A 7502-2:2020
(1)
追補1のまえがき
このJIS A 7502-2の追補1は,産業標準化法に基づき,日本産業標準調査会の審議を経て,国土交通大
臣がJIS A 7502-2:2015を改正した内容だけを示すものである。
JIS A 7502-2:2015は,この追補1の内容の改正がされ,JIS A 7502-2:2020となる。
日本産業規格 JIS
A 7502-2:2020
下水道構造物のコンクリート腐食対策技術−
第2部:防食設計標準
(追補1)
Corrosion protection technology of sewerage concrete structures-
Part 2: Design standards for prevent sulfuric acid corrosion
(Amendment 1)
JIS A 7502-2:2015を,次のように改正する。
序文の末尾に,次の文を追加する。
“技術上重要な改正に関する新旧対照表を,附属書Mに示す。”
3.4(固着強さ試験)の“接着安定性の確保に必要なコンクリートとの一体性を確認するための試験。”を,
“接着安定性の確保に必要なシートとコンクリートとの一体性を確認するための試験。”に置き換える。
5.2.1(試験項目)の表2(シートライニング工法の評価項目及び試験項目)の試験項目の欄の“固着強さ
試験”を,“固着強さ試験又は接着強さ試験”に置き換える。
5.2.2(試験方法)のd) の“接着強さ試験(塗布型ライニング工法)”を,“接着強さ試験(塗布型ライニ
ング工法及びシートライニング工法)”に置き換える。
B.3.2(試験体の作製)のb)“シートライニング工法の場合 試験体の作製は,製造業者の定める方法で作
製する。なお,試験体はシート単体を幅500 mm,長さ500 mmに切断し,試験体の個数は3個とする。”
を,“シートライニング工法の場合,試験体の作製は,特に指定がない場合,製造業者の定める方法で作製
する。なお,試験体の個数は3個とする。”に置き換える。
附属書Gの題名の“防食被覆層の接着強さ試験(塗布型ライニング工法)”を,“防食被覆層の接着強さ試
験(塗布型ライニング工法及びシートライニング工法)”に置き換える。
G.3.2(試験体の作製)のc) 1) の“標準状態における試験体の作製は,製造業者の定める塗布方法及び塗
布間隔で試験基板に塗布する。”を,“標準状態における試験体の作製は,製造業者の定める方法で行う。”
