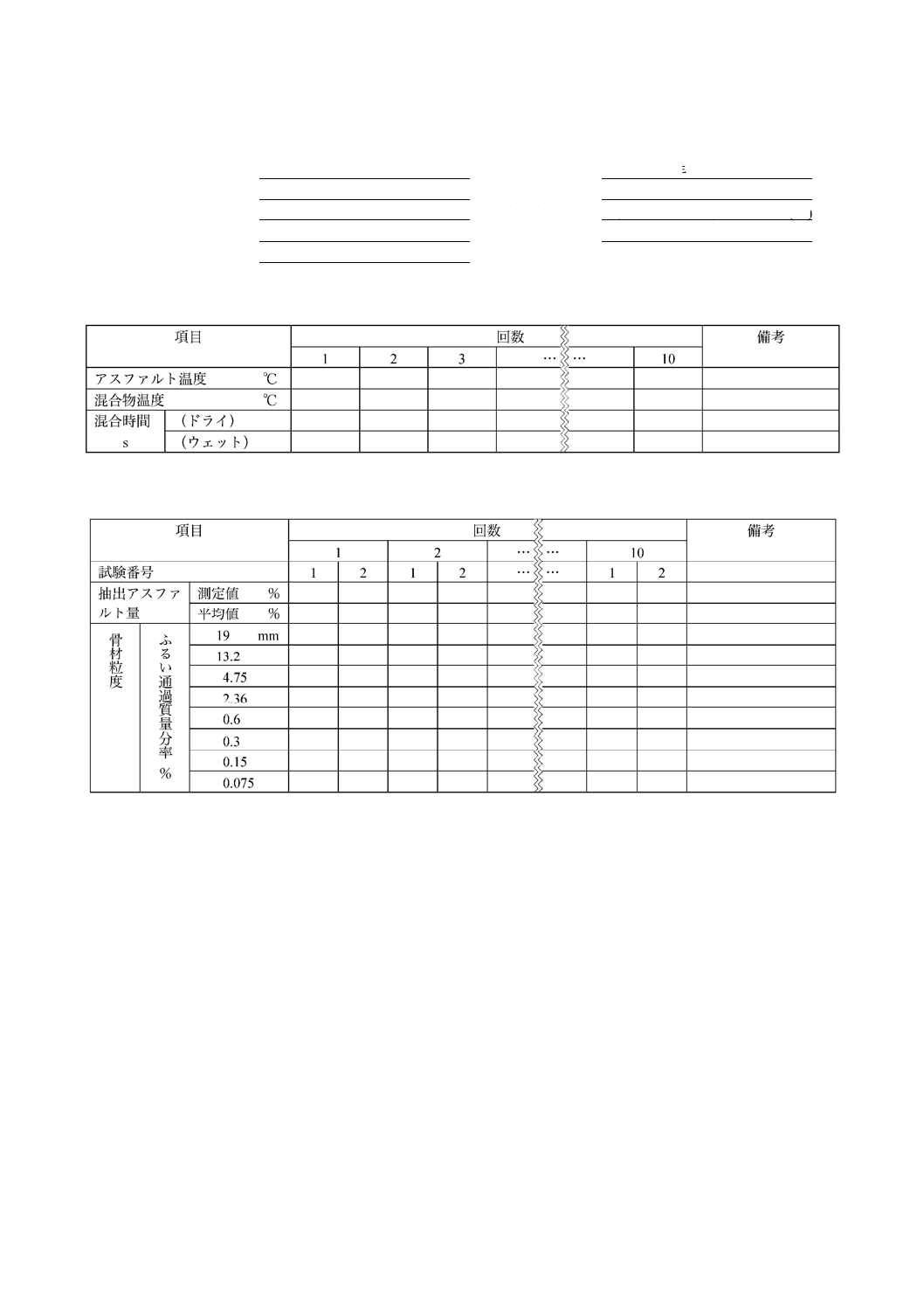
A.7.2 測定方法
測定は,連続10バッチについて次の方法で行い,表A.5に記入する。
a) 配合物の温度 試験に使用するアスファルトの温度は,できるだけ混合直前において測定する。混合
物の温度は,ミキサから排出した混合物にJIS B 7411などに規定する温度計を差し込み測定する。
b) 混合時間 混合に要した実際の時間を測定する。
c) 抽出アスファルト量 ミキサから抽出した混合物の山の左右両端から5 kg以上の分量を取り出し,そ
れぞれの中から1 kg以上の代表的試料を採取し,抽出試験機によって抽出アスファルト量を測定する。
d) 骨材粒度 試料からアスファルトを抽出した後の骨材について,ふるい分け試験を行う。
A.8 計量機性能試験
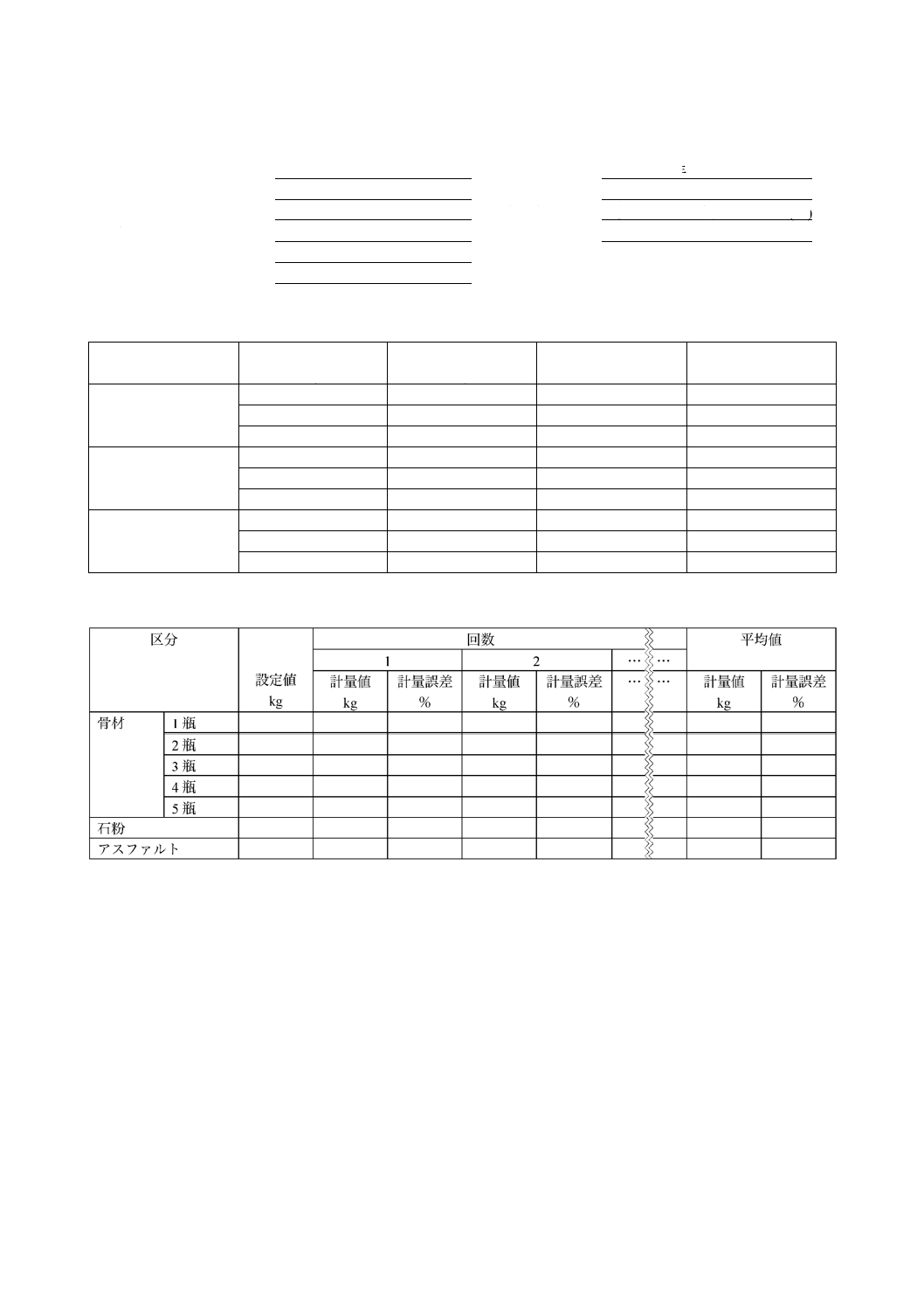
A.8.1 試験準備
各計量機は,あらかじめ準備した基準原器又はこれに準じるものを使用し,計量器のひょう量の範囲内
で二つ以上の質量について誤差の検査を行う。
A.8.2 測定方法
16