に置き換える。
2
A 7502-2:2020
G.3.2(試験体の作製)のc) 2)“吸水状態における試験体の作製は,試験体作製前に試験基板を温度23 ℃
±2 ℃の清水中に24時間浸せきした後,清潔な布で表面を拭き取り,直ちにプライマー,素地調整材又は
防食被覆材を塗布する。プライマーを素地調整材に先立って塗布する場合は,プライマー塗布後,製造業
者が定めた塗布間隔の最短時間経過後に速やかに素地調整材を塗布する。”を,“吸水状態における試験体
の作製は,試験体作製前に試験基板を温度23 ℃±2 ℃の清水中に24時間浸せきした後,清潔な布で表面
を拭き取り,直ちに製造業者の定める方法で行う。”に置き換える。
次に示す附属書M(技術上重要な改正に関する新旧対照表)を,附属書Lの後に追加する。
3
A 7502-2:2020
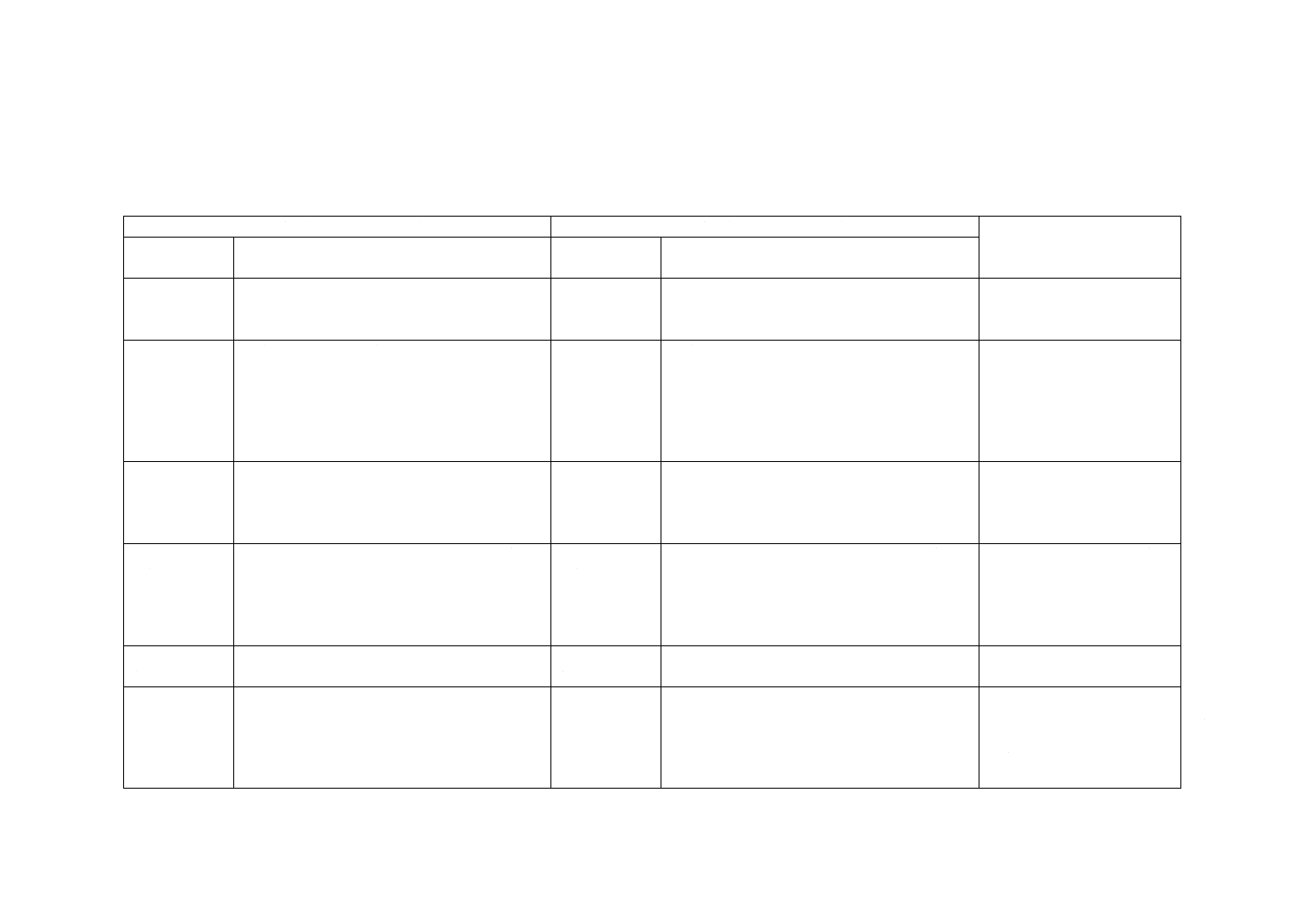
附属書M
(参考)
技術上重要な改正に関する新旧対照表
現行規格(JIS A 7502-2:2020)
旧規格(JIS A 7502-2:2015)
改正理由
箇条番号
及び題名
内容
箇条番号
及び題名
内容
3.4 固着強さ
試験
シートライニング工法の要求性能のうち,接着
安定性の確保に必要なシートとコンクリートと
の一体性を確認するための試験。
3.4 固着強さ
試験
シートライニング工法の要求性能のうち,接着
安定性の確保に必要なコンクリートとの一体性
を確認するための試験。
接着安定性は,シートとコン
クリートとの一体性であるこ
とを明確化した。
5.2.1 表2の試
験項目
固着強さ試験又は接着強さ試験
5.2.1 表2の試
験項目
固着強さ試験
シートライニング工法は,旧
規格では,固着試験で性能評
価としていたが,接着強さ試
験によって性能評価する工法
に対応するため,記載を変更
した。
5.2.2 試験方法
d)
接着強さ試験(塗布型ライニング工法及びシー
トライニング工法)は,附属書Gによる。
5.2.2 試験方法
d)
接着強さ試験(塗布型ライニング工法)は,附
属書Gによる。
シートライニング工法で,接
着強さ試験によって性能評価
する工法に対応して記載を変
更した。
B.3.2 試験体の
作製 b)
シートライニング工法の場合,試験体の作製は,
特に指定がない場合,製造業者の定める方法で
作製する。なお,試験体の個数は3個とする。
B.3.2 試験体の
作製 b)
シートライニング工法の場合 試験体の作製は,
製造業者の定める方法で作製する。なお,試験
体はシート単体を幅500 mm,長さ500 mmに切
断し,試験体の個数は3個とする。
シートの寸法・形状は,製造
業者の定めるものとし,“試
験体はシート単体を幅500
mm,長さ500 mmに切断し,”
を削除した。
附属書Gの題
名
防食被覆層の接着強さ試験(塗布型ライニング
工法及びシートライニング工法)
附属書Gの題
名
防食被覆層の接着強さ試験(塗布型ライニング
工法)
5.2.1の表2の試験項目の改正
に伴い,記載を変更した。
G.3.2 試験体の
作製 c) 1)
標準状態における試験体の作製は,製造業者の
定める方法で行う。
G.3.2試験体の
作製 c) 1)
標準状態における試験体の作製は,製造業者の
定める塗布方法及び塗布間隔で試験基板に塗布
する。
旧規格では,塗布型ライニン
グ工法の試験方法であった
が,シートライニング工法に
も適用可能としたため,記載
を変更した。
3
A
7
5
0
2
-2
:
2
0
2
0
4
A 7502-2:2020
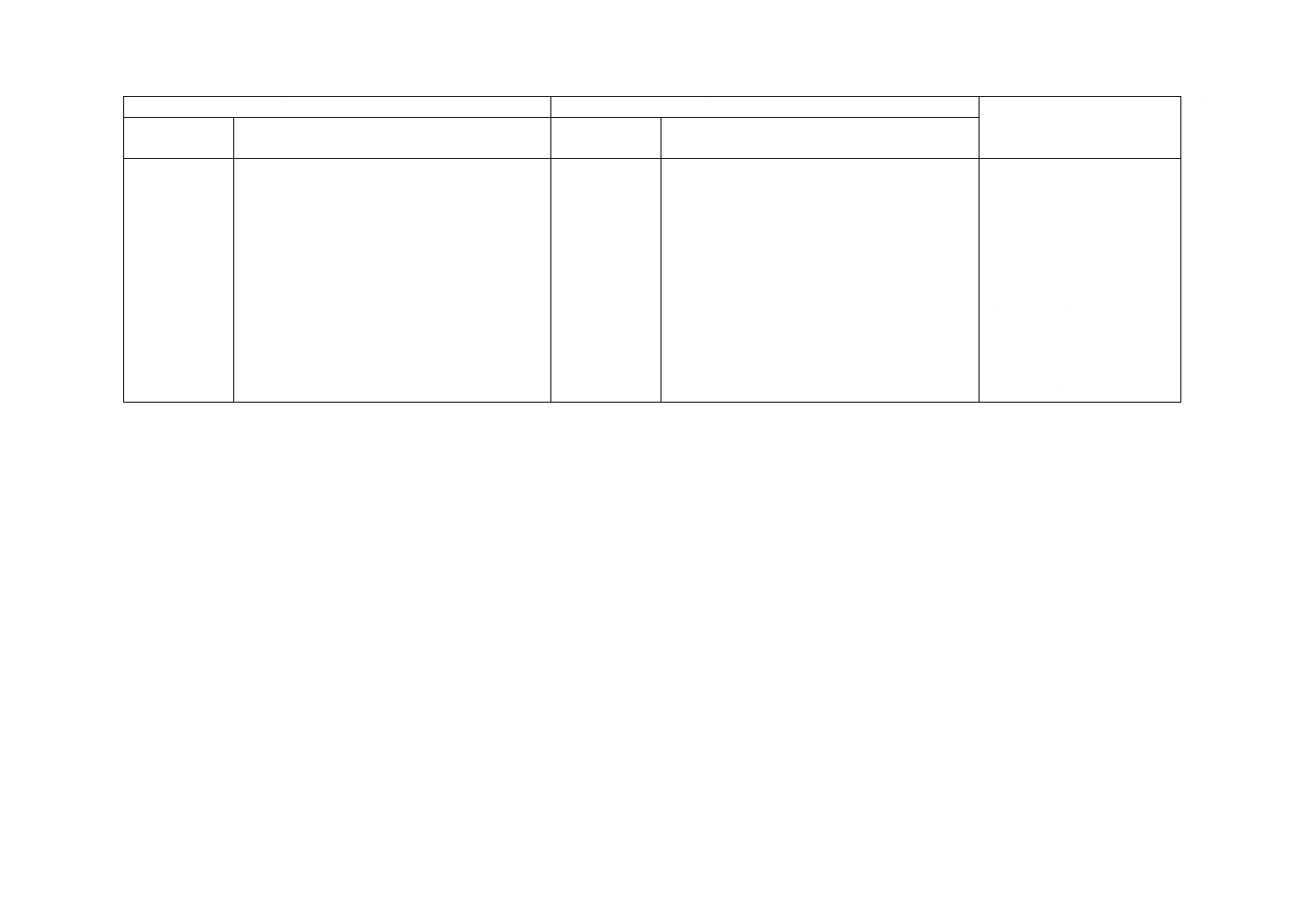
現行規格(JIS A 7502-2:2020)
旧規格(JIS A 7502-2:2015)
改正理由
箇条番号
及び題名
内容
箇条番号
及び題名
内容
G.3.2 試験体の
作製 c) 2)
吸水状態における試験体の作製は,試験体作製
前に試験基板を温度23 ℃±2 ℃の清水中に24
時間浸せきした後,清潔な布で表面を拭き取り,
直ちに製造業者の定める方法で行う。
G.3.2 試験体の
作製 c) 2)
吸水状態における試験体の作製は,試験体作製
前に試験基板を温度23 ℃±2 ℃の清水中に24
時間浸せきした後,清潔な布で表面を拭き取り,
直ちにプライマー,素地調整材又は防食被覆材
を塗布する。プライマーを素地調整材に先立っ
て塗布する場合は,プライマー塗布後,製造業
者が定めた塗布間隔の最短時間経過後に速やか
に素地調整材を塗布する。
旧規格では,塗布型ライニン
グ工法の試験方法であった
が,シートライニング工法に
も適用可能としたため,“プ
ライマー,素地調整材又は防
食被覆材を塗布する。プライ
マーを素地調整材に先立って
塗布する場合は,プライマー
塗布後,製造業者が定めた塗
布間隔の最短時間経過後に速
やかに素地調整材を塗布す
る。”を削除した。
4
A
7
5
0
2
-2
:
2
0
2
0