A 8704-2:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定は,標準配合に定める材料を用い,プラントの能力に相当する量を計量している状態で,材料の計
量区分別に連続10回以上行い,計量機の読み又は質量記録計の記録を表A.6に記入する。
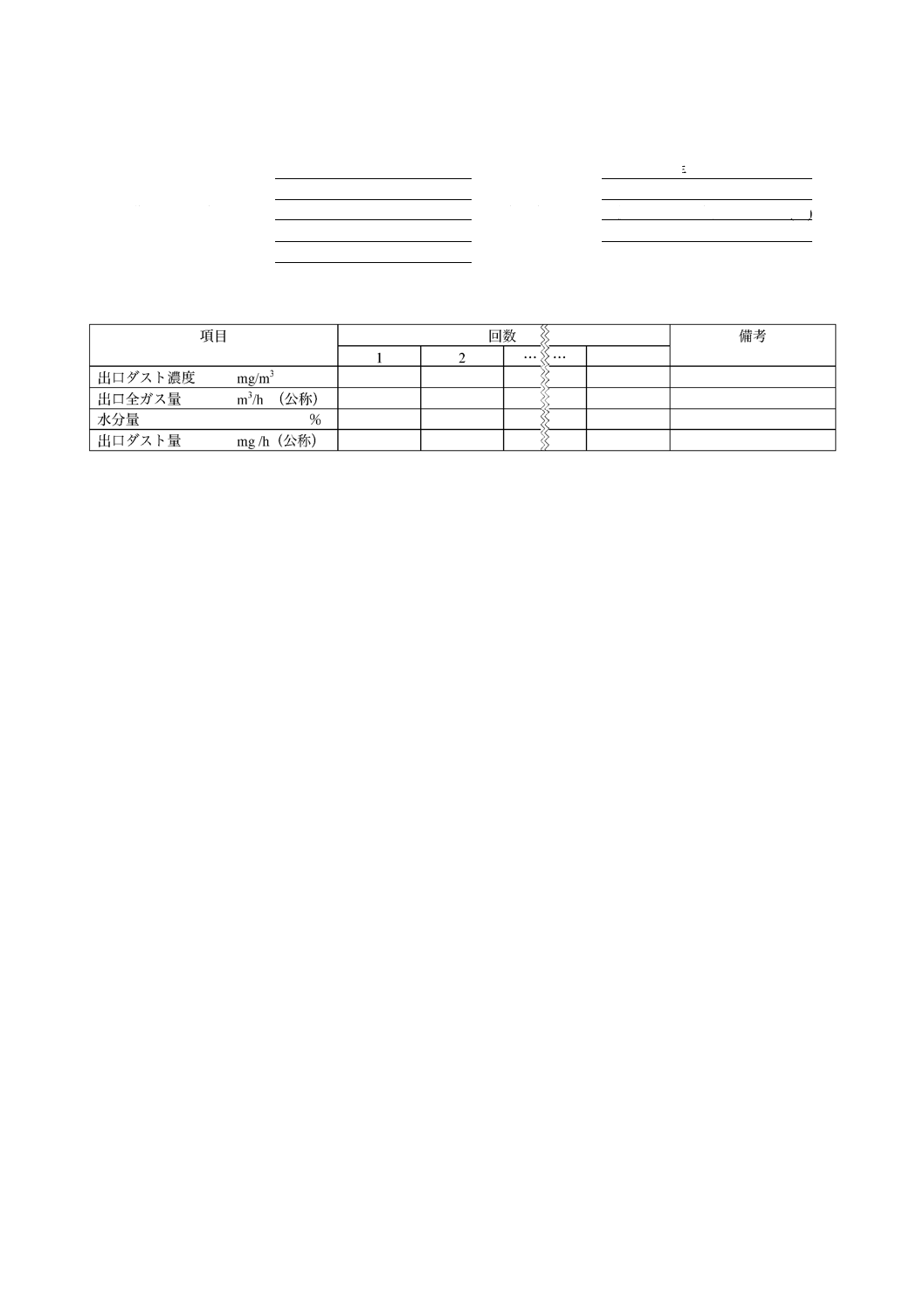
A.9 集じん機性能試験
A.9.1 試験条件
試験は,標準配合に定める骨材を標準運転状態で加熱乾燥しつつある状態で行う。
なお,ドライヤに供給する骨材の質量は,プラント能力に相当する量とする。
A.9.2 測定方法
集じん機出口におけるダスト濃度,全ガス量,水分量及びダスト量をJIS Z 8808によって測定し,表
A.7に記入する。
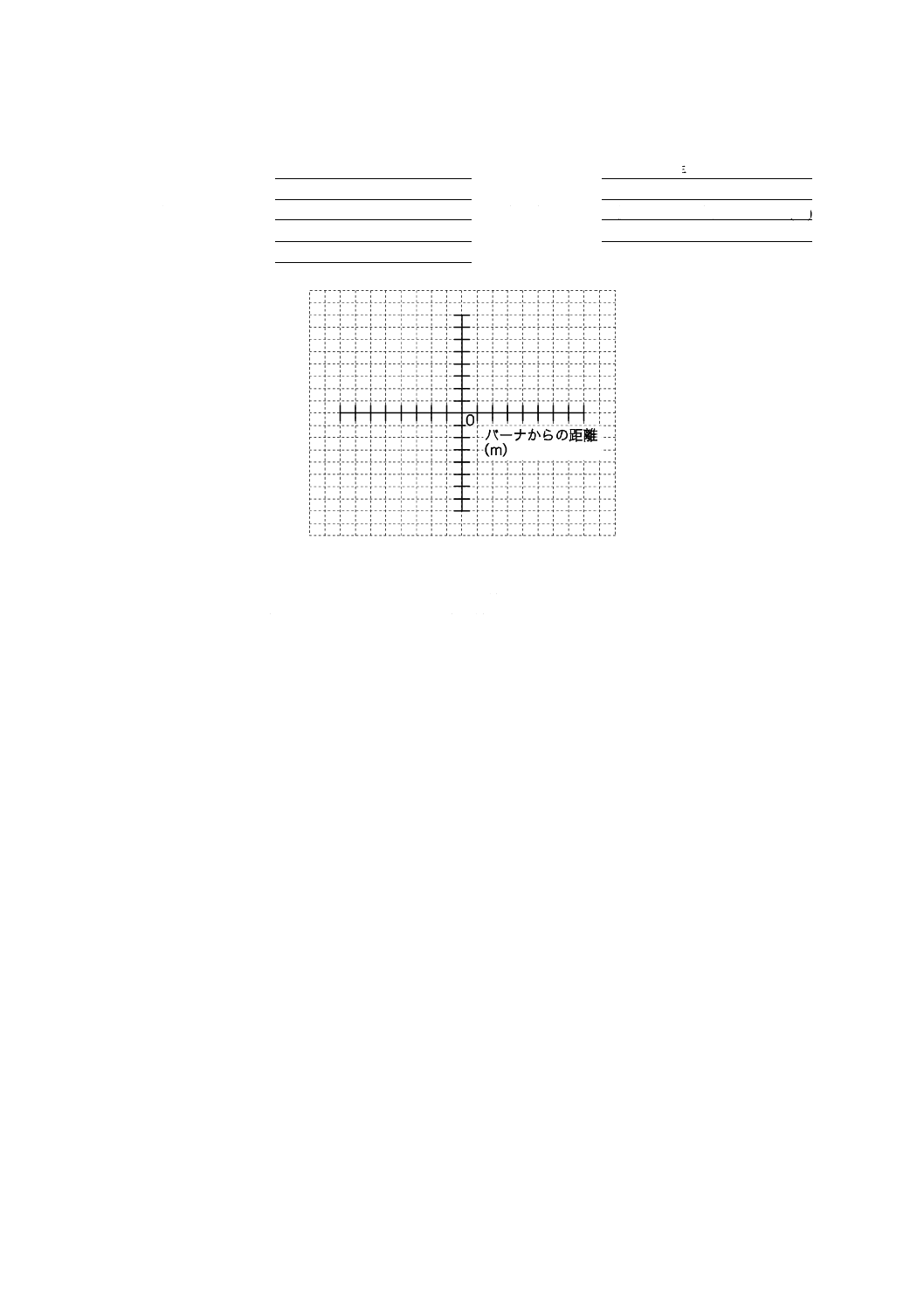
A.10 作業騒音測定
A.10.1 測定条件
測定は,稼働時に行う。
なお,稼働時の測定は,プラントの能力に相当する量を生産している状態で行う。
A.10.2 測定方法
測定は,プラントのドライヤのバーナを中心として,プラント周辺の10か所以上においてJIS Z 8731
によって作業騒音レベルの測定を行い,表A.8に記入する。
17
A 8704-2:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.2−アスファルトプラント履歴表
製造業者名
プラント名称
プラント形式
製造番号
能力
項目
年月日
場所
累積加熱混合物
生産量
記事
注記1 項目欄には,製造,組立,移設,増設,改造,修理,性能試験などの別を,年月日順に記入する。
注記2 累積加熱混合物生産量欄には,その時点までの加熱混合物生産量を記入する。
注記3 記事欄に記入する事項は,次による。
a)
製造 新製,改造,再生の別
b)
増設,改造及び修理 箇所,程度,交換部品など
注記4 性能試験については,試験内容を記入する。
18
A 8704-2:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.3−ドライヤ性能試験記録
プラント名称
試験期日
年 月 日
プラント形式
試験場所
プラント能力
天候・気温
天候 ・気温 (℃)
プラント製造番号
風向・風速
風向 ・風速 (m/s)
製造業者名
燃料の種類
燃料の密度
kg/L
燃料の発熱量
J/kg
測定者
19
A 8704-2:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.4−ふるい性能試験記録
プラント名称
試験期日
年 月 日
プラント形式
試験場所
製造業者名
天候・気温
天候 ・気温 (℃)
測定者
骨材供給量及び温度測定記録
項目
試験の始め
試験の終わり
備考
測定時刻
h-min
骨材供給量
t
加熱骨材温度
℃
ホット瓶骨材粒度測定記録
20
A 8704-2:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.5−ミキサ性能試験記録
プラント名称
試験期日
年 月 日
プラント形式
試験場所
ミキサ形式
天候・気温
天候 ・気温 (℃)
ミキサ能力
測定者
製造業者名
温度及び混合時間測定記録
抽出アスファルト量,骨材粒度測定記録
設定アスファルト量(混合物全量に対し) %
21
A 8704-2:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.6−計量機性能試験記録
プラント名称
試験期日
年 月 日
プラント形式
試験場所
骨材計量機形式
天候・気温
天候 ・気温 (℃)
石粉計量機形式
測定者
アスファルト計量機形式
製造業者名
計量機誤差検査記録
計量機区分
原器質量
kg
計量機の読み
kg
誤差
%
備考
骨材計量機
石粉計量機
アスファルト計量機
計量機測定記録
22
A 8704-2:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.7−集じん機性能試験記録
プラント名称
試験期日
年 月 日
プラント形式
試験場所
一次集じん機形式
天候・気温
天候 ・気温 (℃)
二次集じん機形式
測定者
製造業者名
計量機誤差検査記録
23
A 8704-2:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.8−作業騒音測定記録
プラント名称
試験期日
年 月 日
プラント形式
試験場所
プラント能力
天候・気温
天候 ・気温 (℃)
プラント製造番号
測定者
製造業者名
注記 ドライヤのバーナを中心とし,軸心を横軸にとり,図中に風向を記入する。
また,図中にプラントその他の構造物を縮尺1/400で記入する。
暗騒音は,括弧書きで稼働時の騒音に併記する。
作業騒音分布図